engineering chemistry dr. payal joshistrawberrydevelopers.weebly.com/.../corrosion_notes.pdf ·...
TRANSCRIPT


Engineering Chemistry Dr. Payal Joshi
1
Corrosion Introduction: Corrosion is defined as the destruction of metal or an alloy because of chemical or electrochemical reaction with its surrounding environment or medium.
Examples: Rusting of Iron: Reddish scale and powder of oxide (Fe3O4) is formed– Iron becomes weak. Green film of basic carbonate [CuCO3+Cu(OH)2] on surface of Cu when exposed to moist air containing CO2.
Corrosion is metallurgy in reverse: It represents return of metals to their more natural state as minerals (oxides). Metals occur as oxides in an ore. One applies energy (metallurgical operations) to extract metal in its pure form from the ores (reduction). Once metal is obtained, it is in its excited state. We use it to prepare various materials of economic importance. These metals have a tendency to return back to its natural oxide state, hence they undergo corrosion (oxidation). Hence, corrosion is metallurgy in reverse.
Types of Corrosion: Depending of the attack of the metal by surrounding medium, corrosion are of two types, viz, dry and wet corrosion.
1. Dry/Direct/Atmospheric corrosion: Presence of Oxygen: Metallic surfaces when exposed to air undergo oxidation. 2M + O2 Æ 2MO; where M represents metal. Metallic oxide (MO) formed on the
surface of the metal is in form of a thin film
Stable film: Porous-Na2O, K2O; Non-porous– Oxides of Al, Ni, Cr; Unstable film: Oxides of noble metals; Volatile film: Oxides of Mb.
Engineering Chemistry Dr. Payal Joshi
2
Gold does not get corroded on oxidation because-There is a formation of unstable oxide film. Oxide layer formed decomposes back into metal and oxygen. Consequently, oxidation corrosion is not possible, thus Ag, Au, Pt do not undergo oxidation corrosion.
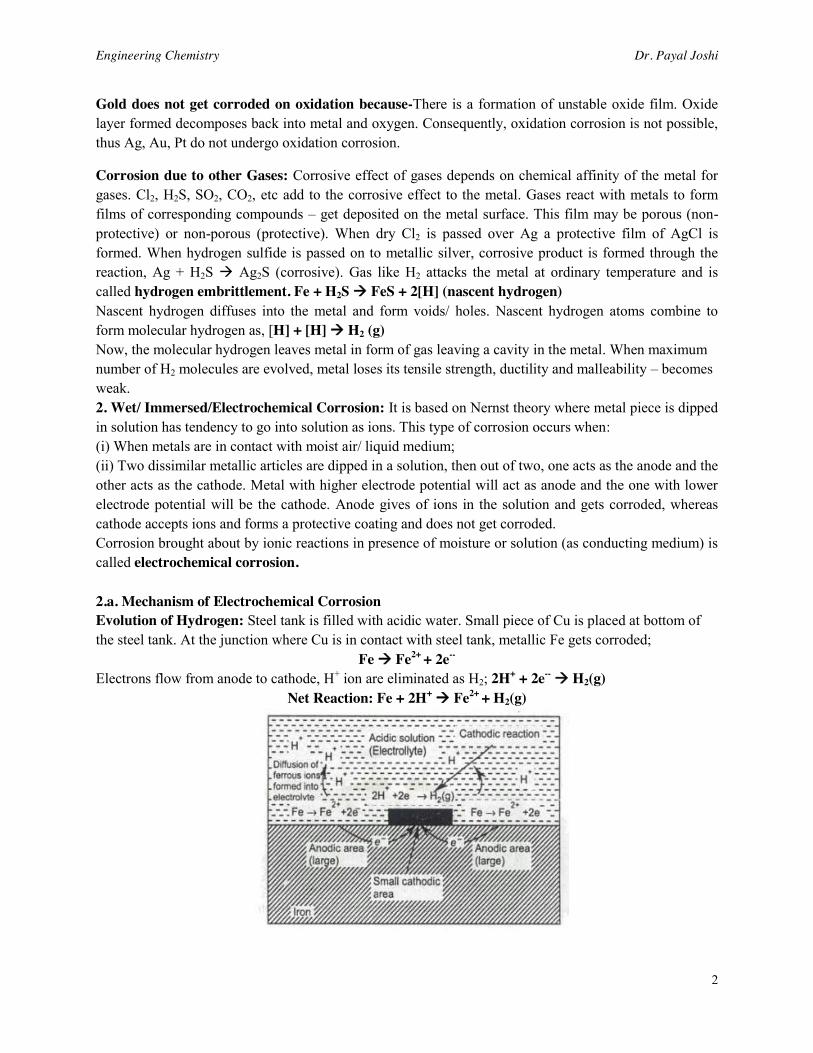
Corrosion due to other Gases: Corrosive effect of gases depends on chemical affinity of the metal for gases. Cl2, H2S, SO2, CO2, etc add to the corrosive effect to the metal. Gases react with metals to form films of corresponding compounds – get deposited on the metal surface. This film may be porous (non-protective) or non-porous (protective). When dry Cl2 is passed over Ag a protective film of AgCl is formed. When hydrogen sulfide is passed on to metallic silver, corrosive product is formed through the reaction, Ag + H2S Æ Ag2S (corrosive). Gas like H2 attacks the metal at ordinary temperature and is called hydrogen embrittlement. Fe + H2S Æ FeS + 2[H] (nascent hydrogen) Nascent hydrogen diffuses into the metal and form voids/ holes. Nascent hydrogen atoms combine to form molecular hydrogen as, [H] + [H] Æ H2 (g) Now, the molecular hydrogen leaves metal in form of gas leaving a cavity in the metal. When maximum number of H2 molecules are evolved, metal loses its tensile strength, ductility and malleability – becomes weak. 2. Wet/ Immersed/Electrochemical Corrosion: It is based on Nernst theory where metal piece is dipped in solution has tendency to go into solution as ions. This type of corrosion occurs when: (i) When metals are in contact with moist air/ liquid medium; (ii) Two dissimilar metallic articles are dipped in a solution, then out of two, one acts as the anode and the other acts as the cathode. Metal with higher electrode potential will act as anode and the one with lower electrode potential will be the cathode. Anode gives of ions in the solution and gets corroded, whereas cathode accepts ions and forms a protective coating and does not get corroded. Corrosion brought about by ionic reactions in presence of moisture or solution (as conducting medium) is called electrochemical corrosion. 2.a. Mechanism of Electrochemical Corrosion Evolution of Hydrogen: Steel tank is filled with acidic water. Small piece of Cu is placed at bottom of the steel tank. At the junction where Cu is in contact with steel tank, metallic Fe gets corroded;
Fe Æ Fe2+ + 2e-- Electrons flow from anode to cathode, H+ ion are eliminated as H2; 2H+ + 2e-- Æ H2(g)
Net Reaction: Fe + 2H+ Æ Fe2+ + H2(g)
Engineering Chemistry Dr. Payal Joshi
3
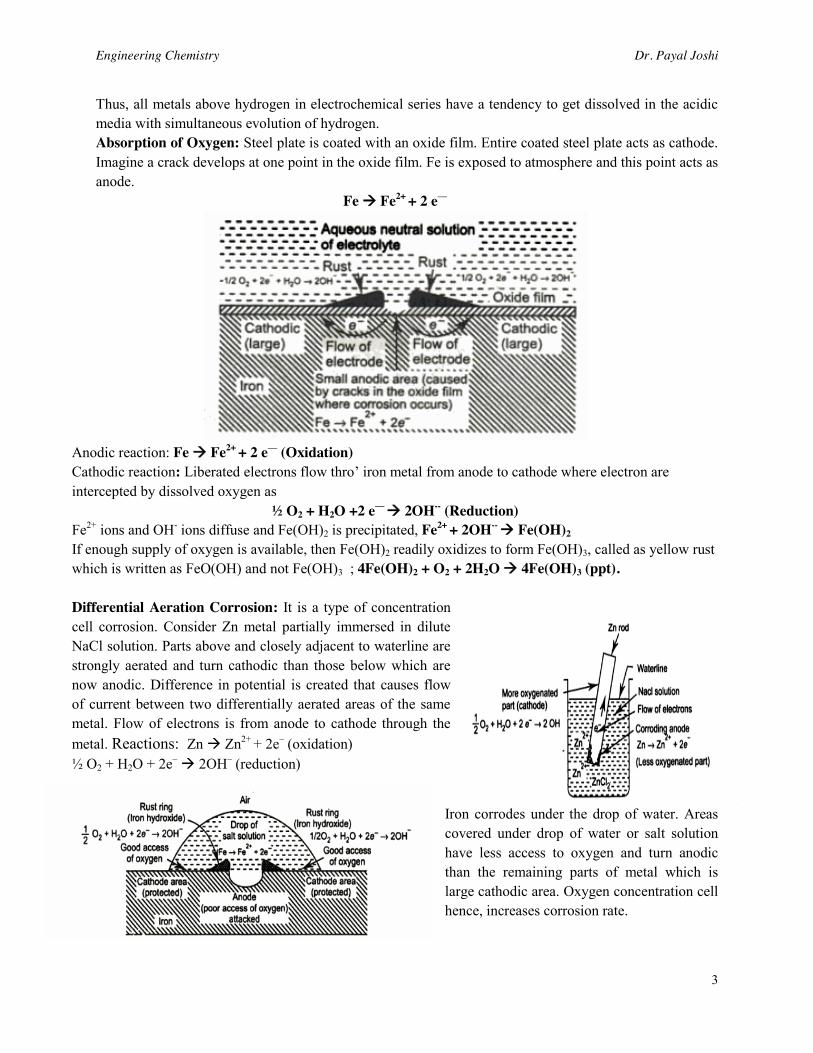
Thus, all metals above hydrogen in electrochemical series have a tendency to get dissolved in the acidic media with simultaneous evolution of hydrogen. Absorption of Oxygen: Steel plate is coated with an oxide film. Entire coated steel plate acts as cathode. Imagine a crack develops at one point in the oxide film. Fe is exposed to atmosphere and this point acts as anode.
Fe Æ Fe2+ + 2 e—
Anodic reaction: Fe Æ Fe2+ + 2 e— (Oxidation) Cathodic reaction: Liberated electrons flow thro’ iron metal from anode to cathode where electron are intercepted by dissolved oxygen as
½ O2 + H2O +2 e— Æ 2OH-- (Reduction) Fe2+ ions and OH- ions diffuse and Fe(OH)2 is precipitated, Fe2+ + 2OH-- Æ Fe(OH)2 If enough supply of oxygen is available, then Fe(OH)2 readily oxidizes to form Fe(OH)3, called as yellow rust which is written as FeO(OH) and not Fe(OH)3 ; 4Fe(OH)2 + O2 + 2H2O Æ 4Fe(OH)3 (ppt). Differential Aeration Corrosion: It is a type of concentration cell corrosion. Consider Zn metal partially immersed in dilute NaCl solution. Parts above and closely adjacent to waterline are strongly aerated and turn cathodic than those below which are now anodic. Difference in potential is created that causes flow of current between two differentially aerated areas of the same metal. Flow of electrons is from anode to cathode through the metal. Reactions: Zn Æ Zn2+ + 2e– (oxidation) ½ O2 + H2O + 2e– Æ 2OH– (reduction)
Iron corrodes under the drop of water. Areas covered under drop of water or salt solution have less access to oxygen and turn anodic than the remaining parts of metal which is large cathodic area. Oxygen concentration cell hence, increases corrosion rate.

Engineering Chemistry Dr. Payal Joshi
4
Anodic reaction: Fe Æ Fe2+ + 2 e— Cathodic reaction: ½ O2 + H2O +2 e— Æ 2OH--
Waterline Corrosion: Waterline type of corrosion of metals can be illustrated in terms of effect of different concentrations of oxygen on the metal surface. This type of corrosion is observed in water tanks, ocean liners as shown,
Water used for domestic purpose is stored in storage metal tanks for a long time. Corrosion occurs gradually in water storage iron tanks due to varying oxygen concentrations inside and outside the water level, as shown in fig.(a). In case of water taken partially filled, iron above the water line is exposed to more oxygen and acts as the cathodic region and is unaffected by corrosion, while iron beneath the waterline is poorly oxygenated. This region of the metal behaves as the anodic area and slowly corrodes due to oxidation. Fe2+ ions formed in the process dissolve in water,
Fe Æ Fe2+ + 2e-……… (Oxidation) More oxygenated area of the metal (Fe) is protected and oxygen absorption occurs at the cathodic region. Reduction reaction is, 1/2O2 + H2O +2e- Æ 2OH-
Overall corrosion products is stated as, Fe2+ + 2OH- Æ Fe(OH)2 (ppt) The effect of corrosion (rusting) is maximum along a line beneath the level of water meniscus. Similar corrosion can be observed in ships and water pumping pipes in water.
Intergranular corrosion (IGC): The microstructure of metals and alloys is made of grains separated by grain boundaries. Corrosion occurs along grain boundaries (less noble) than grain centres (noble). Corrosive attack is localized at these “less noble” areas. Intergranular attack is a localized attack adjacent to the grain boundaries in which the bulk of the grains are not affected. It is a result of sensitization of the material due to “inadequate” heat treatment during welding. In presence of carbon in the steel, chromium reacts with carbon during heat treatment to produce Cr-carbides as, 23Cr + 6C Æ Cr23C6
During sensitization, chromium carbides form at the grain boundaries (less corrosion-resistant areas). Necessary chromium diffuses from the bulk to the grain boundaries and chromium depletion occurs. Proper heat treatment, followed by rapid quenching can reduce such type of corrosion.

Engineering Chemistry Dr. Payal Joshi
5
Pitting Corrosion: Localized accelerated attack resulting in formation of cavities around which the metal is relatively unattacked is called pitting corrosion. It generally occurs in form of pinholes, pits/ cavities. Bottom of pit is less oxygenated and hence is more anodic than the rest of the pit. Pitting corrosion is a result of breakdown/cracking of protective film on metal at specific points forming small anodic & large cathodic areas.
Fig: Pitting Corrosion
Stress Corrosion: It is similar to intergranular corrosion and highly localized electrochemical attack. It occurs due to combined effect of static tensile stresses & corrosive environment on a metal. For stress corrosion to occur one needs: a. Presence of tensile stress and, b. Specific corrosive environment is necessary (caustic alkali). Presence of stress produces strains (anodic), thereby possess higher electrode potential – becomes chemically active – easily attacked by corrosive environment. Pure metals are comparatively immune to stress corrosion. Metals and alloys, when subjected to welding, bending, riveting & quenching causes stress of the metal. Adjacent is a figure showing stress corrosion in a bent metal strip. At the stress portion, the atoms in the stressed region get displaced– becomes anodic– corrosion. Stress corrosion results in formation of crack. It grows and propagates in perpendicular to operating tensile stress until failure occurs. Galvanic Corrosion:
It occurs when two (or more) dissimilar metals are brought into electrical contact under water.
When a galvanic cell forms, corrosion of the anode will accelerate; corrosion of the cathode will decelerate or even stop.
One can use the seawater galvanic series to predict which metal will become the anode and how rapidly it will corrode. Seawater galvanic series is a list of metals and alloys ranked in order of their tendency to corrode in marine environments.
If any two metals from the list are coupled together, the one closer to the anodic (or active) end of the series, the upper end in this case, will be the anode and thus will corrode faster, while the one toward the cathodic (or noble) end will corrode slower. Eg, Daniel cell (Zn-Cu couple) where Zn is the anode w.r.t cathodic copper with 1.1 Volts (Zn = -0.76 and Cu = 0.34).

Engineering Chemistry Dr. Payal Joshi
6
FACTORS INFLUENCING RATE OF CORROSION
1. Nature of the Metal: a. Position in the galvanic series: Extent of corrosion depends upon the position of metal in electrochemical series and galvanic series. Higher up in galvanic series – becomes anodic– suffers corrosion. When 2 metals/ alloys are in electrical contact in presence of an electrolyte, the more active metal suffers corrosion. Rate and severity of corrosion of metals depends upon the difference of electrode potentials. Greater the difference, faster is the corrosion of anodic metal/alloy. Eg, corrosion of Zn metal is faster than Fe metal when it is in contact with Cu in the medium due to the large electrode potential difference between Zn and Cu than Fe and Cu b. Relative areas of anodic and cathodic parts: When two dissimilar metals/alloys are in contact, the corrosion of anodic and cathodic part is directly proportional to the ratio of areas of cathodic part and anodic part. Thus, rate of corrosion = Cathodic area/anodic area. Eg, Steel screw in copper plate gets corroded in corrosive environment, small steel screw and larger copper plate –cathode. c. Purity of the metal: Impurities cause heterogeneity, thereby forming tiny electrochemical cells, eg, Zn with impurity like Pb or Fe. Rate & extent of corrosion increase with increase in exposure to impurities. Corrosion resistance can be improved by increasing the purity of the metal. d. Physical state of the metal: Areas of metal under stress become anodic resulting in corrosion. Higher the porosity of metal, greater is the rate of corrosion. e. Passive nature of metal: Metals like Al, Cr, Mg, Ni, Co are passive. They exhibit higher corrosion resistance than expected from the positions in galvanic series. Due to formation of highly protective, but thin film of metal oxide – self-healing in nature (if broken can repair itself). Corrosion resistance of stainless steel is due to passivating character of Cr in it. f. Nature of the corrosion product: Solubility of the corrosion products formed is an important factor in electrochemical corrosion. If the corrosion product is soluble in corroding medium, corrosion proceeds at a faster rate. Insoluble corrosion product acts as physical barrier thereby suppressing corrosion. eg, PbSO4 in case of Pb in H2SO4. Similarly, volatility of the corrosion products determines rate of the reaction. Rapid and extensive corrosion takes place if the corrosion product is volatile. Since, as soon as the corrosion product film is formed, it volatilizes making the underlying metal available for further attack.

Engineering Chemistry Dr. Payal Joshi
7
2. Nature of the corroding environment: a. Temperature: Increase in temperature of the environment, reaction as well as diffusion rate increases and corrosion rate enhances. Influence of humidity depends on physical characteristics of metal & nature of corrosion products. Gases like CO2, O2, present in humid air – furnish water to electrolyte – necessitating and facilitating electrochemical cell set up. b. Humidity: Corrosion enhances in humid air as compared to in dry air. This is because, humid air/moist air has tendency to dissolve gases such as O2, CO2 etc. and also the acidic vapors from industries. Due to this, it becomes easy to set up an electrochemical cell on the surface of metal. Metals like Mn, Cr, Fe, Mg etc. get corroded in moist air, even in the absence of oxygen, forming other compounds. c. Influence of pH (hydrogen ion concentration): Acidic pH (pH<7) are more corrosive than alkaline and neutral media. Acidic pH: Rate of corrosion is higher due to mechanism of electrochemical corrosion proceeds by evolution of H2 gas at cathode. Alkaline pH: Electrochemical corrosion by absorption of O2– forming metal oxide film as cathodic product – film gets adhered to metal surface – rate of corrosion depends on nature of corrosion product. d. Conductance of the medium: It is of prime importance in case of underground pipelines. Conductance of dry sandy soils is lower than those of clay soils. Stray currents will damage the metal buried under clay or mineralized soil than dry soil e. Presence of impurities: Presence of gases like CO2, SO2, H2S and fumes like HCl, H2SO4, etc accelerate corrosion. The presence of these gases increases the acidity of the medium surrounding the metal, thereby increasing the rate of corrosion. Presence of suspended particles such as NaCl, (NH4)2SO4 which are hygroscopic in nature, absorb moisture and act as a strong electrolyte, thereby increasing the rate of corrosion.
METHODS TO DECREASE RATE OF CORROSION
1. Based on Treatment of Metal a. Selection of material and proper design b. Purification of metal c. Alloy formation d. Removal of strain
2. Methods based on treatment of the medium a. Change of state of the medium b. Corrosion Inhibitors
3. Methods based on external influences a. Removal of stray currents b. Prevention of bacterial growth
4. Cathodic Protection 5. Application of metallic coatings: Electroplating, Hot dipping, Galvanizing, Tinning, Cladding,
Electroplating 6. Organic Coatings: Paints, varnish

Engineering Chemistry Dr. Payal Joshi
8
1. Based on Treatment of Metal a. Selection and Proper Design of the Material:
1. Selection of right type of material is the main factor for corrosion control. The choice of the metal should be made not only on the cost and structure but also on its chemical properties and the environment.
2. Noble metals are most immune to corrosion, but they cannot be used for economic reasons. Next choice is to use the purest metal possible during the design. Even minute amount of impurity can result in severe corrosion.
3. If two dissimilar metals have to be in contact, they should be so selected that their oxidation potentials are close as possible in the galvanic series.
4. Impingement attack can be reduced by careful filtration of suspended solids from the liquid stream and by preventing turbulent flow.
5. When a structure consists of two dissimilar metals, it is beneficial to use a third more active metal in contact with that structure so as to inhibit corrosion.
6. Crevices should be avoided between adjacent parts of the structure to avoid formation of concentration cells. Bolts and rivets should be replaced by proper welding.
7. A good design should take care of avoiding accumulation of dirt, etc stagnation of water and allow for free circulation of air.
b. Purification of metals: Impurities in the metal act as an anode and result in corrosion. Pure metal offers corrosion resistance. eg, Iron Pillar. c. Alloy formation: Alloys of Fe with Si, Ni, Cr, offer good resistance to corrosion. Formation of non-porous, adherent oxide film resists further attack on the metal. Stainless steel – presence of Cr. Formation of Cr2O3 has a self-healing property – protect stainless steel from corrosion d. Removal of strain: Area under strain acts as anode while the remaining part is a cathode -- results in corrosion. Heat treatment can remove stresses from the material, thereby reducing the rate of corrosion. 2. Methods based on treatment of the medium a. Change of state of the medium Modifying the environment: Corrosive nature of the environment can be reduced either by removal of harmful constituents or by addition of specific substances which neutralize the effect of the corrosive constituents of the environment. De-aeration: In oxygen concentration type of corrosion, exclusion of oxygen from the aqueous environment reduces corrosion. Expulsion of dissolved oxygen is done by adjustment of temperature along with mechanical agitation so as to reduce the CO2 content of water. This decreases the corrosion rate of steel pipelines carrying steam condensates from boilers.

Engineering Chemistry Dr. Payal Joshi
9
De-activation: It involves addition of chemicals like sodium sulphite which can combine with oxygen present in aqueous media readily, 2Na2SO3 + O2 Æ 2Na2SO4. Hydrazine hydrate is used for the same purpose and is more effective than sodium sulphite, N2H4 +O2 Æ N2 + 2H2O. Dehumidification: Reducing the moisture content from air can decelerate corrosion. Alumina, silica gel adsorbs moisture preferentially on their surfaces and lowers the corrosive attack. Alkaline neutralization: Prevention by neutralizing the acidic character of corrosive environment like ammonia, sodium hydroxide, soaps are injected in vapors or in liquid form to the corroding system and can retard the corrosion rate in refinery equipment. b. Corrosion Inhibitors: Any substance when added in small amounts to aqueous corrosive environment decreases the rate of corrosion of the metal. Anodic inhibitor/Passivator (Barrier type): Salts which contain anions form sparingly soluble compounds with ions of metal are capable of suppressing anodic reactions. Ions of transition elements with high content of oxygen (chromates, tungstates, phosphates, etc) are generally used. These compounds form a sparingly soluble compound with metal ion formed at anode due to anodic reaction (i.e. loss of electrons). This compound gets adsorbed on the surface of metal and forms a protective adherent films thereby passivating the metal surface and eventually inhibiting corrosion Cathodic Inhibitor (Barrier type): This type of inhibitor is used in both acidic and neutral solution. In acid medium, metal gets corroded due to evolution of hydrogen at cathode. In acidic solutions, the cathodic reaction is via evolution of hydrogen, 2H+ +2e- Æ H2. Corrosion is controlled by decreasing evolution of hydrogen at cathode. Arsenic & arsenic compounds get adsorbed on cathode surface that restricts the cathodic action of liberating hydrogen. In neutral solutions, the cathodic reactions is due to absorption of oxygen, ½ O2 + H2O +2 e— Æ 2OH--. Under such conditions, rate of corrosion can be reduced by retarding the diffusion of oxygen to the cathodic areas. Organic adsorption inhibitors: Sulphides, mercaptans form an oily layer on the metal surface and prevent adsorption of hydrogen. It also prevents solvation of the metal ion Vapor phase inhibitors: Dicyclohexylamine (DCHN). It has low vapor pressure (3 x 10-7 Atm at 25C). They vaporize and form a thin barrier film on the metal surface and inhibit corrosion 3. Methods based on external influences: Removal of stray currents from the base metal and prevention of bacterial growth in the corroding medium are some of the measures used to reduce rate of corrosion. 4. Cathodic protection method: It is a method used to reverse the flow of current between two dissimilar metals under corrosive medium, thereby reversing the action of metals in contact. The principle of cathodic protection is in connecting an external anode to the metal to be protected and the passing of an electrical dc current so that all areas of the metal surface become cathodic and therefore do not corrode. Corrosion involves the oxidation of the metal and it is reasonable to expect that cathodic polarization, which discourages oxidation and favours reductions at the metal surface, should tend to cause protection. Cathodic protection can be achieved in two ways: - by the use of galvanic (sacrificial) anodes, or - by “impressed” current.

Engineering Chemistry Dr. Payal Joshi
10
Sacrificial anodic protection
Metallic structure to be protected is connected by a wire to a more anodic metal. Electrochemical reaction is prevented in the original metal since the external anode is more anodic. The external anode will give off ions & get corroded and hence the term sacrificial anodic protection. Metals like Mg, Al are generally used as sacrificial anode used in protecting pipelines, underground cables, water tanks, etc. Impressed current cathodic protection: We know that metal dipped in electrolyte, anodic & cathodic areas are built and anode gives off ions. At anode & cathode, there is certain effective potential (current). Total current discharged at anodic area is known as the local action current.
Local action current can be cancelled or nullified by applying current in opposite direction – impressed current using a battery. Due to this both anode & cathode will have same potential and hence, metal does not corrode. Structures that are commonly protected by cathodic protection are the exterior surfaces of Pipelines, Ships’ hulls, Storage tank bases, Steel sheet, tubular and foundation pilings, offshore platforms, floating and sub-sea structures. 5. Application of Metallic coatings a. Anodic coating:
Metal coatings which are anodic to the base metal are known as anodic metal coatings. In order to protect a metal from corrosion, any metal which is higher up in the galvanic series such as Zn, Mg, tin, etc are coated on the surface of the base metal. These active metals are anodic to the base metal. Anodic coating of zinc on mild steel/iron is the best example. Iron is coated with more active metal zinc and thus, zinc coating on the base metal iron acts as the anodic area, while iron is cathodic.

Engineering Chemistry Dr. Payal Joshi
11
b. Cathodic coating
Surface of a metal can be protected from corrosion by coating a base metal with a more noble metal whose tendency for corrosion is lower than the base metal in the galvanic series. Cathodic coating, thus produced protects base metal due to its high corrosion resistance than the base metal. Thin film coating of metals like tin, Cu, Ni, etc are deposited on the base iron metal by cathodic coating techniques to prevent corrosion. If cathodic coating is continuous, surface coating provides effective protection to the base metal or else, if coating is irregular, it leads to more corrosion damages when base metal is made anodic. Tin, Cr, Ni coating by electroplating technique on any base metal offers the best example of cathodic coating. Hot dipping: Metals like Zn, Sn, Pb have low melting points. Suppose base metal X has to be coated with any of the above metals; above metal is placed in a furnace which is maintained at temperature just above their melting points. We get molted forms of Zn, Sn, Pb. Base metal (X) is dipped in molten forms based on the coating you desire. Galvanizing (Anodic coating)
1. It is a process of coating iron or steel sheet with a thin coat of zinc to prevent from rusting. 2. In this process, base metal (to be protected) is cleaned with an organic solvent followed by treating
with dilute sulfuric acid solution for 15-20 minutes at 60-900C. 3. This results in removal of impurities from the base metal. The article is then washed and dried. 4. It is dipped in molten zinc bath maintained at 4500C. 5. Surface of the bath is covered with a flux of ammonium chloride to prevent oxide formation. 6. The base metal is now coated completely with zinc and now passed through hot rollers to remove any
excess of zinc and produce a uniform coat of zinc which is then annealed at a temperature of 6500C and finally cooled slowly.
7. Galvanized iron is used to make water pipelines, roof sheets, wires, nails, screws, nuts and bolts. 8. If the coating is broken, corrosion rate does not increase, since iron (base metal) acts as a cathode and
zinc is the anode. Hence galvanizing given better protection to iron than tin. 9. Galvanized containers cannot be used to preserve food stuffs, since the coated zinc metal dissolves in
acidic media and results in formation of toxic zinc compounds.

Engineering Chemistry Dr. Payal Joshi
12
Tinning (Cathodic coating)
1. Application of a coat of tin metal on the surface of the base metal is called tinning. 2. It involves treating the base metal with organic solvents followed by cleaning with dilute sulfuric acid
at 800C for few minutes to remove any impurities. 3. The base metal is then immersed in a flux of ZnCl2 solution to facilitate the molten tin metal to adhere
to the surface. 4. The base metal is then quickly dipped in molten tin followed by series of rollers to remove excess tin
and later its treated with palm oil to avoid oxidation. 5. Due to the non-toxic nature of tin, tinned cans are used to preserve food stuffs. c. Electroplating: Electrodeposition of metals on metals, non-metals and alloys is termed as electroplating. It involves depositing a thin film of superior metal/alloy over an inferior base metal by passing direct current thro’ an electrolytic solution containing soluble salt of coating metal. Cathode: Base metal (to be electroplated); Anode: coating metal and Electrolyte: soluble salt of coating metal in the electrolytic cell
Fig: Principle of Electroplating.
Electroplating is carried out in an electrolytic cell. Article to be electroplated is cleaned by the above techniques and made the cathode in the electrolytic cell. Anode is the coating metal. Electrolyte is the soluble salt solution of coating metal taken in the cell. A direct current is passed and the coating metal ions migrate to the cathode and get deposited there. In order to achieve brighter, smooth deposits, low temperature, high current density and low metal ion concentration are the favorable conditions. Theory of electroplating:
1. Metal to be coated (base metal) is made cathodic and anode is the coating metal. These are suitably placed in an electrolytic bath containing solution of salt of the metal to be coated. Base metal should be free from dirt, grease and contaminants.

Engineering Chemistry Dr. Payal Joshi
13
2. Cleaning processes are based on two approaches, chemical and mechanical approach. A chemical approach usually includes solvent degreasing, alkaline cleaning (soak cleaning) and acid cleaning (acid pickling).
3. Metal salt in aqueous solution undergoes ionization. When PD is applied to salt solution thro’ electrodes, metal ions migrate to cathode & get deposited. If anode is of same metal of which salt is in solution, salt is reformed by anode material passing into the solution in form of ions. Concentration of salt solution, hence remain unchanged.
4. Solvent degreasing: Contaminants consist of oils and grease of various types, waxes, and miscellaneous organic materials. These contaminants can be removed by appropriate organic solvents, either by dipping the base metal in the solvent or by vapor decreasing.
5. Alkaline cleaning: Base metals are immersed in tanks of hot alkaline cleaning solutions to remove dirt and solid soil. A special type of alkaline cleaning is electrocleaning. In electrocleaning, the base metal can be either the cathode (direct cleaning) or the anode (reverse cleaning).
6. Acid Cleaning: Acid cleaning can remove corrosion products from the metal surface. The most commonly used acids include sulphuric and hydrochloric acids. Pickling can also be combined with current to be more effective.
Properties of depositing solution (Electrolyte): The conducting power of the solution should be high. It should be highly soluble and metal content of the solution should be high. It should not undergo hydrolysis, oxidation, reduction or other chemical changes. It should be stable when in contact with metals and under atmospheric conditions. It should possess sufficient covering power and the deposit obtained should be compact and adherent, thereby giving a uniform deposit on the base metal. Applications of electroplating: a. It improves the appearance of the base metal, thereby also making it resistant to corrosion. b. Engineering coatings (called functional coatings) are used for enhancing specific properties of the surface, such as solderability, wear resistance, reflectivity, and conductivity. Metals for engineering purpose include gold (Au) and silver (Ag), lead (Pb). Decorative protective coatings are primarily used for adding an attractive appearance to some protective qualities. Metals in this category include copper (Cu), nickel (Ni), chromium (Cr), zinc (Zn), and tin (Sn). d. Metal Cladding:
x It exploits the concept of corrosion resistance of alloys and pure metals.
x The process involves sandwiching the base metal (alloy sheets) permanently between two layers of dense, homogenous corrosion resistant pure metals is known as metal cladding.
x Sheets of protecting metal (Cu, Al, Sn, Ni) are pressed on top and below the base metal using hot rollers at high temperatures.
x Choice of cladding material depends on corrosion resistance of the metal in the working environment. x Alclad: It is a classic example of metal cladding protection used in aircraft industry.
Alclad, as the name suggests, is a plate of duralumin (alloy of Al; Composition: Al=95%, Cu=4%, Mn=0.5%, Mg=0.5%) sandwiched between two layers of 99.5% pure Aluminium metal using hot rollers.

Engineering Chemistry Dr. Payal Joshi
14
6. Organic Coatings: Inert organic barrier applied on metallic surfaces for corrosion protection and decoration. Protective value of such coatings depend on: a) Its chemical inertness to corrosive environment, b) Good surface adhesion, c) Its impermeability to water, salts, gas and d) Proper application method.
Organic Coating
Definition Constituent Functions
Paint Mechanical dispersion mixture of one/more pigments in a vehicle
Drying oil/vehicle (linseed oil, fish oil)
Helps pigments to hold on surface, provide dry film by oxidation, provide tough, durable, water resistant films.
Pigments (white pigments: ZnO, TiO2, colored chromes)
Provide opacity, color strength, protection, resistance to abrasion, minimize cracking on drying.
Thinners (turpentine, spirit, kerosene)
Increases elasticity of paint film, reduce viscosity of the paint to suitable consistency, aids drying of paint film.
Driers (oxygen carrier catalysts like resonates and tungstates of Cu, Mn and Zn)
Improve quality of oil film, accelerate drying process of oil film through oxidation, condensation and polymerization.
Extenders/Fillers (gypsum, chalk, talc, silica)
Inert materials that improve the properties of the paint. They serve to fill voids in the paint film. They act as carriers for pigment color. They reduce cracking of paint after drying & improve durability of the paint film
Plasticizers To give elasticity to the paint film and prevent cracking.
Characteristics of a Good Paint:
y Should be fluid enough with high covering power to spread easily over the protected surface y Protect painted surfaces from corrosion effects of the environment y Form tough, uniform, adherent and impervious film that does not crack on drying y Color of the paint should be stable to effects of the atmosphere
Organic Coating
Definition Constituent Functions
Varnish Colloidal dispersion of natural/synthetic resins in oil
Resin (shellac, phenol, urea, polymers)
Provide high resistance to weathering, chemical action, water. Provides hardening to dried films.
Drying oil/Vehicle (linseed oil, fish oil)
Helps indrying varnish film by oxidation & polymerization.
Thinners (turpentine, spirit, kerosene)
Adjust/reduce viscosity of varnish to suitable consistency.

Engineering Chemistry Dr. Payal Joshi
15
Characteristics of good varnish:
y Produce protective film – hard, tough, durable and resistant film to wear and tear that does not crack on drying
y Dry quickly y Aesthetic appeal of the film y Color stable to exposure to atmosphere
Oil Varnishes Spirit Varnishes These are formed by dissolving resins in oil. These are formed by dissolving resins in
spirits. They dry very slowly. They dry very quickly. They leave a tough film. They leave a brittle film.
Driers (Pb, Co, Mn, linoleates)
Improve quality of oil film, accelerate drying process of oil film through oxidation, polymerization & condensation.
Antiskinning agents (tertiary amyl phenols)
Helps film to get adhered to underlying surface.
