ecofriendly finishes for textiles - nopr: homenopr.niscair.res.in/bitstream/123456789/24926/1/ijftr...
TRANSCRIPT

Indi an Journal of Fibre & Textile Research Vol. 26. March-June 2001 , pp. 162- 186
Ecofriendly finishes for textiles
P Bajaj"
Department of Tex tile Technology, Indian Institute of Technology. New Delhi 110 0 16. Ind ia
The challenges facing the tex tile fi nishing industry have intensifi ed during the last decade. Cu rrent awareness of the negati ve environmental impact of chemi cal processing of tex tiles, combined with increased strict legislati on on industri al efnuents, has led to the search for advanced , non-poll uting processes for treating natural and manu fac tured fibre fabri cs. In thi s paper, an overview of ecofri endly fi nishing treatments. which inc lude formaldehyde- free fi ni shes, enzy matic softening. use of sil icones, low-temperature pl asma and antimicrobial lantibacteri al fini shes, has been given. Appli cati on of breath able coatings has also been demonstra ted.
Keywords: Anti bacterial fini shing . Enzy matic softening. Glyoxal, Moisture vapour permeable coatings. Plasma trealment, Polycarboxylic acids, Silicones
1 Introduction Today, with the increasing awareness of
environmental concerns, an important legislation on eco-tox icological considerations has been introduced. It is related to such important issues as health and safety during storage, application and use, and safe disposal o f chemicals into landfill and water or release in air during chemica l processing of textiles. These have imposed changes in chemical fini shes and fini shing methods. So, integrated po llution contro l is necessary for developing eco friendly processes in this new millennium. The driving force in the recent technology has been the economy and ecology, and fi nishers are therefore trying to produce textiles more effi ciently, with less water and less pollution 1-4 .
In this paper, a comprehensive rev iew of the various fini shing treatments leading to wrinkle- free fab rics with good and soft handle through formaldehyde- free finishes, bio-fini shing and breathable coatings is given. Developments in pl asma treatment and antibacteri al/antimi crobi al fini shes have also been highlighted.
2 Easy Care Finishes
2.1 Cotton In the 1980s, the market fo r easy care and durable
press fi ni shes was dominated by N,N'- 1,3-dimethylo l-4,5-dihydroxyethylene urea (DMDHEU ), using magnesium chloride as the ac id catalyst to initi ate chemical cross linking of cellulose chain molecules.
"Phone: 659 1403; Fax: 009 1-011 -6526 154; Emai l: pbajaj @lex lile.i ild.ernel.in
Cross linking occUlTed within the access ible regions (i.e. the amorphous regions of the fibre) prov id ing an increase in the fibre res istance to deformation and improved elastic recovery from deformation .
One approach to limit the problems of formaldehyde release has been to use glyoxal ureabased deri vatives such as 1,3-dimethyl-4,5,dihydroxyethylene urea5 (DHDMJ). Thi s is a zero formaldehyde based cross li nking agent for cotton that reacts th rough the ring hydroxy l groups in the 4,5-pos itions of cellulose. However. such deri vatives are more expensive and somewhat less e ffec ti ve than DMDHEU at the same add-on level, poss ibly due to hydantoin formation, and hence more acti ve curing systems are often required.
DHDMJ imparts a moderate level of wrinkle resistance to cotton fabric in presence o f MgC h , zinc ni trate or zinc fluroborate as curing ca talyst (Table I). Zinc flu roborate was by far the most effect ive curing ca talyst in terms of wrinkle recovery angles observed before and after multiple launderings carried out on the DHDMI fini shed fabric. Zinc salt catalyst with DHDMI gi ves first order reaction whereas with magnesium sait, it g ives zero order reaction. With zinc salts catalys is, the reacti vity of the ring hydroxy l group is increased by the N-methyl subsituents present in DHDML
The stability of DHDMI at room temperature makes it suitabl e fo r use in fini shes that are to be postcured some months after the fa bric has been padded with the treating solutions and dried. The use of polymeric additi ves such as acrylate copolymers or cross linkable sili cones in 10% DHDM I formulations

BAJAJ : ECOFRIENDLY FINISHES FOR TEXTILES 163
Table I - Comparison of some formaldehyde-free DP fini shing agents with DMDHEU
Agent Catal ys t DP rating Wrinkle Tear strength Breaking strength recovery angle retained retained
deg % %
DHDMI Zn(BF4h 3.4 254-27 1 43-51 59-73 Zn(N03h 3.2-3.3 249-265 64 82 MgC lz 2.8-3.3 227-247 62-66 .go MgClz-CA 2.5-3.0 241-244 45
BTCA NaHzPOz 4.0-4.7 285-300 51-67 49-59 NazHPOJ 4.0-4.2 286 63-66 59-72 NaHzP04 3.5-4.4 282-304 51-59 50-55 NazHP04 4.0 267-285 65-73 55-76
CA NaH zPOz 3.3-4.0 240-268 62 50-61 Mi xed 3.8-4.0 247-264 55-64
DMDHEU MgClz 4.3-4.8 261-280 49-57 44-60
DHDMI-1.3-dimethyl-4.5-dihydroxyethylene urea; BTCA- 1.2,3A-butane tetracarboxy lic acid: and CA-citric acid.
produce a marked increase in DP performance. The moi sture regain and affinity for CI Direct Red 81 shown by DHDMI-cross linked cotton was same as for untreated cotton. But the affinity of the cotton for direct dyes is greatly decreased when cotton cellulose is crosslinked with conventional N-methylol agents6
.
An alternative approach has been based upon the use of glyoxal or polycarboxylic acids:
2.1.1 Glyoxal
Glyoxal7-9 in presence of an acid catalyst, such as
boric acid, ammonium chloride and aluminium sulphate, on heating g ives monoacetals and diacetals of glyoxa l with cellulose (Fig. I). Free aldehyde groups present due to the single-ended attachment of glyoxal as in I in Fig. I were found to be removable by oxi dati on with chlorous acid or reduction with potassium borohydride. Since glyoxal molecule can
form four linkages to cellulose, glyoxal may be regarded as tetrafunctional. Magnesium chloride was used as a catalyst in early studies for applying a very high g lyoxal concentration (10% by wt.). In the absence of active hydrogen compounds as co- reactive additives ,the fabric weight gai n was only 1.4%. With active hydrogen compounds (a lcohols , phenols, amides or thiol s) as co-reactant, much higher fabric weight ga in could be obtained . But probl em with MgCI2 is that it produces fabric yellowing and severe fabric strength loss. The use of aluminium sulphate as the curing catalyst leads to the high levels of wrinkle resistance. Excess of g lyoxal appears to serve as a
7 C.llulos.-OH + 0= CH-CH= 0
Prr· dry _ C.llulos.- 0-.......... ......-O-C.llulo ••
CH-CH HO""""'- "-OH
(1 )
(1) + HOCH2CH 20H ~ Cellulo.e -0-.......... / O- C.II AI 2IS0,)) CH-CH
0/ ----""""'0
"'" /' CH2- CH 2
1111
Fig . 1-Reaction of glyoxal/glycol with cellulose (ref. 7)
chelating agent and diluent for aluminium ions, thus moderating the tendency of the catalyst to degrade the cellulose.
2.1.2 Mild Cure Process
The addition of poly hydric alcohols in the pad bath
results in low cure process with improved fabric
whiteness and increased DP ratings. Alpha-hydroxy
acid was added as catalyst activator to suppress the
strength losses in treated cotton . This means the curing temperature for crosslinking could be lowered
to lIS-125°C. The order of effecti veness of vari ous acid catalysts is as follows:
Succinic < lactic < malic < glycolic < citric < taJtaric acid .
The extent to which a straight-chain g lycol increased DP performance depended primarily on the molecular chain length of the g lycol. The optimum length was approximately six atoms, excluding the terminal hydroxyl groups. The role of the glycol is as a crosslink modifier(product II in Fig. I) which alters

164 INDIAN.I . FIBRE TEXT. RES. , MARCH-JUNE 200 1
the polarity and tlexibility of the three-dimensional cross link network in cellulose. Performance of ethylene glycol (EG) and diethylene glycol (DEG) wi th respect to DP rati ng is shown in Table 2.
2.1.3 High-temperature Curing Processes
The advantage of hi gh-temperature curing is that 15-60 s residence time of the fabric in the curing oven is sufficient to achieve cellulose cross linking, and also to heat-set the polyester to final fabric dimensions in polyester/cotton blends. Aluminium chlorohydroxide [Ab(OHhCJ.2H 20] appears to be effective as high temperature (170°C) catalyst in presence of ex-hydroxy acid .
A mi xture of aluminium sulphate and magnesium sulphate has also been recommended as a nonye llowing catalyst for the application of glyoxal at temperatures such as 190-205°C in the presence of reactive silicones. A sil anol-terminated silicone softener appeared to exert a synergistic effect with glyoxal and aluminium sulphate in improv ing the DP ratings . At a high level of DP performance, equal to that imparted by a conventional treatment with DMD HEU, the glyoxal-fini shed fabric had higher tearing st rength and slightly lower breaking strength than the DMDHEU-treated 65:35 polyester/cotton fabric. A further process improvement consists in add ing a buffer such as sod ium metaborate to the form ulation. This rai ses the pH of the final finished fab ric sufficientl y to eliminate the need for an afterwash to remove acidic catalysts.
In another stud/, glyoxal-glyco l finis h has been used at curing temperatures of 145- 160°C on all cotton fabrics . The catalyst was aluminium sulphate buffered with aluminium dihydroxyacetate stabilized with boric acid. Curing periods of 15-20 s were sufficient to impart a hi gh level of DP properti es while using 1,6-hexanediol as the crosslink modifier. The addition of small amounts of phosphoric acid to the formulation was beneficia l in preventing deactivation of the catalyst by fab rics containing traces of alkali left from the scouring operation. The effect of the buffer was to improve the fabric strength retention and whiteness obtai ned .
Rafai e f a/. lo have reported the treatment of cotton fab ric with glyoxal/starch or hydrolyzed starches/ MgCI2.6H20 catalyst/water system. Starch and hydrolyzed starches are used along with glyoxal with the possibility of their contribution in fabric
Table 2-Colllpari son of ethylene g lycol (EG) and diethylene glycol (DEG) as co-reactants for g lyoxa l in DP fini shing of cotton
at 125°C (ref. 7)
"Pad bath cOIll~os iti o n : 4.8 % g l ~oxal Wt. DP EG conc. DEG conc. Mole rati o add-on rating
% % glyco ls/glyoxal %
0 0 2.9 3.0 2.6 0 0.5: 1 4.6 3.5 5.2 0 1:1 7 .5 4.2 10.3 0 2: 1 7.4 3.9 20.6 0 4:1 7.2 4.0 41.3 0 8: I 7.9 3.8
0 8.8 1:1 13 .8 4.5 0 17.7 2:1 17 .0 4.5
5.2 4.4 1:0.5: 1 10.1 4.1 5.2 8.8 1:1:1 13.2 4.4 5.2 13.3 I: 1.5: I 15.6 4.4 5.2 17.7 1:2: 1 16. 1 4.5
"4.8% glyoxal + ei ther or both g lycols, 0.77% AI2(SO.).\. 16H]O + 0.37% tartaric acid + reactive silicone softener ( I % so lids) and water.
res ilience. It is believed that hydrolyzed starch may modi fy the cross linking reactions and the structure of the crosslinks, thereby improve fabric resili ence.
2.1.4 Inorganic Phosphates as Crosslinking Agents
The phosphory lat ion of cotton cellulose can be carried out by heat curing of fabric impregnated either with a I: I mixture of mono- and di-sodium phosphate or preferably sod ium hexameta phosphate. When the phosphorus content of treated fabric exceeds 1.6%, the fibres are found to be insoluble In cupri ethylenediamine hydrox ide so lution, and the cellulose appears to be crosslinked.
2 Cell-OH + NaH2P04 ---7 Cell O-P(O) (ONa)-O-Cell
Crosslinking of cellulosic fabric can also be achi eved by phosphorylation with a mixture of urea and mono- or di-ammonium phosphate. A moderate level of DP along with flame retardant properties is imparted usi ng pad-dry-cure method at a sufficiently hi gh degree of phosphorylati on. High levels (approx .1 2%) of monosod ium or monoammoniulll phosphate and, in some instances, very hi gh levels (12-24%) of urea are required.
2.1.5 Durable Press (DP) Finishing with Polycarboxylic Acids " · '6
Citric ac id was found to be rhe IllOS t effecti ve polycarboxy lic acid, in the absence of added catalyst by pad-dry-cure treatment, although it produced Illore fab ric discoloration than the other agents. The cross links

BAJAJ: ECOFRIENDL Y FINISHES FOR TEXTILES 165
were formed In cellulose by acid-catalyzed esterification with citric acid itself, furnishing the protons needed for the autocatalysis.
Polycarboxylic acids with 4-6 carboxyl groups per molecule in the presence of alkaline catalysts were found to be more effective than with acids having only two or three carboxyl groups. Sodium carbonate or trimethy l amine was added as a catalyst. These salts act as buffers and greatly diminished acidinduced tendering during high temperature curing. The wrinkle-resistant finished fabrics obtained were recurable. In the presence of heat, the transesterification of ester crosslinks by neighbouring cellulose hydroxy Is causes the crosslinks to be mobile.
The newer catalysts which are more effective than sodium carbonate or tertiary amines are alkali metal salts of phosphorus containing minerals acids. The order of decreasi ng effectiveness is as follows:
NaH2P02> Na2HP03 = NaH2P03 > NaH2P04 > NaH2P20 7 > Na2P20 7 > Na3P30JO = (NaP03)6
> Na2HP04 = Na3P04 > Na2C03.
Sodium hypophosphite is , however, most expensive. Thus, other catalysts are used in the mixture.
Welch and Peters 14 have reported the use of sodium bromide as a co-catalyst for DP finishing of cotton fabrics with polycarboxylic acids which permits a decrease of as much as 75% in the amount of sodium hypophosphite required as a curing catalyst. This lowers the chemical costs and the amount of phosphorus compounds that need to be recovered from spent treating solutions which, in many states, cannot be disposed of in rivers or lakes. Tertiary alkanolamines and their phosphoric and metaphosphoric acid salts also help in decreasing the amount of hypophosphite catalyst needed l4
.
A feature of triethanolamine as a crosslink modifier is that it increases the strength and flex abrasion resistance retained by the fabric during DP treatment. In this respect, triethanolamine is superior to glycerol or pentaerythritol. The sodium salts of alpha-hydroxy polycarboxylic acids can serve as direct replacements for sodium hypophosphite or other phosphorus compounds as curing agents for 1,2,3,4-butane tetracarboxylic acid (BTCA).
In presence of weak bases as esterification catalyst, the reactions proceed by intermediate formation of cyclic anhydrides of BTCA (Fig. 2) as the actual
esterify ing agents l6. Catalyst increases the rate of
anhydride formation as well as the rate of crosslinking. It was found that loss of weight corresponds to water loss as anhydrides were formed on heating BTCA and cis-cyclopentane tetracarboxylic acid (CPT A).
Performance of various polycarboxylic acids has also been compared with conventional methylol derivatives as DP finishing agents with sodium hypophosphite catalysts. Most of these acids imparted high DP performance initially, as evidenced by DP ratings of 4.3-4.7 and conditioned wrinkle recovery angles of 285-300° (Table I). However, the resulting finishes differed considerably in durability to alkaline laundering. The acids arranged in order of decreasing durability, together with the maximum number of machine wash ings and tumble drying cycles withstood, were as follows:
Butane tetracarboxylic acid> Mellitic = Tricarboxylic > Thiodisuccinic > Citric »> Maleic> Succinic acid.
The tear strength retention was 60-68% with tri - or tetra-carboxylic acids compared to 54% for DMDHEU finished fabric. This is attributed to the buffering action of sodium hypophosphite catalyst and the absence of Lewis acid catalysts. Thus,BTCA
o I II
HC - C - OH I
HC - C - OH I II
o Polycarboxylic
o I II
o I II
- H 0 HC - C _--=2=--~~ I "0
HC - C ........ I II
o acid Cyclic anhydride
HC- C " I ........ 0 + HO - R cellulose ~
HC- C I II Cellulose
o Cyclic anhydride
o I II
H? - C - 0 - R Celiulose
HC - C - 0- H I II
o Polycarboxylic acid bonded to cellulose through an ester linkage
Fig. 2- Reacti on of po lycarboxylic acid with cellulose (rcf. 16)

166 INDIAN J. FIBRE TEXT. RES .. MARCH-JUNE 200 1
is found to be the most effective of the polycarboxylic acids studied with respect to the level of DP performance, speed of curing, laundering durability, retenti on of fabric wh iteness and free from odour. Recently , malic acid activated by BTCA or small amounts of BTCA with hi gh concentrations of citric ac id as a DP finishing agent have also been found to be very effecti ve.
Saraf 17 has reported the use of two commercial non-formaldehyde crosslinking agents, Natrium- NFO and Natrium-CRA, for cotton and polyester/cotton blends. At 15% Natrium-CRA bath concentration, the wrinkle recovery angle of cotton was found to be 240°C when cured at 170°C for 1 min.
2.1.6 Usc of Functional Polymers
Efforts have been made to add chemically modifi ed starch products to the crosslinking formulation in order to minimize the great loss in the tensil e strength of the finished fab rics. In this context, poly(acrylonitrile)-starGh graft copolymers based on hydro lyzed and ox idized starches were synthes ized 1s
.19
. The effect on fab ri c performance was found with DMDHEU. Crease recovery angles and tensile strength of the cotton fabric fini shed in the presence of polyacrylonitrile-starch graft copolymer based on hydrolyzed and oxid ized starches increase by increasing the concentration of the grafted starch. However, dry crease recovery angle of cotton fabrics fini shed in the presence of grafted starch products was low.
2.2 Finishing of Jute with Glycols and Acrylic Acid
Jute fabric has been modified by using ethyl ene glycol (EG), diethylene glyco l (DEG), polyethyl ene glycol (PEG-400 and PEG 1500) and polyvinyl alcohol (PV A) in the presence of Ab(SO-lh as the catalys t by pad-dry-cure techn ique20
. Treatments of oxy-jute (copper number 12.6) with 8% DEG in the presence of 5% Ab(S04h as the catalyst followed by drying at 95°C for 5 min and curing at 125°C for 5 min produced fabric s with 2600 (W+F) wrinkle recovery , 3.2 cm bending length and improved flexibi lity . While 8% PEG 1500 produced fabri cs with 238° WRA and improved effects in ten acity and elonga ti on-at-break and hence in resi li ence.
Ghosh & Das2 1 also reported the mod ificat ion of jute fabrics using acry li c acid (A A) as a fini shing agent in the presence of K2S20 S and Na}P04 catalysts
separately or in suitable combinations, employ ing pad-dry-cure technique. Treatment with 10% acrylic ac id at 30°C and pH 7 produced optimum effects; a batching time of 45-60 min at 30°C followed by drying of the batched fabric at 95°C for 5 min and cu ring of the dried fabric at 140°C for 5 min produced jute fabrics with 238° (W+F) wrinkl e recovery and 2.6 cm bending length while untreated jute fabri c had 143° (W+F) wrink le recovery and 3.8 cm bending length. Na3P04 catalyst allowed esterification of AA wi th cellulosic, hemicellulos ic and li gnin constituents of jute, and K2S20 S catalyst faci litated radical polymerization of acrylic acid, leading to some degree of crosslinking of the po lymer chain of jute.
2.3 Finishing of Silk Fabrics22•J2
Finishing of silk fabrics with a mi xture of glyoxal and urethane compounds has been reported by K h 1212 1 f' . I awa ara ef a . -.. or Improvlllg t le crease recovery , drape and tear strength . In addition , good durability against ultrav iolet rays and laundering has been demonstrated from glyoxal and urethane mixture finishing agent.Tsang and Dhingra2
-1 have also given a brief account of various finishes used for silk fabrics.A non-formaldehyde crease-resistant fini sh for si lk has been developed by using citric acid as a crosslinking agent25
. The finished silk had a dry wrinkle recovery angle of more than 280° compared to 265° for the untreated control. The fin ished fabr ic retained 84 -98.5 % of its breaking strength and there was an increase of 40-80% in its tear strength . The whiteness retention was about 65 %.
Durable press fini shing wi th BTCA produced excellent results26
. Both the dry and wet resiliency of fini shed silk were remarkably improved. The fini shed fabric had a dry wrinkle recovery angle (WRA) of 301-311 ° and wet WRA of 252-263° compared to 265° and 217° respectively fo r the untreated control. After 50 cycles of home laundering, almost all the fi nished fabrics retained a DP rating higher than 3.5 compared to 1.9 for the control which was washed once. The dyeing behaviour of crease-resistant sil k finished with BTCA and citric acid has also been studied using acid, direct and cationic dyes27
. Whether dyed before or after finishi ng, the fabric had good dyeabiliry with improved resili ence.
A new easy-care fini shing method28 for silk fabrics with epoxy resin EPTA has been introduced. Silk

BAJAJ: ECOFRIENDL Y FINISHES FOR TEXTILES 167
fabric was padded twice with 100giL EPTA aqueous solution, dried at 40°C and then treated with 8 giL
a2C03 at 75°C for IS min . The wet crease recovery angle was improved from 200° (untreated) to 282° after finishing. The breaking strength of finished silk increased by more than 10% and the whiteness decreased by about 2 .8%. Finished silk fabrics have good laundering durability; after 20 cycles of home laundering,the wet resiliency retained was 95% of that of the unwashed fabrics durability.
Shiozaki and Tanaka29 have analyzed the reactivity of epoxide onto silk and demonstrated that the modifications with epoxide onto silk improve moisture absorption, chemical resistance, and wash and wear properties . The four epoxides used were glycidol, ethylene glycol diglycidyl ether, tolyl glycidyl ether and resorcinol diglycidyl ether. From the amino acid analysis of the silk treated with epoxides, it may be concluded that the epoxides react with the side chains of the silk fibroin , such as lysine, hi stidine, arginine and tyrosine, thereby suggesting that most of the weight gain due to the fibre treatment is distributed uniformly throughout the cross-section and does not occur near the fibre surface. They also reported that epoxides form crosslinks between the adjacent silk fibroin molecules and the hydrogen bonds between the hydroxyl groups of epoxide molecules attached to the side chains of the silk fibroin 'o.
Chemical mod ification of silk fibres by graft copolymerization of vinyl monomers and by reaction of epoxides and dibasic acid anhydrides, for example phthalic, succinic and glutaric anhydride, have also b d31 11 Th fl" . een reporte . .. -. e gra t co po ymenzatlon reaction
of vinyl monomers onto silk fibres may be achieved by various methods, such as radiation , chemical- or photo-induced initiation. The use of chemical redox sys tems in aqueous media has played a major role for both sc ientific and technological purposes. The study of photo-initiatio n systems has begun recently. Their primary advantage is that some properties of the grafted polymer are imparted to the fibrous substrate without seriously affecting its basic structure and morphology.
3 Role of Softeners in Wrinkle-free Garments2,33-37
Durable press fabrics suffer decreased tensi Ie strength , tear strength and abrasio n resistance, and often have a stiff, harsh and uncomfortable feel. A quality fabric softener/lubricant will readily mitigate
these deficiencies , adding value to a wrinkle - free garment. One function of a softener is to modify the hand or feel of a fabric to reach the desired effect. The softener must also lubricate the fibres to increase abrasion resistance and tear strength. The softener also functions as a sewing lubricant, as high needle speeds can generate enough heat to melt and fu se synthetic fibres. Sewing damage, such as broken or fused yarns, causes garments to be rejected by the customer.
There are four basic classes of softeners, viz. anionic, cationic, non-ionic and blended systems. The general characteristics of these softeners are discussed below in greater detail.
3.1 Anionic Softeners
The anionic softeners are generally sulphated or sulphonated compounds used primarily to lubricate yarns or fibres through processing. Generally, the anionic softeners are good lubricants, provide soft handle and show good stability to alkaline conditions. Most of them show good heat stability and some have good yellowing resistance.
However, anionics tend to provide inferior softness compared to the cationics and non-ionics. Furthermore, they I have limited durability to laundering or dry cleaning. The major limitation comes from their negative charge, which causes incompatibility in resin finishing baths and makes them most sensitive to water hardness and electrol ytes.
3.2 Cationic Softeners
The cationic softeners are nitrogen contall1l11g compounds which include fatty amino amides, imidazolines, amino polysiloxanes and quaternaries. This class of softeners provides a very soft, silky hand and improves the antistatic properties of a fabric . They tend to improve strength properties, such as tear and abrasion, and the sewability of a textile , especially when a polyethylene softener is present in the system.
Cationic polyethylene softeners are effective in processing napped or raised pile fabrics where fibreto-metal friction (f.!F/M) reduction is essential. In napping softeners, the cationic materials such as fatty amino amides and imidazolines are typically blended with an efficient polyethylene lubricant. Palmitic and stearic acid based saturated fatty groups are preferred to reduce yellowing and to avoid rancidity, which

168 INDIAN J. FIBRE TEXT. RES., MARCH-JUNE 2001
may occur with oleic or tallow fatty acid types. To achieve maximum lubricity and strength properties, many formulations are made with a significant portion being polyethylene. Typically, a blend will contain 2 parts polyethylene lubricant to I part aminoamide or imidazoline. Cationic softeners, as a result of their positive charge, will be attracted to a cotton or synthetic fabric and can be readily exhausted from a long bath or a dyebath. They tend to be compatible with most resin finishes. However, the cationic softeners have a tendency to change the shade or affect the fastness of certain dyestuffs. The development of a fishy odour on a fabric can be another problem with certain systems.
3.3 Non-ionic Softeners
Non-ionics are the most widely used softeners which include polyethylenes, glycerides such as glycerol monostearate, ethoxylates such as ethoxylated castor wax, coconut oil, corn oil, and ethoxylated fatty alcohols and acids. The non-ionic softeners offer excellent compatibility in resin baths and are easy to mix into a formulation. They generally have little or no effect on the shade of dyed fabrics. Most are resistant to discoloration and yellowing.
3.4 Silicone Softeners 3lI- 48
Silicones have been used as textile softeners since 1960. Initially, polydimethylsiloxane (POMS) was used. But in the late 1970s, the introduction of aminofunctional polydimethylsiloxanes opened new dimensions for textile softening. They confer high lubricity to the fibres owing to their low surface energy. Methyl groups are the most important of the organic substituents used in commercial si licones, the vast majority of which are polydimethylsiloxanes (POMS). Silicones have some unique properties including thermal/oxidative stability, low-temperature flow ability, low viscosity change with respect to temperature, high compressibility, low surface tension (spreadability), hydrophobicity, dielectric properties and low fire hazard.
Silicone softeners currently available can be classified into the following three groups (Fig. 3): • Non-reactive silicone softeners • Conventional reactive softeners • Organo-functional silicone softeners.
3.4.1 Non-reactive Silicone Softeners
Non-reactive silicone softeners are based on polydimethylsiloxanes. The viscosities useful for
textile applications are generally in the range of 10,000-12,500 centistoke. Polydimethylsiloxanes impart desirable properties to fabrics due to their flexible polymer backbone, stable bonds and low intermolecular forces. However, the softening effect is not very durable to washing since there are no reactive sites in the polydimethylsiloxane polymer.
3.4.2 Reactive Silicones
These are polydimethylsiloxane polymers modified with silane hydrogen or silanol functional groups. Two mixed polyorganosiloxanes are also made, e.g. poly(methyl hydrogen siloxane). Conventional reactive silicones form a crosslinked siloxane network on the fabric surface in the presence of water and an organometallic catalyst. The crosslinked polymers provide durable softeners better than POMS. Silanol functional polymers are also the basis for silicone elastomers and textile finishes to improve hand and performance of durable press fabrics .
3.4.3 Organo-functional Silicones
Aminofunctional groups which are bound to polydimethylsiloxane backbone improve the orientation
(OSi silicone L-45)
cHrrjoJ~!f0-r1o-17- CH3 I I I I CH3 CH3 R CH3
x I Y NH2
(Magnasoft Plus)
Fig. 3-Chemical structures of reactive and non-reactive sili cone softeners (ref. 41)

BAJAJ: ECOFRIENDLY FINISHES FOR TEXTILES 169
and substantivity of the sili con on the fibre . The improved orientation of aminofunctional silicones leads to an extremely soft hand, which is frequently described as 'Supersoft ' . In thi s, organo-reactive groups such as amines, epox ides and alcohols are introduced in the PDMS .
New Amino FUllctiollal Silicones: Amino group (primary to terti ary) in polydimethylsiloxanes was substituted. The structure of the amino group In PDMS is as under:
Amino
Primary Secondary
Terti ary
Abbreviation
NH-methyl NH-butyl NH-Iauryl NH-cyclohexyl
R
-NH2 -NH-Me -NH-(CH2hMe -NH-(CH2)I IMe -NH-C6HII -NEt2
On comparing the effects due to pnmary, secondary and tertiary amines, it is ev ident that wh iteness, water absorbency and soi l release improve with the increasing degree of substitution from primary to secondary to tertiary.
I mproved whiteness arises from the chemical structure of the amino functional groups. The thermal yellowing is due to oxidati ve decomposition of the amino group, form ing chromophoric groups. The degree of improvement in whiteness on changing from primary to tertiary amino groups parallels the slowing of thermal degradation, as the number of alkyl substituents increases. Only the si licones substituted with secondary ami nes show values as good as the si licones based on the amino ethyl and aminopropyl groups which have been commonly used so far . An optimal combination of treatment effects can be obtained with secondary aminofunctional silicones. All silicones substi tuted wi th secondary ami nes, except for the NH-butyl si licone, produce a soft hand that is simi lar to that produced by the usual NH-ethylene ami ne modified silicone. NH-ethylene amine substituted si licones have a relatively strong water repellent effect. This effect is lower for si licones substituted with secondary amines . Di fferences in soil release properties are minimal between the si licones with secondary amine su bsti tuents.
Czech et 01.41 demonstrated the effect of "Magnasoft TA-\5" add iti ve (which is based on dialkyl oxalate) on ye ll owing properties of amino
modified silicone softeners. This chemical modification results in the formation of a stable emulsion of amide modified silicone with non-yellowing attributes and a distinguishable change in softening properties. In addition, aminosilicone emulsion modified with T A-15 exhibits film forming and elastomeric properties . A new product Magnasoft SRS, which is a blend of Magnasoft Plus (amino-silicone) and polydimethylsiloxane-amino polyalkylene oxide block copolymer, provides good softness along with soil release on polyester/cotton blends. Magnasoft HSSD with both pendant alkyl amine and polyether based polydimethylsiloxane terpolymer has been evaluated as a softener for soi l release on wri nkle-free garments in conjunction with fluorocarbon soi l release agents.
Softeners for terry towels available in the market are classified on the basis of their durability as permanent hydrophilic and semi-durable hydrophli c.
Permanent hydrophilic: These softeners are usuall y organo-modified silicones. These products offer an excellent handle along with hydrophili ci ty, which can last for the lifetime of the fabric (15-20 washes).
Semi-durable hydrophilic: Softeners classified under this category are normally a combination of silicone and cationic components . Towels finished with such softeners sometimes specify that it will show improved hydrophilicity after one wash. These softeners offer an adequate-to-excellent hand le and low hydrophi licity.
Resi l Chemicals42 have introduced a range of si licone products, for example RESIL Hydra range is a new generation of softeners catering to the special requirements of a terry towel finish -excellent hydrophilicity, soft fluffy handle, durability and nonyellowing-leaving the towels look fresh wash after wash.
Silicones have also been used to improve the allround properties of si lk fabrics43
. Table 3 shows the results of the crease recovery properties of si licone fin ished fabrics . It is observed that the recovery angle is high in amino silicone compared to fatty amide, polysiloxanes and si licone softeners. The improved recovery angle is because amino silicones are crosslinked with the fibre. The recovery properti es of the silicone finished fabrics after washing does not show any marked diffe rence in the recovery angle.
Shenai44 used non-ionic surfactants with considerable water solubility made from the mixed type of poly(organo-s iloxanes). A very useful

170 INDI AN J. FIBRE TEXT. RES., MARCH-JUNE 200 1
Table 3- Effect of silicone fini shes on silk fabrics4.1
Chemicals Crease recovery angle Bending length deg em
Warp Weft Warp Weft
Untreated 79 66 2.0 1.45
Fatty amides silicones
3% 83 94 1.91 1.30 4% 86 96 2.0 1.32 5% 89 99 2. 1 1.34
Amino silicones
3% 91 100 1.64 1.20 4% 93 105 1.74 1.29 5% 95 108 1.76 1.27
Amino-epoxy silicones
3% 91 104 1.70 1.1 7 4% 95 108 1.75 1.22 5% 97 113 1.79 1.25
Reactive polysilaxane
2% 92 100 1.95 1.25 3% 93 104 1.98 1.27 4% 95 107 2.05 1.29
Pol ysi loxane
1% 89 10 1 1.71 1.20 2% 91 ]03 1.73 1.26 3% 94 109 1.75 1.31
Softener based on micro-emul sion
3% 87 97 1.66 1.20 4% 87 98 1.74 1.22
Organic functional silicone elastomer
4% 92 101 1.80 1.26 5% 98 109 1.84 1.27
property of such non-ionic condensates is that unlike other s ilicones, which require an emuls ifying agent prior to their application to textile materials in the form of an emul sion , they are soluble in water, --and hence do not require an emulsifying agent.
3.4.4 Environmental Consideration for Silicone-based Softeners 454l!
In the environment, there is no ev idence that si licones adversely affect eco-systems nor has there been any experience of toxic o r mutagenic effects on animals or aquatic life. POMS is ecologically inert and has been found to have no effect on aerobic or anaerobic bacteria. It does not inhibit the biological process by which waste water is treated . Silicones are a minor part of the waste water di scharged . They are
Cellulase Enzymes CrYltoll ine Amorphou s reoion s ~ ,-- regions
(a)
(b )
(e)
(d )
~~~~=~;:~~~§§~=~~~~~~~ I
Endo-b- 91ucanau t£Gs)
--->. ~ t 1-.1
CQllobiohydrolo u (CBHs )
_/ t _ /" .... '" ~:::-r=
b- Gluco s rda u
.. - Glucon
Fig. 4 - Schematic representation of synergi stic action of enzymes on cellulose (ref. SO)
highly resistant to biodegradation by micro-organisms, but they undergo very effective degradation via natural chemical processing and POMS breaks down into lower molecular weight silanol s. No adverse effects were seen for seed germination. Their molecul ar size prevents them from pass ing through the biological membranes of fish or other animals. POMS fluids exhibit insignificant biological oxygen demand (BOD). Thus, the new aminofunctional silicone softeners46
-48 have many advantages over initial
POMS like low yellowness, high softness, require low concentration and environmentally safe. In addition, they have the ability to blend with other organic soften ers while retaining thei r origi nal performance.
4 Biotinishing49.61
Processing of cellulosic fabrics and garments with cellu lase enzymes, generally referred as biofinishing, started in the late 1980s. Superior hand and novelty finish es on rayon, linen and cotton knits can be achi eved with cellulases.
Cellulases are mUlti-component enzyme systems commonly produced by soi l-dwell ing fun gi and bacteria. The most important organisms are T richoderma, Penicillium and Fusarium. Cellul ases consist of at least three enzy me sys tems working synergistically together as illu strated in FigA. Endoglucanases or endocellulases hydro lyse ce llulose randomly along the chai ns, preferenti ally the amorphous region. Cellobiohydrolases or exocellulose attack the chain ends and prod uce primari ly cellobiose coupled with the binding domains associated with the enzyme. The cellobiose and any small chain o li gomers produced by exo-cellulases are
then hydro lysed by the third enzy me B-4-glucosidase into g lucose.
BAJAJ: ECOFRI ENDLY FINISH ES FOR TEXTILES 17 1
En zymes are acti ve at atmospheric pressure in the
temperature range of 30-60°C. Based on their
sensiti vity to pH , they are class ified as :
• Acid stable (pH 4.5-5 .5)
• Neutral (pH 6.6-7) • Alkali stabl e (pH 9-10)
Biofinishing cons ists o f a cellulase enzyme
treatment to g ive a partial hydro lys is of cotton fibre,
with a weight loss of around 3-5% and strength loss
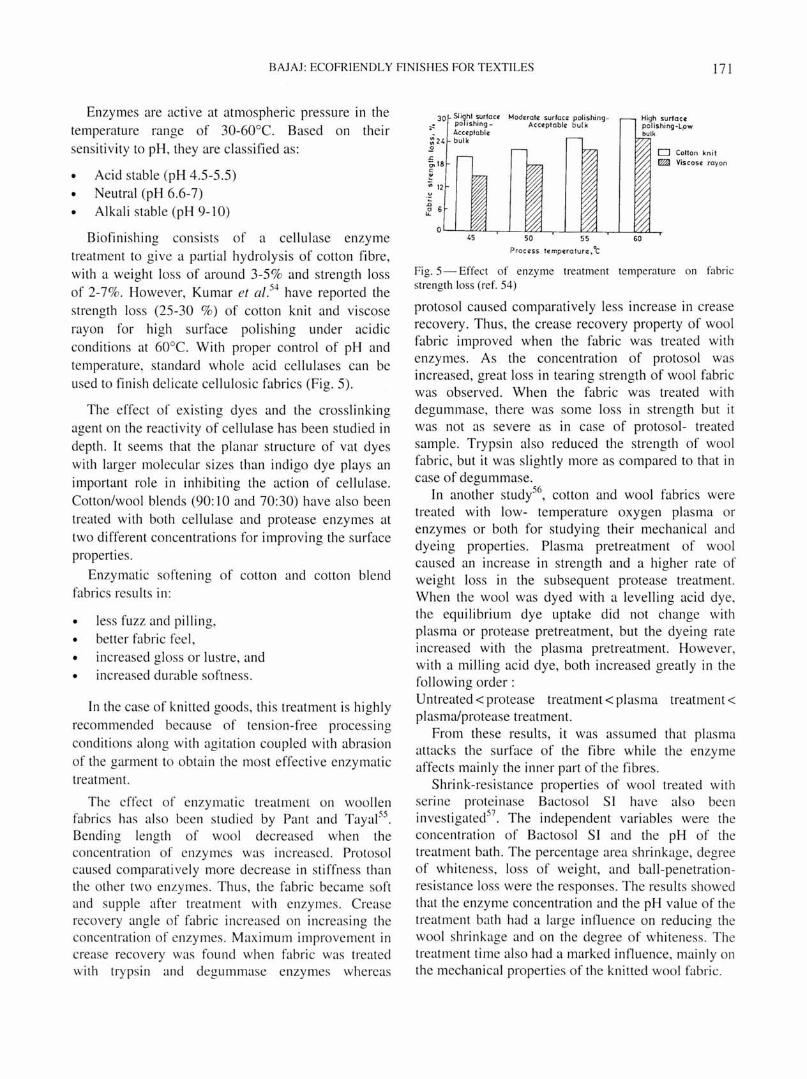
of 2-7%. However, Kumar et al.54 have reported the
strength loss (25-30 %) of cotton knit and viscose
rayon for hi gh surface po lishing under ac idi c
conditions at 60°C. With proper contro l of pH and
temperature, standard whole acid cellul ases can be
used to fini sh del icate cellulos ic fabri cs (Fig . 5).
The effect of ex isting dyes and the cross linking agent on the reactiv ity of cellul ase has been studi ed in
depth . It seems that the pl anar structure of vat dyes
with larger molecul ar sizes than indigo dye pl ays an
important role in inhibiting the action of cellulase. Cotton/wool blends (90 : 10 and 70: 30) have al so been
treated with both cellulase and protease enzymes at
two different concentrati ons fo r improv ing the surface properties.
Enzy matic so ftening of co tton and co tton blend fabrics results in :
• less fuzz and pilling, • better fabric fee l,
• increased gloss or lustre, and • increased durab le softness.
In the case of knitted goods, thi s treatment is hi ghly
recommended because of tens ion-free process ing
conditions along with ag itation coupled with abras ion of the garment to obtain the most e ffec ti ve enzy mati c treatment.
The cffec t of enzymati c treatmcnt on woollen fab rics has also been studied by Pant and Tayal55
.
Bending length of wool decreased when the concentrat ion of enzy mes was increascd. Protosol caused comparatively more decrease in st iffn ess than the other two enzy mes. T hus, the fabric became soft and supple after treatment with enzymes. Crease recovery angle of fab ri c increased on increasing the concentration of enzymes. Max imum improvement in crease recovery was fo und when fa bric was treated with tryps in and degummase enzymes whereas
;! 30 ~~~~~h~~~~Cf Acceptab le b u lk .. ..
2 .c 0, 18
~ ;; 12 u
.0 ~ 6
Modu ole surfacct poli shi ngACCf pl obl. b ul k
50 55
Process temp Clrature.oC
60
High su rface po lishing-Lpw bulk
o Cotton kni t
rza Visc ose rayon
Fig. 5- Effect of enzy me treatment temperature on fabri c strength loss (ref. 54)
protosol caused comparatively less increase in crease recovery . Thus, the crease recovery property of wool fa bric improved when the fabric was treated with enzy mes . As the concentrati on of protosol was increased, great loss in tearing strength of wool fabric was observed . When the fabri c was treated with degummase, there was some loss in strength but it was not as severe as in case of protosol- treated sample. Trypsin also reduced the strength of wool fabri c, but it was slightly more as compared to that in case o f degummase.
In another stud/ 6, cotton and wool fabrics were
treated with low- temperature oxygen plas ma or enzymes or both for studying their mechanical and dyeing properties. Pl asma pretreatment of wool caused an increase in strength and a hi gher rate of weight loss in the subsequent protease treatment. When the wool was dyed with a levelling acid dye, the equilibrium dye uptake did not change with plasma or protease pretreatment , but the dyeing rate increased with the plasma pretreatment. However, with a milling acid dye, both increased greatl y in the fo llowing order : Untreated < protease treatment < plasma treatment < plasma/protease treatment.
From these results, it was assumed that plasma attacks the surface o f the fibre while the enzyme affects mainl y the inner part o f the fibres.
Shrink-res istance properties of woo l treated with serine pro te inase Bactoso l SI have al so been inves ti gated57
. The independent vari abl es were the concentration of Bactosol SI and the pH of the treatment bath . The percentage area shrinkage, deg ree of wh iteness, loss of weight, and ball-penetrationres istance loss were the responses. The results showed that the enzy me concentrati on and the pH value of the treatment bath had a large influence on reducing the wool shrin kage and on the degree of whiteness. T he treatment time also had a marked influence, mai nl y on the mechanical properties of the knitted wool fab ric.

172 INDIAN J. FIBRE TEXT. RES., MARCH-JUNE 200 1
Enzymatic hydrolysis to improve wetti ng and absorbency of polyester fabrics has also been reported by Hsieh and Cram58
. Six hydrolyzing enzymes (Table 4) to improve the hydrophilicity of several polyester fabrics were used. Five of the six lipases improve the water wetting and absorbent properties of regular polyester fabrics more than the alkaline hydrolysis under optimal conditions (3N NaOH at 55°C for 2 h). Compared to aqueous hydrolysis, the enzyme reacti ons are highly effective under more moderate conditions, including a relatively low concentration (0.0 I giL), a shorter reaction time (10 min), ambient temperature of 25°C and no buffer. Improved water wettabi lity is accompanied by full strength retention compared to the significantly reduccd strength and mass due to alkaline hydrolysis. Interestingly, the wetting and absorbent properties of sulphonated polyester and microdenier polyester fab rics are also improved by lipase.
·U Finishing of Lyocell5%1
A concern encountered with use of Iyocell fibres has been the fibrillation of fibre surfaces under mechanical stress or when swollen with water. They have a tendency to fibrillate because of the hi gh orientation and lack of lateral cohes ion. If con troll ed, this fibrillation can provide a soft finish for Iyocell fabrics, but under continued laundering the fibrillation wil l become worse and may adversely affect the appearance and hand of a texti Ie material. Fibre processing parameters can, therefore, be adapted to minimize the fibrillation problem in the spun fibres. Fibre-reactive dyes, crosslinking resins and enzymc treatments have been investigated as methods for reducing the degree of fibrillation in Iyocell fabrics.
I n one of the process, the fabric samples were enzy me treated with a commercial whole cellulase in a Launder-O-meter machine at 50°C for 60 min , both with and without steel balls for agitation. The liquorto- fabric ratio was 20: 1 and an acetate buffer was used to maintain the pH at 4.8 . A buffer control with no enzyme was run in addition to three enzyme
concentrations (1.05, 5.3 1 and 16.04 %). Enzymetreated fabrics showed minimal fibril lation compared to those submitted to simulated laundering conditions without enzymes. Neither enzyme concentration nor agitation affected the low-stress mechanical properties but did influence the tensile properties. The 10weSl enzyme concentration was less detrimental to the tensile properties, whil e inhibiting fibri llation.
Production trials and monitoring in garment process ll1g fac iliti es have shown that fabric breakdown is significantly reduced when engi neered component cel lulases are used as compared to conventional whole cellulases. This is particularly evident on delicate fabrics and lyocell blends. Process conditions used were : liquor ratio of 10: 1, pH 5.0, treatment temperature of 58°C and treatment time of 45-60 min. The enzyme dosages were adjusted to achieve a hi gh degree of defibrill ation . On 100% Iyocell, the handle attributes of the engineered component cellulases treatments were assessed higher than that of the whole cellulase, but the differences were smal l at the dosages tested. Much clearer differences were seen in the lyocell/cotton and Iyocell/linen blends60
. The panelists consistently rated treatments by engineered component cellulases as softer and bulkier compared to the whole cellulase, irrespective of the dosages. This suggests that hand preference may be directly related to the composition of the enzymes and not to the enzyme dosage. These three enzyme compositions influenced the fabric hand properties differently due to the possible differences in their mode of action61
.
5 Plasma Treatment62-~ The application of the plasma treatment has been
demonstrated for the surface modification of various textiles. A lot of envi ronmental and production problems can be solved by using a non-equilibrium low-temperature plasma. The plas ma processes are dry ones and do not require wate r or non-aqueous soluti on. Promising applications of gas discharge plasma for the activat ion of chemical reactions in liquids have also been reported .
Table 4- Varieties of lipases used in improv ing the wettabilily of polyesler fibres58
Lipase Supplier or manufaclU rer Source
A ICN Hog pancreas 13 ICN Porc ine pancreas C Sigma Wheat germ 0 Sigma Candida mgosa E Genencor Inlenwli on<J1 Pselldol/IO/ws lIIe//{/ocii/(/ F Novo Nordi sk Aspergilllls ory~ae
Form
Powder Powder Powder Powder Liquid Liquid
ACl ivity
30.8 units/mg 16 ul1its/mg 7.6 units/Illg 250,000 units/mg 250.000 units 100,000 units
Purily
2.8% mo isture. 0.9% fat Diastase- free 12'K protein 95% protein 95% protcin >90% >90%

BAJAJ: ECOFRIENDL Y FINISH ES FOR TEXTILES 173
The plasma technique is based on ionised gases
produced by electri cal di scharges. In fact, the
coupling of electromagnetic power into a process gas generates the plasma medium comprising a dynamic mi xture of ions, e lectrons, neutrons, protons, free radicals and metastable exci ted species which enable
a variety of surface processes, e.g. surface activation for creati ng reactive etching, dissociation of surface contaminants (scouring/bleaching) and deposition of coatings for specific applicati ons. In a ll , the plasma
treatment is a hi ghly surface speci fic of the material « 1000 A) which does not affec t the bulk properties. The mean depth of plasma acti ve species action in
polymers63 is g iven in Table 5.
Depending on the gas pressure, two s ignificantly
different forms of discharges are known:
Corolla Discharge:
• generated at gas pressures equal to atmospheric pressure
• electromagnetic field at > 15 kY
• frequency range of 20-40 kHz
Glow Discharge:
• generated at gas pressure in the 0 . 1-10 MPa range
• electromagnetic field in the 0.4-8 .0 kY range
• broad frequency range of 0 - 2.45 G Hz. Strictly speaking, both forms should be regarded as
a source of low-temperature plasma. In industrial
app lications, a steady-state glow discharge capabl e of
operat ing at one atmosphere would allow many
plasma-related surface mod ifi cat ion processes to be
done on the production line, rather than in expensive
vacuum systems that force batch processi ng.
Different gases can be used to achieve spec ific
chemical mod ificat ions to the textile surfaces.
Properties enhanced include wettability, adhesion,
Tahle 5- Mean depth of plasma acti ve spec ies act ion in pOlymers6.1
Active spec ies of co ld Energy. eV Mean depth of plasma active spec ies
act ion
Atoms. radicals. kT '" 0.01-0.1; E '" 0.5 > 0. 1 11m excited molecu les
Ions. electrons 1-100 Up to 10 mono layers
UV-photon s 5-20 Up to 10 11m
kT = Translat ional energy ; and E = Internal energy of partic le
cross linking, biocompatibility, protection and anti
wear, and chemical affinity or inertness64-67
. Relative
free-radical intensity of the plasma-treated fibres,
measured by ESR, increases in the following order:
Cotton> Wool> Silk> Nylon 6 == PET.
The natural fibres, especia ll y cotton showed larger free-radical intensity regenerated cellulose and synthetic fibres .
and linen, than the
The ill-situ plasma polymeri zation for grafting of polymers onto the textile surface has also received considerable attention for improving wettability. Chemical grafting with various monomers onto plasma-activated surface of cellulosics and other fibres has been reported for accomp li shing specific properties .
5.1 Shrinkproofing of WOOI68-7~
The most important factor for the renewed interest
in plasma technology came in 1987 from the new legislation in Germany restricting the concentration of
AOX compounds in the discharged effl uents to 0.5 mg/L. The glow di scharge treatment of wool in non
polymerizing gases like air, oxygen and nitrogen provides hydrophillici ty o f the fibre surface and has
an excellent shrinkproofing effect in co mbination
with ecofriendly res in. The new zero-AOX
shrinkproofing treatment consists of ox idative step
and subsequent application of a new resin based on collagen protei ns68 which are cross linked with the fibre surface by means of trifuncti onal epoxide
Araldit PT 8 10 and glycidyl acry late. Almost
complete shrink resistance of wool fabr ic and top is
accomplished using the collagen/ Araldit resin with pl asma pre-treated material (Fig. 6).
Wakida et al.69, Kan et al.7o
.72 and Rakowski 71 have
also made in-depth studi es on the shrinkproofing,
dyeing and printing of plasma-treated wool. Wool and poly(ethylene terephthalate) fab rics and film were
treated with low-temperature pl as mas of helium/argon
or acetone/argon69 under atmospheric pressure (Fig. 7)
for 10-180 s. Although argon itself cannot independently
generate a plasma under atmospheric pressure by
applying hi gh frequency voltage, it is eas ily generated
by addi ng a small quantity of helium o r acetone to argon gas. Wettability values of woo l and PET fabrics treated with the plasmas under atmospheric pressure are shown in Table 6. The helium/argon plasma treatment was much more e ffecti ve in increasing the

174 INDIAN J. FIBRE TEXT. RES .. MARCH-JUNE 200 1
U : Untreated reference
P : Plasma - treated
C: .Caroat . treated fabric
'" Q. CAC: Carnal-treated fabric E after application of the '" (/) araldil -collagen resin .S! .0 PAC : Plasma-treated fabric '" u. after application of the
araldit-collagen resin
o 10 t 5 20 25
Falling shrinkage, %
Fi g. 6- Anti -felting effect of Araldit/collagen res in on plasma modifi ed fabrics compared with the Caroate pretreated material (rcf. 68)
Table 6 --Effects of low-Iemperature plasma treallnent under atmospheric pressure on water penetration of PET and wool
fabric s69
Treatment
PET
Untrealed Acetone/argon plasma lOs 30 s 60 s 180 s
Helium/argon plasma 10 s 30 s 60 s Os
Wool
Unlrealed
Acetonc/argon pl asma
10 s
30 s
60 s
180 s
Helium/argon plasma
10 s
30 s
60 s
180 s
Time of water penetration s
>3600
11 67 285 173 24
240 94 60 20
>3600
>2400
2000
900
60
> 1800
150
10
< I
wettabi lity to water than acetone/argon plasma. Although wool does not wet easily because of its hydrophobic epicuti cle layer, but the fabric treated with atmospheric helium/argon plasma over 60 s
@ ®
QJ)
Fig. 7 - Equipment for low- temperature pl as ma treatment under atmospheric pressure [( I ) power suppl y, (2 ) glass bell jar. (3) brass electrode. (4) cock, (5) polyimide dielectric layer. (6) specimen for treatment. (7,8&9) gas inlets, ( 10) acetone. and ( II ) gas outlet] (ref. 69)
became wet very quickly. It is, therefore, assumed that the surface structures of wool treated with both plasmas are somewhat different. Probably, the heliu m/argon plasma etches the fibre surface, whereas the acetone/argon plasma causes polymerization of
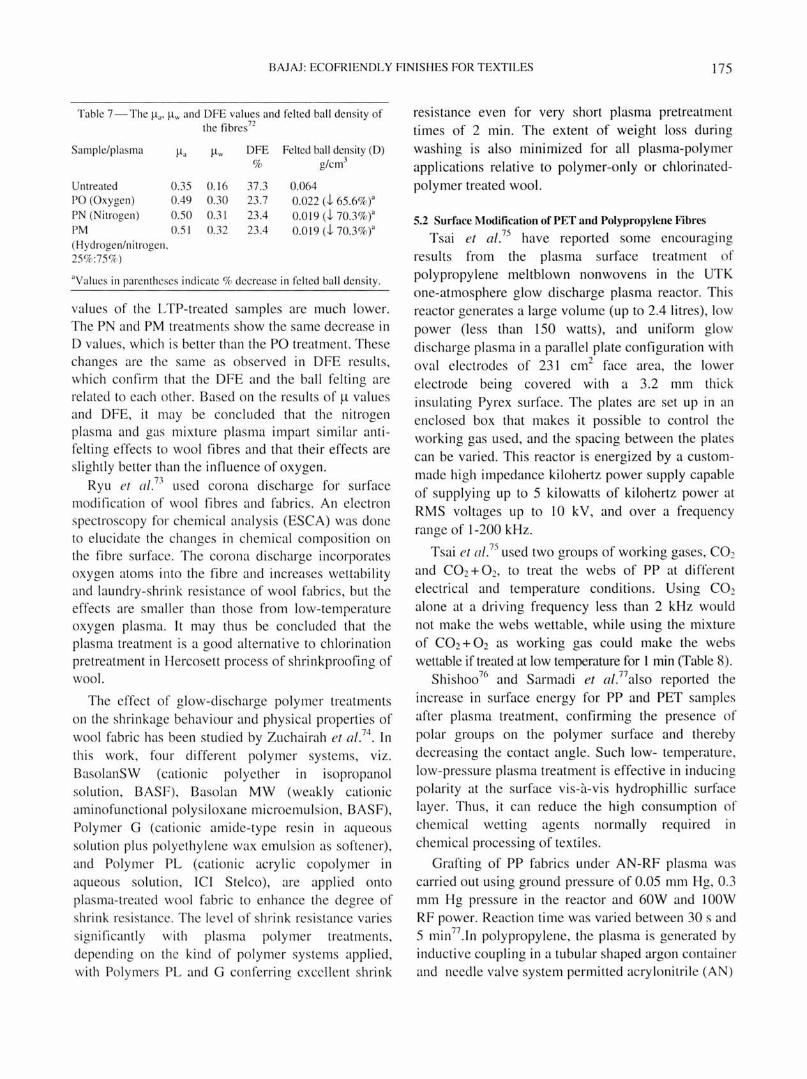
acetone and produces hydrophi lic polymer deposits on the fibre surface. Kan et al. 72 have also demonstrated the application of three nonpolymerizing gases-oxygen, nitrogen and a mixture of 25 % hydrogenl75 % nitrogen gas-- through low
temperature pl asma treatment. The results of /la, /lw and OFE are shown in Table 7 . The /la and /lw values of the low-temperature plasma (L TP) treated wool fabrics increased, but the OFE values decreased. The increased /la and /lw values are probably due to the L TP etching on the fibre surface, resulting in surface roughness and hence altering the coefficient of friction of the fibre . T he reduction in OFE is regarded as a factor in lowering the felting tendency o f wool. The density (0 ) of the felted halls reveals that the 0
BAJAJ: ECOFRIENDL Y FINISHES FOR TEXTILES 175
Table 7 - The f.\". f.\ w and DFE values and felted ball density of the fibres 72
Sample/plasma f.\a f.\w DFE Felted ball density (D) % g/cm'
Untreated 0.35 0.16 37.3 0.064 PO (Oxygen) 0.49 0.30 23.7 0.022 (1 65.6%)" PN (Ni trogen) 0.50 0.31 23.4 0.019 (1 70.3%)" PM 0.51 0.32 23.4 0.019 (170.3 %)" (Hydrogen/nitrogen. 25%:75 '70 )
"Values ill parentheses indicate % decrease in felted ball dens ity.
values of the L TP-treated samples are much lower. The PN and PM treatments show the same decrease in D values, which is better than the PO treatment. These changes are the same as observed in DFE results, which confirm that the DFE and the ball felting are related to each other. Based on the results of /..l values and DFE, it may be concluded that the nitrogen plasma and gas mixture plasma impart similar antifelting effects to wool fibres and that their effects are sl ightly better than the innuence of oxygen.
Ryu et al.7} used corona discharge for surface
modification of wool fibres and fabrics. An electron spectroscopy for chemical analysis (ESCA) was done to elucidate the changes in chemical composition on the fibre surface. The corona discharge incorporates oxygen atoms into the fibre and increases wettability and laundry-shrink resistance of wool fabrics, but the effects are smaller than those from low-temperature oxygen plasma. It may thus be concluded that the plasma treatment is a good alternative to chlorination pretreatment in Hercosett process of shrinkproofing of wool.
The effect of glow-discharge polymer treatments
on the shrinkage behaviour and physical properties of wool fabric has been studied by Zuchairah et 01.74. In
this work, four different polymer sys tems, viz.
BasolanSW (cationic polyether in isopropanol solution, BASF), Basolan MW (weakly cationic aminofunctional polysiloxane microemuls ion , BASF),
Polymer G (cationic amide-type res in in aqueous solution plus polyethylene wax emulsion as softener) , and Polymer PL (cationic acrylic copolymer in
aqueous solution, ICI Stelco), are applied onto plasma-treated wool fabric to enhance the degree of
shrink resistance. The level of shrink resistance varies sign ificantly with plasma polymer treatments,
depending on the kind of polymer sys tems applied, with Polymers PL and G conferring excellent shrink
resistance even for very short plasma pretreatment
times of 2 min. The extent of weight loss during
washing is also minimized for all plasma-polymer
applications relative to polymer-only or chlorinated
polymer treated wool.
5.2 Surface Modification of PET and Polypropylene Fibres
Tsai et al.75 have reported some encouraging
results from the plasma surface treatment o f polypropylene meltblown nonwovens in the UTK
one-atmosphere glow discharge plasma reactor. Thi s
reactor generates a large volume (up to 2.4 litres), low
power (less than 150 watts) , and uniform glow
discharge plasma in a parallel plate configuration with
oval electrodes of 23 I cm2 face area, the lower
electrode being covered with a 3.2 mm thick
insulating Pyrex surface. The plates are set up in an enclosed box that makes it possible to control the
working gas used, and the spacing between the plates
can be varied. This reactor is energized by a custommade high impedance kilohertz power supply capable
of supplying up to 5 kilowatts of kilohertz power at
RMS voltages up to 10 kY, and over a frequency
range of 1-200 kHz.
Tsai et al. 75 used two groups of working gases, CO2
and CO2 + O2, to treat the webs of PP at different electrical and temperature conditions. Using CO2
alone at a driving frequency less than 2 kHz would
not make the webs wettable, while using the mixture
of CO2 + O2 as working gas could make the webs wettable if treated at low temperature for I min (Table 8).
Shisho076 and Sarmadi et ol.77also reported the
increase in surface energy for PP and PET samples
after plasma treatment, confirming the presence of
polar groups on the polymer surface and thereby
decreasing the contact angle. Such low- temperature,
low-pressure plasma treatment is effective in inducing polarity at the surface vis-a-vis hydrophillic surface layer. Thus, it can reduce the high consumption of
chemical wetting agents normally required III
chemical processing of textiles.
Grafting of PP fabrics under AN-RF plasma was
carried out using ground pressure of 0.05 mm Hg, 0 .3 mm Hg pressure in the reactor and 60W and 100W
RF power. Reaction time was varied between 30 sand 5 min77 .In polypropylene, the plasma is generated by
inductive coupling in a tubular shaped argon container and needle valve system permitted acrylonitrile (AN)

176 IN DIAN J. FIJ3RE T EXT. RES., MARCH-J UNE 200 1
Table 8-Plasma Irealmenl" o r 100 g/m2 me ii-blow n PP webs75
Sample Trealmenl lime Yo lwge Freq uency Work ing gas Gas lemp. Crilical surFace lension, dy nes/cm No. min kY rrns kH z °C Original I day 2 days
I 9.32 1.2 CO!, alb 2 1 70. 1 60.5 58.4 2 2 9.4 1.2 CO!, alb 2 1 71.2 66.2 64.2 3 3 9.4 1.2 Cal. 0/ 22 7 1.2 7 1.2 68.0 4 I 9.6 1.2 Cal, 0/ 54 71.2 60.5 58.4 5 2 9.4 1.2 CO!. O!e 54 7 1.2 60.5 58.4 6 3 9.35 1.2 CO!. O!e 55 71.2 60.5 58.4 7 I 9.52 1.2 8 2 9.52 1.2 9 3 9.52 1.2
10 I 8.82 1.5 I I 3 8.8 1.5 12 2 8.92 1.5
"Fabrics were Irealed al atmospheri c pressure.
Space gap helween elec lrodes = 2.7 mm, Pyrex Ihi ckness = 3.2 mm. hYolullle ralio (CO!:O!) = 85: 15 ' Yoluille ralio (CO!:O!) = 88.6: I 1.4
to now into the reacti on vessel. The va pour pressure of the AN is above the operati onal reactor press ure and consequcntly the monomer is easi ly fed in gas form to the reaction chamber under vacuum.
PAN surface grafted PP fabri cs ex hibited improved water absorption and dyeing properti es du e to the presence of nitrogen and carbon based un saturated linkages and formation of second generati on -C=O groups. Effici ent grafting takes place even in short treatment times.
Reactive amine group implantati on on polymer surface by cold pl as ma reactions also represe nts one of the possibilities for surface fun cti onal iza ti on. One approach for attaching reac ti ve amine groups is to use ammoni a plas ma. Carbaugh cf a/.78 have studi ed the pl as ma decompos iti on of ammonia and ha ve proposed the foll ow ing mechanis m:
NH1--+ NI-i' + H H + NI-I,1--+ NH z + 11 2 11 2 --+ 2 I-I 2 NI-I 2--+ :NH + NH1 2 NI-I 2--+ N2H4 2: NH--+ N2+H2
... ( I ) ... . (2)
(3) (4)
(5)
(6)
It is suggested that the primary amine radi cal s are most likely the entit ies to dominate the reac ti on mechani sms and combine with surface radi ca ls. However, because of the coex istence of a signifi cant !l umber of mono- and multi -radical spec ies and va ri ous reaction poss ibilities in th e plasma state, th e molecul ar fragments other tha n NI1 2 can al so
CO! 54 58.4 56.3 54.9 CO! 53 58.4 58.4 54.9 Cal 54 58.4 58.4 56.3 CO! 2 1 58.4 56.3 54.9 Cal 2 1 60.5 58.4 56.3 Cal 20 58.4 56.3 56.3
prcdomi nate under certai n ex peri mental conditions. Others have also reported that ammoni a plasmas do not produce primary amine effi cientl y, and consequentl y saturated and unsaturated amines have been proposed in order to create reactive surface amine groups.
5.3 Water Repellency and Surface Dyeing of Polyester Fabrics
Polyes ter fa bri cs7,) have also been successfull y
treated with O2 or CF4 plasma under di ffe rent power, pressure and time conditi ons. Electron spectroscopy for chemical analys is (ESCA) clearly indicated the surface ox idation and nuoridati on. Oxygen plas ma trealment im proved both water uptake and surface dyeabi lity, 'v" hil e CF~ plasma treatment improved waleI' repellency along wi th im proved surface dyeabi lit y with c. 1. Bas ic Blue 3.
Unex pected su rface dyeability with a basic dye and wat er repell ency effee ts onto CF4 plasma trea ted PET fabrics have been related to inlense nuori da ti on leadin g to tenon-l ike surface and simultaneous un sa turated bonds and trapped free radical s. The mechani sm of the reacti ons fo r two types of gases, O2
and CF~, in th e discharge system is as foll ows:
In O2, a mi xture of ac ti ve oxygen spec ies is produced in the discharge cham ber. Some of the reacti ons whi ch are beli eved to occur are:
O2--+0+ 0
0+0--+ 0 2
02'~ 0 2+ hv
(7) (8) (9)

BAJAJ: ECOFRI ENDL Y FINISHES FOR TEXTILES 177
CF4 di ssoc iates in the first step according to the following equation: CFc ----. CF, + 'F .. . ( 10)
In the presence of an organi c polymer surface, these radi cal s will resu lt in surface nuorin ati on: RH+F~-RF+ H ' ( II ) R+ 'CF3 ~ - RCF3+H ( 12)
'R+CF4~ - RCF3+F (1 3) 'RIl + 'RIll --'RnRIll ( 14)
Surface nuorination as shown 111 Eq.12 or nuorocarbon grafting can occur by mechani sm of chain transfer from a radi ca l of CF4 to the ac ti vated fibre. Plasma- induced surface structure modifi cati ons were monitored by photoelectorn spectroscopy and electron spectroscopy for chemi cal anal ys is (ESCA). A high oxygen to carbon (OIC) indicate hydrophilicity, and higher nuorine to carbon (F/C) atomic ratio values of plasma-treated fab rics indicate hydrophobicity.
In another study, Oktem et al. so reported the modi ficati on of po lyester fabrics by ill- sit II plas ma or pos t-plasma polymeri zati on of acryli c acid . Fabrics were direc tly treated in acry li c ac id pl asma in one set of ex periments, while in the other set of ex periments, they were first treated in argon plas ma and then immersed in an aqueous acryli c acid bath . The second method resulted in better dyeability and soil repell ency in con trast to lower surface wett ability.
Anti-soiling of polyes terS I was also achi eved by direct current and radi o freq uency plas ma treatment of diffe rent durati ons . The soil repell ency increased with the increasing duration of treatment.
Cold plasma treatment of polyester fabri c in presence of several volatile monomers82 containing name retardant was studied. It is interes ting to note that oxygen index values for all pl as ma- treated samples was found to be somewhat Jess th an th at of virgin materi al (Table 9). However, the burning rates were found to decrease considerably, spec ifically in hexamethyldi si loxane (H M OS) plasma-treated fabri cs (Fig. 8) .
5.4 ElTect of Plasma Treatment on Oyeability of Wool, Nylon
and Cotton
Wakida et 0 1.83 also demonstrated the effec t of oxygen low-temperature plas ma treatment of wool and nylon fibres on the dyeing rate and saturation dye exhausti on of acid dyes despite increased electronegativity of the fibre surface with the treatment. The dyeing rate of the pl as ma-treated wool also increased considerabl y with natural dyes such as cochineal, Chinese cork tree and madder, but not with gro mwell.
In another study, wool , silk, nylon 6 and chinon (promix) fabri c dyed with c.1. acid Black 155 were subjected to sputter etching and also exposed to a low-temperature argon plasma. A large number of small microcraters (small er than the wave length of vis ible li ght) were formed which considerably reduced the renection of incident light, and hence increased the depth of the shade. On the other hand, low-temperature argon plasma treatment did incorporate oxygen atoms onto the surface but the physical changes were negligible.
Yoon el 0 1.56 also reported the mechanical and dyeing properti es of wool and cotton fabrics treated with low-temperature plasma and enzymes. Pl asmatreated cotton shows reduced strength , but the rate of weight loss in subsequent cellulase treatment decreased. The rate of dyeing with a direct dye also increased in the foll owing order: Plasma-treated cotton < untreated cotton < cellulase treatment == plasma/cellulase combination.
Table 9- 0 1 va lues o f several plasma/monomer-trea ted polyester samples and conditi ons o f treatment8~
Monomer Power Pl asma d urat ion 0 1 W mi n %
None (Untreated polyester) Plasma in vacuum o nly 20 60 HMDS 20 60 Tctrac hloroethylcne 20 60 Plasma in vac uum only 30 10 1, 1-2-Tri ch loroethane 30 10 Trichl orocthylene 30 10 Ally l"minc 30 10 Pl as ma in vac uum onl y 40 5 T richlorocthyle ne 40 5
• Untreated polyester fabric
• Plasma treatment under vacuum o~ny 10 c: 0 Tetrachloroethylene plasma-treated fabric
'E 8 tJ HMOS plasma-treated fabric
] ~ E 6 :l .0
! I. c; 0::
2
22.2 20.0 19.5 2 1.8 2 1.1 21.4 21.1 21.1 22.2 2.2
o~----~----~------~----~------~ 19 20 21 22 23 24
Oxygen, %
Fig. 8- Rate o f burning as a fun ctio n o f environment,,1 oxygen conce ntrati on for untrea tcd po lyester fabric a nd pl asma trea ted fabric at 20W, 60 min (re f. 82)

178 INDIAN J. FIBRE TEXT. RES ., MARCH-JUNE 2001
However, the oxygen plasma treatment onto wool improved its strength and resulted in higher rate of weight loss in the subsequent protease treatment and increase in dyeing rate.
Vohrer84 has also indicated the importance of glow~ischarge treatments for surface modification of technical textiles
6 Antimicrobial Finishes85•lOJ
Antibacterial finishes are germicides applied to fabrics to prevent odours produced by bacterial
decomposition, such as perspiration odours, and also to reduce the possibility of infection by contact with contaminated textiles. Fabrics may also be treated with germicides to prevent mildew, a parasitic fungus
that may grow on fabrics that are not thoroughly dried. Both mildew and rot may be controlled by treatment with resins .
Natural fibres85 in particular are prone to attack as they are readily digestible by bacteria and fungi, but synthetic fibres are not completely immune either, especially with the growth of specialty finishes, many of which can provide an important growth medium for the denizens of the microscopic world, enabling them to gain a foot hold to break down the
manufactured fibres. Representative bacteria used in evaluation of antimicrobial activity are listed in Table 10.
The protection of cellulosics and manufactured
fibres or fabrics to control the growth of bacteria can be accomplished by: • a finishing process in which an antibacterial
additive is fixed on the surface of the material by a res 111 ,
• grafting of antibacterial agents on the cellulosic chain, and
• incorporating agents into the spinning solution of manufactured fibres.
The finishing process86 is the technique most frequently employed to impart antibacterial activity to cel lulosic textiles. However, the durability to laundering achieved by this technique is usually not as good as that obtained by grafting or incorporation during spinning. The damage caused by microorganisms to 100% cotton under di fferent conditions has been studied in-depth, when different finishing materials were used. The damage caused by Aspergillus niger, used as the experimental organism for 100% colton material, was seen as a decrease in the tensile strength with time, temperature and pH,
Table 10- Rrepresentative bacteria used in evaluation of antimicrobial ac ti vity of modified fabr ics
Species
Gram-positive bacteria
StaphylococclIS aureus Staphylococclls epiderlllidis Corynebacterilllll diphteroides
Fungi
Candida albicans EpIdermophyton .flocco.wlIl Trichophyton interdigitale Trichophyton rubrulll
Vii-uses
Poliolllyelitis virus Vaccinia virus
Protozoa
Resulting End-use e ffectld i sease
Pyrogenic infections Hyg ienic, medical Body odour Aesthetic
Body odour
Diaper rash Infection of skin and nail s Athletes's foot
Chronic infections of nai Is and sk in
Poliomyelitis Localized disease induced by vaccination aga inst smallpox
Aesthetic
Hyg ienic Hyg ienic
Hygien ic
Hygienic
Medi cal Medical
Tricholllonas vaginalis Trichomoniasis Hygienic, medical
Trelllatode (blood .flllkes)
vaginitis
Schistosollla japoniculII Schistosomiasis
Hygienic, med ica l
Hygienic, medical
and the change in conditions of the medium are shown to affect the decrease in the tensile strength.
As shown in Table 11, the microbial growths were differently inhibited by several finishing chemicals,
but most of them were removed by washing85.
Cotton fabrics7 and partially carboxymethylated or cyanoethylated fabrics were treated with g lyoxal using ZnCI2.6H20 and AI 2(S04h. 18H20 as catalysts in the presence and absence of a sil icon elas tomer. The fabrics so treated were monitored for dry crease recovery and retained strength properties after soi I burial for two and four weeks. Results obtained indicated that while the cotton fabric undergoes complete decay after two weeks, the cyanoethylated cotton samples having 2.01 %N retained 24.45 % and 37.33% of their tensile strengths after two and four weeks of so il burial respectively. This was against the retained strength of 98.27% and 74.73% after the cyanoethylated cotton was given glyoxal treatment in presence of aluminium sulfate and silicon e lastomer.

BAJAJ: ECOFRIENDLY FINISHES FOR TEXTILES 179
Name
Afrotin LC Mystox ELN
Mystox WFE
Antibac MF
Antibac MFB
Fungitex OP
Table II -Antibacteri al chemicals85
Chemical nature
Na salt of a heterocycl ic compound Pentach loropheny llaurage and non
ionic emulsifying agents Aqueous solution of sod ium-o
phenylphenate An organic compound containing
nitrogen with no halogen or heavy metal salts
Combination of heterocyclic organic compounds
Derivatives of benzimidazole
Composition gIL
20 2.5
40
80
100
Table 12-0dour and bacterial counts of towelling91
Treatment Odour Bacterial count CFU/mL
None Very strong, > 10 10 pungent odour
Softener only Very strong, 2.6x 109
pungent odou r 0.2% PHMB No odour 6x 105
Softener and 0.2% PHMB No odour 4x 104
l (±) C~
NH NH2
-CH2 CH2 CH2 II II CH CH CH C C 2 2 2-
"'-/"'-/"'-/ N N N H H H
Average n : 12
Fig. 9-Structure of PHMB, the act ive agent in the antibacterial treatment (ref. 91)
Graft or ill-situ polymerization of acrylates onto cotton and rayon in conjunction with zinc or copper salts produced fabrics with durable antibacterial activity. Cotton fabrics resistant to Staphylococcus epidermidis for 50 launderings and to Staphylococcus aureus for 25 launderings were produced by in situ polymerization of zinc acrylate, zinc methacrylate and zinc itaconate. Grafting of acrylic acid onto mercerized cotton and rayon followed by immersion in copper sulphate imparted durable antibacteria l activity against Staphylococcus aureus and Escherichia coli.
SITRA 88 has also developed a chemical finish for yarn, fabrics and garments named as SANTIMIT (SITRA Antimicrobial Textiles) which possesses almost complete antibacterial potentiality against all major diseases and perspiration odour. These
beneficial effects are highly durable even after 50 usewash-use cycles. The antibacterial effect, both in formulation and on treated materials , has been affirmed by extensive hospital field trials .
Magnesium peroxide-based new antibacterial agents (derived from 28: I mole ratio of H20 2:
Mg(OAchAH20 with a peroxide content of 24%) and their applications on cellulosics have been described by Vigo et al. 89 . They reported several advantages over previous antibacterial agents derived form the in situ application of zinc or zirconyl acetate/hydrogen peroxide systems applied to textiles. Cotton fabrics had much better affinity and durability of the affixed agents than cotton/polyester blends or all sy nthetic fabrics such as polyester, polyamide and polypropylene.
A new antimicrobial treatment90.9t
, called Reputex TM20, has been found to be a durable finish for cotton and cotton blends, based on active agent poly(hexamethylene-biguanide hydrochloride) PHMB (Fig. 9). It is readily applied by padding or exhaustion. The antibacterial efficacy of th is treatment on fabric has been assessed USlt1g qualitative agar plate and quantitative bacterial counting methods (Table 12). Treated cotton is bactericidal for approximately 25-50 wash cycles, depending on the wash conditions .
Bacteria-contaminated fabrics92 in hospitals are known to be a major source of cross infection . Postoperative infections are the most common hospital acquired infections since bacteria can, by a variety of routes, find their way into an open wound and cause sepsis. Post-operative wound infections develop in 2-5% of patients undergoing surgical procedures. Surgeons gowns and drapes used to surround the operative field should be effective aseptic barriers between the underclothes of the surgeon and the aseptic field and between the patient's body other than the prepared area and the sterile field. In the operating room, however, liquids such as blood, sweat and saline solutions can cany bacteria with them, and if a liquid is wicked from a surgical gown to a nonsterile surface, one or both sides will become contaminated. In an operating room, a patient's blood can penetrate surgical gown material and probably contaminate the surgeon's skin if not well protected.
Several researchers have used antimicrobial finishes to provide fabrics with barriers against microorganisms . Morris et al. 93 used an antibiotic as an antimicrobial agent to impart antimicrobial properties
180 INDIAN J. FIBRE TEXT. RES., MARCH-JUNE 2001
to cotton. They found that fabrics treated with antibiotics retain excell ent bacteriostatic activity. Points and Wadsworth'J4used a f1uorochemical as a repellent finishing agent on spun laced nonwoven fabrics. The surface tension of blood and body fluids ranges between 42 and 60 dyne/cm; to maintain blood repellency , the surface tension of fabrics has to be much lower than that of blood. In order to provide 100% cotton fabric and 55/45 wood pulp/polyester spun laced nonwoven fabric with barriers against micro-organisms and blood, the samples were treated with gentamicin, a broad-spectrum antibiotic, and a f1uorochemical compound using pad-cure method. The antimicrobial activity of the samples was analyzed quantitatively by measuring the number of colonies of Klebsiella pneulllonia and qualitatively using the parallel streak method with Stapliylococcus aureus. Blood repellency is assessed with spray and impact penetration tests using both synt hetic and human blood. Samples treated with both the antibiotic and the f1uorochemical (dual fini sh) show a high reduction rate in the number of colonies grown and clear zones of inhibtion.
Dual finished specimens treated with 1.1 % ch itosan concentration also maintain over 90% reduction in the number of colonies. The blood repellency of dual finished nonwoven fabrics is superior to that of dual fin ished cotton. As regards the mechanical properties, the bending rigidity and shear rigidity increase when cotton and nonwoven fabrics are treated on ly with chitosan, but these properties decrease after the fluoropolymer treatment. Air permeability of the specimens decreases slightly afte r the dual fini sh.
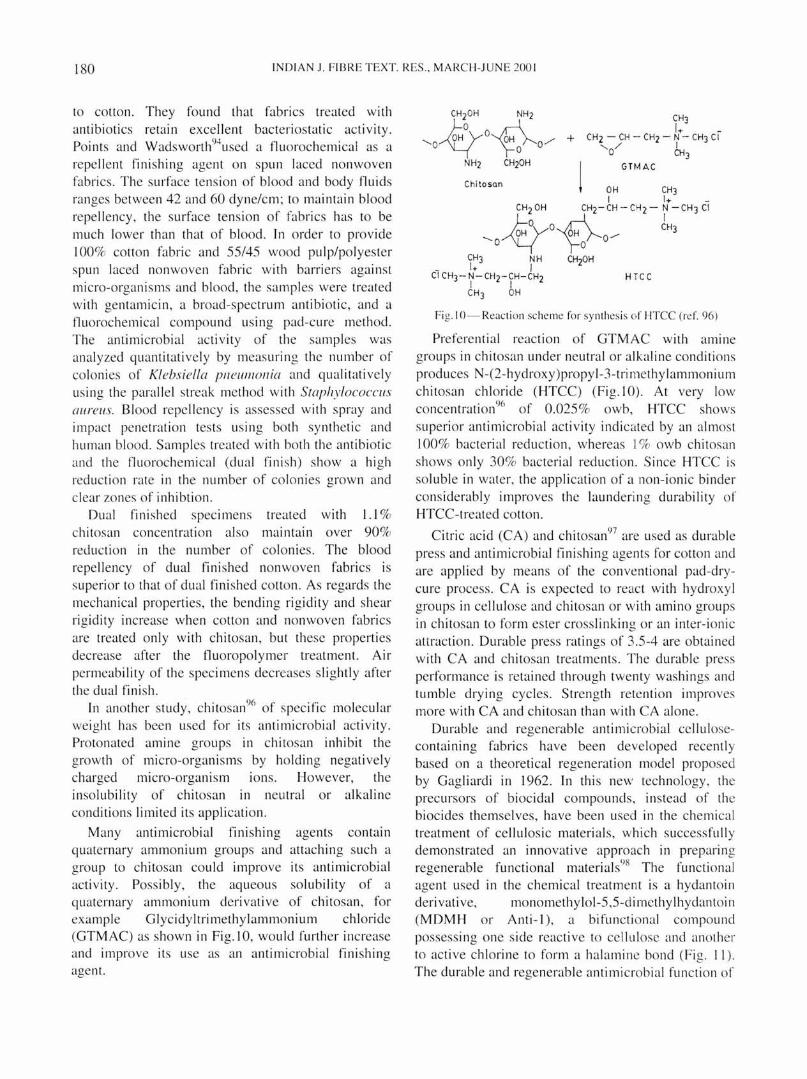
In another study, chitosan96 of specific molecular weight has been used for its antimicrobial activity. Protonated amine groups in chi tosan inhibit the growth of micro-organisms by holding negatively charged micro-organism ions . However, the insolubility of chitosan in neutral or alkaline conditions Ii mi ted its app lication.
Many antimicrobial finishing agents contain quaternary ammon ium groups and attaching such a group to ch itosan cou ld improve its antimicrobial activ ity. Possibly , the aqueous solubility of a quaternary ammoni um deri vati ve of chi tosan, for example Glycidyltrimethylammonium ch loride (GTMAC) as shown in Fig.1 0, would further increase and improve its use as an antimicrobial finishing agent.
CH3 1+ _
+ CH2 - CH -- CH2 - N - CH3 CI
...... 0/ tH3
GTMAC
Fig. IO - Reacli on sc heme for sy nthes is of l-lTCC (re f. 96)
Preferential reaction of GTMAC with amine groups in chitosan under neutral or alkal ine conditions produces N -(2-hydrox y )propy 1-3-trimethy lammoni um chitosan ch loride (HTCC) (Fig . I 0). At very low concentration% of 0.025 % owb, HTCC shows superior antim icrobial activity indicated by an almost 100% bacterial reduction, whereas 1% owb chitosan shows only 30% bacterial reduction. Since HTCC is so luble in water, the application of a non-ionic binder cons iderably improves the laundering durability of HTCC-treated cotton.
Citric acid (CA) and chitosan'J7 are used as durable press and antimicrobial finishing agents for cotton and are applied by means of the conventional pad-drycure process. CA is expected to react with hydroxyl groups in cellulose and chitosan or with amino groups in ch itosan to form ester crosslinking or an inter-ionic attract ion. Durable press ratings of 3.5-4 are obtained with CA and chitosan treatments. The durable press performance is retained through twenty washings and tumble drying cycles. Strength retention improves more with CA and chitosan than with CA alone.
Durable and regenerable antimicrobial cellulosecontaining fabrics have been developed recently based on a theoretical regeneration model proposed by Gagliardi in 1962. In this new technology , the precursors of biocidal compounds, in stead of the biocides themselves, have been used in the chemical treatment of cellulosic materials, which successfully demonstrated an innovative approach in preparing regenerable funct ional materials,!8 The functional agent used in the chemical treatment is a hydantoin deri vat i ve, monomethy 101-5 ,5-dimethylhydantoi n (MDMH or Anti- I), a bifunctional compound possessing one side reactive to cellulose and another to act ive chlorine to form a halamine bond (Fig. II ). The durable and regenerable ant im icrobial function of

BAJAJ: ECOFRIENDL Y FINISHES FOR TEXTILES 18 1
Cellulose
~ OC H2 \ CH3
N+CH 3
O~ .. /'O N
Bleach ing . Kill bacteria
I H Hydantoin rings
Fig. II -Reaclion of MDMH (lllonolllethylol-5,Y -di lllethylhydantoin ) with ce llulose (ref. 98)
the treated fabric is attributed to the reversible ox idati ve properti es of cyclic halamine structures. The effectiveness of the antimi crobi al fabrics is re lated to the amount of active hal amine agents incorpo rated onto the fabrics ..
The bioc idal functions on the fabrics are achieved by two steps of chem ical process ing including fin ishing under acidic conditio ns and rinsing with chlorine bleach . Each of the processes may have its ow n impact on physical properties of the fabric . Chemical fini shing of the hydanto in compound o nto cellulose was performed under acidic conditions that are quite harmful to the chem ical structure of cotton cellulose. Active chl ori ne in bleaching solutio ns usuall y damages the tensile strength of fabrics due to its ox idative properties. T hese fac tors, affecting the mechanical properties of the treated fabrics , should be investigated to ensure the appropriate properties of the antimicrobial fabrics. Biocidal properties o f cotton fabrics processed under different pH are g iven in Table 13.
Biosil9<J fini sh employs an agent which joins
quaternary ammonium salt with organosilicone . By graft-polymerizing with fibre, thi s organosilicone is affixed to fibre firmly. For thi s reason, the agent does not leach out even by washing. The quaternary ammonium salt destroys cell membranes o f bacteri a. Bios il is also characterized by the fact that there is no harmful influence resulting from the oozing of the agent. [n princ ipl e, "Episcall" a lso employs quaternary ammonium salt as a base. Toyobo has developed " Epi scall " as a general purpose type of "Biosil". "Epi sca ll " can be treated to any fibre, as is the case with " Biosi l" . Toyobo has ado pted "Biosil", however. mainl y for cotton tex tiles, while " Episcall" is for all tex tiles. The employed agent, namely " Dow Corning 5700" (s ilicone quaternary ammonium salt), sati sfies stri ct criteria issued by the U.S. Environment Protectio n Agency (EPA) and a guarantee is g iven to its safety as well.
Table 13 - Biocidal properties of COllon fab ri cs processed under diffe rent pH and dwell tillles98
pH Dwelitillle Add-on Bioc ida l result against E. coli 111 in % After I wash After 5 or 8
washes
2.50 30 2.83 > 5111111 Kill all 4.65 30 1.42 > 2111 111 >3 111 III 2.47 5 2.88 > 1 III III Kill all 4.56 5 1.64 >2 III III >3111111
" Biosil" and "Episcall " finishes have recei ved acceptance not only for underwear and foundati ons worn in direct contact with the skin , but also frequently in the sec tor of work wear and sportswear with their high occurrence of sweating. Bacteriaresistant/deodorizing fini shes such as " Bios il" and " Episcall" have become indi spens ibl e for socks and panty hose as well.
In addition to after-fini shing, there are other products with knead-in bacteri a- resistant agents fo r synthetic fibre, which can bring about similar effects. Toyobo has developed and commerciali zed " Feelfresh" (acrylic fibre) and "B ioguard-N " (nylon fi lament) .
Kanebo loo launched an antibacterial nylon fire " Li vefresh-N". Thi s fibre is the first one made with an inorganic antibacterial additive Ag-zeolite kneaded in . " Livefresh-N" is used in the fi e ld of innerwears including lingeries and hos iery . But there were problems such as yarn breaks in di fferent processes and yellowing when exposed to heat and li ght. Especially, nylon polymer has a remarkabl e yellowing compared with other po lymers. Instead of Agzeolite 'O' , it has slow release g lass phosphate wi th silver ions as an antimicrobial additive kneaded into fibres. This enabled to maintain antibacterial effect with less amount of additive. At the same time, yellowing defect was improved by far.
6.1 Bacteria-Resistant Finishes: Escola and Epicomodo
I n contrast to bacteria-res istant/deodorizi ng finishes, which reduce the g rowth of bacteria to prevent the generation of odors, bac teri a-resistant finish gives more priority to the e ffect of preventing growth of germs.
For some time, the attention has been focussed on Methicillin-resistant Staphilococcus aI/reus (MRSA)I02. Abuses of antibiotics have produced a mi serable si tuati on in which antibiot ic-resistant mi crobes have grown conversely and there is no way fo r medical treatme nt. M any devices have been

182 INDIAN J. FIBRE TEXT. RES. , MARCH-JUNE 200 1
employed in the forefront of medical treatment and responsive actions have been progressing against MRSA. Moreover, actions were requested even for clothing such as uniforms and interior goods such as curtains to prevent the transmission of germs, along with the steri li zation of everything which is used at hospitals, in order to prevent hospital infection.
"Epicomodo" is a fabric which Toyob099 has developed to cope with MRSA, since it has become a serioius task to keep a clean in-hospital environment. Toyobo has proposed 100% polyester, polyester/ cotton blends and other fibres in a number of combinations for curtains, white coats and bedding used in hospitals. The mechnism of bacterial-resistant fini sh used for Epicomodo is as under:
The agents with positi ve ions attract germs to their environment by acting upon their cell membranes with negative ions to control the activity of the germs by destroying cell membranes as shown in Fig. 12.
One bath process for dyeing and simultaneous antimicrobial finish by methanolic extract (1-5%) of Tulsi leaves (OCillllllll sallctulII) on cotton l03 has been investigated. It is believed that urosolic acid (C30H4s0 3) is the active ingredient which inhibits the growth of several strains of Staphylococci.
7 Waterproof Breathable Fabrics HJ.I.I12
Waterproof/moisture permeable fabrics from several sy nthetic fibres have been designed for skiwear, track suits, rainwear, and mountaineering clothing.
Light weight fabrics coated with poly(vinyl chloride), polyurethane and other synthetic rubbers have become increasingly popular for foul-weather clothing. Although garments manufactured from these fabrics provide exceptional protection against rain and, to a less extent, wind penetration, but considerable build-up of moisture vapour inside the
clothi ng may cause discomfort. This problem arises because of the water-vapour impermeability of the polymer coating.
To overcome this problem, breathable polymer coatings are now available that have made possible great improvements in the comfort of this type of clothing.
7.1 What is a Breathable Fabric ?
A breathable fabric is waterproof and breathable because of the enormous size difference between a water droplet and a water vapour molecule 1ol
. The former is 100 J..lm in diameter whereas the latter is 0.0004 J..lm, i.e. there is a factor of around 2,50,000 between the two sizes. Microporous polytetrafluoroethylene (PTFE) Gore-lex laminates have been successfully introduced as breathable fabrics. Comparative assessment of Gore-tex and Neoprene vapour barriers in fire fighter sui ts has also been made.
7.2 Classification of Breathable Fabrics
The breathable fabrics can be classified into three main categories:
7.2.1 High-density Woven Fabrics
High-density wovens owe their breathability to the densely woven, thin and smooth yarns that are usually made from microfibres. This type of weaving results in a windproof fabric with an excellent water vapor permeability compared with laminates and coatings. Its water impermeability is, however, not very high , even though a water-repellent finish is usually applied. The major advantage of these fabrics is their good grip. For those applications where grip, water vapour permeability and windproofing are more important than water impermeability, marvellous and fashionable clothing can be made from these fabrics; they can be found in ski clothing.
A This portion will burst /---),--G (refer to B) B ~-
This germ exploded
1 1\!icrobial ........
conlrolling _____ ... -.!~ __ ... _I1I....-II~- controlli ag~nt agent
Fibre
Fig. 12-Bacterial -resistant mechani sm of £picolI/odo (ref. 99)

BAJAJ: ECOFRIENDLY FINISHES FOR TEXTILES 183
7.2.2 Laminated Fabrics
The fabric can be of almost any desired construction. Lamination of the film on a fabric uses special adhesives, sometimes even breathable ones. If non-breathable adhesives are used, care has to be taken not to cover the whole surface in the coating process. This process can be done in rotary-screenprinting, spraying or web-lamination.
The banier film can be microporous, e.g. Gore-Tex and Microtex. Breathable films are made through biaxial stretching process of Teflon film by mechanical fibrillation.
For certain polymers, biaxial stretching produces microscopic tears throughout the membrane, which imparts a suitable microporous structure. For example, PTFE membranes are used in the Goretex two-layer and three-layer laminates. The thin microporous membrane is made from solid PTFE sheet by novel drawing and annealing process. In drawn form, the tensile strength is increased three folds. The manufacturers claim that these PTFE membranes contain approximately nine billion pores per square inch, with pore volume of up to 80% and a maximum pore size of 0.2 11m.
Hydrophilic polymer film can be extruded or cast from such polymers having polar groups which can absorb, diffuse and desorb water as vapour, e.g. Sympatex film (polyester) developed by Akzo.
Bion II film (polyurethane), a product of Toyo Cloth, and Excepor-U (polyaminoacidlPU), a product of Mitsubishi-Kasei, have also been used as moisture vapour breathable films .
Thintech is a film of 3M in which a polyolefin (microporous matrix) is impregnated with hydrophilic polyurethane.
Thermoplastic elastomers such as copolyetheresters (PEE), having alternating hard polyester segments and soft polyether segments, and polyetherpolyester block amides (PEBA) have also been used as breathable films for protective clothing.
7.2.3 Coated Fabrics
7.2.3.1 Microporous Coatings
The microporous barrier layers breathe primarily through a permanent air permeable pore structure. Diverse techniques have been used to manufacture microporous coatings. The most important among them are solvent exchange, phase separat ion and phase invers ion .
Solvent Exchange: In this process, a polymer dissolved in a water miscible solvent is coated thinly onto the fabric. The porous structure is developed by passing through a coagulation bath where water displaces the solvent. For example, the textile substrate is coated with polyurethane solution where DMF is being used exclusively as the solvent and the fabric is passed through coagulation bath containing water, where water displaces the solvent to give a porous structure.
Phase Separation: The coating polymer is applied from a mixture of a relatively volatile solvent with a proportion of higher boiling non-solvent. Precipitation of the polymer as a microporous layer occurs as the true solvent evaporates faster during the subsequent drying process. For example, Ucecoat 2000, a polyurethane based coating, operates on this principle. Here, a low-temperature boiling solvent (methyl ethyl ketone) evaporates preferentially as the fabric passes through the oven, thereby increasing the concentration of the non-solvent in the coating. When the concentration of the non-solvent reaches a critical level, the polyurethane precipitates out in a highly porous form and the remainder of the solvent and the non-solvent evaporate from the coating as the fabric passes through the oven.
Phase Inversion: A solution of polyurethane containing a non-solvent is coated on a fabric. In a selective evaporation step, the solvent is eliminated first. The polyurethane then precipitates in a microporous way. An example is Ucecoat 2000 (S) of UCB Speciality Chemicals.
7.2.3.2 Hydrophilic Coatings
The polyurethane in solution contains hydrophilic groups . After coating, the solvent is evaporated leaving a monolithic (non-porous) layer on the fabric. Examples are Ucecoat NPU series of UCB Speciality Chemicals, Witcflex/staycool of Baxenden and Impraperm of Bayer.
7.2.3.3 Microporous and Hydrophilic Coatings
A hydrophilic finish on a microporous structure is used to upgrade the water-resistancy of microporous coatings. Care has to be taken to select a hydrophilic finish that does not impart an unacceptable loss in breathability. Ucecoat NPU2307 finish on top of Ucecoat 2000 (S) microporous coating is an example.
A microporous coating can be obtained by coating the fabric with a foam. Thi s gives a rather cell
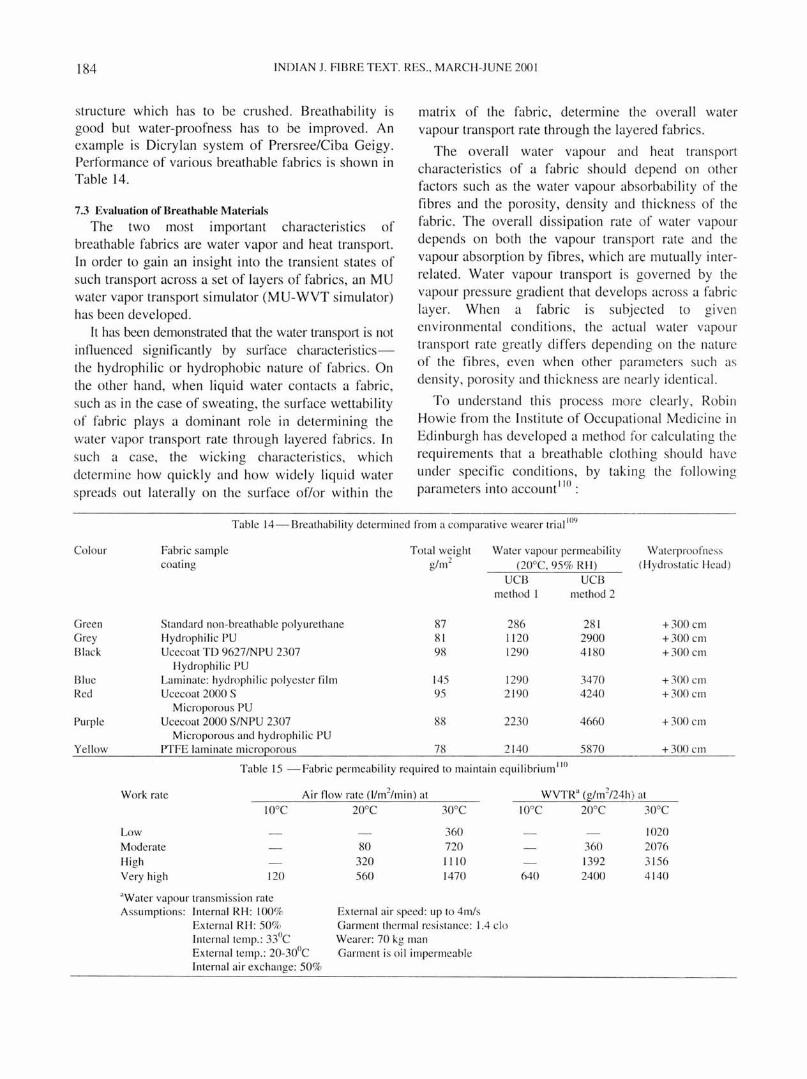
184 IN DIAN J. FIBRE TEXT. RES., MARC H-J UNE 200 1
structure which has to be crushed . Breathability is good but water-proofness has to be improved. An example is Dicrylan system of Prersree/Ciba Geigy . Performance of various breathable fabrics is shown in Table 14.
7.3 Evaluation of Breathable Materials
The two most important characteristics of breathable fabrics are water vapor and heat transport. In order to gain an insight into the transient states of such transport across a set of layers of fabrics, an MU water vapor transport simulator (MU-WYT simulator) has been developed.
It ha<; been demonstrated that the water transport is not in fluenced significantly by sUlface charactelisticsthe hydrophilic or hydrophobic nature of fabrics. On the other hand, when liquid water contacts a fabric , such as in the case of sweating, the surface wettability of fabric plays a dominant role in determining the water vapor transport rate th rough layered fabrics. In such a case, the wicking characteristics, which determine how quickly and how widely liquid water spreads out laterally on the surface of/or within the
matrix of the fabric , determine the overall water vapour transport rate through the layered fabrics.
The overall water vapour and heat transport characteristics of a fabric should depend on other factors such as the water vapour absorbability of the fibres and the porosity, density and thickness of the fabric. The overall dissipation rate of water vapour depends on both the vapour transport rate and the vapour absorption by fibres, which are mutually interrelated . Water vapour transport is governed by the vapour pressure gradi ent that develops across a fabri c layer. When a fabric is subj ected to given environmental conditions, the ac tual water vapour transport rate greatly differs depend ing on the nature of the fibres , even when other parameters such as density, porosity and thickness are nearly iden ti cal.
To understand thi s process more clearly, Robin Howie from the Institute of Occupat ional Medicine in Edinburgh has developed a method for calcul ating the requirements that a breathable clothing should have under specific conditions, by taking the foll owing parameters into account 11 0 :
Table 14- Breathability determined from a comparati ve wearer tri al lll9
Colour
Green Grey Black
Blue Red
Purple
Yellow
Fabric sample Total we ight Water vapour pe rmeability Wate rproo fn ess coating g/m2 (20°C, 95% RH ) (Hydrostatic Head)
UCB UCB method I method 2
Standard non-breathable polyurethane 87 286 281 + 300 cm Hydrophilic PU 81 1120 2900 + 300 cm Ucecoat TD 9627/NPU 2307 98 1290 4180 + 300 cm
Hydrophilic PU Laminate: hydrophili c po lyester film 145 1290 3470 + 300 cm Ucecoat 2000 S 95 2 190 4240 + 300 cm
Microporous PU Ucecoat 2000 S/NPU 2307 88 2230 4660 + 300 cm
Microporous and hyd rophili c PU PTFE laminate microEorous 78 2 140 5870 + 300 cm
Table 15 - Fabric permeability requ ired to maintain eq uilibrium 110
Work rate Air fl ow ra te (1/m2/min ) at WYTR" (g/m2/24h ) at
10°C
Low Moderate High Very hi gh 120
"Water vapour transmission rate Assumpti ons: Internal RH : 100%
Ex ternal RI-I: 50% Internal temp. : 33°C Ex ternal temp.: 20-30oC Internal air exchange: 50%
20°C 30°C
360 80 720
320 1110 560 1470
Ex te rna l air speed: up to 4m/s Garment therma l resi stance : 1.4 elo Wearer: 70 kg mun Garment is o il impermeable
10°C 20°C 30°C
1020 360 2076 1392 3 156
640 2400 4 140

BAJAJ: ECOFRIENDL Y FINISHES FOR TEXTILES 185
E -VI
Q) (.) c: C\l iii 'iii Q)
a: c: C\l Q)
::2 en 0
4000
3000
2000
1000
"'mean x 0.40
o Sympatex o Gore - Tex II • Gore - Tex III 6, PTFE film
"- u 0 -I
iii
~ ~-0'----eo-----.,oo-
0 - 20 o 20
Temperature , 0 C
40
Fig. 13- Temperature-dependence of water vapour diffu sion resistance for four membrane type materials (two hygroscop ic, two non-hygroscopic) (ref. 11 2)
• The heat to be carried off by clothing (as a function of physical exertion).
• The estimated thermal resistance of clothing (thermal conducti vity).
• The relative ambient humidity. • The ambient ai r velocity.
On the bas is of thi s model, the req uired values for air and water vapour permeabi lity are calculated for various degrees of physical exertion under different ambient temperatures.
For a surgeon in an operating room, the values are given in Tab le IS .1t is interesting to note that the surgeon who is working at 20DC at a moderate work pace, would feel comfortable, provided the air permeability is 100 IIm2/min and the water vapour permeability 400 g/m2/24h. Hi s clothing may then be called breathable.
Gibson 11 2 has described the various tes t methods for studyi ng the water vapour transport and gas fl ow properti es of tex tiles, polymer membranes and fabric laminates. In thi s context, Dynami c Mo isture Permeation Cell (DMPC) method sati sfies the need fo r quick automated method for the mass transport properties. DMPC method is ideally suited for temperature-dependent di ffusion and concentrationdependent diffusion in membrane laminates. An example of the temperature-dependent water vapour di ffusion behaviour of four me mbrane based materials is shown in Fig. 13 . Results are shown for the mean relative humidity condition of 0.40 (40%) (average of 0.80 on one side and 0.0 on the other). Results for other mean relative humidity conditions showed that the temperature effects on the measured diffusion resistance are much greater when the hydrophilic
polymer contained less sorbed water. The concentration-dependent behaviour has also been studied . Two semi-impermeable membrane laminates (Gore-tex and Sympatex) exhibit concentrationdependent transport behaviour as compared to microporous PTFE membrane.
References I Holme I, Tex , Horizons, 17 ( 1997) 17. 2 Anon, Inr Dyer, February (1998) 25. 3 Blanch R M, Me/liand 1/1' , 2 (1997) 94. 4 Hickman W S, J Soc Dyers Colollr, 109 ( I) (1993) 32. 5 Vukusic S B, Solj ac ic I & Katovic D, Alii Dyes' Rep, 87 (5)
( 1996) 20. 6 Harper R J & Frick J G (11'), Alii Dyes' Rep, 70(9) ( 198 1) 46. 7 Welch C M, Tex , Chelll C% r, 16 ( 12) (1984) 265; Tex, Res
J, 53 (3) ( 1983) 18 1. 8 Welch C M & Peters J G, Tex , Res J, 57 (6) ( 1987) 35 I. 9 Blanchard E J & Reinhardt C M. Alii Dyes' Rep. 78 (2)
( 1989) 30. 10 Rafai R. Abdel-Hafiz SA & Hebeish A. Alii Dyes' Rep, 81
(4) (1992) 42. I I Welch C M, Tex, Cho n C%r, 22 (5) (1990) 13. 12 Welch C M & Andrews B A K, Tex, Chelll Co/nr. 21 (2)
( 1989) 13 . t 3 Welch C M, Alii Dyes' Rep, 83 (9) ( 1994) 19 . 14 Welch C M & Peters J G, Tex, Chelll C%r, 25 ( 10) (1993)
25; 29 (3) (1997) 22. IS Welch C M, Tex, Chelll C% r, 29 (2)( 1997) 2 I. 16 YangCQ, Tex,Res J ,63 ( 12) (1993)706. 17 Saraf N M, Alii Dyes' Rep,83 (8) ( 1994) 47. 18 Mostafa Kh . M, Alii Dye.1f Rep, 85 (9) ( 1996) 85. 19 Mostafa Kh M, EI-Sanabary A A & Youssef M A. Alii
Dyes' Rep, 86 (6) ( 1997) 30. 20 Ghosh P & Das D, E liI' PO/YIII J , 36 (2000) 2 147. 2 1 Ghosh P & Das D. J App/ PO/YIII Sci, 68 ( 1998) 63. 22 Kawahara Y, Sh ioya M & Takaku A. Alii Dyes' Rep, 83
( 10) ( 1994) 28. 23 Kawahara Y, Shioya M & Takaku A, Alii Dyes' Rep, 84 (4)
(1995) 36. 24 Tsang B & Dhingra R C, Tex , Asia. 27 (5) (1996) 56. 25 Yang Y & Li S, J Text 1/1.1"" 84 (4) (1993) 638. 26 Yang Y & Li S. Tex, Chelll C%r, 26 (5) ( 1994) 25. 27 Yang Y & Li S, Alii Dyes' Rep, 83 (2) (1994) 27. 28 Cheng H & Kai S. Alii Dyes' Rep, 87 (3) ( 1998) 42. 29 Shiozaki H & Tanaka Y, Die Makromol C/W/I , 143 ( 1971 )
25. 30 Tsukada M & Shiozak i 1-1 , J App/ PolYIII Sci. 37 ( 19R9)
2637. 3 1 Tsukada M, Nagura M, Ishikawa 1-1 & Shiozaki 1-1 , J ApI'/
PO/YIII Sci, 43 (199 1) 643 . 32 Tsukada M, Shiozaki H & Freddi G, Mellio/ld Texli/ber,
August( I 993) 778/E287 . 33 Teli M D. Paul R & Pardeshi P D. CO/ai/rage , June (2000)
17. 34 Nostadt K & Zyschka R, Colol/rage. January ( 1997) 53. 35 Carneiro A, Marimba A, Souto A p. Dias S & Azevedo M,
Tex , Asia, June (2000) 3 1. 36 Tel i M D, Munawar Q. Chaudhari S & Saraf N. In' Dyer.
April (2000) 25 . 37 Krefeld P 1-1, Me/liand Texli/lJer, 7 1 (1990) 699/E326.

186 INDIAN J. FIBRE TEXT. RES ., MARCH-JUNE 2001
38 Muller J, J Coated Fabrics, April (1993) 308. 39 lang K 0 & Yeh K, Text Res J , 63 (1993) 557 . 40 Boddeker B & Peters A, Int Text Bull (Dyeing/Printing/
Finishing), January (1997) 13. 41 Czech A M, Pavlenyi J & Sabia A J, Text Chem Color, 29
(9) (1997) 26.
42 Th e Resilient-Technical Report,No. 3 (Resil Chemicals), 2000.
43 Yijaykumar H L & Murugesh Babu K, Clothesline, FebruarylMarch (1995) 87.
44 Shenai Y A, Text Dyer Primer, March ( 1994) 20. 45 Joyner M M, Am Dyest Rep, 77 (8) (1988) 36. 46 Spuy A Y, Int Dyer, October (1995) II. 47 Cheng K P S & Wong C M, Text Asia, September (1998)
55. 48 Czech A M & Sabia A J, Am Dyest Rep,82 (9) (1993)58. 49 Karmakar S R, Colourage Anllual, (1998) 75. 50 Etters J N & Annis P A. Alii Dyest Rep. 87(5)( 1998) 18 ;
Colourage Anllual. (1998) 87. 51 Mehra R H. Mehra A R, Mehra Arun R & Shenai Y A. Text
Trends. May (2000) 33 . 52 Almeida L & Cavaco- Paulo A, Mellialld Textilber. 74
(1993) 404/EI 84. 53 Chikkodi S Y, Text Chem Color, 28 (3) (1996) 28. 54 Kumar A, Yoon M Y & Purte ll C, Text Chem Color. 29 (4)
(1994) 37. 55 Pant S & Tayal P, Illdian Text J, CX (4) (2000) 60. 56 Yoon N S & Lim Y J, Tahara M & Takagishi T. Text Res J,
66 (5) (1996)329. 57 Jovancic P, Jocic D & Dumic J, J Text hlSt. 89 Pt. I (2)
(1998) 390. 58 Hsieh Y L & Cram L A, Text Res J, 68 (5) (1998) 311 . 59 Collier B J, Text Chelll Color & Am Dyest Rep, October
(1999) 40. 60 Kumar A & Harnden A, Text Chem Color & Am Dyest Rep,
September (1999) 37. 61 Nikolov A, Int Dyer. July (2000) 30. 62 Hollander A & Behnisch J, Asian Text J, August (1997) 49. 63 Rybkin Y Y, Maximov A L, Gorberg B L & Titov Y A,
Asian Text J, October (1997) 30. 64 Tomasino C, Cuomo J J, Smith C B & Oehrlein G, J Coated
Fabrics. October (1995) 115. 65 Jung H Z, Ward T L & Benerito R R, Text Res J, 47 (3)
(1977) 217. 66 Bhat N Y & Benjamin Y N, Text Res J, 69 (I) (1999) 38. 67 Sekar N, Colourage, June (2000) 39. 68 Hesse A, Thomas H & Hocker H, Text Res J, 65 (7) (1995)
371. 69 Wakida T, Tokino S, Niu S, Kawamura H, Sato Y, Lee M,
Uchiyama H & Inagaki H, Text Res J. 63 (8) (1993) 433. 70 Kan C W, Chan K, Yuen C W M & Miao M H, Text Res J,
69 (6) (1999) 407. 71 Rakowski W, J Soc Dyers Colollr, 113 (9) (1997) 250. 72 Kan C W ,Chan K,Yuen C W M & Mi ao M H , Text Asia,
October (1997) 39. 73 Ryu J, Wakida T & Takag ishi T. Text Res J, 61 (10) (1991)
595. 74 Zuchairah I M, Pailthorpe M T & David S K, Text Res J, 67
(I) (1997) 69.
75 Tsai P P, Wadsworth L C & Roth J R, Text Res J. 67 (5) (1997) 359.
76 Shishoo R, J Coated Fabrics, July (1996) 26. 77 Sarrnadi A M. Ying T H & Denes F, Text Res J. 63 ( 12)
(1993) 697. 78 Carbaugh D .C, Munno F J & Marchello J M, J Chem Phys,
17 (1967) 5211. 79 Sannadi A M & Kwon YAH, Text Chem Color, 25 ( 12)
(1993) 33. 80 Oktem T , Ayhan H, Seventekin N & Piskin E, J Soc Dyers
Colollr, 115 (9) (1999) 274. 8 1 Jahagirdar C J & Yenkatakri shnan S, J Appl PolYIII Sci. 41
(1990) 117. 82 Akovali G & Takrouri F, J Appl PolYIII Sci , 42 ( 199 1) 2717. 83 Wakida T, Cho S ,CIlOi S, Tokino S &. Lee M. TexI Res J.
68 (I I) ( 1998) 848. 84 Yohrer U, Asian Text J . August ( 1998) 93. 85 Seventekin N & Ucarci 0, J Text Insl. 84 (3) (1993) 304. 86 Bohrindger A, Rupp J & Yonenaga A. 1111 TexI BIIII. (5)
(2000) 12. 87 Refai R, Alii Dyest Rep, 81 (5) ( 1992) 40. 88 Rajendran S, Ratnam T Y & Ramasamy S S, Asiatl TexI J.
November (1997) 29. 89 Yigo T L, Danna G F & Goynes W R. Text Chelll Colollr.
31 (I) (1999) 29 . 90 Payne J D & Kudner D W, Alii Dyest Rep, 85 (5) ( 1996) 26. 91 Payne J D & Kudner D W, Text Chem Color, 28 (5) ( 1996)
28. 92 Cho J S & Cho G, Text Res J, 67 (12) ( 1997) 875. 93 Morri s E C, Yigo T L & We lch C M. Text Res J. 51 ( 198 1)
90. 94 Points P S & Wadsworth L C, Text Chelll Color,18 ( I I)
(1986) 17. 95 Lee S, Cho J S & Cho G, Text Res J, 69 (2) (1999) 104. 96 Kim Y H, Chok H M & Yoo n J H, TexI Res J, 68 (6) ( 1998)
428. 97 Chung Y S, Lee K K & Kim J W, Te ·t Res}. 68( 10) ( 1998)
772. 98 Sun G & Xu X, Text Chelll Color, 31 ( I) (1999) 21 ; 30 (6)
(1998) 26. 99 Toyobo. Jap Text News, May (1998) 78.
100 Kawata T, Chelllical Fibres lilt, 48 ( I) ( 1998) 38. 101 Stevenato R & Tedesco R ,Mall -Illade Fibre Year Book,
1999,30. 102 Toray Industries, Jap Text News , October ( 1998) 76. 103 Ghorpade B, Tiwari Y, Mi shra A & Yankar P S, Asiall TexI
J, May (2000) 56. 104 Schledjewski R, Schultze D & Imbach K P, Asiall TexI J.
June (1998) 36. 105 Schledjewski R, Schultze D & Imbach K P, J Coated
Fabrics. 27, October (1997) 105. 106 Kramar L, J Coated Fabrics. October (1998) 106. 107 Wadsworth L C & Allen H C (Jr), J Coated Fabrics. Jul y
(1998) 12. 108 Pasquale J A, J Coated Fabrics. October (1991) 77. 109 Roey MY, J Coated Fabrics. July ( 1991) 20. I 10 Kannekens A, J Coated Fabrics, J uly (1994) 51. III Smith W C, J Coaled Fabrics. January (1986) 180. 11 2 Gibson P W, J Coated Fabrics. April ( 1999) 300.