
Babcock MCS Lean Express
‘Workplace Organisation Raising the Standard’
www.babcockinternational.com
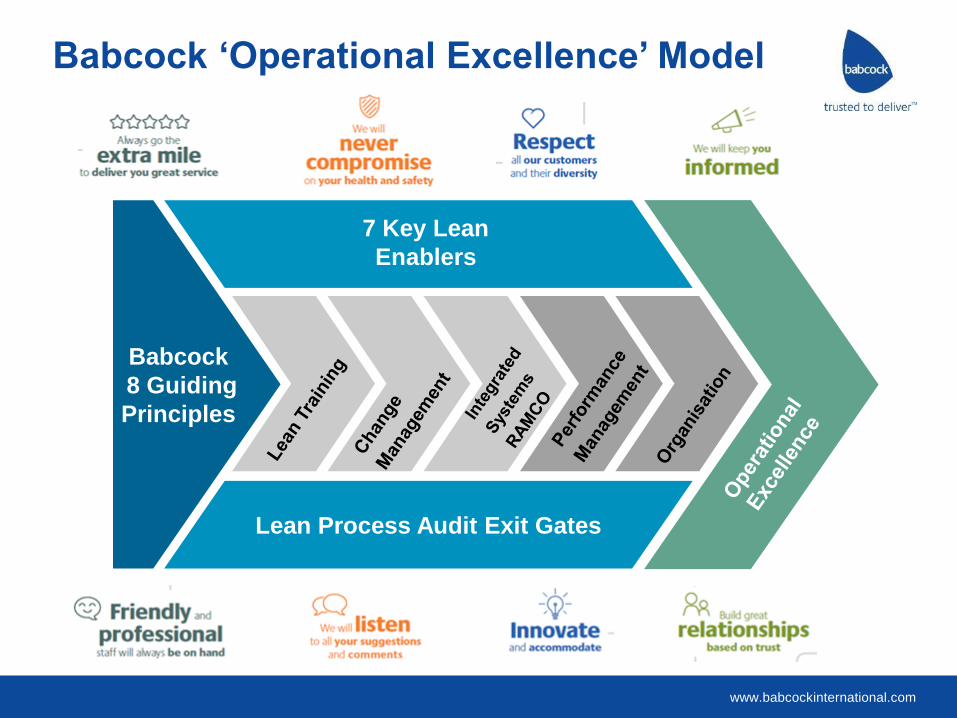
Babcock ‘Operational Excellence’ Model
Babcock
8 Guiding
Principles
Lean Process Audit Exit Gates
7 Key Lean
Enablers
www.babcockinternational.com 3
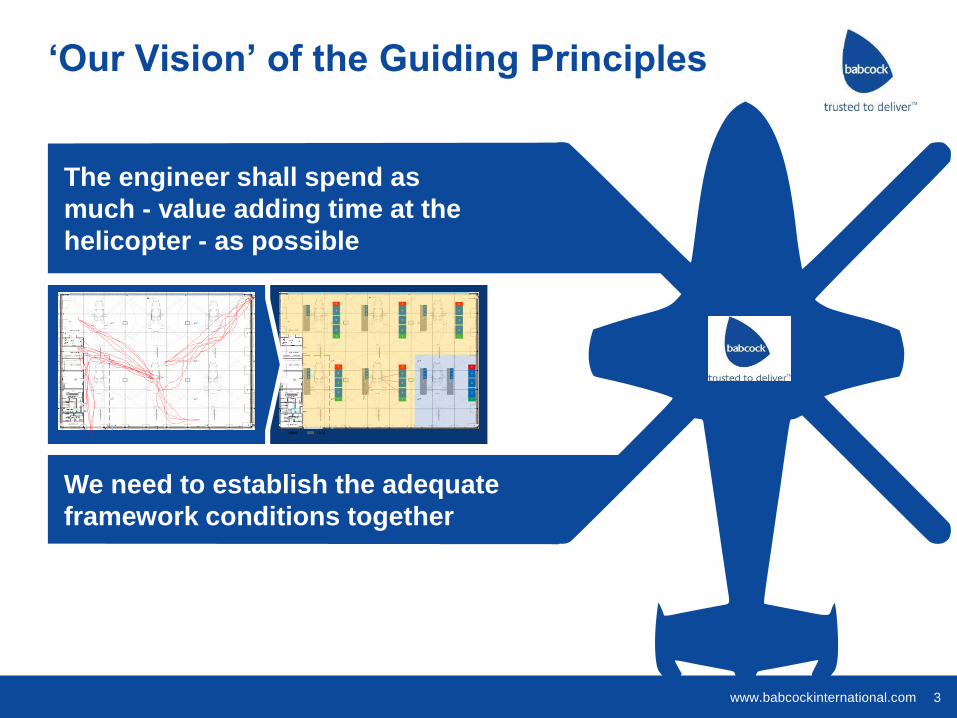
‘Our Vision’ of the Guiding Principles
The engineer shall spend as
much - value adding time at the
helicopter - as possible
We need to establish the adequate
framework conditions together

www.babcockinternational.com
MCS Lean Journey
6S
1 - Structure• Work Environment
• Procedures & Instructions
• Abnormalities visible
• Training and Awareness
Kaizen
2 – Overview & Insight• Visual Management KPI’s
• WIP Control
• Continuous Improvement Culture
3 - Stability• Stable Processes
• Eliminating Waste
• Flow & Pull
4 - Capability• Reducing Variation
• In–process control
• Statistical tools
5 - Robustness• Robust process
• Design for Six Sigma
• Quality Function
Deployment
Operational Excellence
6 Sigma
Ramco
Start of Shift
6S
6s
Start of
Shift
Lean
(Ramco)
6 Sigma
Operational
Excellence
2015
2016
2017
2018
www.babcockinternational.com 5
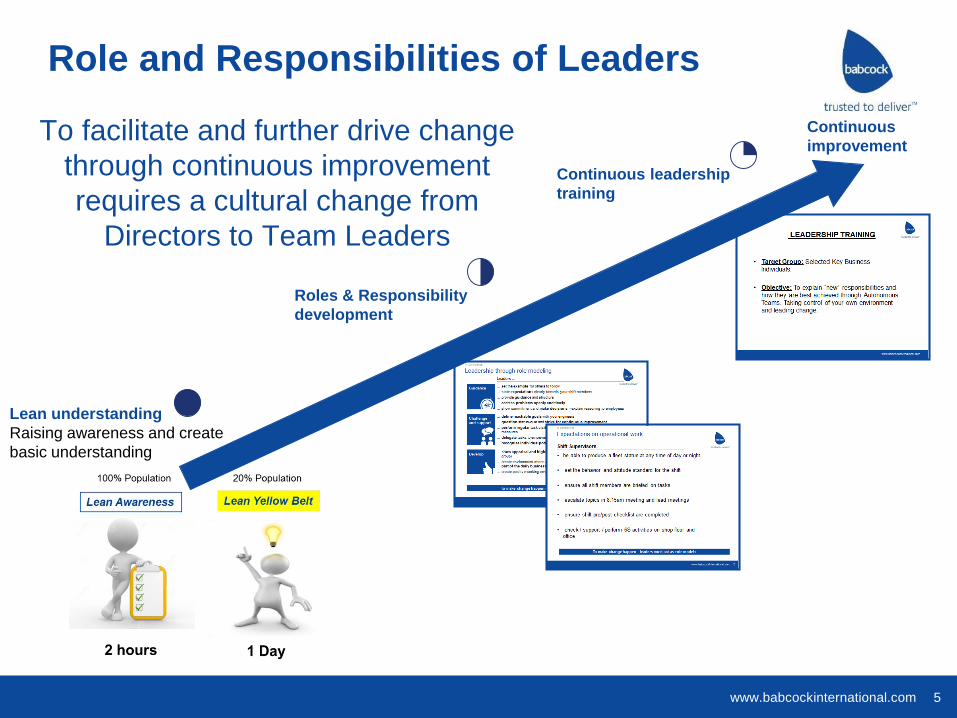
Role and Responsibilities of Leaders
Continuous
improvement
Lean understanding
Raising awareness and create
basic understanding
Roles & Responsibility
development
Continuous leadership
training
To facilitate and further drive change
through continuous improvement
requires a cultural change from
Directors to Team Leaders
www.babcockinternational.com 6
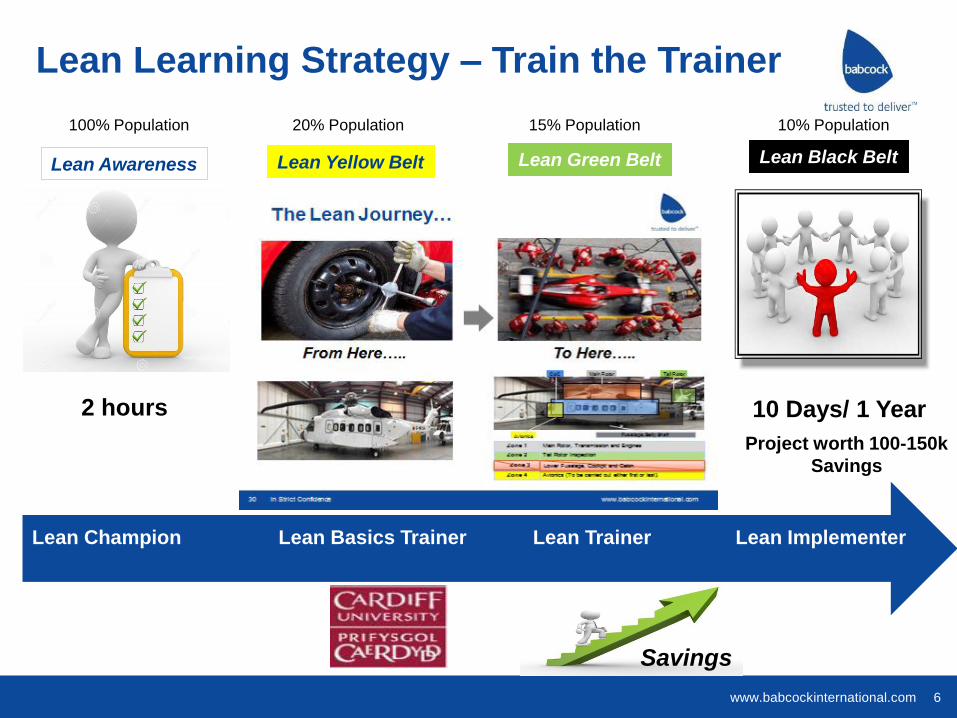
Lean Learning Strategy – Train the Trainer
Lean Awareness Lean Yellow Belt Lean Green Belt Lean Black Belt
Savings
2 hours 1 Day 3 Days/ 3 months 10 Days/ 1 Year
Project worth 20-50k
Savings
Project worth 100-150k
Savings
100% Population 20% Population 15% Population 10% Population
Lean Champion Lean Basics Trainer Lean Trainer Lean Implementer
www.babcockinternational.com7
So How Are
We Going to
Get There?
Goal Alignment
• Metric Alignment:
• Facility Alignment & Corporate
• Team/site prioritization
Rewards and Recognition
• Promoting successes
• Alignment of rewards with OpCo’s Priorities and
Lean implementation objectives
• Using and balancing team and individual Rewards
and Recognition
In Strict Confidence
Leadership Lean People Performance
Management

www.babcockinternational.com
Best Facility Award – Most Improved
8
Dec 2016 Blackpool
January 2017 Alicante

www.babcockinternational.com
Lean Yellow Belt Training – Hall of Fame
9
www.babcockinternational.com10
Equipped with Knowledge – What Next!
Provide the most value from the customers
perspective, while consuming the fewest
resources and utilising the talents of the people
who do the work.
Purpose – Process – People
In Strict Confidence
www.babcockinternational.com11
The Question We Asked Ourselves in
Technical Operations
How we can use lean and continuous
improvement tools and techniques to support ‘Best
Practice’ and improve the working environments in
Technical Operations so that we enhance safety,
processes and maintenance standards.
In Strict Confidence
= 6S
www.babcockinternational.com12
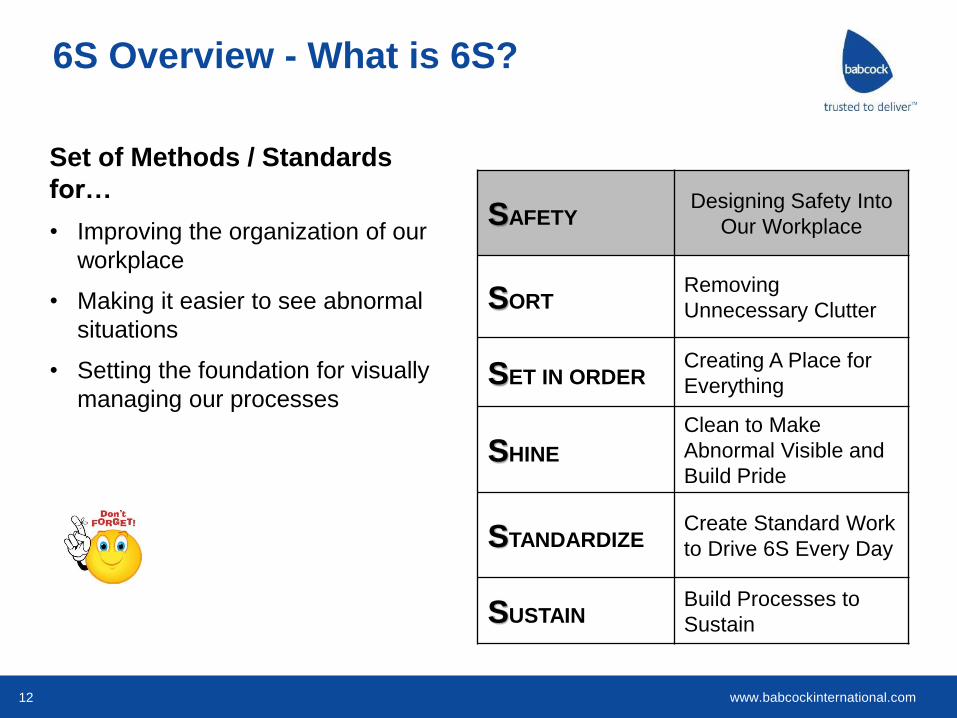
Set of Methods / Standards
for…
• Improving the organization of our
workplace
• Making it easier to see abnormal
situations
• Setting the foundation for visually
managing our processes
SAFETYDesigning Safety Into
Our Workplace
SORTRemoving
Unnecessary Clutter
SET IN ORDERCreating A Place for
Everything
SHINE
Clean to Make
Abnormal Visible and
Build Pride
STANDARDIZECreate Standard Work
to Drive 6S Every Day
SUSTAINBuild Processes to
Sustain
6S Overview - What is 6S?
www.babcockinternational.com
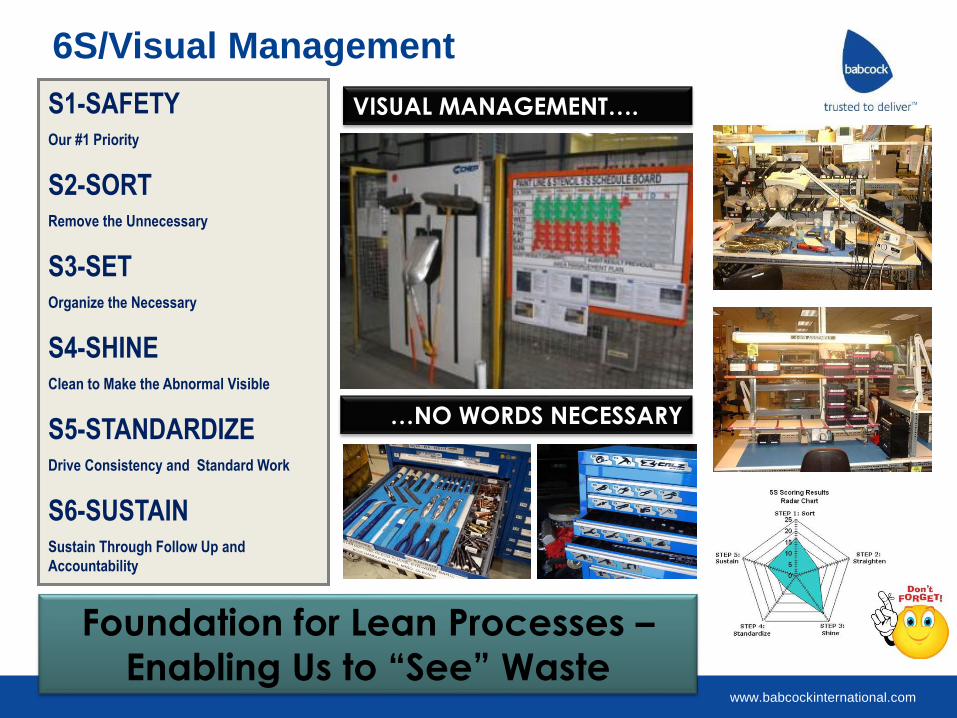
6S/Visual Management
VISUAL MANAGEMENT….
…NO WORDS NECESSARY
S1-SAFETYOur #1 Priority
S2-SORTRemove the Unnecessary
S3-SETOrganize the Necessary
S4-SHINEClean to Make the Abnormal Visible
S5-STANDARDIZEDrive Consistency and Standard Work
S6-SUSTAINSustain Through Follow Up and
Accountability
Foundation for Lean Processes –
Enabling Us to “See” Waste

www.babcockinternational.com 14
Task Observations – An Approach of Continuously
Improving Our Performance Together Joint shift observations with
management team, supervisors
Documentation of tasks, time &
classification into value adding /
necessary / waste activities
Joint review of check with
team and development of
possible improvements /
collection of issues to be
resolved
Development of guiding
principles (e.g. standard
sequence)+ target times
which shall apply for future
checks
Joint implementation on the
shop floor with engineers.
Supervisors with key role here.
Daily Check
Further checks
upcoming
Successful pilot for for daily
check, all other checks will be
approached step-by-step with
the same systematic
www.babcockinternational.com 15
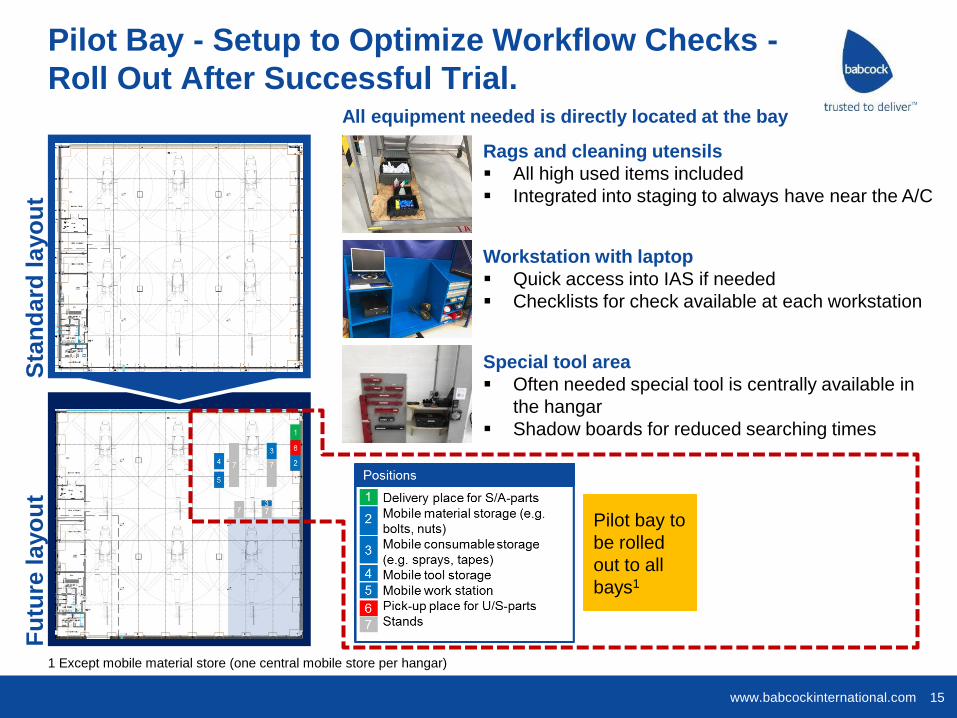
Pilot Bay - Setup to Optimize Workflow Checks -
Roll Out After Successful Trial.
1 Except mobile material store (one central mobile store per hangar)
Sta
nd
ard
layo
ut
Fu
ture
la
yo
ut
All equipment needed is directly located at the bay
Rags and cleaning utensils
▪ All high used items included
▪ Integrated into staging to always have near the A/C
Workstation with laptop
▪ Quick access into IAS if needed
▪ Checklists for check available at each workstation
Special tool area
▪ Often needed special tool is centrally available in
the hangar
▪ Shadow boards for reduced searching times
Pilot bay to
be rolled
out to all
bays1

www.babcockinternational.com16
6S in Action - Aberdeen Facilities
In Strict Confidence
www.babcockinternational.com17
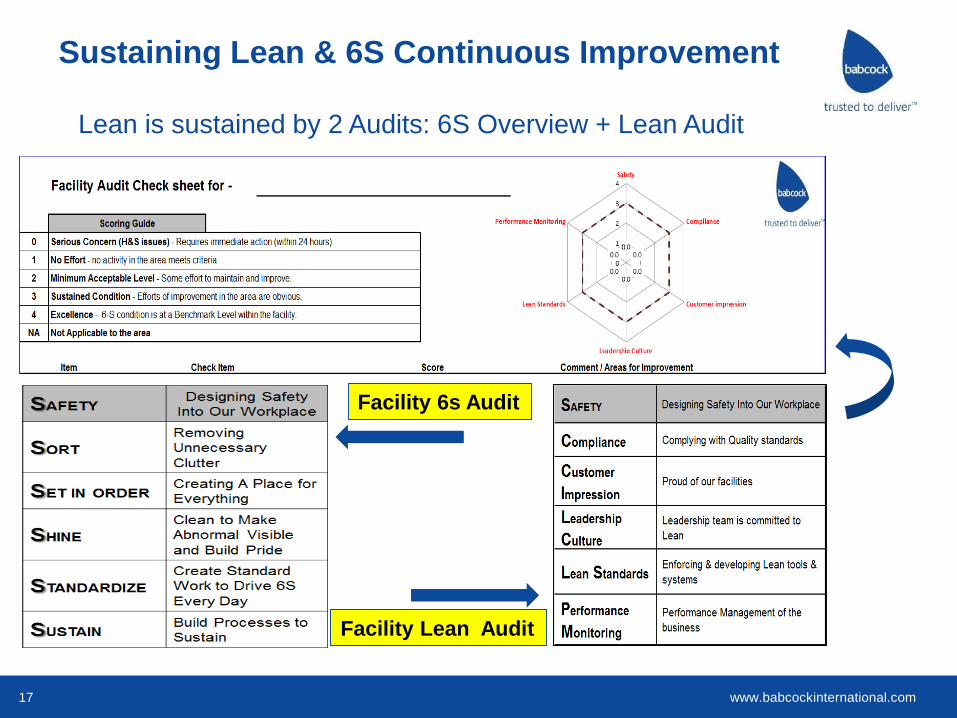
Sustaining Lean & 6S Continuous Improvement
Facility 6s Audit
Facility Lean Audit
Lean is sustained by 2 Audits: 6S Overview + Lean Audit
www.babcockinternational.com
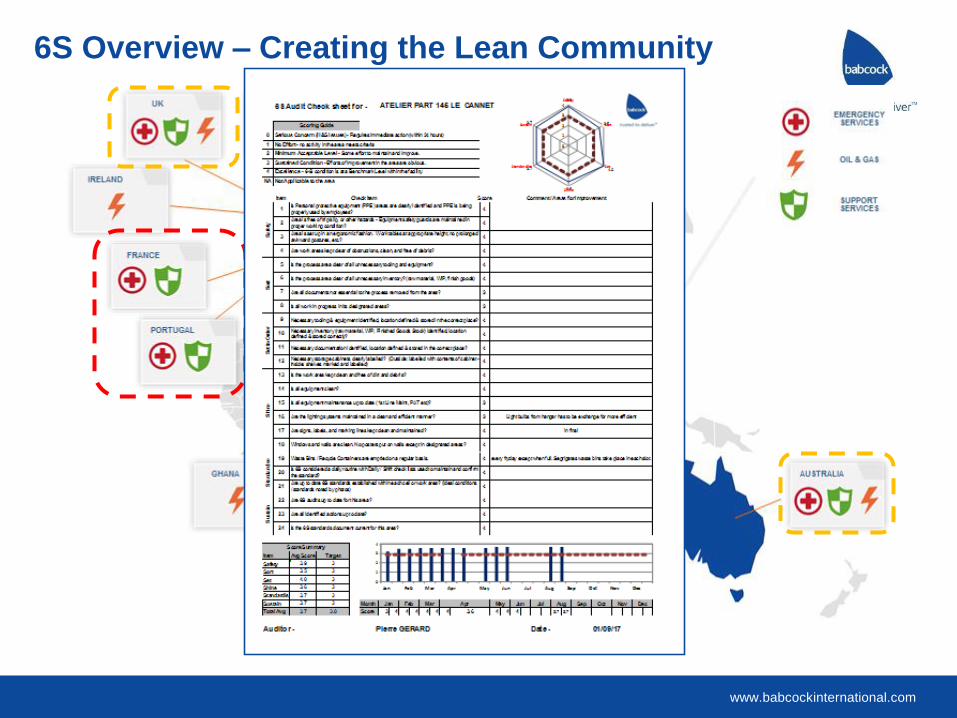
6S Overview – Creating the Lean Community
www.babcockinternational.com
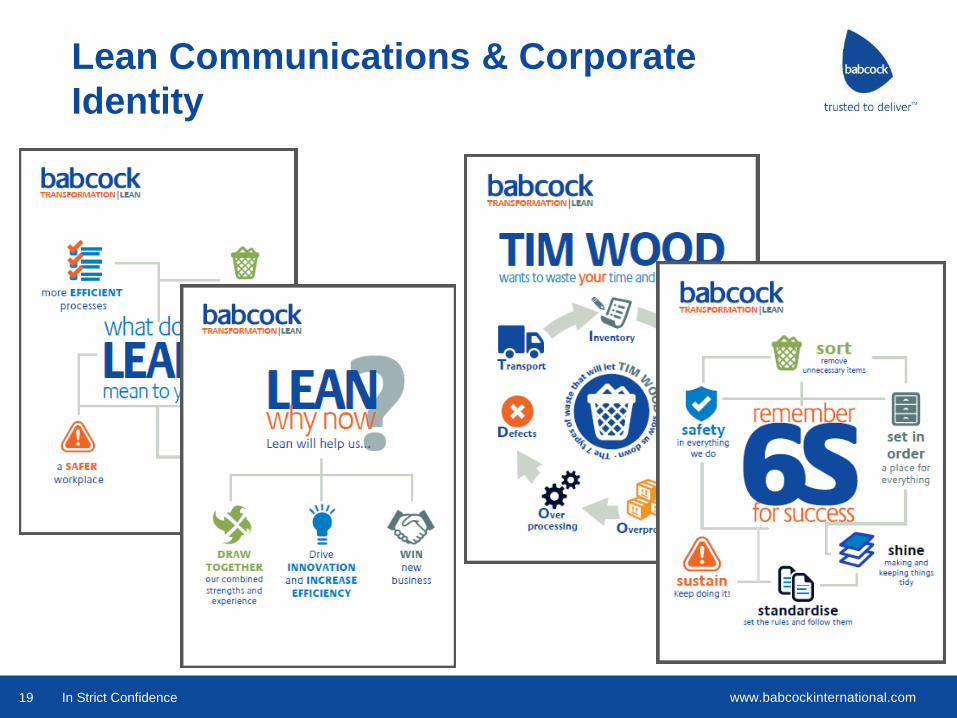
Lean Communications & Corporate
Identity
In Strict Confidence19
www.babcockinternational.com20
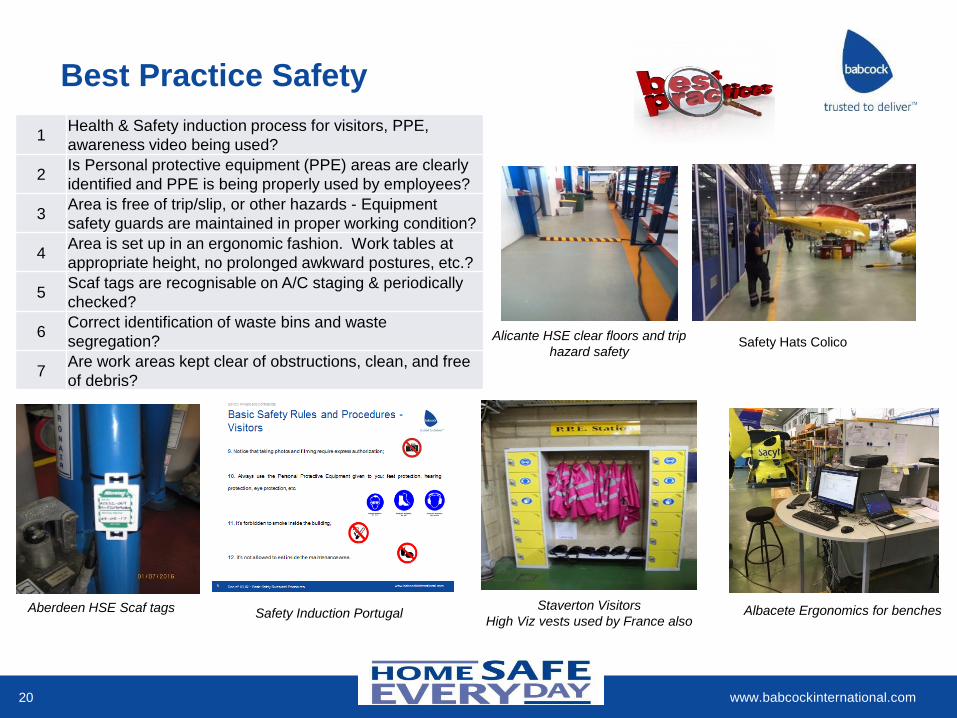
Best Practice Safety
1Health & Safety induction process for visitors, PPE,
awareness video being used?
2Is Personal protective equipment (PPE) areas are clearly
identified and PPE is being properly used by employees?
3Area is free of trip/slip, or other hazards - Equipment
safety guards are maintained in proper working condition?
4Area is set up in an ergonomic fashion. Work tables at
appropriate height, no prolonged awkward postures, etc.?
5Scaf tags are recognisable on A/C staging & periodically
checked?
6Correct identification of waste bins and waste
segregation?
7Are work areas kept clear of obstructions, clean, and free
of debris?
Aberdeen HSE Scaf tags
Alicante HSE clear floors and trip
hazard safety
Safety Induction PortugalStaverton Visitors
High Viz vests used by France also
Safety Hats Colico
Albacete Ergonomics for benches
www.babcockinternational.com21
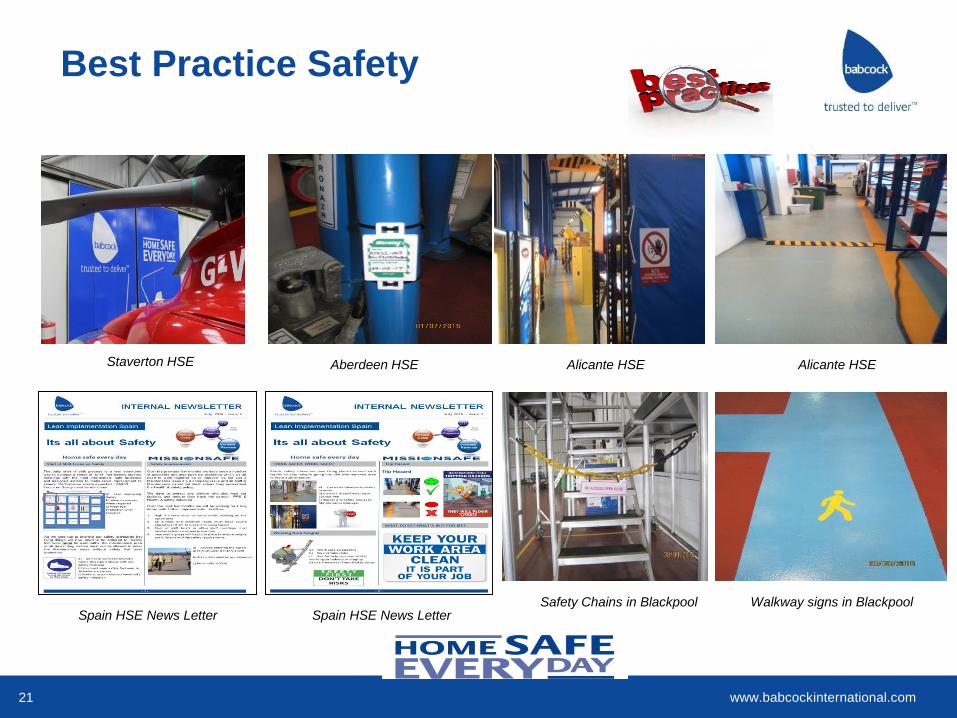
Aberdeen HSE Alicante HSE Alicante HSEStaverton HSE
Spain HSE News Letter Spain HSE News LetterSafety Chains in Blackpool Walkway signs in Blackpool
Best Practice Safety

www.babcockinternational.com22
Walkway painting in Blackpool Alicante improved staging
From trapped finger risk
Staverton new TV
screen
HSE notifications
Alicante New Health &
Safety
technician lockers
Alicante clear walk
ways
France health & safety
high Viz vests for visitors
France health & safety France health & safety
high Viz vests
Best Practice Safety
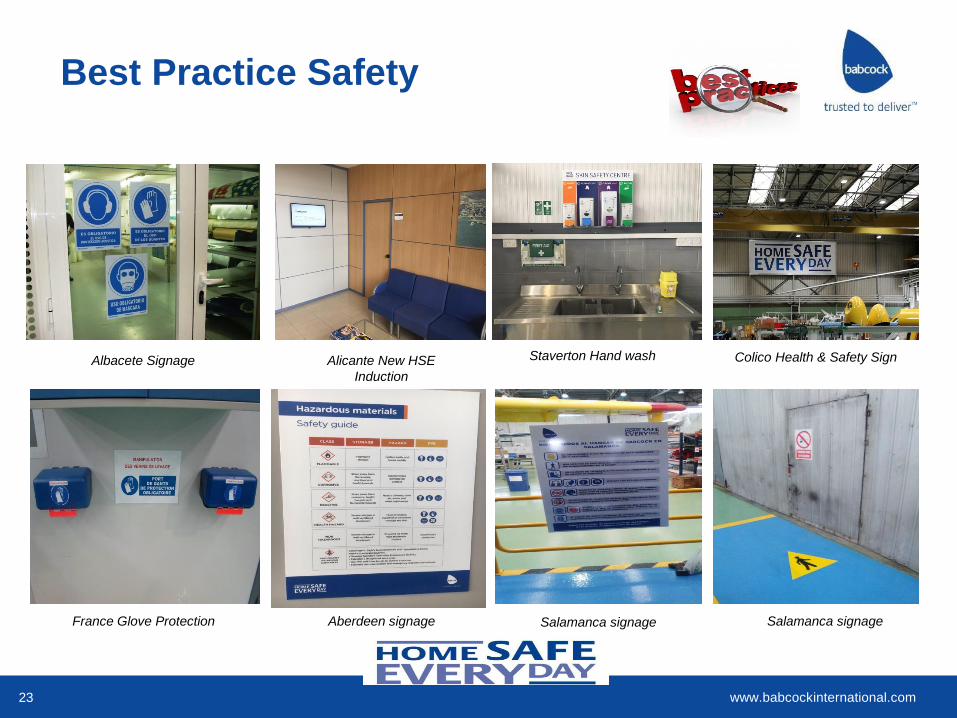
www.babcockinternational.com23
Albacete Signage
France Glove Protection Aberdeen signage
Staverton Hand wash Alicante New HSE
Induction
Colico Health & Safety Sign
Salamanca signage Salamanca signage
Best Practice Safety
www.babcockinternational.com24
Aberdeen HSE Board
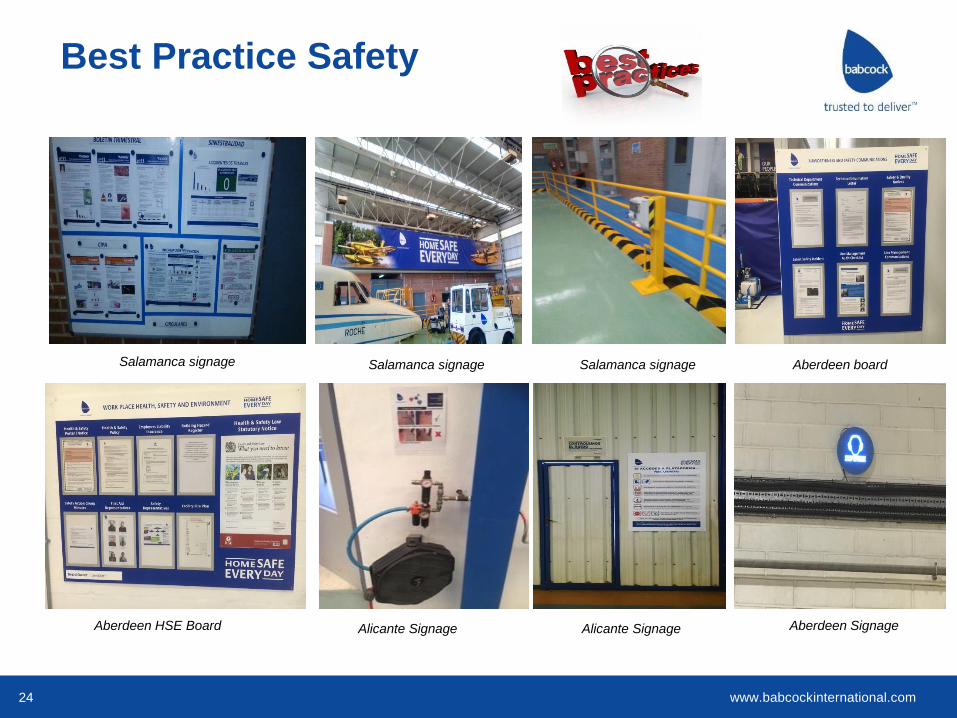
Salamanca signage Salamanca signage Salamanca signage Aberdeen board
Alicante Signage Alicante Signage Aberdeen Signage
Best Practice Safety

www.babcockinternational.com25
Best Practice Compliance
1Storage of parts is correct with serial number
identification for AGS?
2Parts warehouse is clearly laid out & conforming to
standards required
3Parts are correctly stored on shelving (Rubber matting) &
pipe ends have blanks for FOD
4Tool box checks, carried after Line Mandatory signature
folder alongside tool box
Albacete Rubber matting on shelves
Colico New warehouse laid out and catalogued
Aberdeen
AGS /Non serialised parts stored and
Identified in batches
Staveton Tool box check sheet
Alicante Removed parts identified and
stored correctly
Tool box layout Portugal

www.babcockinternational.com26
Best Practice Compliance
1Storage of parts is correct with serial number
identification for AGS?
2Parts warehouse is clearly laid out & conforming to
standards required
3Parts are correctly stored on shelving (Rubber matting) &
pipe ends have blanks for FOD
4Tool box checks, carried after Line Mandatory signature
folder alongside tool box
France Gloves storage
Aberdeen New
Warehouse
Plans
Aberdeen New
Warehouse
Opens in record 8
weeks
Albacete storage of chemicalsFrance New Warehouse France New WarehouseAberdeen stores

www.babcockinternational.com27
Best Practice Customer Impression
1Babcock signs can be seen and Engineers wearing
corporate work wear
2 Facility looks clean & tidy in ALL places
3Coffee machines & rest areas are away from
Helicopters
4Storage of paper & non Maintenance items being
stored?
Storage of paper and non
maintenance equipment
Coffee machine on shop floor
Alicante Spain
Staverton UK
Aberdeen

www.babcockinternational.com28
Lean Best Practice Customer Impression
Colico Italy
Albacete
SpainPortugal
France
Staverton UK
Aberdeen
In Strict Confidence
www.babcockinternational.com
Lessons Learned
• Understand your GOAL!
• Communicate clearly – change
can be challenging but rewarding
• Shape the culture required to
deliver SUCCESS
• Its about the journey
• Enter with a willingness to try
something new
• Listen to ideas
• Be part of the change
• Take incremental steps
• Understand the commitment
needed to achieve
The journey might not be down the
path you originally take!
www.babcockinternational.com
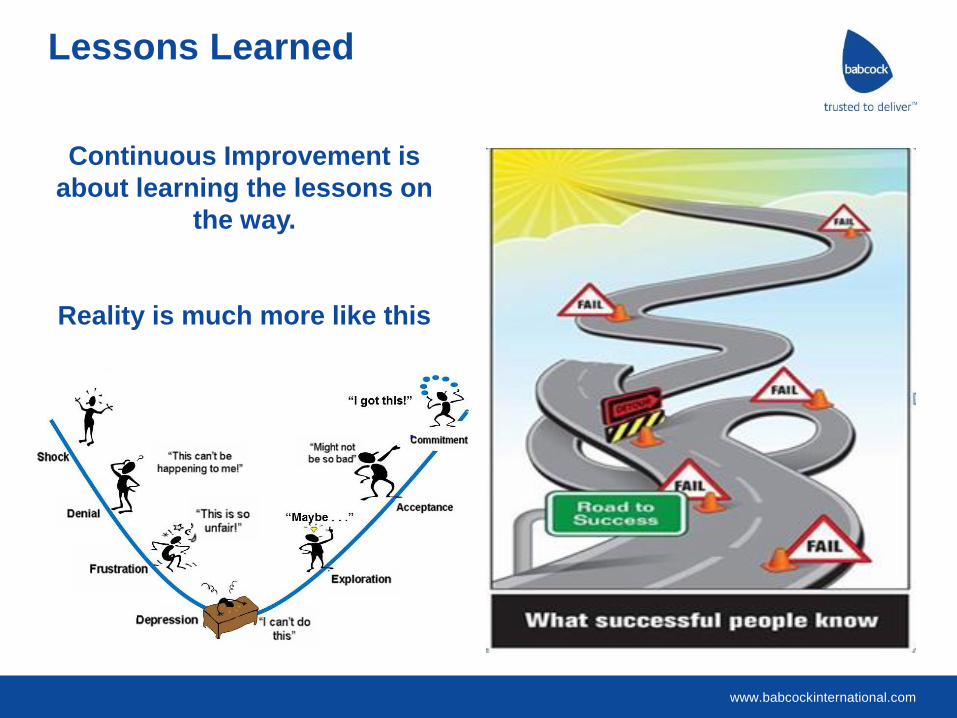
Lessons Learned
Continuous Improvement is
about learning the lessons on
the way.
Reality is much more like this

www.babcockinternational.com 31
www.babcockinternational.com
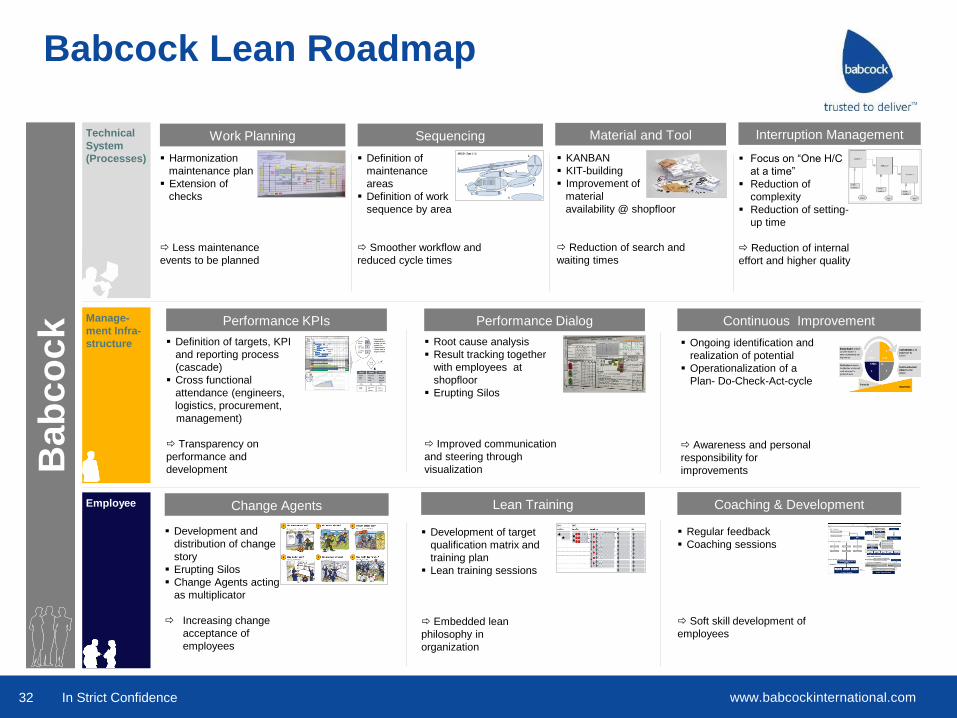
Babcock Lean Roadmap
In Strict Confidence32
Bab
co
ck
Technical
System
(Processes)
Employee
Manage-
ment Infra-
structure
Performance Dialog
▪ Root cause analysis
▪ Result tracking together
with employees at
shopfloor
▪ Erupting Silos
Improved communication
and steering through
visualization
▪ Focus on “One H/C
at a time”
▪ Reduction of
complexity
▪ Reduction of setting-
up time
Reduction of internal
effort and higher quality
Lean Training
▪ Development of target
qualification matrix and
training plan
▪ Lean training sessions
Embedded lean
philosophy in
organization
Change Agents
▪ Development and
distribution of change
story
▪ Erupting Silos
▪ Change Agents acting
as multiplicator
Increasing change
acceptance of
employees
Coaching & Development
▪ Regular feedback
▪ Coaching sessions
Soft skill development of
employees
Work Planning
▪ Definition of
maintenance
areas
▪ Definition of work
sequence by area
Smoother workflow and
reduced cycle times
1.
2.
3. 4.
5. 6.
7.
8.
9.
1. Mainrotor 4. Upperdeck** 7. Nose 10. Hydraulics 2. Tailrotor 5. Landinggear 8. Maincabin 11. Electrics 3. Shaftbox* 6. Interior 9. Tailstucture
10.
11.
AW 139 – Zone 1 - 11
Material and Tool
▪ KANBAN
▪ KIT-building
▪ Improvement of
material
availability @ shopfloor
Reduction of search and
waiting times
Sequencing Interruption Management
▪ Harmonization
maintenance plan
▪ Extension of
checks
Less maintenance
events to be planned
Continuous Improvement Performance KPIs
▪ Definition of targets, KPI
and reporting process
(cascade)
▪ Cross functional
attendance (engineers,
logistics, procurement,
management)
Transparency on
performance and
development
▪ Ongoing identification and
realization of potential
▪ Operationalization of a
Plan- Do-Check-Act-cycle
Awareness and personal
responsibility for
improvements
www.babcockinternational.com 33
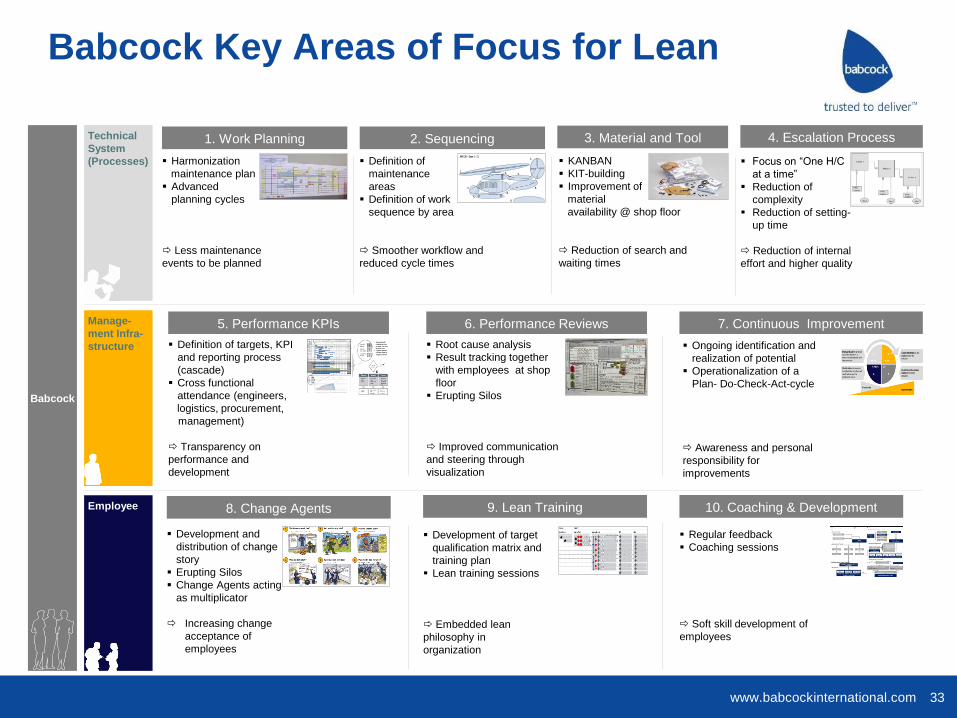
Babcock Key Areas of Focus for Lean
Babcock
Technical
System
(Processes)
Employee
Manage-
ment Infra-
structure
6. Performance Reviews
▪ Root cause analysis
▪ Result tracking together
with employees at shop
floor
▪ Erupting Silos
Improved communication
and steering through
visualization
▪ Focus on “One H/C
at a time”
▪ Reduction of
complexity
▪ Reduction of setting-
up time
Reduction of internal
effort and higher quality
9. Lean Training
▪ Development of target
qualification matrix and
training plan
▪ Lean training sessions
Embedded lean
philosophy in
organization
8. Change Agents
▪ Development and
distribution of change
story
▪ Erupting Silos
▪ Change Agents acting
as multiplicator
Increasing change
acceptance of
employees
10. Coaching & Development
▪ Regular feedback
▪ Coaching sessions
Soft skill development of
employees
1. Work Planning
▪ Definition of
maintenance
areas
▪ Definition of work
sequence by area
Smoother workflow and
reduced cycle times
1.
2.
3. 4.
5. 6.
7.
8.
9.
1. Mainrotor 4. Upperdeck** 7. Nose 10. Hydraulics 2. Tailrotor 5. Landinggear 8. Maincabin 11. Electrics 3. Shaftbox* 6. Interior 9. Tailstucture
10.
11.
AW 139 – Zone 1 - 11
3. Material and Tool
▪ KANBAN
▪ KIT-building
▪ Improvement of
material
availability @ shop floor
Reduction of search and
waiting times
2. Sequencing 4. Escalation Process
▪ Harmonization
maintenance plan
▪ Advanced
planning cycles
Less maintenance
events to be planned
7. Continuous Improvement 5. Performance KPIs
▪ Definition of targets, KPI
and reporting process
(cascade)
▪ Cross functional
attendance (engineers,
logistics, procurement,
management)
Transparency on
performance and
development
▪ Ongoing identification and
realization of potential
▪ Operationalization of a
Plan- Do-Check-Act-cycle
Awareness and personal
responsibility for
improvements







