Download - Tehnologia Sudarii prin Topire

TEHNOLOGIA SUD ĂRII PRIN TOPIRE - 1 -
Dr.ing. Ionel Dănuţ SAVU
Bibliografie:1. Dehelean, D. – Sudarea prin topire, Editura Sudura, Timişoara, 19972. *** - EWF’s European Welding Engineer Guide, 20003. *** - Standarde STAS, EN, ISO
Cuprins:1. Sudarea – generalităţi 1.1 Istoric1.2 Terminologie, noţiuni1.3 Clasificări1.4 Simbolizarea îmbinărilor sudate1.5 Poziţii de lucru1.6 Securitatea muncii la sudare2. Procedee de sudare a materialelor metalice2.1 Sudarea prin topire (0)2.1.1 Sudarea oxigaz (31)2.1.2 Sudarea cu arc electric cu electrod învelit (111)
1

1. Sudarea - generalităţi
1.1 Istoric Epoca bronzului: - sudarea în focul de forjă 1821, Davy – descoperirea arcului electric 1867, Thompson – inventarea sudării sub presiune 1885, Benardos – inventarea sudării cu arcul electric 1907, Kijellberg – inventarea electrodului învelit 1919, Roberts – inventarea sudării în mediu de gaz protector 1920, Nobel – inventarea sudării mecanizate sub strat de flux 1951, Paton – inventarea sudării în baie de zgură 1953 – inventarea sudării în mediu de dioxid de carbon 1957, Stohr – inventarea sudării cu fascicul de electroni 1961 – inventarea sudării cu plasmă 1970 – inventarea sudării cu laser.
Tradiţie în România 1931 – primul pod sudat, peste râul Bîrzava 1938 – se înfiinţează “Cercul pentru încurajarea sudării” la Timişoara 1952 – se înfiinţează prima secţie de sudură la Institutul Politehnic din Timişoara 1953 - se înfiinţează o secţie de sudură la Baza Academiei Timişoara 1970 – se înfiinţează Institutul de Sudură şi Încercări de Materiale (ISIM) din Timişoara 1990 - se înfiinţează Asociaţia de Sudură din România (ASR).
1.2 Terminologie, noţiuni Sudarea – procedeu de îmbinare nedemontabilă a două materiale de bază (MB), similare sau
disimilare, cu consum de energie termică şi/sau mecanică, având ca rezultat obţinerea unei structuri interne continue a metalului de bază îmbinat (SR ISO 857). Îmbinarea se poate realiza cu sau fără adaos de material (MA).
Lipirea – procedeu de îmbinare nedemontabilă a două materiale de bază, realizat cu ajutorul unui aliaj de lipire care este introdus, respectiv menţinut de către forţe capilare între cele două suprafeţe supuse lipirii. Dacă temperatura de topire a aliajului de lipire este mai mică de 450 oC, atunci lipirea este numită “lipire moale”. Dacă temperatura de topire a aliajului de lipire este mai mare de 450oC, atunci lipirea este numită “lipire tare”.
Sudură, lipitură – rezultatul procesului de sudare, respectiv lipire. În cazul termenului “sudură” mai pot fi întâlnite noţiunile similare de “cusătură”, “cusătură sudată”, “cordon de sudură”.
Îmbinare sudată – ansamblul format de cele două materiale de bază împreună cu sudura. Zonă influenţată termic – Zona materialului de bază, imediat învecinată sudurii, care nu a atins punctul
de topire. Procesele metalurgice specifice procesului de sudare implică o modificare a structurii şi caracteristicilor zonei respective. Influenţa acestora este de natură termo-mecanică.
1.3 Clasificări După modul de desfăşurare:
Sudare prin topire – energia utilizată la realizarea procesului de sudare este predominant de natură termică
Sudare prin presiune – energia utilizată la realizarea procesului de sudare este predominant de natură mecanică
După scop: Sudare de îmbinare – obiectiv principal: calitatea îmbinării sudate trebuie să fie cel puţin
egală cu calitatea materialului de bază cel mai slab. Principalele caracteristici ale îmbinării sudate sunt: rezistenţă, alungire, tenacitate, rezistenţă la coroziune.
Sudare de încărcare – obiective principale: caracteristici specifice ale suprafeţei MB, aderenţa stratului depus.
2
STAS ISO 4063-1993: Nomenclatorul procedeelor şi numerele de referinţă pentru reprezentarea simbolică pe desen Ex.:111 – Sudare cu arc electric cu electrod învelit135 – Sudare cu arc electric în mediu de gaz activ cu electrod fuzibil; sudare MAG141 – Sudare cu arc electric în mediu de gaz inert cu electrod de wolfram; sudare WIG.
SR ISO 857-1994: Procedee de sudare, lipire tare şi lipire moale. Vocabular. – prezintă schemele de principiu ale procedelor de sudare.
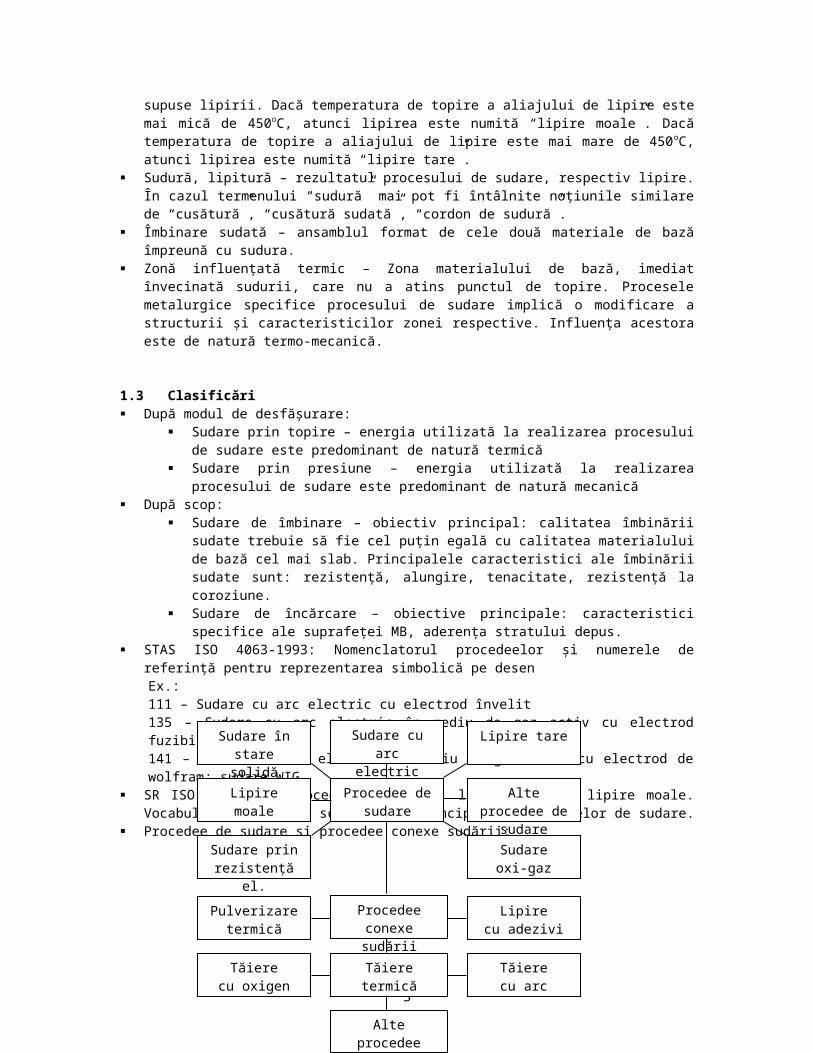
Procedee de sudare şi procedee conexe sudării:
Clasificarea îmbinărilor sudate: Îmbinări sudate cap la cap Îmbinări sudate în colţ Îmbinări sudate prin suprapunere
cap la cap în colţ prin suprapunere
1.4 Simbolizarea îmbinărilor sudate SR EN 22553-1995: Îmbinări sudate şi lipite. Reprezentări simbolice pe deseneStandardul defineşte regulile care trebuie urmate pentru reprezentarea simbolică pe desene a îmbinărilor sudate şi lipite.
1.5 Poziţii de lucru SR ISO 6947 – 1994: Suduri. Poziţii de lucru. Definiţiile unghiurilor de înclinare şi de rotire.Standardul defineşte poziţiile de lucru şi permite localozarea sudurilor în spaţiu, în raport cu un plan orizontal, cu ajutorul unghiurilor de înclinare si de rotire care sunt independente de construcţia înconjurătoare.
3
Sudare cu arc electric
Sudare în stare solidă
Lipire tare
Procedee de sudare
Lipire moale Alte procedee de sudare
Sudare prin rezistenţă el.
Sudareoxi-gaz
Procedeeconexe sudării
Pulverizare termică
Lipirecu adezivi
Tăieretermică
Tăierecu oxigen
Tăierecu arc
Alte procedeede tăiere

1.6 Securitatea muncii la sudareSecuritatea muncii este responsabilitatea tuturor începând cu conducerea întreprinderii şi terminând cu ultimul muncitor! Prescripţii:
Tehnica securităţii muncii sudării, tăierii şi a procedeelor similare de lucru Reguli tehnice pentru staţii de depozitare a acetilenei şi carbidului Prescripţii asupra rezervoarelor sub presiune, a buteliilor, pentru instalaţii de umplere Prescripţii generale de prevenire a accidentelor Prescripţii de prevenire a accidentelor produse de mijloacele de producţie Prescripţii de prevenire a accidentelor produse de gaze Prescripţii de prevenire a accidentelor sonore Dispoziţii asupra materiilor prime periculoase Prescripţii asupra surselor de curent pentru sudare
Echipamentul personal de protecţie al sudorilor:Sudorii trebuie să depăşească vârsta de 18 ani şi trebuie să prezinte cunoştinţe privind siguranţa asupra lucrului cu instalaţiile şi utilajele cu care lucrează.Personalul necalificat precum şi cei care nu au împlinit vârsta de 18 ani vor pute lucra în domeniul sudării şi al procedeelor conexe doar sub assitenţă permanentă.Echipamentul de protecţie compus din mănuşi, ochelari de protecţie, şorţ de protecţie, pantofi de protecţie, mască de gaze, aparat auditiv, este asigurat muncitorilor sudori de către întreprinderea unde lucrează. Personalul muncitor are obligaţia să utilizeze acest echipament de protecţie.
Arcul electric emite: Radiaţie ultravioletă - atacă pielea Radiaţie infraroşie – provoacă cataracta
Sudarea în condiţii deosebiteSudarea în spaţii reduse de lucru – necesitatea unei ventilări şi iluminări suplimentare; suorul nu va opera singur, ci va avea un ajutorSudarea în condiţii de pericol de incendiu – se execută doar cu permis de lucru; măsurile de securitate se stabilesc în scris.
Impurităţi Oxizii de azot (NO şi NO2) – după inhalare apar reacţii iritante ale căilor respiratorii; în cazul
unor concentraţii ridicate există pericolul apariţiei după câteva ore a unui edem pulmonar Ozonul (O3) – se formează în aer la razele ultraviolete ale arcului electric; are miros înţepător,
puternic iritant al mmucoasei nazale; poate produce edem pulmonar Oxidul de carbon (CO) – se formează la sudarea în mediu de gaz protector şi la sudarea cu
flacără; CO împiedică transportul de oxigen din sânge; provoacă oboseală, dureri de cap, greaţă, poate produce pierderea cunoştinţei sau chiar moartea
Dioxidul de carbon (CO2) - se formează la sudarea în mediu de gaz protector; gazul este uşor toxic şi produce iritaţii ale căilor respiratorii
Praf fin – fumul dăunător plămânilor (particule cu diametrul mai mic decât 1 m) şi praful se formează în special în timpul topirii metalului de adaos
Fier, oxizi de fier – au acţiune iritantă asupra mucoaselor căilor respiratorii şi stomacului Crom, cromaţi – au acţiune iritantă asupra pielii şi căilor respiratorii; se presupune că
legăturile hexavalente ale cromului pot avea reacţii cancerigene Nichel, oxizi de nichel – sunt cancerigeni Aluminiul – produce iritaţii ale sistemului respirator Zincul – apare la sudarea şi tăierea tablelor zincate sau a pieselor alămite. Fosgenul – este un gaz otrăvitor format în urma descompunerii unor dizolvanţi de grăsimi ce
conţin clor, sub acţiunea radiaţiei ultraviolete a arcului; produce moartea dacă este inhalat timp de mai multe ore.
4

2. Procedee de sudare a materialelor metalice
2.2 Sudarea prin topire (0)
2.1.1 Sudarea oxigaz (31) Variante: sudarea oxiacetilenică, sudarea oxipropanică, sudarea oxihidrică Principiul procedeului: suprafeţele ce urmează a fi sudate şi materialul de adaos se încălzesc şi se
topesc cu ajutorul unei flăcări produse de arderea unui combustibil gazos Domenii de aplicare: sudarea oţelurilor, sudarea fontelor, sudarea cuprului, sudarea alamei, sudarea
zincului, … Sursa termică: flacăra - caracteristici:
Zonele flăcării
A: zona de amestec neaprins – conţine amestecul C2H2+O2
Zona 1: zona nucleului: C2H2+O22C+H2+O2+q oxidul de carbon de pe suprafaţa exterioară se oxidează (oxidare primară); rezultatul
este apariţia unor puncte incandescente prezintă luminozitate crescută comparativ cu celelalte zone formă cilindricăZona 2: zona flăcării primare: 2C+H2+O22CO+H2+450 MJ/kmol zona cea mai caldă utilizată la sudare formă cilindro-conică transparentă spre albastru flux termic ridicatZona 3: zona flăcării secundare: 2CO+H2+3/2O22CO2+H2O+850 MJ/kmol volumul zonei este mare şi este în contact cu aerul rece deci fluxul termic este scăzut formă conică gălbui-roşcată.
Structură şi formă – determinate de coeficientul stoichiometric
=1,2-1,5 – flacăra este oxidantă, oxidarea este violentă flacăra fiind zgomotoasă şi albăstruie; cele 3 zone se disting f. bine şi sunt reduse ca dimensiune
5
l [mm]
T [oC]
A 1 2 3
3170oC
1200oC
300oC

=1,1-1,2 – flacăra este neutră =0,7-1,1 – flacăra este carburantă (reducătoare); oxigenul este insuficient pentru o
oxidare completă a carbonului; acesta trece în flacăra primară; flacăra este deformată, nu are rigiditate, este rosiatică şi are un şuierat caracteristic.
Acetilena (C2H2) este un gaz incolor, cu miros eteric iritant (datorită impurităţilor), toxic. Amestecul acetilenă-aer explodează dacă acetilena este între limitele 3-65%. Amestecul acetilenă-oxigen explodează dacă acetilena este între limitele 3-93%
Tehnologia sudării oxigaz Sudarea spre stânga – se aplică la sudarea tablelor subţiri (max 4 mm grosime); dezavantaje:
pierderi mari de căldură, materialul topit se răspândeşte uşor, pătrundere mică.
Consumul de acetilenă: (80-120) x grosimea tablei de sudat
Diametrul materialului de adaos: [mm]
Sudarea spre dreapta – avantaje: viteză de răcire mai mică, protejare a băii mai bună, transfer de căldură mai concentrat, pătrundere mai bună; dezavantaj: nu se poate aplica la grosimi mai mici de 3 mm.
Consumul de acetilenă: (120-150) x grosimea tablei de sudat
Diametrul materialului de adaos: [mm]
Aplicaţii şi probleme tipice: Sudarea oţelurilor
Poziţia de sudareGrosimea MB [mm]
Caracteristici tehnice
Orizontală (PA)
< 1,5 Sudare fără material de adaos, rost I cu margini răsfrânte
1 - 3Sudare spre stânga, diametrul vergelei: 2-3 mm, rost I, deschidere: 0,25 x grosimea MB
4 – 12 (15) Sudare spre dreapta, rost V> 12 (15) Sudare pe ambele feţe, rost X
Verticală ascendentă (PF)
< 6 Rost I> 6 Rost V sau X
Orizontală pe perete vertical (PC)
< 5Sudare facilă, flacăra îndreptată spre partea de jos a rostului
> 5Sudare cu mai multe treceri, flacăra îndreptată spre partea de jos a rostului
Peste cap (PE) - Sudarea spre stânga sau spre dreapta
Sudarea fontelor: în poziţie orizontală (datorită fluidităţii ridicate a fontei), flacără reducătoare, sudare cu sau fără preîncălzirea MB; probleme: fonta devine brusc extrem de fluidă, sudura este poroasă, la suprafaţa piesei apare un strat de oxid cu punct de topire mai ridicat decât al fontei, apar fisuri datorită deformabilităţii scăzute a fontei.
6
45o
30o
35-40o
40-50o

Sudarea cuprului: flacără neutră; preîncălzirea MB; la grosimi mari se utilizează o vergea din Cu metalurgic, la grosimi mici se utilizează o vergea din Cu electrolitic; la sudare se utilizează un flux decapant de tipul boraxului sau clorurii de sodiu
Sudarea alamei (aliaj Cu-Zn) – zincul (punct de topire la 419oC) se evaporă la 900oC rezultând fumul alb de ZnO care este toxic; alama se topeşte la 900oC; pentru împiedicarea evaporării zincului se utilizează un flux decapant de tipul boraxului, acidului boric sau clorurii de zinc); se lucrează cu o flacără puţin oxidantă.
Sudarea bronzului – aceeaşi tehnologie ca şi la sudarea cuprului; flacăra va fi neutră Sudarea zincului – spre stânga; flacără puţin reducătoare, fluxul decapant: 60%
salmiac+40% ZnO Sudarea plumbului – se vor utiliza măşti de gaze pentru că rezultă vapori foatre toxici Sudarea nichelului – pregătirea se face ca la sudarea cuprului; se sudează spre dreapta.
Echipamentul pentru sudare: Butelie oxigen (culoare albastră) Butelie acetilenă (culoare roşie) sau generator de acetilenă Reductoare de presiune Furtune de presiune Arzătorul
2.1.2 Sudarea cu arc electric cu electrod învelit (111) Principiul şi caracteristicile procedeului de sudare cu arc electric cu electrod învelit
Principiu: arcul electric este amorsat între un electrod învelit şi piesă; baia se formează prin topirea capătului electrodului şi al piesei; baia e protejată faţă de acţiunea atmosferică prin stratul de zgură lichidă şi gazele generate de învelişul electrodului.
Amorsarea arcului: prin atingerea piesei cu electrodul (scurtcircuitarea circuitului electric). Tipul curentului utilizat: c.c., c.a. Aplicare: în general manual, existând şi variante mecanizate. Rata depunerii de metal: 1,8-5,4 kg/h Parametrii tehnologici principali
Parametru delectrod
[mm]Ua[V]
Is[A]
Vsudare
[cm/min]Domeniu de valori 1,6-6,0 15-30 25-400 6-20
Electrodul învelit - caracteristici Electrodul învelit: o vergea metalică acoperită cu un înveliş depus prin presare sau prin
imersionare Dimensiunile standard ale electrozilor:
Diametru [mm] 1,6 2,0 2,5 3,25 4,0 5,0 6,0Lungime [mm] 200 250 300 300/350 350/450 450 450
Tipul învelişului (clasificare după grosimea învelişului)Tipul învelişului subţire mediu foarte grosDiametru înveliş / diametru vergea < 1,4 1,4 – 1,55 > 1,6
Tipul învelişului (clasificare după caracter) Acid (A) - caracteristici: conţine oxizi de Fe (30-60%) + carbonaţi + dezoxidanţi
(FeMn); are rată de topire mare; suprafaţa sudurii este netedă, plană şi curată; transferul de metal se face prin picături fine; zgura este vâscoasă, se desprinde uşor şi conţine oxizi; pătrunderea este f. bună; metalul depus prezintă tendinţă de fisurare la cald; este recomandat în cazul sudării în poziţii dificile; caracteristicile mecanice ale metalului depus sunt slabe.
Oxidant (O) – caracteristici: conţine oxizi de Fe (30-60%) + dezoxidanţi (FeMn, 10-20%); zgura are silicaţi, este abundentă, compactă, fluidă, cu interval mare de solidificare; transferul se face prin picături fine; pătrunderea este mică, dar sudura are aspect corespunzător; caracteristicile mecanice ale metalului depus sunt slabe datorită oxidării Si, Mn, C şi FeO
Rutilic (R), titanic (T) - conţine oxidul TiO2 (30-60%) + dezoxidanţi; zgura este vâscoasă, intervalul ei de solidificare este mic, acoperă bine baia şi se desprinde uşor; pătrunderea
7

este bună; transferul se face prin picături mari; metalul deus, deşi are FeO, are caracteristici mecanice bune; conţinutul de hidrogen merge până la 25-30 ml/100g metal depus; c.c. şi c.a.; sudare în orice poziţie mai puţin vertical descendent
Celulozic (C) – obţinut din învelişul rutilic prin adăugarea a min 12% celuloză; în timpul arderii substanţele organice din componenţă ard eliberând gaze de tipul CO2 şi H2; zgura este subţire, se solidifică rapid, acoperă bine baia şi se desprinde uşor; pătrunderea şi supraînălţarea sunt mari; aspectul sudurii este inestetic, cu solzi inegali; stropirea este abundentă, iar metaul depus are caracteristici mecanice scăzute datorită hidrogenului conţinut
Bazic (B) – conţine CaCO3 + CaF2 + cuarţ + silicaţi + rutil; zgura este fluidă, are interval mic de solidificare, acoperă bine baia, se desprinde cu greutate şi la răcire vâscozitatea îi creşte rapid; adăugarea unui conţinut redus de FeO conduce la creşterea tensiunii superficiale a zgurei lichide, precum şi la creşterea caracteristicilor mecanice ale metalului depus; sudura este convexă şi inestetică (supraînălţare mare); stropirile sunt mari; CaF2 din înveliş dă un caracter higroscopic acestuia, deci înainte de utilizarea se recomandă uscarea electrozilor pentru 2-3 ore la 300oC; sudare numai în cc+
Zircon-bazic (ZB) – conţine silicat de Zr sau dioxid de zirconiu, care reduce intervalul de solidificare a zgurei şi îmbunătăţeşte detaşarea acesteia
Rutilic-celulozic (RC) Cu pulberi de Fe – conţine pulberi de Fe sau diverse pulberi metalice care măresc rata de
depunere; arcul arde înnecat în înveliş. Simbolizarea electrozilor (conform SR EN 499 – Electrozi înveliţi pentru sudarea manuală cu
arc electric a oţelurilor nealiate şi cu granulaţie fină):Nr. standard - electrod învelit / sudare manuală cu arc electric _ rezistenţa şi alungirea metalului depus _ caracteristicile la încovoiere prin şoc ale metalului depus _ compoziţia chimică a metalului depus _ tipul de înveliş al electrodului _ randamentul şi tipul de curent _ poziţia de sudare _ conţinutul de hidrogen
Ex.: EN 499 – E 46 3 1Ni B 5 4 H5EN 499 - Nr. standard: EN 499E - electrod învelit / sudare manuală cu arc electric: SMAW46 - rezistenţa şi alungirea metalului depus: 460 N/mm2, 530-680 N/mm2, 20%3 - caracteristicile la încovoiere prin şoc ale metalului depus: valoare medie de 47 J la -30o.1Ni - compoziţia chimică a metalului depus: Mn=1.4%, 0.6-1.2%B - tipul de înveliş al electrodului: bazic5 - randamentul şi tipul de curent: c.a. sau c.c.+4 – poziţia de sudare: orizontalăH5 – conţimutul de hidrogen: 5 ml / 100 g metal depus
Rolul învelişului: Reduce tensiunea de amorsare a arcului îmbunătăţind astfel amorsarea Stabilizează arderea arcului Protejează baia de sudură prin gazele şi zgura create Dezoxidează baia de sudură prin elementele pe care le conţine Aliază metalul depus prin elementele pe care le conţine Reduce viteza de răcire rezultând astfel o structură de echilibru pentru
metalul depus Controlează geometria băii de sudură prin zgura creată la suprafaţă Reduce scurgerea băii la sudarea în poziţii dificile prin zgura creată
Tehnologia de sudare manuală cu electrod învelit Alegere electrod:
f(%MB, caracteristicile mecanice cerute, risc de fisurare, poziţia de sudare, tipul îmbinării, tipul curentului)
%MA %MB Alegere rost: f(%MB, grosimea piesei de sudat, tipul îmbinării, poziţia de sudare)
8

Alegere diametru electrod, de: f(tipul electrodului, poziţia de sudare, rost, %MB, grosimea piesei de sudat, curentul de
sudare) de-rădăcină < de-umplere
Alegere curent de sudare: f(diametrul electrodului, tipul electrodului, poziţia de sudare)
Alegere tensiune arc: f(lungime arc), lungimea arcului este aproximativ egală cu diametrul
electrodului Viteza de sudare: apreciere prin lungimea depusă la topirea unui electrod Poziţia electrodului determină:
Uşurinţa depunerii Uniformitatea topirii Conturul sudurii
Pendularea electrodului - amplitudine: (2,5-3,0)xde
Reamorsarea arcului: prin întoarcere în vederea topirii craterului final. Variante ale procedeului:
Sudarea gravitaţională – productivitate de 5 ori mai mare Sudare cu electrozi culcaţi – productivitate de 3-5 ori mai mare
Echipamente pentru sudare: Caracteristica externă a sursei de sudare este coborâtoare:
Caracteristica statică a arcului
Surse de c.a. pentru sudare: Transformatorul – cu inductanţă separată, cu inductanţă pe miez comun, cu şunt
magnetic Generatoare de sudare cu frecvenţă mărită – generatorul sincron
Surse de c.c. pentru sudare: Surse rotative de c.c. - convertizoare pentru sudare, grupuri pentru sudare,
generatoare de c.c. (cu excitaţie separată şi serie antagonistă, cu excitaţie derivaţie şi serie adiţională)
Redresoare pentru sudare – redresor monofazat, redresor trifazat cu amplificator magnetic, invertoare
9
Is [A]
Us [V]
Uo1
Uo2
Ia [A]
Ua [V]

Eficienţa electrozilor:
Masa efectivă totală: , unde: mW – masa totală a vergelelor, LS –
lungimea măsurată totală a capetelor, LW – lungimea măsurată totală a vergelelor.
Randamentul nominal: , unde mD – masa de metal depus, mCN – masa
nominală a vergelelor consumate
Randamentul efectiv: , unde mCE – masa efectivă a vergelelor consumate
Randamentul global: , unde mS – masa totală a capetelor
Coeficientul de depunere: , unde mD – masa de metal depus în grame, Im –
curentul de sudare în amperi, t – timpul de topire total în minute.
10







