
IMF
New Sustainable Electrolytes for Metal New Sustainable Electrolytes for Metal Finishing and ElectropolishingFinishing and Electropolishing
(aerospace investment castings)
Karl S. Ryder
Scionix Laboratory,Department of Chemistry,
University of Leicester,Leicester, LE1 7RH,
UK
Who's who?
Spin-out set up to explore opportunities for commercialisation of IL technology
www.scionix.co.uk
www.leicester-ils.co.uk

Contents
• Electropolishing
• What is an ionic liquid
• Eutectic-based ionic liquids and how to make them
• Single-crystal investment castings
• Casting surface scale formation and removal
– Recrystallisation
– Heat treatment
• Closing remarks

Electropolishing
Electrochemical dissolution: ChCl / EG liquid High current efficiency Low toxicity No strong acids Comparable finish

Ionic liquids: definition
Ionic material that melts below 100 ºC
• Unusual solvent properties
• Very low / negligible vapour pressure - do not evaporate
• Most liquids thermally stable >200 ºC
• Immiscible with many organic solvents
• Some have wide potential windows
• Large and unsymmetrical ions -> low lattice energy and
hence low melting point

Historical perspective
1914 EtNH3+NO3
-
1980’s Pyridinium eutectic with AlCl3
researched for Al deposition and Al batteries
1990’s Prevalence of imidazolium based cations
2000’s Environmentally more benign ionic liquids

cation
anion
complexingagent
Organic cations with halide anions and various complexing agents to make an anionic complex
R1R2R3R4N+ [X-. z Y]
Type I Y = MClx, M = Zn, Sn, FeType II Y = MClx.yH2OType III Y = RZ, Z = CONH2, COOH, OH
Eutectic-based ionic liquids
• Lower cost• Easier to make• Less water sensitive• High metal solubility• Less registration requirements
HON+
CH3
CH3
CH3
Cl-
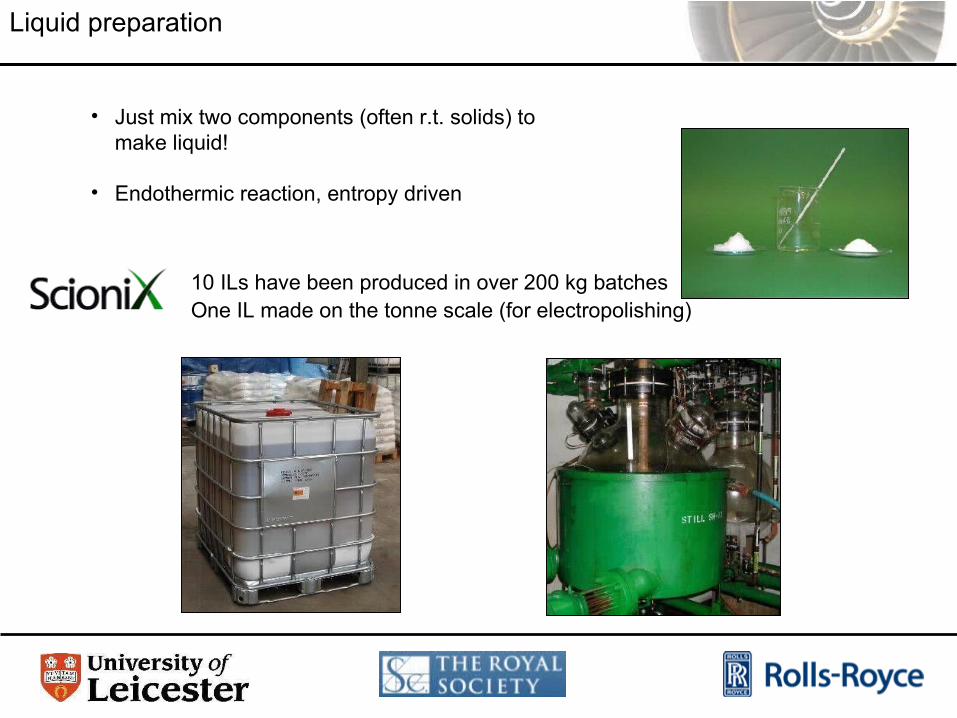
Liquid preparation
10 ILs have been produced in over 200 kg batches One IL made on the tonne scale (for electropolishing)
• Just mix two components (often r.t. solids) to make liquid!
• Endothermic reaction, entropy driven

Ionic Liquids Demonstrator facility (ILD)
Pilot plant Functional process line Pre treatment Process, 50 L IL Rinse
Works very well for 300 series stainless steels and high value performance alloys, Ni / Co, Ti etc.

Electropolishing
Better surface finish (market)Non-corrosive (social)Benign liquid – ChCl/glycol (social)Improved current efficiency (>80%) (economic)Less gas evolution (environmental)Metal recoverable (environmental)
SS or Ti / IrO2 Cathodes
Ti JigsStandard pump / tank fittingsLess gassingBetter current efficiency
Aerospace castings
Royal Society Industry Fellowship (KSR)Started July 2010:
• Explore electropolishing of superalloys with IL processes• Study composition of alloy • Determine etch rate• Explore removal of scale (effect on surface melting)
What is the problem?• Many high performance turbine parts cast as single crystal (strength)• Grain structure (lack of) must be established by rigorous analysis• Scale formation during casting prevents grain structure analysis• Scale cannot be removed mechanically because of RX

Aerospace castings
Royal Society Industry Fellowship (KSR)Started July 2010:
• Explore electropolishing of superalloys with IL processes• Study composition of alloy • Determine etch rate• Explore removal of scale (effect on surface melting)
What is the problem?• Many high performance turbine parts cast as single crystal (strength)• Grain structure (lack of) must be established by rigorous analysis• Scale formation during casting prevents grain structure analysis• Scale cannot be removed mechanically because of RX

Aerospace castings
Rolls-Royce Trent XWB
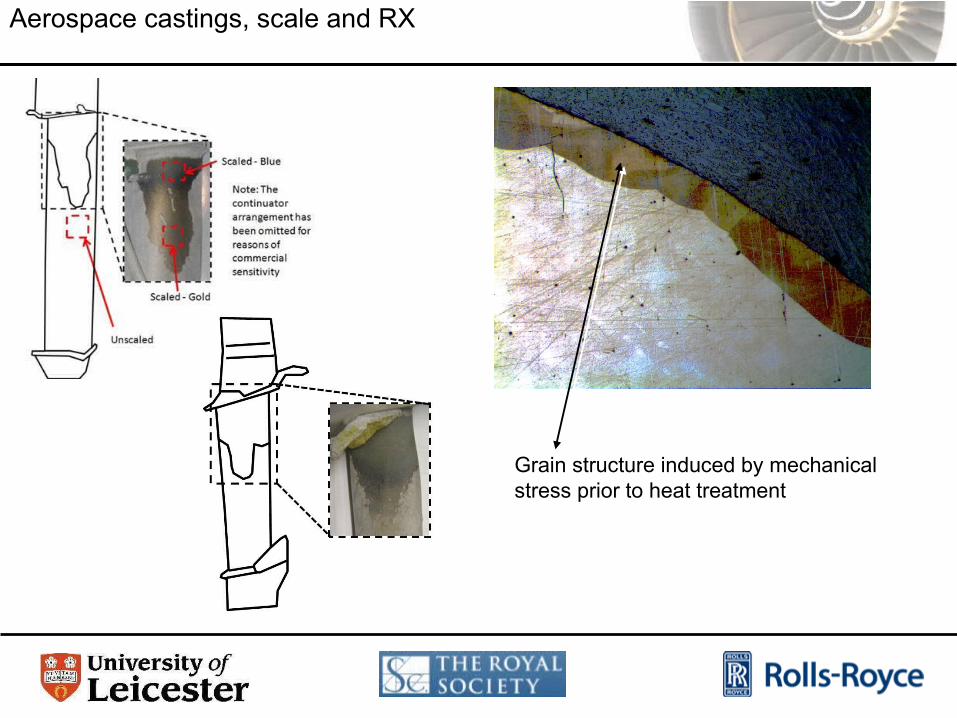
Aerospace castings, scale and RX
Grain structure induced by mechanical stress prior to heat treatment
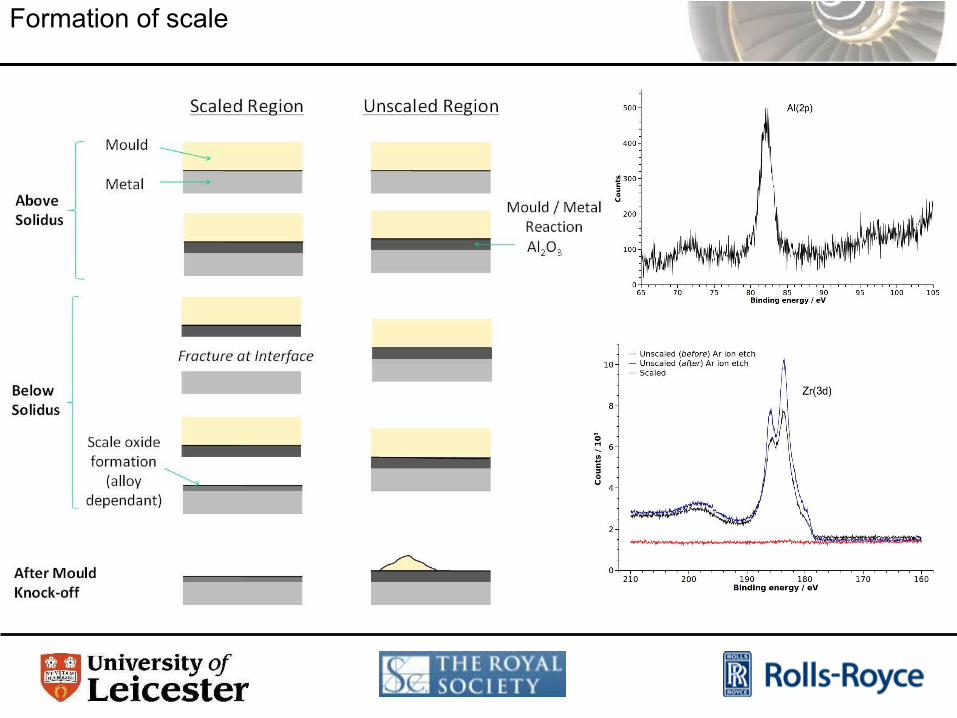
Formation of scale
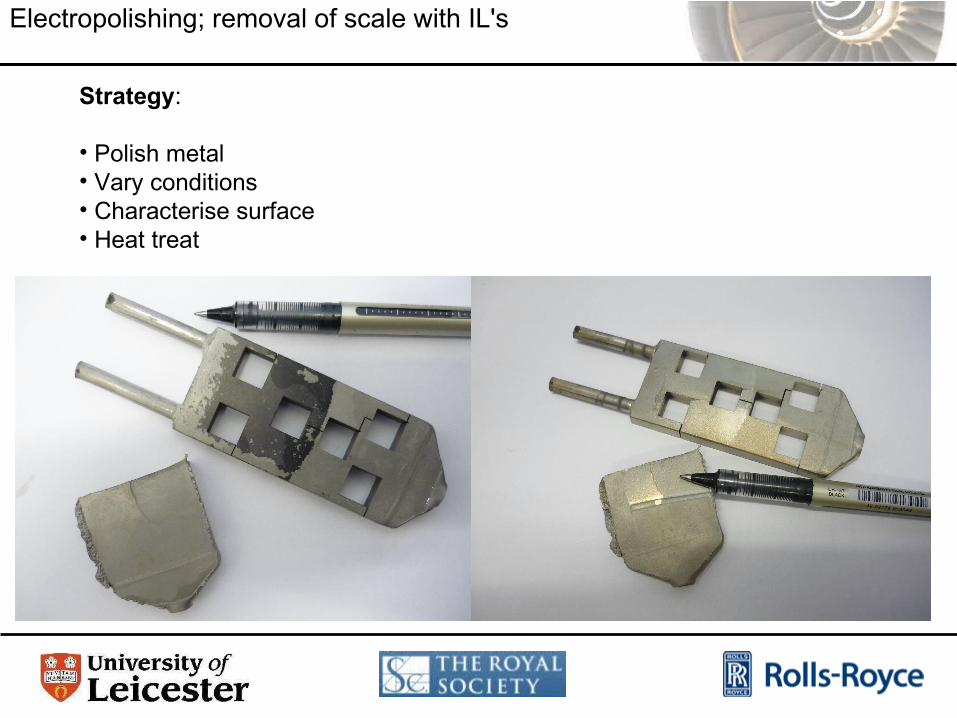
Electropolishing; removal of scale with IL's
Strategy:
• Polish metal• Vary conditions• Characterise surface• Heat treat
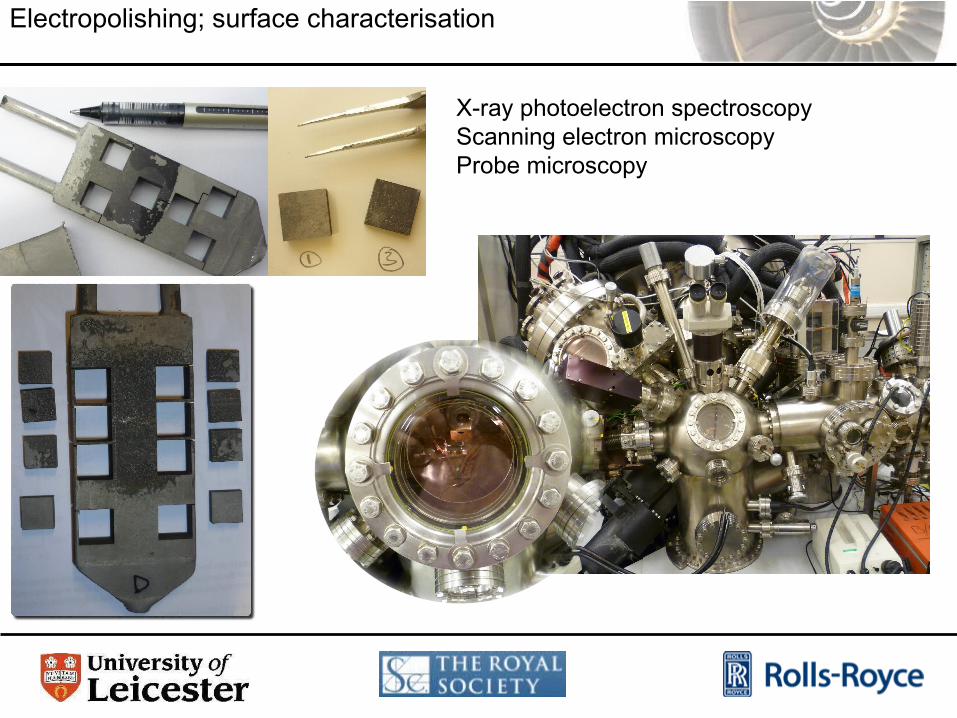
Electropolishing; surface characterisation
Ni(3p)
X-ray photoelectron spectroscopyScanning electron microscopyProbe microscopy

Electropolishing; surface characterisation
Electropolish
Sample 1 (pale)
Electrolytic polishing in IL removes virtually all residual shell.
First results suggest alloy composition is not effected by etch
Surface roughness greatly reduced
Ni(3p)

Electropolishing; surface characterisation
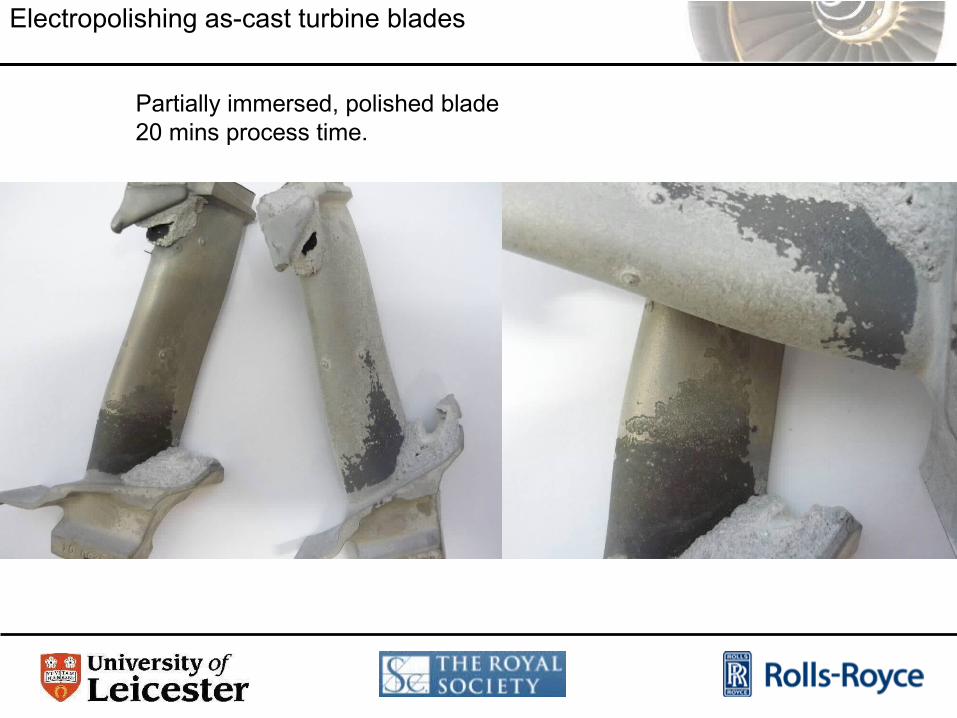
Electropolishing as-cast turbine blades
Partially immersed, polished blade 20 mins process time.
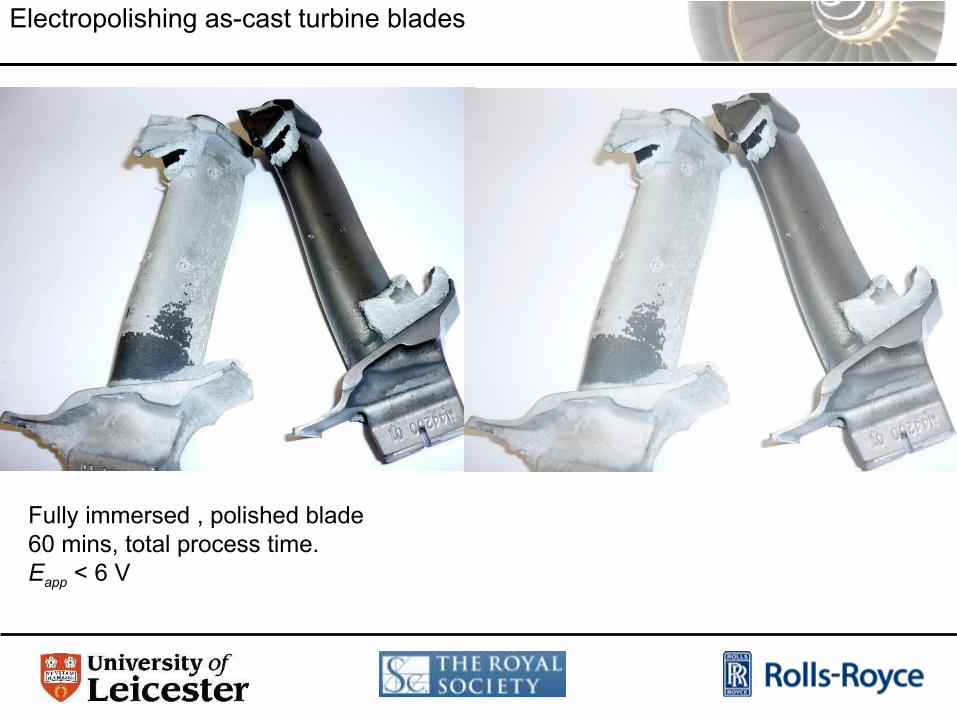
Fully immersed , polished blade 60 mins, total process time.Eapp < 6 V
Electropolishing as-cast turbine blades
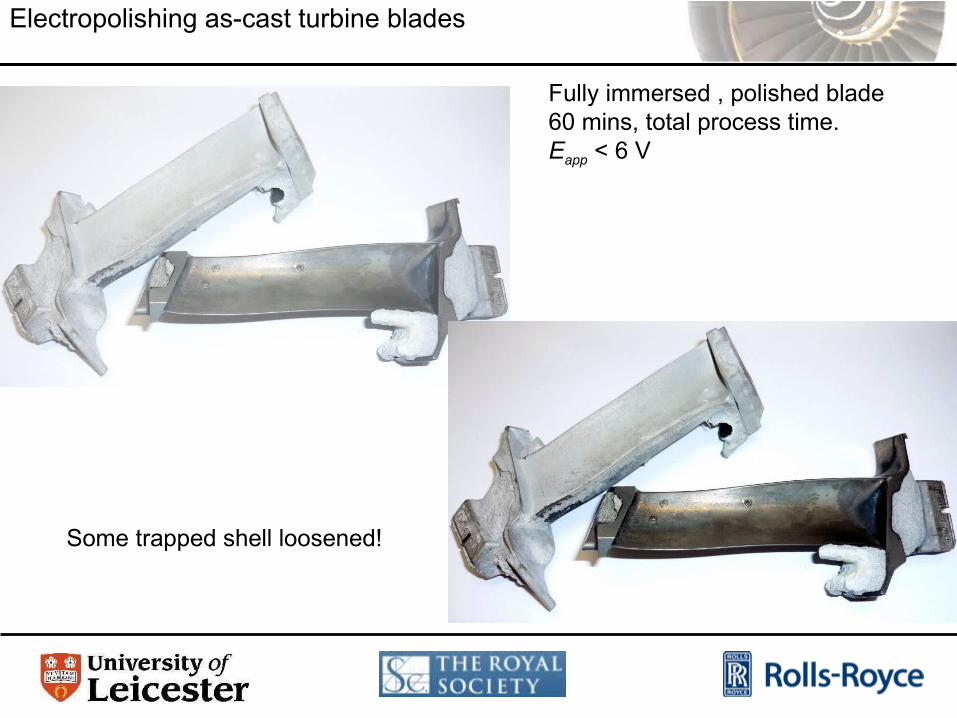
Fully immersed , polished blade60 mins, total process time.Eapp < 6 V
Some trapped shell loosened!
Electropolishing as-cast turbine blades
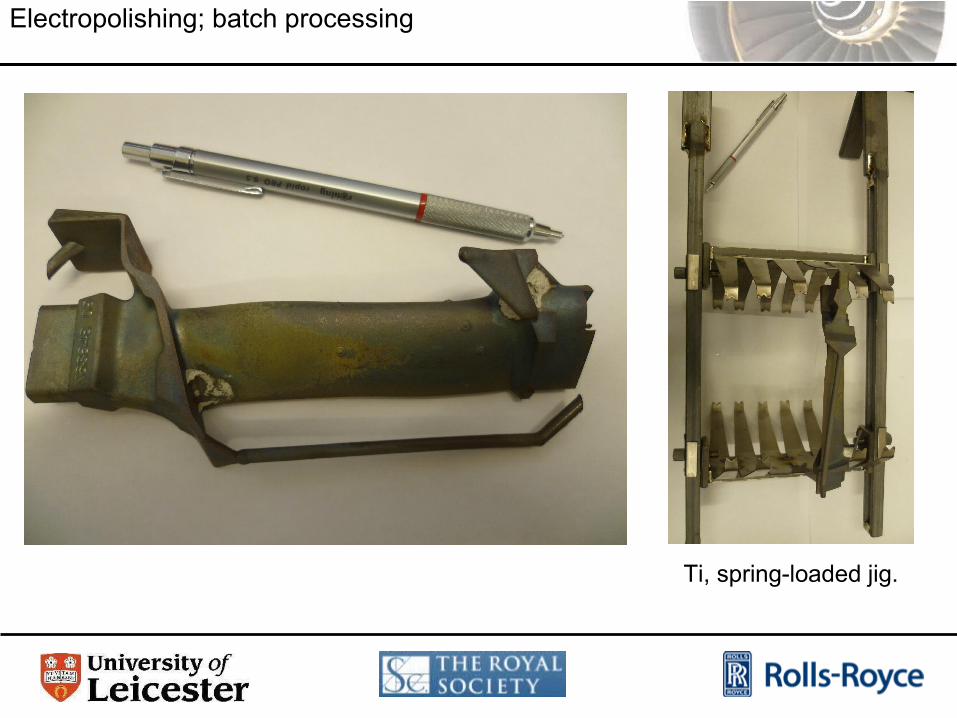
Electropolishing; batch processing
Ti, spring-loaded jig.

Electropolishing as-cast turbine blades
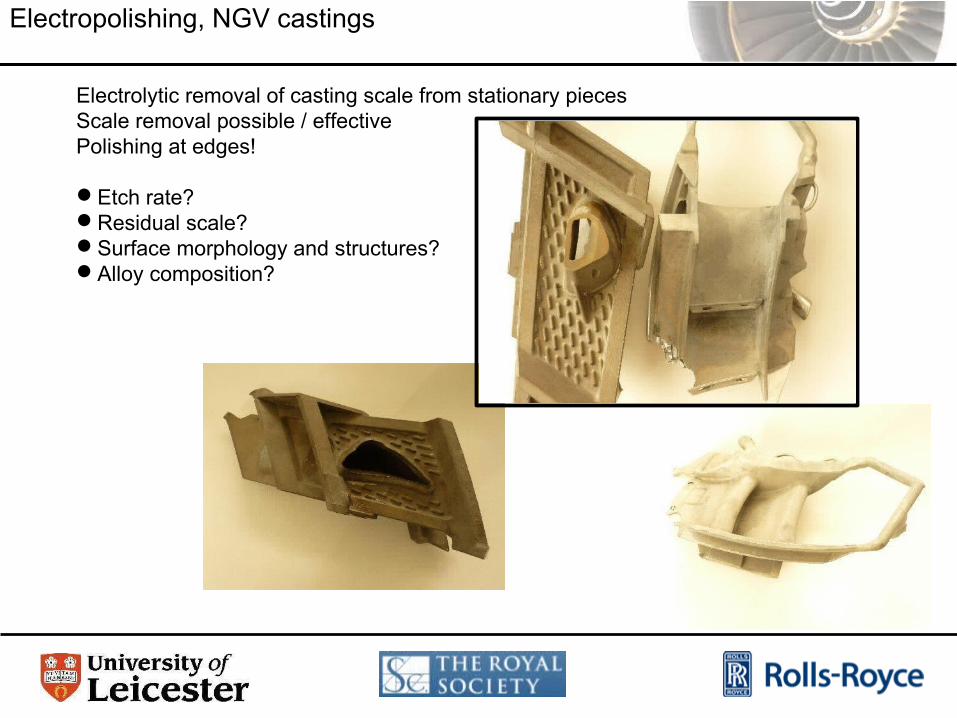
Electropolishing, NGV castings
Electrolytic removal of casting scale from stationary piecesScale removal possible / effectivePolishing at edges!
Etch rate?Residual scale?Surface morphology and structures?Alloy composition?

Electropolishing: IL life-cycle, recycling
Spent polishing liquid from the electropolishing process can be recycled and reused:
(a) Spent liquid(b) Equal volume of water added
SettlementFiltrationHeating (remove water)
(a) Recylced liquid
Conclusions
Electropolishing of superalloy turbine blades in DES type (choline
chloride based) ionic liquids:
• Effective in removing Ni-based surface scale • Effective in removing residual shell• Homogeneous dissolution of metal• Isotropic etching (semi-quantitative XPS)• Reducing surface roughness• Softening / loosening trapped shell
Visualising grain structure possible prior to heat treatment possible by
electrolytic etch. This has the potential to save process time and reduce
production costs.
Hard back, 338 pagesISBN-10: 3-527-31565-9
ISBN-13: 978-3-527-31565-9 Wiley-VCH, Weinheim







