AN OVERVIEWAN OVERVIEWSANITARY DESIGN SANITARY DESIGN
Use a “Preventative Mindset”
John ButtsLand O’ FrostCMC -Toronto 2009
TOPICSTOPICS TOTO BEBE COVEREDCOVEREDTOPICSTOPICS TOTO BEBE COVEREDCOVERED
1.1. Evolution of Listeria ControlEvolution of Listeria Control1.1. Evolution of Listeria ControlEvolution of Listeria Control
2.2. Data Requirements for Sanitary DesignData Requirements for Sanitary Design
3.3. Sanitary Equipment DesignSanitary Equipment Design
4.4. Sanitary Facility DesignSanitary Facility Designy y gy y g
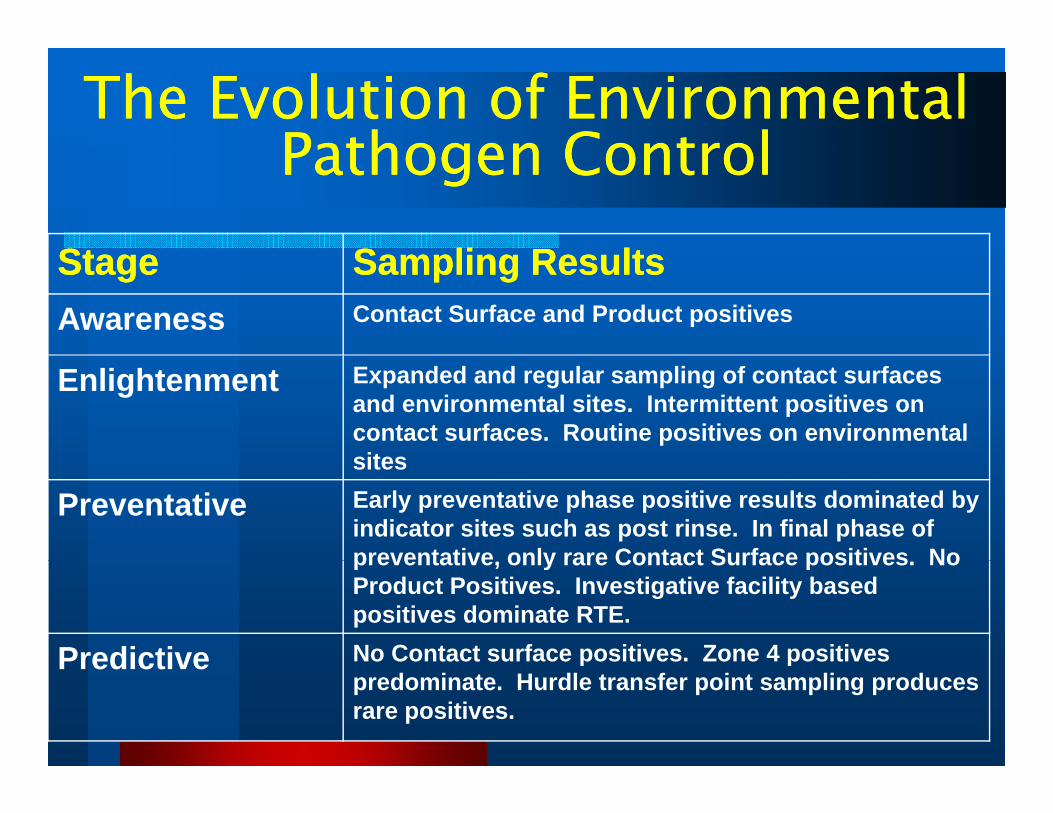
The Evolution of Environmental The Evolution of Environmental Pathogen ControlPathogen Control
StSt S li R ltS li R lt
Pathogen ControlPathogen ControlStageStage Sampling ResultsSampling ResultsAwareness Contact Surface and Product positives
Enlightenment Expanded and regular sampling of contact surfaces and environmental sites. Intermittent positives on contact surfaces. Routine positives on environmental sitessites
Preventative Early preventative phase positive results dominated by indicator sites such as post rinse. In final phase of preventative only rare Contact Surface positives Nopreventative, only rare Contact Surface positives. No Product Positives. Investigative facility based positives dominate RTE.
Predictive No Contact surface positives. Zone 4 positives Predictive p ppredominate. Hurdle transfer point sampling produces rare positives.
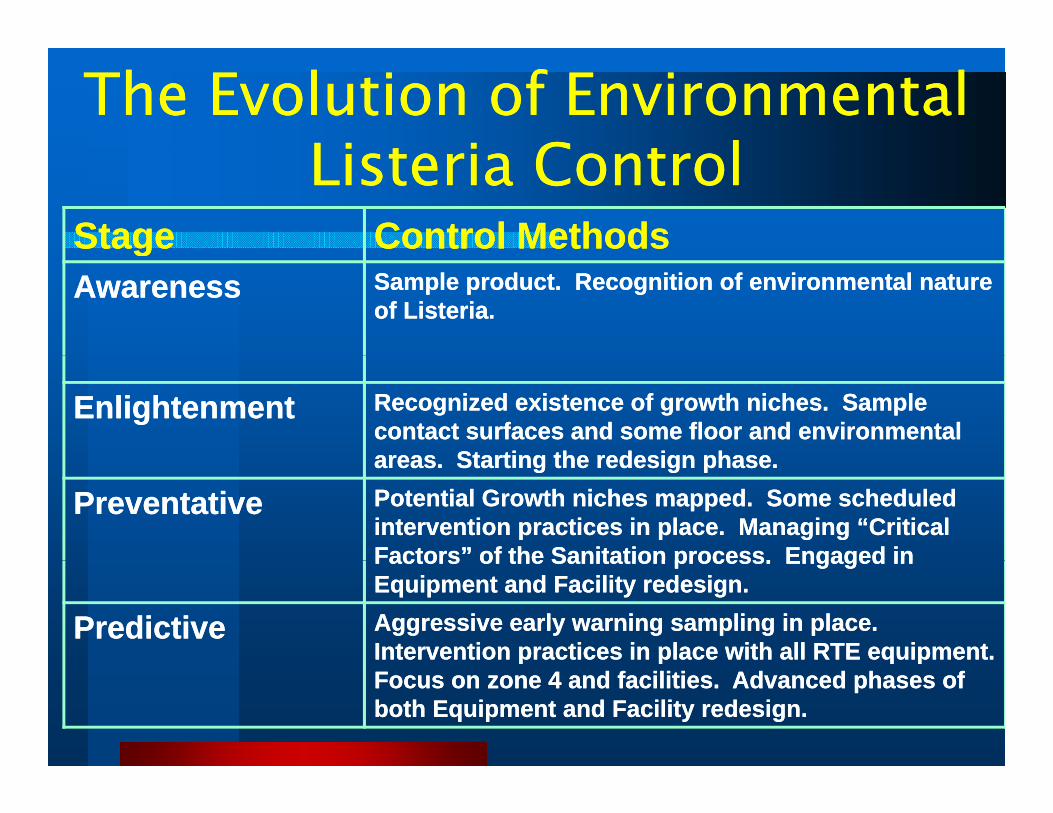
The Evolution of Environmental The Evolution of Environmental Li t i C t lLi t i C t l
StageStage Control MethodsControl MethodsListeria ControlListeria Control
ggAwarenessAwareness Sample product. Recognition of environmental nature Sample product. Recognition of environmental nature
of Listeria.of Listeria.
EnlightenmentEnlightenment Recognized existence of growth niches. Sample Recognized existence of growth niches. Sample contact surfaces and some floor and environmental contact surfaces and some floor and environmental areas Starting the redesign phaseareas Starting the redesign phaseareas. Starting the redesign phase.areas. Starting the redesign phase.
PreventativePreventative Potential Growth niches mapped. Some scheduled Potential Growth niches mapped. Some scheduled intervention practices in place. Managing “Critical intervention practices in place. Managing “Critical Factors” of the Sanitation process. Engaged inFactors” of the Sanitation process. Engaged inFactors of the Sanitation process. Engaged in Factors of the Sanitation process. Engaged in Equipment and Facility redesign.Equipment and Facility redesign.
PredictivePredictive Aggressive early warning sampling in place. Aggressive early warning sampling in place. Intervention practices in place with all RTE equipment. Intervention practices in place with all RTE equipment. p p q pp p q pFocus on zone 4 and facilities. Advanced phases of Focus on zone 4 and facilities. Advanced phases of both Equipment and Facility redesign.both Equipment and Facility redesign.

The Evolution of Environmental The Evolution of Environmental Li t i C t lLi t i C t lListeria ControlListeria Control
StageStage Verification Samples & SitesVerification Samples & SitesAwarenessAwareness ProductProduct
EnlightenmentEnlightenment Product & Contact SurfacesProduct & Contact Surfaces
PreventativePreventative Product, Contact Surfaces & Primary Transfer Vectors Product, Contact Surfaces & Primary Transfer Vectors in RTE Areain RTE Area
PredictivePredictive Product, Contact Surfaces & Transfer Points in RTE Product, Contact Surfaces & Transfer Points in RTE AreaArea

Commitment ModelCommitment ModelCommitment ModelCommitment Model
Resistant – don’t believe it has value
Regulatory F
Com
pany VaN
eed for Imp
Accepting – why not
“B i ” ill d it
Forcesalues &
Principrovem
ent
“Buy-in” – we will do it
Engagement involved in solution
ples
Engagement – involved in solution
Commitment – hold self and others accountable for achieving results
Bob Reinhard – Sara Lee
The Role of Sampling and Data in The Role of Sampling and Data in S i D iS i D iSanitary DesignSanitary Design
Existing Facility and Equipment design improvements must be data g pdriven.Sampling Programs must produceSampling Programs must produce positive results to provide a basis and justification for improvementand justification for improvement.
The Guides for Evolutionary ChangeThe Guides for Evolutionary ChangeThe Guides for Evolutionary ChangeThe Guides for Evolutionary Change
Data– Sampling data must define the pathway when improving
existing facilities and processesS li d t b l ifi d i t t t– Sampling data can be classified into two types
• Control• Verification
– ExamplesExamples• Control
– Data collected to find and control a growth niche. • This includes investigative sampling as well as growth
niche indicator site monitoringniche indicator site monitoring– Data collected to measure the effectiveness of a hurdle or
barrier to perform their respective function• Verification
– Finished productFinished product– Contact surfaces
The Guide for Evolutionary ChangeThe Guide for Evolutionary ChangeThe Guide for Evolutionary ChangeThe Guide for Evolutionary Change
Equipment and Facility Design Equipment and Facility Design Improvements Must be Supported and Improvements Must be Supported and Guided by a Sampling Program Designed Guided by a Sampling Program Designed to Identify Problems requiring to Identify Problems requiring ImprovementImprovementImprovementImprovement–– These sampling efforts must correctly identify These sampling efforts must correctly identify
the problems and necessary control factorsthe problems and necessary control factorst e p ob e s a d ecessa y co t o acto st e p ob e s a d ecessa y co t o acto s–– Sampling to avoid Sampling to avoid Regulatory Consequenses Regulatory Consequenses
will not direct or measure the improvement will not direct or measure the improvement d d ff td d ff tneeds and effortsneeds and efforts
Data RequirementsData RequirementsData RequirementsData Requirements
“We have been down this path before”
John ButtsLand O’ FrostCMC -Toronto 2009
What do you meanWhat do you mean“the sample is positive!”“the sample is positive!”the sample is positive!the sample is positive!
Credit to Jim Mino Hormel
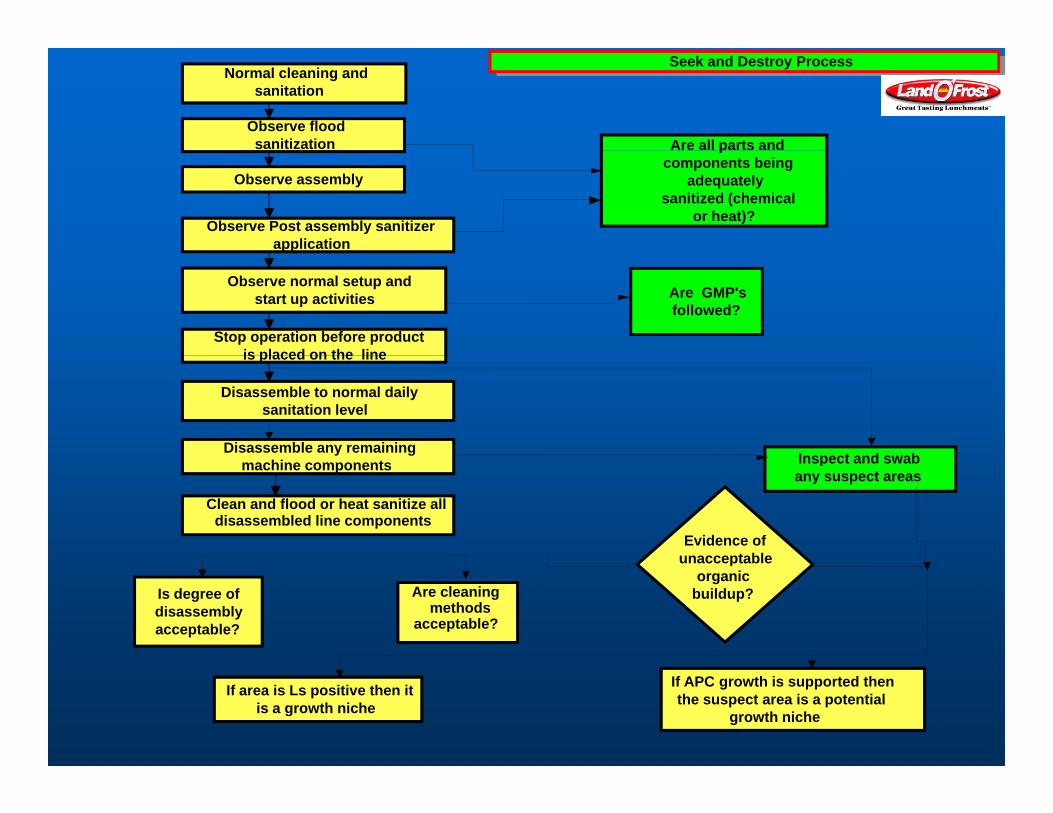
Normal cleaning and sanitation
Seek and Destroy Process
Observe flood sanitization Are all parts and
Observe assembly
Observe Post assembly sanitizer application
pcomponents being
adequately sanitized (chemical
or heat)?
Observe normal setup and start up activities
Stop operation before product is placed on the line
Are GMP's followed?
Disassemble to normal daily sanitation level
Inspect and swabDisassemble any remaining
is placed on the line
Inspect and swab any suspect areas
machine components
Clean and flood or heat sanitize all disassembled line components
Evidence of unacceptable
Are cleaning methods
acceptable?
Is degree of disassembly acceptable?
unacceptable organic
buildup?
If APC growth is supported then the suspect area is a potential
growth niche
If area is Ls positive then it is a growth niche
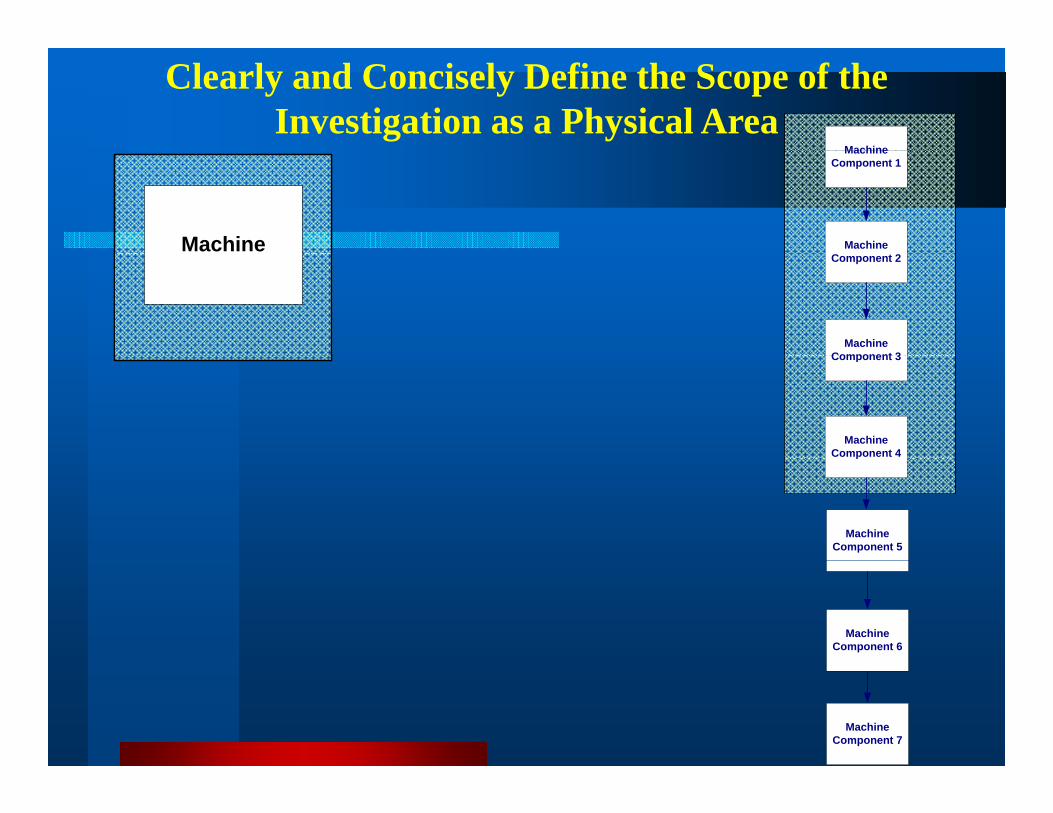
Clearly and Concisely Define the Scope of the Investigation as a Physical Area
MachineMachine Component 1
Machine Machine Component 2
Machine Component 3Component 3
Machine Component 4p
Machine Component 5
Machine Component 6
Machine Component 7
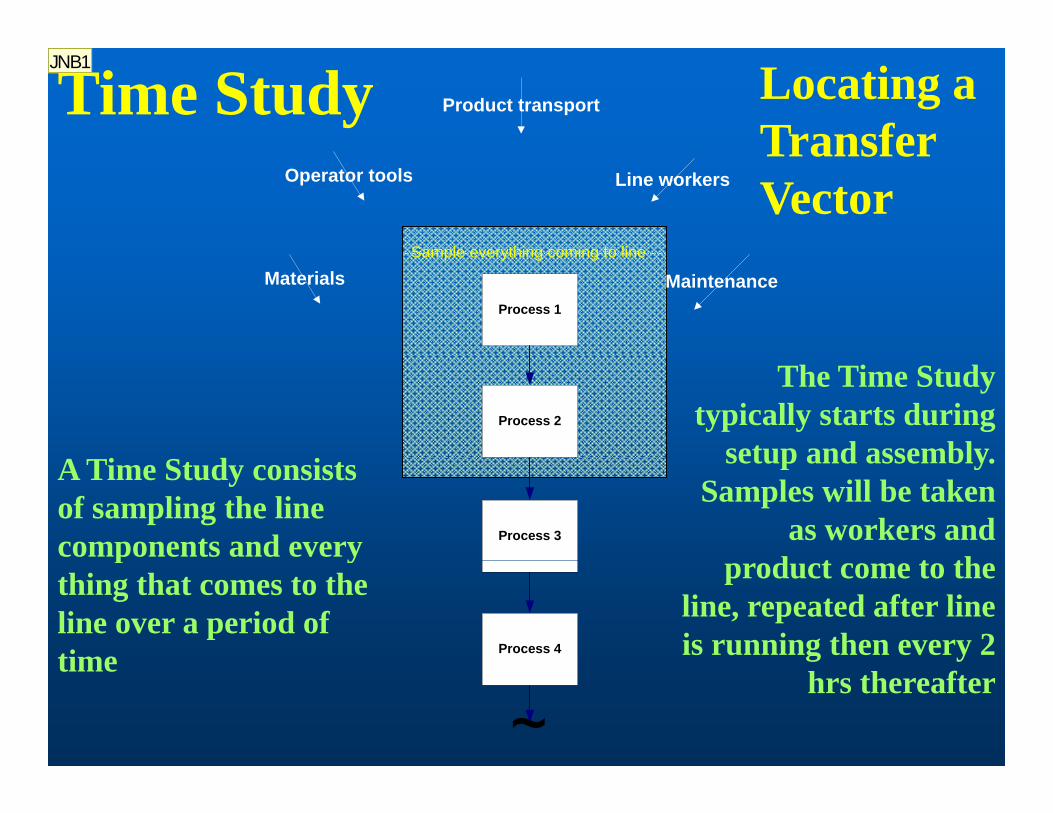
Product transportTime Study Locating a Transfer
Operator tools Line workers
Sample everything coming to line
Transfer Vector
Process 1
MaintenanceMaterialsSample everything coming to line
Process 2
The Time Study typically starts during
setup and assembly
Process 3
A Time Study consists of sampling the line components and every
setup and assembly. Samples will be taken
as workers and d t t th
Process 4
p ything that comes to the line over a period of time
product come to the line, repeated after line is running then every 2 time
hrs thereafter
JNB1
Slide 14
JNB1 Focus on there is more to Lm control than just eliminating the growth niches on slicers.John N. Butts, 9/14/2008
Swat Team SamplingSwat Team Sampling
Sample during an idle period after sanitation, before production i.e. Saturday when no production is runningSample large areas using sponges or gauze.Sample areas not typically sampled during
ti liroutine sampling– We found a transient growth niche using this
method – COP basket handlemethod COP basket handle

PROCESS FLOW CHART FOR DESIGN REVIEWPROCESS FLOW CHART FOR DESIGN REVIEW
Manufacturer & Customer Review EquipmentDesign Agianst the Checklist Tool Redesign
Acceptable?
Third Party Review (optional)
NOYES
Acceptable?
Purchase and Install EquipmentTraining and Start-up
ORYES
NO
Cleanability/ Microbiological Review (90 day)
Redesign /SanitationAcceptable? NO
Seek & Destroy
SanitationControl
p
YESInspect and sampleany suspect a rea s
Are clea ningmethods
acceptable?
Is degree of disassemblyacceptable?
Evidence ofunacceptable
organic buildup?
Seek and Destroy Process (cont’d)
Investigation level of disassembly
Normal leve l ofdisassemblyfor sanitation
Close Contract
AMI Equipment Design Task Force
If APC growth is supported thenthe suspect area is a pote ntia l
growth niche
If a rea is Ls positive then it is a growth niche
Common Sense Thoughts . .Common Sense Thoughts . .AMI Equipment Design Task Force
Common Sense Thoughts . . Common Sense Thoughts . . ..
When designing equipment:Keep it simpleLess is betterLess is betterStrive for minimum ‘parts’All parts and assemblies accessiblepRole play the ‘sanitation employee’
“The difficult thing about engineering great designs is to make them simple.”
An Engineer’s Perspective

Compounding OpportunitiesCompounding OpportunitiesCompounding OpportunitiesCompounding Opportunities
The original design may havedesign may have been correct. As equipment ages
it t d t ll tit tends to collect a “compounded level” of difficult to clean potential growth niches..
10 Principles of Sanitary Design10 Principles of Sanitary DesignAMI Equipment Design Task Force
10 Principles of Sanitary Design10 Principles of Sanitary Design
1. Cleanable to a Microbiological LevelFood equipment must be constructed and be maintainable to ensure that the equipment can be effectively and efficiently cleaned and sanitized over the life of the equipment. The removal of all foodsanitized over the life of the equipment. The removal of all food materials is critical. This means preventing bacterial ingress, survival, growth and reproduction. This includes product and non-product contact surfaces of the equipment.
2. Made of Compatible Materials2. Made of Compatible MaterialsConstruction materials used for equipment must be completely compatible with the product, environment, cleaning and sanitizing chemicals, and the methods of cleaning and sanitation. Equipment materials of construction must be inert, corrosion resistant,materials of construction must be inert, corrosion resistant, nonporous, and nonabsorbent.
3. Accessible for Inspection, Maintenance, Cleaning and SanitationAll parts of the equipment shall be readily accessible for inspection, maintenance cleaning and/or sanitation Accessibility should bemaintenance, cleaning, and/or sanitation. Accessibility should be easily accomplished by an individual without tools. Disassembly and assembly should be facilitated by the equipment design to optimize sanitary conditions.
AMI Equipment Design Task Force
10 Principles of Sanitary Design
4 N P d t Li id C ll ti
10 Principles of Sanitary Design
4. No Product or Liquid CollectionEquipment shall be self-draining to assure that food product, water, or
product liquid does not accumulate, pool ,or condense on the equipment or product zone areas.
5 H ll H ti ll S l d5. Hollow areas Hermetically SealedHollow areas of equipment (e.g., frames, rollers) must be eliminated where
possible or permanently sealed (caulking not acceptable). Bolts, studs, mounting plates, brackets, junction boxes, nameplates, end caps, sleeves and other such items must be continuously welded to thesleeves, and other such items must be continuously welded to the surface of the equipment and not attached via drilled and tapped holes
6. No NichesAll parts of the equipment shall be free of niches such as pits, cracks,
corrosion recesses open seams gaps lap seams protruding ledgescorrosion, recesses, open seams, gaps, lap seams, protruding ledges, inside threads, bolt rivets and dead ends. All welds must be continuous and fully penetrating.
7 Sanitary Operational Performance7. Sanitary Operational PerformanceDuring normal operations, the equipment must perform so it does not
contribute to unsanitary conditions or the harborage and growth of bacteria
AMI Equipment Design Task Force
10 Principles of Sanitary Design10 Principles of Sanitary Design
8 H i i D i f M i t E l
10 Principles of Sanitary Design10 Principles of Sanitary Design
8. Hygienic Design of Maintenance EnclosuresMaintenance enclosures (e.g., electrical control panels, chain
guards, belt guards, gear enclosures, junction boxes, pneumatic/hydraulic enclosures) and human machine interfaces ( hb tt l h dl it h t h ) t(e.g., pushbuttons, valve handles, switches, touchscreens) must be designed, constructed and be maintainable to ensure food product, water, or product liquid does not penetrate into, or accumulate in or on the enclosure and interface. The physical design of the enclosures should be sloped or pitched to avoiddesign of the enclosures should be sloped or pitched to avoid use as a storage area.
9. Hygienic Compatibility with Other Plant SystemsDesign of equipment must ensure hygienic compatibility with
other equipment and systems e g electrical hydraulics steamother equipment and systems, e.g., electrical, hydraulics, steam, air, water.
10. Validate Cleaning and Sanitizing ProtocolsThe procedures prescribed for cleaning and sanitation must be clearly
written, designed and proven to be effective and efficient. Chemicals , g precommended for cleaning and sanitation must be compatible with the equipment, as well as compatible with the manufacturing environment.
Applying the 10 Principles of Sanitary Design
Applying the 10 Applying the 10 PrinciplesPrinciples
of Sanitary Design toof Sanitary Design toRTE E i tRTE E i tRTE EquipmentRTE Equipment
Sanitary Design ProcessingSanitary Design ProcessingSanitary Design
y g gy g gKey Criteria for Food EquipmentKey Criteria for Food Equipment
Minimize surface area to cleanP t d bli t dParts and assemblies easy to access and inspectDisassembly can be completed by hand orDisassembly can be completed by hand or with simple toolsCleaning and sanitizing procedures can be g g prepeated by all employees
MEASURES OF CLEANMEASURES OF CLEAN
Visualthis will be the first measure–this will be the first measure, but will only take you so far b fbecause of …
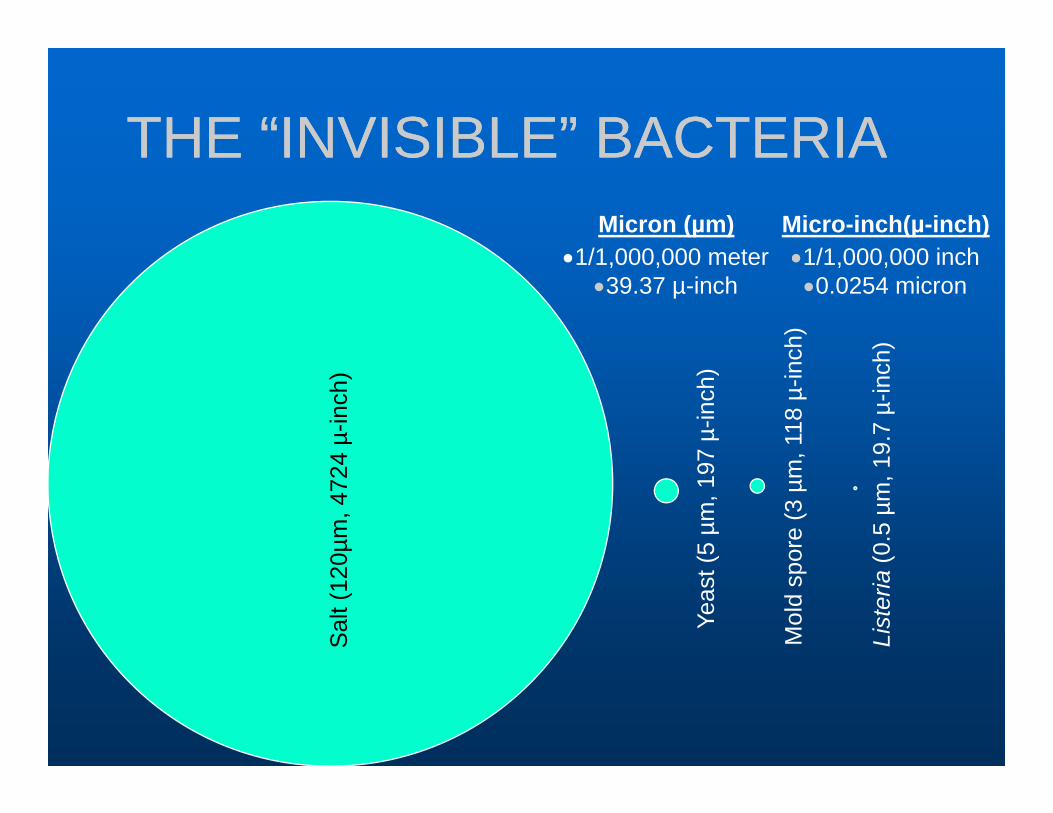
THE “INVISIBLE” BACTERIATHE “INVISIBLE” BACTERIATHE INVISIBLE BACTERIATHE INVISIBLE BACTERIAMicro-inch(µ-inch)
1/1 000 000 inchMicron (µm)
1/1 000 000 meter
ch)
h)
•1/1,000,000 inch•0.0254 micron
•1/1,000,000 meter •39.37 µ-inch
4 µ-
inch
)
, 118
µ-in
c
9.7
µ-in
ch
7 µ-
inch
)
0µm
, 472
4
ore
(3 µ
m
(0.5
µm
, 1
(5 µ
m, 1
97
Sal
t (12
0
Mol
d sp
o
List
eria
(
Yeas
t (
MEASURES OF CLEANMEASURES OF CLEAN
Test for bacteria– <1 CFU (colony forming unit) per 251 CFU (colony forming unit) per 25
square centimeters or <1 CFU in 10 ml of rinse water
Acceptable RLU (relative light unit)– as generated by an ATP reader; ATPas generated by an ATP reader; ATP
indicates the presence of organic material
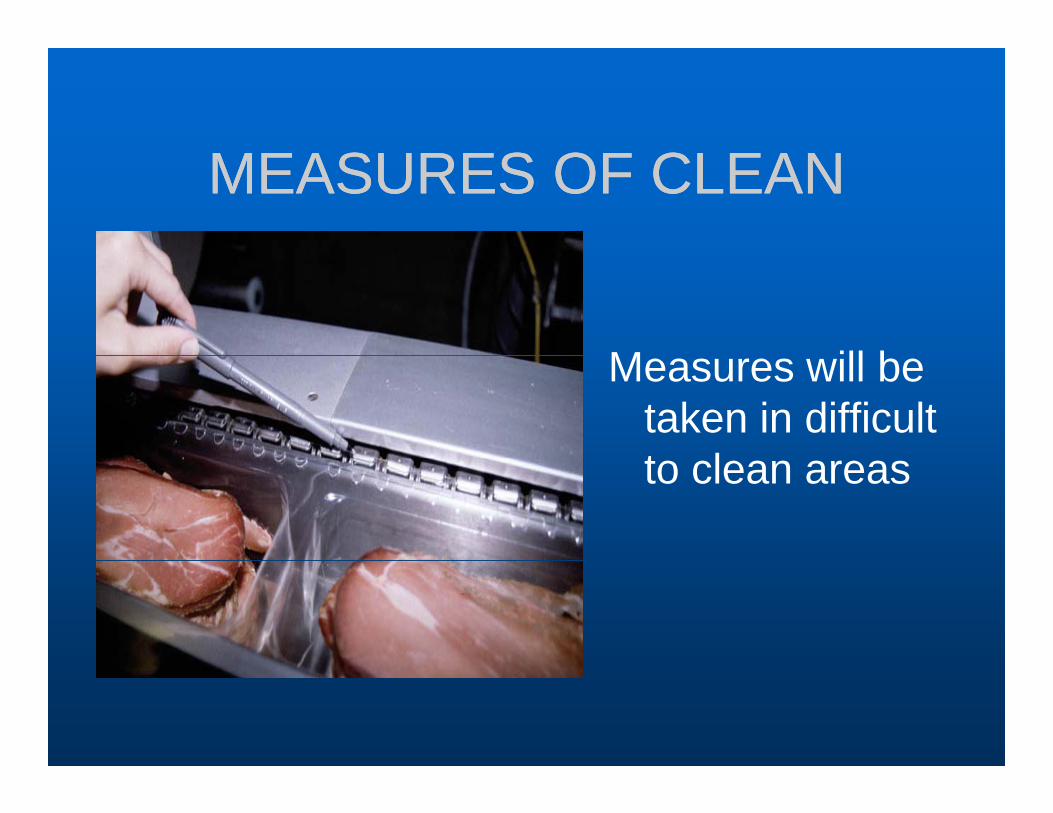
MEASURES OF CLEANMEASURES OF CLEAN
M ill bMeasures will be taken in difficult t lto clean areas
1. Cleanable to a Microbiological Level
Applying the 10 Principles of Sanitary Design
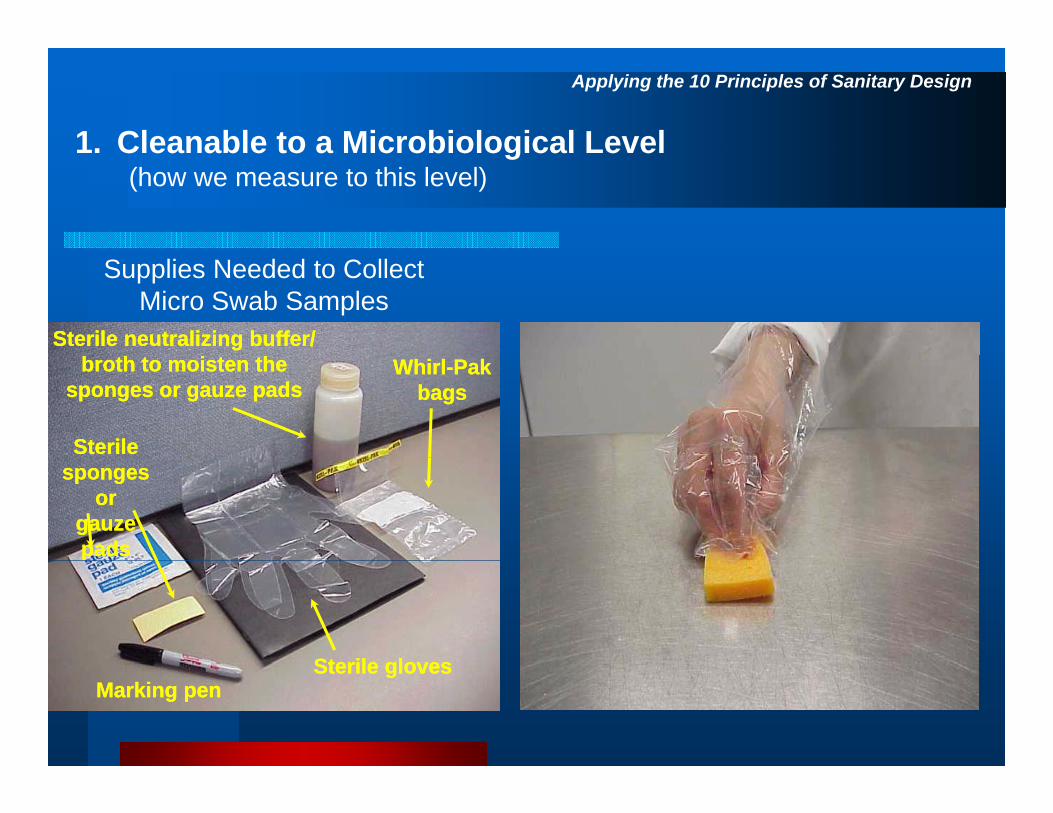
1. Cleanable to a Microbiological Level(how we measure to this level)
Sterile neutralizing buffer/Sterile neutralizing buffer/
Supplies Needed to CollectMicro Swab Samples
SterileSterile
WhirlWhirl--PakPakbagsbags
broth to moisten thebroth to moisten thesponges or gauze padssponges or gauze pads
sponges sponges oror
gauze gauze padspads
Sterile glovesSterile glovesMarking penMarking pen
Sterile glovesSterile gloves
1. Cleanable to a Microbiological Level
Applying the 10 Principles of Sanitary Design
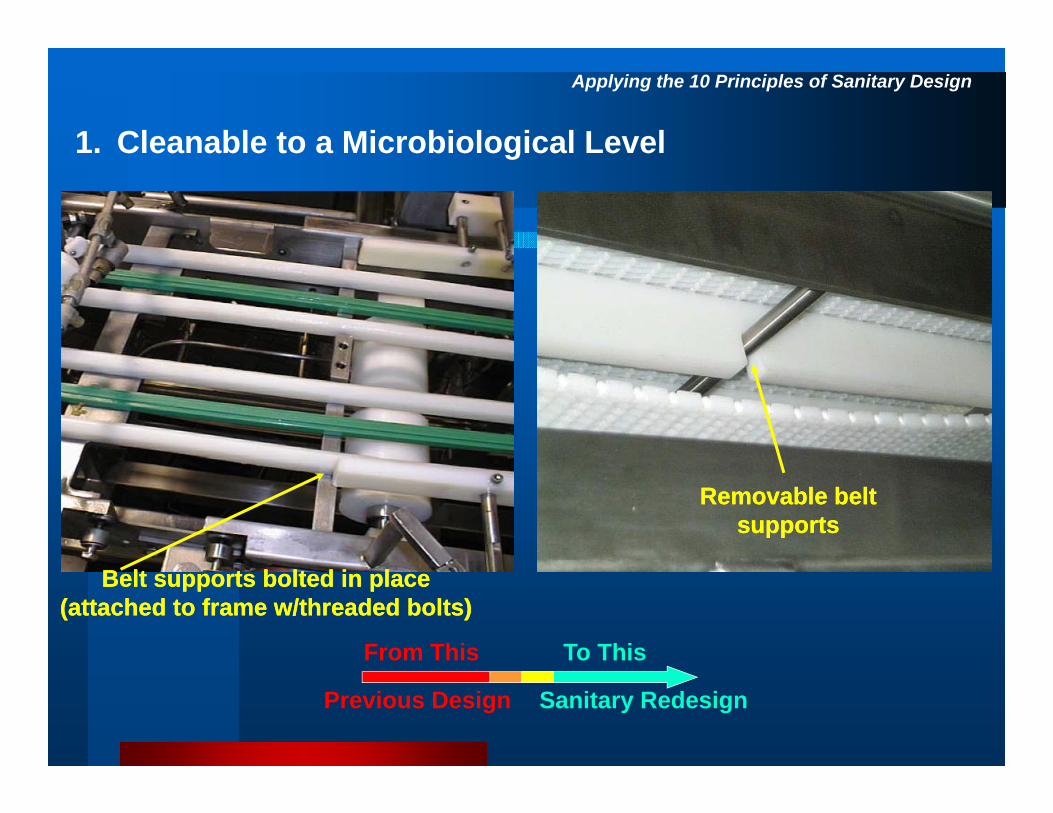
1. Cleanable to a Microbiological Level
Removable belt Removable belt supportssupports
Belt supports bolted in placeBelt supports bolted in place(attached to frame w/threaded bolts)(attached to frame w/threaded bolts)
From This To This
Previous Design Sanitary Redesign
1. Cleanable to a Microbiological Level
Applying the 10 Principles of Sanitary Design
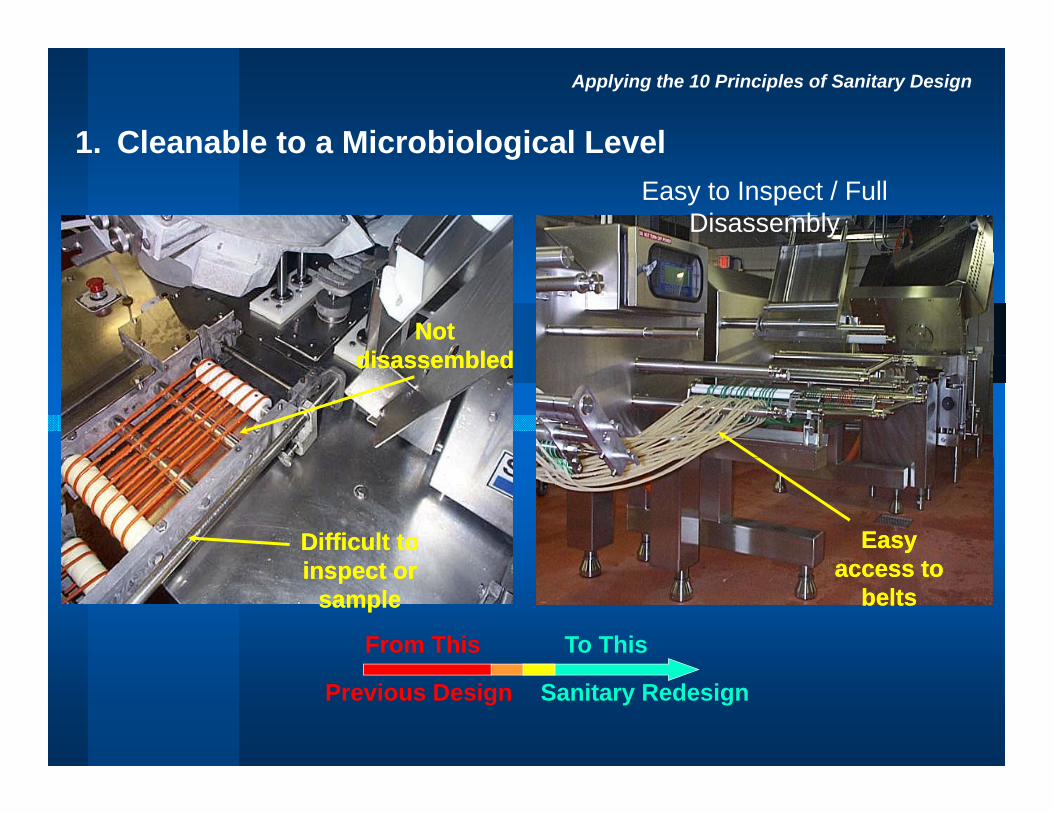
Easy to Inspect / Full Disassembly
1. Cleanable to a Microbiological Level
Not Not disassembleddisassembleddisassembleddisassembled
Difficult toDifficult to Easy Easy ttinspect or inspect or
samplesampleaccess to access to
beltsbelts
From This To This
Previous Design Sanitary Redesign
2. Made of Compatible Materials
Applying the 10 Principles of Sanitary Design
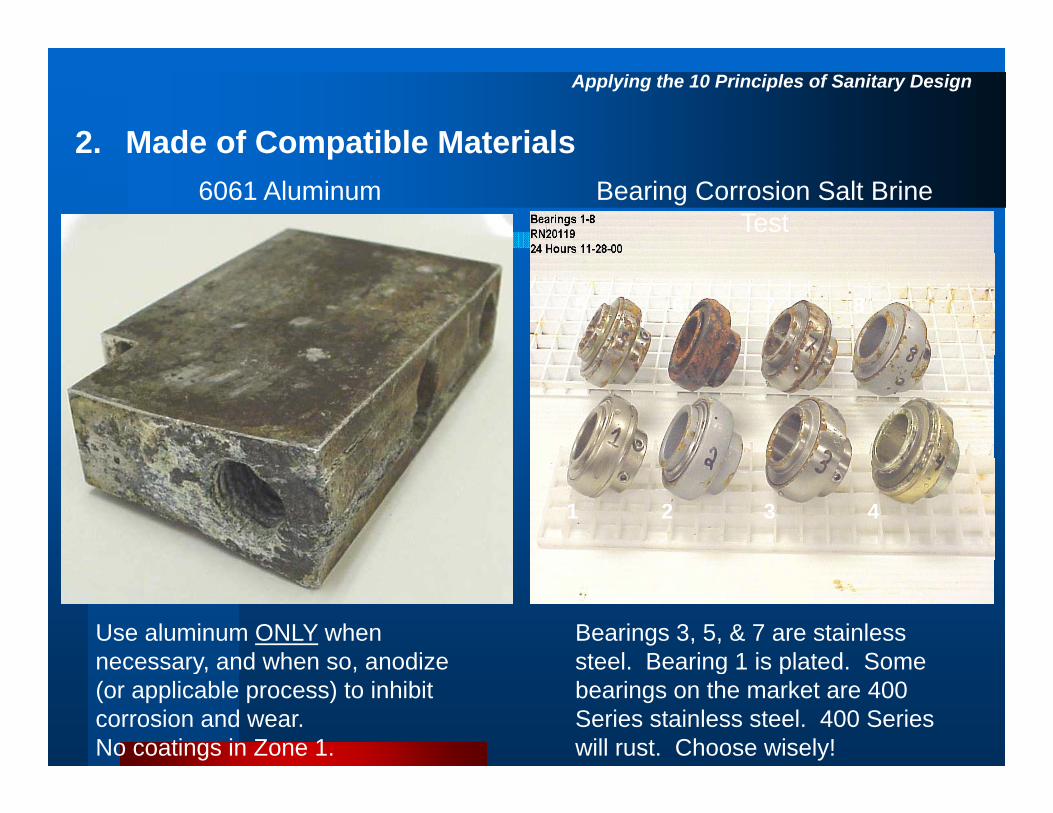
6061 Aluminum
2. Made of Compatible MaterialsBearing Corrosion Salt Brine
Test
5 6 7 8
1 2 3 4
Use aluminum ONLY when necessary and when so anodize
Bearings 3, 5, & 7 are stainless steel Bearing 1 is plated Somenecessary, and when so, anodize
(or applicable process) to inhibit corrosion and wear.No coatings in Zone 1.
steel. Bearing 1 is plated. Some bearings on the market are 400 Series stainless steel. 400 Series will rust. Choose wisely!
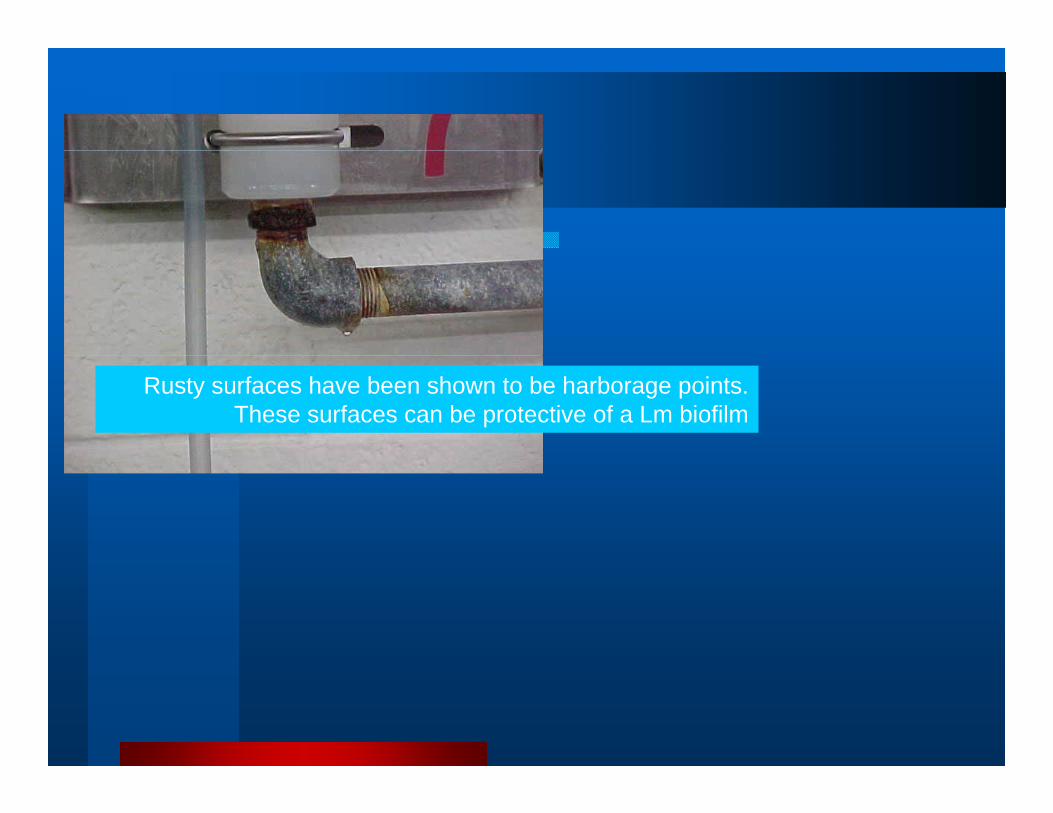
Rusty surfaces have been shown to be harborage points. These surfaces can be protective of a Lm biofilm

Sanitary Design3. Accessible for Inspection, Maintenance & Cleaning/Sanitation
All equipment parts and components shall be readily and easily accessible for inspection, maintenance, troubleshooting, cleaning, and sanitizing. Accessible without using tools or with a simple tool set is required. Disassembly for sanitation is enhanced by customized
g
parts bins and design considerations for size and configuration.
Stained soft Stained soft rubber gripsrubber grips
HardHardplastic gripsplastic grips NonNon--
ii
Niches, Niches, threadsthreads
g pg p
Prone toProne todamagedamage
equipmenequipmentt
corrosive corrosive materialsmaterials
Fitted heads Fitted heads for equipment for equipment
longevitylongevity
Rust,Rust,peeling peeling paintpaint Easy to Easy to
Smooth Smooth finishfinish yy
clean & clean & inspectinspect
finishfinish
From This To This
Previous Design Sanitary Redesign
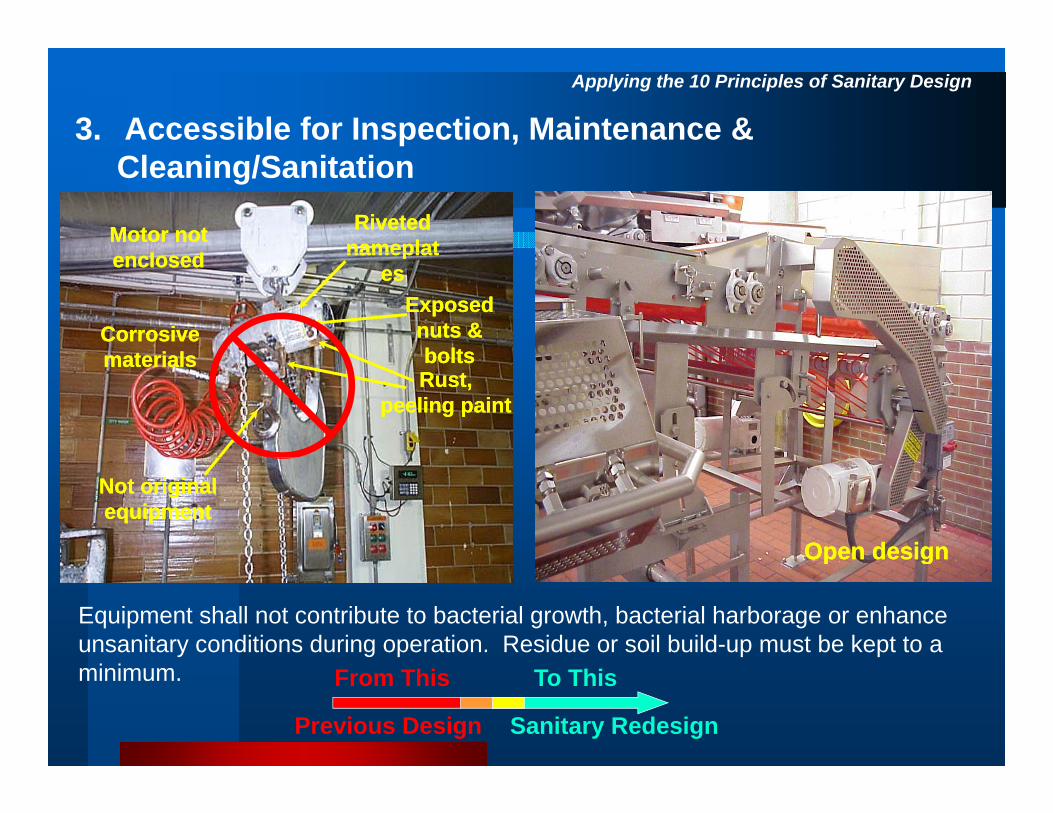
3. Accessible for Inspection, Maintenance & Applying the 10 Principles of Sanitary Design
Cleaning/SanitationRivetedRiveted
nameplatnameplatMotor notMotor notl dl d nameplatnameplat
esesenclosedenclosed
Corrosive Corrosive t i lt i l
ExposedExposednuts & nuts & boltsboltsRust,Rust,
peeling paintpeeling paint
materialsmaterials boltsbolts
Open designOpen design
Not original Not original equipmentequipment
p gp g
Equipment shall not contribute to bacterial growth, bacterial harborage or enhance unsanitary conditions during operation. Residue or soil build-up must be kept to a minimum. From This To This
Previous Design Sanitary Redesign
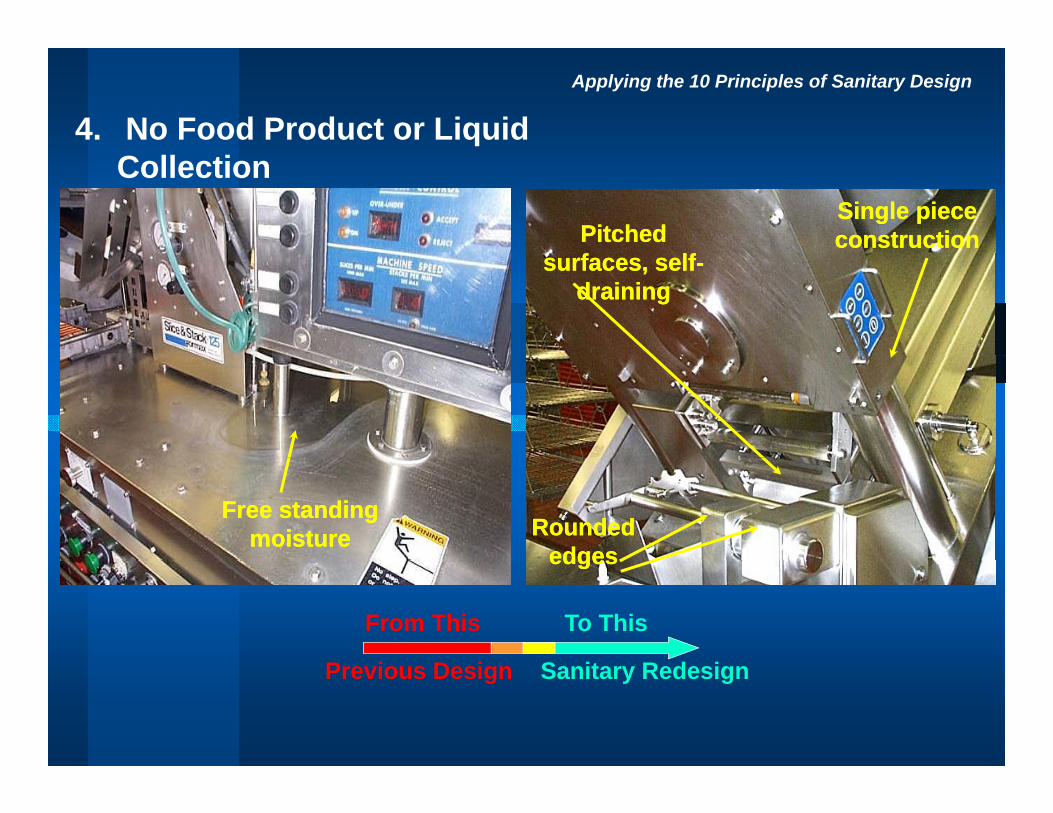
4. No Food Product or Liquid Applying the 10 Principles of Sanitary Design
Single piece Single piece constructionconstructionPitched Pitched
Collection
surfaces, selfsurfaces, self--drainingdraining
Free standing Free standing moisturemoisture Rounded Rounded
edgesedgesedgesedges
From This To This
P i D i S it R d iPrevious Design Sanitary Redesign

Must be Self DrainingMust be Self Draining
Open slots to make self draining
From This To This
Previous Design Sanitary RedesignPrevious Design Sanitary Redesign
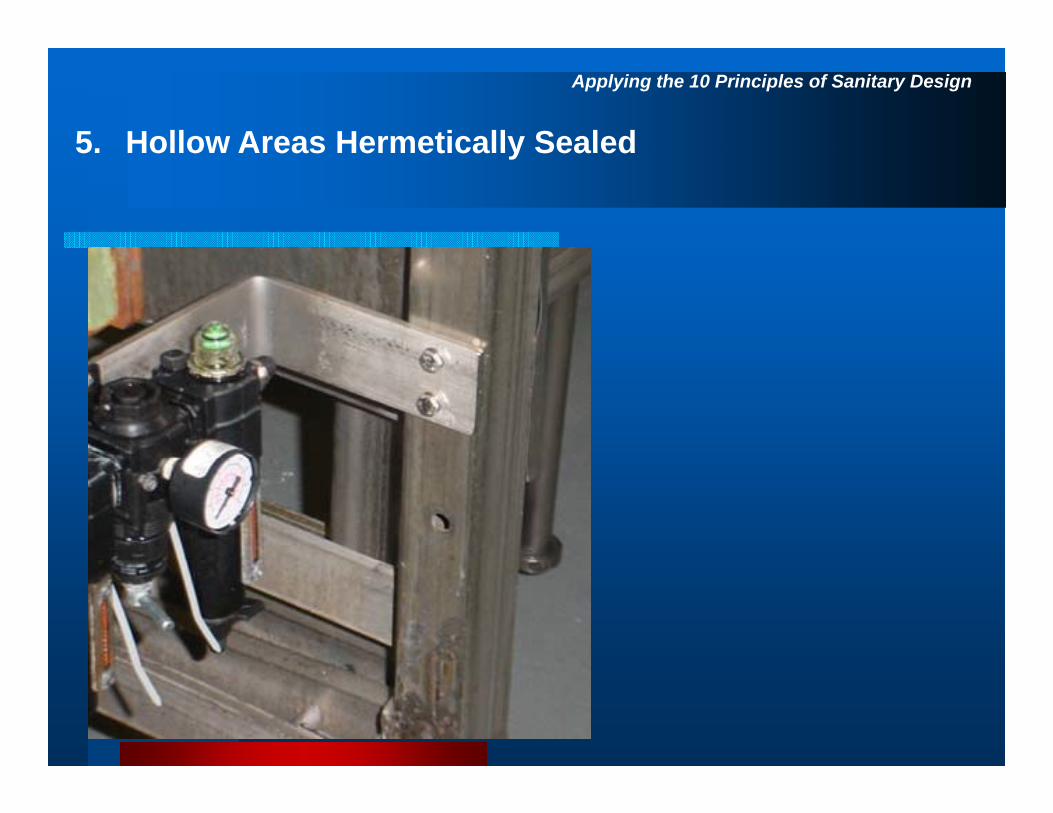
5. Hollow Areas Hermetically Sealed
Applying the 10 Principles of Sanitary Design
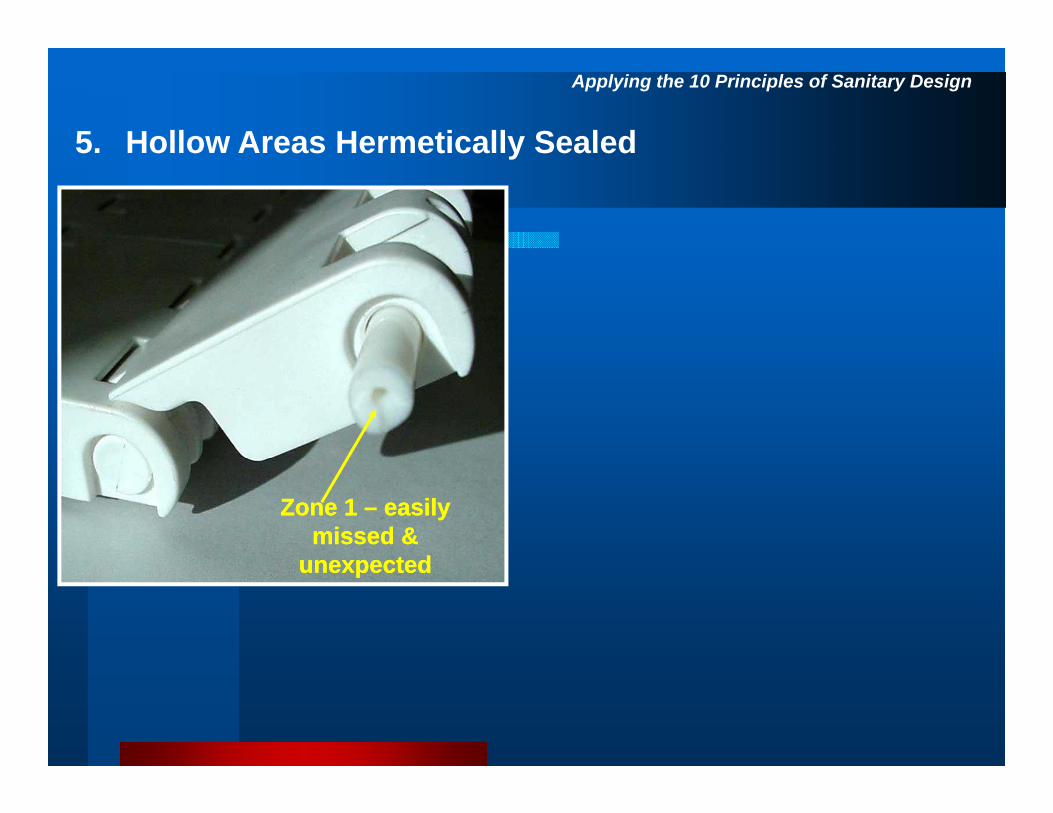
5. Hollow Areas Hermetically Sealed
Zone 1 Zone 1 –– easilyeasilymissed & missed &
unexpectedunexpectedunexpectedunexpected
5. Hollow Areas Hermetically Sealed
Applying the 10 Principles of Sanitary Design
5. Hollow Areas Hermetically Sealed
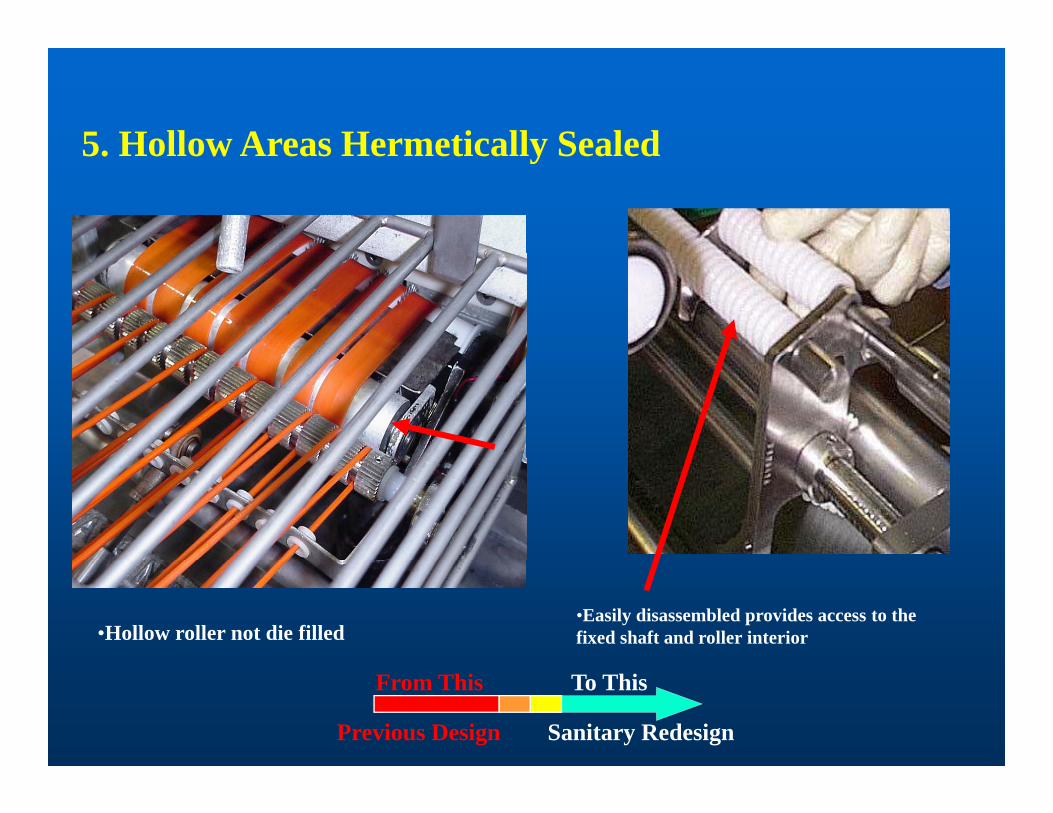
5. Hollow Areas Hermetically Sealed5. Hollow Areas Hermetically Sealed
•Easily disassembled provides access to the fixed shaft and roller interior•Hollow roller not die filled
From This To This
Previous Design Sanitary Redesign

6. Free of Growth niches6. Free of Growth nichesThe frequency for Non-daily scheduled sanitation tasks to disassemble and clean mating
f t b t bli h dsurfaces must be established
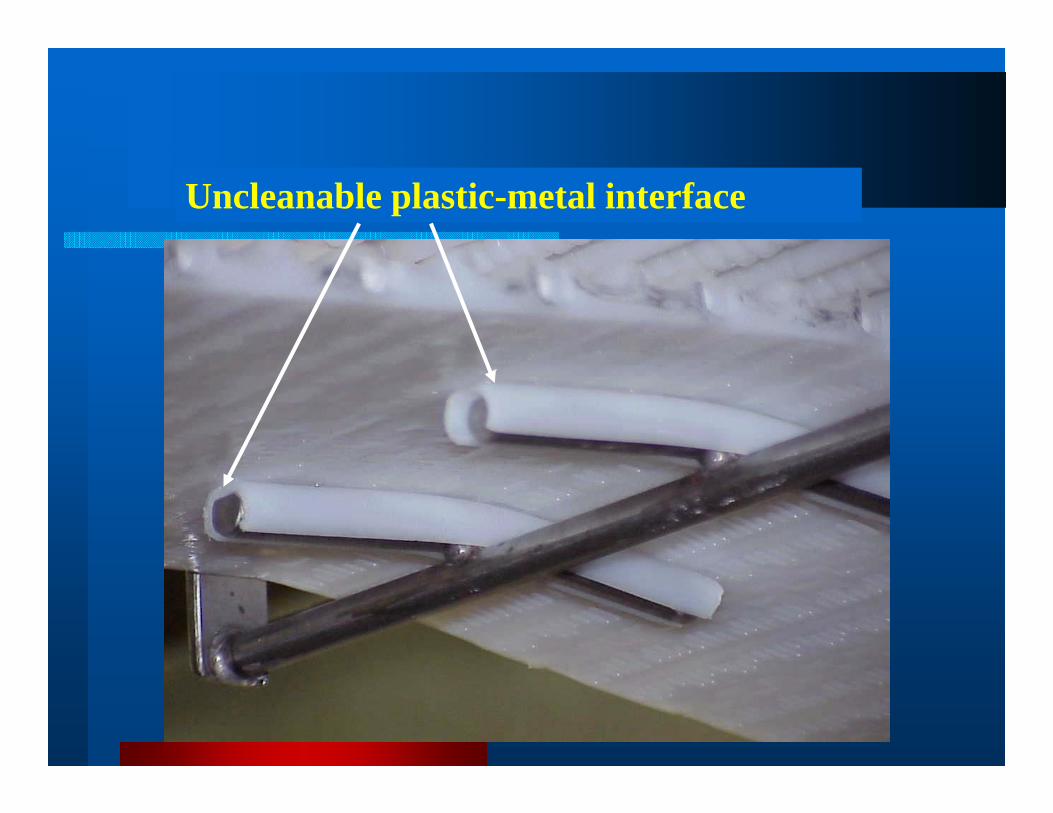
Uncleanable plastic-metal interface
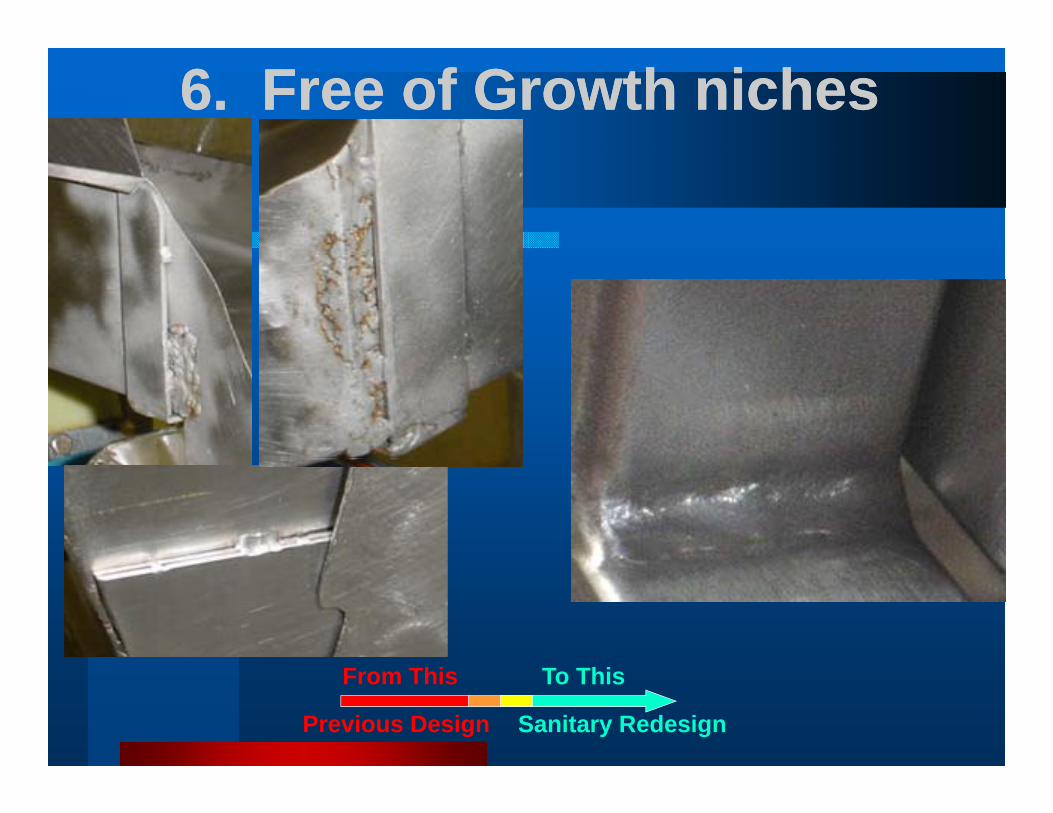
6. Free of Growth niches6. Free of Growth niches
From This To This
Previous Design Sanitary Redesign

6. Free of Growth niches
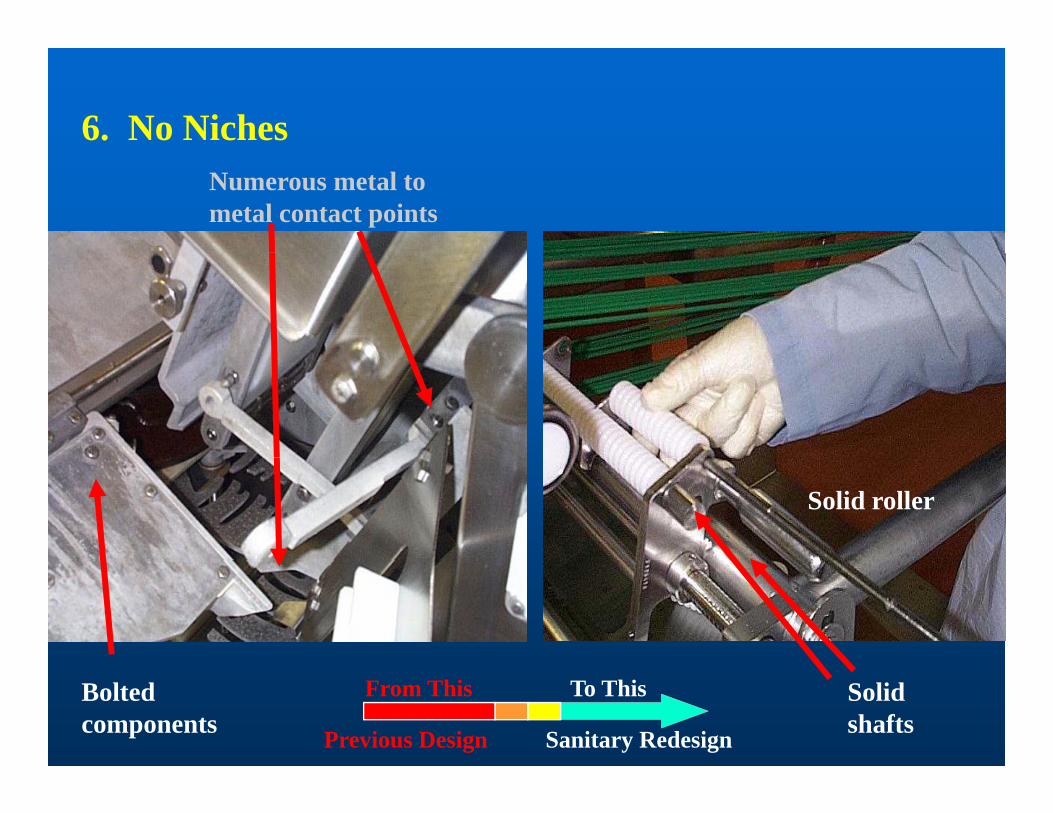
6. No Niches Numerous metal to metal contact points
Solid roller
Bolted components
Solid shafts
From This To This
Previous Design Sanitary Redesign

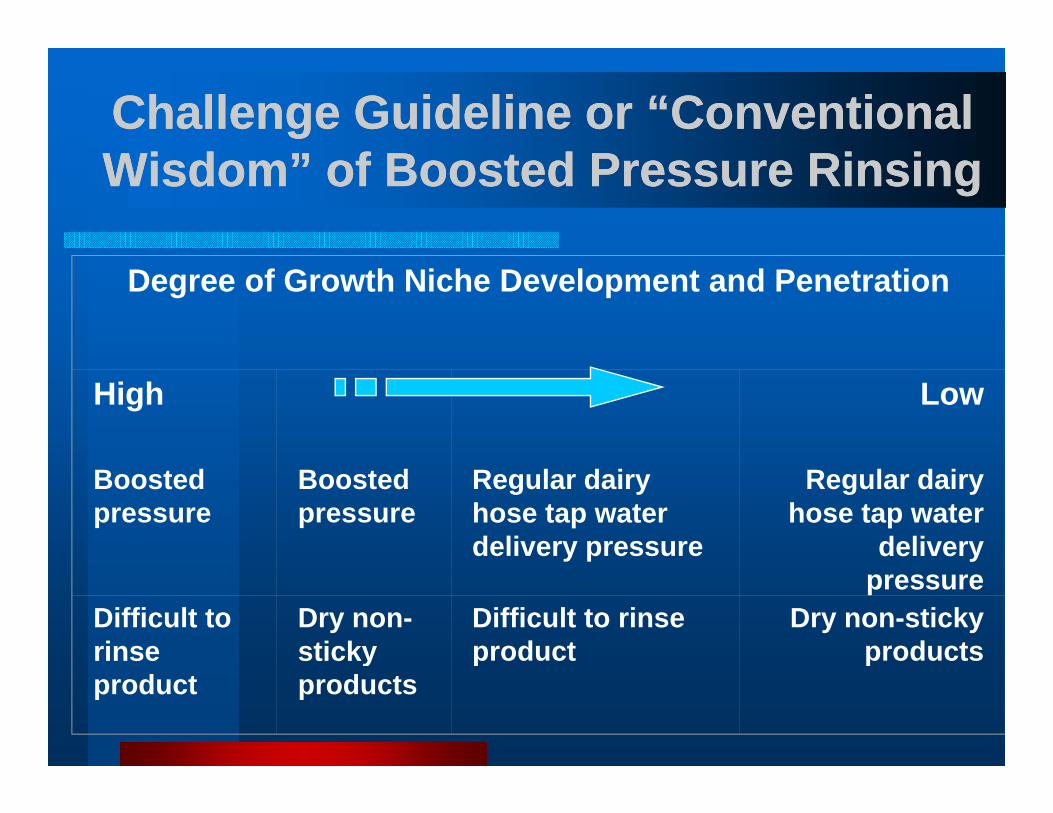
Challenge Guideline or “Conventional Challenge Guideline or “Conventional Wisdom” of Boosted Pressure RinsingWisdom” of Boosted Pressure Rinsing
Degree of Growth Niche Development and Penetration
High Low
Boosted pressure
Boosted pressure
Regular dairy hose tap water delivery pressure
Regular dairy hose tap water
delivery y p ypressure
Difficult to rinse
Dry non-sticky
Difficult to rinse product
Dry non-sticky products
producty
productsp p

7. Sanitary Operational Performance
Applying the 10 Principles of Sanitary Design
7. Sanitary Operational Performance
ProductProductresidue/buildupresidue/buildup
From This To This
P i D i S it R d i
Belt scraperBelt scraper
Previous Design Sanitary Redesign
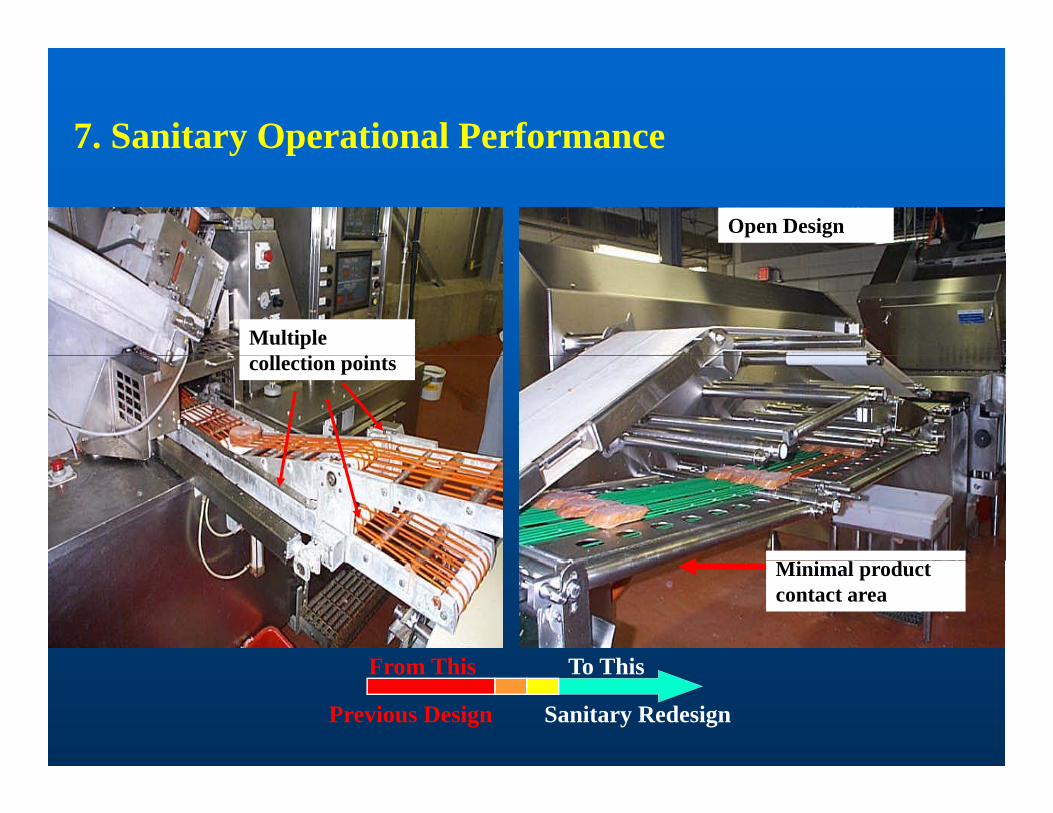
7. Sanitary Operational Performancey p
Open Design
Multiple collection points
Minimal product contact area
From This To ThisFrom This To This
Previous Design Sanitary Redesign
8.8. Hygienic Design of Maintenance Hygienic Design of Maintenance E lE lEnclosuresEnclosures
Sensitive Equipment CleaningHand wipe all equipment controlHand wipe all equipment control panels with 800PPM QuatRegularly clean and sanitize theRegularly clean and sanitize the inside of control panels and other maintenance enclosuresmaintenance enclosures.
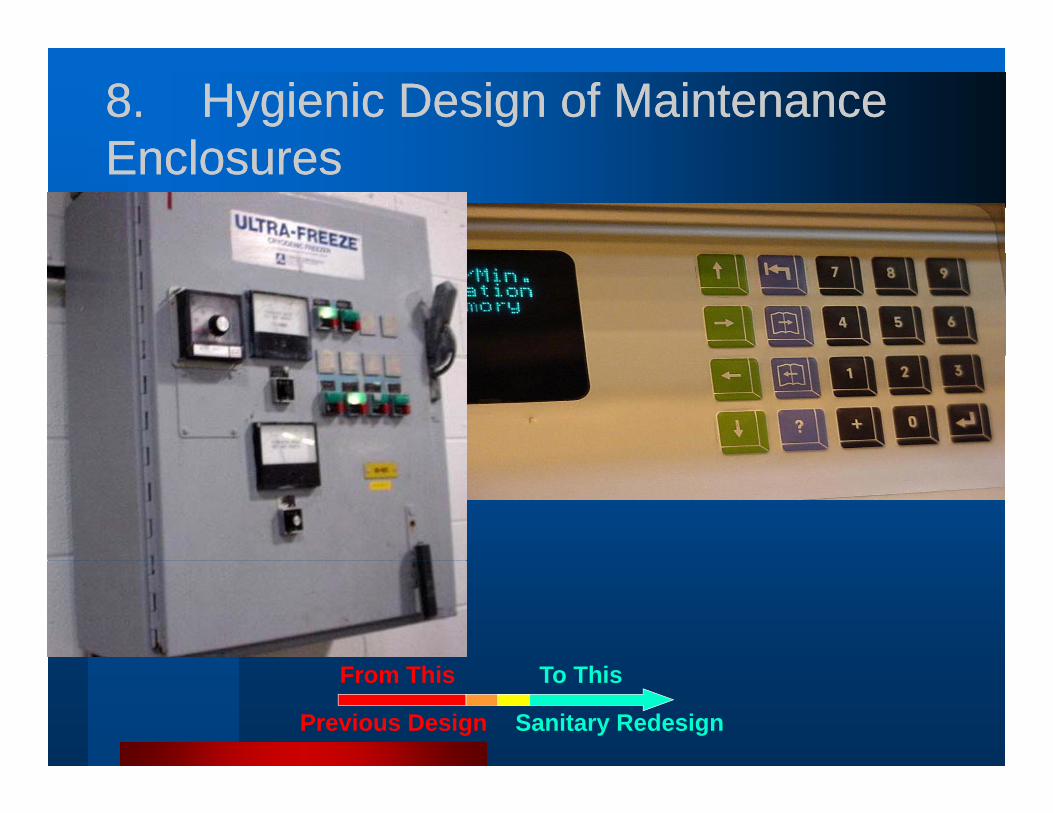
8.8. Hygienic Design of Maintenance Hygienic Design of Maintenance EnclosuresEnclosuresEnclosuresEnclosures
From This To This
Previous Design Sanitary Redesign
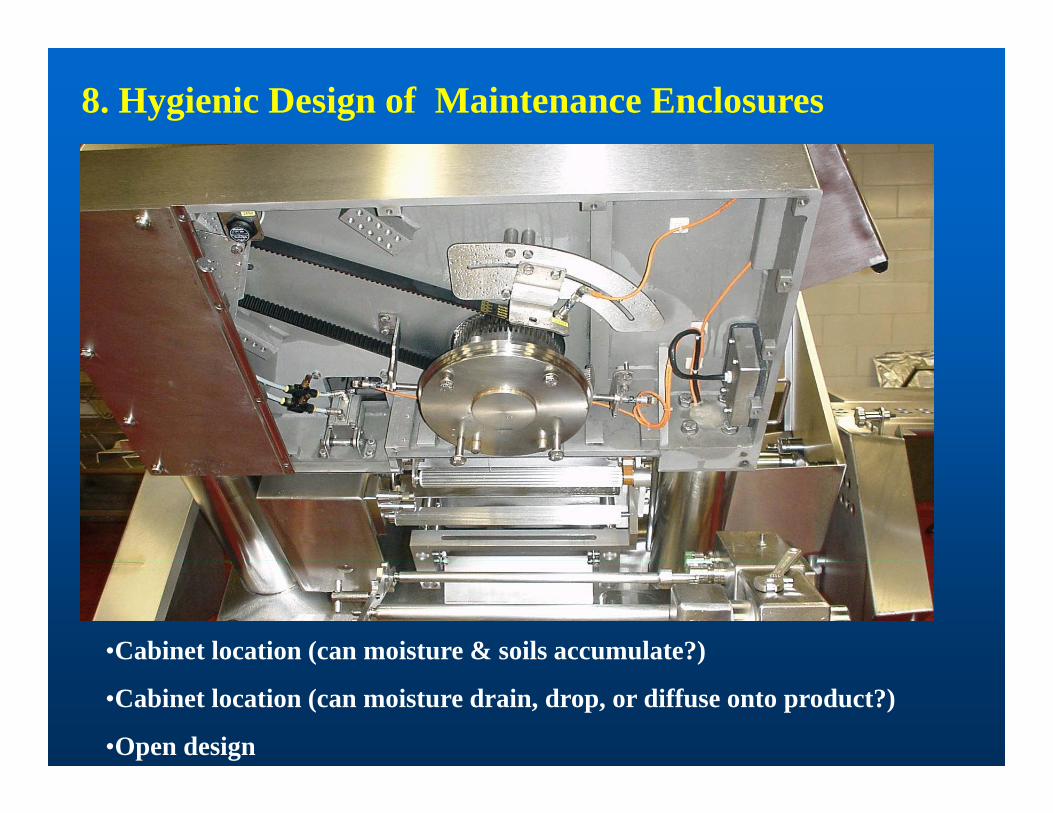
8. Hygienic Design of Maintenance Enclosures
•Cabinet location (can moisture & soils accumulate?)( )
•Cabinet location (can moisture drain, drop, or diffuse onto product?)
•Open design
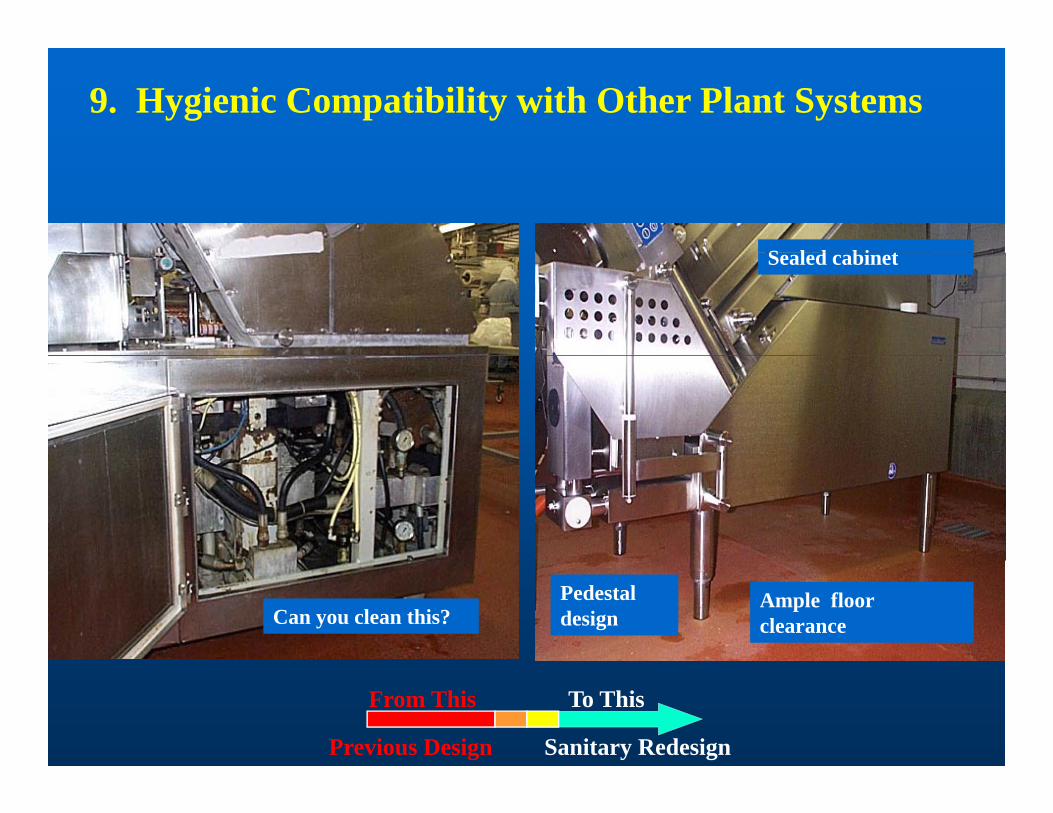
9. Hygienic Compatibility with Other Plant Systems
S l d bi tSealed cabinet
Can you clean this?Ample floor clearance
Pedestal design
From This To This
Previous Design Sanitary Redesign
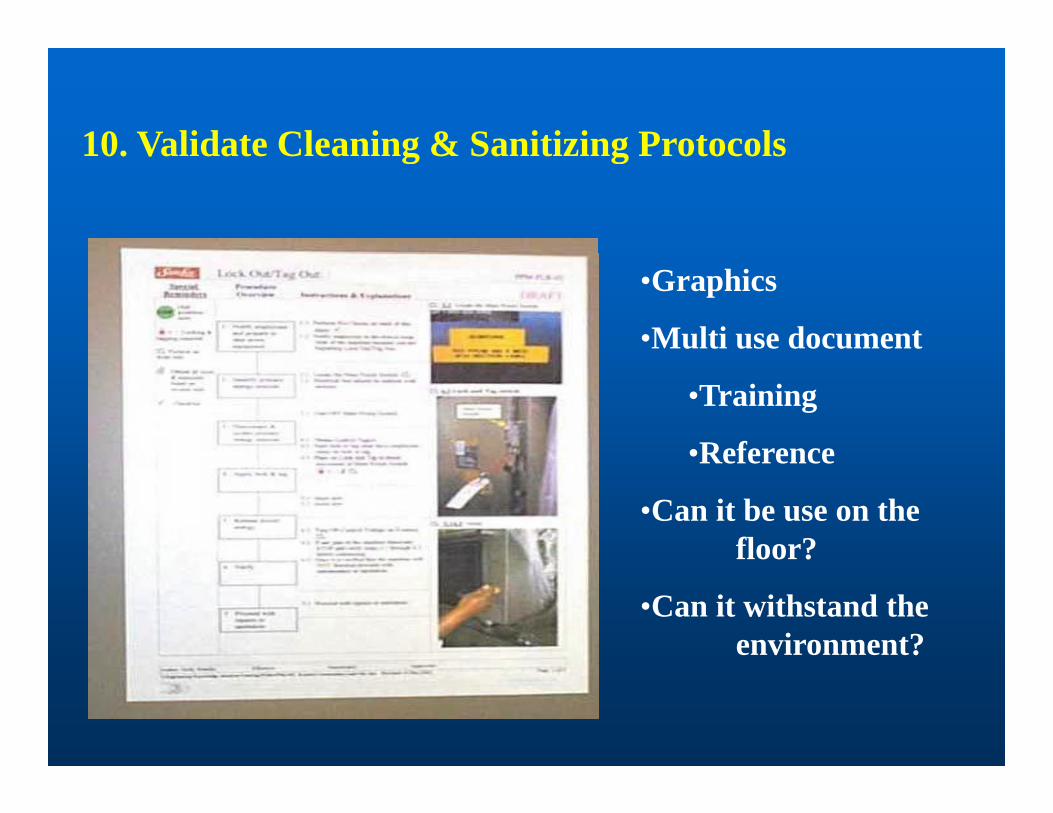
10. Validate Cleaning & Sanitizing Protocols10. Validate Cleaning & Sanitizing Protocols
•Graphics
•Multi use document
•Training
•ReferenceReference
•Can it be use on the floor?
•Can it withstand the environment?

AN OVERVIEWAN OVERVIEWSANITARY FACILITYSANITARY FACILITY
DESIGNDESIGNDESIGN DESIGN
Use a “Preventative Mindset”
PRINCIPLES OF SANITARY DESIGNPRINCIPLES OF SANITARY DESIGN
1. Distinct Hygienic Zones Established In The Facility
Maintain strict physical separations that reduce the likelihood of transfer of hazards from one area of the plant, or from one process, to another area of the plant or process, respectively. Facilitate necessary storage and management of equipmentnecessary storage and management of equipment, waste and temporary clothing to reduce the likelihood of transfer of hazards.
55
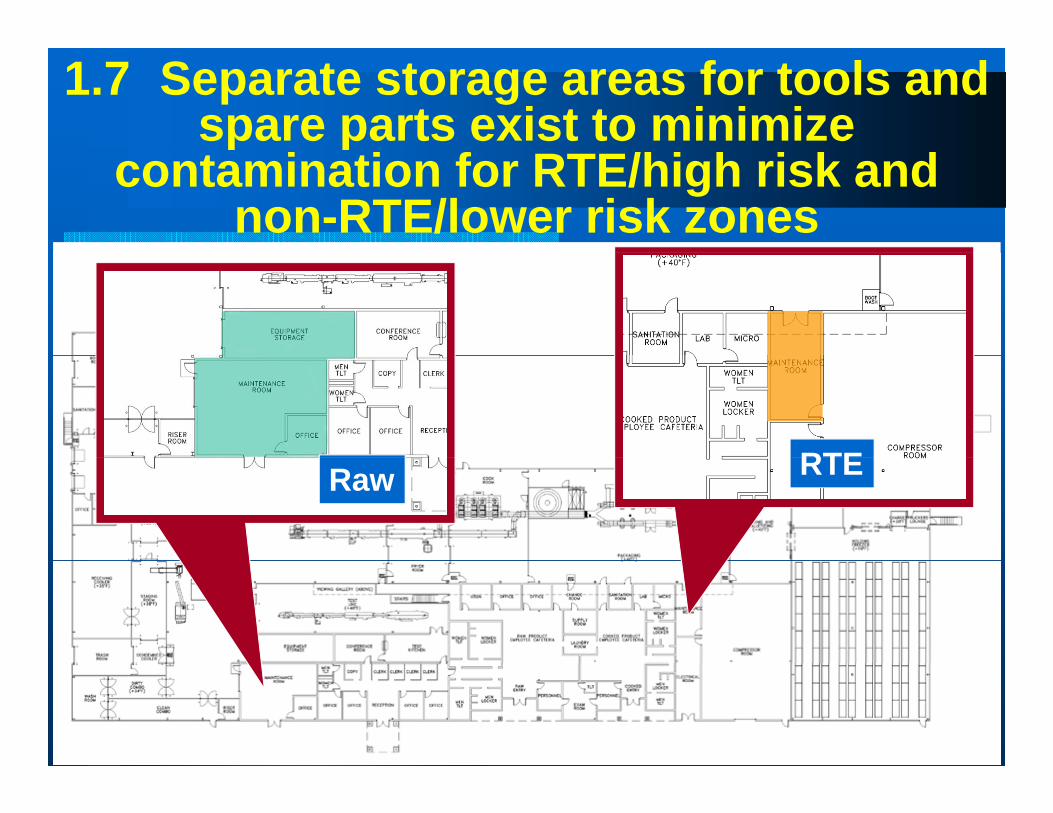
1.7 Separate storage areas for tools and spare parts exist to minimize
contamination for RTE/high risk and non-RTE/lower risk zones
RTERaw RTE
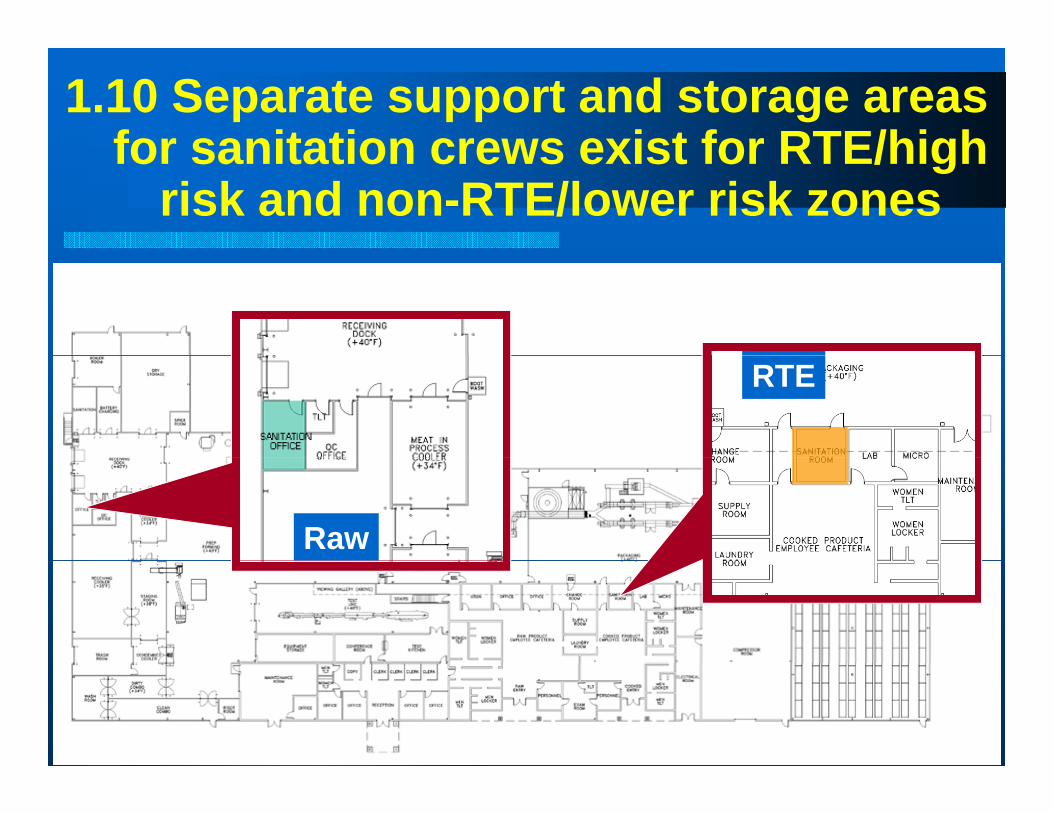
1.10 Separate support and storage areas for sanitation crews exist for RTE/highfor sanitation crews exist for RTE/high
risk and non-RTE/lower risk zones
RTE
Raw
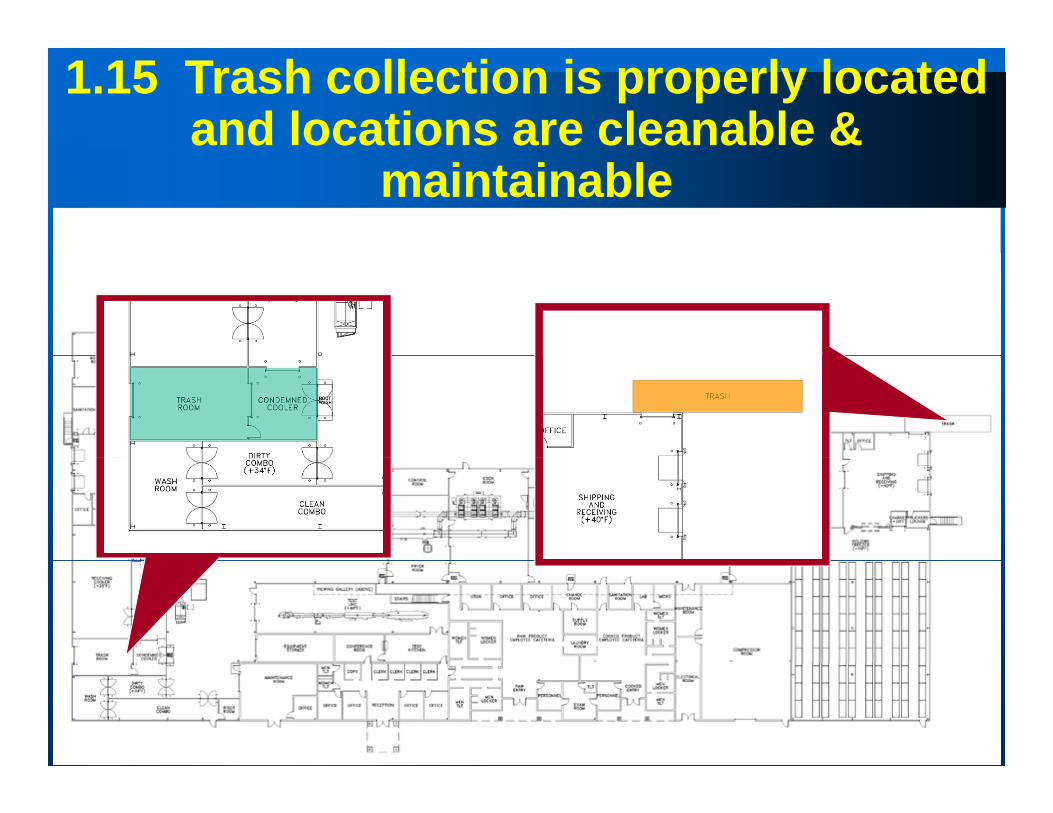
1.15 Trash collection is properly located and locations are cleanable &
maintainable
PRINCIPLES OF SANITARY DESIGNPRINCIPLES OF SANITARY DESIGN
2. Control the movement of personnel and materials flows to reduce hazards
Establish traffic and process flows that control the movement of production workerscontrol the movement of production workers, managers, visitors, QA staff, sanitation and maintenance personnel productsmaintenance personnel, products, ingredients, rework and packaging materials to reduce food safety risks.
59
y
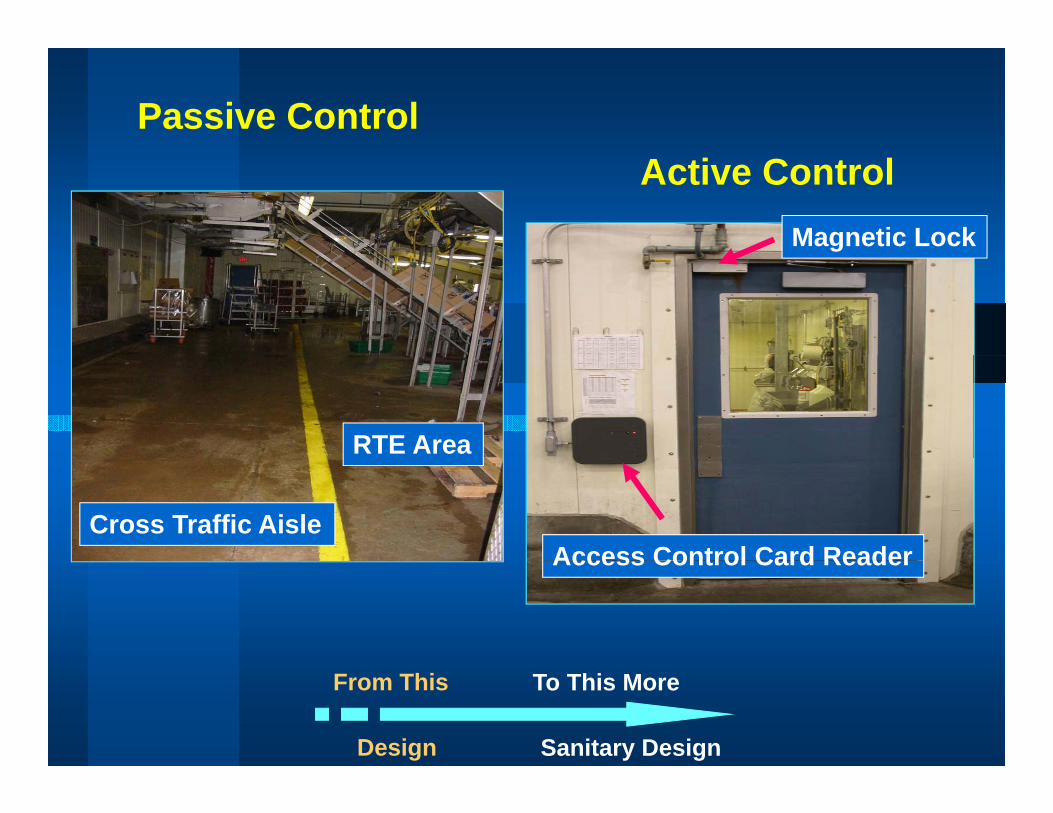
Passive Control
Magnetic Lock
Active Control
RTE Area
Access Control Card ReaderCross Traffic Aisle
Access Control Card Reader
From This To This More
Design Sanitary Design
SANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLES SANITARY DESIGN PRINCIPLES FOR FACILITIESFOR FACILITIES
PRINCIPLE #3
WATER ACCUMULATION CONTROLLED INSIDE FACILITYCONTROLLED INSIDE FACILITY
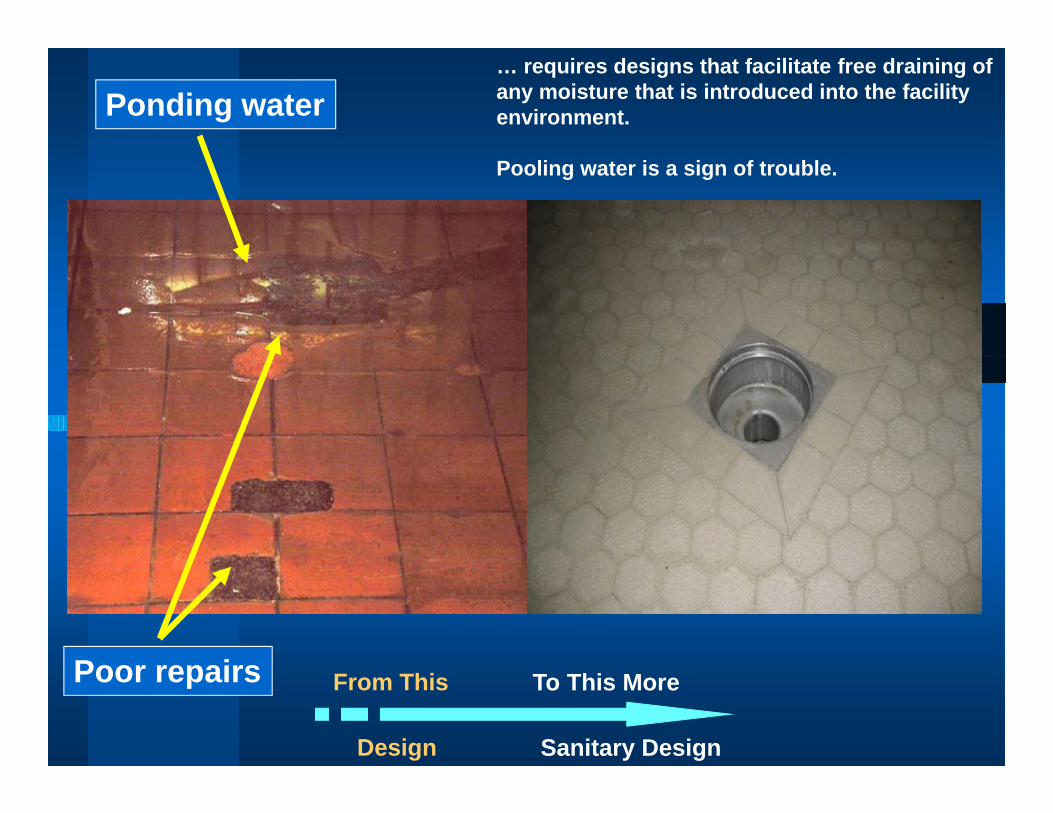
Ponding water… requires designs that facilitate free draining of any moisture that is introduced into the facility environment.
Pooling water is a sign of trouble.
P i From This To This More
Design Sanitary Design
Poor repairs
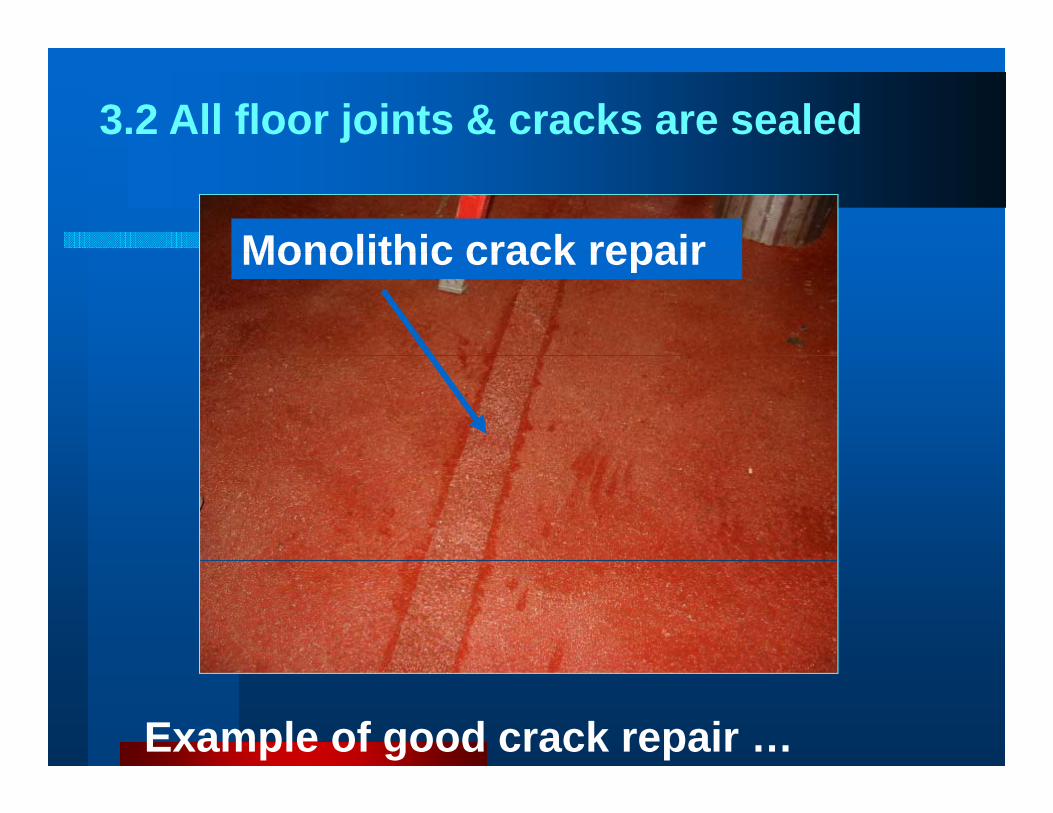
3.2 All floor joints & cracks are sealed
Monolithic crack repairMonolithic crack repair
Example of good crack repair …
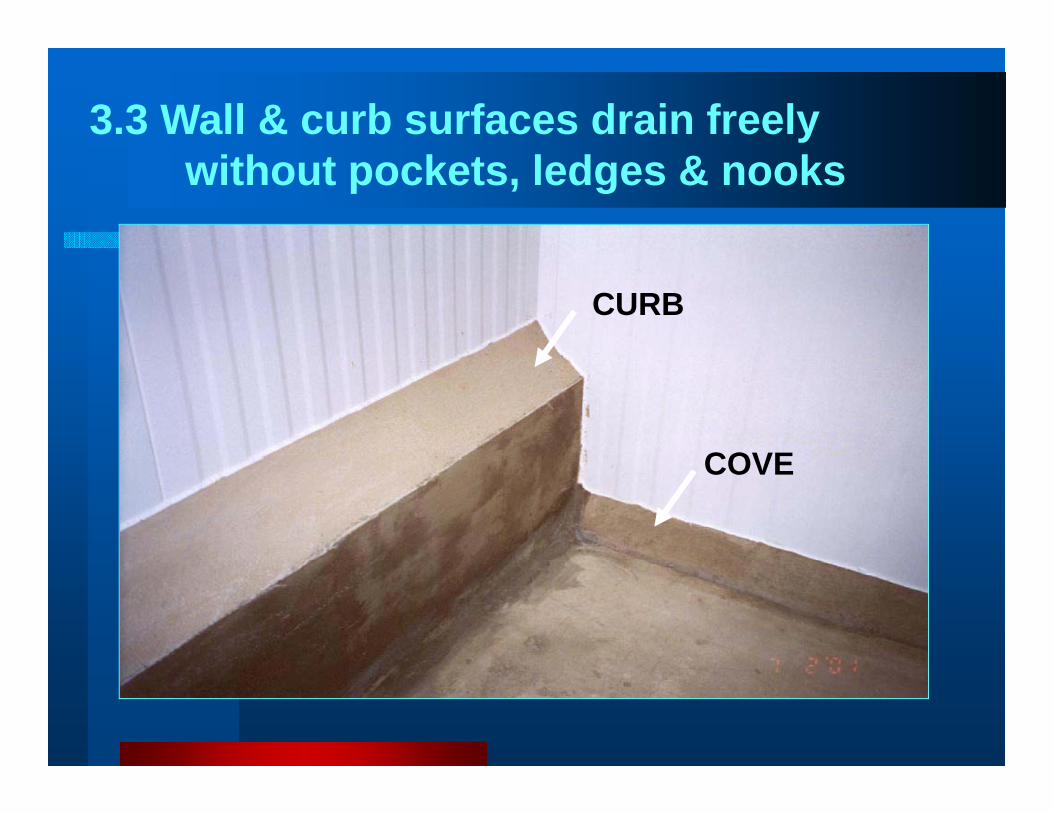
3.3 Wall & curb surfaces drain freely without pockets, ledges & nooks
CURB
COVECOVE
SANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLES SANITARY DESIGN PRINCIPLES FOR FACILITIESFOR FACILITIES
PRINCIPLE #4PRINCIPLE #4PRINCIPLE #4
ROOM TEMPERATURE & HUMIDITYROOM TEMPERATURE & HUMIDITY ROOM TEMPERATURE & HUMIDITY ROOM TEMPERATURE & HUMIDITY CONTROLLED
OO U & UCONTROLLED
OO U & UCONTROLLED
HOW TO CLEAN TO A MICROBIOLOGICAL LEVEL?
… requires a design that maintains the prescribed temperature, controls condensation and eliminates fog during thecondensation and eliminates fog during the sanitation process
Critical Air Handling UnitCritical Air Handling Unit
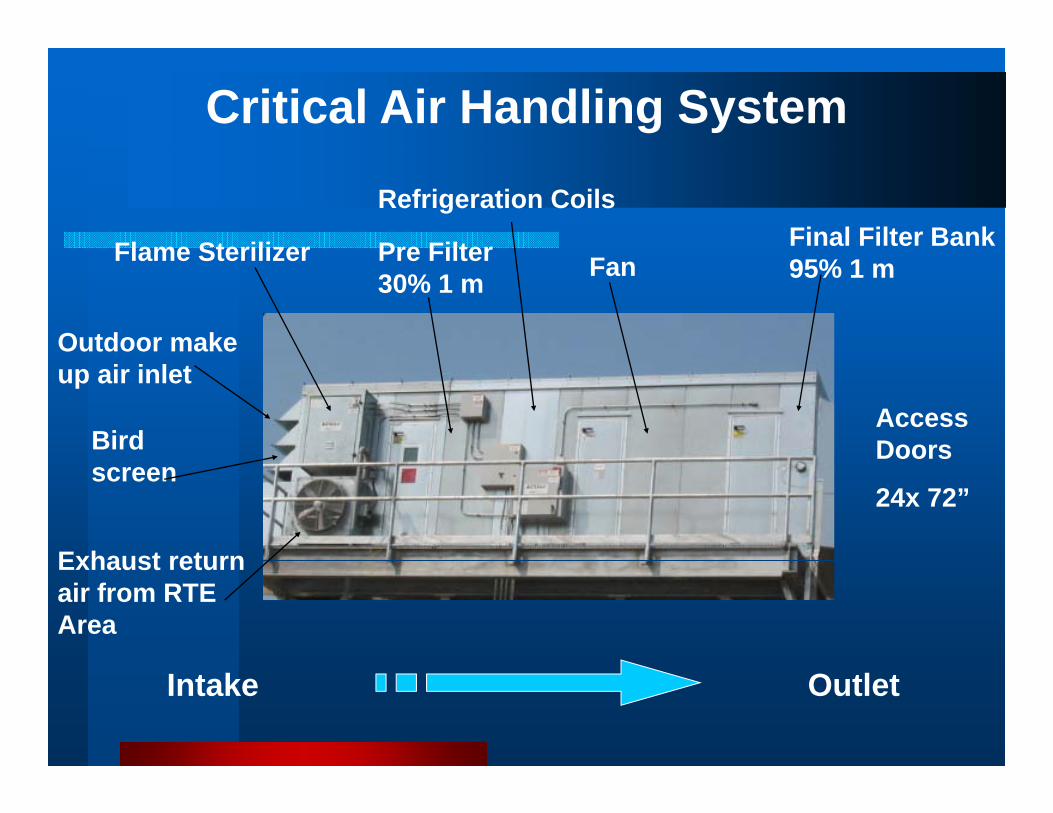
Critical Air Handling System
Flame Sterilizer Final Filter Bank Refrigeration Coils
Pre FilterFlame Sterilizer 95% 1 mPre Filter 30% 1 m Fan
Outdoor make
Access Doors
up air inlet
Bird Doors
24x 72”
Exhaust return
screen
Exhaust return air from RTE Area
Intake Outlet
Air Handling SystemAir Handling SystemClean Up ModeClean Up Modepp
Fresh AirIntake
Flame sterilized
Sanitation Processes•Pre-RinseSFlame sterilized –
Heated and Dried
Exhaust –
•Soap•Rinse•Flood sanitizeExhaust –
Moist air
High rate of air changes•Allows room to warm up to ~ 75F•Allows room to warm up to 75F•Continuously removing moisture•Keeps fog downp g
Warm Dry Air In Warm Moist Air Out
Air Handling SystemAir Handling SystemProcess ModeProcess ModeFresh AirFresh Air
Intake
Refrigerated airExhaust –Moist air
Processes•Assembly•Setup
Refrigerated airMoist air•Pre-op•Final sanitizer•Production
Low rate of air changes•Cools room while removing moisture•Cools room while removing moisture•Floors dry by startup•Equipment chilled to operating temp byEquipment chilled to operating temp by startup
SANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLES SANITARY DESIGN PRINCIPLES FOR FACILITIESFOR FACILITIES
PRINCIPLE #5
… addresses airflow and air quality. Controlled… addresses airflow and air quality. Controlled pressurization and air flow cures a lot of ills. It reduces infiltration of warm, humid air that can cause condensation problems. It reduces dust and dirt problems at outside openings. It
ll h t t t k lallows your exhaust systems to work properly and efficiently.
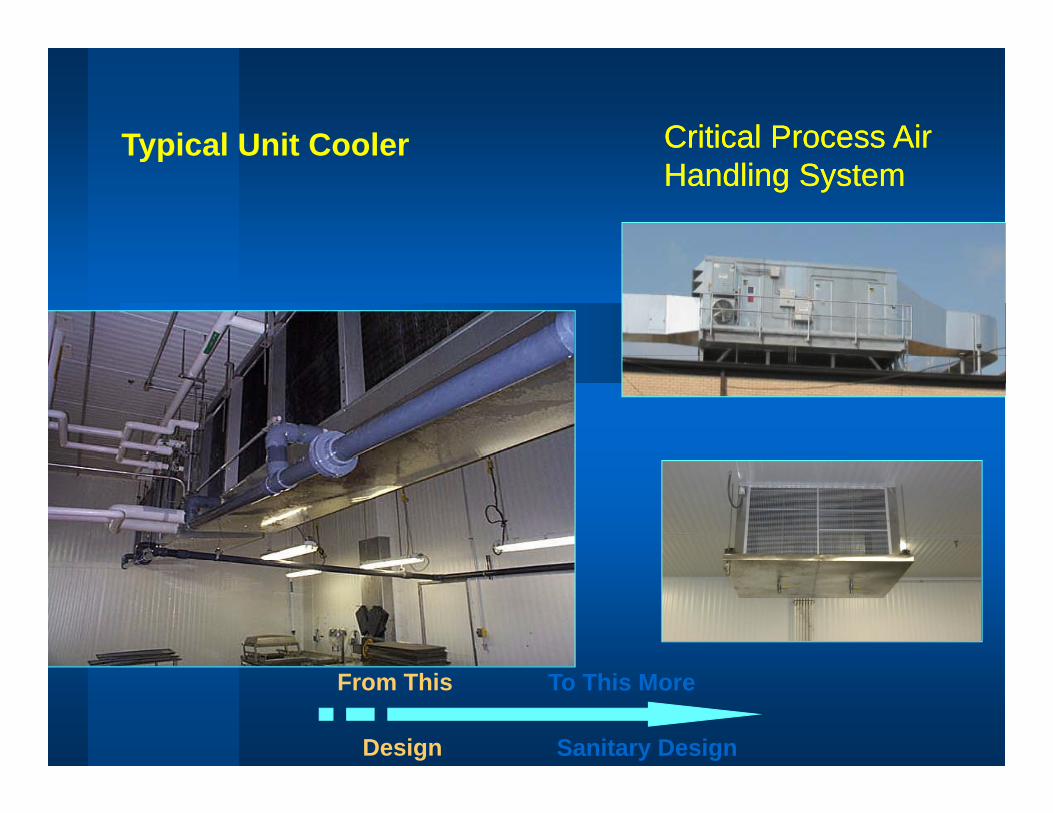
Typical Unit Cooler Critical Process Air Critical Process Air Typical Unit CoolerHandling SystemHandling System
From This To This More
Design Sanitary Design
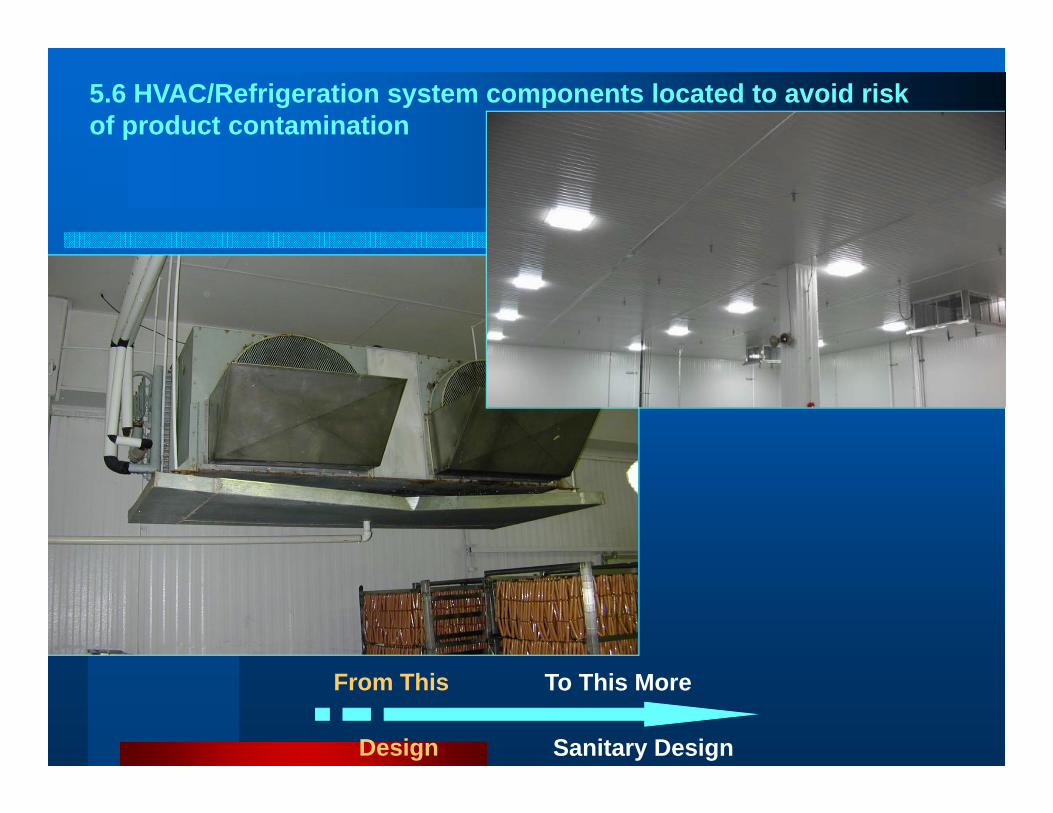
5.6 HVAC/Refrigeration system components located to avoid risk of product contamination
From This To This More
Design Sanitary Design
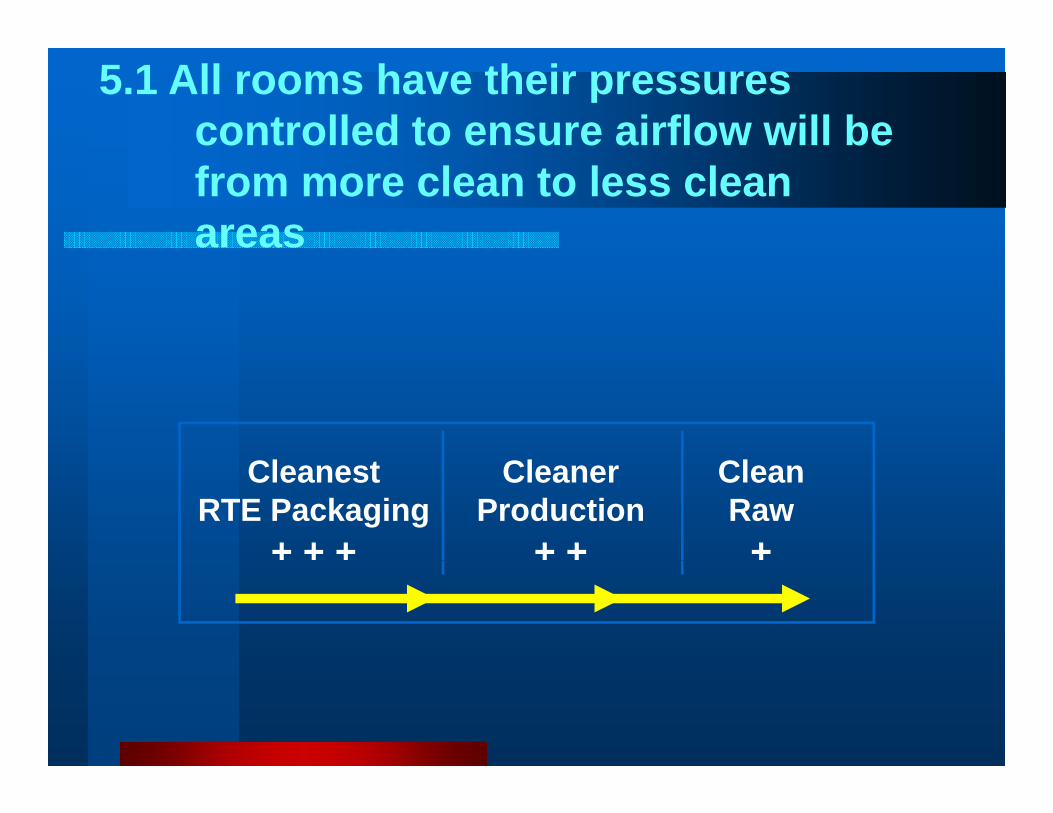
5.1 All rooms have their pressures controlled to ensure airflow will be from more clean to less clean areas
CleanestRTE Packaging
+ + +
CleanerProduction
+ +
CleanRaw
+
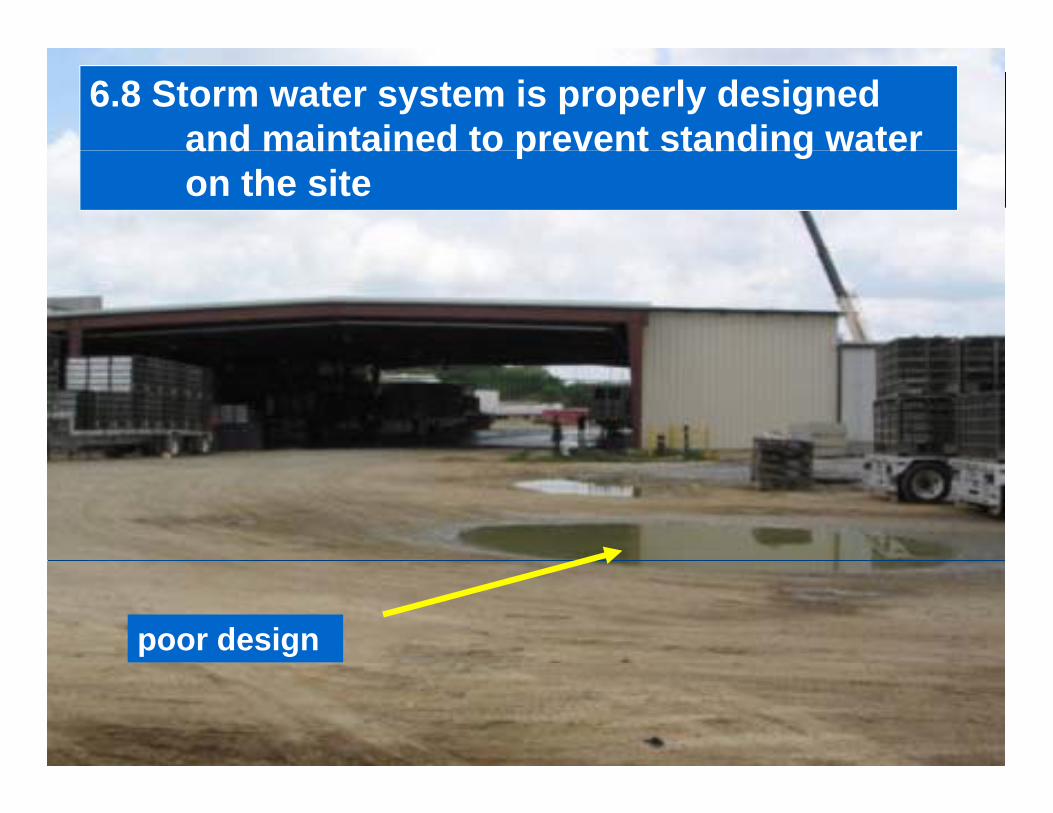
6.8 Storm water system is properly designed and maintained to prevent standing waterand maintained to prevent standing water on the site
poor design
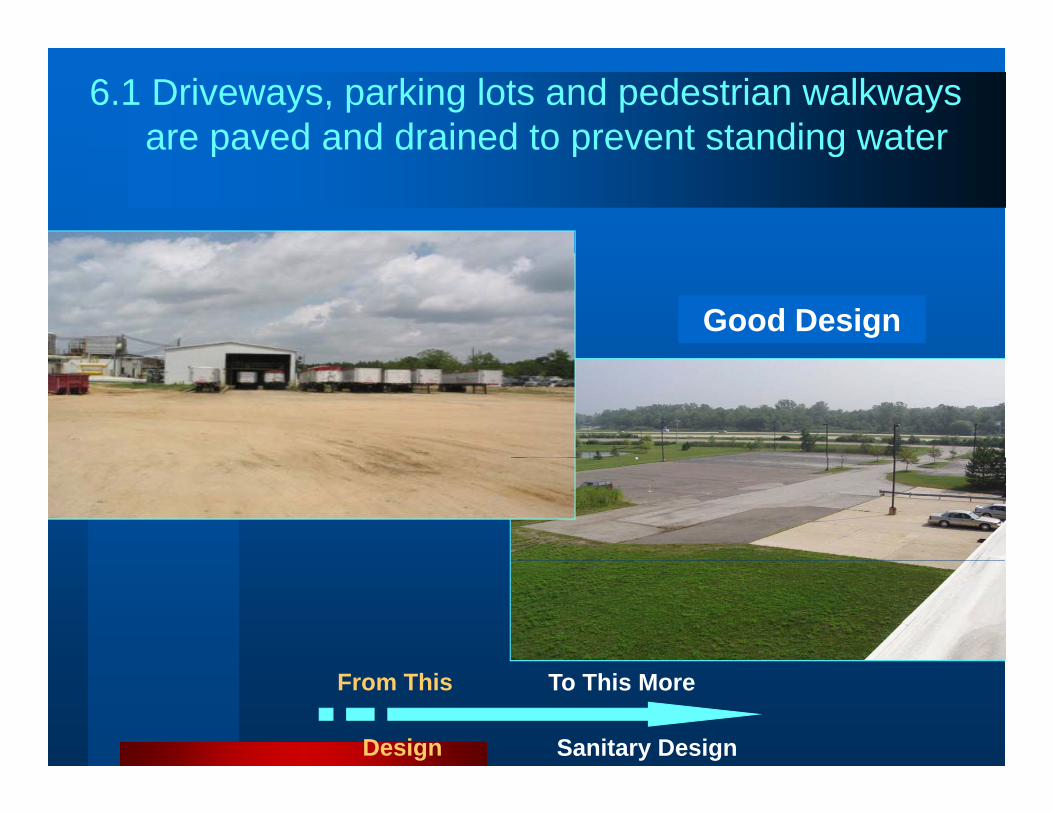
6.1 Driveways, parking lots and pedestrian walkways are paved and drained to prevent standing waterp p g
Good Design
From This To This More
Design Sanitary Design
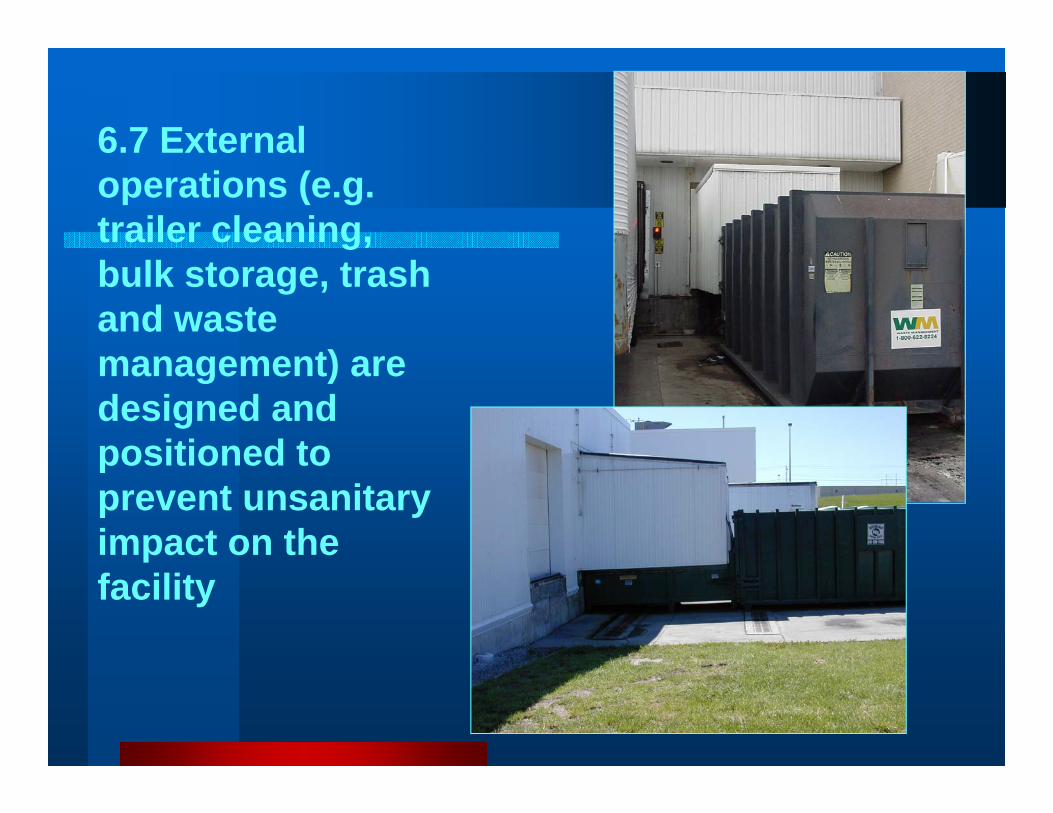
6.7 External6.7 External operations (e.g. trailer cleaning, bulk storage, trash and waste
t)management) are designed and positioned topositioned to prevent unsanitary impact on the pfacility
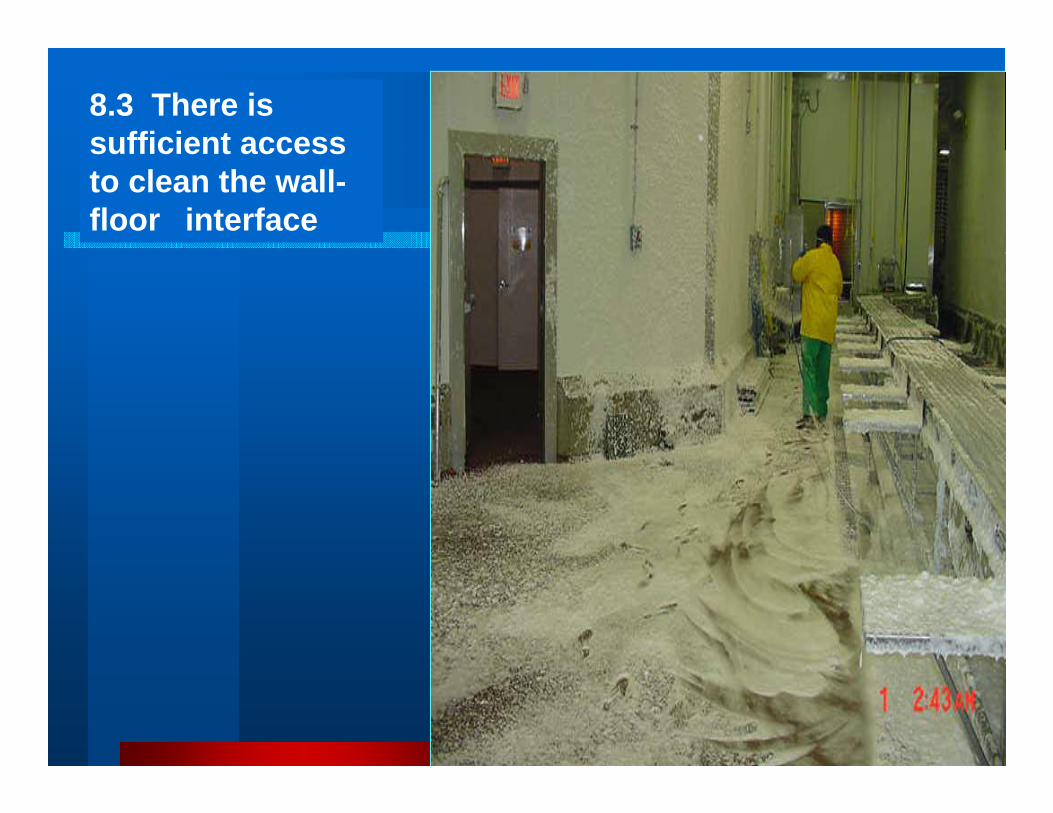
8.3 There is sufficient access8.3 There is sufficient accesssufficient access to clean the wall-floor interface
sufficient access to clean the wall-floor interface
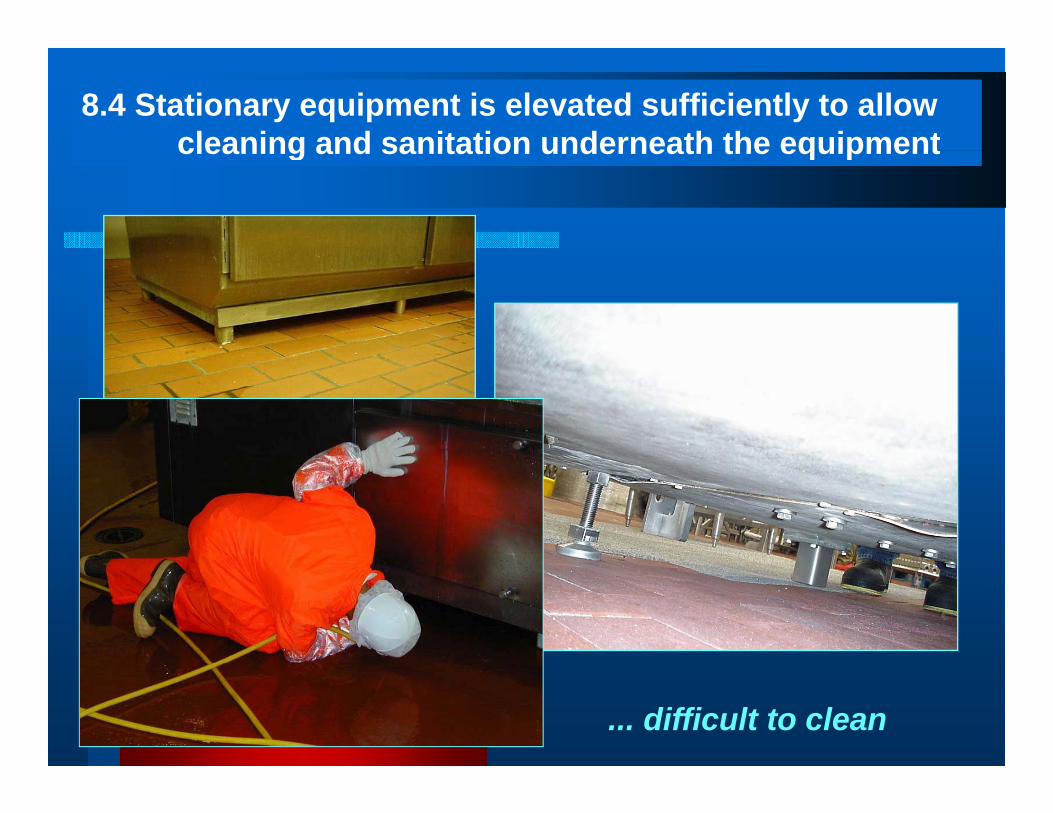
8.4 Stationary equipment is elevated sufficiently to allow cleaning and sanitation underneath the equipment
8.4 Stationary equipment is elevated sufficiently to allow cleaning and sanitation underneath the equipmentcleaning and sanitation underneath the equipmentcleaning and sanitation underneath the equipment
... difficult to clean
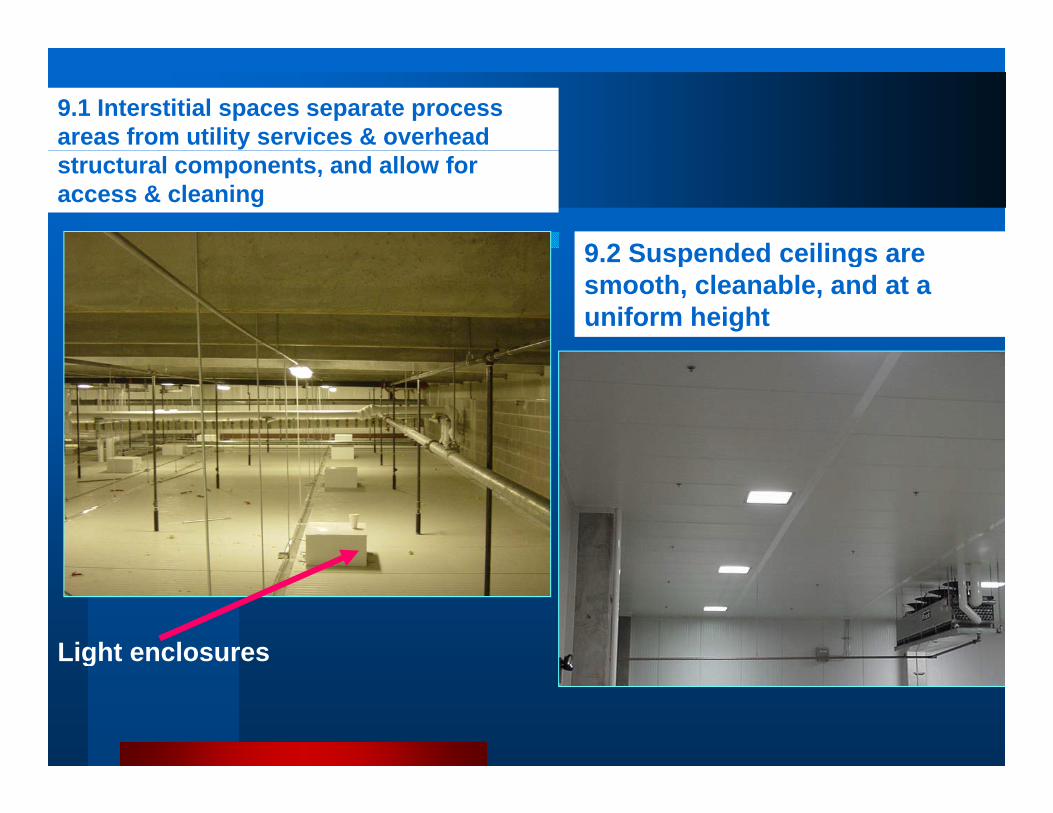
9.1 Interstitial spaces separate process areas from utility services & overhead structural components, and allow for access & cleaning
9 2 Suspended ceilings are9.2 Suspended ceilings are smooth, cleanable, and at a uniform height
Light enclosuresg

9.5 All vertical surface to floor junctions have a cove and surfaces that are free of pits, p ,erosion and voids
Poor examplePonding water
Pitted floor surface
No cove
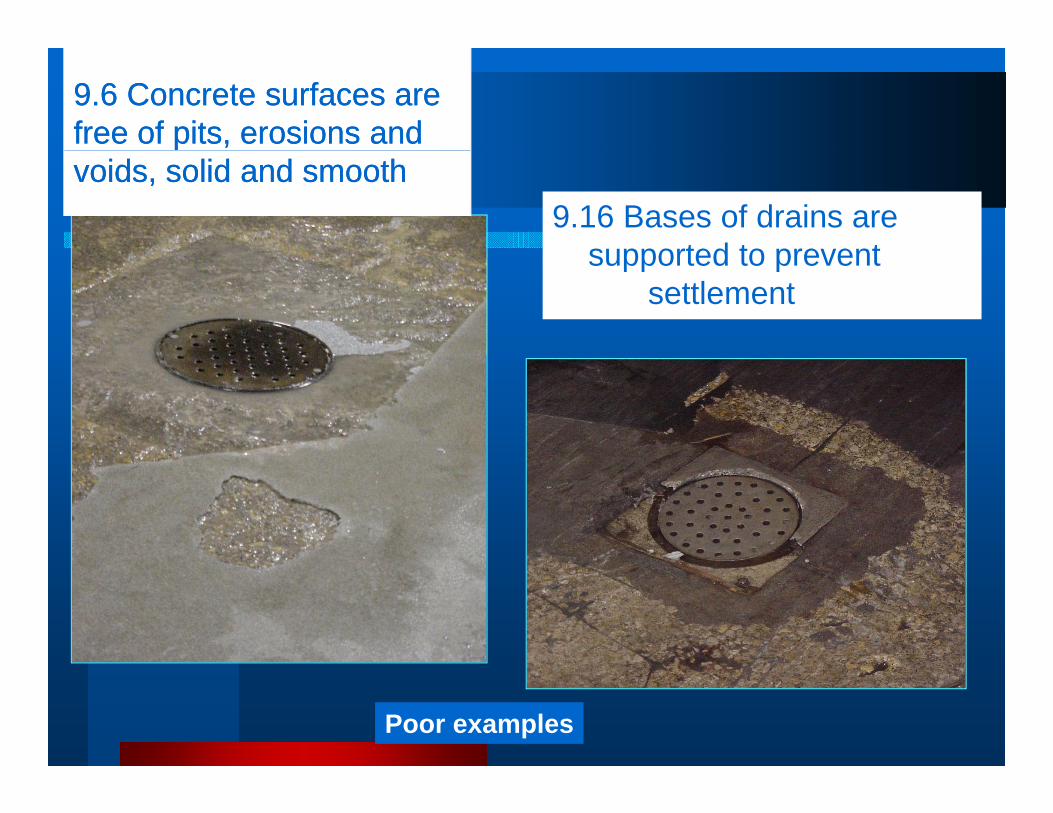
9.6 Concrete surfaces are 9.6 Concrete surfaces are free of pits, erosions and free of pits, erosions and voids, solid and smoothvoids, solid and smooth
9.16 Bases of drains are supported to preventsupported to prevent
settlement
Poor examples
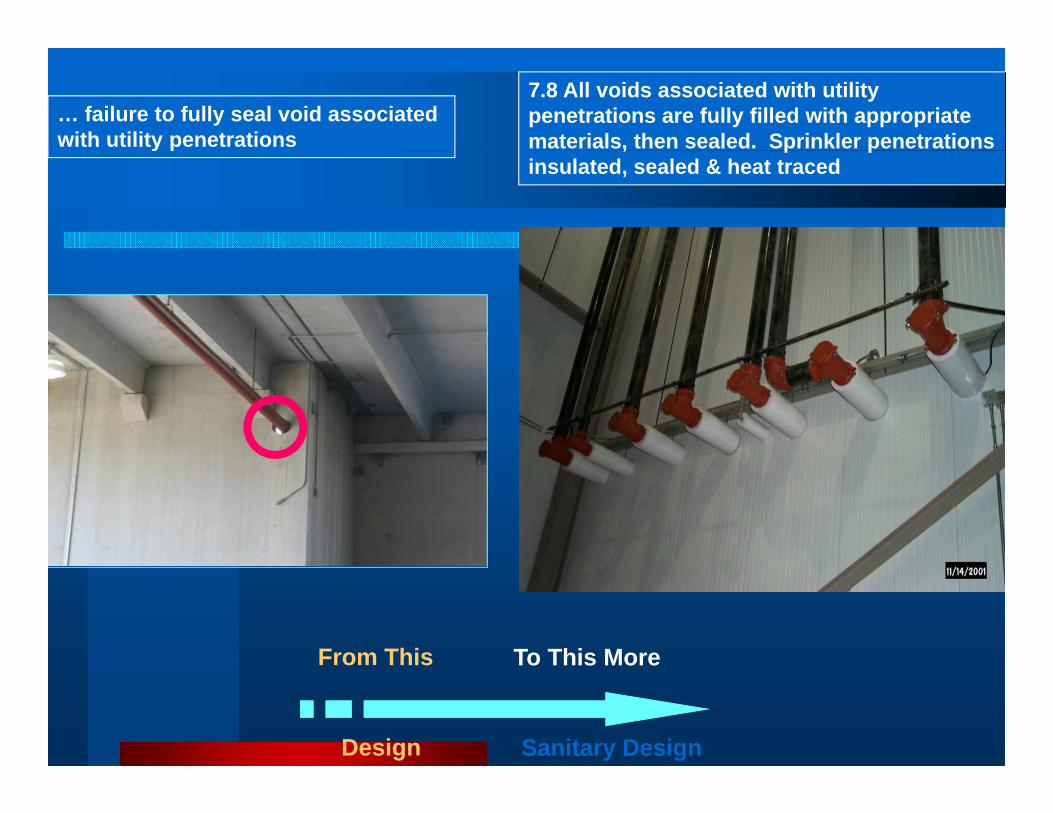
… failure to fully seal void associated with utility penetrations
7.8 All voids associated with utility penetrations are fully filled with appropriate materials, then sealed. Sprinkler penetrations y p , p pinsulated, sealed & heat traced
From This To This MoreFrom This To This More
Design Sanitary Design

inferior seal… inferior seal
From This To This MoreFrom This To This More
Design Sanitary Design
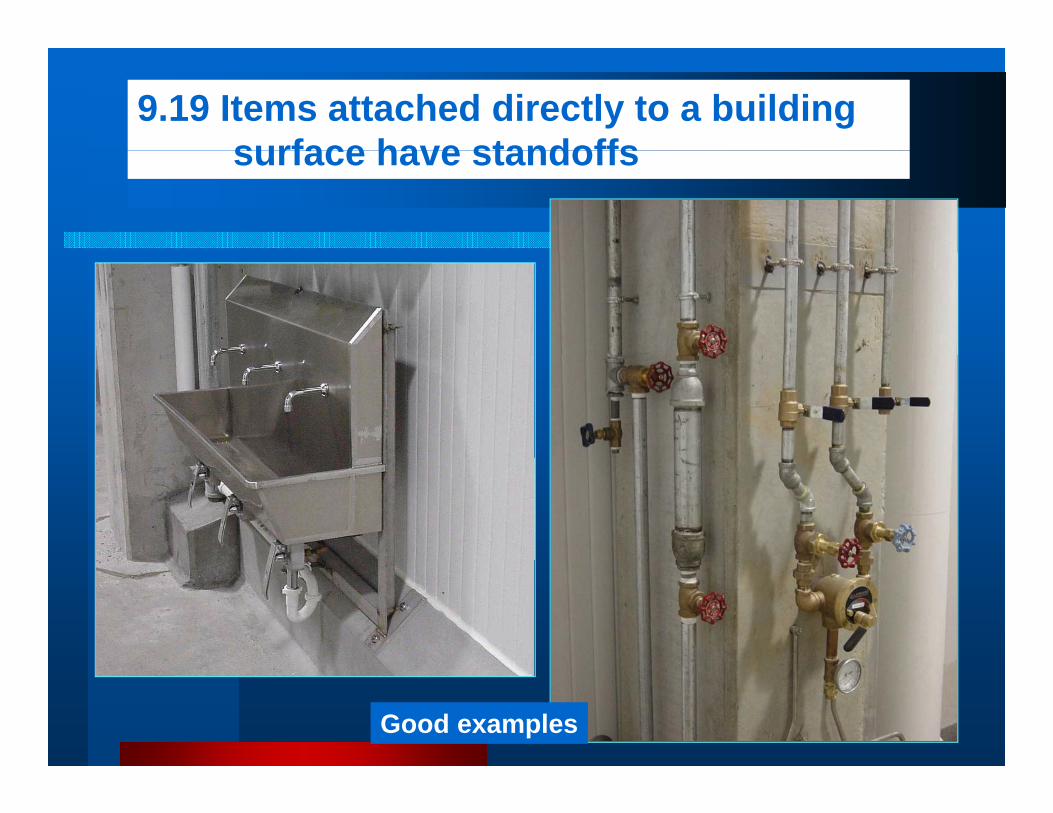
9.19 Items attached directly to a building surface have standoffssurface have standoffs
Good examples
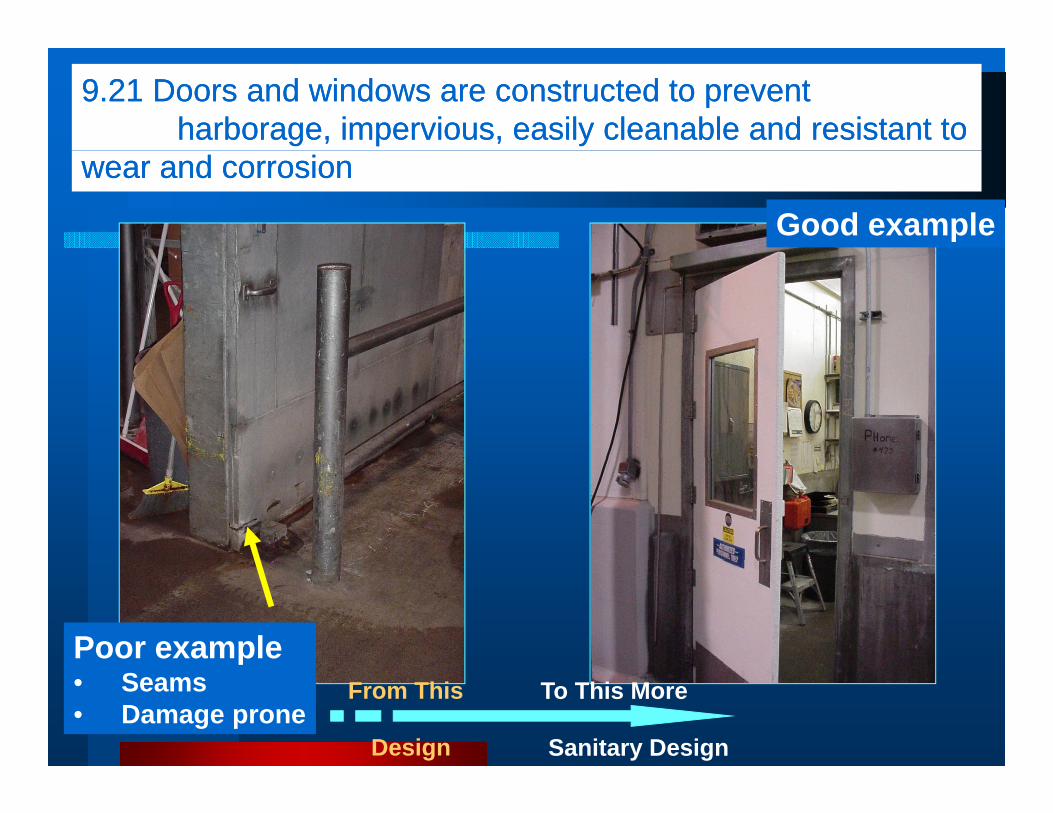
9.21 Doors and windows are constructed to prevent 9.21 Doors and windows are constructed to prevent harborage, impervious, easily cleanable and resistant to harborage, impervious, easily cleanable and resistant to
wear and corrosionwear and corrosion
Good example
Poor examplep• Seams• Damage prone
From This To This More
Design Sanitary Design
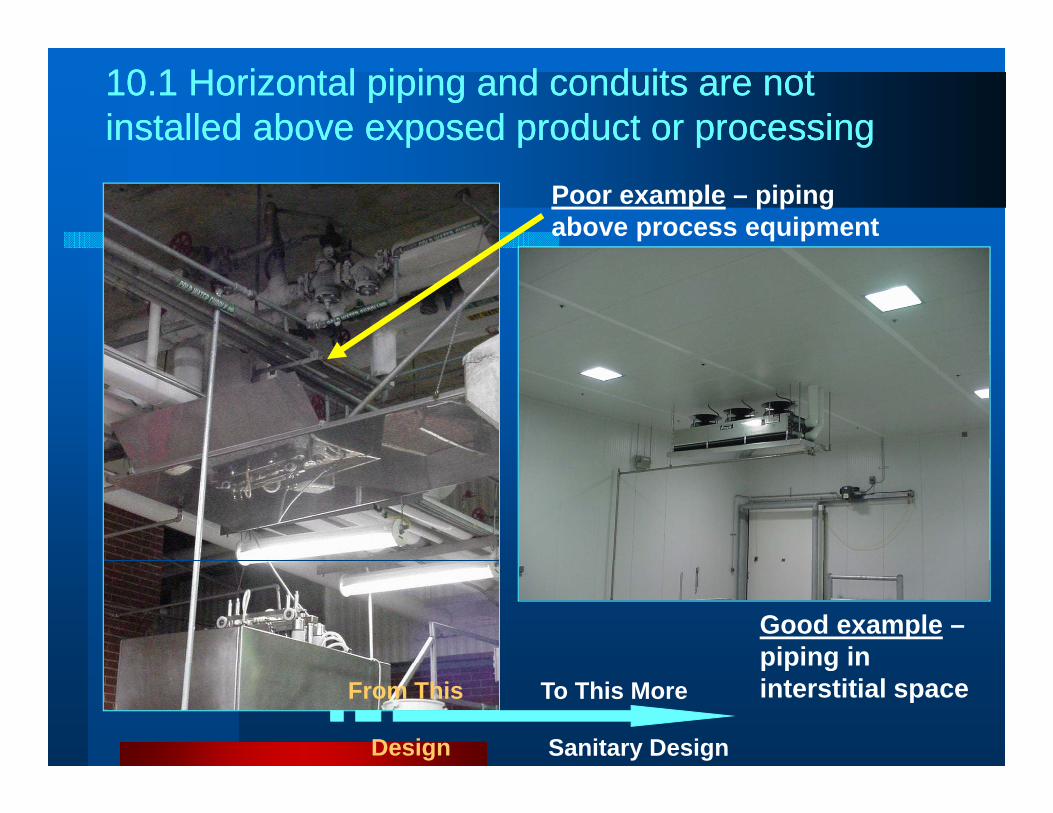
10.1 Horizontal piping and conduits are not 10.1 Horizontal piping and conduits are not installed above exposed product or processinginstalled above exposed product or processing
Poor example – piping above process equipment
Good example –piping inpiping in interstitial spaceFrom This To This More
Design Sanitary Design
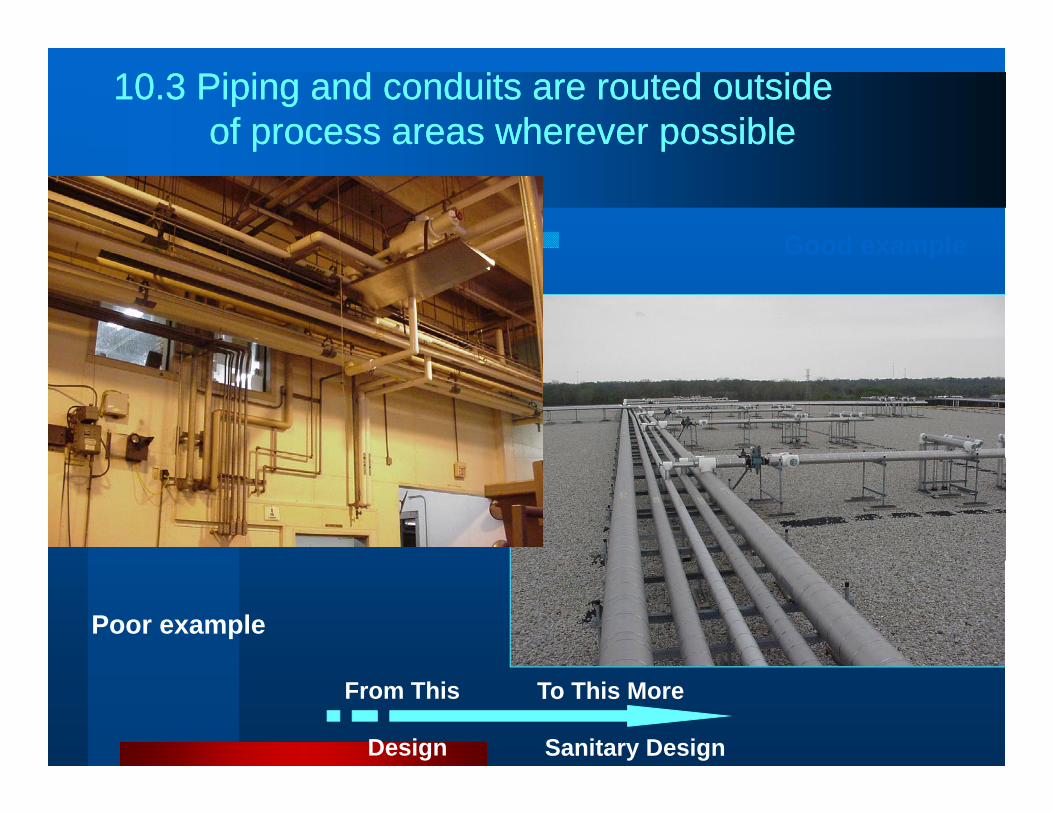
10.3 Piping and conduits are routed outside 10.3 Piping and conduits are routed outside of process areas wherever possibleof process areas wherever possiblep pp p
Good exampleGood example
Poor example
From This To This More
Design Sanitary Design
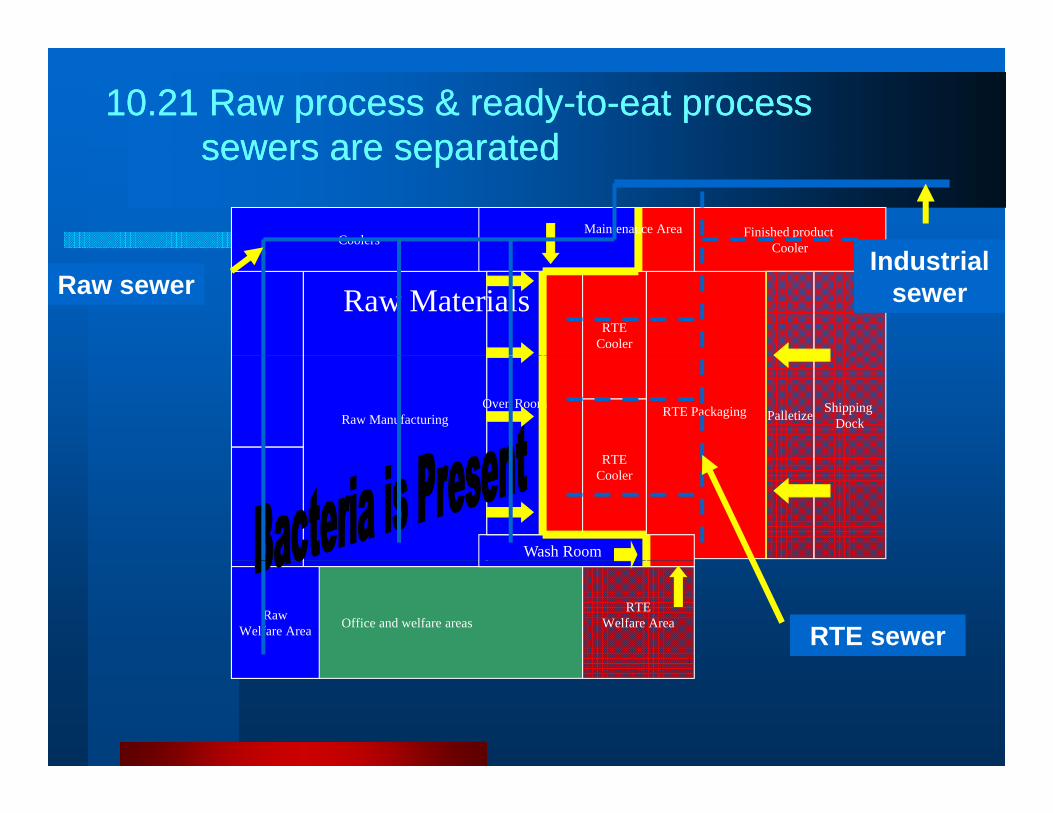
10.21 Raw process & ready10.21 Raw process & ready--toto--eat process eat process sewers are separatedsewers are separated
Finished product CoolerCoolers
Maintenance Area
sewers are separatedsewers are separated
I d t i l
RTECooler
Raw MaterialsIndustrial
sewerRaw sewer
Raw Manufacturing
RTE
RTE Packaging Palletize Shipping Dock
Oven Room
RTECooler
Wash Room
Office and welfare areasRTE
Welfare AreaRawWelfare Area RTE sewer
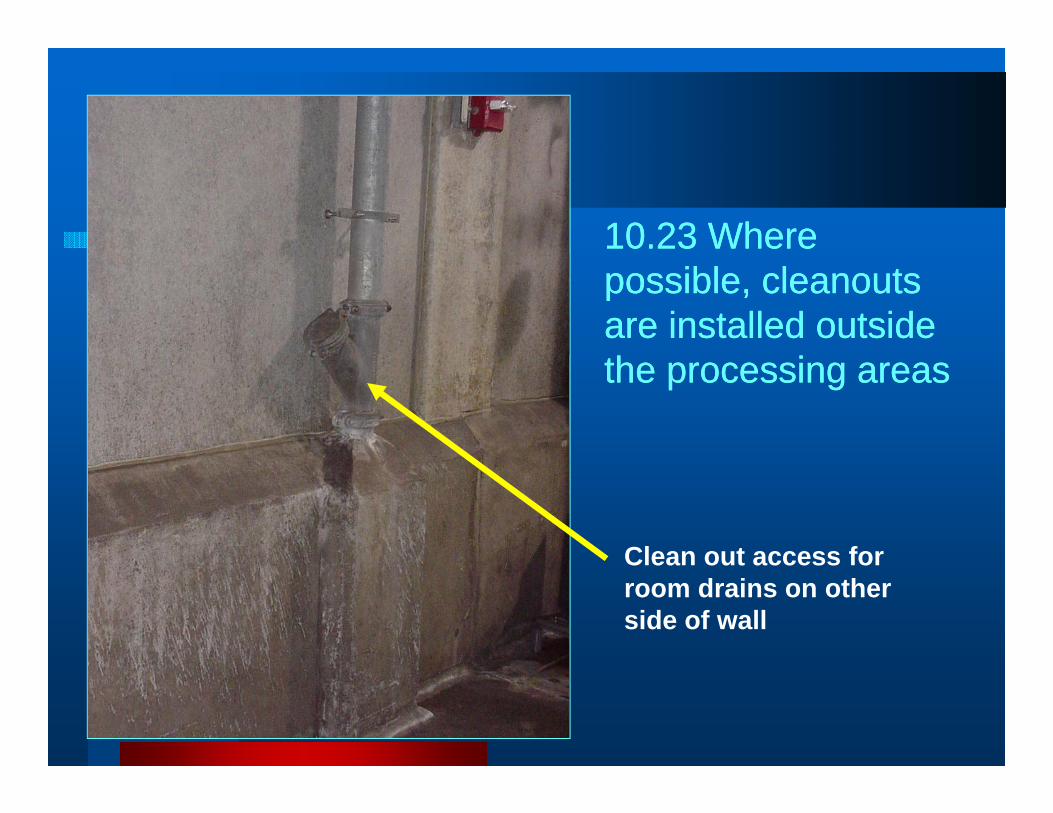
10.23 Where 10.23 Where possible, cleanouts possible, cleanouts are installed outside are installed outside the processing areasthe processing areas
Clean out access forClean out access for room drains on other side of wall
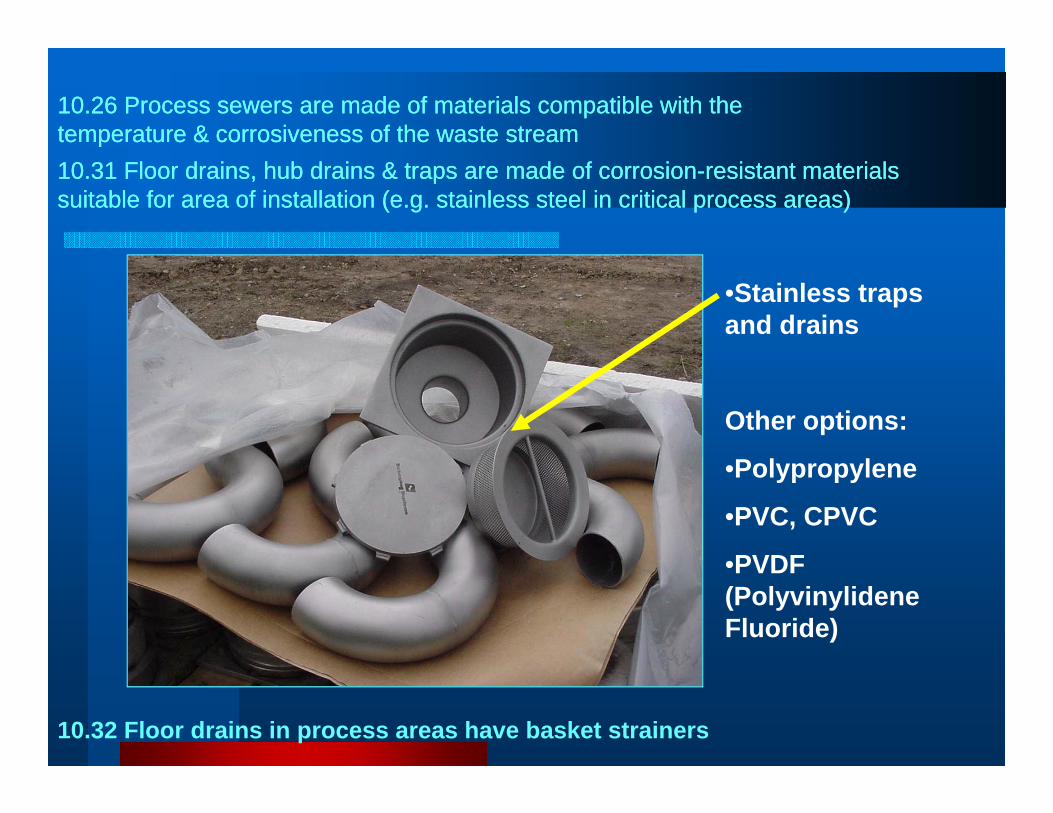
10.26 Process sewers are made of materials compatible with the 10.26 Process sewers are made of materials compatible with the temperature & corrosiveness of the waste streamtemperature & corrosiveness of the waste stream10.31 Floor drains, hub drains & traps are made of corrosion10.31 Floor drains, hub drains & traps are made of corrosion--resistant materials resistant materials suitable for area of installation (e.g. stainless steel in critical process areas)suitable for area of installation (e.g. stainless steel in critical process areas)
•Stainless traps and drains
Other options:
•Polypropylene
•PVC, CPVC
PVDF•PVDF (Polyvinylidene Fluoride)
10.32 Floor drains in process areas have basket strainers
SANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLESSANITARY DESIGN PRINCIPLES SANITARY DESIGN PRINCIPLES FOR FACILITIESFOR FACILITIES
PRINCIPLE #11
… addresses the need to integrate the utilities and equipment required to support the sanitation process into thesupport the sanitation process into the facility design
11.4 Rinse systems are operated at minimum 11.4 Rinse systems are operated at minimum pressurespressuresd t f l i t li itd t f l i t li it & ti f& ti fadequate for cleaning to limit overadequate for cleaning to limit over--spray & creation of spray & creation of
aerosols during aerosols during use use
•Generally recommended as city pressureGenerally recommended as city pressure
•Either hot or cold per sanitation requirement
L ’t t i ti•Low pressure so can’t move contamination from floor to higher surface
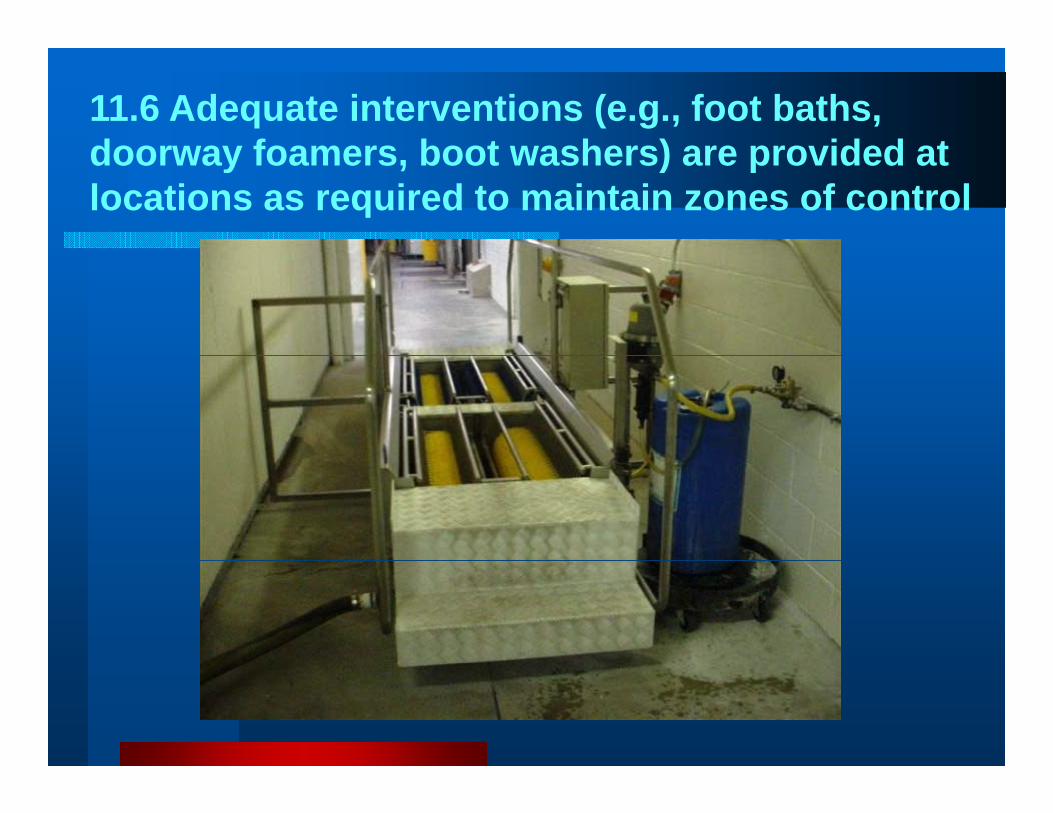
11.6 Adequate interventions (e.g., foot baths, doorway foamers boot washers) are provided atdoorway foamers, boot washers) are provided at locations as required to maintain zones of control
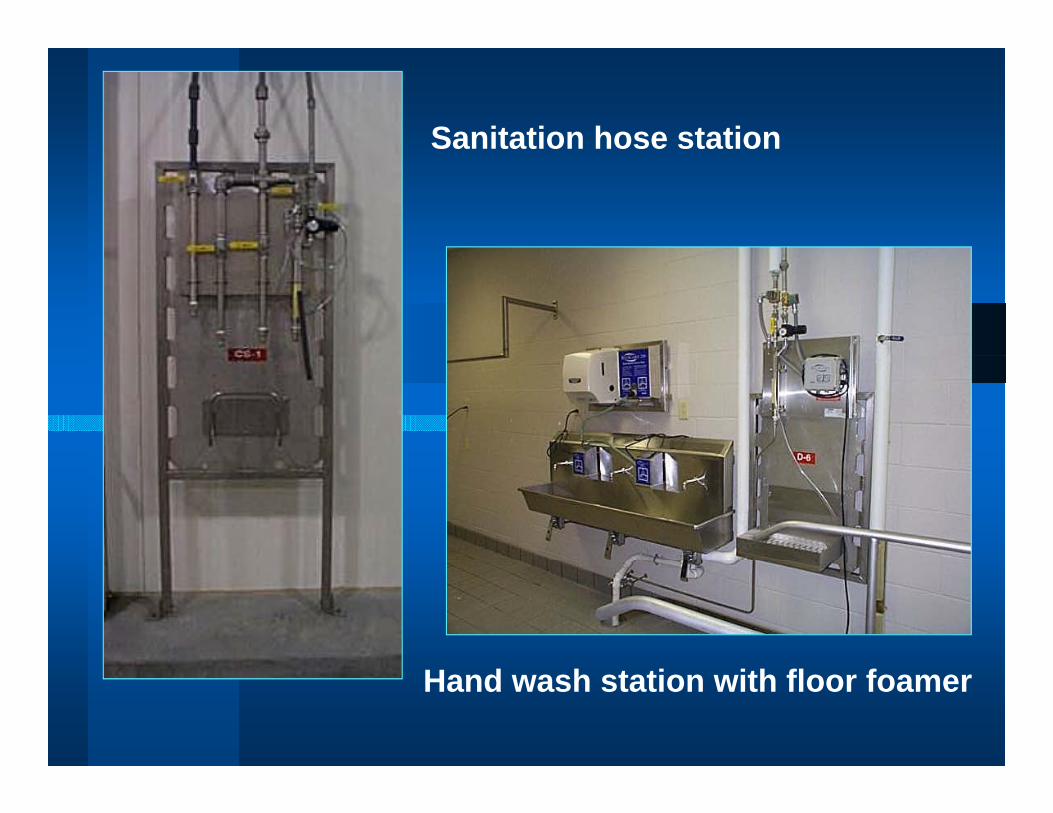
Sanitation hose station
Hand wash station with floor foamer
Questions?Questions?Questions?Questions?
Thank you







