
NTPC Indian Power Stations Operation & Maintenance
Conference Sustainable Growth Strategies for
Fuel and Efficiency New Delhi, India February 2013
U.S. High Efficiency Strategies for Clean Coal Systems
Robert M. Purgert
President
www.energyinohio.org

U.S. Program for Advanced Ultrasupercritical (A-USC) Coal Fired Power PlantsR. Purgert, Energy Industries of OhioJ. Shingledecker Senior Project Manager, EPRI Fossil Materials & Repair ProgramP. Rawls, National Energy Technology LaboratoryS. Smith, Ohio Coal Developpment Office
NTPC-Indian Power Stations O&M Conference Sustainable Growth Strategies for Fuel and Efficiency

2© 2011 Electric Power Research Institute, Inc. All rights reserved.
Acknowledgements: U.S. Department of Energy (US DOE) / Ohio Coal Development Office (OCDO) A-USC Steam Boiler and Turbine Consortia
Federal – State – National LaboratoryNon Profit – For Profit
Cost Sharing Consortium
Federal – State – National LaboratoryNon Profit – For Profit
Cost Sharing Consortium

3© 2011 Electric Power Research Institute, Inc. All rights reserved.
Increasing Steam Temperature and Pressure Increases Thermal Efficiency and Decreases Emissions
Note: HHV Basis
“Least Regret” Strategy for CO2 Reduction“Least Regret” Strategy for CO2 Reduction

4© 2011 Electric Power Research Institute, Inc. All rights reserved.
40
60
80
100
300
500
550 600 650 700 750 800
1100 1200 1300 1400
6
8
10
30
50
70
Stre
ss (M
Pa)
Average Temperature for Rupture in 100,000 hours (oC)
9-12Cr Creep-Strength Enhanced Ferritic Steels (Gr. 91, 92, 122)
Nickel-BasedAlloys
Std. 617CCA617
Inconel 740
Haynes 230
Advanced Austenitic Alloys (Super 304H, 347HFG, NF709, etc.)
Haynes 282
Average Temperature for Rupture in 100,000 hours (oF)
Stre
ss (k
si)
Materials Limit the Current Technology
°
Steels = USC 620°C (1150°F)
Solid Soln’ = A-USC ~700°C (1300°F)
Age Hardenable = A-USC 760°C (1400°F)
Minimum Desired
Strength at Application
Temperature
5© 2011 Electric Power Research Institute, Inc. All rights reserved.
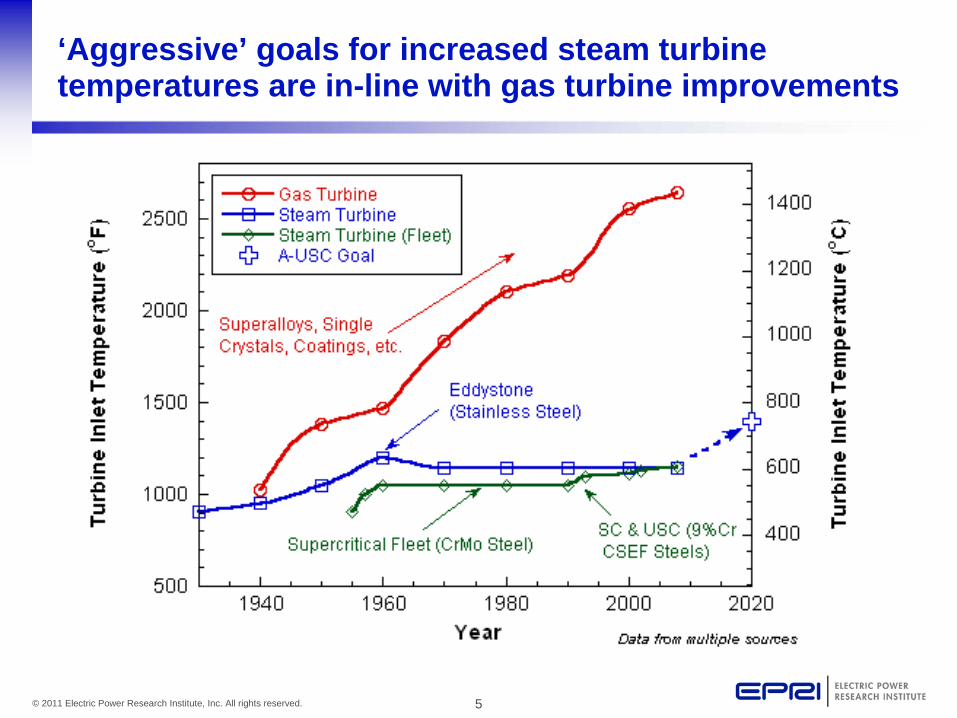
‘Aggressive’ goals for increased steam turbine temperatures are in-line with gas turbine improvements

6© 2011 Electric Power Research Institute, Inc. All rights reserved.
Primary Technical Goals of US A-USC Materials Programs
• Materials Technology Evaluation• Focus on nickel-based alloys• Development of fabrication and joining technology for new alloys
• Unique Conditions for US Program Considerations• Higher-temperatures than European Program (760°C versus 700°C) means additional alloys are being evaluated
• Corrosion resistance for US coals• Data for ASME code acceptance of new materials• Phase II Boiler work includes Oxycombustion

7© 2011 Electric Power Research Institute, Inc. All rights reserved.
Why 1400°F (760°C)? Best Approach to Achieving Good Economics
• Materials will limit the maximum achievable temperature• Economics will dictate the optimum temperature• For Example: a material suitable for 1400°F will have
economic advantages at 1300°F over other materials because components will have thinner walls
• Lower weight = lower material cost
• Thinner sections = easier to weld/erect
• Reduced thermal gradients = improved cycling
Nickel Price ($/ton) 2003-2008, courtesy Goodwin, UK
If you have to pay for nickel, make the most of it!If you have to pay for nickel, make the most of it!

8© 2011 Electric Power Research Institute, Inc. All rights reserved.
U.S. DOE/OCDO: A-USC Steam Boiler Consortium
2: Material Properties
3: Steamside Oxidation
4: Fireside Corrosion
5: Welding
6: Fabricability
7: Coatings
8: Design Data & Rules(including Code
interface)
1: Conceptual Design
Develop the materials technology to fabricate and operate an A-USC steam boiler with
steam parameters up to 1400°F (760°C)
Develop the materials technology to fabricate and operate an A-USC steam boiler with
steam parameters up to 1400°F (760°C)

9© 2011 Electric Power Research Institute, Inc. All rights reserved.
A-USC Steam Turbine Program: Phase I (complete)
• Scoping Studies – Downselect Materials• Key Issues
– Welded rotors materials– Non-welded rotor materials
Oxidation & SPE Studies
(Siemens, ALSTOM)Task 12.1
Review State of the Art and Identify Candidates for 760oC Application
(All)
Design & Econ Studies(ALSTOM)
Assistance (Siemens & GE Energy)Task 12. 5
Rotors, BucketsBolting
Task 12. 3
Non Welded Rotors (GE)Task 12. 3
Material property data characterization, microstructural and steam oxidation
studies(ORNL)
Castings (Siemens) Task 12. 4
MechanicalProperties (Siemens)
Task 12. 4
WeldedRotors (Siemens,
AlstomTask 12. 2
Mechanical Properties of
Materials (GE)Task 12. 3
Weldability Studies(Siemens, ALSTOM)
Task 12. 2
Mechanical Properties(Siemens,ALSTOM)
Task 12. 2
– Air Casting– Erosion resistance– Oxidation resistance

10© 2011 Electric Power Research Institute, Inc. All rights reserved.
DOE/OCDO A-USC Steam Turbine Consortium Phase II
• Selected Materials from Phase I• Tasks
– Rotor/Disc Testing (near full-size forgings)– Blade/Airfoil Alloy Testing– Valve Internals Alloy Testing– Rotor Alloy Welding and Characterization– Cast Casing Alloy Testing– Casing Welding and Repair

11© 2011 Electric Power Research Institute, Inc. All rights reserved.
Approach: Address Key Technical Challenges for Materials & Components
• A-USC Boiler– Material selection based on strength & stability– Fireside corrosion– Weldability– Fabrication
• A-USC Turbine– Materials selection based on short & long-term strength,
stability, fatigue, and processing characteristics– Erosion and oxidation of blade materials and coatings– Castings– Welded rotors

12© 2011 Electric Power Research Institute, Inc. All rights reserved.
Boiler materials selection based on strength and stability
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Codes & Standards Interface
• Long-term weldment strength
• 40,000 hr + testing
• Vendor Discussions/Literature Search
• Materials Selection
• Procurement of Materials (7 alloys)
• Initial creep testing (10,000hr)
• Microstructure & Aging Studies
• Long-term strength
• Fabrication Effects
• Weldment behavior
• Testing for code case
Rupture Failure Map
SEM Image

13© 2011 Electric Power Research Institute, Inc. All rights reserved.
Materials Selection for A-USC Alloys (Boiler Superheater/Reheater Tubing Strength)
A-USC Technology Requires Nickel-
Based Alloys
A-USC Technology Requires Nickel-
Based Alloys
Today’s Technology Limited by Steels
Today’s Technology Limited by Steels

14© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes
• Materials have been identified with the requisite strength for an A-USC boiler with steam temperature up to 1400°F (760°F)
• Testing has eliminated certain alloys• A code case request has been submitted based on the
data produced by the program for Inconel 740• Some very long-term tests continue to add confidence to
life predictions• Testing of a new material (Haynes 282) has started

15© 2011 Electric Power Research Institute, Inc. All rights reserved.
Fireside Corrosion 3 phase approach
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• 2nd Steam cooled loop installation, operation & analysis
• Oxycombustion effects
• Laboratory Studies (3 Coals, 3 WW Temps, 3 SH/RH Temps)
• Steam-cooled loops
•Most realistic environment
•High sulfur coal (aggressive)
• Air cooled probes
•Alloys and coatings selected from lab trials
•3 host site with 2 probes each
Test Loop Fabrication
Test Loop after
exposure
Procure - Test -Analysis
Fabricate - Operate -Analysis
Air cooled probe (cleaned)
Exposure
(site 1&2) (site3)
Analysis (all sites)
Fabricate 2nd loop

16© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes: Air-cooled probes
Cleaned surface of an air-cooled probe exposed for 2 years in a coal-fired boiler at A-USC temperatures
Inconel 740 shows lower wastage than a high chromium cladding (50/50), a 23% Cr wrought alloy (HR6W), and weld overlays (WO)
Inconel 740 shows lower wastage than a high chromium cladding (50/50), a 23% Cr wrought alloy (HR6W), and weld overlays (WO)

17© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes (cont.)
• An extensive laboratory test program has been completed on a myriad of alloys, coatings, and weld overlays to aid in materials selection for fireside corrosion
• Six air-cooled probes have been deployed and tested in three boiler burning different fuels
• The air-cooled probes showed Inconel 740 to perform as well or better than any other monolithic material and even outperform weld overlays in some instances
• A steam-cooled loop was fabricated and operated in a boiler above 1300°F/700°C (steam temperature) providing realistic data on a select number of alloys and coating. Again Inconel 740 performed very well despite the highly corrosive conditions.
• A second steam loop is under construction
Overall, the corrosion probes and loops have shown that alloys can withstand the corrosion environment of an A-USC boiler with
successive tests adding confidence for material selection
Overall, the corrosion probes and loops have shown that alloys can withstand the corrosion environment of an A-USC boiler with
successive tests adding confidence for material selection

18© 2011 Electric Power Research Institute, Inc. All rights reserved.
Weldability
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Additional mechanical property testing of welds
• Report on dissimilar metal welds
• Repair welding
• Welding
•7 alloys, multiple processes, thin & thick section
•Over 20 combinations qualified
•Some processes eliminated
•New learning: modified weld metal chemistries, different fluxes, process selection, etc.
Thick section success:
H230, CCA617
• Inconel 740
• Tube-to-tube successfully welded
• For thick section an extensive welding development program was needed
• Process is now repeatable
Initial welding
(cracking)EWI
StudyCreep Testing
Special Metals R&D
New Heats Produced
Testing
Modified Heats
Successful
Qualification
Final Optimized
ChemistrySave12 R&D
DMW
w/P87
Repair
Welding

19© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes
Original Inconel 740 weld trials (Liquation cracking in heat affected zone)
Today: Repeatable 3” (75mm) thick Inconel 740 welds without cracking
Consortium Research
Consortium research has demonstrated revolutionary progress in nickel-based alloy welding

20© 2011 Electric Power Research Institute, Inc. All rights reserved.
Fabrication
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Cold-work effects on creep properties and recrystallization
• Evaluation of fabrication processes for new alloys
•Bending, machining, swaging, forming
•Cold work and recrystallization
•Testing of tube bends to evaluate cold-work limits
Basic fabrication
processes • Demonstration
articles were produced to showing multiple processes being put togetherDemonstration articles
Aging &
recrystallization Pressurized tube bend
tests and analysis

21© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes
• No significant changes to fabrication techniques were required
• Initial R&D was used to make changes to ASME Section I Table PG-19 for H230 & 617
• Initial tests on Inconel 740 led to additional phase 2 work (ongoing) on cold-work effects on creep (how the bends will perform in service)

22© 2011 Electric Power Research Institute, Inc. All rights reserved.
Materials selection for turbine rotors, discs, and blades
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Additional steam-turbine specific testing
• Longer-term data
• Properties of large forgings
• Phase 1 – Initial material selection
•Extensive literature search, thermodynamic simulation, review of boiler work
•Selected 5 alloys for mechanical property study including multiple heat-treatment conditions
•Standard product forms
•Mechanical properties: tensile, creep, fatigue
•Microstructural development
• Phase 2 – testing of best alloys
• Select top candidate alloy for each component
• Extensive testing including: hold- time effects and notch sensitivity
• Testing for longer times of larger forgings
Initiate longer-
term testingAlloy Selection
& ProcurementTesting & Analysis
Program Start
Program Start( )
0.10
1.00
10.00
100 1,000 10,000 100,000 1,000,000
Cycles to Initiation (Ni)
Tota
l Stra
in R
ange
(%)
Nimonic 105 - 760CHaynes 282 - 760C
Udimet 720 - 750CAlloy 617 - 750C

23© 2011 Electric Power Research Institute, Inc. All rights reserved.
36
38
40
42
44
46
48
50
52
1 10 100
Stress (ksi)
LMP
(C =
20)
Waspaloy
IN 740
Udimet 720Li
Haynes 282
Nimonic 105
0
20
40
60
80
100
120
0 200 400 600 800 1000 1200 1400 1600
Temperature (F)
Stre
ngth
(ksi
)
Haynes 282SA-0.2% YS
Haynes 282PA-0.2%YS
Haynes 282OV-0.2%YS
Tensile Strength
Initial Material Selection for A-USC Turbine: Behavior of HP/IP Rotor Alloys
( )
0.10
1.00
10.00
100 1,000 10,000 100,000 1,000,000
Cycles to Initiation (Ni)
Tota
l Stra
in R
ange
(%)
Nimonic 105 - 760CHaynes 282 - 760C
Udimet 720 - 750CAlloy 617 - 750C
Fatigue Behavior
Creep-Rupture0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 200 400 600 800 1000 1200 1400
Tim e (h)
Stra
in (%
)
H282-P e a k a ge d1450F, 32.5ksi1450F, 27.5ksiMicrostructure
Best Candidates:Nimonic 105Haynes 282Waspalloy
Best Candidates:Nimonic 105Haynes 282Waspalloy

24© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes: Large Forgings Research Requires an Understanding of Microstructure & Properties as a Function of Heat-Treatment
50 nm
Solution Annealed OV = PA + 250h @ 775°C
50 nm
PA = SA + 8h @ 790°C
Source: R. Viswanathan, J. Shingledecker, J. Hawk, S. Goodstine. “Effect of Creep in Advanced Materials for Use in Ultrasupercritical Power Plants.” Proceedings: Creep & Fracture in High Temperature Components, 2nd ECCC Creep Conference, April 21-23, 2009, Zurich, Switzerland.” © 2009 DEStech Publications, Inc. 31-43
Studies on Haynes 282:
•Creep-rupture strength was relatively insensitive to heat-treatment
•Detailed microstructural studies on gamma prime precipitates after heat-treatment and creep were conducted
•Both mechanical property data and microstructure studies suggest the alloy has a large processing window making it attractive for steam turbine forgings
Studies on Haynes 282:
•Creep-rupture strength was relatively insensitive to heat-treatment
•Detailed microstructural studies on gamma prime precipitates after heat-treatment and creep were conducted
•Both mechanical property data and microstructure studies suggest the alloy has a large processing window making it attractive for steam turbine forgings

25© 2011 Electric Power Research Institute, Inc. All rights reserved.
Erosion and Oxidation of Blade Materials and Coatings
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Oxidation studies
•Oxidation rates/kinetics
•Scale morphology
•Internal penetration vs. oxide thickness
•Bare metals (substrates) and coatings
Cross-section of bare metal after steam exposure
Base metal
testing• Erosion Testing
• High-temperature erosion tests were conducted at 1400°F (760°C)
• Coating and substratesCoating
selection
Program Start
Testing &
Analysis
Coating
testing
Analysis

26© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes
• Oxidation rates (both internal penetration and mass gain) of candidate bare metal substrates were acceptable based on laboratory studies
• 14 candidate erosion resistant coatings were identified for high-temperature erosion testing and steam oxidation testing– Erosion testing identified four coatings with best
performance– Oxidation testing showed unacceptable rates for some
coatings including the best erosion performing coating• Coating T400C (Tribaloy) performed well in both tests
suggesting its use for blading protection

27© 2011 Electric Power Research Institute, Inc. All rights reserved.
Castings
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Production of larger casting
• Longer-term testing of larger castings
• Weld repair of castings
• Phase 1 – National laboratory study
•Trial melts made of candidate wrought alloys
•Simulated slow cooling for large casting
•Developed new heat-treatment cycles
•Screening creep and tensile tests including orientation effects
•Microstructure
• Phase 2 – testing of best alloys
• Select top two candidate alloy castings
• Produce larger castings
• Mechanical property testing
• Weld repair of castings
Initiated larger
casting trialsLab-scale tria
l melts &
heat-treatment
Program Start
Program Start
Range of microstructures in a slow-cooled casting
Mechanical testing &
microstructure

28© 2011 Electric Power Research Institute, Inc. All rights reserved.
Successes
• A casting sub-team of OEM and National Laboratories (ORNL & NETL) was formed to address potential issues with nickel-based casing/shells
• Seven trial alloys were cast• An innovative homogenization heat-treatment cycle was developed• Mechanical property testing identified the best performing alloys• Some alloys were eliminated due to lower strength or ductility
compared to the wrought alloy counterpart• Haynes 282, 263, and N105 were judged the
best alloys for casting and castability trials were performed
• Based on this work, the phase 2 work on castings has a good starting point for development of larger castings
Alloy 263 casting – fluidity trial

29© 2011 Electric Power Research Institute, Inc. All rights reserved.
Welded rotor evaluation
2001 2002 2
003 2004 2
005 2006 2
007 2008 2
009 2010
• Produce large ring weld
• Non-destructive evaluation
• Mechanical property evaluation
• Phase 1 – Welded rotor concept
•Produce welded joints at desired thickness
•Heavy section 263-617-Steel
•Seal weld between nickel based alloys
•Inspection study
•Property testing
•Aging and toughness
studies to simulate service exposure
• Phase 2 – welded rotor
• Large ring weld in design thickness and diameter (2 welds planned)
• Weld inspection
• Mechanical property and aging evaluation
Planning
Program Start
Program Start
Welded rotor concept
Welding and
inspection trials
Aging, testing, &
analysis
30© 2011 Electric Power Research Institute, Inc. All rights reserved.
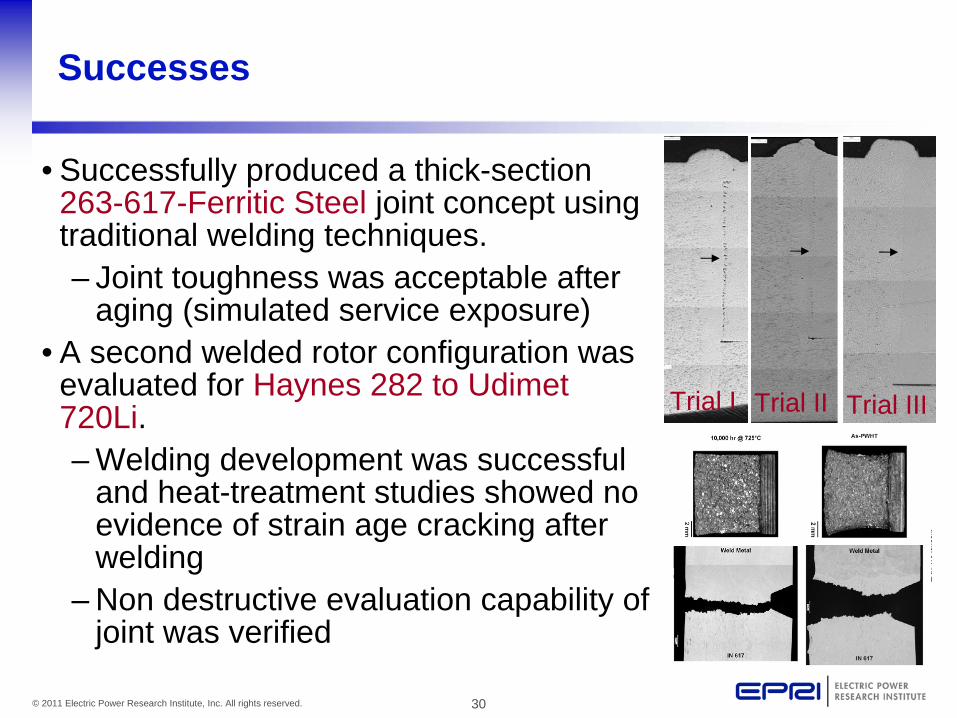
Successes
• Successfully produced a thick-section 263-617-Ferritic Steel joint concept using traditional welding techniques.– Joint toughness was acceptable after
aging (simulated service exposure) • A second welded rotor configuration was
evaluated for Haynes 282 to Udimet 720Li. – Welding development was successful
and heat-treatment studies showed no evidence of strain age cracking after welding
– Non destructive evaluation capability of joint was verified
Trial I Trial II Trial III

31© 2011 Electric Power Research Institute, Inc. All rights reserved.
A-USC R&D
• Current Boiler & Turbine Materials R&D– Effect of oxycombustion on materials– Improved weld/weldment performance– Code approval of new alloys– Long-term high-temperature material
property databases– Production of larger forgings– Casting R&D for nickel-based alloys
Air , Low O2 , High O2
• Path Forward– Supplier Development for full-
size forgings, extrusions, and castings
– Test facility Demo Plant

1© 2012 Electric Power Research Institute, Inc. All rights reserved.
Comparative Benefits from Program: Piping Sizes for Two A-USC Conditions
4” (100mm)
Main Steam 5000psi (34.5MPa)
9.8” (248mm) I.D.
Hot Reheat 1060psi (7.3MPa)
18.4” (467mm) I.D.
1300°F/1300°F (700°C/700°C)
1350°F/1400°F (732°C/760°C)







