Download - Laboratorijski postupci izradbe Monika Nemet

A S CActa Stomatol Croat, Vol. 37, br. 1, 2003. 85
Laboratorijski postupci izradbejednokomadnoga metalnogodljeva djelomiËne proteze
Saæetak
Jednokomadni lijevani metalni odljev sastavni je dio svake metalnedjelomiËne proteze. Njegova izradba zahtijeva preciznost i tehniËara istomatologa - od poËetne faze kada se joπ planira taj mobilni nado-mjestak, pa tijekom otiskivanja, izlijevanja sadrenoga modela, dublira-nja, modeliranja voπtanim strukturama, kivetiranja dubliranoga modela,zagrijavanja, æarenja i izlijevanja metalne konstrukcije, uklanjanja uljev-nih kanala, pjeskarenja, pa sve do zavrπnoga poliranja odljevka i nje-gova prilagoavanja na sadrenome modelu i u pacijentovim ustima.
U tehnoloπkim postupcima izradbe vaænu ulogu ima zahtjevna opre-ma: robustan i jak motor, paralelometar, termostatska posuda materijalaza dubliranje, pjeskara, ureaji za mehaniËko poliranje i elektropo-liranje, peÊ za æarenje i naposljetku posebno lijevalo na bazi induciranestruje.
KljuËne rijeËi: jednokomadni metalni odljev, dubliranje, kivetiranje,lijevanje, kobalt-krom-molibden slitina.
Dubravka KnezoviÊ-ZlatariÊMonika NemetIvo BauËiÊ
Zavod za stomatoloπkuprotetiku Stomatoloπkogfakulteta SveuËiliπta u Zagrebu
Acta Stomat Croat2003; 85-94
PREGLEDNI RADPrimljeno: 11. travnja 2002.
Adresa za dopisivanje:
Dr. sc. dr. D. KnezoviÊ--ZlatariÊZavod za stomatoloπkuprotetikuStomatoloπki fakultetGunduliÊeva 5, 10000 Zagreb
Uvod
U postupku izradbe metalne djelomiËne protezevrlo je vaæna izradba jednokomadnoga metalnog od-ljeva kao vaænoga sastavnog dijela buduÊe djelo-miËne proteze.
Metoda jednokomadnog odljeva temelji se naizradbi metalnoga kostura zajedno sa svim potreb-nim elementima koji se izlijevaju iz jednoga komada(1).
Potrebno je istaknuti kako mnogo veÊa otpornostmetala na lom u usporedbi s akrilatom omoguÊujeizraditi reducirane oblike baze djelomiËne proteze,πto uvelike pridonosi boljoj i bræoj prilagodbi paci-jenta na nove uvijete u usnoj πupljini.
Postupak izradbe jednokomadnog odljeva jesljedeÊi:
Planiranje buduÊega protetskog rada
Poπto se izradi funkcijski otisak potrebno je izlitisadreni radni model iz tvrde sadre.
Neposredno prije poËetka izradbe jednokomad-nog odljeva potrebno je da stomatolog isplanira po-loæaj i veliËinu buduÊe protezne baze, sedala te svihsastavnih elemenata za retenciju, stabilizaciju i ra-vnomjeran prijenos optereÊenja djelomiËne proteze(2-7).
Na temelju isplaniranoga buduÊeg rada tehniËarpoËinje izraivati jednokomadni odljev (8-10).

A S C Acta Stomatol Croat, Vol. 37, br. 1, 2003.86
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
Dubliranje izvornoga sadrenog modela
Neposredno prije dubliranja potrebno je izvornisadreni model od tvrde sadre pripremiti za dubliranjezatvaranjem meziodistalnih i lingvalnih potkopanihpredjela koji nisu predvieni za retenciju voskom uzuporabu paralelometra kojim se istodobno odreujeprotetski ekvator te smjer uvoenja buduÊe proteze(11, 12). Takoer se na leæiπte buduÊih sedala dje-lomiËne proteze postavi tanak sloj voska (debelogod 0,4 do 0,7 mm, ovisno o poloæaju sedla) koji Êese u kasnijem tijeku izradbe zamijeniti akrilatom tena spomenuti naËin omoguÊiti mehaniËku svezuakrilata i metalne konstrukcije (Slika 1, 2).
Materijali za dubliranje modela
Materijali za dubliranje modela su elastiËni ma-terijali za otiske prilagoeni toj namjeni. Mogu bitiireverzibilni i reverzibilni (11, 12).
Ireverzibilni materijali za dubliranje modela ug-lavnom su na bazi alginata, silikona ili polietera.Njihova se uporaba ne isplati jer se tijekom procesadubliranja troπe velike koliËine tih materijala.
Znatno prihvatljiviji i dovoljno precizni materijaliza dubliranje modela jesu na bazi reverzibilnih hi-drokoloida kojih je aktivan sastojak agar. Ti su ma-
Slika 1. Gornji izvorni sadreni model pripremljen zadubliranje
Figure 1. Original maxillary stone cast prepared forduplicating
Slika 2. Donji izvorni sadreni model pripremljen zadubliranje
Figure 2. Original mandibular stone cast prepared forduplicating
Slika 3. Kiveta s izvornim sadrenim modelomFigure 3. Flask with the original stone cast
Za vrijeme izradbe metalne konstrukcije potreb-no je imati dva istovjetna modela, to jest treba na-praviti duplikat izvornoga sadrenog modela. Najpo-uzdaniji naËin da se dobije duplikat modela jest uzetiotisak izvornika. Tako se dobiju dva istovjetna mo-dela od kojih prvi (izvorni) sadreni model sluæi zaizradbu djelomiËne proteze te za dobivanje drugogamodela od materijala za ulaganje na kojem se mo-delira i izlijeva metalni jednokomadni odljev (11,12).
Pripremljeni izvorni sadreni model postavlja seu kivetu (Slika 3).

A S CActa Stomatol Croat, Vol. 37, br. 1, 2003. 87
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
Slika 6. Kiveta nakon πto se materijal za dubliranjestvrdnuo
Figure 6. Flask after hardening of the duplication material
Slika 4. Ureaj za grijanje mase za dubliranjeFigure 4. Device for heating the duplication material
Slika 5. Ulijevanje ugrijane mase za dubliranje u kivetuFigure 5. Pouring of the heated duplication material into the
flask
terijali vrlo ekonomiËni jer se mogu upotrijebiti ne-koliko puta. Osim reverzibilnih hidrokoloida potreb-no je imati i ureaj za grijanje materijala za dubli-ranje modela u kojem se materijal rastapa (na tempe-raturi do 90°C), hladi do temperature od 40 do 50°Cte odræava potrebna temperatura na kojoj je materijalu gel-stanju (Slika 4). Na ureaju je otvor iz kojegase materijal ulijeva u kivetu za dubliranje modela(Slika 5). Dijelovi materijala za dubliranje se nakonstvrdnjavanja i odvajanja od modela ispiru u hladnojvodi te se mogu ponovno upotrijebiti u ureaju (11,12).
Postupak izradbe duplikata izvornoga sadre-nog modela od uloænoga materijala
Poπto se materijal za dubliranje stvrdne, izvornioriginalni sadreni model se iz kivete ukloni (Slika6), a u materijalu za dubliranje ostane negativ mo-dela (Slika 7) (11, 12).
Zatim se postavi plastiËni konus za buduÊi lijevnikanal na donjemu modelu (Slika 8) te se negativ
modela ispuni materijalom za ulaganje (mijeπanomu vakuum mijeπalici) od kojega se izrauje duplikatizvornoga sadrenog modela (Slika 9, 10). Viπak zra-ka iz materijala za ulaganje uklanja se u ureajuWiropress pod tlakom (Slika 11) (11).

A S C Acta Stomatol Croat, Vol. 37, br. 1, 2003.88
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
model zagrije, potopi se u tekuÊinu kojom povrπinamodela oËvrsne i postane glatka. Razlog je tomupostupku vrlo krhka i porozna povrπina modela oduloænoga materijala (11).
Modeliranje buduÊe metalne konstrukcije iz voska
Na dobivenu duplikatu modela izraenog iz ma-terijala za ulaganje s pomoÊu konfekcijskih se voπ-tanih elemenata slaæu i modeliraju sastavnice buduÊemetalne konstrukcije; baza, sedla, sredstva za reten-ciju, stabilizaciju i ravnomjeran prijenos optereÊenjadjelomiËne proteze (Slika 12).
Na træiπtu postoje veÊ oblikovani razni konfek-cijski voπtani elementi (Slika 13). Danas postoje isamoljepivi plastiËni konstrucijski elementi.
Slika 7. Negativ izvornoga sadrenog modelaFigure 7. Negative of the original stone cast
Slika 8. PlastiËni konus u kiveti na donjem modeluFigure 8. Plastic cone in the flask on the mandibular cast
Slika 9. Ulijevanje materijala za ulaganje u kivetuFigure 9. Pouring of the investment material into the flask
Slika 10. Kiveta s materijalom za ulaganjeFigure 10. Flask with the investment material
Slika 11. Wiropress ureajFigure 11. Wiropress device
Nakon pribliæno 30 minuta model se od uloænogmaterijala odvoji od materijala za dubliranje i staviu peÊ 20 minuta na temperaturu od 250°C. Kada se

A S CActa Stomatol Croat, Vol. 37, br. 1, 2003. 89
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
Nakon precizno izmodelirane voπtane konstruk-cije (Slika 14, 15) na voπtane se dijelove (na najdeb-lje dijelove) postavljaju voπtani kanali za lijevanjedebljine od 3,5 do 4 mm (Slika 16, 17).
Kivetiranje dubliranoga modela s voπtanomkonstrukcijom i lijevnim kanalima
Modeli se zatim uloæe u kivetu (kiveta treba bitibarem 6 do 8 mm πira od modela) (Slika 18) te ob-loæe materijalom za ulaganje koji sluæi za izradbukalupa u koji se poslije ulije rastaljena slitina (Slika19) (11, 12).
Materijal za ulaganje mijeπa se u odreenom od-nosu s vodom ili izvornom tekuÊinom dok se ne
Slika 13. RazliËiti oblici voska za modelacijuFigure 13. Various forms of modelling wax
Slika 14. Gornji dublirani model s voπtanom konstrukcijomFigure 14. Duplicated maxillary cast with a wax pattern
Slika 15. Donji dublirani model s voπtanom konstrukcijomFigure 15. Duplicated mandibular cast with a wax pattern
Slika 16. Postavljanje lijevnih kanala na gornji dubliranimodel
Figure 16. Placement of sprues on the duplicated maxillarycast
Slika 12. Izvorni i dublirani model gornje djelomiËnobezube Ëeljusti
Figure 12. Original and duplicated cast of a partiallyedentulous maxillary jaw

A S C Acta Stomatol Croat, Vol. 37, br. 1, 2003.90
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
Slika 17. Postavljanje lijevnih kanala na donji dubliranimodel
Figure 17. Placement of sprues on the duplicatedmandibular cast
Slika 18. Postavljanje dubliranoga modela u kivetuFigure 18. Placement of the duplicated cast in the flask
Slika 19. Kiveta nakon πto se ulio materijal za ulaganjeFigure 19. Flask after pouring the investment material
Slika 20. Kivete u peÊi za æarenjeFigure 20. Flasks in the glowing furnace
dobije kaπasta masa (u vakuum mijeπalici), a zatimse ona ulije u kivetu.
Poπto se materijal stvrdne (nakon 40 minuta),kiveta se stavi u hladnu peÊ i grije do temperatureod 250°C 30 do 60 minuta kako bi iscurio vosak, au πupljinu se u kojoj je bio vosak nakon æarenja ki-vete ulije rastaljena slitina. Na taj naËin nastane jed-nokomadni metalni odljev (Slika 20).
Potrebno je istaknuti kako je prigodom izboramaterijala za ulaganje (ovisno o njegovu sastavu)
vaæno da termiËka ekspanzija materijala prati kon-trakciju slitine (koeficijenti ekspanzije i kontrakcijematerijala) kako bi odljev nakon lijevanja bio πtotoËniji i precizno slijegao uz izvorni sadreni modeljer je to ujedno jamstvo da Êe isto tako slijegati i upacijentovim ustima (11, 12).
Lijevanje jednokomadnoga metalnog odljevadjelomiËne proteze i opis lijevala
Lijevanje je vrlo vaæna faza koja u uæem smisluujedinjuje dva postupka - proces taljenja slitine iza

A S CActa Stomatol Croat, Vol. 37, br. 1, 2003. 91
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
Slika 21. Ureaj za inducirano taljenje i lijevanjejednokomadnoga metalnog odljeva s pomoÊucentrifugalne sile
Figure 21. Device for induced melting and fabrication ofmetal partial denture frameworks by means ofcentrifugal force
Ëega se njome ispuni slobodan prostor u uæarenomematerijalu za ulaganje.
Taljenje je proces koji agregatno stanje slitinemijenja iz krutog u tekuÊe. Ono se obavlja uz pomoÊelektriËne energije. Temperatura zagrijavanja trebadostiÊi toËku likvidusa intervala taljenja upotreblja-vane zubne slitine. To se najbolje postiæe u urea-jima za lijevanje - lijevalima s induciranom visoko-frekventnom strujom. Lijevalo ima srediπnje postav-ljen spiralni namot bakrene cijevi, kroz koji teËevoda za hlaenje, a zapravo tvori primarni svitaktransformatora. Unutar primarne bakrene uvojnicestavi se keramiËka posuda s koliËinom slitine dovolj-nom za izlijevanje buduÊeg objekta. Slitina unutarneutralne keramiËke posude tvori sekundarni svitaktransformatora. Kada se preko srediπnjega genera-tora struje na ureaju dovede u bakreni namot strujavrlo velike frekvencije (i iznad 10000 Hz), ona unu-tar razmjerno velikih tvorniËki pripravljenih uzorakaslitine izazove induciranu struju niskoga napona, aliiznimne jakosti (nekoliko stotina ampera), koja vrlobrzo najprije zagrije a zatim rastali slitinu.
BuduÊi da se elektriËna struja moæe induciratisamo u kovinama, posuda u kojoj se slitina tali morabiti iz nemetala (keramika, grafit). Slitina se u kera-miËkoj posudi vrlo brzo zagrijava i kada postignetemperaturu svog likvidusa tali (u trajanju od neko-liko desetaka sekundi). Tada se u keramiËkoj posudiiznad rastaljene slitine stvori oblaËak isparenih sas-tavnica, koji ju πtiti od oksida za koje je rastaljenaslitina lako prijemljiva.
Vanjska cjevasta bakrena navojnica treba se hla-diti vodom jer se jako zagrije od vrtloænih struja alii od utjecaja vruÊine rastaljene slitine. Za sam postu-pak lijevanja potrebno je da kiveta u peÊi za æarenjedostigne usijanje svijetlo crvene boje na temperaturiod oko 1000°C (od 1000 do 1050°C ovisno o proi-zvoaËu) (Slika 20). Na toj temperaturi kiveta trebau peÊi za æarenje ostati od 45 do Ëak 60 minuta kakobi se ta temperatura postignula u svim dijelovimakivete.
Tada zapoËinje sam postupak lijevanja tako dase u keramiËku posudu stave pripravci izvorne zubneslitine, a uæarena se kiveta s pomoÊu hvataljki na-mjesti u leæiπte posebnoga nosaËa s lijevnim konu-som okrenutim prema keramiËkoj posudi sa slitinom(Slika 21). Poklopac ureaja se zatvori, ukljuËi seprogram taljenja slitine i kada je ona rastaljena u
kruæenju posude sa uæarenom i rastaljenom slitinomi uæarene kivete pokrene se stvaranje podtlaka od -0,5 bara. Tada se aktivira rotiranje keramiËke po-sude s rastaljenom slitinom i uæarene kivete da bi ses pomoÊu centrifugalne sile slitina ulila u prazanprostor kivete (11, 12). Tim se naËinom taljenja ilijevanja moæe sigurno, brzo i precizno vremenuizliti mnogo odljevaka homogene i glatke povrπinebez vidljivih makroskopskih i mikroskopskih pora.Postoje lijevala koja umjesto rotiranja i centrifugalnesile imaju dodatni pritisak za utiskivanje taline uuæarenu kivetu.
Vrste slitina za izradbu metalnoga jednokomadnog odljeva
Slitina od koje se izrauju metalne djelomiËneproteze sastoji se najveÊim dijelom od kobalta (62--65%), kroma (23-31%) i molibdena (4,5-5,5%).Kobalt u slitini pridonosi dobrim mehaniËkim oso-binama te smanjuje njezin viskozitet, krom joj pri-donosi kemijskoj stabilnosti i njezinoj postojanostiu ustima, a molibden joj povoljno utjeËe na kemijskustabilnost, poveÊava njezinu elastiËnost te veæe nasebe viπak nesagorjela ugljika (poveÊava krtost sli-tine) stvarajuÊi pritom molibden-karbid (Mo6C) (13--16).
U novije vrijeme metalni jenokomadni odljeviizrauju se i od titana (17).
A S C Acta Stomatol Croat, Vol. 37, br. 1, 2003.92
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
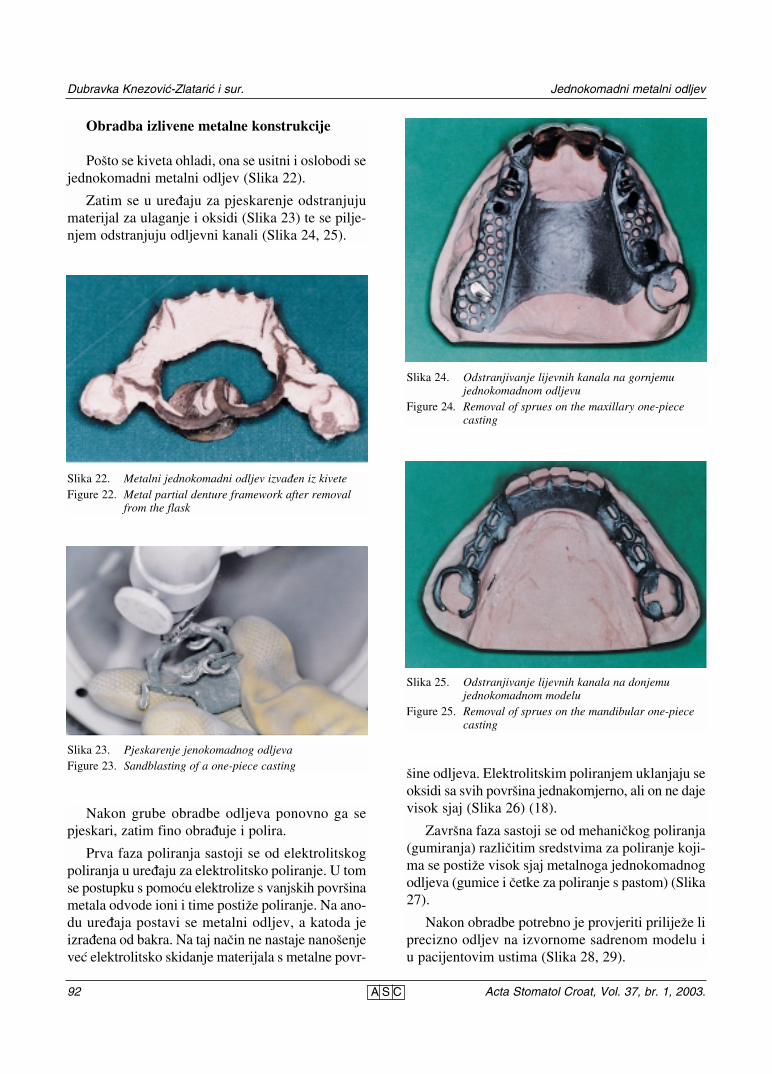
Obradba izlivene metalne konstrukcije
Poπto se kiveta ohladi, ona se usitni i oslobodi sejednokomadni metalni odljev (Slika 22).
Zatim se u ureaju za pjeskarenje odstranjujumaterijal za ulaganje i oksidi (Slika 23) te se pilje-njem odstranjuju odljevni kanali (Slika 24, 25).
Slika 22. Metalni jednokomadni odljev izvaen iz kiveteFigure 22. Metal partial denture framework after removal
from the flask
Slika 23. Pjeskarenje jenokomadnog odljevaFigure 23. Sandblasting of a one-piece casting
Slika 24. Odstranjivanje lijevnih kanala na gornjemujednokomadnom odljevu
Figure 24. Removal of sprues on the maxillary one-piececasting
Slika 25. Odstranjivanje lijevnih kanala na donjemujednokomadnom modelu
Figure 25. Removal of sprues on the mandibular one-piececasting
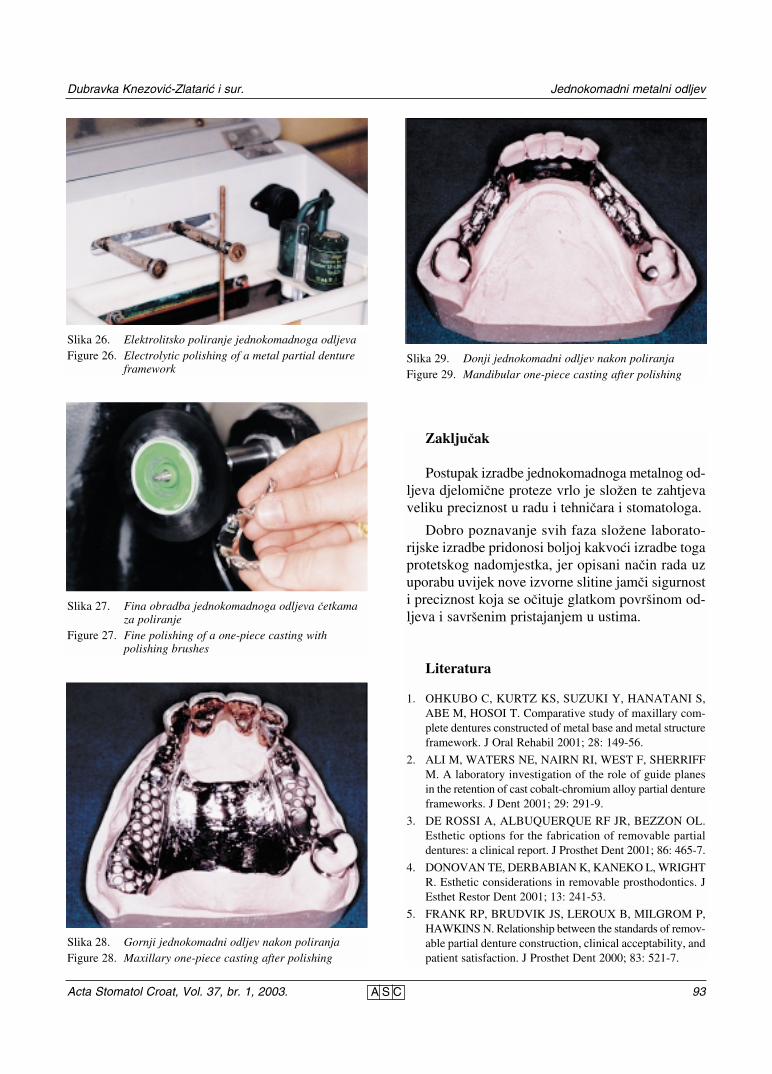
Nakon grube obradbe odljeva ponovno ga sepjeskari, zatim fino obrauje i polira.
Prva faza poliranja sastoji se od elektrolitskogpoliranja u ureaju za elektrolitsko poliranje. U tomse postupku s pomoÊu elektrolize s vanjskih povrπinametala odvode ioni i time postiæe poliranje. Na ano-du ureaja postavi se metalni odljev, a katoda jeizraena od bakra. Na taj naËin ne nastaje nanoπenjeveÊ elektrolitsko skidanje materijala s metalne povr-
πine odljeva. Elektrolitskim poliranjem uklanjaju seoksidi sa svih povrπina jednakomjerno, ali on ne dajevisok sjaj (Slika 26) (18).
Zavrπna faza sastoji se od mehaniËkog poliranja(gumiranja) razliËitim sredstvima za poliranje koji-ma se postiæe visok sjaj metalnoga jednokomadnogodljeva (gumice i Ëetke za poliranje s pastom) (Slika27).
Nakon obradbe potrebno je provjeriti prilijeæe liprecizno odljev na izvornome sadrenom modelu iu pacijentovim ustima (Slika 28, 29).
A S CActa Stomatol Croat, Vol. 37, br. 1, 2003. 93
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
Slika 26. Elektrolitsko poliranje jednokomadnoga odljevaFigure 26. Electrolytic polishing of a metal partial denture
frameworkSlika 29. Donji jednokomadni odljev nakon poliranjaFigure 29. Mandibular one-piece casting after polishing
Slika 27. Fina obradba jednokomadnoga odljeva Ëetkamaza poliranje
Figure 27. Fine polishing of a one-piece casting withpolishing brushes
Slika 28. Gornji jednokomadni odljev nakon poliranjaFigure 28. Maxillary one-piece casting after polishing
ZakljuËak
Postupak izradbe jednokomadnoga metalnog od-ljeva djelomiËne proteze vrlo je sloæen te zahtjevaveliku preciznost u radu i tehniËara i stomatologa.
Dobro poznavanje svih faza sloæene laborato-rijske izradbe pridonosi boljoj kakvoÊi izradbe togaprotetskog nadomjestka, jer opisani naËin rada uzuporabu uvijek nove izvorne slitine jamËi sigurnosti preciznost koja se oËituje glatkom povrπinom od-ljeva i savrπenim pristajanjem u ustima.
Literatura
1. OHKUBO C, KURTZ KS, SUZUKI Y, HANATANI S,ABE M, HOSOI T. Comparative study of maxillary com-plete dentures constructed of metal base and metal structureframework. J Oral Rehabil 2001; 28: 149-56.
2. ALI M, WATERS NE, NAIRN RI, WEST F, SHERRIFFM. A laboratory investigation of the role of guide planesin the retention of cast cobalt-chromium alloy partial dentureframeworks. J Dent 2001; 29: 291-9.
3. DE ROSSI A, ALBUQUERQUE RF JR, BEZZON OL.Esthetic options for the fabrication of removable partialdentures: a clinical report. J Prosthet Dent 2001; 86: 465-7.
4. DONOVAN TE, DERBABIAN K, KANEKO L, WRIGHTR. Esthetic considerations in removable prosthodontics. JEsthet Restor Dent 2001; 13: 241-53.
5. FRANK RP, BRUDVIK JS, LEROUX B, MILGROM P,HAWKINS N. Relationship between the standards of remov-able partial denture construction, clinical acceptability, andpatient satisfaction. J Prosthet Dent 2000; 83: 521-7.

A S C Acta Stomatol Croat, Vol. 37, br. 1, 2003.94
Dubravka KnezoviÊ-ZlatariÊ i sur. Jednokomadni metalni odljev
6. YEUNG AL, LO EC, CHOW TW, CLARK RK. Oral healthstatus of patients 5-6 years after placement of cobalt-chromi-um removable partial dentures. J Oral Rehabi. 2000; 27:183-9.
7. DAVENPORT JC, BASKER RM, HEATH JR, RAPH JP.Color atlas of removable partial dentures. Mosby-Wolfe1994.
8. RUDD RW, RUDD KD. A review of 243 errors possibleduring the fabrication of a removable partial denture: partIII. J Prosthet Dent 2001; 86: 277-88.
9. RUDD RW, RUDD KD. A review of 243 errors possibleduring the fabrication of a removable partial denture: partII. J Prosthet Dent 2001; 86: 262-76.
10. RUDD RW, RUDD KD. A review of 243 errors possibleduring the fabrication of a removable partial denture: partI. J Prosthet Dent 2001; 86: 251-61.
11. MCGIVNEY GP, CARR AB. McCracken’s removable par-tial prosthodontics; 10. izdanje, Mosby 2000.
12. SUVIN M. DjelomiËna proteza. Zagreb: ©kolska knjiga1991.
13. SCHNEIDER R. Metals used to fabricate removable partialdenture frameworks. J Dent Technol 1996; 13: 35-42.
14. BRIDGEPORT DA, BRANTLEY WA, HERMAN PF.Cobalt-chromium and nickel-chromium alloys for remov-able prosthodontics, Part 1: Mechanical properties. J Prostho-dont 1993; 2: 144-50.
15. JANG KS, YOUN SJ, KIM YS. Comparison of castabilityand surface roughness of commercially pure titanium andcobalt-chromium denture frameworks. J Prosthet Dent 2001;86: 93-8.
16. LENZ E. Effect of materials and technology on the physicalproperties and structure of a cast removable partial denture.Zahntechnik 1981; 22: 398-403.
17. KONONEN M, RINTANEN J, WALTIMO A, KEMPAI-NEN P. Titanium framework removable partial denture usedfor patient allergic to other metals: a clinical report andliterature review. J Prosthet Dent 1995; 73: 4-7.
18. SINCLAIR GF, RADFORD DR, SHERRIFF M, WALTERJD. Effects of electrobrightening on the fit surface of cobalt--chromium RPD frameworks. Int J Prosthodont 2000; 13:232-7.







