effect of working fluids on cut-off grinding of silicon by
TRANSCRIPT

九州大学学術情報リポジトリKyushu University Institutional Repository
Effect of Working Fluids on Cut-off Grinding ofSilicon by Outer Blade
Koshima, KazuhikoDepartment of Intelligent Machinery and Systems : Technical Assistant
Onikura, HiromichiDepartment of Intelligent Machinery and Systems : Professor
Sajima, TakaoDepartment of Intelligent Machinery and Systems : Research Associate
http://hdl.handle.net/2324/1128
出版情報:九州大学工学紀要. 63 (1), pp.67-78, 2003-03-26. 九州大学大学院工学研究院バージョン:権利関係:

Memoirs of the Faculty of Engineering, Kyushu University, Vol. 63, No. 1, March 2003
Effect of Working Fluids on Cut-off Grinding of Silicon by Outer Blade
by
Kazuhiko KosHiMA", Hiromichi ONiKuRA'" and Takao SAJIMA"*"
(Received December 18, 2002)
Abstract
Machining a brittle material blank into a final product, cut-off
grinding process, i.e. slicing process producing the wafers from silicon
ingot or dicing process dividing the wafer into chips, is one of the
important machining methods. The present research aims at clarifying
the influence of the working fluids on grindability, and the cloudy point
of soluble oil in cut-off grinding of silicon blocks by outer blade saw.
The cut-off grinding force, the mechanical damage and the warp are
smaller when using working fluids having low viscosity and excellent
osmolarity than that of the working fluids having superior lubrication
property but high viscosity. The amount and its dispersion of mechani-
cal damage when using oil-based fluids are lower than that of water-
based fluids. In relation to the soluble oil cloudy point, the cut-off ground
surface roughness and the warp are smaller but the grinding force is high
for a temperature lower than the cloudy point in comparison to a temper-
ature higher than the cloudy point.
Keywords: Cut-off grinding, Slicing, Mechanical damage, Warp, Cut- off grinding force
1. Introduction
Brittle materials, such as ceramics and silicon, which have excellent electromagnetic
characteristic or mechanical property, is broadly used as an important component or func-tional material in the fields of electronics, communication, information or optical apparatus.
In case of machining a brittle material into a product from blank, cut-off grinding (slicing or
dicing) is one of the important machining methods. In cut-off grinding, a thin outer blade is
used so that the kerf loss can be kept as small as possible because of very high material cost.
Cut-off ground surface integrity (warp, surface roughness, mechanical damage etc.) in cut-off
grinding by thin outer blade of low rigidity, affects the subsequent machining processes
*Technical Assistant, Department of Intelligent Machinery and Systems '*Professor, Department of Intelligent Machinery and Systems"'" Research Associate, Department of Intelligent Machinery and Systems

68 K. KosHIMA, H. ONIKuRA and T. SApMA
(lapping or polishing process).
In this paper, single crystalline silicon, the most cornmonly used semiconductor material
is selected as workpiece material. There are fewer research papers concerning working fluid
or the mechanical damage in cut-off grinding of single crystalline silicon than those concern-
ing the movement of blade'), oscillating cut-off grinding2) or wire sawing3).
In the present research, experiments of cut-off grinding of single crystalline silicon block
are carried out by a thin outer blade having the same shape and size of cutting portion as an
inner blade. The loading phenomenon is clarified, and the influences of working fluids onmechanical damage, cut-off grinding force and surface roughness are investigated.' Andfurther, in erder to investigate the influence of the cloudy point4) of soluble oil, experiments
are conducted at different soluble oil temperatures.
2. Experimentaiconditionsandmethod
The test conditions are shown in Table 1. The cutting portion of the diamond electro-plated outer blade is trued to make its shape similar to an inner blade. The single crystalline
silicon (abbreviated as silicon) used as workpiece has a hardness of HV 843. This hardness
is equal to about half the hardness of aluminum oxide (Al203, HV 1895).
In one experiment the method of on-center cut-off grinding of silicon block by a thinouter blade is examined, as shown in Fig. 1. The working fluids are supplied at a flow rate
of lml/s from a height of lm, except the mineral fatty acid ester oil, which is supplied by a
high-pressure injection system. At the tip of the supplying nozzle, a slit is machined for the
blade tip portion so that working fluid can be supplied equally to both-sides of the blade. Oil-based fluids - kerosene, spindle oil and mineral fatty acid ester oil (abbre.: fatty e.) -
and water-based fluids - soluble oil, emulsion oil, water and a surface-active agent of dilution
ratio 10 (abbre.: surface a.) - are selected as working fluids.
Since no special evaluating method for osmolarity and cieanablity of a working fluid is
clearly established at present5), it is tried to evaluate the osmolarity in the following experi-
rnent. The lower end of the filter paper (#20),which had been kept at vertical state, is soaked
into a petri dish containing the working fluid sample. The osmolarity of the vvTorking fluid
ls then estimated by measuring the time taken by the fluid to be soaked up to a height of 10
and 20mm of the filter paper. The results are shown in Fig. 2. A comparison of the working
Tabie 1 Cut-off grinding conditions
Biade
Biade speedWorkpieceTabge speedWorking fuid
Grain:SDC Size:325/400 Bond:PConcentration:100 Åë:127mm b:O.325mmV:10, 20m/sSieicon(HV843) L:40mm w:4,8mmf:1O, 20mm/minWater-based: Solubie<soi.), Errkulsion(emul.),
Surface active agent(surface a.), Water
Oia-based: Kerosene, Spindle oia(spindle) Fatty ester(fatty e.)

Effect• of Working Fluids on Cut-off Grinding of Silicon by Outer Blade 69
Fig. 1 Experimental apparatus
co 100
vloo 75
E-
6) 50
ts
eE 25'Jtn
.g
Noco
tw1OmmM20mm
fluidtem.:220C189C:140CH:300c
tbut/tt
tA'e./
..gi,trive•
s/tstAgtAitAit
i,31;l'
1'.fi•'ill,gee't1{"'
66ns•oco
I-i.,
,ll/;•va
'i,O'e'I;'s//so/s-/gwater-based
/{1.,
#t,'l.:lt.
ee•
o=89-:loil-ba
Fig. 2 Comparison of soaking time of working fluids at 10 & 2emm height of filter paper
fluids shows that water is the best, since it has the smallest particle diameter. In water-based
fluids, it is understood that the higher the dilution ratio is, the better the osmolarity is.
3. Experimental Results and Considerations
3.1 Loading phenomenon in cut-off grinding
In order to compare the loading phenomenon (adhesion of chips on the blade surface) in
dry and wet cut-off grinding of silicon, the amount of loading is measured with a balance and
the ratio of loading area to unit area is measured from the photograph of blade surface after
ground. Those results are shown in Fig. 3 and Fig. 4. In case of dry cut-off grinding, the amount of loading is increased gradually in proportion
to the amount of volume removed and it is almost constant from 500mm3 of cut-off grindingvolume. In regard to blade circumference speed, the amount of loading at V == 20 m/s is about
600/o less than that. at V=10 m/s. Since the table speed is fixed in this experiment, thetheoretical depth of cut of a diamond grain at V=20 m/s becomes half of V=10m/s. And

70 K. KosHIMA, H. ONIKuRA and T. SAJIMA
boE
tu=vNo-o-==oE<
15
IO
5
tw Dry:V1Om/sL -N---ajge---Dry:V20m/s i *wet:vlom!s lL---..r & ::Wet:V2omls
f:20mm/min
Fig. 3
o
O 200 400 600 Total cut--off grinding volume mm3
Comparison of amount of loading on cut-off grinding
ca
oLreua=vNo-oe
.Lvas
ec
1OOcVE
tS 80.ff. 60
40
20
o
V:20m/s, '"'rmfi20mm/minDry
Fig. 4
Total cut-off grinding volume mm3
Transition of loading area during first stage of cut-off grinding
as the centrifugal force is in proportion to the square of the angular velocity, the centrifugal
force at V:=20 m/s is two times larger than that at V::10 m/s. Therefore, it is realized that
the centrifugal force has an irnportant effect in reduction of loading. The transition ofloading per unit area is shown in Fig. 4. It shows that about 700/o of the blade surface has
already been covered with chips after a short time of cut-off grinding.
The amount of loading is reduced by 900/o or more when silicon is ground with water than
that in dry grinding. As one of the reasons, it is supposed that some part of loading isremoved by the centrifugal force during blade rotation, because the binding force of chips
becomes weak as fine particles of supplied water permeate into the heaped chips.
3.2 gnflluenee of working fluids on cut-off grinding force
It is shown in Fig. 5 that the working fluids influence the cut-off grinding force (normal
force) in cut-off grinding of silicon.
In case of soluble oil in water-based fluid, it is found that the cut-off grinding force is
about 400/o smaller when using 100 times dilution than that of the primary soluble oil.Therefore, the higher the dilution ratio is, the smaller the force is. The amount of cut-off
grinding force using 100 times diluted soluble oil has almost the same amount as for emulsion
oil and water. The amount of cut off grinding force using soluble oil is larger than usingemulsion oil for same dilution ratio, although the particle diameter of the soluble oil is 1/100
to 1/1000 times smaller than ernulsion oil. So, it is thought that the lubrication effect due to
thermal separation action6) of the emulsion oil has contributed in the reduction of cut-off
grinding force rather than the effect of the minute particles of the soluble oil.
In oil-based fluids, the cut-off grinding force for kerosene having low viscosity andsuperior osmolarity is about 500/o smaller than that of spindle oil having excellent lubricity

Effect of Working Fluids on Cut-off Grinding of Silicon by Outer Blade 71
O.6
zT9ce
o O.49etn
.Ev O.2:=-
th
tobo=o
f:20mm/minge V:1Om/s
NV:20m/s1.esE
lllltt'II•
l.l,twi •nvtwee1.
.;Sk••
.lttL.
••es•
•za1de
,ltt.re.-1•m}a'
re-.1,,
i'l',il
x'..va.'- "A.X
wt:,--
... t.
IluTi
-s-
eet-
.pm..y.
ii'i"
.!t...
"x' :'
,.'
.,tt-,z-
l' gLg,
\as•g.I l'wi"
nt I
wati'
ttt''tll.n'
l...va.F•
-.[e.l
S.Ii-"
'x'
-Z
"m' ny
l'iig.l.l
i'll'IS.
,f'x
,.
r.";='
urrr.
IEI,, x- uet
xit,t'...'-tzb
'asik'.tt,
t'.M't
tt t
il•tha•k,•E'
iHttt
i'trk'
itt'ti'
t...t+./ti'.' l"' ,k.t.
ocuac=oto oo'ee`oco --:=Eo
Lo"asg
oil-basedco
watetrbased
Fig. 5 Effect of working fluids on cut-off grinding force
•s-
g 1.5
g6
g- 1tn
s-
Ean O.5
Åë9
-,.-•
oo first stage final stageFig. 6 Effect of blade cleaning on cut-off grinding force (first stage without brushing =1)
but high viscosity. In addition, the amount of cut-off grinding force using kerosene shows the
same as that of 100 times diluted soluble oil and water, and when using spindle oil it shows
the same as that of primary soluble oil. Therefore it seems that some relations exist between
the cut-off grinding force and the osmolarity of fluid.
To study the effect of loading on the cut-off grinding force in wet cut-off grinding, the
loading phenomenon on the blade surface is observed. In case of primary soluble oil, that has
a high viscosity shows comparatively high cut-off grinding force and the blade surface is so
covered with chips that existence of abrasive grains could not be observed. Similar effect is
observed in the case of dry cut-off grinding. On the other hand, in case of 100 times diluted
soluble oil, the loading on the blade surface could hardly be found like kerosene and water,
which has low viscosity and shows comparatively low cut-off grinding force. So, the relation between a blade revolution and a cut-off grinding force is investigated.
The primary soluble oil and the spindle oil have a tendency to rotate around the blade surface
together with the chips. Therefore, it is considered that the grindability is worse, because the
chips contained in those fluids trespass into the cutting zone again together with new fluids.
In the 100 times diluted soluble oil, the kerosene and the water, it is observed that the chips
are separated from the blade surface by the centrifugal force together with working fluid.
It is found from detailed observation of the blade surface that the loading in grinding of
a brittle material is the heaping phenomenon of powdered chips, unlike the case of metallic

72 K. KosHIMA, H. ONIKuRA and T. SAJIMA
material in which loading is the welding phenomenon7) of chips. It is that the loading in
cut-off grinding of brittle material can possibly be removed easily by working fluid orbrushing the blade surface during cut-off grinding. The investigation result of cleaning of the
blade surface on the cut-off grinding force is shown in Fig. 6. The blade was lightly dressed
with a WA-stick before cut-off grinding. The cut-off grinding force at the final stageincreases about 400/o in comparison with that at the first stage in cut-off grinding direction.
The points mentioned below are considered as some of the causes for an increase incut-off grinding force at the final stage: Oa decrease in the cutting efficiency of abrasive
grains because the ground slit becomes longer with the advance of cut-off grinding andtherefore the loading becomes severe by further compression action of chips that clogged into
the chip pockets Ocutting or scratching of side-wall of the slit by the abrasive grains on side
surface of the blade occur, owing to blade deflection or vibration generated due to clogged
chips between the side-wall of slit and the side-surface of blade.
Next, when brushing of the blade surface is carried out at a position 180-degree opposite
to the cutting zone of the blade and the amount of supplying water is increased from 1 to 15
ml/s, the cut-off grinding force decreases by about 400/o during the first stage in cut-off
grinding direction. However, no significant difference was found during the final stage in
cut-off grinding direction. The following explanation can be supposed as reason for theseeffects. At the first stage in cut-off grinding direction, the increase in working fluid is
supposed to cause the effect of cleaning on the blade surface, because the ground slit is short.
On the other hand, during the final stage in cut-off grinding direction, as the working f!uid
is not supplied by high pressure in this experiment, it is thought that the invasion of the
working fluid to the inside of the cutting zone or to the ground slit does not actually increase
so much, even if the amount of working fluid supplied is increased. Therefore, an increase
in working fluid supply will have no important influence on further chip removal.
Summarizing the above results, a working fluid, which has low viscosity, excellentosmolarity and good cleanability rather than good lubricity but high viscosity, is considered
to be effective for reduction of chip adhesion on the blade surface or reduction of grinding
force. In addition, although an increased amount of working fluid supply is expected for a
cleaning on the blade surface, the supplying method of working fluid must be taken intocensideratien so that blade vibration will not occur.
3.3 InfRuence of working fluid on ground surface properties
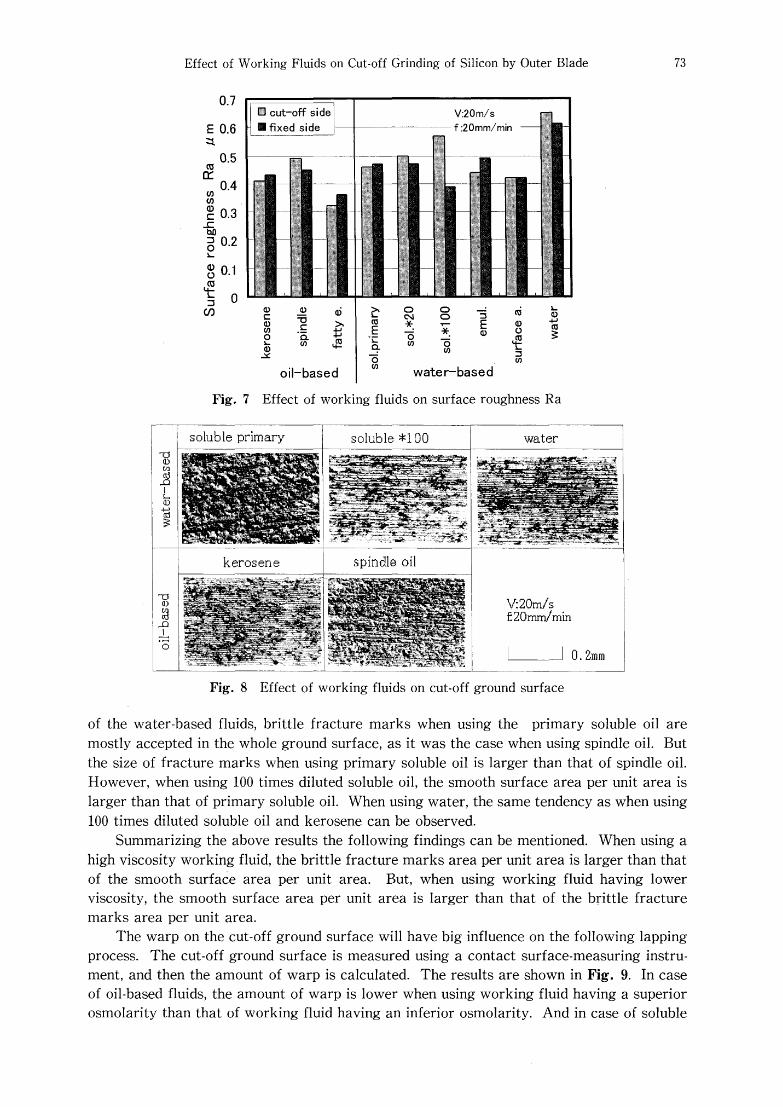
The arithmetical average roughness (Ra) (abbre. surface roughness) measured in cut-off
grinding direction at the center of the specimen is shown in Fig. 7. The surface roughness
of the ground surface when using mineral fatty acid ester oil is smallest among the working
fluids used in these experiments. But, no significant difference is observed among the other
working fluids except the mineral fatty acid ester oil. It is considered that this reason is
caused by the differences in supplying methods of working fluids. Therefore, the rnineralfatty acid ester oil, having fine particles and a better lubricity,.permeates inside the cutting
zone efficiently or also excels in the cleaning of blade surface, because chip adhesion was
hardly noticed in observation of the blade surface after cut-off grinding.
Figure 8 shows the photographs of cut-off ground surface at the central section in thecutting direction. In case of oil-based fluids, the brittle fracture marks are visible mostly over
the whole ground surface when using spindle oil. However, when using kerosene, the ratioof brittle fracture marks area per unit area is about 400/o, and the remaining 600/o showsmooth surface area (including micro brittle fracture marks). It is found from the observa-
tion that brittle fracture marks are less when using kerosene than that of spindle oil. In case
Effect of Working Fluids on Cut-off Grinding of Silicon by Outer Blade 73
O.7
E O.6
" O.5as
or O.4$2 o.3s.B O.2
L8 o.1
ssoco
Fig. 7 Effect of working fluids on surface roughness Ra
eqhwwe-y'
bi v
spindle
ma'v,g.
V 2Omfsf2Ornrn/
Fig. 8 Effect of working fluids on cut-off ground surface
of the water-based fluids, brittle fracture marks when using the primary soluble oil are
mostly accepted in the whole ground surface, as it was the case when using spindle oil. But
the size of fracture marks when using primary soluble oil is larger than that of spindle oil.
However, when using 100 times diluted soluble oil, the smooth surface area per unit area is
larger than that of primary soluble oil. When using water, the same tendency as when using
100 times diluted soluble oil and kerosene can be observed.
Summarizing the above results the following findings can be mentioned. When using ahigh viscosity working fluid, the brittle fracture marks area per unit area is larger than that
of the smooth surfa6e area per unit area. But, when using working fluid having lowerviscosity, the smooth surface area per unit area is larger than that of the brittle fracture
marks area per unit area.
The warp on the cut-off ground surface will have big influence on the following lapping
process. The cut-off ground surface is measured using a contact surface-measuring instru-ment, and then the amount of warp is calculated. The results are shown in Fig. 9. In caseof oil-based fluids, the amount of warp is lower when using working fluid having a superior
osmolarity than that of working fluid having an inferior osmolarity. And in case of soluble

74 K. KosHIMA, H. ONIKuRA and T. SAJIMA
80
E 60qatsl 40
"o
g ,,
2
<o
v:20m/stl-
II-i•e.rei ptut-offsidef:20mm/ -mln
--- +
L gmfixed side++
-wa'l'
sti'
'-,el•
t"
t.t
t:""'' ..". .
z-,il',-
IE,,'.lee.-
•an
-.-
`
-vat .fi.x
.ijl:v'' l,
siij• t..t. g,
t.ttttt'K
u
f'1
;t#/ -
l.
tt/ttt..
n
'' 1fi•t,•.1
i'i'.", ttt..
-#•."/t -.va
'xl
n' t'
.t.
+, t:
.t/rt.
9vsQco (t5
>v,fE!
>tsE`:a`oocuee"oco ooT--'.+"oco •-=
=Eo
c[i
oo-reL=co
Lo'til)
co
oil"-based waterebased
Fig. 9 Effect of working fluids on warp of cut-off ground surface
140E" 120bo= 100'dgk' 80o% 608 40ts
.ge 20co o
Fig.10 Comparison of edge chipping on cut-off ground surface
oils, warp tends to decrease with the increase in dilution ratio of soluble oil.
Next, the edge chipping of the cut-off ground surface is shown in Fig.10. The arnountof edge chipping decreases about 20 to 300/o when using 100 times diluted soluble oil in
compare with kerosene and water. Furthermore, the amount of edge chipping at the startingof cutting by abrasive grain is smaller thaR that at the finishing of cutting in the rotationaldirection of the blade. The reason for this is considered to be that the stress intensity factor8)
becomes larger as a single grit proceeds to the finishing in its cutting path.
The investigation shows that the influence of the blade circumference speed on edgechipping when using water ls smaller at V==20 m/s than that at V==IO m/s.
3.4 Infftuence of working fguid on mechanical damage
The mechanical damage described in this paper is used as a general term for all damagesfound inside the sample due to cutting, (i.e. residual strain, crack, etc.). The depth of
specimen's mechanical damage is measured by a method, which combines the inclinationetching method and the x-ray topography9). The results are shown in Fig.11. The amountand its dispersion of mechanical damage when using oil-based fluids are small in comparison

Effect of Working Fluids on Cut-off Grinding of Silicon by Outer Blade 75
E 80"otuNE 60gre'2 4o
28E 20
ts
sVQ Ooa
otuNEas
voo=NsooE-o-̀aoo
V:20m/s left:cut-offside
f:20mm/ .mln right:fixedside
Iist
E ut
-S!2v
.EQcooil"-based
<i5
>lls
L'b,
NE-:a`oco
oNee`oca oo'+"ocowateltbased-N-:5Eo
ccS
oosL=co
Lo'tilg
Fig.11
E30
"25
20
15
10
5
o
Effect of working fluids on mechanical damage
V:20m/sf:20mm/min
+cut-offside"-"' en-"-fixedside
o 10 20 30 40Cut-off grinding times
50 60
Fig.12 Relation between mechanical damage and cut-off grinding times
with water-based fluids. In case of oil-based fluids, it is found that as the figure does not show
any remarkable difference, the mechanical damage is not related to the property which each
working fluid has, although the cut-off grinding force, the surface roughness and the warp
when using spindle oil are larger than that of kerosene.
In •case of the water-based fluids, the mechanical damage is smaller when using waterand a surface-active agent, which do not contain an additive, than that of soluble oil and
emulsion oil. The tendency that the amount and its dispersion of mechanical damageincrease with the decrease in dilution ratio of soluble oil can be observed when using soluble
oil. Accordingly, it is found that the mechanical damage is smaller when using working fluid
having low viscosity and excellent osmolarity.
The relation between the mechanical damage and cut-off grinding times when usingwater is shown in Fig.12. After 51 times, the blade surface is continuously cleaned so that
cutting by abrasive grain can start under the condition where there is no adhesion of chips.
From 51 to 56 times, cut-off grinding is carried out with the grinding conditions, in which the
brushing on blade surface is carried out at 180-degree opposite to the cutting zone and theamount of supplied water is increased from 1 to 15 ml/s. Between the 55th and 56th cut-offs,
t

76 KKosHIMA, H. ONIKuRA and T. SAJIMAonly the brushing on the blade surface is stopped. As for the mechanical damage, it is found
that it increases gradually until about 25 times, and then decreases with the advance in cut-off
grinding, although the dispersion of the amount is Iarge at early period of cut-off grinding. At
an odd numbers of cut-off grinding tirnes, the mechaRical damage at the fixed side ofspecimen (surface of the fixed side in dynamometer) is larger than that at the cutting side
of specimen (surface of the cut-off side), but conversely, at an even numbers of cut-off
grinding times, the mechanical damage at the cutting side of specimen is larger than that at
the fixed side of specimen.
Concerning the relation between the cleaning and the mechanical damage, a largedispersion of the measured amount was observed after 51 times, the expected remarkableeffect of cleaning could not be found. The increase in deflection of a blade, which seems to
be generated by the manual brushing operation or by the increase in amount of watersupplied, is considered to be the cause, although it could not be concluded since it has not been
measured. Regarding the influence of the blade circumference speed on mechanical damage, theinfluence can be considered to be small, as mechanical damage with V=10m/s merelyincreases slightly at about 60/o compared with V=20m/s.
3.5 Enfluence of temperature of a water-based working fguid
When the temperature of a water-based fluid becomes higher than a certain temperature,a surface-active agent has the characteristics to change from hydrophilicity to oleophilicity,
for the hydrogen bond of ethylene oxide group and water in a molecule are separated. This
temperature corresponds to the so called "cloudy point". When the cloudy point of the 100times diluted soluble oil used in this experiment is measured, it corresponds to approx. 270C.
In order to investigate the inf}uence of the cloudy point, the leO times diluted soluble oil of
lower temperature (140C) and higher temperature (300C) than the cloudy point are used and
the grindabilities are compared.
Figures 13, 14 and 15 show the influence of soluble oil temperature on the cut-offgrinding force, the surface roughness and the warp respectively. Concerning the cut-offgrinding force, it is found from the experimental results that the water being adopted for
reference is almost not influenced by the temperature. However, in case of soluble oil, when
the temperature of fluid is higher than the cloudy point, the cut-off grinding force is iarger
than that of a temperature lower than the cloudy point, regardless of blade circumferencespeed difference. The grinding force ratio of different fluid temperature for different blade
.z o.5 r-tw fiuidtemp.14oc i I. ewfluidteTm-p-.3o/egnv. 0.4 E20mm/min lj O.3 l'-"''sx.v.-,.
o.2 i'lt:,'"re i,//i.;i/,i-s,;,./i---,-
'I wimeWg ta..t.. .tt..tl. O.1 il.,..,.- •'"g,l ltl,".''s li•"'il"l/-,,•,'X /v' o
Io ; o o L o L-- tn = T c = hm .---- "o-"
L 8
Fig.13 V:10m/s V:20m/s warerV:20Effect of the cloudy point of 100 times diluted soluble oil
on cut-off grinding force

Effect of Working Fluids on Cut-off Grinding of Silicon by Outer Blade 77
Fig.14
Fig.15
3 1.2
Ei$ O.82
s. O.6
gL O.4
ok o.2
:8o cut--off side
Effect of temperature of 100
surface roughness
16E39 12g
-o"- 8:=24<
o
fixed side
times diluted soluble oil on
cut-offside fixedsideEffect of temperature of 100 times diluted soluble oil on
warp of cut-off ground surface
fluid temp. 140c
wa"wwdesen-.""tUev,X
eeM'.'"pt-ge.
grindingdirection -
Fig.16 Effectoftemperature cut-off ground surface
of
(V
fluid temp, 300c
circumference speed is larger at V--20 m/s than other hand, thesurface roughness and the warp seem to have a contrary tendency to the one in case of cut-off
grinding force, as surface roughness and warp are larger when using soluble oil of higher
temperature than the cloudy point. In addition, from observation of the cut-off ground surface (Fig.16), the following points
become clear. In case of the temperature of soluble oil being higher than the cloudy point,brittle fracture marks, which are large surface exfoliations, are found on the whole surface.
But, when its temperature is lower than the cloudy point, the ratio of smooth surface area to
brittle fracture mode area is larger than when the temperature is higher than the cloudy
U O,lmm100 times diluted soluble oil on
: 20m/s, f: 20mm/min)
at V=10 m/s. On the

78 K. KosHIMA, H. ONIKuRA and T. SAJIMA
point. Brittle fracture marks are also comparatively smaller than when the temperature ishigher than the cloudy point.
4. ConcPusions
In the basic experiment of cut-off grinding of silicon vLTith an outer blade, the following
results were obtaiRed, when investigating the influence of working fluid on grindability,
(1) The amount of mechanical damage or warp of cut-off groufld surface is 10 to 100 times
larger than surface roughness (Ra). Therefore the former influences the subsequent processes significantly compared to the latter.(2) The cut-off grinding force, the rnechanical damage and the warp are smaller when using
working fluids having low viscosity and superior osmolarity than that of working fluids
having excellent lubricity high viscosity, although they have excellent lubricity. There-
fore, in case of water-based fluids, the higher the fluid dilution ratio is, the smaller the
above-mentioned factors are.(3) The mechanical damage when using oil-based fluids is Iower than that of water-based
fluids.
(4) 'Regarding the influence of temperature of soluble oil, when the soluble oil temperature
is lower than the cloudy point, the surface roughness or the warp is small, but cut-off
grinding force is large. Moreover the ratio of smooth surface area to brittle fracture
area is large.
5. Acknowtedgement
The authors express their cordial thanks to Mr. MAZENO Takaaki (Toyota Motor Co.Ltd.), iiV[r. OMAGARI Kenichi (Honda Motor Co.Ltd.) and Mr. KASHIWAGI Yosiaki(Meitec Co.Ltd.) for their kind cooperation in this study.
References
1)
2)
3)
4)
5)
6)
7)
8)
9)
Syoji K., et al.: Precision Cut-off Grinding with an Outer Blade Saw, J. JSPE (in
Japanese), 55,10 (1991) 119. Ishikawa K., et al.: J. JSPE (in Japanese), 142,6(1999) 279.
Fujisawa M., et al.: Wire Sawing Technology, J. JSPE (in Japanese), 60,2, (1994) 182.
Kubo R., et al.: Rikagakujiten, Iwanamishoten (in Japanese), (1987) 913. Hiroi S., et al.: Cutting f}uid and Grinding fluid, Sachishobou (in Japanese), (1982) 129.
Yokogawa K., et al.: Influence of Working Fluid on Grindability, Tool EngiReer, (in
Japanese), 35, 9(1991) 119. Koshima K., et al.: Loading Phenomenon of CBN Wheel in Grinding of Stainless Steei,
Int. J. Japan Soc. Prec. Eng., 26, 4, (1992) 279.
JSPE: Grinding Engineering, Ohm sha, (l987) 165. Kojima H., et al.: Development of Mechanical Damage Estirnation Method of SiliconSingle Crystal by X ray Topography, Japan Soc. Prec. Eng. Autumn Meeting, (1995) 669.