el lenguaje común de la calidad para la industria textilstatistics.uster.com/ustatpdf/informe de...
TRANSCRIPT

3
El lenguaje común de la calidad para la industria textil
Textile Technology / Enero 2013 / SS-668
USTER® STATISTICS Informe de Applicación

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 2 (48)
Editorial team Thomas Nasiou Gabriela Peters Review team Dr. Geoffrey Scott Richard Furter Sandra Meier © Copyright 2012 by Uster Technologies AG. Todos los derechos reservados. Toda y cualquier información contenida en este documento no es vinculante. El proveedor se reserva el derecho de modificar los productos en cualquier momento. Queda excluida explícitamente cualquier responsabilidad del proveedor por los daños resultantes de las posibles discrepancias entre este documento y las carac-terísticas de los productos. veronesi\TT\Application Reports\USTER Statistics\ SS-668_El lenguaje comun de la calidad para la industria textil

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 3 (48)
Contents 1 Introducción ........................................................................................................................ 4
1.1 Múltiples beneficios para los productores de hilados ............................................................ 5
1.2 El lenguaje de la calidad y la forma de optimizar los costos ................................................. 5
1.3 Los aspectos más destacados de las USTER® STATISTICS 2013 ...................................... 6
2 Historia ................................................................................................................................ 7
3 Papel e importancia de las USTER® STATISTICS .......................................................... 10
3.1 ¿Qué son las referencias o benchmarks? .......................................................................... 11
3.2 Beneficios para los productores de hilados ........................................................................ 11
3.3 Beneficios para los usuarios de hilo ................................................................................... 13
3.4 Beneficios para los fabricantes de máquinas ...................................................................... 17
4 Interpretación de las USTER® STATISTICS – ¿Qué significan los niveles? ................. 18
5 Interpretación de las USTER® STATISTICS – el punto de vista de aplicación textil .... 19
5.1 Uniformidad del hilado y apariencia del tejido ..................................................................... 20
5.2 Pilosidad de hilo y pilling de tejidos .................................................................................... 24
5.3 Imperfecciones y apariencia del tejido ................................................................................ 26
5.4 Contenido de fibra corta y borra de peinadora .................................................................... 28
5.5 Propiedades de resistencia del hilo y roturas en el tejido ................................................. 29
6 Interpretación de las USTER® STATISTICS – la relación entre los diferentes niveles y el precio del hilo ............................................................................................... 32
7 Por qué las USTER® STATISTICS son válidas sólo con instrumentos de USTER® ..... 36
8 USTER® STATISTICS y 'Análisis Total' ........................................................................... 38
9 Algunos datos sobre las USTER® STATISTICS 2013 ..................................................... 40
9.1 Cómo se generan las USTER® STATISTICS 2013 ............................................................. 40
9.2 Alcance de las USTER® STATISTICS 2013 – novedades .................................................. 41
9.2.1 USTER® CLASSIMAT 5 ..................................................................................................... 41
9.2.2 USTER® ZWEIGLE HL400 ................................................................................................. 42
9.2.3 Nuevos tipos de hilos ......................................................................................................... 43
9.2.4 Nuevos parámetros de hilo ................................................................................................. 43
9.2.5 Nuevos materiales .............................................................................................................. 44
9.2.6 Nuevos capítulos ................................................................................................................ 45
10 Conclusiones .................................................................................................................... 46

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 4 (48)
1 Introducción La nueva edición de las singulares referencias de calidad, USTER® STA-TISTICS, continúa la larga historia del servicio de USTER® a la industria textil. Durante los últimos 55 años, las USTER® STATISTICS han ganado el estatus de leyenda a lo largo del mundo textil – y su valor es más impor-tante que nunca en el entorno comercial globalizado de hoy y en el futuro. Las USTER® STATISTICS 2013 ponen de relieve sus beneficios como un factor vital para el éxito de las empresas textiles, proporcionando un len-guaje común para definir los factores precisos de la calidad a lo largo de toda la cadena productiva. Los productores, compradores y minoristas de hilo confían en las USTER® STATISTICS como base para el comercio y como base para la mejora de la calidad a través de toda la industria. Los productores de hilados pueden confiar en las USTER® STATISTICS para lograr una mejor competitividad, disciplinas de calidad de coste optimizado y para evitar demandas y rechazos costosos. En el marco más amplio del concepto del análisis total desarrollado por USTER, los productores de hilados pueden planificar para lograr un crecimiento empresarial sostenible y rentable, estando seguros de que las evaluaciones comparativas de las USTER® STATISTICS garantizan que estén en consonancia con las ten-dencias y estándares mundiales.
Fig. 1 USTER® STATISTICS para hilados cardados 100% al-godón de 1964 y 2013.
Fig. 2 USTER® STATISTICS para hilados cardados 100% agodón de 2013.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 5 (48)
1.1 Múltiples beneficios para los productores de hilados Los productores de hilo se benefician de varias maneras con las USTER® STATISTICS. Por ejemplo, las USTER® STATISTICS hacen que sea senci-llo para una hilandería establecer sus propias metas de la calidad – ya sea con el CD o la versión en línea (www.uster.com) – con la ayuda de los pa-rámetros integrales correlativos de la calidad. Las hilanderías también de-ben comparar objetivamente el desempeño dentro de la empresa frente a las mejores prácticas mundiales. Con la ayuda de las USTER® STATIS-TICS, las hilanderías pueden identificar las brechas de rendimiento e iden-tificar los indicadores clave de rendimiento para la optimización del proceso de producción. Un beneficio adicional permite a la hilandería mejorar su posición competi-tiva, ya que las USTER® STATISTICS hacen posible describir los hilos de una manera totalmente objetiva y fundamentada por medio de parámetros reales. La calidad del hilo probada en equipos de USTER® es demostrable, gracias a la comparación directa con las USTER® STATISTICS. Estos da-tos proporcionan a la hilandería una descripción objetiva de la calidad, que se puede utilizar en caso de una reclamación. Esto mejorará la posición competitiva de la hilandería y proporcionará un mensaje atractivo para fi-nes de marketing. 1.2 El lenguaje de la calidad y la forma de optimizar los
costos Es evidente que la globalización ha cambiado de manera significativa los canales de comercialización de la industria textil en los últimos 20 años. En muchos casos, las relaciones personales entre los proveedores y los com-pradores ya no existen. Los productos como hilados y tejidos a menudo se negocian en los mercados al contado, por lo que la calidad no se puede confiar a un fuerte apretón de manos o a un toque experimentado del ma-terial. Estos cambios han llevado con frecuencia a un grave deterioro de la calidad de prendas de vestir y de otros productos textiles. Las USTER® STATISTICS permiten a todos los miembros de la cadena de suministro textil hablar "el lenguaje global de la calidad" – que no necesita traducción y es fácil de entender por todos. Los productores de hilo pueden comparar y optimizar sus procesos de pro-ducción y demostrar objetivamente la calidad de lo que están vendiendo. Los compradores de hilos pueden tener la plena claridad de lo que están comprando y una clara indicación de qué esperar cuando se procesa el hilado, o del aspecto del tejido acabado. Los minoristas pueden optimizar los costos en su cadena de suministro mediante la definición de sus necesidades específicas de acuerdo a los valores citados, comparar hilados de distintos proveedores y clasificarlos en grupos de calidad.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 6 (48)
1.3 Los aspectos más destacados de las USTER® STATIS-TICS 2013
Las nuevas USTER® STATISTICS 2013 serán especialmente apreciadas por los productores y los compradores como lengua común de la calidad. Las USTER® STATISTICS actualizadas – con nuevos parámetros, tales como el valor S3 establecido, medido por el USTER® ZWEIGLE HL400 y los nuevos estándares de clasificación, como valores atípicos y una mejor detección de defectos (clasificado por el USTER® CLASSIMAT 5 reciente-mente lanzado) – creará nuevos puntos de referencia. Otro punto a destacar de las USTER® STATISTICS 2013 es que reflejan la producción mundial de la manera más representativa. El perfil global geo-gráfico del material probado fue diseñado para que coincida con la situa-ción real de la producción textil. De esta manera, las USTER® STATISTICS son más relevantes que nunca. Las USTER® STATISTICS 2013 constan de 82 capítulos, incluidas las es-tadísticas añadidas para hilos retorcidos. La sección de procesamiento de fibras se extiende, con más gráficos. Se ha creado un nuevo capítulo – procesamiento de hilados – que muestra las correlaciones entre las bobi-nas y los conos. La edición de 2013 seguirá siendo el instrumento esencial para la compa-ración de los parámetros clave a lo largo de toda la cadena de valor, desde la fibra cruda pasando por las cintas y mechas hasta el hilado final y más allá, sin dejar de ofrecer a tejedores, calceteros, comerciantes y minoristas de hilos el marco esencial para especificar y obtener la calidad que necesi-tan.
Fig. 3 El Nuevo USTER® CLASSIMAT 5.
Las USTER® STATISTICS 2013 están disponibles en el sitio web de USTER, en CD y en todos los instrumentos de laboratorio USTER®.
EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 7 (48)
Fig. 4 El nuevo USTER® ZWEIGLE HL400.
2 Historia Durante cerca de 150 años, hasta la década de 1950, la industria textil tuvo sólo unos pocos instrumentos muy simples para medir la calidad de las fibras e hilados. La introducción del primer regularímetro en 1948 trajo consigo una revolución en ese campo. El primer parámetro de calidad medido (además del diagrama de masas) fue el U%, el valor estadístico que representa la variación del porcentaje de un hilo. Esta cifra fue muy útil en la comprensión de la uniformidad de hilos, ya que en la práctica se estableció un sistema de control de la calidad es-pecífico de la hilandería. Pero aún no era posible comparar el nivel de la calidad de una fábrica con el de otra. Esta necesidad fue la que condujo al desarrollo de los primeros puntos de referencia en la industria textil. El primer documento interno sobre las normas fue escrito en 1949 y las primeras tablas que cubren toda la banda de uniformidad medida por el regularímetro fueron publicadas en 1957 por la revista textil alemana Me-lliand. En ese momento, llamaron a los puntos de referencia USTER® STAN-DARDS y clasificaron las figuras de la calidad en buena, media y mala. Esta clasificación no fue aceptada por todos, especialmente por aquellas hilanderías que producían 'mala' calidad de acuerdo a los USTER® STAN-DARDS. Fue entonces cuando USTER® decidió cambiar el concepto, estableciendo puntos de referencia gráficos llamados USTER® STATISTICS. De esta manera, cada hilandería pudo comparar su calidad frente a los demás y hacer comparaciones en sí misma sin clasificaciones como buena, media y mala. La primera publicación en el nuevo formato se realizó en 1964, utili-zando nomogramas y líneas de percentiles, como hoy.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 8 (48)
Las USTER® STATISTICS han demostrado ser una excelente herramienta durante todos estos años, porque no sólo han sido utilizadas por las hilan-derías, sino también por los profesores y los estudiantes, las instituciones de investigación, por los fabricantes de máquinas, por los comerciantes de hilos, tejedores, calceteros y minoristas – todos tratando de entender las características de la calidad y de establecer las especificaciones a lo largo de la cadena de valor textil.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 9 (48)
Fig. 5 Primera publicación de las USTER® STANDARDS en 1957 por Melliand.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 10 (48)
3 Papel e importancia de las USTER® STATISTICS El papel desempeñado por las USTER® STATISTICS durante los años siguientes desde su introducción ha sido vital – por muchas razones y para diferentes usuarios – como medio de añadir valor. Sin embargo, el espíritu de los pioneros de las USTER® STATISTICS se ha mantenido sin cambios: "Comparar el nivel de la calidad de una hilandería con otra" sigue siendo la motivación principal para todas las ediciones de las USTER® STATISTICS hasta la fecha. En todos los acontecimientos que afectan a las hilanderías enumeradas anteriormente, el control de la calidad desempeñaba un papel fundamental: el progreso no sería posible sin medir y comparar la calidad en cada una de las etapas de producción y con cada ajuste diferente de hilandería. Los principales usuarios de las USTER® STATISTICS son los productores de hilados, los usuarios de hilos y los fabricantes de maquinaria. En pocas palabras, el papel que las USTER® STATISTICS desempeña para cada uno es (tabla 1):
Para los producto-res de hilos
− Ajustar los indicadores de rendimiento clave del pro-ceso de hilado
− Lograr la excelencia operativa − Especificar y comunicar objetivamente la calidad − Garantizar la calidad de hilo que se produce y se ven-
de
Tabla 1 Resumen del papel de USTER® STATISTICS pa-ra diversos grupos de usuarios.
Para los usuarios de hilos
− Especificar la calidad necesaria (perfil de la calidad) − Elegir hilos con la calidad adecuada − Optimizar la cartera de los productores de hilados − Pager el precio justo por la calidad adecuada
Para los fabrican-tes de maquinaria
− Desarrollar maquinaria de hilandería y alcanzar el lo-gro de la producción y los objetivos de la calidad
− Desarrollar los componentes adecuados de hilatura − Desarrollar planes apropiados de mantenimiento − Vincular la productividad con la calidad
Como beneficio de función transversal, el papel de las USTER® STATIS-TICS ha sido, es y será el de añadir claridad a un tema crítico a lo largo de la cadena de valor textil: Desarrollar una forma aceptable y común de evaluar y comprender el nivel de la calidad de los hilos que están siendo tratados. En las páginas siguientes hay una explicación detallada de los beneficios específicos de las USTER® STATISTICS para cada grupo de usuarios.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 11 (48)
3.1 ¿Qué son las referencias o benchmarks? Por definición, las referencias son estándares, o un conjunto de normas, que se utilizan como referencia para evaluar el nivel de la calidad o el ren-dimiento. Las referencias se pueden extraer de la experiencia propia de la empresa, de la experiencia de otras empresas de la industria o de los re-quisitos legales, tales como las regulaciones ambientales. En casi todas las industrias, las referencias son establecidas y conocidas. El concepto conocido como el ‘benchmarking de mejores prácticas’ o ‘ben-chmarking de proceso’ se utiliza en la gestión estratégica para evaluar el desempeño de diversos aspectos de los procesos de una organización en relación con las mejores prácticas de los procesos de otras empresas, por lo general, dentro de un grupo de compañeros definidos a los efectos de comparación. Esto permite a la organización desarrollar mejoras o adaptar las prácticas óptimas específicas, por lo general, con el objetivo de mejorar algún aspecto del desempeño. Benchmarking puede ser un evento en mo-do activo e inactivo, pero a menudo es tratado como un proceso continuo en el que las organizaciones buscan mejorar sus prácticas. En el sector textil, y específicamente en el área de procesamiento de fibra al tejido, las extraordinarias USTER® STATISTICS representan un estudio verdaderamente exhaustivo de la calidad de los materiales textiles produ-cidos en cualquier parte del mundo. En la larga historia de las USTER® STATISTICS, desde los primeros USTER® STANDARDS en 1957, han sido aceptadas en toda la cadena de suministro textil como una herramien-ta de benchmarking de procesos y como normas autorizadas para la eva-luación de la calidad de los materiales textiles. 3.2 Beneficios para los productores de hilados Para las hilanderías, es esencial para comparar objetivamente el desem-peño dentro de la empresa frente a las mejores prácticas mundiales. Con la ayuda de las USTER® STATISTICS, la hilandería puede identificar las brechas de rendimiento. Los parámetros pueden ser fácilmente utilizados como indicadores clave de rendimiento para la optimización del proceso de hilatura. La calidad del hilo producido durante los últimos 60 años ha mejorado sig-nificativamente. El gráfico siguiente muestra cómo esta mejora es caracte-rística (fig. 6).

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 12 (48)
Fig. 6 Desarrollo a largo plazo de la calidad del hilo.
Al mismo tiempo, en términos de productividad, el número de puestos de producción por kilo de hilo producido se ha reducido significativamente. La tarea de gestionar esta mayor productividad y una mejor calidad se ha hecho más compleja y se ha logrado mediante:
• el mejoramiento de la tecnología de las máquinas de hilar
• la introducción de mejores materiales y las mejores prácticas, es-pecialmente en el mantenimiento de las máquinas
• La selección y el uso de las materias primas disponibles de mane-ra óptima
Todo lo anterior se hizo posible y produjo los resultados esperados debido a la existencia y el desarrollo continuo de mejores herramientas y sistemas de control de la calidad – ayudado por la disponibilidad de métodos de prueba apropiados, referencias aceptadas y fiables prácticas de mejora. Más información y detalles están disponibles en el USTER® NEWS BULLETIN No. 39 ("Gestión de la calidad en una hilandería"). Las USTER® STATISTICS han sido un elemento fundamental en este desarrollo. Las USTER® STATISTICS también se pueden utilizar para guiar a la hilan-dería y llevarla a alcanzar su excelencia operativa. Esto significa no sólo la mejora de la calidad del proceso de hilatura o de los productos que se rea-lizan – sino también tener en cuenta los costos asociados al respecto y aprender de lo que otras hilanderías han logrado. Selección del multiplicador de torsión del hilo, el ajuste óptimo de la borra de la peinadora y la determinación de los límites ideales de limpieza del hilo para defectos restantes son unos pocos ejemplos de decisiones que afectan en gran medida tanto la calidad como el costo de la producción de hilados (fig. 7).

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 13 (48)
Fig. 7 Las USTER® STATISTICS basadas en el proceso de producción.
Otro de los beneficios para la hilandería es un aumento de su competitivi-dad, ya que las USTER® STATISTICS permiten a las hilanderías declarar objetivamente qué calidad están produciendo y vendiendo. Las hilanderías pueden probar los niveles de la calidad del hilo cuando se prueban en equipos USTER® debido a una comparación directa con las USTER® STA-TISTICS. Estos datos proporcionan a las hilanderías los hechos objetivos de la calidad en caso de reclamaciones. Hoy en día, los consumidores son más sensibles y las hilanderías se en-frentan a retos de la calidad más exigentes en cuanto a temas como la contaminación de fibras extrañas, defectos perturbadores remanentes, barré, roturas de urdimbre y la apariencia irregular del tejido. Estas son sólo algunas de las causas más frecuentes de reclamaciones en las hilan-derías. Evidentemente, es imposible establecer el "nivel de la calidad ade-cuado" a menos que haya un punto de referencia acordado y aceptado. 3.3 Beneficios para los usuarios de hilo Como ya se mencionó, los cambios en la industria a través de la globaliza-ción han sido dramáticos. En las operaciones de hilado, esto ha significado que las relaciones personales entre proveedores y compradores a menudo ya no existen. Los costos de fabricación son mucho más altos, mientras que uno u otro proveedor conocido quizás ya no esté en el mercado. La moda está cambiando rápido y se requieren entregas rápidas. Han aumen-tado los costos de la calidad en todos los niveles de la cadena de suminis-tro textil. Tales cambios a menudo han resultado en el deterioro sustancial de la calidad de prendas de vestir y de otros productos textiles. Para muchos minoristas, esto se ha reflejado negativamente en el resultado operativo, a causa de las reclamaciones recibidas o porque no regresaron los clientes insatisfechos. Una de las maneras más eficaces de gestionar el aumento de los costos de la calidad y sus implicaciones conexas es proporcionar una especifica-ción de mejor calidad para los hilados o tejidos. Los minoristas líderes han tomado este camino y ya pueden ver los resultados. Las USTER® STA-TISTICS han sido esenciales en este enfoque, lo que les permite familiari-zarse con los parámetros importantes de la calidad, por lo que pueden es-pecificar exactamente lo que necesitan.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 14 (48)
El aumento de los costos de la calidad puede ser causado no sólo por la selección incorrecta del hilo de un artículo determinado, sino también por los malos resultados del hilado. Las USTER® STATISTICS se utilizan tradi-cionalmente para predecir la calidad del tejido en una etapa temprana, pa-ra evitar costosos gastos adicionales debido a segundas. En la fig. 8, fig. 9 y la fig. 10 hay sólo unos pocos ejemplos de los proble-mas con los tejidos debido a la pobre calidad del hilo, lo que se podría ha-ber evitado al usar las especificaciones de la calidad basadas en las US-TER® STATISTICS.
Fig. 8 Tejidos de punto con pilling constituidos por hilados con alta pilosidad.
Fig. 9 Tejidos de punto de hilados con alto CVm.
Además de estos ejemplos, hay muchos otros defectos que son perturban-tes para el ojo humano. Más ejemplos se pueden encontrar en el USTER® NEWS BULLETIN No. 47 (`Orígenes de defectos de tejidos y las formas de reducirlos´). Una mejor especificación del producto a fabricar es una he-rramienta crítica para evitar tales fallos. Muchos minoristas han concluido que su sistema existente de pedido de prendas no era suficiente para garantizar la producción de productos fina-les de una calidad constante. Para lograr coherencia, han comenzado a especificar los productos de cada proceso en su cadena de suministro.
EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 15 (48)
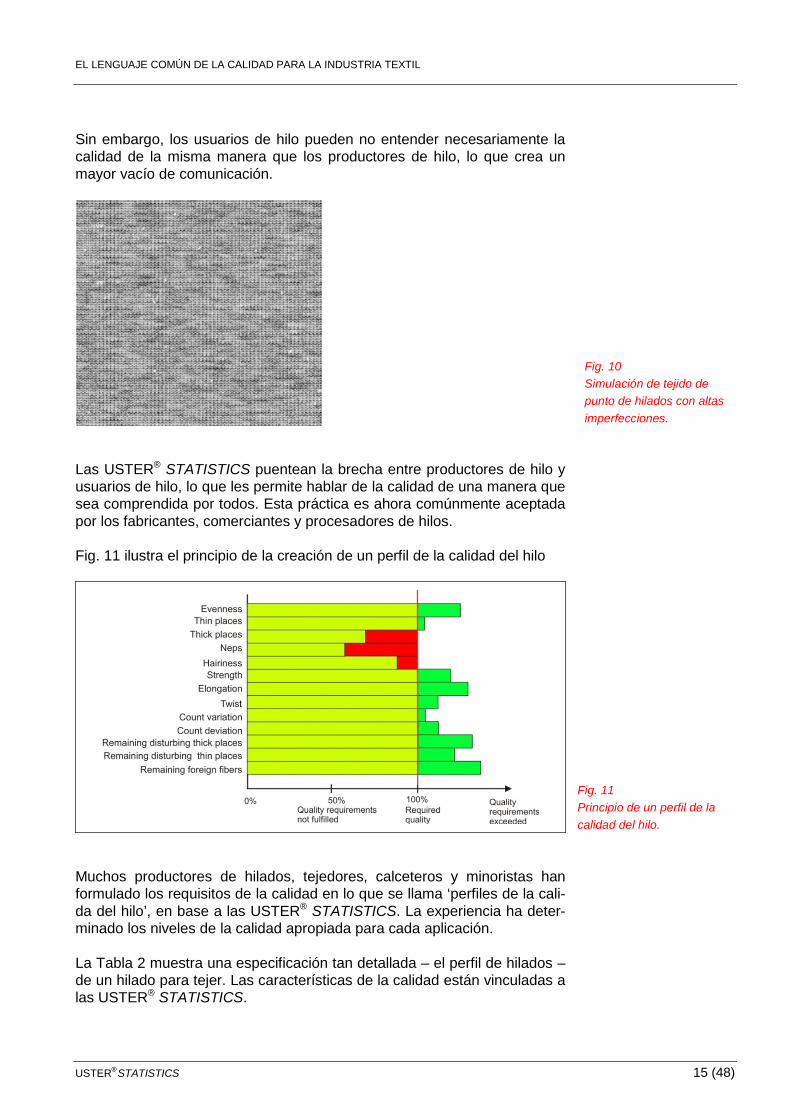
Sin embargo, los usuarios de hilo pueden no entender necesariamente la calidad de la misma manera que los productores de hilo, lo que crea un mayor vacío de comunicación.
Fig. 10 Simulación de tejido de punto de hilados con altas imperfecciones.
Las USTER® STATISTICS puentean la brecha entre productores de hilo y usuarios de hilo, lo que les permite hablar de la calidad de una manera que sea comprendida por todos. Esta práctica es ahora comúnmente aceptada por los fabricantes, comerciantes y procesadores de hilos. Fig. 11 ilustra el principio de la creación de un perfil de la calidad del hilo
Fig. 11 Principio de un perfil de la calidad del hilo.
Muchos productores de hilados, tejedores, calceteros y minoristas han formulado los requisitos de la calidad en lo que se llama ‘perfiles de la cali-da del hilo’, en base a las USTER® STATISTICS. La experiencia ha deter-minado los niveles de la calidad apropiada para cada aplicación. La Tabla 2 muestra una especificación tan detallada – el perfil de hilados – de un hilado para tejer. Las características de la calidad están vinculadas a las USTER® STATISTICS.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 16 (48)
La columna de percentil de las USTER® STATISTICS (USPTM) indica aquí que el minorista tiene mayores necesidades de tenacidad del hilo y de alargamiento del hilo, ya que el hilo tiene que ser utilizado para tejer. Tam-bién es de notar que en este ejemplo las necesidades por lo que respecta a la pilosidad del hilo son elevadas, debido al proceso que se utilizará.
Tabla 2 Extracto de un perfil típico del hilo. Este ejemplo es-pecífico es para un hilo de hilatura de anillos de algodón peinado al 100% para tejer un artículo determinado.
El perfil del hilo es la base ideal para la discusión con el productor de hila-dos. El perfil del hilo puede ser definido en detalle después de investigar los requisitos del vendedor y el rendimiento del proveedor de hilo. El perfil puede requerir ser revisado después de los primeros uno o dos años de ejecución. Todo el proceso de especificación de la calidad del tejido y su vinculación con el producto final de forma automática sirve para optimizar la cartera del proveedor en relación con el minorista o el usuario de hilo. No todas las hilanderías ofrecen la misma calidad, pero con los perfiles del hilo, el hilo de cada hilandería puede ser asignado por el usuario para ciertos artículos.
Material Cotton, 100%Spinning Technology ring, combed, cone, weavingCount (Ne) 48.0
Profile key ----Profile Quality Level 1A: New Style
Parameter Unit Description USP range Value range
Count Variation - USTER® TESTERCount deviation % +/-2.0CVcb % Coefficient of variation of count between 25% - 50% 1.0 - 1.4Mass Variation - USTER® TESTERCVm % Coefficient of variation of mass 25% - 50% 12.3 - 13.4Imperfections - USTER® TESTERThin -50% 1/1000m Thin places per 1000 m 25% - 30% 3 - 3Thick + 50% 1/1000m Thick places per 1000 m 25% - 30% 24 - 27Neps + 140% 1/1000m Neps per 1000 m 25% - 30% 324 - 350Neps + 200% 1/1000m Neps per 1000 m 25% - 30% 59 - 64Hairiness - USTER® TESTERH Hairiness 5% - 25% 3.8 - 4.2Diameter Variation - USTER® TESTERCV2D % Coefficient of variation 20% - 30% 13.4 - 13.8Tensile Properties - USTER® TENSORAPIDRH cN/tex Breaking tenacity 5% - 20% 24.6 - 26.8EH % Breaking elongation 5% - 20% 6.0 - 6.4Tensile Properties - USTER® TENSOJETRH cN/tex Breaking tenacity 5% - 20% 26.9 - 29.0EH % Breaking elongation 5% - 20% 5.7 - 6.1Twist Properties - USTER® ZWEIGLE TWIST TESTERTwist direction ZTm T/m Twist 5% - 10% 968 - 980CVTm % Coefficient of variation of twist 5% - 10% 2.5 - 2.7
Yarn Quality Profile
EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 17 (48)
Esta transparencia conduce a beneficios que incluyen:
• una gestión más sencilla de proveedores de hilados
• la optimización de especialización para productores de hilados, así como para usuarios del hilo
• el pago del precio correcto para el hilo correcto El último factor, aunque aparentemente simple, en realidad es bastante complejo en la práctica. Ha habido numerosos casos en que los minoristas han utilizado una amplia gama de calidades de diferentes proveedores para producir el mismo producto final – y para todos los hilos han pagado el mismo precio! 3.4 Beneficios para los fabricantes de máquinas Los fabricantes de maquinaria textil han usado las USTER® STATISTICS desde el principio. Las han utilizado como punto de referencia para evaluar el impacto de sus nuevos desarrollos en la tecnología de máquinas, com-ponentes y sistemas. A pesar de que la productividad de la máquina en cuanto a rendimiento y eficiencia se expresa fácilmente en números abso-lutos, las USTER® STATISTICS se utilizan cuando es necesario examinar los aspectos cualitativos del rendimiento Otro uso de las USTER® STATISTICS es cuando los fabricantes de ma-quinaria están proporcionando una garantía del rendimiento de la maquina-ria. A menudo, en el contrato entre el fabricante de la máquina y la hilande-ría, se especifican los valores percentiles de las USTER® STATISTICS. Éstas dependerán del tipo de máquina: así, por ejemplo, con una nueva máquina de cardado, el nivel de neps en la cinta se define como uno de los criterios de garantía. También se pueden aplicar requisitos para la utilización de fibras, por ejemplo, con una longitud de fibra de >25% y un nivel de neps de <25%, podría ser garantizado un nivel del USPTM del 25% en la cinta de carda. Los fabricantes de maquinaria, por supuesto, también operan en un en-torno competitivo. La amplia variedad de materias primas disponibles, el amplio espectro de tipos de hilo producido, cada vez mayor velocidades de operación y la presión constante para reducir los costos de funcionamiento, son sólo algunos de los factores que intervienen. Por lo tanto, los fabrican-tes de maquinaria están luchando constantemente para mejorar el rendi-miento de su maquinaria, tanto con respecto a la producción como a la calidad. La herramienta que se utiliza tradicionalmente para demostrar es-tas mejoras es las USTER® STATISTICS.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 18 (48)
4 Interpretación de las USTER® STATISTICS – ¿Qué significan los niveles?
Como se ha mencionado ya, la forma en que las USTER® STATISTICS describen los diferentes niveles de la calidad ha cambiado desde las pri-meras ediciones. Al principio, la calidad del hilo se clasificó en tres gruposdistintos: bueno, medio y malo. Ese sistema era demasiado difícil de aceptar para la indus-tria, especialmente para aquellas hilanderías clasificadas como producto-ras de ‘mala’ calidad – y en realidad se trataba de un sistema injusto. Ese fue el factor desencadenante para cambiar el método de clasificación al que actualmente está en uso. Hoy en día, usamos gráficos (introducidos inicialmente como nomogramas) con curvas de percentiles. Estas representaciones gráficas de frecuencia acumulada estadísticamente indican la medida (como porcentaje, llamado Percentil de las USTER® STATISTICS o USPTM) por la que los hilos están por encima o por debajo de cierto valor. Este método no caracteriza los niveles de la calidad de hilo directamente, pero ofrece la oportunidad para que los usuarios comparen su propia calidad contra un valor de referencia global. La línea límite del 5% significa que el 5% de las hilanderías están produ-ciendo hilo con la misma calidad o mejor (para la característica de la cali-dad correspondiente). Lo mismo se aplica para las otras líneas límite: 25%, 50%, 75% y 95%.
Fig. 12 Gráfico USTER® STATIS-TICS.
En el ejemplo de arriba (fig. 12), vemos que para un hilo de algodón peina-do, 20 tex (Ne 30), el valor CVm de la mayor parte de la producción mundial se sitúa entre el 10,7% (línea de 5%) y 14,1% (línea de 95%).

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 19 (48)
La curva de percentil de 50%, comúnmente conocida como la línea de 50%, corresponde a la mediana. En términos generales, la mediana es el número medio cuando las mediciones en un conjunto de datos se ordenan en orden ascendente (o descendente). Así, el 50% de todas las observa-ciones supera este valor y el 50% restante está por debajo del mismo. Una explicación detallada de cómo navegar y utilizar los diversos elemen-tos de las USTER® STATISTICS está disponible en nuestra página web o en la versión CD, bajo 'Easy User Guide' (‘Guía Fácil del Usuario'). 5 Interpretación de las USTER® STATISTICS – el
punto de vista de aplicación textil La prueba de hilados en una hilandería moderna se lleva a cabo por tres razones principales. En primer lugar, en el contexto de un sistema de control de la calidad en lazo cerrado, el productor de hilados tiene que determinar qué fallas en qué etapas de procesamiento están afectando la calidad final del hilado y tiene que tomar las medidas adecuadas para eliminarlas, y, con más prue-bas, asegurar que los resultados sean como se esperan. En segundo lugar, el productor de hilados necesita información por adelan-tado acerca de cómo se comportará el hilo en los procesos posteriores, es decir, en el proceso de urdido, encolado, tejido, tricotado, etc. Con este conocimiento, los procesos después del hilado se pueden adaptar corres-pondientemente, ya sea para reducir al mínimo el riesgo de fallos o para seleccionar los métodos más apropiados y materiales para procesar el hilo. En tercer lugar, en la medida de lo posible, el productor de hilados tiene que determinar, a partir de los resultados de pruebas del hilo, cómo apare-cerá la estructura del tejido final. Sin embargo, está comprobado que las pruebas de algunas de las caracte-rísticas físicas más importantes de un hilo puede dar una buena indicación de la apariencia del tejido acabado. Por ejemplo, un hilo muy desigual nun-ca puede resultar en tejido perfecto, por lo menos en cuanto a apariencia se refiere. En las páginas siguientes se muestran ejemplos prácticos que destacan la relación entre los diferentes niveles de la calidad y los distintos niveles de las USTER® STATISTICS. Los ejemplos abarcan la calidad del hilo, así como productos de preparación internos y su influencia en la calidad final. Para cada ejemplo hay una tabla con los datos de la calidad, medidos con los instrumentos de laboratorio y los valores de las USTER® STATISTICS mostrados como USPTM 13. USPTM 13 = USTER® STATISTICS Percentile 2013

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 20 (48)
Por último, hay imágenes que muestran el aspecto de los tejidos fabrica-dos con esos hilos. 5.1 Uniformidad del hilado y apariencia del tejido Numerosos estudios y ensayos se han realizado en un esfuerzo para vin-cular el aspecto del tejido con la uniformidad del hilado. Como se ha men-cionado, el impacto de los procesos de hilado y tejido es fuerte y viene a sumarse a cualquier influencia de la calidad del hilo. Para evitar el riesgo de perder de vista las causas de las diferencias de aspecto del tejido, aquí hemos comparado sólo la influencia de hilos de diferentes niveles de cali-dad de las USTER® STATISTICS, con exclusión de cualquier influencia de la máquina de punto o del telar. El parámetro más importante que afecta la apariencia del tejido es la uni-formidad del hilado. En las nuevas USTER® STATISTICS hemos agregado las cifras de CVm para mayores longitudes de corte (1m, 3m y 10m) a los datos de CVm regulares, con el fin de apoyar y fortalecer la predicción del aspecto del tejido. En todos los casos se observa que los hilos con CVm y CVm de varios valo-res de longitud de corte de aprox. el 50% del nivel de las USTER® STA-TISTICS o menos, muestran un aspecto característicamente mejor en comparación con aquellos de un porcentaje del 75% o más. Ejemplo 1
Fig. 13 Tejidos de diferentes cali-dades de hilado de al-godón tex 16 (Ne 36).
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Delgado -50%
[1/km]
Grueso +50% [1/km]
Neps +200% [1/km]
H
Tabla 3 Resultados de calidad del USTER® TESTER 5 – hilado de anillo 100% al-godón 16 tex (Ne 36) con CVm diferente.
Hilado 1 12.6 3.1 2.3 1.9 1 33 72 5.2
USP13 30 15 20 25 5 30 52 25
Hilado 2 14.9 3.7 2.9 2.2 19 148 149 4.9
USP13 95 53 55 40 >95 >95 93 15
Hilado 1 Hilado 2

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 21 (48)
En el ejemplo de la fig. 13 y en la tabla 3, los tejidos de punto están hechos de hilado de anillo16 tex (Ne 36) 100% algodón. La tela de la izquierda, hecha de hilado con una uniformidad de aprox. 30% USPTM, tiene un mejor aspecto en comparación con el tejido de la derecha, que se produce a par-tir de un hilo con un nivel de uniformidad del USPTM del 95%. La tabla 3 muestra los valores numéricos de los dos hilos y sus valores USPTM. La comparación directa de los valores CVm de estos dos hilos muestra una diferencia del 18% entre ellos. Esta diferencia es significativa para el valor CVm, y esto se refleja en los tejidos, lo que la hace más visible y transpa-rente. Los valores USPTM STATISTICS han demostrado claramente que estos dos hilos son considerablemente diferentes en calidad. Ejemplo 2
Fig. 14 Tejidos de punto de dife-rentes calidades de hilado de algodón 20 tex (Ne 30).
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Delgado -50%
[1/km]
Grueso +50% [1/km]
Neps +200% [1/km]
H
Tabla 4 Resultados de la calidad del USTER® TESTER 5 – hila-do de anillo 100% algodón 20 tex (Ne 30) con CVm diferente.
Hilado 1 12.7 3.6 2.9 2.3 1 34 66 4.6
USP13 50 50 60 50 20 55 70 <5
Hilado 2 13.9 4.8 3.9 2.9 4 69 89 4.8
USP13 80 >95 >95 95 60 90 80 5
Hilado 1 Hilado 2

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 22 (48)
En el ejemplo de la fig. 14 y en la tabla 4, los tejidos de punto están hechos de hilado de anillo 100% algodón 20 tex (Ne 30). El tejido de la izquierda hecho de hilado con una uniformidad de aprox. el 50% de USPTM, tiene un mejor aspecto en comparación con el tejido de la derecha, producido de un hilo con una uniformidad de 80% de USPTM. Una vez más, la gran diferencia en USPTM ha reflejado la diferencia de la calidad que, en términos de apariencia. los tejidos reales han producido. Ejemplo 3 Los ejemplos (tabla 5) indicados a continuación consisten en dos conjuntos de hilos, uno cardado y otro peinado. Todos los hilos se han tejido en una sola tela jersey y su apariencia ha sido evaluada. Estos ejemplos son muy característicos porque reflejan las condiciones reales y los retos a los que se enfrenta un gerente de compras de un tejedor o un calcetero. 30 tex (Ne 20), 100% algodón, cardado, para tejer, hilado de anillo
15 tex (Ne 40), 100% algodón, peinado, para punto, hilado de anillo
CVm = 12.7% USP13 = 21%
CVm = 14.3% USP13 = 61%
CVm = 13.8% USP13 = 52%
CVm = 12.6% USP13 = 23%

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 23 (48)
Tabla 5 Muestras de tejidos de punto fabricados con hilos de diferentes calidades. La columna de la izquierda es de hilado de anillo cardado de 30 tex, la columna de la derecha son hilados peinados de 15 tex . En las dos columnas, las gamas de la calidad desde la parte superior hasta la parte inferior son de buena a mala.
Los tejidos de la primera serie se han producido de un hilado de anillo car-dado de algodón 100% de 30 tex (Ne 20) y para la segunda serie, los teji-dos están hechos de hilado de anillo de algodón peinado de 15 tex (Ne 40). Para hacer una analogía realista usando este ensayo, imaginemos que un tejedor abastece hilo para un artículo determinado – un solo tejido jersey – de cuatro proveedores diferentes. Con el uso de niveles de las USTER® STATISTICS, como herramienta de especificación de la calidad, él ahorra-rá una gran cantidad de tiempo y riesgo, ya que puede vincular la calidad esperada del tejido con la calidad del hilo que abastece, tomando las deci-siones adecuadas o haciendo los ajustes de precios. Nota para todos los ejemplos Los hilos examinados y comparados en todos los casos mencionados an-teriormente no mostraban variaciones periódicas, lo que afectaría el aspec-to del tejido, sin depender de la uniformidad del hilado en sí.
CVm = 15.6% USP13 = 89%
CVm = 18.3% USP13 = >95%
CVm = 16.9% USP13 = >95%
CVm = 15.2% USP13 = 84%

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 24 (48)
Conclusiones El nivel de las USTER® STATISTICS es un fuerte indicio de la apariencia esperada del tejido cuando se comparan las uniformidades de masa del hilado (CVm, CVm 1 m, CVm 3 m, CVm 10 m) En términos prácticos, los niveles de USPTM de aprox. el 50% pueden re-sultar en una apariencia del tejido aceptable, excluyendo periodicidades. Con críticas estructuras tejidas o de punto, esta limitación se mueve hacia el nivel del 25%. Con las estructuras de tejido menos críticas, los hilos con valores alrededor de la línea del 75% podrían ser aceptados. Sin embargo, la mezcla del 25% y 75% de materiales de dos proveedores, podría volver a producir un fallo de barré. Con hilos que tienen niveles de más de 75%, el riesgo de problemas con la apariencia del tejido es alta. El fuerte vínculo entre los niveles CVm de las USTER® STATISTICS y la apariencia del tejido es decisiva. 5.2 Pilosidad de hilo y pilling de tejidos En el siguiente ejemplo, hemos comparado dos hilos con los diferentes niveles de pilosidad.
Fig. 15 Dos muestras de hilo con diferentes niveles de pilosidad y la forma en que se están viendo en una tabla de hilo.
Hilado 1 Hilado 2

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 25 (48)
Fig. 16 Dos muestras de hilo con diferentes niveles de pilosidad y la forma en que se están viendo en una tabla de hilo.
Fig. 15 y Tabla 6 muestran dos hilos, ambos hilados OE, 100% algodón tex 49 (Ne 12), pero con diferencias sustanciales en la pilosidad del hilo. Como puede verse de las fotos de hilos, las diferencias de la pilosidad son fácil-mente visibles. Esto conduce a diferencias en el pilling en los tejidos he-chos de ellos. La figura 16 muestra un ejemplo de dos hilos con diferentes niveles de pilosidad y el pilling producido. También hay que destacar que estas diferencias en la pilosidad son un indicio en contra de la mezcla de los hilos, ya que esto sin duda daría lugar a barré en el tejido. Conclusión Hemos visto que los hilos con los niveles de pilosidad de 80% y superiores tienen una tendencia claramente superior para crear pilling en comparación con hilos con 40% de pilosidad y menos. También vale la pena mencionar que los hilos con mayores niveles de pilo-sidad tienden a generar más borrillas en la máquina de punto, afectando su rendimiento mediante la creación de paradas y roturas, así como de defec-tos del tejido.
CVm % H sh S3 Tabla 6 Resultados de la calidad del USTER® TESTER 5 y US-TER® ZWEIGLE HL400 – hilo OE-Rotor 100% al-godón 49 tex (Ne 12) con diferente pilosidad.
Hilado 1 12.06 5.66 1.61 363
USP13 5 40 30 75
Hilado 2 12.39 7.71 1.83 594
USP13 25 95 70 >95
Yarn 1 Yarn 2
EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 26 (48)
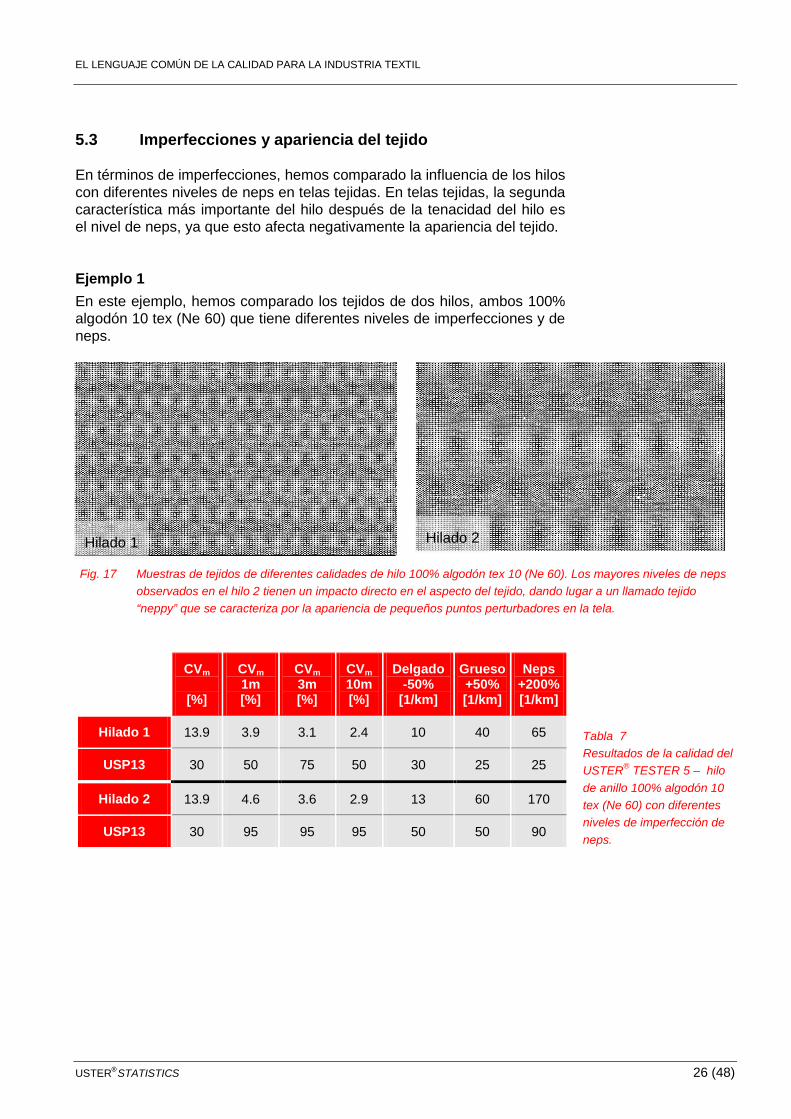
5.3 Imperfecciones y apariencia del tejido En términos de imperfecciones, hemos comparado la influencia de los hilos con diferentes niveles de neps en telas tejidas. En telas tejidas, la segunda característica más importante del hilo después de la tenacidad del hilo es el nivel de neps, ya que esto afecta negativamente la apariencia del tejido. Ejemplo 1 En este ejemplo, hemos comparado los tejidos de dos hilos, ambos 100% algodón 10 tex (Ne 60) que tiene diferentes niveles de imperfecciones y de neps.
Fig. 17 Muestras de tejidos de diferentes calidades de hilo 100% algodón tex 10 (Ne 60). Los mayores niveles de neps observados en el hilo 2 tienen un impacto directo en el aspecto del tejido, dando lugar a un llamado tejido “neppy” que se caracteriza por la apariencia de pequeños puntos perturbadores en la tela.
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Delgado -50%
[1/km]
Grueso +50% [1/km]
Neps +200% [1/km]
Tabla 7 Resultados de la calidad del USTER® TESTER 5 – hilo de anillo 100% algodón 10 tex (Ne 60) con diferentes niveles de imperfección de neps.
Hilado 1 13.9 3.9 3.1 2.4 10 40 65
USP13 30 50 75 50 30 25 25
Hilado 2 13.9 4.6 3.6 2.9 13 60 170
USP13 30 95 95 95 50 50 90
Hilado 2 Hilado 1

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 27 (48)
Example 2 En este ejemplo, se han comparado los tejidos de dos hilos, ambos algo-dón 100% 7 tex (Ne 80) con diferentes imperfecciones y niveles de neps.
Fig. 18 Muestras de tejidos de diferentes calidades de hilado 100% algodón tex 7 (Ne 80). Los mayores niveles de neps observados en el hilo 2 tienen un impacto directo en el aspecto del tejido, dando lugar a un tejido llamado “neppy”, que se caracteriza por la apariencia de pequeños puntos perturbadores en el tejido.
Conclusión Hemos visto que los hilos con los niveles de las USTER® STATISTICS para neps del 75% y más, tienden a tener una mala apariencia en el tejido. Este problema es aún más preocupante con hilos finos e hilos compactos, debido a su estructura más fina y más uniforme. El vínculo entre el aspecto del tejido y los niveles de las USTER® STATIS-TICS es muy fuerte y sin duda es un indicador para distinguir y clasificar los hilos en diferentes categorías con la calidad del tejido en mente.
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Delgado -50%
[1/km]
Grueso +50% [1/km]
Neps +200% [1/km] Tabla 8
Resultados de la calidad del USTER® TESTER 5 – hila-do de anillo 100% algodón 7 tex (Ne 80), con dife-rentes niveles de imper-fección de neps.
Hilado 1 14.3 3.6 2.6 2.1 23 51 87
USP13 30 25 45 30 30 5 26
Hilado 2 13.9 3.9 3.0 2.5 9 78 227
USP13 10 50 65 70 <5 25 90
Hilado 2 Hilado 1

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 28 (48)
5.4 Contenido de fibra corta y borra de peinadora Las USTER® STATISTICS incluyen valores de referencia para el contenido de fibra corta en cintas de varias etapas de procesamiento de algodón, según medidos con el USTER® AFIS. Estos valores son muy importantes para la hilandería, porque están vinculados con el coste más importante y el factor de la calidad en la hilatura de hilados peinados: la borra de peina-dora. Se han realizado diversos estudios y pruebas, vinculando la medición del contenido de fibras cortas con la borra de peinadora y su impacto en la calidad del hilo y el tejido resultante. En el ensayo que se muestra a conti-nuación, se examinan los hilos producidos de cintas que se componen de fibras cortas de diferentes niveles de las USTER® STATISTICS. Finalmen-te, los hilos han sido tejidos en telas jersey individuales. El material que se utiliza es de algodón con 4.2 micronaire, resistencia de la fibra de 31 cN/tex, uniformidad de la longitud de 82%, longitud de fibra de 29,4 mm y 300 neps por gramo. Luego se peinó con tres niveles dife-rentes de borra de peinadora y la cinta peinada fue procesada en tres lí-neas paralelas hilando un hilo 15 tex (Ne 40). Prueba 1 Prueba 2 Prueba 3
Tabla 9 Resultados de la calidad de datos del USTER® AFIS y USTER® TES-TER 5 de las cintas y los hilos producidos con tres niveles diferentes de borra de peinadora.
Borra de peinadora [%] 15.4 17.5 19.7
SFC(n) cinta de pei-nadora
[%] 12.1 10.1 8.9
USP13 75 40 25
Hilo CVm [%] 13 12.1 11.9
USP13 30 5 >5
Hilo Fino -50% [/km] 0 0 0
USP13 >5 >5 >5
Hilo Grueso +50% [/km] 38 21 16
USP13 25 >5 >5
Hilo Neps +200% [/km] 124 93 86
USP13 75 55 50
Fig. 19 Tejidos de diferentes calidades de hilado de algodón tex 15 (Ne 40).
Prueba 1 Prueba 3 Prueba 2

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 29 (48)
Conclusión En el ejemplo anterior, podemos ver que para el mismo proceso y tipo de materia prima, las diferencias en borra de peinadora vinculadas a las dife-rencias en el contenido de fibras cortas en la cinta de peinadora tienden a conducir a la apariencia pobre del tejido (pruebas 1 y 2). Sin embargo, la eliminación exagerada de la borra de peinadora (prueba 3) no conduce a ninguna mejora importante en el contenido de fibra corta o en la apariencia del tejido. Por el contrario, en este ejemplo, así como en otras pruebas, nos dimos cuenta de que el exceso de borras de peinadora conduce realmente a tejidos aún más pobres. Las consecuencias de la exageración de extracción de borras de peinado-ra se sienten también en la cuenta de resultados de la hilandera, ya que la mayor eliminación de fibras aumenta los costos de producción. 5.5 Propiedades de resistencia del hilo y roturas en el
tejido La función de la resistencia del hilo y el alargamiento de hilo es conocida y bien documentada. Lo que a veces nos pasa por alto es el nivel de impor-tancia de la variación tanto en la resistencia a la tracción como en el alar-gamiento, y su relación con las roturas de hilo en el tejido. En el tejido, el alargamiento del hilo es una característica muy importante del hilo, tanto como también lo es su grado de variación. Tenemos que tener en cuenta que la pérdida de alargamiento durante el encolado varía desde un mínimo del 0,6% para un hilado de anillo de algodón y 1,5% para un hilo de algodón OE, incluso con ideales ajustes de la máquina de enco-lado. El alargamiento residual es importante, porque durante el proceso de tejer cada extremo de la urdimbre tiene que resistir, en la mayoría de los casos, más de mil ciclos de extensión y relajación, durante el cual no deberían ocurrir roturas. Dependiendo de la construcción del tejido (número de mar-cos de lizos), el alargamiento pico durante el proceso de tejer puede alcan-zar hasta un 2% o más. Para mantener las roturas del hilo de urdimbre dentro de los niveles aceptables, el alargamiento residual después del en-colado nunca debe ser inferior al 3 - 4%. Los ejemplos (fig. 20 y fig. 21) muestran las diferencias entre los hilos que parecen muy similares a primera vista – pero en realidad no lo son – y el impacto que sus diferencias pueden tener en los procesos posteriores.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 30 (48)
Ejemplo 1 Aquí se comparan dos hilos obtenidos de diferentes proveedores de un tejedor. Ambos son 100% algodón peinados, hilados en anillos, 20 tex (Ne 30).
Fig. 20 Comparación de los resultados del USTER® TENSOJET de dos hilos 20 tex (Ne 30). En el primer ejemplo, ambos hilados muestran valores de tenacidad simila-res – pero valores de alargamiento completamente diferentes. El alarga-miento relativamente bajo del hilado 2 en combinación con el CV de alar-gamiento relativamente alto condujo a la decisión del tejedor de utilizar este hilo para la trama solamente, a fin de evitar el riesgo de elevadas rotu-ras de urdimbre. El hilado 1, por otro lado, se puede procesar tanto en la urdimbre como en la trama. Esta diferencia de rendimiento se ve exactamente reflejada en los niveles USPTM. En este ejemplo específico, se espera que el nivel de 25% en el alargamiento se comporte mucho mejor que el nivel de 90%, en términos de rendimiento de la urdimbre.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 31 (48)
Ejemplo 2 Aquí se comparan dos hilos obtenidos de diferentes proveedores de un tejedor. Ambos son 100% algodón peinados, hilados en anillos, 15 tex (Ne 40).
Fig. 21 Comparación de los resultados del USTER® TENSOJET de dos hilos 15 tex (Ne 40). Los hilos de la fig. 21 muestran la misma relación que en el ejemplo ante-rior. En este caso, el hilo es más fino y se supone que se utilizará para tejer. La diferencia de rendimiento se ve exactamente reflejada en los nive-les USPTM. En este ejemplo específico, se espera que el nivel de 34% en el alargamiento se comporte mucho mejor que el nivel de> 95%, en términos de rendimiento en la tejeduría. Conclusión Los ejemplos anteriormente mostrados ilustran claramente que los hilos con los niveles de alargamiento de aproximadamente 25% en las Statistics tienen un riesgo de rotura considerablemente menor en comparación con aquel en el área de 95% o más. También se muestra que los niveles de USPTM pueden desempeñar un papel decisivo en la especificación de hilos para diferentes usos – por ejemplo, si un hilo se va a usar en la urdimbre o en la trama. Incluso pue-den predecir el rendimiento de un hilo cuando diferentes tipos de máquinas o velocidades se utilizan en procesos de encolado y urdido.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 32 (48)
Esta información es también muy importante para el productor de hilados ya que el alargamiento de hilo se determina, en gran medida, por la veloci-dad de procesamiento, especialmente en la hilatura ybobinado, afectando significativamente los costos de producción. 6 Interpretación de las USTER® STATISTICS – la
relación entre los diferentes niveles y el precio del hilo
No es fácil establecer el vínculo entre diferentes niveles de las USTER® STATISTICS y el precio de los hilados. Sin embargo, podemos trazar di-rectrices generales para arrojar más luz sobre este tema. Para los compradores de hilo, uno de los factores decisivos es el precio de hilados – ya sea por delante de o igual a la calidad del hilo. Un hilo con uniformidad al nivel del 5% de USTER® STATISTICS ofrecido a un precio bajo (o ‘justo’) indicaría que el productor de hilados ha utilizado materia prima de la calidad y el precio adecuados, y ha utilizado un proce-so de hilado racionalizado para hilarlo. Un hilo con uniformidad en el nivel de 5% de las USTER® STATISTICS ofrecido a un precio alto (o ‘irreal’) indica que el productor de hilados ha utilizado una materia prima cara. Un hilo con una uniformidad en el nivel de 75% de las USTER® STATIS-TICS ofrecido a un precio bajo indica que el productor de hilados o ha utili-zado materia prima de cierta (y probablemente baja) calidad (sin importar si hubiera sido cara o barata al comprarla) o que ha utilizado un proceso de hilatura que se orienta más en la cantidad y menos en la calidad. Por lo tanto, existe una relación entre el precio del hilo y los niveles de las USTER® STATISTICS en un contexto general. Esta comprensión es fun-damental al hacer comparaciones y tomar decisiones para la selección de los hilos adecuados para el uso. Otra forma de examinar la relación entre el precio del hilo y los niveles de las USTER® STATISTICS es mirar los costos involucrados en el tratamien-to de hilados de diferentes niveles de las USTER® STATISTICS. En los párrafos siguientes se presentan algunos ejemplos que ilustran esto. Ejemplo 1 – Los costos de las rupturas en tejeduría Cuando el hilo se usa en la trama, la tenacidad pico depende principalmen-te de la velocidad de inserción. Una rotura de trama relacionada con la tenacidad se produce cuando el pico de tensión solapa con el punto más débil en el hilo.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 33 (48)
El nivel de tenacidad, donde solapan la tensión de pico y el punto débil del hilo depende del CV de tenacidad. Cuanto menor es el CV de la tenacidad, es mayor (y mejor) el llamado nivel del punto débil, que es el nivel de tena-cidad mínimo absoluto requerido. Una fórmula empírica para encontrar el nivel del punto débil es la siguiente: Nivel del punto débil = tenacidad media – (4,3 x desviación estándar de la tenacidad del hilo) Por ejemplo, si un hilo tiene una tenacidad de 18 cN/tex y una desviación estándar de tenacidad de 1,6, entonces Nivel del punto débil = 18 cN/tex – (4,3 x 1,6) = 11,1 cN/tex.
Fig. 22 Relación entre la fuerza del hilo y la carga de la máquina de tejer en el hilo.
Esto también significa que un hilo con un valor medio de tenacidad exce-lente, pero con un CV de tenacidad demasiado alto, muy probablemente se comportará peor que un hilo con una tenacidad media más baja, pero con un pequeño CV de tenacidad. El ejemplo (Tabla 10) muestra el impacto en los costos de producción de dos hilos del mismo título con tenacidades diferentes pero con valores si-milares de alargamiento. El caso de comparación de costos se basa en el siguiente artículo:
Artículo Pases por pulgada
Material
Urdimbre Material Trama
Extremos totales
Tejer
Tabla 10 Detalles del artículo a tejer.
Percal 15.8 x 12.8 100% Algodón 16 tex (Ne 36)
100% Algodón 16 tex (Ne 36)
12916 1/1
La hilandería consiste en 62 telares de chorro de aire de doble ancho, que funcionan a una velocidad de 600 rpm para una producción total anual de aproximadamente 5 millones de metros de tela. El hilo usado es un tex 16 (Ne 36) 100% algodón para la urdimbre y la trama.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 34 (48)
Como las figuras 23 y 24 muestran, ambos hilos tienen un promedio de tenacidad y alargamiento similar. El hilo 2 muestra una nube más amplia, lo que indica que la variación de la tenacidad y el alargamiento es bastante diferente y peor que la del hilo 1. El hilado 1 ha producido cuatro roturas del hilo de urdimbre por 100.000 picadas, y teniendo cuatro paradas de trama por 100.000 picadas, por lo que la eficiencia alcanzada es del 88,5 %. El hilado 2 ha producido cinco roturas del hilo de urdimbre por 100.000 picadas, que tiene las mismas paradas de trama, y la eficiencia alcanzada es del 87%. La pérdida de efi-ciencia debido a una rotura del hilo de urdimbre adicional es del 1,5%.
Fig. 23 Diagrama de dispersión de la fuerza y alargamiento del hilo 1.
Fig. 24 Diagrama de dispersión de la fuerza y alargamiento del hilo 2.
Fig. 25 Impacto en la eficiencia del tejido debido a las diferentes paradas de urdimbre.
Fig. 26 Impacto en los costos de operación por máquina y año, debido a diferentes paradas de urdimbre.
Hilo 1
Hilo 2

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 35 (48)
Sobre la base de todos los demás costos fijos, con sólo la variable de los costos de rotura de urdimbre, los ahorros calculados debido a 1 parada menos son de 2.251 € por máquina al año. (4 paradas por cada 100.000 picadas por máquina y por año cuestan 77.727 € frente a los 79.977 € que es el costo de 5 paradas por 100.000). Ejemplo 2 – Borra de peinadora En el ejemplo utilizado anteriormente para el impacto del contenido de fibra corta y borra de peinadora, en las USTER® STATISTICS la diferencia de contenido de fibra corta de la cinta peinada es pequeña, pero la diferencia de borra de peinadora es grande (prueba 2 y prueba 3 de la tabla 9). Ade-más, los hilos producidos tenían características similares y los tejidos eran muy similares en apariencia. Esto sería una señal al productor de hilados para adaptar la borra correspondientemente.
Fig. 27 Un modelo para calcular el impacto financiero de dos niveles diferentes de borra de peinadora para un ajuste dado de la hi-landería.
El cálculo muestra que la parte de la hilandería que produce este artículo (10.000 husos) puede incrementar el beneficio en 32.000 dólares por año, aumentando su producción a través de la reducción de borra de peinadora (excluyendo, por supuesto, la pérdida debido a la menor venta de borra de peinadora). En algunos casos y para algunas hilanderías, su instalación significa que no pueden absorber esta producción extra de cinta, por lo que el beneficio en esos casos surge del ahorro en material de algodón en bruto, mientras se sigue produciendo la misma cantidad de hilo como con el nivel de borra inicial. En este ejemplo concreto, los ahorros que se pueden realizar son cerca de 50.000 dólares por año. En los años en que los precios del algo-dón son altos, esto es un gran ahorro para la hilandería.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 36 (48)
7 Por qué las USTER® STATISTICS son válidas sólo con instrumentos de USTER®
Si los instrumentos textiles de análisis se utilizan para la evaluación com-parativa (benchmarking), es muy importante que la precisión de los instru-mentos esté bajo control. Esto es necesario para la determinación del valor medio, así como para la variación. De lo contrario, las referencias no pue-den ser utilizadas debido a que las variaciones de los resultados de la prueba son demasiado grandes. En la fabricación de sus sistemas de prueba, USTER hace todo lo posible para asegurarse de que muchas de las variables potenciales que puedan afectar la exactitud y precisión de las mediciones, se mantengan bajo un estricto control, incluyendo los siguientes puntos:
• Precisión de la prueba final, línea de montaje
• Variación de los sensores y sistema de evaluación de señal
• Variación de la calibración (realizada en un laboratorio controlado)
• Humedad y temperatura en el laboratorio
• Contenido de humedad del material de prueba en el momento de la medición (adaptado a las condiciones estándar del laboratorio de prueba)
• Variación de las características de la calidad dentro y entre los ma-teriales de prueba
• Trazabilidad de las características de la calidad a un patrón estándar
Las muestras para las USTER® STATISTICS se miden en instrumentos de USTER® en nuestros laboratorios de prueba en Uster, Suiza, y en Suzhou, China. Todas las características de la calidad – como uniformidad, imper-fecciones, pilosidad, resistencia, alargamiento, título, etc. – disminuyen si la humedad en el laboratorio de prueba cae por debajo de la banda de tole-rancia recomendada, y aumentan con una mayor humedad. Por lo tanto, para realizar mediciones precisas es importante mantener las condiciones de laboratorio bajo control. Las condiciones en los laboratorios de prueba de USTER se comprueban permanentemente y las características de la calidad se comparan con un patrón estándar. Dado que los instrumentos de medición tienen que proporcionar los valores de la misma calidad durante un largo período y de generación de instru-mento en generación de instrumento, la fabricación de cada instrumento se remonta a unpatrón estándar, manteniendo la seguridad de USTER duran-te décadas. Esto asegura que las mismas características de la calidad puedan ser garantizadas durante un largo período, lo que permite que las USTER® STATISTICS sean comparadas desde el inicio de estas cifras de referencia. En caso de duda, las características de la calidad de los siste-mas de laboratorio de los clientes pueden ser comparadas con el patrón estándar.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 37 (48)
Ya se ha mencionado que existe una fuerte relación entre los niveles de las USTER® STATISTICS y de la calidad, así como de los costos. Esto significa que alguien que quiera usar las USTER® STATISTICS necesita asegurar que los resultados comparados con ellas estén dentro de ciertas tolerancias estrechas; de lo contrario, se pone en riesgo la comparación con las referencias. Uster Technologies compromete diversos esfuerzos para mantener la va-riación de las características de la calidad bajo control. Uster Technologies también puede rastrear de nuevo los valores medidos y compararlos con patrones estándar para mantener bajo control durante décadas el prome-dio y la variación de los sistemas de laboratorio de USTER® instalados. Instrumentos de medida de otros proveedores no pueden cumplir con mu-chas de las condiciones mencionadas aquí. Por lo tanto, cuando las medi-ciones de estos sistemas se comparan con las USTER® STATISTICS, la variación en los valores es tan alta que las USTER® STATISTICS ya no son útiles. De acuerdo con su larga historia, Uster Technologies también cuenta con la experiencia necesaria en el manejo de las variaciones. Todos y cada uno de los instrumentos y sistemas que se entregan desde una planta de fabricación de USTER al cliente final está calibrado y probado dentro de límites estrechos. Cada sensor que es desarrollado y fabricado por USTER tiene tolerancias estrechas. Finalmente, la evaluación de las señales en bruto se lleva a cabo de una manera sistemática y reproducible. Estos datos quizás puedan parecer triviales, sobre todo en la "era de la informática", pero ciertamente no lo son. Otros fabricantes de dispositivos para la medición de las características de la calidad de las fibras y de hila-dos simplemente no pueden cumplir con estas condiciones previas. Aquí está un ejemplo de una comparación entre un USTER® TESTER 5 (USTER en el ejemplo) y dispositivos fabricados por otros tres fabricantes (A, B y C en el ejemplo) para medir la uniformidad de masa en hilos. La tarea consistía en medir la uniformidad del hilado de algodón 100% hilo 20 tex (Ne 30).
Fig. 28 Mediciones de uniformidad de masa (CVm) de un hilo de algodón 100% 20 tex (Ne 30) con diferentes instrumentos.
EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 38 (48)
Como se muestra, si los otros fabricantes también comparasen sus valores con las USTER® STATISTICS, los valores variarían de 20 a 60%. Con este nivel de variabilidad, el uso de referencias no tiene sentido. El valor de USTER sólo varía de 40 a 45%, una variación mucho más controlada. En estas circunstancias, las referencias son válidas. Por último, pero no menos importante, otra razón decisiva por qué las US-TER® STATISTICS son válidas sólo con instrumentos USTER®, se debe a los parámetros de la calidad únicos que nuestros instrumentos están mi-diendo. Los instrumentos que producen estos parámetros son:
• USTER® TENSOJET
• USTER® TESTER 5 (OI módulo, OM módulo)
• USTER® CLASSIMAT 5
• USTER® ZWEIGLE HL400
• USTER® AFIS
• USTER® HVI 8 USTER® STATISTICS y 'Análisis Total' Para tener éxito en el difícil entorno actual de los negocios textiles, las em-presas ya no pueden confiar en sólo unas habilidades básicas. Para lograr un crecimiento y resultados sostenibles, deben sobresalir en todos los ám-bitos de su funcionamiento. La necesidad esencial es encontrar el equili-brio adecuado entre la reducción de costos y la manera de lograr la calidad requerida – lo cual exige un control adecuado de la calidad del hilo.
Fig. 29 Enfoque del análisis total. USTER ha desarrollado un enfoque único a este desafío, a través de la combinación de las pruebas de laboratorio, el control de procesos y los conocimientos técnicos.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 39 (48)
Este enfoque se denomina Análisis Total (fig. 29) – y ayuda a las empresas textiles a transformar sus negocios de resultados inciertos a beneficios previsibles. Los ajustes para las máquinas de fabricación se pueden reali-zar de acuerdo con los valores de las USTER® STATISTICS y pueden ser verificados por el análisis de muestras en el laboratorio con instrumentos de USTER®. La única correlación entre los datos de sistemas de laborato-rio de USTER® y los purgadores de hilo de USTER® significa que el 100% de la producción de hilo está controlada. Esto permite que la producción sea continuamente comparada con los límites de la calidad requeridos, identificando cualquier excepción de inmediato, asegurando la consistencia de la calidad para toda la producción. Análisis total y las USTER® STATISTICS – una combinación esencial, por-que los estándares son una parte crucial del enfoque del análisis total de USTER (fig. 30).
Fig. 30 La combinación de instru-mentos de USTER® y las USTER® STATISTICS proporciona referencias de fibras e hilados mundial-mente aceptadas.
Entre los problemas más grandes y más costosos en la industria textil se presentan las reclamaciones de calidad por debajo de la media. Las inves-tigaciones han demostrado que los costos relacionados con la calidad en la cadena de valor textil pueden ser equivalentes a un 6% de los ingresos totales de un minorista (en base a las declaraciones de los minoristas du-rante varias discusiones con ellos). Los productores de hilo utilizan las USTER® STATISTICS para establecer los objetivos de la calidad, supervisar su consistencia, comparar el rendi-miento con la competencia y para certificar la calidad de los artículos ter-minados. Las USTER® STATISTICS permiten a los usuarios hablar ‘el lenguaje glo-bal de la calidad’ – que no requiere explicación o traducción y que puede ser fácilmente entendido por todos.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 40 (48)
9 Algunos datos sobre las USTER® STATISTICS 2013
9.1 Cómo se generan las USTER® STATISTICS 2013 Uster Technologies permanentemente recoge muestras en todo el mundo y publica las USTER® STATISTICS cada cinco o seis años. Estas mues-tras son analizadas en los laboratorios de Uster Technologies, Suiza, así como en Suzhou, China (muestras sólo Chinas), en condiciones estándar y directrices estrictas de análisis. Varios miles de muestras de la fibra al hilado han sido probados en estos dos laboratorios. Sólo cuando el tamaño de la muestra llega a un número significativo de fibras, cintas, mechas e hilados,se publica un nuevo capítu-lo, con todos sus parámetros. Después de las pruebas, los resultados me-didos se transmiten a una base de datos y un software de análisis de datos único calcula las curvas de percentiles. La evaluación de los gráficos se lleva a cabo por técnicos experimentados en la sede de USTER en Suiza. Todos los valores de las USTER® STATISTICS se obtienen mediante el uso de los instrumentos de laboratorio de Uster Technologies y son válidos únicamente en combinación con ellos. Sólo los instrumentos de laboratorio fabricados por Uster Technologies garantizan la exactitud y reproducibili-dad de los datos, como se explica en el capítulo 7. La distribución geográfica del origen de todas las muestras medidas para las USTER® STATISTICS se ilustra en la figura 31.
Fig. 31 Distribución geográfica del origen de todas las muestras medidas para las USTER® STATISTICS 2013.
La mayoría de las muestras, o sea, el 71%, procede de Asia. Esto se co-rrelaciona con la cantidad de husos de anillo instalados en todo el mundo.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 41 (48)
En comparación con las USTER® STATISTICS (versión 2007) anteriores, la cantidad de muestras procedentes de Asia aumentó en un 20%. Las cifras de Europa, África y Oriente Medio y las Américas también represen-tan la cantidad de husos de anillo instalada en esas áreas. Así que el ori-gen de las muestras refleja realmente la situación de la producción textil en el mercado mundial. 9.2 Alcance de las USTER® STATISTICS 2013 – novedades En 1957, Uster Technologies comenzó a publicar sólo unas pocas tablas para el algodón y la lana. USTER ha ampliado el contenido a más de 2.200 gráficos durante los últimos 55 años – siempre con la ambición de propor-cionar las USTER® STATISTICS para todo tipo de material disponible en el mercado. Hoy, se presentan más de 30 tipos principales de hilos. No sólo el número de capítulos ha aumentado con los años, sino que el número de parámetros ha aumentado hasta incluir más de 60 características de fibras, mechas, cintas e hilados. Lo más destacado de las USTER® STATISTICS 2013 son la inclusión de datos de USTER® CLASSIMAT 5 y USTER® ZWEIGLE HL400 y la pub-licación de estadísticas de hilos retorcidos. Mientras el USTER® CLAS-SIMAT 5 mide y clasifica los molestos defectos de hilos, materias extrañas y materia vegetal, el USTER® ZWEIGLE HL400 mide y clasifica la longitud de las fibras que sobresalen. Ambos instrumentos desempeñan un papel fundamental en la evaluación de la apariencia del tejido. 9.2.1 USTER® CLASSIMAT 5 Un requisito importante para los gráficos del CLASSIMAT® fue diferenciar los títulos de hilo. Así que los gráficos para el USTER® CLASSIMAT 5 son de clases divididas en tres títulos de hilo. Las tres clases son:
1. Grueso 30.1 to 50 tex (Ne 12 - Ne 20) 2. Mediano 15.1 to 30 tex (Ne 20.1 - Ne 40) 3. Fino ≤15 tex (>Ne 40) Como se ha mencionado, el objetivo de Uster Technologies es publicar parámetros de calidad nuevos e innovadores. Así, por primera vez, los gráficos están disponibles para materias extrañas, con resultados separa-dos de materia vegetal. Junto a los estándares de clasificación tradicionales, el USTER® CLAS-SIMAT 5 introduce la medición de defectos aislados y proporciona informa-ción detallada sobre observaciones de estos defectos para todas las cate-gorías.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 42 (48)
Los defectos aislados (fig. 32) se clasifican en neps, puntos largos gruesos y delgados (NSLT), materias extrañas incluyendo el polipropileno y los pa-rámetros clave de calidad, como defectos aislados para uniformidad, im-perfecciones, pilosidad y contaminación. Todos estos nuevos parámetros se publican en las nuevas USTER® STATISTICS 2013. Por primera vez, el USTER® CLASSIMAT 5 muestra la cantidad y caracte-rísticas de los defectos periódicos.
Fig. 32 Tabla de resumen de defec-tos aislados en el USTER®
CLASSIMAT 5. 9.2.2 USTER® ZWEIGLE HL400 La pilosidad de un hilo tiene un impacto importante en casi todos los as-pectos de la calidad del tejido a través de una amplia gama de usos finales de textiles. La apariencia, la formación de pilling y la durabilidad del tejido, igual que la productividad y la eficiencia de las operaciones de fabricación adicionales, se ven afectadas por el grado de pilosidad del hilo (fig. 33). El último instrumento de pilosidad USTER® ZWEIGLE HL400 lleva al si-guiente nivel a la medición mundialmente establecida del valor de pilosidad de ZWEIGLE® S3. El instrumento ofrece beneficios en términos de mejora de la precisión y en la actualidad opera ocho veces más rápido que los instrumentos anteriores, con una velocidad de ensayo de 400 m/min. Con una variación de instrumento inferior al 10%, Uster Technologies es ahora, por primera vez capaz de establecer las USTER® STATISTICS utilizando el USTER® ZWEIGLE HL400. Esto hasta ahora no ha sido posible con este principio de medición.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 43 (48)
Fig. 33 Hilados de algodón con elevada pilosidad y forma-ción de pilling en una ca-miseta.
9.2.3 Nuevos tipos de hilos Para algunas aplicaciones textiles, los hilos retorcidos son comunes. He-mos reconocido esta necesidad y su importancia, y se publicaron por pri-mera vez gráficos de hilo retorcido de las USTER® STATISTICS. Los nue-vos tipos añadidos de hilos son:
• Hilos retorcidos hechos de 100% algodón, hilados de anillo, car-dados y peinados
• Hilados Core hechos de algodón y elastómero para bobinas y co-nos (confirmación de las USTER® STATISTICS 2007 provisiona-les)
• Hilos de chorro de aire para: − 50/50%, 65/35% PES/CO − 100% CO − 100% PES
9.2.4 Nuevos parámetros de hilo Desde el inicio de las USTER® STATISTICS los valores CVm siempre han sido publicados. Con el fin de ser capaz de predecir con más exactitud el aspecto del tejido, así como de destacar la posible mejora que una fábrica de hilado puede lograr, se ha añadido el CVm en longitudes de corte más largas. Para las USTER® STATISTICS 2013, publicamos los valores de longitud de corte de 1 m, 3 my 10 m, para permitir la comparación con las mejores prácticas de todo el mundo.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 44 (48)
La siguiente tabla muestra los nuevos parámetros añadidos: Instrumento Parámetros USTER® TESTER 5 CVm 1m: coeficiente de variación de la masa para una longitud de corte de 1 m
CVm 3m: coeficiente de variación de la masa para una longitud de corte de 3m CVm 10m: coeficiente de variación de la masa para una longitud de corte de 10 m CV FS: coeficiente de variación de la estructura fina
USTER® ZWEIGLE TWIST TESTER
Torsiones por pulgada
USTER® ZWEIGLE HL400 Valor S3 por cada 100 m (suma de fibras que sobresale con una longitud de 3 mm y más)
USTER® CLASSIMAT 5 Parámetros de clasificación: ‒ NSLT para las clases estándar ‒ NSLT para las clases extendidas ‒ Materia extraña Oscura (FD) incluyendo clases A1 + AA ‒ Materia vegetal (VEG)
Estadísticas de defectos aislados: ‒ NSLT clases estándar ‒ NSLT clases extendidas ‒ FD, VEG, PP ‒ Suma de cuota afectada de CV, IP, H ‒ Áreas densas del cuerpo del hilo, FD y VEG
Tabla 11 9.2.5 Nuevos materiales Junto a los nuevos parámetros que se publican, Uster Technologies am-pliará la gama de materiales cubiertos, agregando capítulos de viscosa, modal, algodón-viscosa, algodón-modal, micro-modal y lino. La siguiente lista muestra los materiales adicionales: Para mecha
• CO 100%, hilado compacto, peinado
• 100% PES, hilado de anillo
• CV del 100%, hilado de anillo
• 65/35% PES / CO, hilado de anillo

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 45 (48)
Para hilados
• Hilados de lino hechos de fibras tratados químicamente, es decir, cocidos o blanqueados (como se introdujo en las USTER® STA-TISTICS 2007 versión 4)
• Nuevas combinaciones: − 50/50%, 60/40%, 70/30%, CO/CV, hilado de anillo, peinado, − 50/50% PES/CO, hilado de anillo, peinado, bobinas y conos − 40/60%, 45/55% PES/CO, hilado de anillo, peinado, bobinas y
conos − 40/60%, 45/55% PES/CO, hilado de anillo, cardado, bobinas
9.2.6 Nuevos capítulos A partir de la edición USTER® STATISTICS de 1997, Uster Technologies ha estado publicando datos de procesamiento de fibra. Esto incluye varios parámetros de calidad a lo largo del proceso de hilatura, de la bala de al-godón a la mecha. En las USTER® STATISTICS 2013, Uster Technologies publica un nuevo capítulo para el procesamiento de hilados. Los gráficos allí representan el cambio de la calidad de la husada a la bobina para parámetros específicos tales como la resistencia del hilo, la pilosidad del hilo, etc. Uster Technologies es consciente de que la velocidad de bobinado y la bobinadora o las condiciones de bobinado tienen una influencia definitiva en que el cambio en la calidad. La intención de USTER es ayudar al pro-ductor de hilados para que efectúe una evaluación comparativa de la cali-dad en su propio proceso de bobinado en comparación con los resultados globales y decidir si existe un margen para la mejora o no. En la práctica, estos gráficos ofrecerán una nueva posibilidad de compara-ción con las mejores prácticas en todo el mundo. Por ejemplo, un aumento de la pilosidad del hilo de la husada al cono no sólo revela información sobre las características estructurales del hilo (torsión, fricción, etc), pero también destaca la contribución del proceso de bobinado para el nivel de la calidad, dando lugar a mejoras en caso necesario.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 46 (48)
10 Conclusiones Desde 1957, las USTER® STATISTICS han servido a la industria textil, ofreciendo una referencia de la calidad del hilo a escala mundial, para que cada hilandería, fabricante de maquinaria y usuario de hilo pueda compa-rar sus datos con referencias mundiales. Las USTER® STATISTICS son ampliamente utilizadas por todos los acto-res de la producción de hilo y en su campo de procesamiento:
Para los produc-tores de hilo
− Ajustar los indicadores de rendimiento clave del pro-ceso de hilado
− Lograr la excelencia operativa − Especificar y comunicar objetivamente la calidad − Garantizar la calidad de hilo que se produce y se ven-
de
Tabla 12 Resumen de la función de las USTER® STATISTICS para diversos grupos de usuarios.
Para los usuarios de hilos
− Especificar la calidad necesaria (perfil de calidad) − Elegir hilos con la calidad adecuada − Optimizar la cartera de los productores de hilados − Pagar el precio justo por la calidad adecuada
Para los fabri-cantes de maqui-naria
− Desarrollar maquinaria de hilandería y alcanzar el lo-gro de la producción y los objetivos de calidad
− Desarrollar los componentes adecuados de hilatura − Desarrollar planes apropiados de mantenimiento − Vincular la productividad con la calidad
Existe un vínculo inevitable entre la calidad y el costo, y esto también se pone de manifiesto mediante el uso de las USTER® STATISTICS. Los hilos de diferentes niveles de las USTER® STATISTICS resultan en tejidos de muy diferentes niveles de calidad, dando lugar a problemas en el proce-samiento o a variaciones en el valor final. Estas diferencias impactan sobre los precios y afectan los costos y la rentabilidad de la organización. Las USTER® STATISTICS son la única referencia neutral para evaluar y clasificar la calidad del hilado. Su vínculo con los precios de hilados, e indi-rectamente con los costos, las convierte en una herramienta de gran al-cance. Para evitar errores en la interpretación de las USTER® STATIS-TICS, los usuarios necesitan comparar los valores de la calidad sólo al provenir de instrumentos USTER®. La nueva edición de 2013 de las USTER® STATISTICS presenta más hi-los, más materiales y más parámetros de la calidad. Un punto destacado es la introducción de las USTER® STATISTICS basadas en el nuevo US-TER® CLASSIMAT 5, con su forma pionera de clasificar defectos ocasiona-les.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 47 (48)
Estamos comprometidos a continuar el gran trabajo de recoger, medir y compilar las USTER® STATISTICS en el futuro, con el mismo esfuerzo que hemos aplicado en el pasado al servicio de nuestra base de clientes y de la industria textil en general. Nuestra motivación es el conocimiento que las USTER® STATISTICS tie-nen un valor insustituible en el comercio de hilos, así como en la promo-ción de la mejora de las hilanderías. Durante los últimos 55 años, las USTER® STATISTICS han ganado el es-tatus de leyenda a lo largo del mundo textil – y su valor es más importante que nunca en el entorno comercial globalizado de hoy y en el futuro.

EL LENGUAJE COMÚN DE LA CALIDAD PARA LA INDUSTRIA TEXTIL
USTER® STATISTICS 48 (48)
Uster Technologies AG Sonnenbergstrasse 10 CH-8610 Uster / Switzerland Phone +41 43 366 36 36 Fax +41 43 366 36 37 www.uster.com