
Recent Progress of CFB in China
Yang Hairui
Dept. of Thermal Engineering, Tsinghua Univ.
Dec. 06-07, 2016, Japan
73rd IEA-FBC ExCo Meeting

1: Update of CFB technology in China and the
challenges
2: the feasible solutions
1. SC/USC CFB boiler
2. Energy-saving CFB technology
3. Low emission technology
3: summary
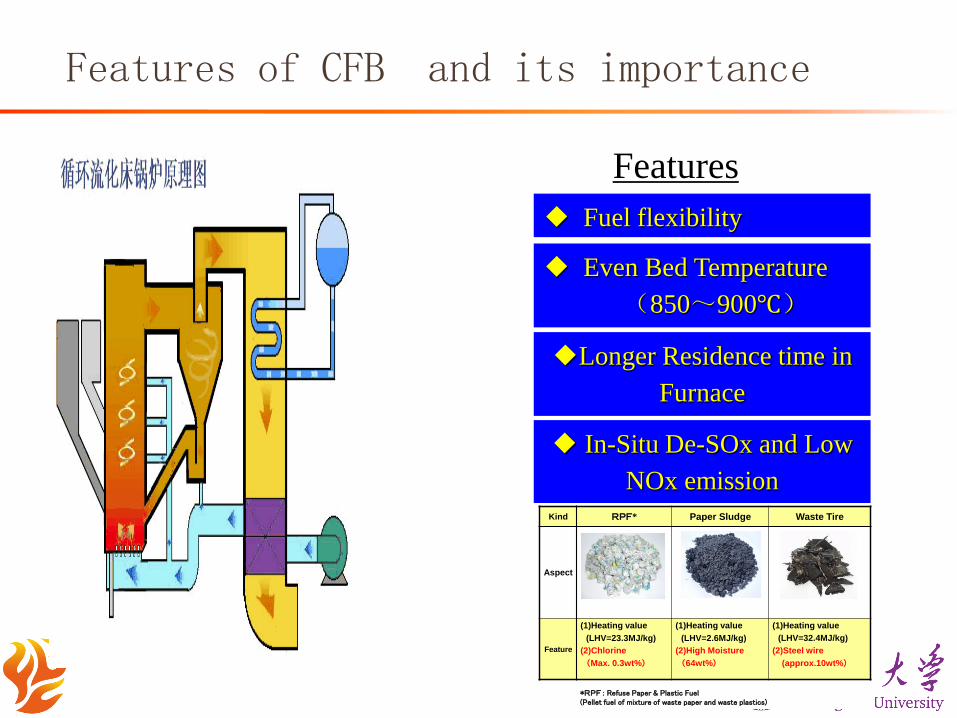
Features of CFB and its importance
◆Longer Residence time in
Furnace
◆ Even Bed Temperature
(850~900℃)
◆ Fuel flexibility
Features
◆ In-Situ De-SOx and Low
NOx emission
Kind RPF* Paper Sludge Waste Tire
Aspect
Feature
(1)Heating value
(LHV=23.3MJ/kg)
(2)Chlorine
(Max. 0.3wt%)
(1)Heating value
(LHV=2.6MJ/kg)
(2)High Moisture
(64wt%)
(1)Heating value
(LHV=32.4MJ/kg)
(2)Steel wire
(approx.10wt%)
*RPF : Refuse Paper & Plastic Fuel(Pellet fuel of mixture of waste paper and waste plastics)
2-1 Waste fuels

The progress of CFB in China
2013, total power generation 1247380 MW, while, 1850MW in
1949,more than 674 times increasing
CFB in power generation starts with 100MW in 1996, and SC
CFB in 2013.
Huangzhong, etal, 2015

Large scale CFB distribution map
Over 92 cities
own >100MW CFB
boilers,
total capacity
over 61675MW,
>350 units
In. M., Shanxi, Shandong, Guangdong
Huangzhong eral, 2015

History of CFB in China
35-75t/h,
75-130t/h
100MW-300MWe
SC 600MW
Heat and power Power Generation

New challenges for energy saving and low emission
To improve the competence of CFB boiler in electricity
market ( net coal consumption rate 310g/kWh.)
Higher combustion efficiency
lower auxiliary power consumption
higher availability
Emission control
lower emission : SO2 and NOx < 100mg/m3 (2011)
Ultra-low “50355”: NOx(50mg/m3 ), SO2(35mg/m3 ),
Dust( 5mg/m3 )

2 The possible solutions
1. Higher parameters and larger capacity CFB
Super/ ultra-super critical CFB boiler (660MW)
2. Low/ ultra-low emission technology

Solution 1
Higher parameters and larger
capacity

1955 1960 1965 1970 1975 1980 1985 1990 1995 2000
Mid temp. mid
pressure
450℃/3.82MPa
High pressure
540℃/9.8MPa
Super high pressure
reheat
540℃/13.7MPa
Sub-critical reheat
555℃/16.7MPa
SC pressure
540℃/23.7MPa Steam Parameters Increase
Te
mp
er
at
ur
e
Pr
es
su
re
Sub-critical reheat
540℃/17.5MPa
Year
GO LARGE – In steam parameters
2005
USC pressure
605℃/28MPa
SBWL
Remember: SC by IHI in 1970!

Advantages of combining SC/USC and CFB technology
50% lower than that of the PC boiler, the
highest mainly in the taped section
covered with anti erosion layer
The flow rate can be lower as 500-800
kg/m2·s, much lower than that of PC boiler
of >1800 kg/m2·s
Lower flow rate has the feature of nature
circulation for Benson straight tube, i.e.
flow rate increases with higher heat flux
The temperature deviations decreases
Smooth tube can be used rifled tube
smooth tube
The advantage of supercritical parameters with
CFB boiler

CFB combustion and supercritical steam cycle
30
35
40
45
50
5 10 15 20 25 30
Steam pressure MPa
Eff
icie
ncy
%
tem. 500oC
Efficiency VS steam parameters
Tem. 600oC
CFB with
subcritical
This
600MW
• High generation Efficiency
• SCCFB as a technical route 10th five year plan (continue):
solve the feasibility study
“863”:
solve the Technical scheme and key
parameter-heat flow density
11th five year plan:
key technology and project
2000 2010
10th year plan “11th five year
plan
863
• Develops at the same pace with
FW and independently

The largest 600MW SCFB boiler pass the 168h test
• 8am,2013-4-14,the 600MW SCCFB
boiler developed with TH technology
passed the 168h test
• Shenhua Baima
During 168h test

350MW SCFB boilers
Boiler company Order Operation
Dongfang Boiler 40 8
Shanghai Boiler 18 2
Harbin Boiler 14 0

Summary of the 350MW boiler operation
Boiler operation parameters meet the design value;
metal temperature deviation in water wall and partition wall
< 30 ℃(20℃), and the metal temperature is safety;
Operation bed pressure in the furnace is about 7~8kPa
NOx emission is lower than 300MW subcritical CFB boiler.
The reasons of this phenomenon
Bed temperature is lower;
The level of the secondary air is higher;

Problems in boiler operation
bed temperature deviation along lateral > 60 ℃;
Pressure drop of the air grid is not enough;
Inlet arrangement of primary air.
Tube damage of reheat surface
4 m width ;
Temperature deviation among tubes, >100℃ .

Flow regimes in ultrahigh riser
Key technologies
Key
points
for
SCCFB
boiler
Technical scheme
Basic researches facing application
Maldistributon among multi cyclones
Stability of ultra-large bed
Hydrodynamic of low mass flow
Dynamic model of boiler
SCFB simulator
Key auxiliaries
Basic and applied
basic research
combination of
theory and
Practice

Solution 2
Low emission technology

New emission standards (21st, Sept, 2011)
Emission limits of different pollutions
(mgm-3)
Pollutions Boiler limits
dust total 30
SO2 Newly build 100(200*)
Existing 200(400*)
NOx(base on NO2) total 100(200**)
Mercury and other total 0.03
*
Note: ** W flame
PC boiler and
existing CFB boiler,
the units under
construction before
1st , Jan. 2012
0
50
100
150
200
250
China USA JPN Euro
Emission, mg/Nm3
dust NOx SO2

Key factors on in-Situ Desulphurization
Furnace temperature
0
20
40
60
80
100
750 800 850 900 950
温度 /oC
脱硫
效率
/%

Key factors on in-Situ Desulphurization
Reactivity and size of limestone
d50 = 120~150μm (after fragment)
reactivity fragment attrition

Key points on in-Situ Desulphurization
Inject points location- avoiding the reducing zone
10 100 1000 10000
10
100
1000
800oC
900oC
CaO
CaS
SO
2 (
pp
mv
)
CO (ppmv)
CaSO4
feeding
return
Reducin
g zone

Optimization of the convey pipelines for limestone
23

Multi-Particle-Size In-Situ Desulphurization
The Advantages of Multi-Particle-Size In-Situ Desulphurization
1 Sufficient residence time
2 Uniform distribution of turbulent desulphurizer
3 Oxidizing atmosphere
1 2 3 4 5 6 7 8
0
5
10
15
20
25
30
石灰石粉 石灰石颗粒 脱硫效率
测试数据编号
石灰石投入量
(t/
h)
60
70
80
90
100
脱硫效率
(%
)
Test Data No.
Desu
lph
uri
za
tio
n E
ffic
ien
cy, %
Lim
esto
ne
Con
su
mp
tio
n, t/
h
Fine limestone powder
Coarse limestone particles
Desulphurization efficiency
1 10 100 10000
2
4
6
体积份额
(%
)
煅烧前 煅烧后
粒度 (m)Particle Size, μm
Volu
me P
erc
enta
ge,
%
Before calcination
After calcination

Low NOx emission feature of CFB boilers
0
200
400
600
800
1000
0 10 20 30 40 50 Volatile Dry ash free basis, Vdaf /%
NO
x
/mg
.Nm
3
CFB boiler
PC boiler
New standard
200mg/Nm3
For low volatile coals, anthracite, lean coal, coke, can meet the new emission standard with furnace
temperature <900oC

Strategies of De-NOx in CFB furnace
Low temperature operation
More heating surfaces in furnace
Higher Gs
Reconstruction of atmosphere
Ratio of P/S air
Location of secondary air points
80
100
120
140
160
180
200
220
240
860 880 900 920 940
NO
x浓度
(mg/
Nm
3 )
床温 (℃)
80 120 160 200 240 2800
2
4
6
8
距布
风板
高度
(m)
NOx (ppm)
二次风份额0.4
二次风份额0.2

Influence of bed inventory on De-NOx and De-SOx
Material size decreasing
Dense bed
combustion in dense bed
becomes more reducing
NOx SO2
In freeboard
more cluster formation, solids in
cluster tends more reducing.
NOx SO2
Utilization of limestone particles
increases due to high cyclone
efficiency SO2
.
Mass transfer
Heat transfer
Bubble phase
Emulsion
phase
Fuel particle(Mainly char)
Fuel particle(Mainly char)
Main stream
Cluster
Mass transfer
Heat transfer
Heatin
g su
rface

Field tests
Load plant Vdaf Tb /oC
Pressure drop of
dilute
/kPa
Nox
/mg∙m-3 Carbon /%
260 t/h Zibo, TG 16 870 1.5 27.2 2.50
560 t/h Liwen, TG 38 850 1.7 18.5 1.82
1000 t/h Guofeng, TG 24 890 1.6 59 2.82
Something new:
1:high efficiency cyclone (inlet, diameter, votex finder)
2:loopseal design
3:higher location of secondary air
4:air distributor and inlet layout
5:heating coefficient adjustment

The preconditions for low emission
1. Normal operation ! ! !
2. Avoiding the over temperature in furnace!
3. Reliable convey system of limestone
4. Optimal locations of limestone injecting points
5. Optimal SNCR system for load changing process
Under normal operation, optimizing the atmosphere and
combustion by adjusting primary/secondary air is
recommend to reduce the SO2 and NOx in furnace.

Technical measures to meet new standard
coals Low volatile <12% High volatile
Low S content
<1.5%
Furnace limestone injection
Furnace limestone injection + SNCR
High S content
Furnace limestone injection + FDA
Furnace limestone injection + SNCR+ Semi-dry FGD
or never used in CFB

Summary
1. CFB combustion technology has important role in power generation in China
2. SC/USC is the developing direction
3. Furnace temperature is the precondition for low emission.
4. Feeding coal size, cyclone efficiency and loopseal design are
key points for controlling furnace temperature.
5. The atmosphere adjustment is key to Nox emission.







