effect of reducing agents on dischargeprintingfor different types of textiles.docx
DESCRIPTION
Thesis paper-Effect of Reducing Agents on Discharge Printing For Different Types of Textiles [Bangladesh University of Textiles]TRANSCRIPT

BANLADESH UNIVERSITY OF TEXTILESTEJGAON, DHAKA-1208
Project on:
Effect of Reducing Agents on DischargePrintingFor Different Types of Textiles
SUPERVISORProf.Dr.Engr.Md.ZulhashUddin
Dean Faculty of Textile Chemical Processing Engineering and applied science.Bangladesh University of Textiles
| Study on the Effect of Reducing agent on discharge printing of different textiles.
1
BANLADESH UNIVERSITY OF TEXTILESTEJGAON, DHAKA-1208
Declaration
This Report Presented as the Partial Fulfillment of the Requirements for the Degree of Bachelor of Science in TEXTILE ENGINEERING under the supervision of Prof.Dr.Engr.Md.ZulhashUddin .Dean Faculty of Textile Chemical Processing Engineering and applied science.Bangladesh University of Textiles
We also declare this project has not been submitted elsewhere for award of any degree or diploma.
`
PREPARED BY
NAME ID NOAHMAD SAQUIB SINA 2008-1-030ASHEQUR RAHMAN KHAN 2008-1-040RAYHAN AHMED 2008-1-043MD. MORSHEDUR RAHMAN 2008-1-130IMTIAZ HOSSAIN 2008-1-152MD.MAJED PARVEZ 2008-1-106
| Study on the Effect of Reducing agent on discharge printing of different textiles.
2

ACKNOWLEDGEMENT
Bangladesh University of Textiles gave us the opportunity to perform the project work.Wewish to express our deepest appreciation & sincerest gratitude to Prof. Dr. Engr. Md. ZulhashUddin. Dean, Faculty of Textile chemical Processing Engineering and Applied Science and supervising teacher from the University for giving us the opportunity to accomplish of the project work and for his kind co-operation.
Heartfelt thanks goes to senior textile engineers & understanding the information about different printing operation.
Above all, we would like to acknowledge our deep dept to all teachers of our university and especially of wet processing department for their kind inspiration and help, which remain us the back drop of all our efforts.
Finally, we would like to convey our acknowledgement that we remain responsible for the inadequate and errors, which may unintentionally remain in the following report.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
3
TITLE OF THE PROJECT
| Study on the Effect of Reducing agent on discharge printing of different textiles.
4
Study on the Effect of Reducing agent on discharge printing of different textiles.
ABSTRACT
The objective of our project was to investigate the effect of reducing agents on discharge style of printing for different textiles.
At first the cotton fabrics (knit and woven) were dyed with Direct dyes. Then these were printed with Discharge style of printing by using Direct method. Here we used three types of Reducing agents-
a. Hydroseb. Stannus Chloridec. Rongolite.
After printing the printed sample were subjected to several tests-
a. Color fastness to perspiration.b. Color fastness to rubbing.c. Color fastness to washingd. Tensile strength.
Finally from the overall comparison for different reducing agents, we found that Rongolite is the most suitable reducing agents used in industrial production.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
5

Table of Content
Content Description Page NoAbstract 5
Chapter 1 General Introduction 7-8
Chapter 2 Literature Review 9-20
Chapter 3 Materials and Methods 21-38Chapter 4 Result and Discussion 39-51Chapter 5 conclusion 52-53Chapter 6 Reference 54
Samples 55
| Study on the Effect of Reducing agent on discharge printing of different textiles.
6
Introduction
| Study on the Effect of Reducing agent on discharge printing of different textiles.
7

Discharge style has been important since the earliest dyes of textile printing.
In discharge style, the fabric must first be dyed with dyes that can be destroyed by selected discharging agents. The discharge paste is printed on to the dyed fabric and usually during subsequent steaming; the dye in the pattern area is discharged. A white discharge is thus produced. It is also possible to add a discharge resistant dye to the discharge print paste, to produce a colored discharge.
The discharging agents used can be oxidizing, reducing agents, acids, alkalis and various salts.
So, we can say that one cannot disavow the presence and importance of reducing / discharging agent of printing of different fabric by using discharge style of printing.
Objectives:
1. To determine the best reducing agent used for discharge style of printing.
2. To assess the quality by using different testing procedure.
3. To find out the overall comparison.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
8
2.1 Printing:[7]
| Study on the Effect of Reducing agent on discharge printing of different textiles.
9
Printing is a process for reproducing text and images, typically with ink on paper using a printing press. It is often carried out as a large-scale industrial process, and is an essential part of publishing and transaction printing.
By the term “Textile Printing” we mean the localized application of dyes or pigments and chemicals by any method which can produce particular effect of color on the fabric according to the design.
2.2Discharge ability of direct dyeing:[6]
More than 75% of all direct dyes are unmetallisedazo structures and without after treatment may show good discharge ability. They are suitable for dyeing fabrics that are to be printed with a white or colored discharge, the lack of wet fastness is a disadvantage for many end uses but this can be overcome by subjecting the discharge print to a resin finishing process.Diazotized and developed direct dyeing, generally exhibit very good discharge ability, providing excess developer is removed. With fabrics intended for discharge printing, residual sodium nitrate and acid must be removed after diazotization or undesirable by products may be found during coupling. Because, during discharge printing the reducing agent reduces the azo groups in a correctly developed direct dyes but not in the byproducts, resulting in an unsatisfactory discharge.Pre-metalized direct dyeing and those after treated with copper salt are generally less readily dischargeable than those dyeing that do not contain copper. The maximum discharge effect is obtained by dyeing, discharging and then after treating and then after coppering, but difficulties due to inadequate wet fastness arise when washing off the uncoppered discharge print. Printer generally prefers to after copper the dyeing before discharge printing.
2.3 discharge style of printing:[1,3-6]
| Study on the Effect of Reducing agent on discharge printing of different textiles.
10

Discharge style of printing means the process which can produce a white or color effect or a previously dyed ground.
Steps of discharge style:
1ststep: Dyeing Fabric is dyed firstly with an easily reduce able dye.
Reduction (reducing agent)
Dye (-N=N-) ~NH2 + NH2~
Steaming
2ndstep: printing
- The fabric is printed with a thicked solution of discharging agent- This discharging agent destroys the color at the printed areas and leaves
the dye of unprinted areas unaffected.- If any dye is present in the solution of discharging agent which is not
affected by its discharging action, can also be deposited and fixed on the ground.
- Reducing agent must be stronger than dye.
3rdstep:
Steaming
4thstep:
Washing
Discharge style:[1,3-6]
| Study on the Effect of Reducing agent on discharge printing of different textiles.
11
2.4White discharge :
After dyeing and printing, the discharge agents discharge the dye of printed areas and leave the dye present on the unprinted area unaffected.
A white design is produced on dyed ground.
g
DYED FABRIC PRINT WITH DISCHARGING AGENTWHITE
2.5 print past preparation of discharge printing:
1. Dye selection:
The correct choice of dye is of fundamental importance in successful discharge printing.
- Dyes which are suitable for the dischargeable ground usually contain azo groups that can be split by reduction.
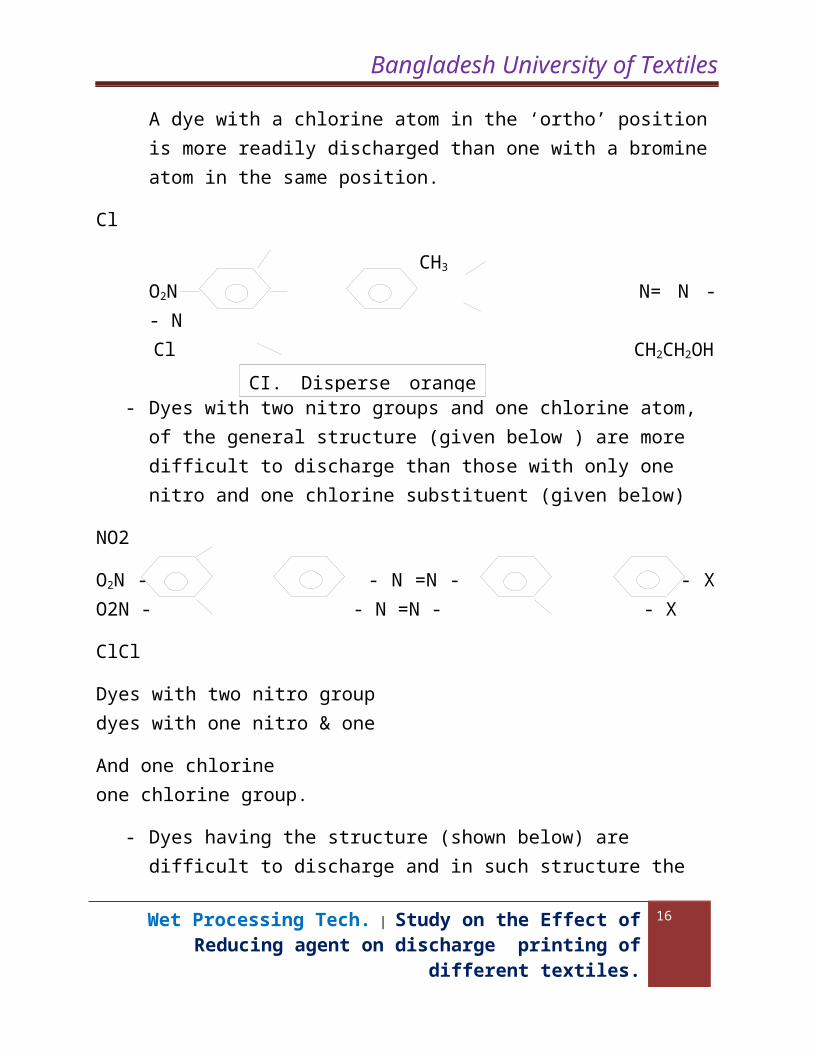
- The suitability for dyes for the production of discharge grounds is however, dependent on the substituents in the ‘ortho’ position to the azogroups. A dye with a chlorine atom in the ‘ortho’ position is more readily discharged than one with a bromine atom in the same position.
Cl
CH3
O2N N= N - - N Cl CH2CH2OH
| Study on the Effect of Reducing agent on discharge printing of different textiles.
12
GREEN
GREEN GREEN
CI. Disperse orange 5
- Dyes with two nitro groups and one chlorine atom, of the general structure (given below ) are more difficult to discharge than those with only one nitro and one chlorine substituent (given below)
NO2
O2N - - N =N - - X O2N - - N =N - - X
ClCl
Dyes with two nitro group dyes with one nitro & one
And one chlorine one chlorine group.
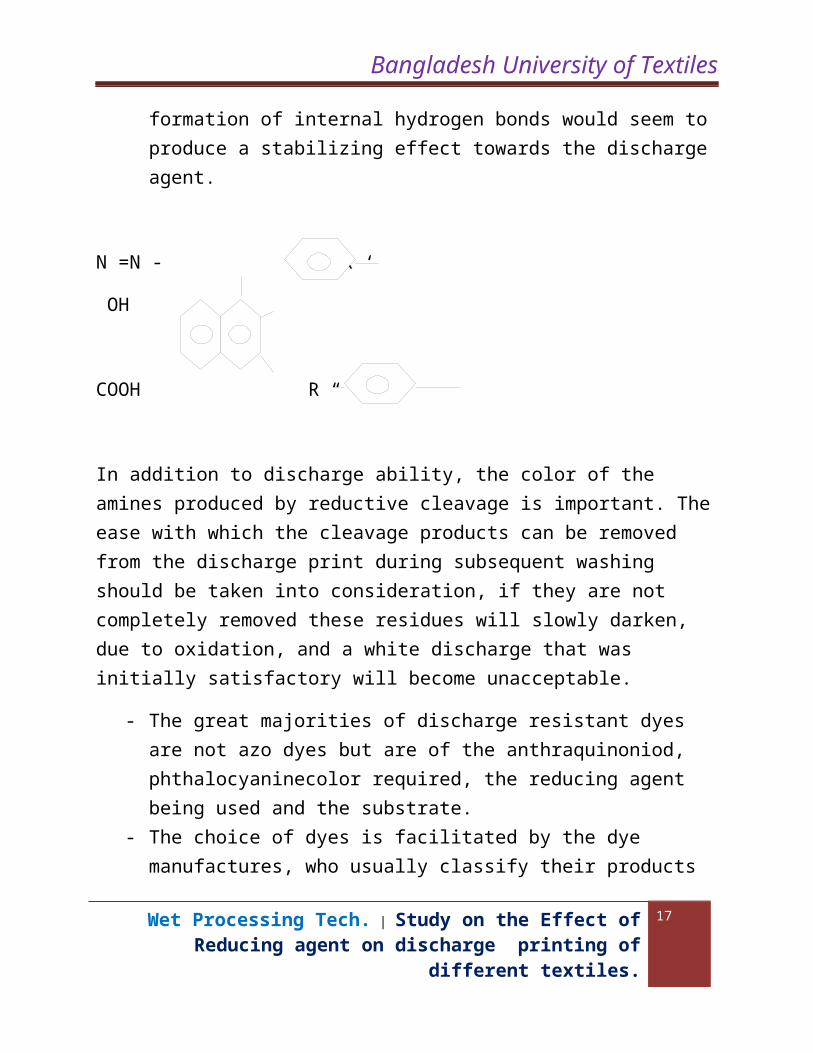
- Dyes having the structure (shown below) are difficult to discharge and in such structure the formation of internal hydrogen bonds would seem to produce a stabilizing effect towards the discharge agent.
N =N - R ‘
OH
COOH R “
In addition to discharge ability, the color of the amines produced by reductive cleavage is important. The ease with which the cleavage products can be removed from the discharge print during subsequent washing should be taken into consideration, if they are not completely removed these residues will slowly darken, due to oxidation, and a white discharge that was initially satisfactory will become unacceptable.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
13
- The great majorities of discharge resistant dyes are not azo dyes but are of the anthraquinoniod, phthalocyaninecolor required, the reducing agent being used and the substrate.
- The choice of dyes is facilitated by the dye manufactures, who usually classify their products on a discharge ability scale ranging from (1 to 5). A dye which is classified as 5 or 4-5 on this scale would be suitable for a white discharge. Those dyes which have a discharge ability of only 1 are virtually undischargeable full and final information on the suitability of only virallyundischargeable. Onlya trial under actual working conditions ac provides full and final information on the suitability of a dye for discharge printing.
1. Reducing agent / Discharging agent :- The most important methods of discharging are based on reduction. This
general method can be varied and adapted to give discharge with most classes of dye in use and on most types of fiber.
- The most widely used reducing agents are the formaldehyde sulphoxylates. Sodium formaldehyde sulphoxylate is sold as formosul or Rongalite C. The formaldehyde sulphoxylates decompose when used for discharge printing. A much simplified explanation of the process is shown below-
CH2 OHSO2Na
Acid H2O
HCHO + HSO2- + Na+ CH2OHSO3Na + 2H
H2O Na2CO3
HSO3- + 2H HCHO + Na2SO3 + CO2
ArN=N Ar’ + 4H ArNH2 + Ar’ NH2
| Study on the Effect of Reducing agent on discharge printing of different textiles.
14
- Tin (II) chloride has been used since the earliest times. It is readily soluble compound which reactswithazo dyes as shown below.
Ar –N=N-Ar’ + 2 SnCl2+ 4 H2O ArNH2 +Ar ‘ NH2 + 2 SnO2 + 4 HCl
It is important that SnCl2solnare used quickly since hydrolysis, which give a turbid soln, occur on standing. The hydrochloric acid produced will attack unprotected metal. The steaming equipment is particularly vulnerable in this respect, and even the squeegee holders on printing m/cs may have to be protected with resistant lacquer.
- The choice of reducing agent is determined largely by the fibre to be printed and to some extent, by the dyes used. Printing pastes containing a high proportion of insoluble matter can , however, give rise to the difficulties of ‘ sticking in ‘ , scratching of copper rollers and backing of screens unless finely ground powders with soft particles are used.
- The actual amount of reducing agent required for optimum discharge will depend on- - The dye to be discharged -The depth of the ground -The fabric being printed
- The use of insufficient reducing agent will of course , give an incomplete discharge, whereas too much results in flushing or haloing during steaming as well as being wasteful and uneconomic . Flushing of fine details. That is not to say that flushing must be avoided at all costs.
3. Other chemicals and auxiliaries:
a. Anthraquinone: It is often used to improve the discharge effect of a reducing agent, and is therefore used on fabric dyed with the azo dyes which are more difficult to discharge.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
15
b. Penetrating agent: It is often necessary to employ penetrating agent during steaming, especially with whit discharge, to ensure that the discharge paste thoroughly penetrates the fabric and to prevent any grinning through effects.
c. Carrier and fixation accelerators: They are often added to improve a white discharge on the substrate.
For fixing agent eggs albumin is used.
d. Wetting agent: it is also necessary when printing on fabric of low absorbency which may be coated with dried film of thickness from the preliminary dyeing operation.
e. Whitening agents : whit discharges are usually improved by additions of titanium dioxide (TiO2) or other white pigment. Whitening agents are used according to suit the fibre being printed.
4. Thickeners:
- The thickness must also have good stability to the reducing agent.Otherwise, coagulation can occur if there in any incompatibility between the thickener and reducing agent (e.g. tin II ions) . Thus nonionic thickeners are necessary and anionic thickeners. Such as the carboxymethylatedtypes, should be avoided.
- The low pH (2-3) of reducing agent also harmful. Such as the low pH of tin (II) chloride solution can also bring about hydrolysis of thickeners, with subsequent loss in viscosity.A low pH can also give rise to speckyprints, due to aggregation or precipitation of certain dyes.
- Specky prints can also be caused where particular dyes are absorbed by insoluble or acid – gelled materials in the thickener.
E.g. basic dyes and acid dyes can be precipitated by a high concentration of inorganic salt in the printing paste.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
16
-since sharp and intricate patterns are characteristic of a discharge style, it is essential to minimize flushing and bleeding. It is therefore, often necessary to use the low viscosity thickeners and a high solid content.
- Thickeners that have been used include nonionic locust bean gum ethers, sodium carrageenates, starch ethers and crystal gums.
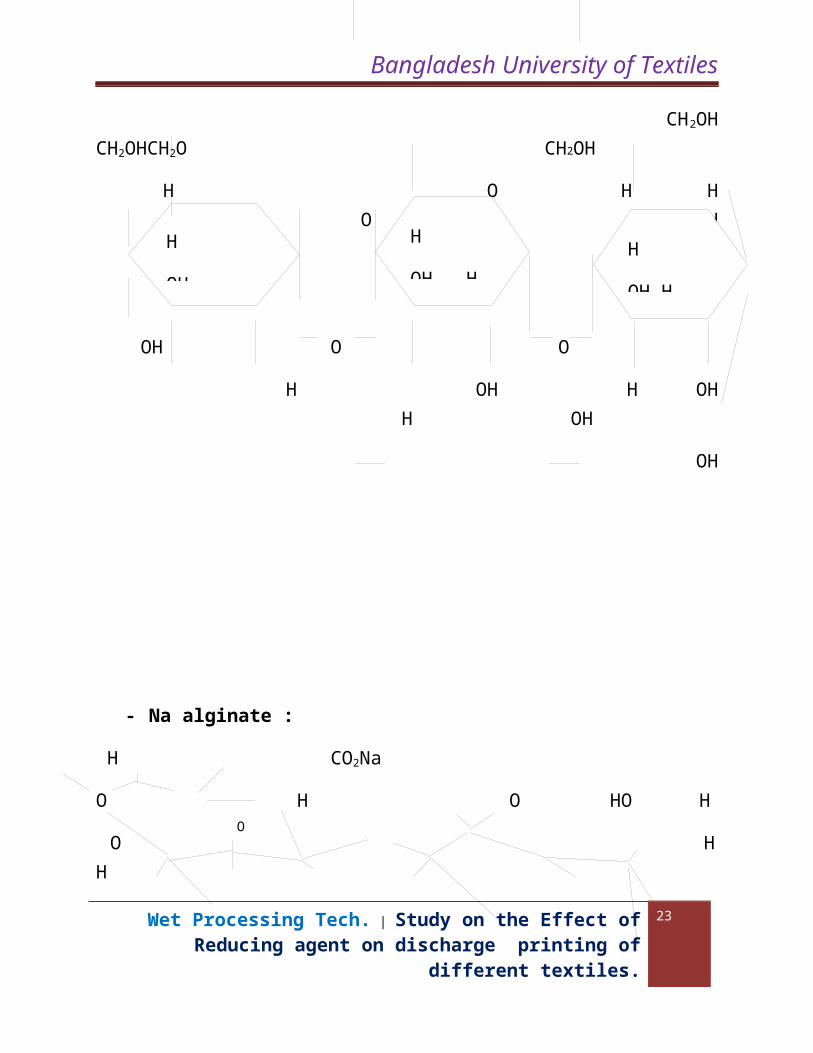
Natural thickeners
a. CerealsE.g. maize starch, wheat starchMostly used starch: wheat starch
structure: Amylose
CH2OH CH2OHCH2O CH2OH
H O H H O H H H
OH O O
H OH H OH H OH
OH
| Study on the Effect of Reducing agent on discharge printing of different textiles.
17
H
OH H
H
OH HH
OH H
- Na alginate :
H CO2Na
O H O HO H
O H H
HO H HHH OH
H O-
CO2Na O
Fig : Na -alginate
Source: Brown seaweeds.
Feature:
- Readily soluble- pH stability is good (pH 4-10)
Special attention:
- An essential criterion for successful discharge printing is the correct balance between penetration of the fabric and control of flushing and haloing.Factors affecting the balance are –1. The viscosity of the discharge print paste2. The amount of print paste applied (controlled by factors such as mesh
size, squeegee setting,and engraving depth and so on.)3. Steaming condition
| Study on the Effect of Reducing agent on discharge printing of different textiles.
18
OH
Others factors for correct discharging:
1. When we use hydroze as reducing agent then as for thickeners Na – alginate must be used.
2. But during SnCl2discharging; starch must be used.3. When we use Rongolite as reducing agent then as for thickener Na-
alginate must be used.
2.6 Problem associated with discharge printing and Remedies:[6]
1. One of the most difficult is the location of the design on the fabric. This is because the print pastes are often almost colorless and when applied to a dark grounds are virtually invisible, especially in r/r printing with the m/c running at speed.
Remedies: The incorporation of whit pigment improves visibility; fugitive, contrasting sighting colors help, as do fluorescent agents used with ultraviolet light. This is an inevitable difficulty of the discharge style.
2. Controlled rapid drying: of discharge printing is imperative if loss of reducing agent is to be minimized .
Remedies: This may mean wrapping the first drying cylinders to prevent boiling and on the other hand, the use of hot – air blowers to accelerate drying on hand screen tables.
4. Facing or scumming : Another problem encountered is that of ‘facing’ or ‘scumming’, which is due to partial discharge of the unprinted areas of the dyed group. This occur mainly in r/r printing and aries of the thin film or ‘scum’ of discharge paste left on the un engraved surface of the printing r/r is transferred to the fabric . As a result the full bloom of the ground color is lost.
5. The reductive atmosphere existing in the steamer can similarly affect the dyed ground.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
19

Remedies:
-These problems are avoided by meticulous attention to the basic printing technique.
- Factors such as carefully maintenance of doctor blades and correctiveness of engravings. - by the application to the fabric before printing of a mild oxidizing agent , such as sodium nitrobenzene- sulphonate or NaCl , which is preferentially reduced by the reducing agent and thus protects the dyed ground . Sometimes resist salts are also used.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
20
| Study on the Effect of Reducing agent on discharge printing of different textiles.
21

3.1Dyeing of cotton fabric by Direct dyes
In case of discharge style of printing we used direct dyes for dyeing purpose of the fabrics.
We know, direct dyes are one of the most versatile classes of dyes stuff applicable to cellulose, wool. Silk and nylon fibers. Although the direct classes of dyes have deficiency in wet color fastness but it exhibits a wide range of fastness properties as shown by this use in apparel, upholstery, lining and automotive fabrics in 1884.
Fabric used:1. Woven Fabric (100% cotton)2. Knit Fabric (100% cotton single jersey)
Typical Recipe-
Anticreasing agent = 1 g/lWetting agent = 1-2 g/lSequestering agent = .5-1 g/lSoda ash = 1- 5 g/lGlauber salt / common salt = 5 -20 g/lTemperature = 95 5 CTime = 30 – 50 minPH = neutral to alkaliM: L = 1: 10Direct dyes = 2% /3 % / 4%
3.2 Preparation of dye solution :
| Study on the Effect of Reducing agent on discharge printing of different textiles.
22
Salt = 100*15/1000=1.5Dye % = 2%*5/1% =10Dye%=3%*5/1%=154%*5/1% =20Required water,For 2% = 100 – (40+10) = 50 mlFor 3% = 100 – (40+15) =45 mlFor 4% = 100- (40+20) = 40 ml
3.3Calculation:
Sample wt = 5 gmTotal liquor = 5 * 20 = 100Wetting agent = 100* 1/ 1000* 1% = 10Sequestering agent = 100*1/1000*1% =10Leveling agent = 100*1 /1000*1% =10Anticreasing agent = 100*1/1000*1% =10
| Study on the Effect of Reducing agent on discharge printing of different textiles.
23
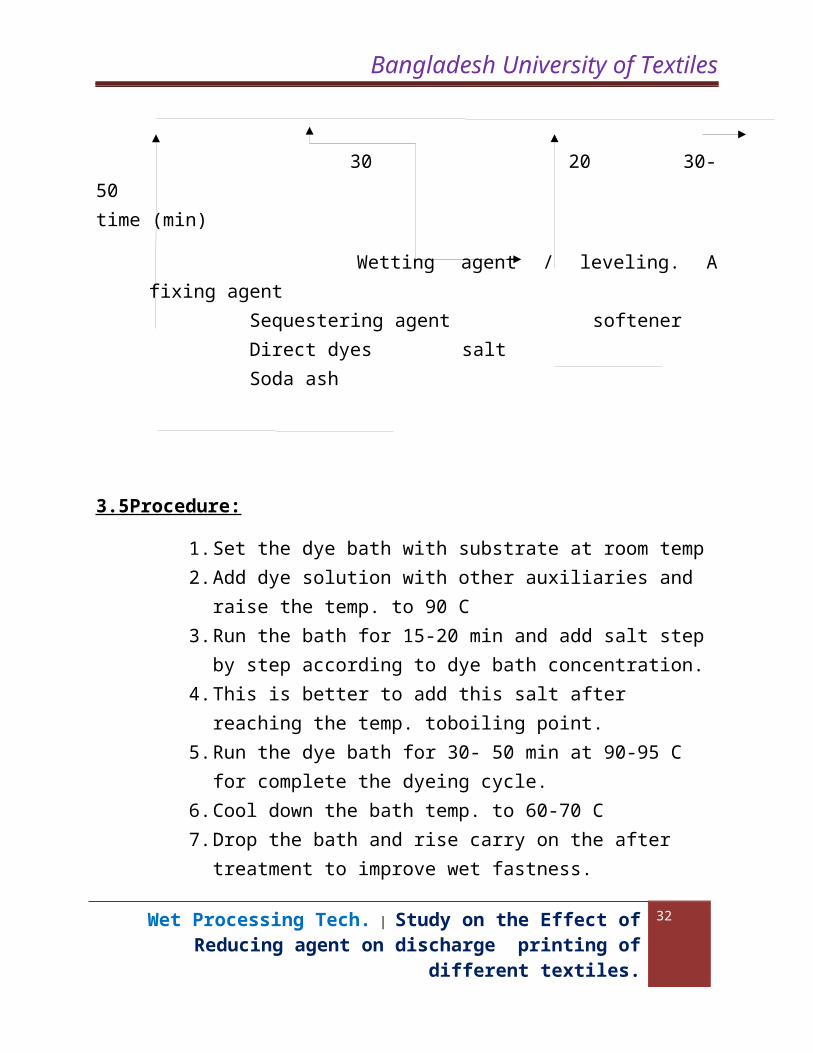
3.4Dyeing curve:
100
Dyeing
80
60 Aftertreatment
40
Temp°C
20
30 20 30-50 time (min)
Wetting agent / leveling. A fixing agent Sequestering agent softener Direct dyes salt Soda ash
3.5Procedure:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
24
1. Set the dye bath with substrate at room temp 2. Add dye solution with other auxiliaries and raise the temp. to 90 C3. Run the bath for 15-20 min and add salt step by step according to
dye bath concentration.4. This is better to add this salt after reaching the temp. toboiling
point.5. Run the dye bath for 30- 50 min at 90-95 C for complete the
dyeing cycle.6. Cool down the bath temp. to 60-70 C7. Drop the bath and rise carry on the after treatment to improve
wet fastness.
3.6After treatmentprocess:
In after treatment process, a suitable fixing agent is used for improving color fastness properties; usually this process is done at 30 – 40◦ C
After that a cationic softener is added to the last rising bath for improving handle proving of fabric; this process is done at 40- 50 C for 15-20 min.
For improvement of color fastness the following after treatment process can be done –
Bicromate / fitcary = 0.5 – 2.0 %
Copper sulfate= 0.5 -2.0 %
Acetic Acid = 1.0 – 5.0 %
Temp. = 80 C
Time =30 min
M: L = 1: 10
Then wash with hot and cold water and dry to use.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
25
3.7 Printing :
The printing is described as localized dyeing i.e. dyes or pigments are applied locally or discontinuously to produce the various designs.
3.8Objects of textile printing:
The main objective in textile printing is the production of attractive designs with well defined boundaries made by the artistic arrangement of a motif or motifs in one or more colors.
3.9 steps in textile printing
1. preparation of the fabric to be printed2. preparation of the print paste3. making an impression of the print paste on the fabric 4. drying of the printed fabric5. steaming of the printed fabric6. after treatment (neutralizing/ soapingetc
1. preparation of the fabric:
The fabric to be printed is pretreated first that is from singeing to bleaching /mercerizing operation.
2. Preparation of the print past:A number of printing ingredients are essential for preparing print paste including dyes or pigments. The number of ingredients depends on the nature of fabric to be printed and class of the dyes to be applied.
3. Making an impression of the print paste:The print paste is applied on to the prepared fabric according to a particular style and method (m/c).
4. Drying of the printed fabric:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
26

The printed cloth is dried in a drying m/c (usually with a series of hallow plates into which steam is passed to dry the fabric.
5. Steaming:When the printed fabric enters the steaming chamber, steam condensesInto water, which is then absorbed by the dry thickener film on the fabric surface. The hygroscopic agent added in the print paste aids this absorption. The dyes and chemicals dissolve in this water, which is very small amount. Therefore, a conc. Dye solution is formed within the thickener film. In the m/c. temp.of the fabric reaches 100-105 C and due to the high temp. and high conc. Of the dye, the dye is rapidly transferred into the fabric from the thickener film.
6. After treatment:After steaming, the printed fabric contains the exhausted thickener film along with certain chemicals dispersed on the fabric surface.
If case of water insoluble thickeners, soaping treatment is carried out to washout it from the fabric. The intensity of the soaping treatment depends on the class of dyes or pigment used.
3.10Printing of dyed cotton fabric with discharge style by hand screen printing :
Recipe for white discharge (typical)Reducing agent = 150 gm = 15 gmTiO2= 100 gm = 10 gmNa-alginate / starch = 550 gm =55 gm (8 gm/ 100 gm) Eggs’albumin =60 gm =6 gmWater = as required
Total = 1000gm = 100 gm
Thickener preparation:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
27
100 gm water is added with 8 gm starch / Ca alginate print paste.
Print paste preparation:
The above chemicals & auxiliaries are added together to make the print paste.
3.11 Printing procedure:
Dyed the fabric with direct dyes to be printed
Prepare the print paste accurately by different ingredient
Making an impression of the print paste on the fabric by hand screen printing and by discharge style
Now dry the fabric which is printed
Steaming of the printed fabric
After treatment (Neutralizing soaping etc.)
| Study on the Effect of Reducing agent on discharge printing of different textiles.
28

Fig: Industrial Flat Screen Printing
3.12Color Fastness to Perspiration:
Principle
The garments which come into contact with the body where perspiration is heavy may suffer serious local discoloration. This test is intended to determine the resistance of color of dyed textile to the action of acidic and alkaline perspiration.
Equipment:
- Perspiration tester- Oven , maintained at 37 ± 2° C temperature- SDC multifibre test fabric - Grey scale- Color matching chamber
| Study on the Effect of Reducing agent on discharge printing of different textiles.
29
- Acidic & alkaline solution and- Glass or acrylic plate- Weight
Sample size : 10*4 cm
Reagent
Materials Alkaline Acidic
L – Histidinemonohyrochloride 0.5gm/L 0.5gm/L
Disodium Hydrogen phosphate dihydrate 2.5gm/L 2.5gm/L
Sodium chloride (NaCl) 5.0 gm 5.0 gm
Disodium hydrogen ortho phosphate dehydrate (Na2HPO42H2O)
2.5gm 2.2gm
Distilled water 1 L 1 L
PH (adjusted with 0.1 N NaOH) PH= 8 PH = 5.5
Soda ash 1-1.5 gm/L 0
Acetic acid 0 1-1.2 gm / L
Test procedure:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
30

- Wet out the composite test sample in mentioned alkaline or acidic solution at room temperature M: L ratio 1:50 and leave for 30 min.
- Pour off excess solution and place the composite sample between two glass plate or acrylic plate under a pressure of 4.5 Kg and place in an oven for 4 hours at 37±2°C temp.
- Remove the specimen and hang to dry in warm air not exceeding 60°C- Evaluation is done by grey scale in a color matching cabinet and rated from
1 to 5.-
Fig: Perspirometer
3.13 Color Fastness to Wash:
Method used: ISO105-C03 : 1989 method was followed for wash fastness test
| Study on the Effect of Reducing agent on discharge printing of different textiles.
31
Sample Size: Cut a specimen of 10*4 cm and make sure that all colors are included in it. Sew it along all four edges with the same size of multi-fibre fabric. This is the composite test specimen.
Apparatus and materials for wash fastness test:
- ISO type Grey Scale for changing- ISO type Grey Scale for staining - Color matching cabinet- dryer- SDC multi- Fibre fabric
Procedure:
Washing solution containing 5g/l mettle soap (anionic), 2g/l soda ash. The specimen was treated at 60°C for 30 min. And then it was dried. The adjacent multi fiber tape of a specimen was compared with a fresh multi- fiber tape in terms of change in color and the degree of staining and it was evaluated using geometric gray scales. Before the wash fastness test, dyed fabric was treated with 2% ( owf ) ALBAFIX ECO fixative (cationic, Huntsman ,UK )At room temperature (25°C)for 20 min and the pH 6-7 is adjusted with acetic acid .
Recipe:
Soda Ash : 2 g/L Standard soap : 5 g/L Temperature : 60°C Time : 30 min
| Study on the Effect of Reducing agent on discharge printing of different textiles.
32

Fig: Multifibre
3.14 Scales for Assessment:
1. Grey Scales
Numerical rating Means
1 Poor
2 Moderate
3 Average
4 Good
5 Excellent
| Study on the Effect of Reducing agent on discharge printing of different textiles.
33
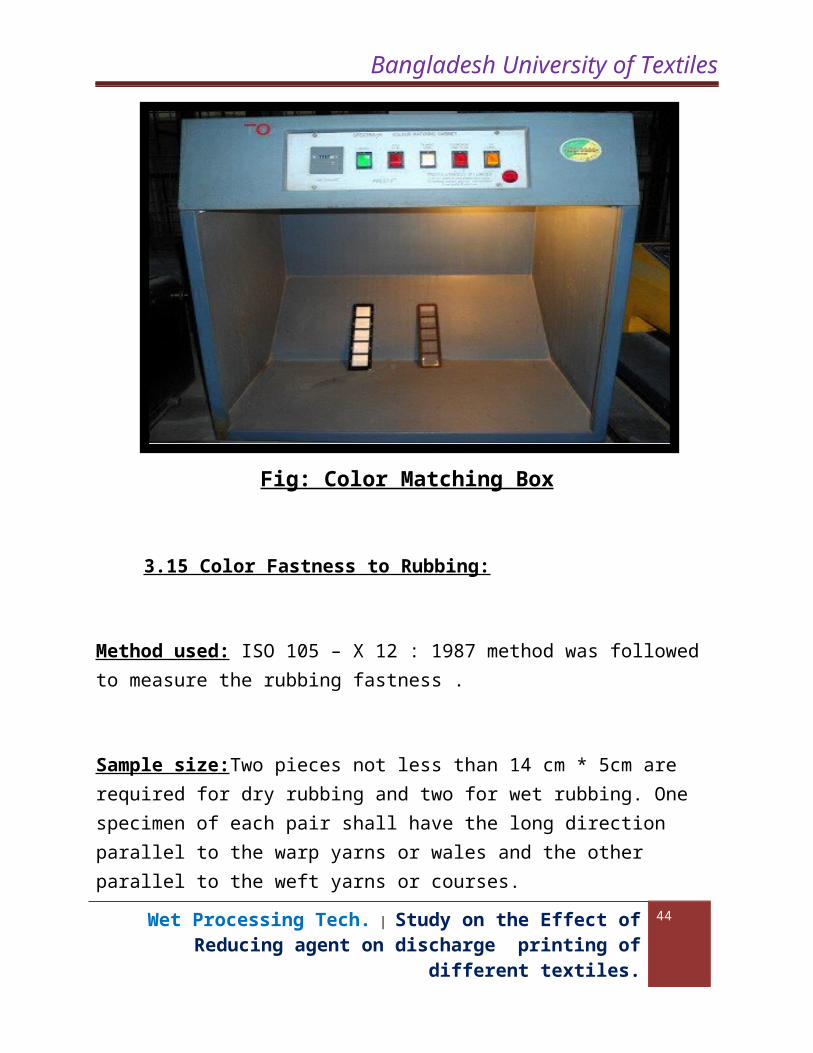
Fig: Color Matching Box
3.15 Color Fastness to Rubbing:
Method used: ISO 105 – X 12 : 1987 method was followed to measure the rubbing fastness .
Sample size:Two pieces not less than 14 cm * 5cm are required for dry rubbing and two for wet rubbing. One specimen of each pair shall have the long direction parallel to the warp yarns or wales and the other parallel to the weft yarns or courses.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
34
Apparatus for rubbing fastness test :
- AATCC Crock meter- Cotton rubbing cloth (desized, bleached without finish)- Grey Scale for staining - Stopwatch- Standard lighting chamber.
Procedure:
For dry rubbing a specimen was mounted on the crock meter. Undyed cloth was mounted on the tip of the finger. The crock meter was operated to rub the specimen in a straight line along a track of 10cm long for times in 10seconds with downward force of 900g.For wet rubbing, the undyed bleach cloth was soaked in water to have 100% expression and mount on the tip of the finger. After rubbing, the degree of staining on the undyed fabric was evaluated using grey scale.
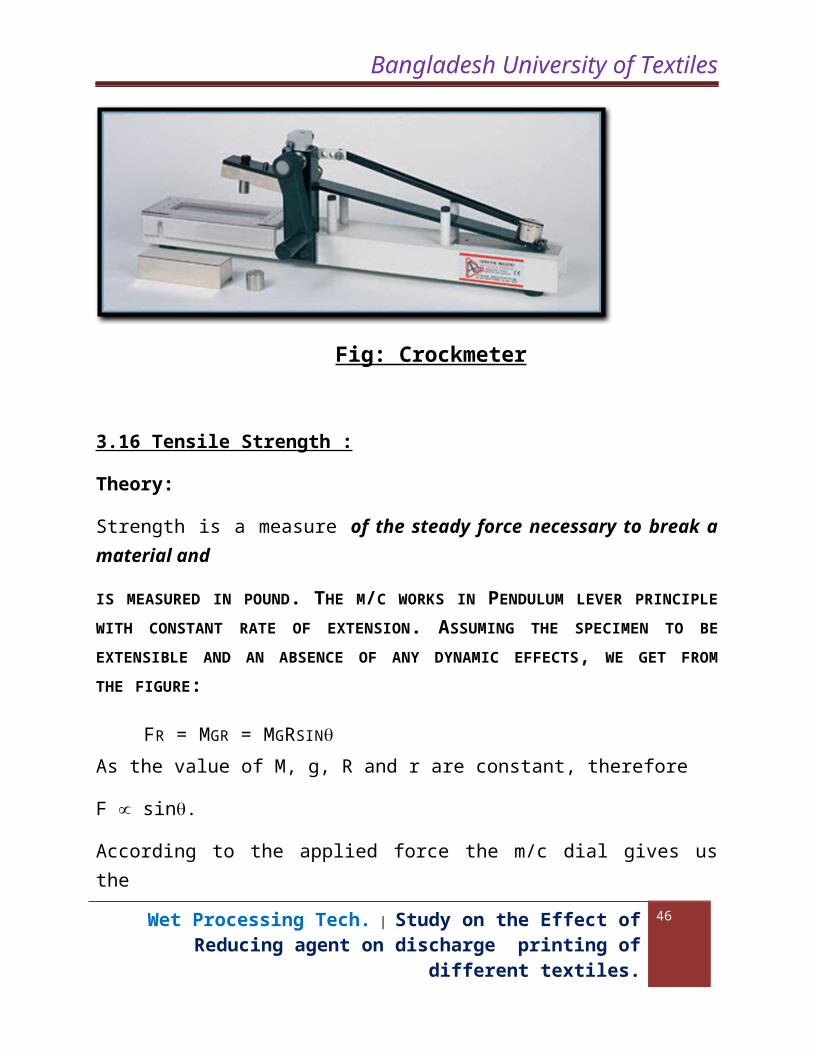
Fig: Crockmeter
| Study on the Effect of Reducing agent on discharge printing of different textiles.
35
F r
J1 R
uj2 pmg J2
vMg
3.16 Tensile Strength :
Theory:
Strength is a measure of the steady force necessary to break a material and
IS MEASURED IN POUND. THE M/C WORKS IN PENDULUM LEVER PRINCIPLE WITH CONSTANT RATE OF EXTENSION. ASSUMING THE SPECIMEN TO BE EXTENSIBLE AND AN ABSENCE OF ANY DYNAMIC EFFECTS, WE GET FROM THE FIGURE:
FR = MGR = MGRSINAs the value of M, g, R and r are constant, therefore
F sin.
According to the applied force the m/c dial gives us the
Strength in lb on the basis of this.
Figure: The pendulum lever principle
| Study on the Effect of Reducing agent on discharge printing of different textiles.
36

Apparatus:
1. Cotton fabric
2. Fabric strength tester
3. Scissors
M/c specification:
The Fabric Strength Tester
Good brand & Co. Ltd.
Capacity: 250lb
Testing atmosphere:
Temperature – 29oC and relative humidity – 76%
Standard atmosphere: temperature – 20oC and relative humidity - 65%.
Sample:
Size – 8inch X 2inch.
No. of sample – 20 (For warp way-10, for weft way-10).
Working procedure:
1. At first 12inch × 2inch fabric was cut out from a big piece of fabric. The excess amount of fabric was cut because the two jaws will require at least 2inch each to grip the fabric. Thus 10 samples were cut down for testing.
2. Now, the first sample is fixed with the upper jaw J1 and the lower jaw J2.
3. The m/c is started and observed the dial until the sample is torn out.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
37

4. When the sample is torn out the m/c is stopped and the reading is taken.
5. By this way the others’ reading are taken.
6. At last average and CV% are calculated.
Fig: Tensile Strength Tester
| Study on the Effect of Reducing agent on discharge printing of different textiles.
38

4.1 Color Fastness to Perspiration:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
39

Perspiration data :
For SnCl2 :
Shade Alkali Acid
2% ( knit) 3-4 3-4
2% (woven) 3 3
3% ( knit) 3-4 3-4
3%(woven) 3 3
4% ( knit) 3 3
4% (woven) 2-3 3
Hydroze:
Shade Alkali Acid
2% ( knit) 3-4 3-4
2% (woven) 3 3
3% ( knit) 3-4 3-4
3%(woven) 3 3
4% ( knit) 3 3
4% (woven) 2-3 3
Rongolite:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
40

Shade Alkali Acid
2% ( knit) 4-5 4-5
2% (woven) 4-5 4-5
3% ( knit) 4-5 4-5
3%(woven) 4-5 4-5
4% ( knit) 4-5 4-5
4% (woven) 4-5 4-5
knit alkaliknit acid
woven alkaliwoven acid
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Chart Title
HydrozeSnCl2Rongolite
Axis Title
From this chart we can figure out that Rongolite is better than the others in case of fastness to perspiration.
4.2 Color Fastness to Wash:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
41
SnCl2
Shade Grey Scale
2% ( knit) 4
2% (woven) 4
3% ( knit) 3-4
3%(woven) 3-4
4% ( knit) 3
4% (woven) 3
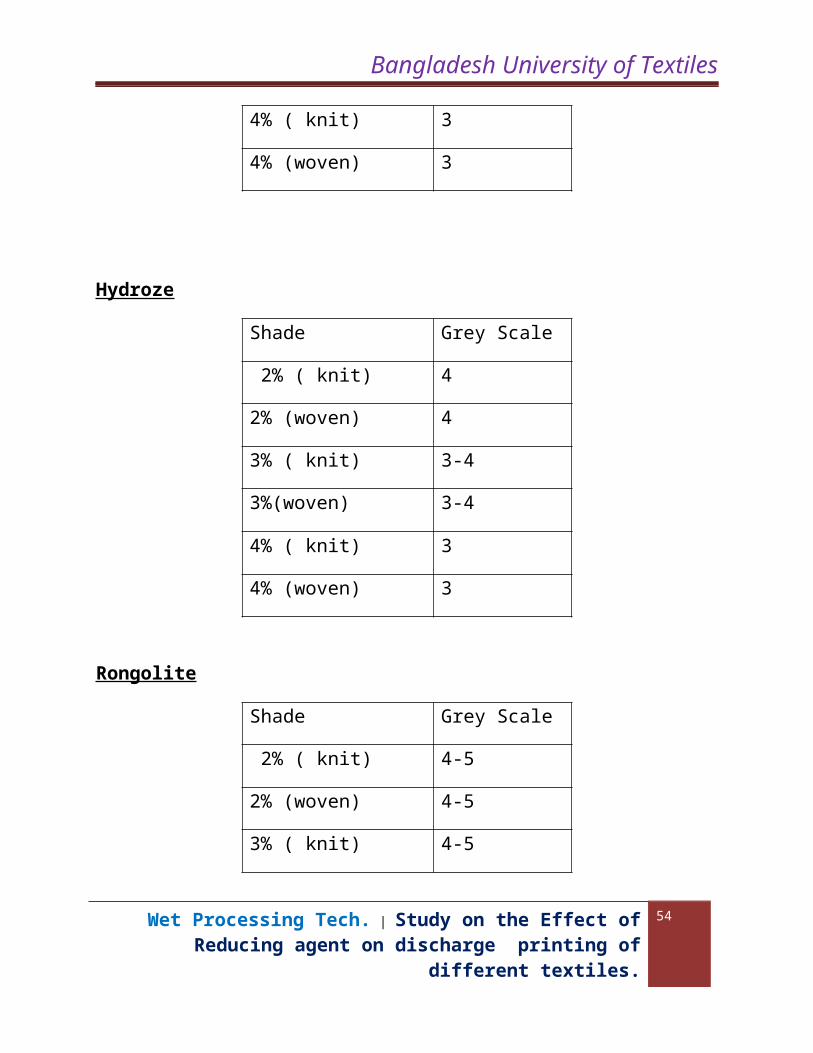
Hydroze
Shade Grey Scale
2% ( knit) 4
2% (woven) 4
3% ( knit) 3-4
3%(woven) 3-4
4% ( knit) 3
4% (woven) 3
Rongolite
| Study on the Effect of Reducing agent on discharge printing of different textiles.
42

Shade Grey Scale
2% ( knit) 4-5
2% (woven) 4-5
3% ( knit) 4-5
3%(woven) 4-5
4% ( knit) 4-5
4% (woven) 4-5
2% knit2%
woven 3% knit3%
woven 4%knit4%
woven
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
hydrozeSnCl2Rongolyte
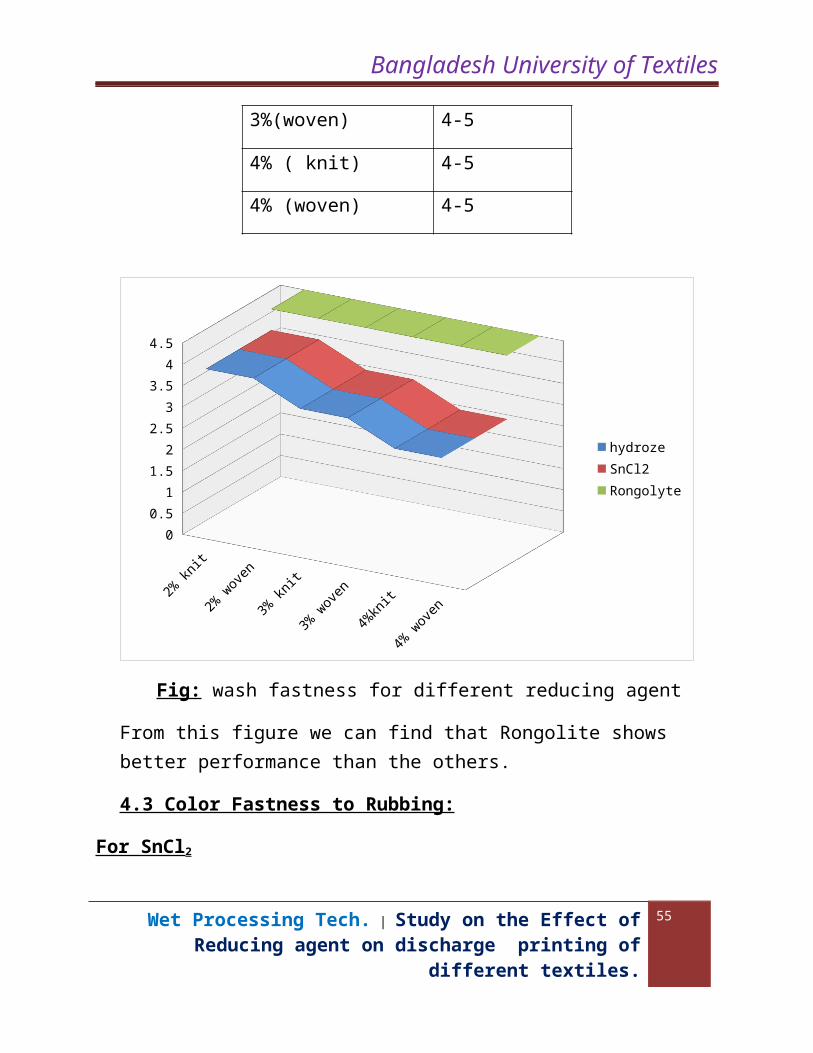
Fig: wash fastness for different reducing agent
From this figure we can find that Rongolite shows better performance than the others.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
43
4.3 Color Fastness to Rubbing:
For SnCl2
Shade Dry Wet
2% ( knit) 4 4
2% (woven) 4 3
3% ( knit) 4 3-4
3%(woven) 4 3
4% ( knit) 4 3-4
4% (woven) 4 3
Hydroze:
Shade Dry Wet
2% ( knit) 3 - 4 4
2% (woven) 3 – 4 3
3% ( knit) 3 – 4 3-4
3%(woven) 3 – 4 3
4% ( knit) 3 – 4 3-4
4% (woven) 3 - 4 3
Rongolite:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
44

Shade Dry Wet
2% ( knit) 4-5 4-5
2% (woven) 4-5 4-5
3% ( knit) 4-5 4-5
3%(woven) 4-5 4-5
4% ( knit) 4-5 4-5
4% (woven) 4-5 4-5
2% knit 2%woven 3%knit 3%woven 4%knit 4%woven0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
SnCl2HydrozeRongolite
Fig: Rubbing test for dry state
| Study on the Effect of Reducing agent on discharge printing of different textiles.
45
2%knit 2%Woven 3%knit 3%woven 4%knit 4%woven0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
SnCl2HydrozeRongolite
Fig: Rubbing test for wet state
From the charts it has been assumed that Rongolite exhibits better fastness properties to rubbing than the other two agents.
4.4 Tensile Strength:
Warp way:
| Study on the Effect of Reducing agent on discharge printing of different textiles.
46

Reading
Fabric strength
(lbs)
Avg strength
(lbs)SD CV%
1 62
62.4 .93 1.52
2 62
3 63
4 63
5 62
Weft way:
Result:
The warp way fabric strength= 62.4lbs
The weft way fabric strength= 60.4 lbs
The CV% for warp way fabric strength=1.52%
| Study on the Effect of Reducing agent on discharge printing of different textiles.
47
Reading
Fabric strength
(lbs)
Avg strength
(lbs)SD% CV%
1 60
60.4 .93 1.54
2 60
3 61
4 61
5 60

The CV% for weft way fabric strength=1.54%
4.5 Comparison:
Strength loss for reducing agent :
Sample size: 8” * 2”
Woven :
FOR HYDROZE
FOR SnCl2 For Rongolite
Shade
%
Pretreated fabric strength (lb)
Printed fabric strength (lb)
Net strength loss
Shade
%
Pretreated fabric strength (lb)
Printed fabric strength(lb)
Net strength loss
Shade
%
Pretreated fabric strength (lb)
Printed fabric strength (lb)
Net strength loss
2% 60 58 3.33%
2% 60 55 8.33%
2% 60 56 6.67%
3% 60 58 3.33%
3% 60 55 8.33%
3% 60 56 6.67%
4% 60 57 5% 4% 60 54 10% 4% 60 55 8.33%
| Study on the Effect of Reducing agent on discharge printing of different textiles.
48
2%woven3%woven
4%woven
0
1
2
3
4
5
6
7
8
9
10
HydrozeSnCl2Rongolite
Fig: comparison for strength loss in woven fabric for different reducing agent
From this chart we can assert that Hydrose displays low strength loss of fabric where the others cause significant losses.
Cost analysis:for 1 kg
For hydroze For SnCl2 For Rongolite
| Study on the Effect of Reducing agent on discharge printing of different textiles.
49
Chemical
name
Unit
Prize
Total
price
Chemical
name
Unit
Prize
Total Chemical
name
Unit
Prize
Total
Thickener
(Na-alginate)
650 650 Thickener
(starch)
120-140
120-140
Thickener
(Na-alginate)
650 650
TiO2 600 600 TiO2 600 600 TiO2 600 600
Egg
albumin
40 40 Egg
albumin
40 40 Egg
albumin
40 40
R.A 200 200 R.A 9000 9000 R.A 1500
1500
Total/Kg 1490 1490 Total/Kg 9760 9760 Total/Kg 2790
2790
| Study on the Effect of Reducing agent on discharge printing of different textiles.
50

Reagent0
2000
4000
6000
8000
10000
12000
HydrozeSnCl2Rongolite
Cost comparison
cost
in tk
/kg
Fig: cost analysis for different reducing agent
After analyzing the cost comparison we have reached in this decision that Hydrose costs the least whereas SnCl2 costs a significant amount of money to prepare one kg paste.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
51

Conclusion
| Study on the Effect of Reducing agent on discharge printing of different textiles.
52

From this comparative study of different types of reducing agents used in discharge printing we can submit that-
1. Rongolite displays higher color fastness to perspiration than the others.
2. Rongolite exhibits higher color fastness to rubbing than the others.
3. Rongolite shows higher color fastness to wash than the others.4. Hydrose is better than the others in case of loss in tensile strength
of fabric than the others.5. In case of cost comparison Hydrose is less expensive than the
others whereas SnCl2 is the most expensive.
After justifying the terms - cost, color fastness, washing fastness, perspiration fastness, rubbing fastness, light fastness, fabric strength and quality of printing, we find that Rongolite shows better result in almost all aspects than other two competitors. So, that’s why it is widely used in mills and factories for attaining better results in discharge printing.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
53
REFERENCES
1. Miles L W C ,Textile Printing 2nd Edition, p-(196 – 217)
2. Trotman ER, Dyeing And Chemical Technology Of Textile Fibres, p-431
3. Broadbent A D, Basic Principles Of Textile Coloration, p-(287,493)
4. Clarke W, An Introduction to Textile Printing, p-(189-204)
5. Shenai V A, Technology of Printing Vol-4, p-(212-221)
6. Knecht E & Fothergill J B, The Principles And Practice Of Textile Printing, p-(664-669)
7. Booth J E, Textile Testing & Quality Control.8. http:// en. Wikipedia.org/wiki/printing.
| Study on the Effect of Reducing agent on discharge printing of different textiles.
54
| Study on the Effect of Reducing agent on discharge printing of different textiles.
55
SAMPLES
HYDROSE
SnCl 2
RONGOLITE
KNIT
WOVEN
WOVEN
KNIT
KNIT
KNIT