Download - TECHNOLOGY SUSTAINABILITY - UniBg

1
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
TECHNOLOGY SUSTAINABILITY
Case Studies
2
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 1
MINIMUM QUANTITY LUBRICATION

3
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
This pie chart illustrates the investment and operating expenses of atypical machining system producing a large volume of aluminumtransmission components, with water soluble coolant, for automobiles.
Minimal quantity lubrication (MQL) is of growing importance insupporting productivity improvements in cutting processes such asdrilling, milling and lathe work.
Minimum Quantity Lubrication

4
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Minimum Quantity Lubrication
• Increases productivity, tool life and surface finish while using only asmuch cutting fluid as necessary for sufficient cutter lubrication.
• Eliminates large quantities of water and oil-based coolants andreplaces them with a small quantity of lubricant mixed with air, whichis precisely metered and delivered to the cutting tool’s edge.
• The workers are safer, with both short and long-term benefits:
• Operators are no longer exposed to the toxicity, bacteria and fungi risks that come with traditional “wet” machining.
• The small amount of oil used for MQL is generally based on vegetables or esters, which are less harmful to humans.
• The environment is cleaner because no used cutting fluids are left behind that require stringent disposal.

5
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Minimum Quantity Lubrication

6
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 2
SUSTAINABLE WELDING PROCESSES

7
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable welding process aspects

8
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable welding processes
• Solid state welding processes such as:
• magnetic pulse welding
• ultrasonic welding
• friction stir welding
fall under the categories of sustainable welding processes.

9
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
• Magnetic Pulse Welding (MPW) uses electromagnetically generated forces to create a solid-state cold weld at room temperature.
• Magnetic pulse welding is based on a very short electromagnetic pulse (<100µs), which is obtained by a fast discharge of capacitors through low inductance switches into a coil.
• This weld is completed in microseconds and is stronger than the base metals joined. No heat, filler materials or gases are required.
• Advantages:
• Weld with no heat-affected zone.
• No need for filler materials.
• Green process: no smoke, no radiation and no extraction equipment required.
• High quality clean interface.
• Almost zero residual stresses.
Sustainable welding processes: magnetic pulse welding

10
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable welding processes: magnetic pulse welding

11
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
• Ultrasonic welding is an industrial technique whereby high-frequency ultrasonic acoustic vibrations are locally applied to workpieces being held together under pressure to create a solid-state weld.
• It is commonly used for plastics, and especially for joining dissimilar materials.
• Ultrasonic welding process is widely used in the microelectronics devices and finishing technology , the most successful application is the integrated circuit element of interconnection and it is used in the electronic aerospace electrical packaging plastic industries.
• It welds without filler metals or gases.
Sustainable welding processes: ultrasonic welding

12
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable welding processes: ultrasonic welding

13
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
• Friction Stir Welding (FSW) is a well known solid-state welding process introduced by TWI and patented in 1991.
• This technology permits the welding in several configurations and also the joining of dissimilar alloys and it is used in several industrial applications such as automotive, aerospace and naval sectors.
• The joint is made by the mechanical action of a rotating cylindrical tool (pin).
• The dynamic action of the pin and the heat generated in this way cause the plasticization and the mixing of the metal.
• The high plastic flow and the heat generated by FSW may result in microstructural modifications and local changes of material characteristics.
Sustainable welding processes: friction stir welding

14
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable welding processes: friction stir welding

15
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 3
FRICTION STIR EXTRUSION

16
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Friction Stir ExtrusionFrom the recycled
metal chip…
…to the final extruded
17
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
• Friction Stir Extrusion is an innovative solid state direct-recycling technique for metal machining chips.
• Traditional recycling techniques are not able to efficiently recycle metal chips because of some critical aspects that characterize such kind of scraps (shape, oxide layers, contaminating residues, etc).
• During the process, a rotating tool is plunged into a hollows matrix to compact, stir and finally, back extrude the chips to be recycled in a full dense rod. This process results to be particularly relevant since no preliminary treatment of the scrap is required.
• Potential for significantly lower power consumption and extrusion force compared to conventional extrusion due to rotational shear generating the necessary process heat and scroll features supporting material flow into the extrusion cavity.
Friction Stir Extrusion

18
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 4
COST INDEX FOR m-EDM
19
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
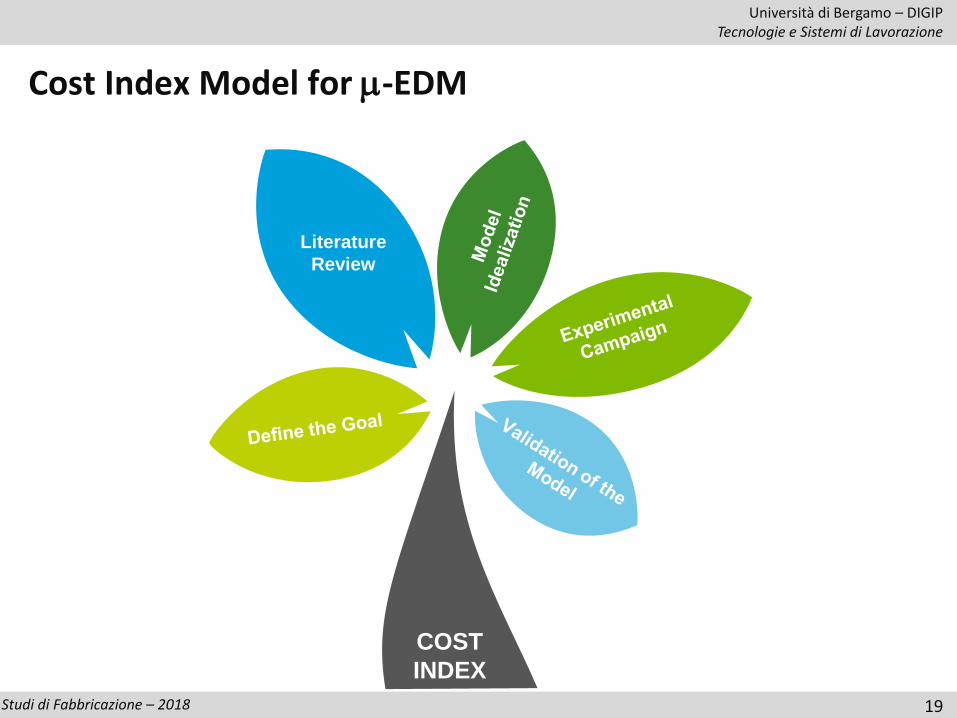
Cost Index Model for m-EDM
COST
INDEX
Literature
Review

20
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Define the Goal
Generate an index to correlate all these aspects
Involve production
cost
Optimization of process
performances
Involve process
parameters

21
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Literature Review
• Many model based on natural rules exist:
• Genetic Algorithm (GA);
• Artificial Neural Network (ANN);
• Ant Colony Optimization (ACO);
• Artificial Bee Colony algorithm (ABC);
• Biogeography-Based Optimization algorithm (BBO).
• These models were applied to EDM technology, but no one took intoaccount the optimization of process performances as a function ofprocess parameters and cost at the same time.
• Limited research activity concerning the economic aspects of theprocess.

22
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Model Idealization
• Identification process performances:
𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑅𝑒𝑚𝑜𝑣𝑎𝑙 𝑅𝑎𝑡𝑒 =𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑅𝑒𝑚𝑜𝑣𝑒𝑑 𝑓𝑟𝑜𝑚𝑊𝑜𝑟𝑘𝑝𝑖𝑒𝑐𝑒
𝑀𝑎𝑐ℎ𝑖𝑛𝑖𝑛𝑔 𝑇𝑖𝑚𝑒Optimal:
𝑇𝑜𝑜𝑙 𝑊𝑒𝑎𝑟 𝑅𝑎𝑡𝑖𝑜 =𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑅𝑒𝑚𝑜𝑣𝑒𝑑 𝑓𝑟𝑜𝑚 𝑇𝑜𝑜𝑙
𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑅𝑒𝑚𝑜𝑣𝑒𝑑 𝑓𝑟𝑜𝑚𝑊𝑜𝑟𝑘𝑝𝑖𝑒𝑐𝑒Optimal:
• Correlate the performances indicators in a single index starting fromthe machining cost.
𝐶𝐼 = 𝐶0 ∙ 𝑡 + 𝐶𝑡 ∙ 𝑀𝑅𝑇 𝐶𝐼 =1
𝑀𝑅𝑅+
𝐶𝑡
𝐶0∙ 𝑇𝑊𝑅
Variable Definition
𝐶𝐼 Cost Index
𝐶0(€/s) Cost per time of machining
𝑡 Machining Time
𝐶𝑡(€/mm3) Tool cost related to tool wear

23
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Model Idealization
• Performances can be expressed by regression equations as a functionof main process parameters (Current, Voltage and Frequency).
• Regression equation were extrapolated by the Analysis of Variance.
• For each combination workpiece-electrode exists a technology windowfor the suitable process parameters.

24
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Experimental Campaign & Model Validation
• Experimental campaigns were performed to obtain useful data for themodel feasibility and validation.
• 2 different materials were taken into account.
• Analysis of Variance were performed to identify the regressionequations of performances indicators.
• The objective function was solved.
• The optimal working conditions were identified in terms of (I, V and F).

25
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 5
SUSTAINABLE INDEX
26
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
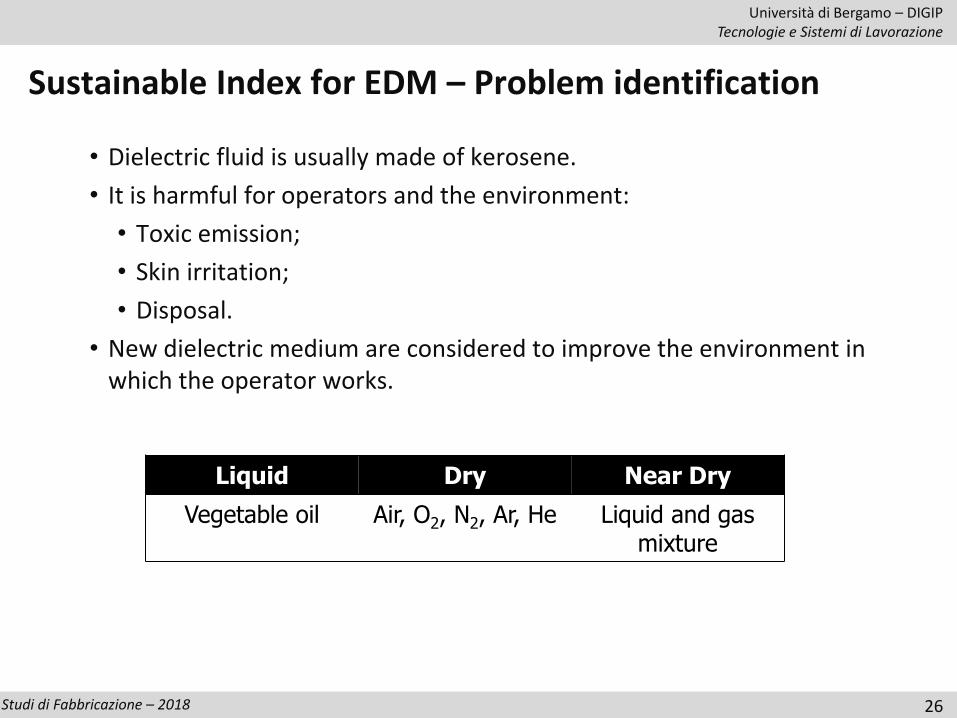
Sustainable Index for EDM – Problem identification
• Dielectric fluid is usually made of kerosene.
• It is harmful for operators and the environment:
• Toxic emission;
• Skin irritation;
• Disposal.
• New dielectric medium are considered to improve the environment in which the operator works.
Liquid Dry Near Dry
Vegetable oil Air, O2, N2, Ar, He Liquid and gas mixture

27
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainability Index
• Elaboration of index to evaluate the sustainability of the process.
• Higher SI, lower is the process sustainability.
Sustainable
Index (SI)
Energetic Index
Environmental Index
Dielectric Index
Wear Index
Performance Index
𝑆𝐼 = 𝑆𝑒𝑛𝑒𝑟𝑔𝑦 + 𝑆𝑒𝑛𝑣𝑖𝑟𝑜𝑛𝑚𝑒𝑛𝑡 + 𝑆𝑑𝑖𝑒𝑙𝑒𝑐𝑡𝑟𝑖𝑐 + 𝑆𝑤𝑒𝑎𝑟 + 𝑆𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 = [€]
28
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainability Index
• Monitoring of energy consumption for each part of themachine (pump, axes motors, pulse generator).
• Correlated to the consumption and the unit cost.
• 8 aspects about the safety of work environment areevaluated by a quality score.
• Correlated to the average score, the machining timeand the hourly cost.
• Dielectric cost and quantity.
• Cost of filters (in case of fluids).
• Disposal cost.

29
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainability Index
• Volume of electrode wear.
• Electrode cost.
• Evaluation of geometrical aspects.
• Respect of tolerance range evaluated as a cost.

30
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Feasibility of the IndexEDM millingWorkpiece: Titanium Electrode: Tungsten Carbide
EDM millingWorkpiece: Stainless SteelElectrode: Tungsten Carbide
0.00
0.50
1.00
1.50
2.00
2.50
[€]
S Energy S Environment S Dielectric S Wear S Performance
0.00
0.50
1.00
1.50
2.00
2.50
[€]
S Energy S Environment S Dielectric S Wear S Performance

31
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Feasibility of the Index
0
500
1000
1500
2000
2500
3000
3500
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Ti SS Ti SS Ti SS Ti SS Ti SS
Kerosene DemineralizedWater
Soybean Oil Air Oxygen
Tim
e [
s]
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Bra
ss
WC
Ti SS Ti SS Ti SS Ti SS Ti SS
Kerosene DemineralizedWater
Soybean Oil Air Oxygen
Ele
ctro
de W
ear
[mm
]
Why do you get such results?

32
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Soybean Oil – Titanium – Tungsten Carbide
Kerosene – Titanium – Tungsten Carbide Air – Titanium – Tungsten Carbide
Oxygen – Titanium – Tungsten Carbide
Feasibility of the Index

33
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 6
SUSTAINABLE INJECTION MOLDING

34
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable injection moulding
Minimization of injection pressure and part deflection.
Selection of gate location
Selection of thermoplastic
material
Help to reduce energy consumption and
manufacturing waste.

35
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable injection moulding
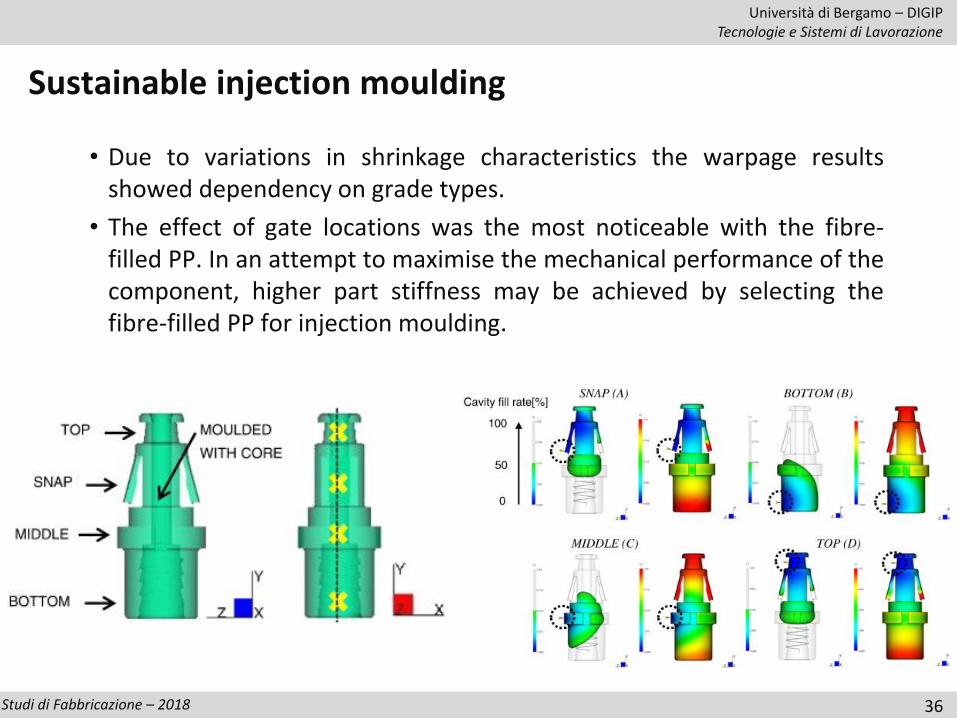
• Numerical analysis and simulations for mould filling considering 4 gatelocations.
• 3 materials were taken into account:
• PP Polypropylene;
• PS Polystyrene
• Fibre-filled PP.
36
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable injection moulding
• Due to variations in shrinkage characteristics the warpage resultsshowed dependency on grade types.
• The effect of gate locations was the most noticeable with the fibre-filled PP. In an attempt to maximise the mechanical performance of thecomponent, higher part stiffness may be achieved by selecting thefibre-filled PP for injection moulding.

37
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Sustainable injection moulding
• Lowest injection pressure was associated with the fibre-filled PP.
• Reduced injection pressure (and also pressure loss) were associatedwith the middle and TOP GATE locations.
• Final gate location should only be chosen after the relevant materialproperties (e.g. shrinkage characteristics, mechanical properties andviscosity) and melt flow direction have been taken into account.
• With the careful selection of materials and gate location, not only canthe mould design be optimised but the production waste and energycosts minimised as well, making a step towards sustainablemanufacturing.

38
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
CASE STUDY 7
DE-and REMANUFACTURING
39
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
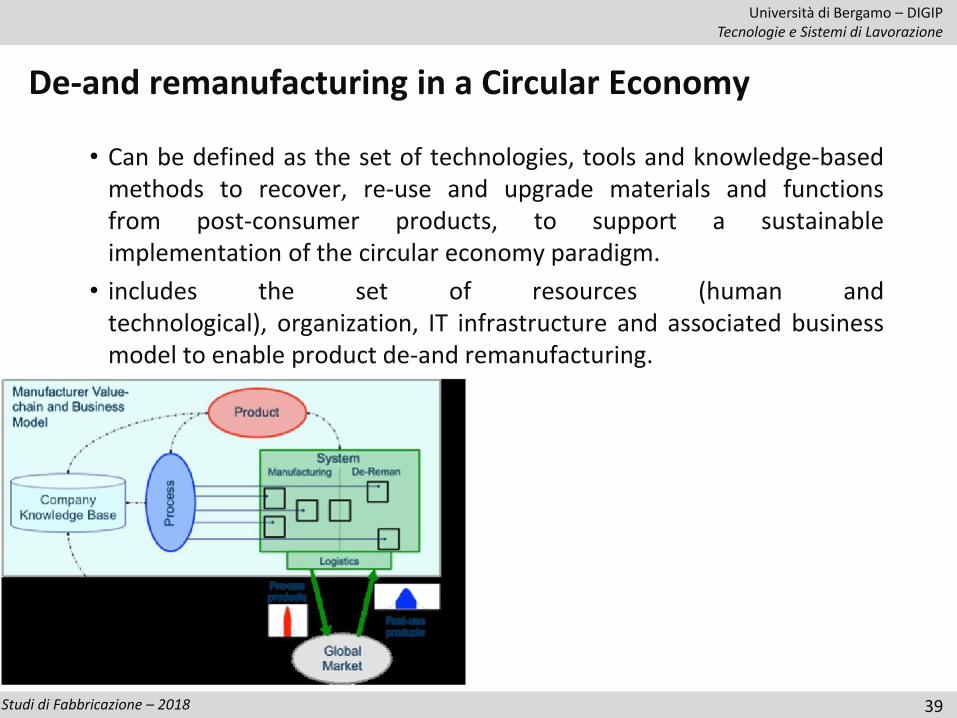
De-and remanufacturing in a Circular Economy
• Can be defined as the set of technologies, tools and knowledge-basedmethods to recover, re-use and upgrade materials and functionsfrom post-consumer products, to support a sustainableimplementation of the circular economy paradigm.
• includes the set of resources (human andtechnological), organization, IT infrastructure and associated businessmodel to enable product de-and remanufacturing.
40
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
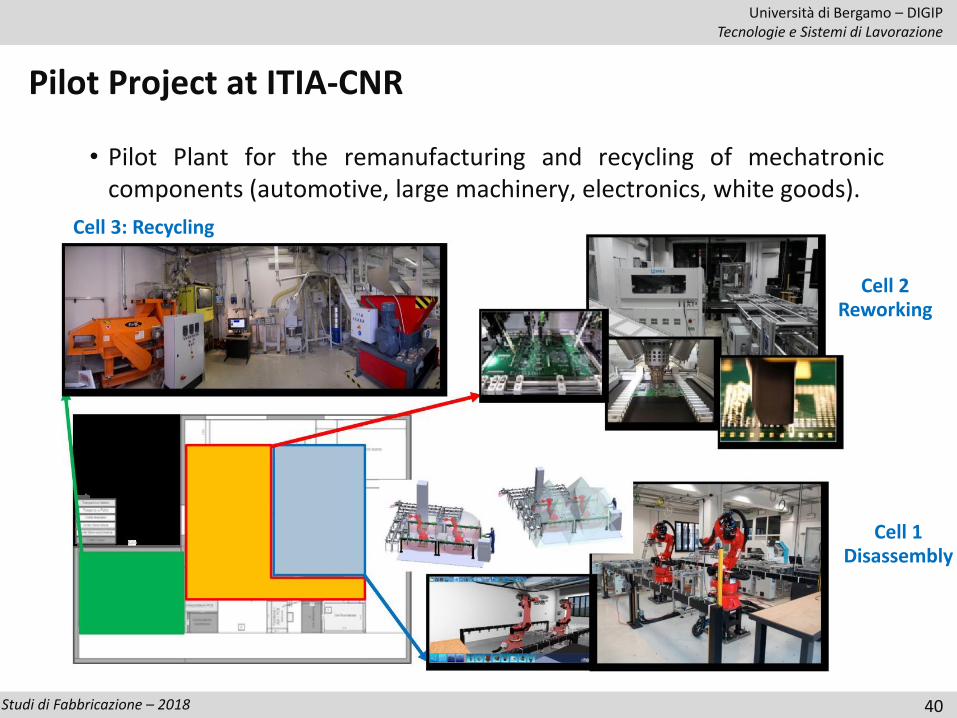
Pilot Project at ITIA-CNR
• Pilot Plant for the remanufacturing and recycling of mechatroniccomponents (automotive, large machinery, electronics, white goods).
Cell 3: Recycling
Cell 2 Reworking
Cell 1 Disassembly

41
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Cell 1: Robotic Disassembly
Challenges and limitations:
• High variability and uncertainty on the status of the product.
• High cost and rigidity of automated solutions (“Sony Minidisc”, “Fujisingle-use camera”).
Objective
• To disassemble the mechanical part from the electronic part ofthe mechatronic component by exploiting man-machine cooperation.
• To re-assemble the component after the treatment.

42
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Cell 2: Selective electronics disassembly and rework
Requirements
• Need to automatically treat heterogeneous PCBs and components.
• Strong requirements on cycle times.
Features
• Vision system, for X-Y automatic compensation.
• Force control in Z, to prevent damages on PCBs.
• Automatic tool change.
• Automatic pallet load/unload.
• Automatic flux and soldering paste dispenser.

43
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Cell 3: “Intelligent” Recycling Processes
Challenges
• Rigid processes, the process parameters remain unchangedindependently on the product properties. As a result, mechanicalprocesses are poorly adopted for complex products (e.g. PCBs).
Objectives
• To develop flexible mechanical recycling processes and systems for optimal pre-treatment of complex material mixtures.
Hyperspectral imaging to perform the on-line
classification of product conditions and mixtures.
In-line optimization of the process parameters
to adapt to the material characteristics.

44
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Demo-Case 1
• Thermal recycling of long fibers (glass and carbon) and re-use in high-tech, high-resistance applications.
• The input product will be EoL wind turbine and aerospace components
• The re-use of composites in automotive (aesthetical and structuralcomponents) and building will be demonstrated by applying controlledpyrolysis and custom remanufacturing.• use of a fraction (at least 20%) of
thermally recycled GF for structuralcomponents in automotive.
• use of a fraction (at least 20%) ofthermally recycled CF for structuralcomponents in automotive.
• use of a fraction (at least 30%) thermallyrecycled GF for the building industry(roofs).

45
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione – 2018
Demo-Case 2
• Inspection, repair and remanufacturing for EoL CFRP products in high-tech applications.
• Adaptive design and manufacturing criteria will be implemented to allow for a complete circular economy demonstration in the automotive sector.
• Design and remanufacturing of aCFRP chassis component (synergieswith use-case 2).
• Design and remanufacturing ofinner body car structure withrefurbished CFRP.







