economic feasibility of polymer-impregnated concrete as a … journal... · 2018-11-01 · economic...
TRANSCRIPT

Economic Feasibility ofPolymer-ImpregnatedConcrete as aBuilding Material
S. A. Frondistou-Yannas G. L. DietzAssistant Professor of Civil EngineeringҟGraduate StudentDepartment of Civil EngineeringҟDepartment of Civil EngineeringMassachusetts Institute of TechnologyҟMassachusetts Institute of TechnologyCambridge, MassachusettsҟCambridge, Massachusetts
Presents an in-depth economic feasibility study ofusing polymer-impregnated concrete (PIC) as abuilding material in the precast concrete industry.A precasting plant is designed for steadyproduction and a comparative analysis is made ofthe incremental cost of PIC over the cost ofconventional concrete with particular referenceto panel production.
62

D uring the past few years, newconcrete improvement process-
es, such as polymer impregnation ofconcrete, have become technologi-cally feasible and available for use bythe precast concrete industry. In-creased strength-to-weight ratios,stiffness, esthetic potential, and dura-bility are the attainable advantages ofpolymer-impregnated concrete (PIC)over conventional concrete. However,the precast concrete industry has yetto utilize this important innovation.
It is evident that PIC is a superiormaterial and that its widespread usehinges only on cost. The objective ofthis work is to assess the comparativeeconomic attractiveness of PIC as abuilding material.
We find that, of the two monomersstudied in this work, methyl methac-rylate and styrene, the latter iseconomically more attractive. Fur-thermore, of the two polymerizationprocesses studied, irradiation and thethermal-catalytic process, the latterholds the economic advantage.
The relative economic position ofPIC (versus conventional precast con-crete) is improved when the construc-tion involves exterior elements(higher durability and esthetic poten-tial of PIC).
When advantage is not taken of thesuperior strength of PIC members andtheir thickness is not correspondinglyreduced, PIC units are more costlythan conventionally precast units. Re-duction of the thickness of PIC mem-bers to reflect their increased strengthenhances the relative economic posi-tion of PIC when the building site isfar from the plant. (The transportationcost of PIC is lower due to its lowerweight.)
In the particular case of styrene-impregnated exterior panels of re-duced thickness, polymerized by thethermal-catalytic process, we find thatthese panels are economically moreattractive than conventional ones
when the construction site is at a dis-tance of at least 30 to 100 miles, theprecise distance depending on theplant utilization factor.
Background
A 1972 Report by the Long-RangePlanning Committee of the Pre-stressed Concrete Institute' points outthe need for materials with higherstrength-to-weight ratios, higherdurability and improved estheticproperties. All of the above are ac-complished in a remarkable way by arelatively new material, polymer-impregnated concrete (PIC), de-veloped recently in a joint effort of theBureau of Reclamation and Brookha-ven National Laboratory. PIC can bebest produced in a precast concreteplant by a process in which normalhardened concrete that has been im-pregnated with a monomer is sub-sequently polymerized in situ to yieldthe final product.
A comparative study of PIC andconventional concrete shows that theformer has a compressive and tensilestrength two to four times greater,modulus of elasticity about two timesgreater, freeze-thaw resistance that isdramatically improved, and waterpermeability that is less than one-third that of conventional concrete(Table 1). Clearly, PIC is a superiorproduct and its employment is only aquestion of relative costs.
Work done in the area of economicsof PIC in the United States concen-trates on PIC applications where itsincreased durability and strengthproperties are of special importanceand can be used to advantage. In oneof these studies,2 it is concluded thatthe production cost of PIC concretepipes is 40 percent higher than that ofconventional concrete pipes of thesame dimensions. However, the au-thors felt that the above increase in
PCI JOURNAL/July-August 1977ҟ 63
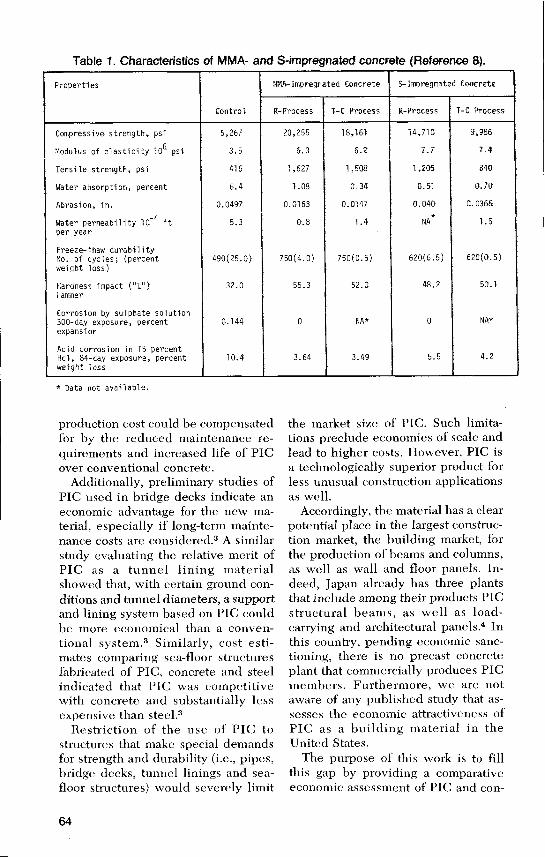
Table 1. Characteristics of MMA- and S-impregnated concrete (Reference 8).
Properties
Control
NMA-Impregnated Concrete S-Impregnated Concrete
R-Process T-C Process 9-Process T-C Process
Compressive strength, psi 5,267 20,255 18,1.51 14,710 9,986
Modulus of elasticity 106 psi 3.5 6.3 6.2 7.7 7.4
Tensile strength, psi 416 1,627 1,508 1,205 840
Water absorption, percent 6.4 1.08 0.34 0.51 0.70'
Abrasion, in. 0.0497 0.0163 0.0147 0.040 0.0365
Water permeability 10- 4 ft 5.3 0.8 1.4 NA* 1.5
per year
Freeze-thaw durability
No. of cycles; (percent 490(25.0) 750(4.0) 750(0.5) 620(6.5) 620(0.5)
weight loss)
Hardness impact ("L") 32.0 55.3 52.0 48.2 50.1
Hammer
Corrosion by sulphate solution
300-day exposure, percent 0.144 0 NA* 0 NA*
expansion
Acid corrosion in 15 percent
Hcl, 84-day exposure, percent 10.4 3.64 3.49 5.5 4.2
weight loss
* Data not available.
production cost could be compensatedfor by the reduced maintenance re-quirements and increased life of PICover conventional concrete.
Additionally, preliminary studies ofPIC used in bridge decks indicate aneconomic advantage for the new ma-terial, especially if long-term mainte-nance costs are considered. 3 A similarstudy evaluating the relative merit ofPIC as a tunnel lining materialshowed that, with certain ground con-ditions and tunnel diameters, a supportand lining system based on PIC couldbe more economical than a conven-tional system. 3 Similarly, cost esti-mates comparing sea-floor structuresfabricated of PIC, concrete and steelindicated that PIC was competitivewith concrete and substantially lessexpensive than steel.3
Restriction of the use of PIC tostructures that make special demandsfor strength and durability (i.e., pipes,bridge decks, tunnel linings and sea-floor structures) would severely limit
the market size of PIC. Such limita-tions preclude economies of scale andlead to higher costs. However, PIC isa technologically superior product forless unusual construction applicationsas well.
Accordingly, the material has a clearpotential place in the largest construc-tion market, the building market, forthe production of beams and columns,as well as wall and floor panels. In-deed, Japan already has three plantsthat include among their products PICstructural beams, as well as load-carrying and architectural panels. 4 Inthis country, pending economic sanc-tioning, there is no precast concreteplant that commercially produces PICmembers. Furthermore, we are notaware of any published study that as-sesses the economic attractiveness ofPIC as a building material in theUnited States.
The purpose of this work is to fillthis gap by providing a comparativeeconomic assessment of PIC and con-
64

ventional precast concrete as buildingmaterials. To achieve the above wehave selected a representative build-ing element (a concrete panel) , whichis widely used in the precast concreteindustry today and have designed thecorresponding PIC product and pro-duction facility.
PIC is still an experimental product,and there is no consensus on the na-ture of the optimal monomer or poly-merization process. For this reason,we have studied the two most exten-sively tested monomers, methylmethacrylate (MMA) and styrene (S),and two quite different polymeriza-tion processes: the thermal-catalytic(T-C) process and irradiation (R)which makes use of cobalt-60 as asource.
For the above four combinations ofmaterials and processes we have de-rived production, transportation anderection costs. In addition, we havederived savings accruing to the useras a result of lower maintenance re-quirements of the PIC units. Thecomparison with conventionally pre-cast concrete (CONY) products wasmade on the basis of incremental (ad-ditional) costs, whether positive ornegative, of PIC products.
Product Design andCost of Materials
We have selected a concrete panelof 35-ft length and 101/2-ft height, re-ported to be a panel of average di-mensions,5 as a representative productof the precast concrete industry. BothPIC panels and CONY panels studiedin this work have been assumed tohave the above dimensions. However,while the CONY panel will have athickness of 8.00 in., the PIC panelswill have a thickness ranging from3.30 to 3.94 in (Table 2), a reflectionof the increased strength of PIC.
Savings, positive or negative, have
been derived for the above product.However, similar savings have beenassumed to accrue for the other prod-ucts (e.g., beams, columns, panels ofsizes other than the above, etc.) aswell. Therefore, the analysis has beenassumed to extend to a variety ofproducts of the precast concrete in-dustry.
To each monomer (MMA and S)used in the irradiation process wehave added a cross-linking agent,trimethylol-propane trimethacrylate(TMPTMA) to an extent of 10 percentby weight of monomer. For thethermal-catalytic process, we haveadded a catalyst, benzoyl peroxide(BZP), to the monomers. The amountof BZP added to MMA and S is 1 and2 percent, respectively, by weight ofmonomer.
We have assumed that the PICpanels will be penetrated by polymersto their full thickness. This impliesthat monomer loading will amount to7 percent by weight of the panel.
Based on the above assumptions wehave listed the estimated costs of ma-terials both for CONY and PIC panelsin Table 2.
Manufacturing Processand Initial Investment
The capacity of the plant has beenassumed to be 3,087,000 sq ft ofpanels per year. For continuous oper-ations, specifically recommended forthe irradiation process, of 350 workingdays per year, and for the selectedsize of panels, the above assumptionimplies a production of 24 panels aday, or 8400 panels a year. In thiswork, we have estimated the produc-tion costs for four plant utilization fac-tors: 1.0, 0.8, 0.6, and 0.4.
The basic procedure in producingpolymer-impregnated precast con-crete products involves drying theconcrete components to remove free
PCI JOURNAL/July-August 1977ҟ 65

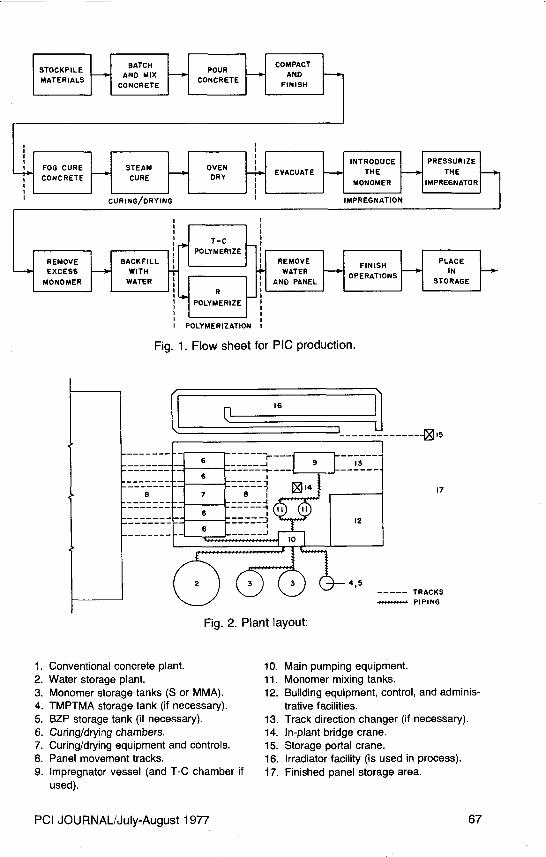
moisture, placing them in vacuum toremove air, immersing them in aliquid monomer under pressure toachieve saturation, and polymerizingthe monomer by heat or nuclear radia-tion. The steps involved in the aboveprocess are schematically illustratedin Fig. 1, from where it can be seenthat the very first four steps and thevery last two steps are common toproduction both of CONV and PICmembers.
Since the purpose of this analysis isto derive the additional or incremen-tal cost of PIC, we will concentrate onthe fifth to fourteenth steps, which areunique to the PIC product. The onlyrequirement placed on the first foursteps in Fig. 1 is the production of 24units per 24 hrs, the latter being con-sistent with the assumed output.
Curing and drying
Curing and drying in the designedplant take place in the same chamber,a rectangle measuring 40 x 15 x 12 ft,made of steel walls of average thick-ness of 0.75 in. On top of the chamberthere is a convection oven equippedwith the necessary fans transferringheat through ducts into the chamber.
There are four such chambers in theplant (see Fig. 2, blocks labeled 6),each with a capacity of 12 panels. Inintervals of 12 hrs, groups of 12 panelsenter subsequent chambers. There-fore, in a curing and drying processthat lasts four times 12, or 48 hrs (seeTable 3), a group of 12 panels entersthe impregnator every 12 hours.
The time requirements for curingand drying are shown in Table 3,while the initial investment required
Table 2. Raw materials costs for CONV and PIC panels of equal carrying capacity.
Panel Details and Cost
Panel Type
CONY MMA/R MMA/T-C S/R S/T-C
1. Panel width (ft) 10.5 10.5 10.5 10.5 10.5
2. Panel length (ft) 35.0 35.0 35.0 35.0 35.0
3. Panel thickness (in.) 8.0 3.3 3.4 3.56 3.94
4. Panel weight (lbs) 36,750 16,227 16,708 17,495 19,372
5. Weight of polymeragents (lb per panel)
MMA 0.0 955.8 1,093.0 0.0 0.0
S 0.0 0.0 0.0 1,030.5 1,267.0
TMPTMA 0.0 106.2 0.0 114.5 0.0
BZP 0.0 0.0 10.9 0.0 25.3
6. Cost of polymer agents($ per panel)
MMA 0.0 363.20 415.34 0.0 0.0
S 0.0 0.0 0.0 242.17 297.75
TMPTMA 0.0 127.44 0.0 137.40 0.00
BZP 0.0 0.0 19.08 0.0 44.28
Total 0.0 490.64 434.42 379.57 342.03
7. Cost of concrete rawmaterials ($ per panel) 379.75 156.71 161.36 168.95 187.09
8. Total cost of rawmaterials ($ per panel) 379.75 647.35 595.78 548.52 529.12
9. Total raw materialscost ($ per year) for 3,189,900 5,437,740 5,004,552 4,607,568 4,444,608a yearly production of8400 panels
10. Incremental PIC cost($ per year) for an8400 yearly production - - 2,247,840 1,814,652 1,417,668 1,254,708
66
STOCKPILE
POUR H CF NNSHMATERIALS CONCRETE
i FOG CURECONCRETE
REMOVEEXCESS
MONOMER
INTRODUCE PRESSURIZESTEAM OVEN I EVACUATE THE THECURE DRY MONOMER IMPREGNATOR
CURING/DRYING1
I IMPREGNATION
11
1 T—C Y
POLYMERIZE fBACKFILL ^ REMOVE FINISH PLACE
WITH WATE INWATER i j AND PANEL OPERATIONS STORAGE
RPOLYMERIZE
I POLYMERIZATION
Fig. 1. Flow sheet for PIC production.
6
--------------M 15
17
---- TRACKS.«++ua. PIPING
Fig. 2. Plant layout:
1. Conventional concrete plant. 10. Main pumping equipment.2. Water storage plant. 11. Monomer mixing tanks.3. Monomer storage tanks (S or MMA). 12. Building equipment, control, and adminis-4. TMPTMA storage tank (if necessary). trative facilities.5. BZP storage tank (if necessary). 13. Track direction changer (if necessary).6. Curing/drying chambers. 14. In-plant bridge crane.7. Curing/drying equipment and controls. 15. Storage portal crane.8. Panel movement tracks. 16.ҟIrradiator facility (is used in process).9. Impregnator vessel (and T-C chamber if 17. Finished panel storage area.
used).
PCI JOURNAL/July-August 1977ҟ 67

in processing facilities appears inTable 4.
ImpregnationAfter the curing and drying
chamber, the PIC panels enter theimpregnator: a cylindrical pressurevessel made of steel that has a diame-ter of 17 ft, a length of 40 ft and aver-age wall thickness of 1.5 in. Equip-ment associated with the impregnatorinclude a main and a secondary vac-uum pump, a pressure pump, a waterpump and monomer pump. There isone impregnator in the plant (Fig. 2)which can take 12 panels at a time.The initial investment required for
impregnation is given in Table 4.The first operation that takes place
in the impregnator is evacuation.Here the air is removed from the voidspace in concrete at a vacuum of 30 in.Hg in order to maximize monomerloading. In the second operation theimpregnator is filled with sufficientmonomer mix to maintain the panelsin total immersion. The monomer mixcomes directly form a mix tank wherethe monomer and the required addi-tives have been previously mixed.The third operation involves pres-surizing the impregnator to 10 psig inorder to speed up monomer impregna-tion. Finally, any remaining monomer
Table 3. PIC processing time schedule.
Time EstimateOperation (hours)
1. Curing-Drying
Fog cure at 73 F 3.0
Raise temperature at 31 F per hourto a maximum of 150 F 2.5
Maintain temperature at 150 F 18.5
Oven-dry members to a constantweight at 302 F 20.0
Raise temperature from 150 F to302 F,Allow members to cool from302 F to 73 F, handle members 4.0
Subtotal 48.0
Impregnation
Clean impregnator 0.5
Place panels in chamber 0.5
Evacuate chamber (a) achieve 2.5
(b) maintain 0.5
Add monomer from mixing tank 0.5
Pressurize (a) achieve 2.5
(b) maintain 0.5
Remove monomer and release pressure 0.5
Water-backfill chamber 0.5
Remove panels from chamber* 0.5
Subtotal 9.0
3 • polymerization
Irradiation process (12 panels) 12.0
Thermal-catalytic process (12 panels) 3.0
* In the thermal-catalytic process polymerization takes placein the Impregnator. Therefore panels are removed afterpolymerization has taken place.
68

mix solution that has not been ab-sorbed by the panels is removed fromthe impregnator and the latter isbackfilled with sufficient water tocompletely immerse the panels in it,thereby preventing evaporation ofMMA and S prior to polymerization.
The time requirements for polymerimpregnation are presented in Table3. A total of 9 hrs is required for thisprocess.
PolymerizationFollowing impregnation, poly-
merization of the monomer takes
place, either by irradiation or by thethermal-catalytic process.
In the irradiation process, a specificdose of gamma radiation is applied tothe monomer-soaked, water-immersedpanels, and polymerization occurs bythe free radical mechanism. A gammairradiator system consists of a target(in this case the panel), a radioactivesource, a conveyance mechanism tomove the target, shielding and storagefacilities.
The irradiator facility design isshown in Fig. 3. It can be seen thatthe design allows 12 distinct panel
Table 4. PIG facility nonrecurring costs.
Operation Costs ($)
MMA/R MMA/T-C S/R S/T-C
Curing/Drying
Four steel chambers 472,500 472,500 472,500 472,500
Four convection ovens 136,000 136,000 136,000 136,000
Foundation and setup 47,250 47,250 47,250 47,250(estimated at 10 percentof chamber cost)
Miscellaneous costs 32,788 32,788 32,788 32,788(5 percent of the above)
Subtotal 688,538 688,538 688,538 688,538
Impregnation
Steel chamber 324,000 324,000 324,000 324,000
Foundation and setup 32,400 32,400 32,400 32,400(10 percent of chambercost)
Main and secondary vacuum, 11,000 11,000 11,000 11,000pressure, water and monomerpumps
Miscellaneous (5 percent 18,370 18,370 18,370 18,370of impregnation costs)
Subtotal 385,770 385,770 385,770 385,770
Polymerization
Irradiator 1,844,977 - - - 3,477,602 - - -
T-C process - - - 78,540 - - - 78,540
Support Operations
Chemical storage facility 32,710 31,739 41,782 46,922
Buildings 200,000 200,000 200,000 200,000
Land 21,870 17,100 21,870 17,100
Materials handlingequipment 20,290 20,290 20,290 20,290
$1,421,977 $4,835,852Total $3,194,155 $1,437,160
PCI JOURNAL/July-August 1977ҟ 69

positions (Positions 6 to 17 in Fig. 3)inside the chamber itself. Each panelenters the irradiation facility at Posi-tion 1 and is conveyed to the waitingarea, between Positions 3 and 5.
When all 12 panels are in the wait-ing area, the first panel enters the ir-radiation chamber in Position 6. Asthis panel moves slowly to Position 7,the next panel from the waiting areamoves into vacated Position 6. Thisoperation continues until the firstpanel has reached Position 17.
At this time, the irradiation chamberpanel positions (6 to 17) are com-pletely occupied by the 12 panels. Aseach panel completes its movementthrough all 12 irradiation chamber po-sitions, it is conveyed back to thewaiting area. The polymerized panelsare then removed from the facility.
The source material in this design iscobalt-60. There are two line sources
of cobalt-60, and each panel passes oneither side of these sources (Fig. 3).There is a conveyor system to trans-port the panels to the irradiatorchamber and out of it. Furthermore,shielding is provided by a 5-ft thickconcrete wall.
Additional equipment includes afacility to store cobalt-60 and a con-veyor mechanism to bring it to the ir-radiation chamber. Also, there areradiation detectors and safety inter-lock systems, source and productdosimetry equipment and radioiso-tope source shipping cask and tools.The initial investment required for allof the above equipment and facilitiesappears in Table 5.
It takes 12 hrs to process a group of12 panels by irradiation (Table 3).Since it takes only 9 hrs for impregna-tion, the impregnator will be idle for 3hrs.
Fig. 3. Irradiator facility design; C: cobalt-60. Numbers 1-17 are panel positions.
70

Table 5. Irradiation processing facilities: nonrecurring costs.
Item
Cost $
MMA S
Shielding $ҟ546,390 $ҟ546,390(5-ft thick concrete walls at acost of $0.05 per lb)
Conveyor system 65,680 65,680(monorail, 821-ft long, installedcost $80 per linear ft)
Line source storage and conveyor 44,000 88,000Other miscellaneous radiation 27,000 27,000equipmentFoundation and setup costs 54,639 54,639(10 percent of shield costs)
Plant cost $ҟ737,709 $ҟ781,709
Miscellaneous costs 36,885 39,085(5 percent of plant cost)
Engineering costs 73,771 78,171(10 percent of plant cost)
Initial cobalt-60 capital investment 996,612 2,578,637(Source strength required:1,718,296 Ci for MMA and4,445,925 Ci for S at a priceof $0.58 per Ci)
Total $1,844,977 $3,477,602
In the thermal-catalytic process,polymerization takes place in the im-pregnator over 3 hrs (Table 3) at a hotwater temperature of 167 F. Addi-tional equipment required for the im-pregnator include a boiler, a holdingtank, a water pump, piping and insula-tion at a total cost reported in Table 4.
Support facilities for either poly-merization process include tanks forthe storage of monomers and addi-tives, mixing tanks to combine theabove, and materials handling equip-ment. The costs of the above areshown in Table 4, together with thecost of land and buildings to housethe PIC operations.
It can be seen from Table 3 that forpolymer impregnation by the irradia-tion method an initial investment ofabout $3.2 to $4.8 million is required,while for the thermal-catalytic processan initial investment of about $1.5million is required.
Annual Cost ofPIC Operation
The annual incremental cost of thePIC operations—that is, costs overand above the costs incurred in theconventional precasting part of theoperations—includes the incrementalcost of materials and all labor, over-head, depreciation, maintenance,utilities, interest on working capital,amortization and interest on debt andreturn on owner's equity, associatedwith the fifth to fourteenth steps inFig. 1. These costs, in terms of dollarsper year, are summarized in Table 6.
The incremental cost of panel mate-rials reported in Table 6 (Item 1) hasbeen transferred from Table 2. Tothese costs and for the irradiation pro-cess, one has to add the yearly cost ofuse of the cobalt-60 source. Since theradioisotope is a capital asset, it is de-
PCI JOURNAL/July-August 1977ҟ 71

preciated like any other piece ofequipment in the processing plant.
Also, since the cobalt-60 source isdecaying while in use, it must beperiodically replaced to maintain aneconomical processing capability. As-suming a linear depreciation method,a ten year depreciation period, a 12.6percent radioactive decay per year,and a $0.58 cost per curie, the cost ofone curie per year becomes:
(12.6% + 10%) x ($0.58) _$0.131 per curie-year
The above number multiplied bythe annual source strength require-ments, which for the specific productsand facilities designed in this workare 1,718,296 and 4,445,925 curies peryear for the MMA- and S-impregnatedproduct, respectively,6 gives a cost of$225,097 and $582,416 per year forthe MMA- and S-impregnated prod-ucts, respectively (Item 2, Table 6).
Labor costs (Item 3 in Table 6) arederived from Table 7. The latter pro-vides a somewhat more detailed in-sight into manpower requirements
and costs associated with Steps 5 to 14in Fig. 1. To derive depreciation costs(Item 4, Table 6) we have assumed astraight line depreciation method anda design life of 20 years for buildingsand facilities and 10 years for equip-ment.
Maintenance costs (Item 5, Table 6)have been assumed to vary from a lowof 5 percent to a high of 25 percent oftotal initial investment in the variousequipment and facilities a year. Theoperating supplies (Item 6, Table 6)have been assumed to be 1/2 percent ofthe total initial investment reported inTable 4, while local taxes and insur-ance costs (Item 7, Table 6) have beenassumed to be 2 percent of total initialinvestment shown in Table 4.
The cost of utilities (Item 8, Table6) includes the cost of power, water,light and heat and are based on Refer-ence 1. We have assumed a workingcapital of $308,700 at an interest of 10percent (Item 9, Table 6).
Finally, we have assumed that 30percent of the intital capital require-
Table 6. Annual costs of the PIC operations.
Cost ($ per Year)
MMA/R MMA/T-C SIR S/T-CItem
1.ҟIncrementalҟPIC $2,247,840 $1,814,652 $1,417,668 $1,254,708materials cost
2.ҟCobalt-60 costs 225,097 - - - 582,416 - - -3.ҟLabor 641,760 466,200 641,760 466,2004.ҟDepreciation 134,579 87,551 140,546 89,0695.ҟMaintenance 208,433 173,186 214,400 174,7046.ҟOperating supplies 15,971 7,110 24,179 7,1867.ҟLocal taxes and 63,883 28,440 96,717 28,743
insurance8.ҟUtilities
Power 178,377 171,633 178,883 171,633Water 12,714 12,168 12,714 12,168Light 36,000 36,000 36,000 36,000Heat 26,250 31,500 26,250 31,500
9.ҟWorking capital 30,870 30,870 30,870 30,870interest
10.ҟDebt service 112,594 50,125 170,464 50,66011.ҟ20 percent return 447,182 198,000 675,000 201,000
on equity
$4,381,550 $3,107,435 $4,247,867 $2,554,441Total
72

ment is obtained in the form of acommercial loan. At an interest rate of10 percent and for a 20-year term, theloan constant is 11.75%; that is, 11.75percent of the initial loan is paid eachyear (Item 10, Table 6) during theterm of the loan, to amortize the prin-cipal and yield a 10 percent interest.The remaining 70 percent of capital issupplied by the owners. We have as-sumed a 20 percent return on equitybefore taxes (Item 11, Table 6).
The total annual cost for the irradia-tion process (Item 12, Table 6) isabout $4.3 million, while that for thethermal-catalytic process is $2.5 to$3.1 million.
The above figures overstate the in-cremental cost of PIC over CONY,because of double counting—curing ispart of the conventional operation aswell—and because of the fact thatconventional Steps 1-4 (see Fig. 1)cost less for PIC products due to thesmaller thickness (lesser volume) ofthe latter. Therefore, we have de-creased the derived total cost num-bers by 10 percent (after Reference 6)and have calculated the incrementalcosts in dollars per panel square footfor factory utilization of 1.0, 0.8, 0.6,and 0.4 (Table 8).
The costs reported in Table 8 arebased on the assumption that the
Table 7. Labor requirements and annual labor costs by operation.
Operation
Labor Category
LaborRequirement
(hrs per day)
LaborCost
($er hour) )
Annual Labor*Cost
($ per year)Curing/Drying
Supervisory 4 12.50 17,500Operating 24 10.00 84,000Service 4 6.00 8,400
ImpregnationSupervisory 4 12.50 17,500Operating 16 10.00 56,000Service 4 6.00 8,400
IrradiationSupervisory 8 13.20 36,960Operating 48 9.60 161,280Service 8 7.20 20,160Safety engineer 8 13.20 36,960
T-C PolymerizationSupervisory 8 12.50 35,000Operating 8 10.00 28,000Service 8 6.00 16,800
Generalҟ(storage,handling,ҟPIC specialfinishing)
8 12.50 35,000SupervisoryOperating 8 10.00 28,000Service 8 6.00 16,800Crane operator 8 11.00 30,800Process supervisor 16 15.00 84,000
* This includes a charge equal to 100 percent of direct labor cost to includeadministrative services and employee benefits.
PCI JOURNAL/July-August 1977 73

amount of materials consumed is di-rectly proportional to the actual out-put, while all other costs are fixed.That is, it has been assumed that inthe short run, labor costs, depreciationcosts, etc. are not reduced when fac-tory utilization drops.
Transportation Costof PIC Members
PIC panels have lower weight,which results in decreased transporta-tion cost over CONY. For a maximumtruck payload of 20 tons, a 60-min.truck loading time and a 40 mph aver-age velocity of the vehicle, transporta-tion costs have been derived for a 10,50, and a 100-mile transportation dis-tances and are reported in Table 8.
Note that because of weight differ-ences of panels (see Table 2), a truckcan carry either two PIC panels oronly one CONY panel at a time.
Erection Costof PIC Panels
We have made the assumptions thata crew of 10 men, at $10 per hr, work-ing 8 hrs per day, is required to erect6000 sq ft of panel for both CONY andPIC products.
However, there are savings inequipment associated with PIC, be-cause PIC panels weigh less than thecorresponding CONV panels, andthese savings are reported in Table 8.
Exterior Wall Panels:Additional PIC Savings
In the case of exterior wall panelsthere are additional savings of PICover CONV because of aesthetic pos-sibilities and higher durability of theformer.
To produce colored concrete onehas to use pigments in the form of a
liquid paste for the PIC units and inthe form of ground oxides for theCONY units. It is possible that certaindemanded color shades cannot beproduced in one of the productsabove. Also, there is lack of experi-ence in the area of coloring of PICunits.
In spite of the above, and while thefollowing might not fairly describe aspecific case, in general one can statethat for PIC units coloring pastes haveto be added in an amount equal to Ipercent by weight of polymer loading,while for conventional members col-oring powders have to be added in anamount equal to 5 percent by weightof cement. The above reduction in theamount of required pigments for PICproducts results in the savings re-ported in Table 8.
In addition, the user of PIC mem-bers realizes savings when the latterare used as exterior members, becauseof their increased durability (Table 1).For equal durability (freeze-thaw re-sistance) coatings have to be appliedto the CONY panels every few years,while no such maintenance is re-quired for the PIC panels.
In our analysis we have made theassumption that an ordinary surfacecoating is applied to the CONY unitevery 5 years. Furthermore, we haveassumed a life of 30 years for themember and derived the presentvalue of the above maintenance cost.The latter is shown in Table 8.
Cost of PIC MembersWhen Thickness is Not
Reduced to ReflectIncreased Strength
In the analysis , presented above, wehave made the assumption that in de-signing the PIC members full advan-tage has been taken of their increasedstrength, and that the thickness of themembers has been reduced accord-
74

Table 8. Incremental cost of PIC.*
Cost ($ per sq ft)
MMA/R MMA/T-C SIR S/T-C
Incremental Production Costs
Factory utilization 1.0 + 1.29 + 0.91 + 1.25 + 0.75
Factory utilization 0.8 + 1.43 + 1.01 + 1.42 + 0.85
Factory utilization 0.6 + 1.67 + 1.16 + 1.70 + 1.01
Factory utilization 0.4 + 2.11 + 1.47 + 2.22 + 7.32
Incremental Transportation Costs
- 0.08 - 0.08 - 0.08 - 0.08Transportation distance: 10 miles
Transportation distance: 50 miles - 0.22 - 0.22 - 0.22 - 0.22
Transportation distance: 100 miles - 0.39 - 0.39 - 0.39 - 0.39
Incremental Erection Costs - 0.04 - 0.04 - 0.04 - 0.02
Pigment savings -Exterior Walls - 0.17 - 0.17 - 0.16 - 0.15
Maintenance savings -Exterior Walls - 0.42 - 0.42 - 0.42 - 0.42
* A positive sign means that PIC costs more than CONY; a negative signindicates savings of PIC over CONY.
ingly. However, the design of precastpanels is conservative and it is possi-ble that due to architectural or insula-tion considerations, or in order to pro-vide space for mechanical ducts, etc.,panel thicknesses larger than thosewhich are based on strength consider-ations alone will be used.
To investigate this case, we havemade the conservative assumptionthat thicknesses twice those requiredon the basis of strength considerationsalone will be used. Our results aresummarized in Table 9.
The annual raw materials cost re-ported in Table 9, Item 4, is twice thatreported in Table 2, Item 9. (Thick-ness, and therefore volume, of units inTable 9 is twice that of units in Table2.) From the above annual cost figurewe have subtracted $3,189,900, thematerials cost for a conventional panel(Table 2, Item 9), in order to derivethe incremental cost of materials forPIC panels (Table 9, Item 5).
To the latter cost one has to add, forthe irradiation process, the yearly cost
of use of the cobalt-60 source. Sincethe annual source strength require-ments have been doubled with thedoubling in thickness, figures re-ported in Table 9, Item 6, are twicethose reported in Table 6, Item 2.
All other annual production costshave been assumed to be indepen-dent of panel thickness; thus Item 7,Table 9, is the sum of Items 3 to 11 inTable 6.
If advantage is not taken of thesuperior strength of PIC, the total an-nual production cost becomes veryhigh: $10.0 million for the irradiationprocess and $7.0 to $8.0 million forthe thermal-catalytic process (Item 8,Table 9). The above costs are morethan twice their counterpart costs re-ported in Table 6, where full advan-tage has been taken of strength in-creases in the design of PIC members.
The figures in Item 8, Table 9,overstate the incremental cost of PICover CONV because of doublecounting-for example, curing is prac-ticed both in the conventional and in
PCI JOURNAL/July-August 1977 75

the PIC operations. Accordingly, wehave decreased the derived total costnumbers for PIC by 5 percent (afterReference 6) and have calculated theincremental cost per panel square footfor a factory utilization of 1.0 (Table 9,Item 9).
There are no transportation or erec-tion savings accruing by use of PICbecause PIC members are now of ap-
proximately the same weight as con-ventional members (Items 10 and 11,Table 9); however, in case of exteriorwall panels, there might be some sav-ings in maintenance (Item 13, Table9) as well as in pigment use (Item 12,Table 9) since in PIC units coloringpastes have to be added to an amountequal to 1 percent by weight of poly-mer loading, while with conventional
Table 9. Costs of PIC panels of thickness twice that required forstrength considerations.
Panel Type
MMA/R MMA/T-C SIR S/T-C
1. Panel width (ft) 10.5 10.5 10.5 10.5
2. Panel length (ft) 35.0 35.0 35.0 35.0
3. Panel thickness (in) 6.6 6.8 7.12 7.88
(twice the thicknessreported in Table 2,Item 3)
4. Total raw materials 10,875,480 10,009,104 9,215,136 8,889,216
cost ($ per year) fora yearly production of8400 panels (twice thefigure reported in Table2, Item 9)
5. Incremental PIC materials 7,685,580 6,819,204 6,025,236 5,699,316
cost ($ per year) for ayearly production of 8400panels
6. Annual Cobalt 60 cost for 450,194 - - - 1,164,832 - - -a yearly production of8400 panels (twice thefigure in Table 6, Item2)
7. Additional annual 1,908,613 1,292,783 2,247,783 1,299,733
incremental costs of thePIC operations (sum ofItems 3 to 11 in Table 6)
8. Total annual incremental 10,044,387 8,111,987 9,437,851 6,999,049
cost of PIC operations($ per year) (sum of 5,6, 7 above)
9. Incremental cost* of PIC + 3.09 + 2.50 + 2.90 + 2.T5
for a factory utilizationof 1.0 ($ per sq ft)*
10. Incremental transportation 0 0 0 0
costs ($ per sq ft)*
11. Incremental erection costs 0 0 0 0
($ per sq ft)*
12. Pigment savings - exterior - 0.08 - 0.07 - 0.06 - 0.04
walls ($ per sq ft)*
13. Maintenance savings - 0.42 - 0.42 - 0.42 - 0.42
exterior walls ($ per sqft)* (same as Table 8)
* A positive sign means that PIC costs more than CONY; a negative sign indicatessavings of PIC over CONV.
76

members coloring powders have to beadded in an amount equal to 5 percentby weight of cement.
Results and Discussion
We have presented an economicanalysis of mass produced polymer-impregnated concrete as a buildingmaterial. Our analysis does not in-clude start-up costs, but pertains tosteady state production only.
We have estimated production costsfor factory utilizations ranging from1.0 to 0.4. Possible buyer resistance toa new product, shrinkage of the mar-ket because of economic conditions,etc. have been accounted for, sincethey can be translated into a reducedutilization factor.
Our results, reported in Table 9,show that when advantage is nottaken of the increased strength of PIC,and member thickness is not reducedaccordingly, PIC members are morecostly than conventionally producedmembers, even when the PIC plantoperates at full capacity. This is so be-cause the cost of polymer agents is byfar the single most important produc-tion cost and of course the amount ofpolymer agents added is proportionalto volume (thickness) of the member.
Even in the case of thin PIC mem-bers, where full advantage of in-creased strength has been taken, thecost of polymer agents accounts for 33to 57 percent of total incremental pro-duction cost. Our findings about theoverriding importance of polymercosts agrees with those of References2 and 7.
Labor cost is the second most im-portant cost item (Table 6), a findingthat is in accordance with the findingsof Reference 2.
Additional results, reported inTable 4, show that for both monomersstudied the initial investment re-quired in the irradiation process is 2.4
to 3.4 times higher than the initial in-vestment required for the thermal-catalytic process. Furthermore, our re-sults reported in Table 5 indicate thatof the initial investment required forthe irradiation processing facilities,the cost of the cobalt-60 source is thesingle most important cost item. Thelatter finding is in accordance withconclusions reported in Reference 2,where it is estimated that initial in-vestment in a cobalt-60 source isabout 35 percent of the total initial in-vestment required for a plant thatproduces PIC pipes.
The calculations reported in Table8 and Fig. 4 (which is based on Table8) suggest that panels of the same sizeand load-carrying capacity can beproduced at lower cost when thethermal-catalytic process, rather thanthe irradiation process, is selected;and when styrene, as opposed toMMA, is selected as the monomer. Itis no coincidence that Reference 7recommends the construction of astyrene-impregnated precast concreteplant in Japan, using the thermal-catalytic method.
Provided that the thickness of PICmembers has been reduced in accor-dance with their increased strength,the farther away from the plant theconstruction site is, the more econom-ically attractive are PIC productswhen compared to conventional pre-cast products (Table 8 and Fig. 4).This is so because the former are suf-ficiently lighter so that a truck cancarry only one CONV panel, while itcan carry two PIC panels at a time.Furthermore, and again because oftheir lighter weight, there are savingsin the erection of the PIC members(Table 8).
PIC members are economicallymost competitive when used as ex-terior members (Table 8 and Fig. 4),where full advantage can be taken oftheir superior durability and estheticpotential. Styrene-impregnated ex-
PCI JOURNAL/July-August 1977ҟ 77

tenor panels of reduced thickness,polymerized by the thermal-catalyticprocess (the economically most attrac-tive combination) are less expensivethan conventionally precast exteriorpanels for distances to the site greaterthan 28 miles when the utilization fac-tor equals one (Table 8 and Fig. 4)and for distances to the site of morethan 100 miles, when the utilizationfactor equals 0.6 (Table 8).
By contrast, as can be derived fromfigures shown in Table 8, interiorstyrene-impregnated panels of thesame type become more attractivethan conventional panels only at theunrealistically large distances of 190to 262 miles.
ConclusionsIn this work we have designed a
plant that will mass produce poly-mer-impregnated concrete membersfor building construction and, forsteady-state production, have derivedthe incremental cost of PIC over thecosts of conventional concrete. Weconclude the following:
1. When advantage is not taken ofthe increased strength of PIC mem-bers and their thickness is not re-duced accordingly, PIC members aremore costly than conventionally pro-duced members even when the PICplant operates at full capacity.
2. The initial investment requiredin the irradiation process is signifi-cant. The cost of the cobalt-60 sourceis the major component.
3. The thermal-catalytic process forpolymerization is economically moreattractive than the irradiation process.
4. The cost of polymerization agentsis the most significant component ofthe incremental PIC production cost.The above holds even when the vol-ume of PIC members has been re-duced to account for their superiorstrength. The cost of polymerization
agents is followed in importance bythe cost of labor.
5. Panels of the same size and carry-ing capacity can be produced at alower cost when styrene, rather thanmethyl methacrylate, is used as themonomer.
6. When the thickness of PIC mem-bers is reduced to reflect theirsuperior strength, the farther away thebuilding site is from the PIC plant,the more attractive PIC members be-come when compared to convention-ally precast members; this is as resultof the lower weight of PIC units.
7. PIC units are economically mostattractive when used as exteriormembers where full advantage can betaken of their superior durability andesthetic potential.
8. Styrene-impregnated exteriorpanels of reduced thickness poly-merized by the thermal-catalyticmethod (the economically most attrac-tive combination) are economicallymore attractive than conventionalpanels for building sites that are at adistance of more than 28 miles fromthe plant (when plant utilization factoris 1.0) or more than 100 miles from theplant (when plant utilization factordrops to 0.6). By contrast, interiorpanels based on PIC become more at-tractive than conventional panels onlyat the unrealistically large distances of190 to 262 miles.
Notation
In this paper, the following ab-breviations have been used:BZP = benzoyl peroxideCONV = conventionally precast
concreteMMA = methyl methacrylatePIC = polymer-impregnated
precast concreteR = irradiation polymeriza-
tion process= styrene
78

1.20ҟ:. _ҟMMA/R
1.00
0.80 ҟ"MMA/T-C^ҟC ,
CD 0.60
aҟMMA /RLL 0.40oҟ S/R
N
0 0.20ҟf MMA/T-C
WҟfS/TCWwvҟ0? ҟ20ҟ60ҟ0
–0.20
INTERIOR PIC MEMBERSEXTERIOR PIC MEMBERS
–0.40
DISTANCE (miles) ONE-WAY FROM PIC PLANT TO SITE
Fig. 4 Incremental cost of PIC members assuming plant woks at full capacity.
100
T-C = thermal-catalytic poly-merization process
TMPTMA = trimethylol-propane tri-methacrylate
References1. PCI Long-Range Planning Committee,
"Long Range Goals," Prestressed Con-crete Institute, Chicago, Illinois, 1972.
2. Kukacka, L. E., Steinberg, M., andManowitz, B., "Preliminary Cost Esti-mate for the Radiation-Induced PlasticImpregnation of Concrete," TechnicalReport BNL-11263, Brookhaven Na-tional Laboratory, Upton, New York,May 1967.
3. Kukacka, L. E., "Polymer-ImpregnatedConcrete Development in the U.S.A.,"Polymers in Concrete, ConstructionPress Ltd., England, 1976.
4. Dikeou, T. J., "Review of WorldwideDevelopments and Use of Polymers inConcrete," Polymers in Concrete, Con-struction Press, Ltd., England, 1976.
5. Prestressed Concrete Institute Stan-dardization Committee, "The NationalPrecast Concrete Products Survey,"PCI JOURNAL, V. 14, No. 3, June1969, pp. 14-21.
6. Dietz, G. L., "Polymer-ImpregnatedConcrete: An Economic FeasibilityStudy," MS thesis, Massachusetts Insti-tute of Technology, Cambridge, Mas-sachusetts, 1976.
7. Ohama, Y., et al., "Design of Polymer-Impregnated Concrete Plants for MassProduction," Polymers in Concrete,Construction Press Ltd., England, 1976.
8. Steinberg, M., et al., "Concrete Poly-mer Materials," Technical Publications,First Topical Report BNL-501, 34,Brookhaven National Laboratory, Up-ton, New York, December 1968.
PCI JOURNAL/July-August 1977 79