Food extrusion. Traditional and new trends
Osvaldo H. CampanellaAgricultural and Biological EngineeringWhistler Carbohydrate Research CenterPurdue University
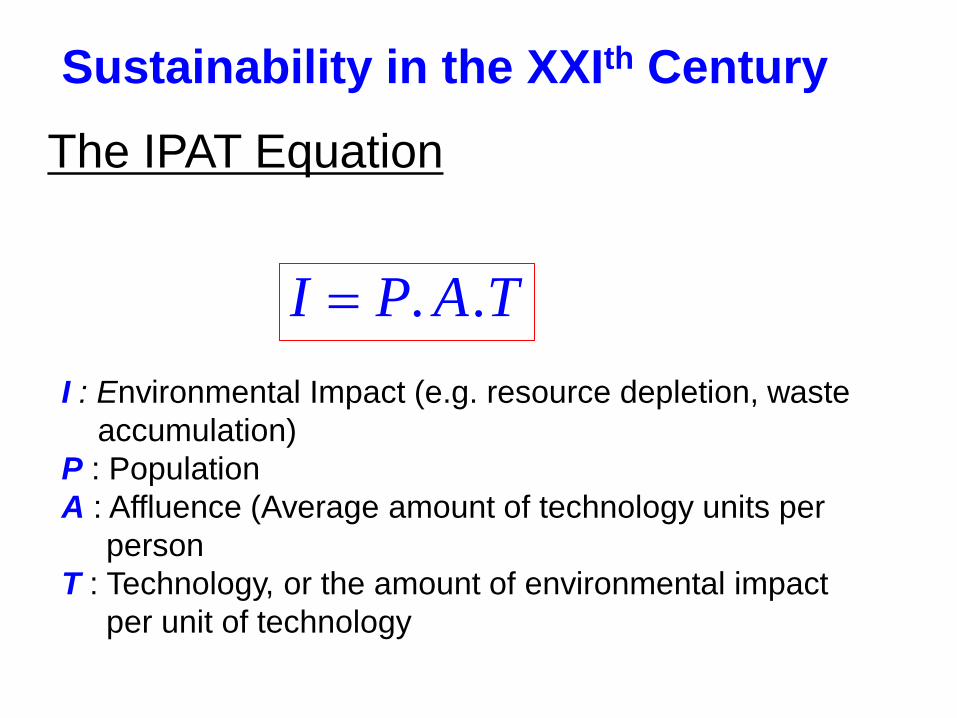
The IPAT Equation
. .I P A T=I : Environmental Impact (e.g. resource depletion, waste
accumulation)P : PopulationA : Affluence (Average amount of technology units per
personT : Technology, or the amount of environmental impact
per unit of technology
Sustainability in the XXIth Century
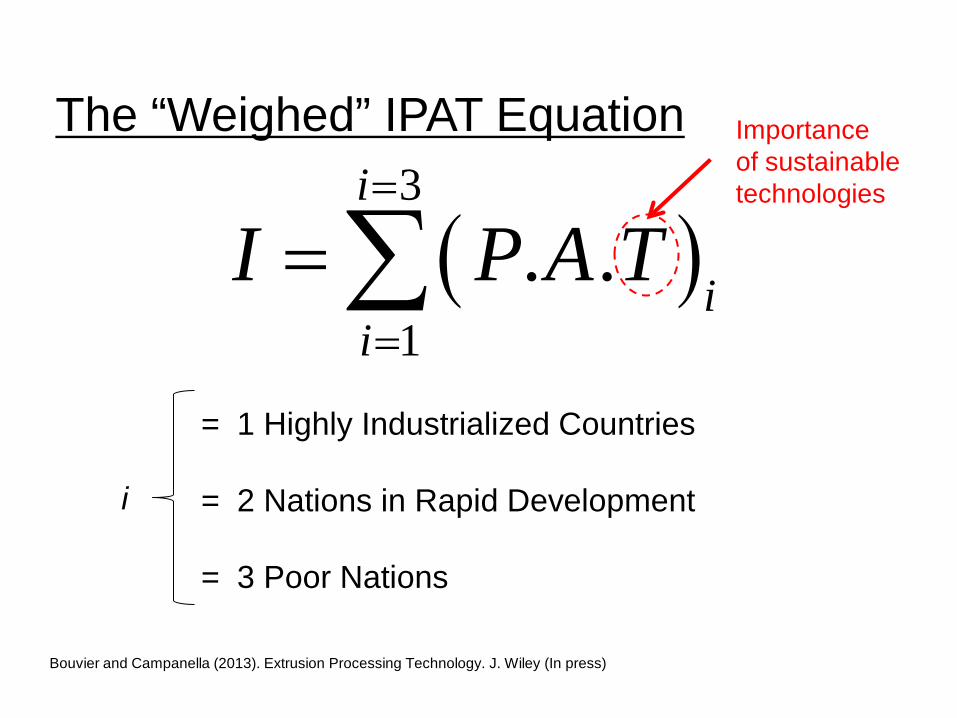
( )3
1. .
i
ii
I P A T=
=
=∑The “Weighed” IPAT Equation
i
= 1 Highly Industrialized Countries
= 2 Nations in Rapid Development
= 3 Poor Nations
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
Importanceof sustainabletechnologies
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
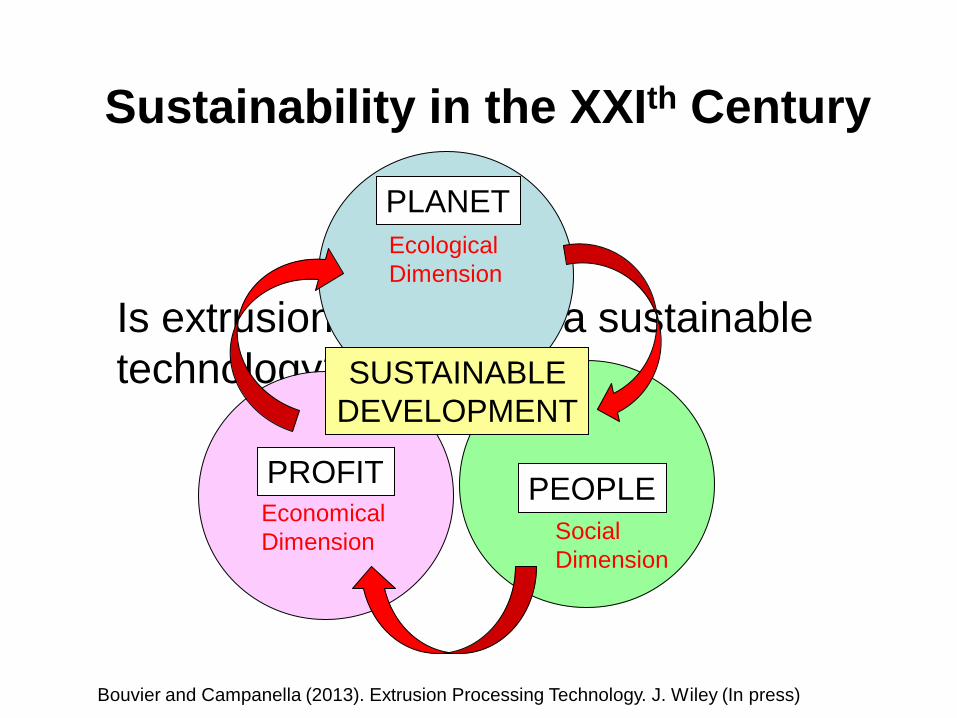
Sustainability in the XXIth Century
Is extrusion processing a sustainable technology?
PROFIT PEOPLE
PLANET
SUSTAINABLEDEVELOPMENT
Ecological Dimension
Social Dimension
Economical Dimension
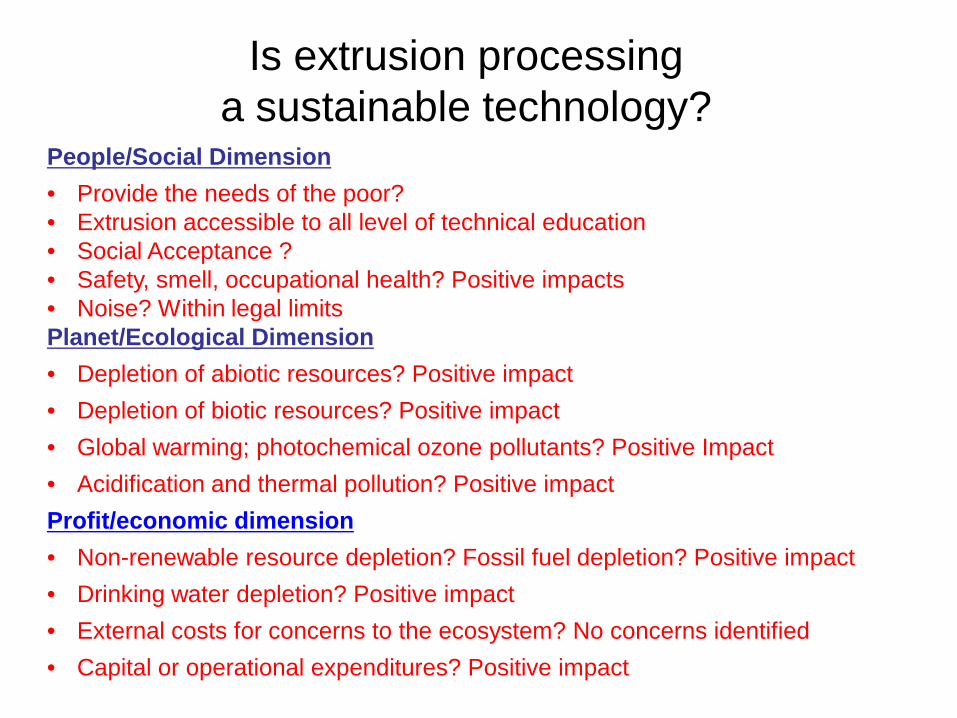
Is extrusion processing a sustainable technology?
People/Social Dimension• Provide the needs of the poor?• Extrusion accessible to all level of technical education• Social Acceptance ?• Safety, smell, occupational health? Positive impacts• Noise? Within legal limitsPlanet/Ecological Dimension• Depletion of abiotic resources? Positive impact • Depletion of biotic resources? Positive impact• Global warming; photochemical ozone pollutants? Positive Impact• Acidification and thermal pollution? Positive impactProfit/economic dimension• Non-renewable resource depletion? Fossil fuel depletion? Positive impact• Drinking water depletion? Positive impact• External costs for concerns to the ecosystem? No concerns identified• Capital or operational expenditures? Positive impact
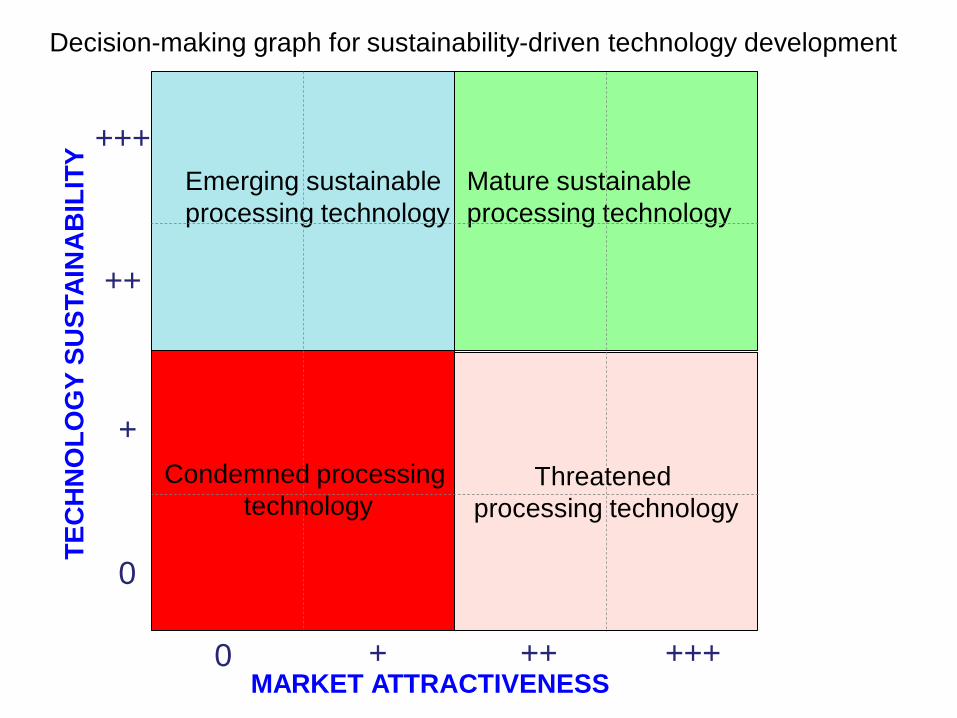
Emerging sustainableprocessing technology
Mature sustainableprocessing technology
Threatened processing technology
0 + ++ +++
Condemned processing technology
TEC
HN
OLO
GY
SUST
AIN
AB
ILIT
Y
0
+
++
MARKET ATTRACTIVENESS
+++
Decision-making graph for sustainability-driven technology development
Process Intensification Concept
“Novel equipment, processing techniques, and process development methods that, compared to conventional ones, offer substantial improvements in (bio)chemical manufacturing and processing”.
Stankiewicz and Moulijn (2000). Chemical Engineering Progress, Process Design Trends, January, pp. 22-34Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
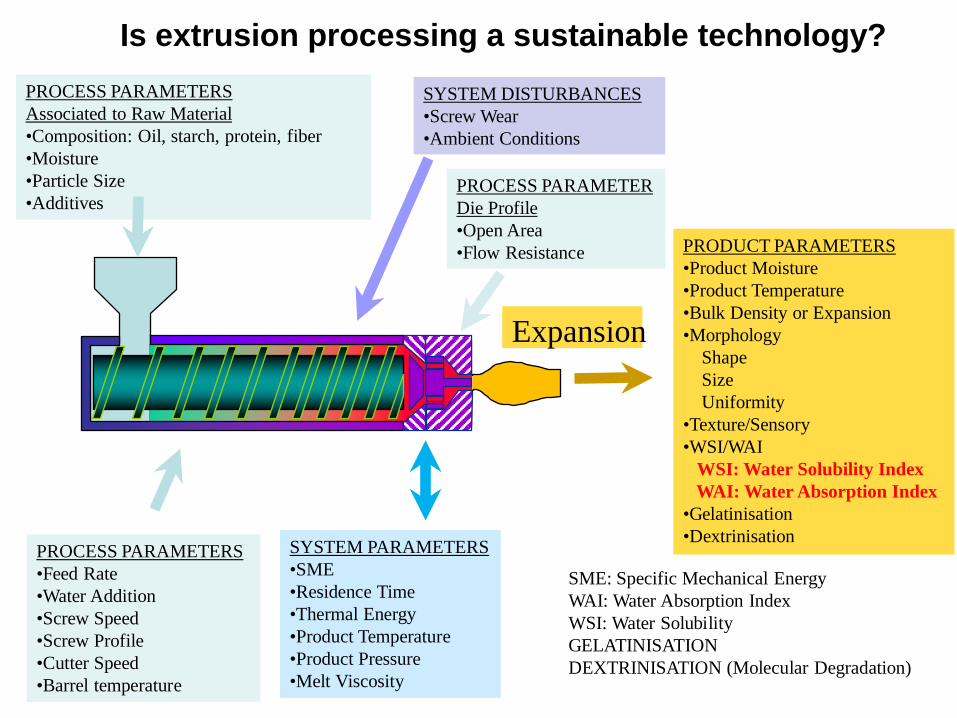
SME: Specific Mechanical EnergyWAI: Water Absorption IndexWSI: Water SolubilityGELATINISATIONDEXTRINISATION (Molecular Degradation)
PRODUCT PARAMETERS•Product Moisture•Product Temperature•Bulk Density or Expansion•Morphology
ShapeSizeUniformity
•Texture/Sensory•WSI/WAI
WSI: Water Solubility IndexWAI: Water Absorption Index
•Gelatinisation•DextrinisationSYSTEM PARAMETERS
•SME•Residence Time•Thermal Energy•Product Temperature•Product Pressure•Melt Viscosity
PROCESS PARAMETERS•Feed Rate•Water Addition•Screw Speed•Screw Profile•Cutter Speed•Barrel temperature
PROCESS PARAMETERS Associated to Raw Material•Composition: Oil, starch, protein, fiber•Moisture•Particle Size•Additives
SYSTEM DISTURBANCES•Screw Wear•Ambient Conditions
PROCESS PARAMETERDie Profile •Open Area•Flow Resistance
Expansion
Is extrusion processing a sustainable technology?
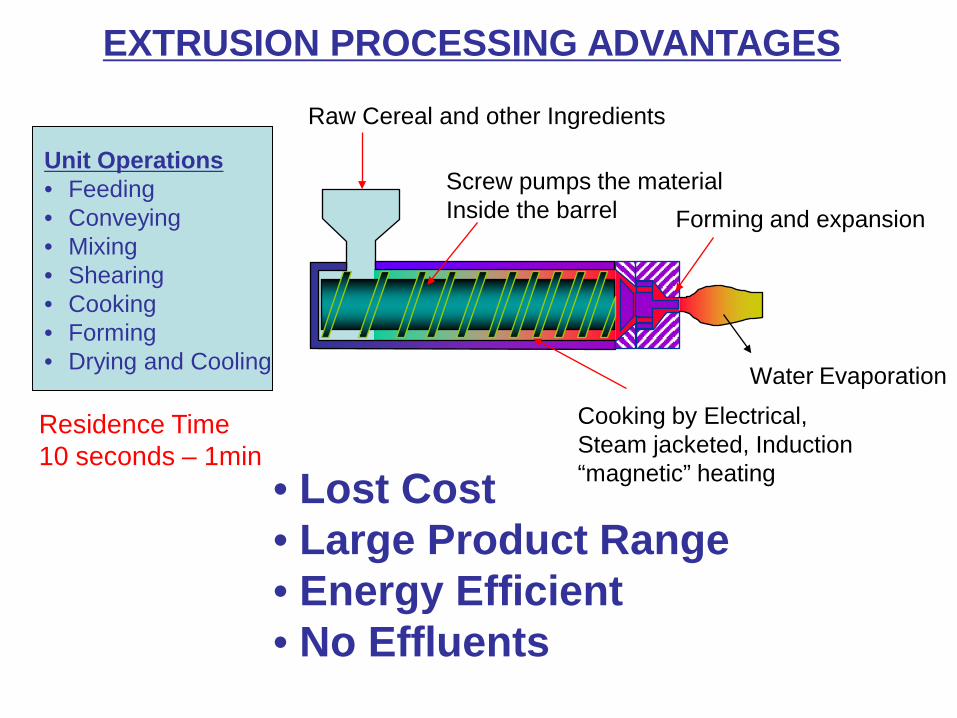
EXTRUSION PROCESSING ADVANTAGES
• Lost Cost• Large Product Range• Energy Efficient• No Effluents
Raw Cereal and other Ingredients
Screw pumps the material Inside the barrel
Cooking by Electrical, Steam jacketed, Induction “magnetic” heating
Residence Time10 seconds – 1min
Forming and expansion
Unit Operations• Feeding• Conveying• Mixing• Shearing• Cooking• Forming• Drying and Cooling Water Evaporation
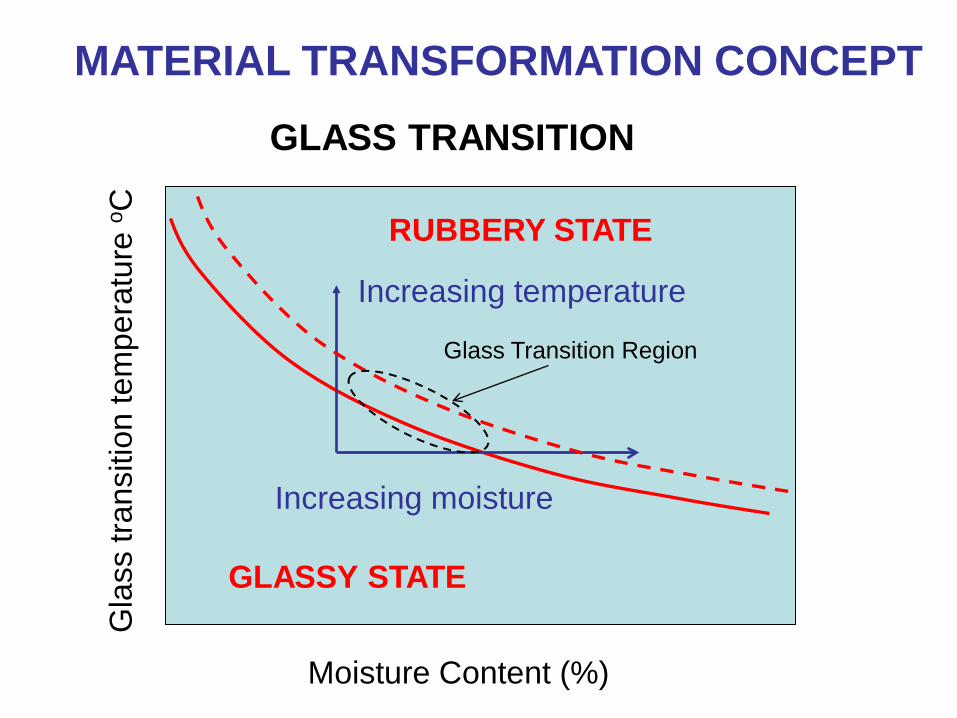
GLASS TRANSITIONG
lass
tran
sitio
n te
mpe
ratu
re o C
Moisture Content (%)
GLASSY STATE
RUBBERY STATE
Increasing temperature
Increasing moisture
MATERIAL TRANSFORMATION CONCEPT
Glass Transition Region
MOISTURE
TEM
PER
ATU
RE
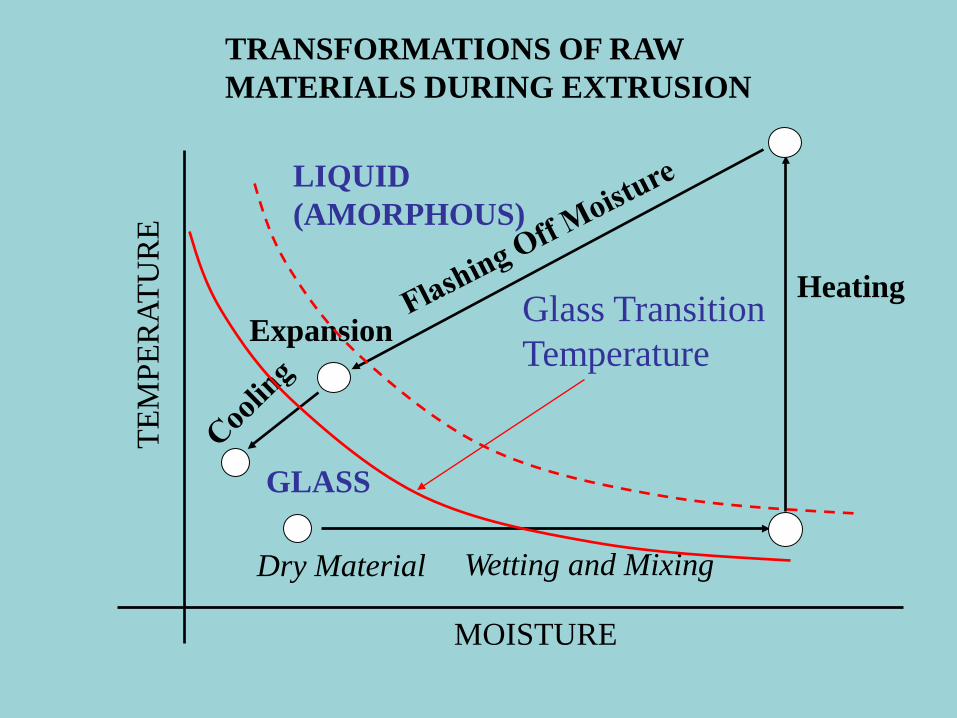
TRANSFORMATIONS OF RAW MATERIALS DURING EXTRUSION
LIQUID (AMORPHOUS)
GLASS
Wetting and MixingDry Material
HeatingExpansion Glass Transition
Temperature
DESIGN OF A MULTIPURPOSE SMALL EXTRUDER
Initial Motivation• Mission to Mars• 6-8 months outbound• 600 days surface stay• 6-8 months return
Lift cost to Mars:~$200,000/kg
Actual Use• Small (Farm) Scale Inexpensive Extruders
(and Screw Press) in underdeveloped countries
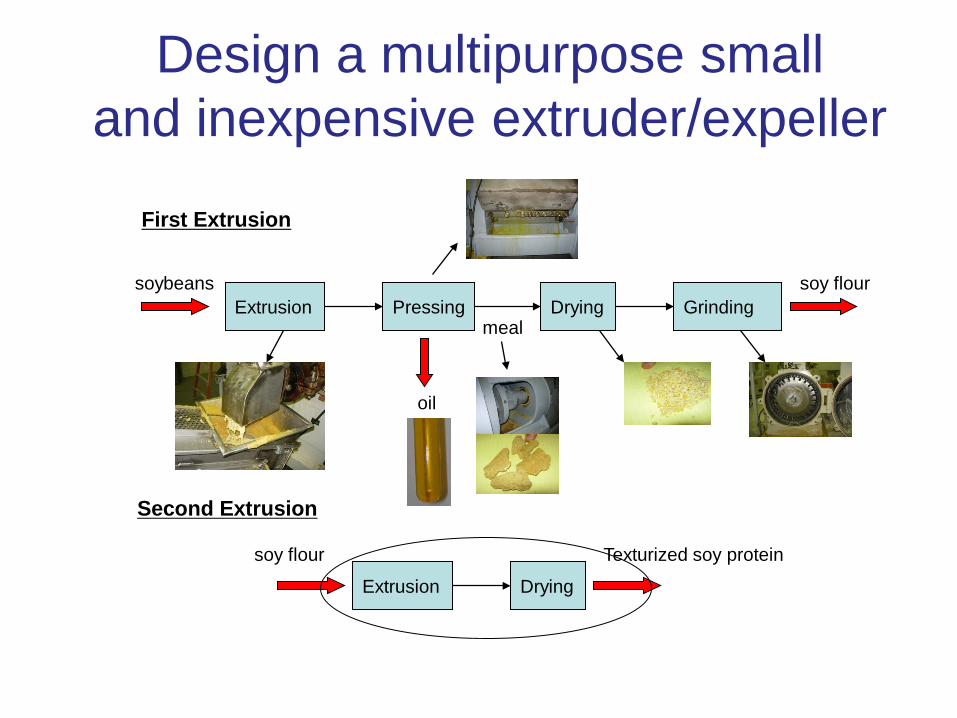
Extrusion Pressing Drying Grindingsoybeans
soy flour
First Extrusion
meal
oil
Second Extrusion
Extrusion Drying
soy flour
Texturized soy protein
Design a multipurpose small and inexpensive extruder/expeller
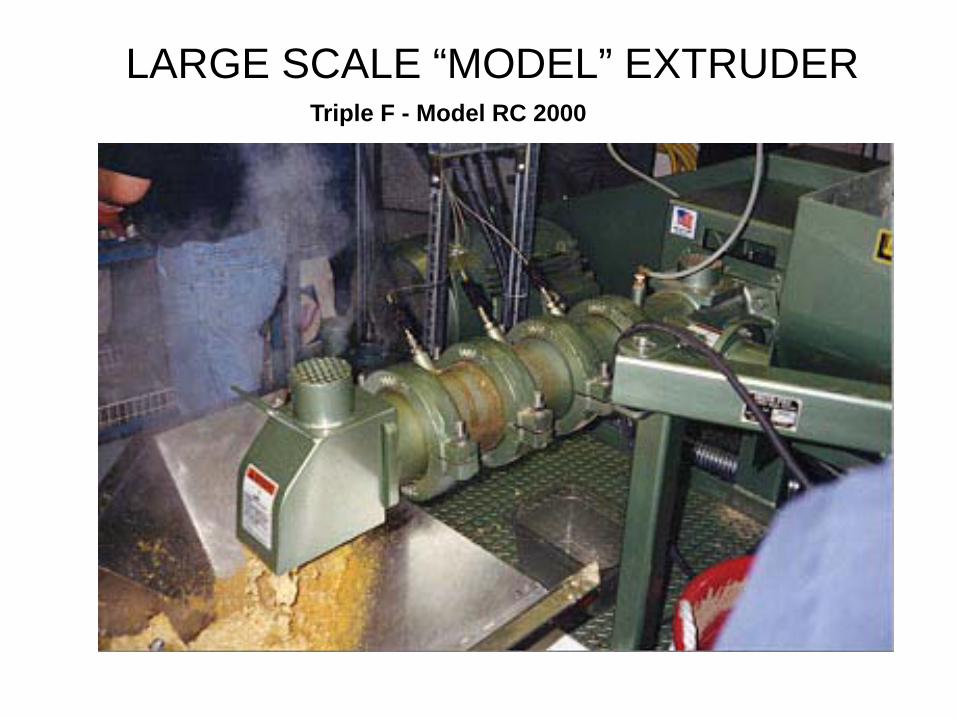
LARGE SCALE “MODEL” EXTRUDERTriple F - Model RC 2000
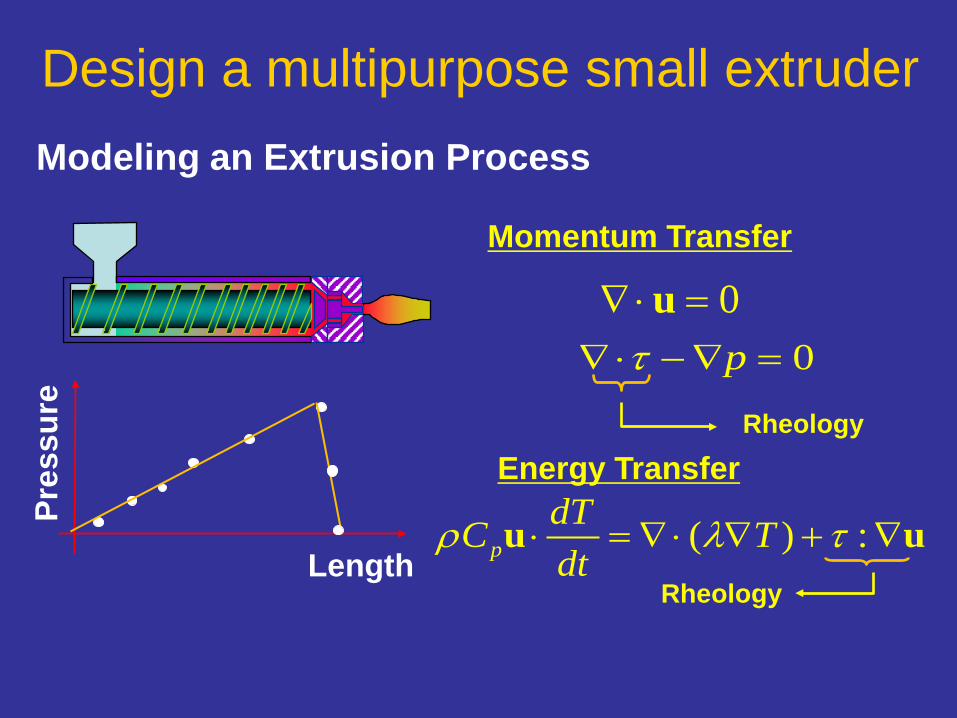
Modeling an Extrusion Process
( ) :pdTC Tdt
ρ λ τ⋅ = ∇ ⋅ ∇ + ∇u u
0∇⋅ =u0pτ∇ ⋅ −∇ =
Energy Transfer
Length
Pres
sure
Momentum Transfer
Rheology
Rheology
Design a multipurpose small extruder
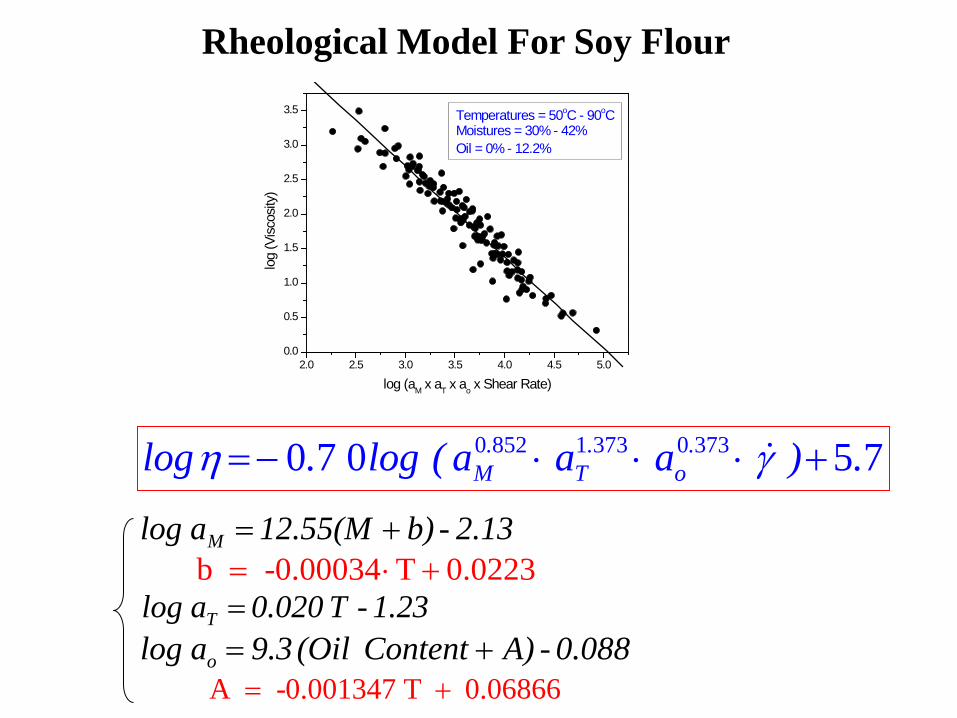
Rheological Model For Soy Flour
0 852 1 373 0 3730 7 0 5 7. . .M T olog . log ( a a a ) .η γ=− ⋅ ⋅ ⋅ +
1.23 - T 0.020 a log T =
2.13-b)12.55(M a log M +=b -0.00034 T 0.0223= ⋅ +
0.088 - A)Content (Oil 9.3 a log o +=A -0.001347 T 0.06866= +
2.0 2.5 3.0 3.5 4.0 4.5 5.00.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
log
(Visc
osity
)
log (aM x aT x ao x Shear Rate)
Temperatures = 50oC - 90oCMoistures = 30% - 42%Oil = 0% - 12.2%
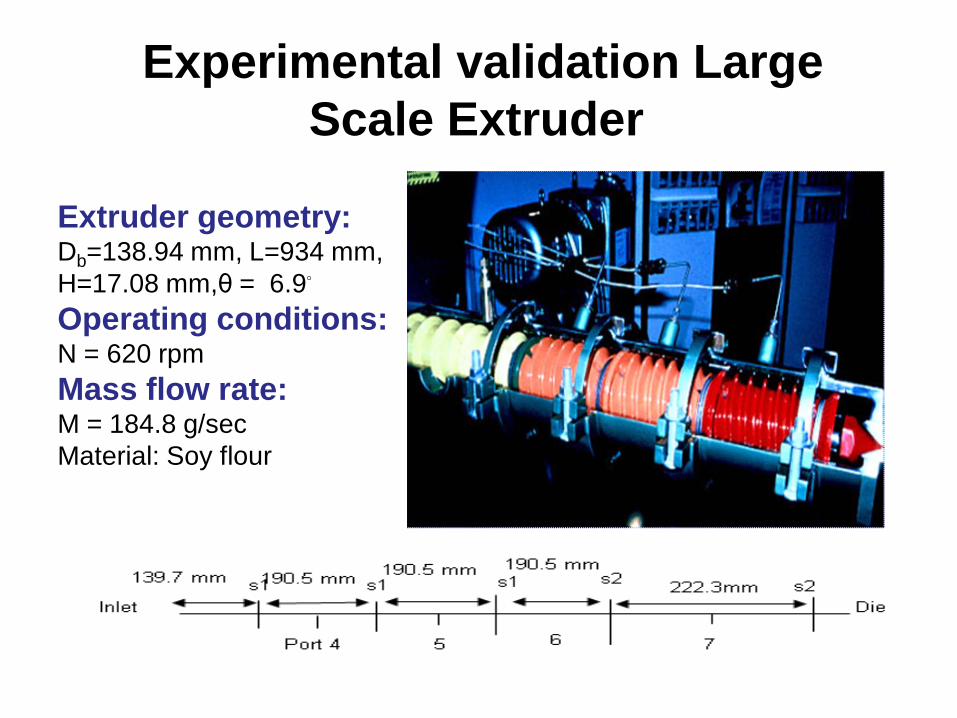
Experimental validation Large Scale Extruder
Extruder geometry: Db=138.94 mm, L=934 mm, H=17.08 mm,θ = 6.9◦
Operating conditions:N = 620 rpmMass flow rate:M = 184.8 g/secMaterial: Soy flour
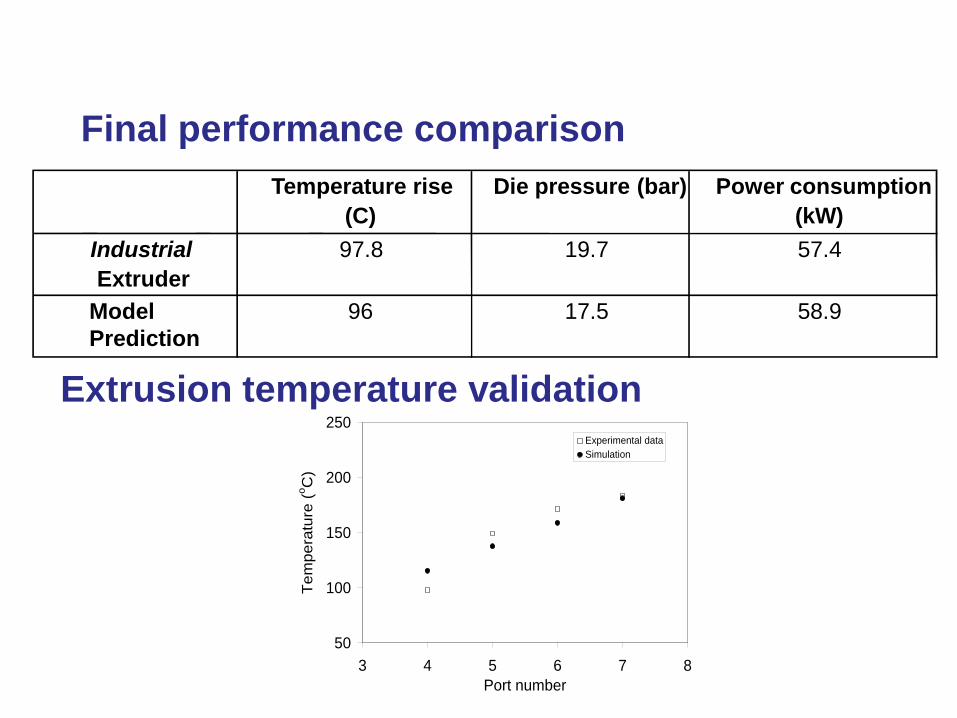
Final performance comparisonTemperature rise
(C)Die pressure (bar) Power consumption
(kW)Industrial Extruder
97.8 19.7 57.4
Model Prediction
96 17.5 58.9
Extrusion temperature validation
50
100
150
200
250
3 4 5 6 7 8Port number
Tem
pera
ture
(o C)
Experimental dataSimulation
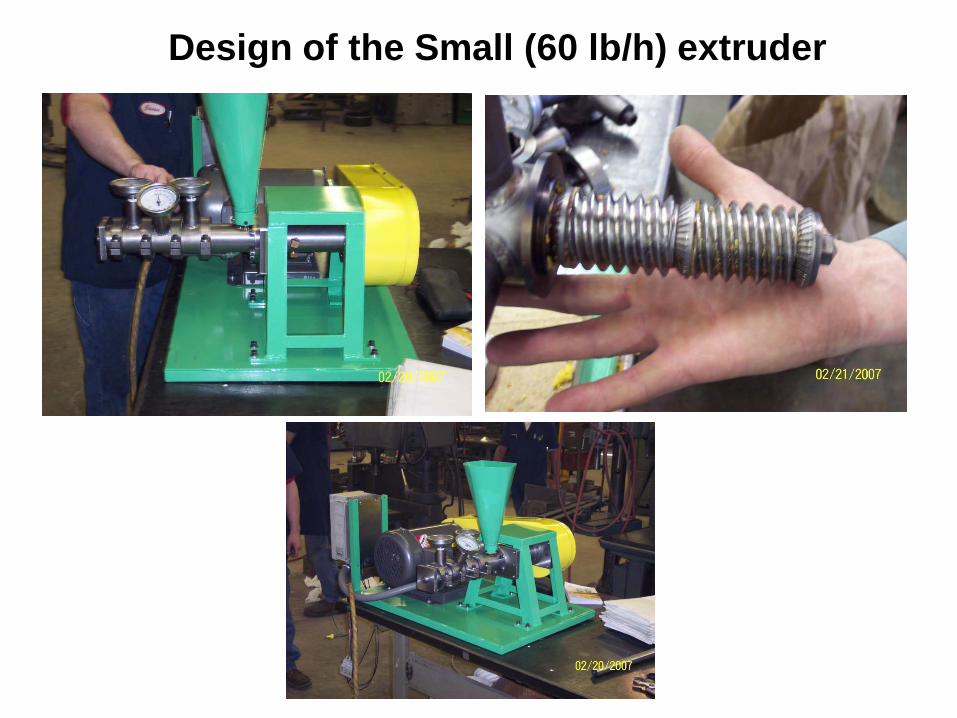
Design of the Small (60 lb/h) extruder
EXTRUSION-POROSIFICATION TECHNOLOGY
The Extrusion-Porosification Technology is aimed to:
• Create porous powders with better rehydration time• Reduce conversion costs (energy, capital)• Overcome some limitations of spray drying & drum
drying technologies• Process complete formulations without further
mixing• Leverage in-built extrusion flexibility
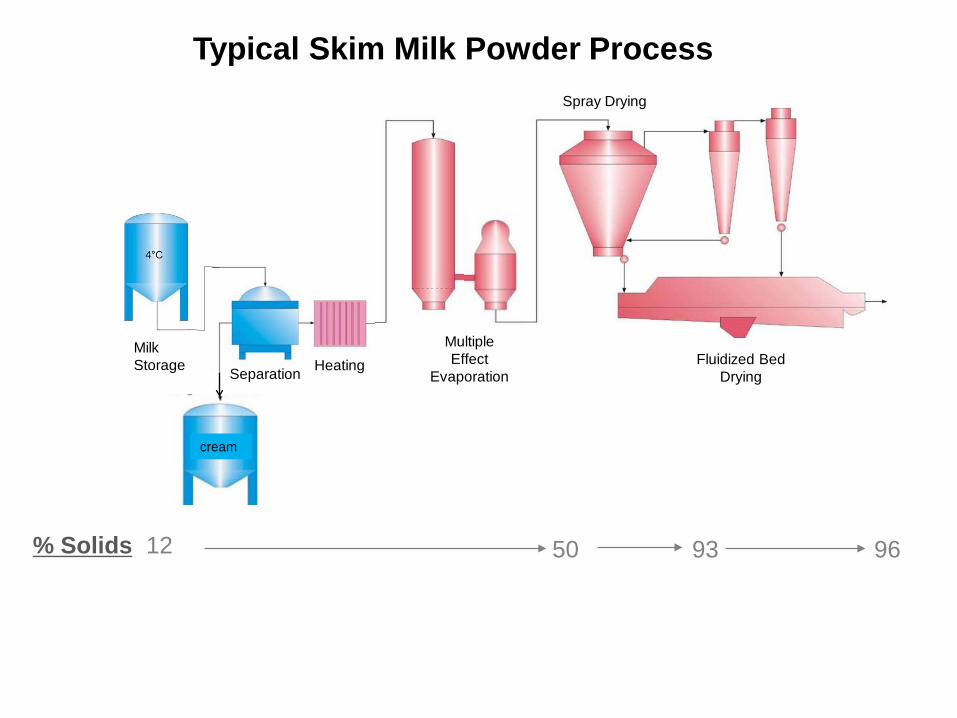
cream
MilkStorage Separation Heating
MultipleEffect
Evaporation
Spray Drying
Fluidized BedDrying
50 9312% Solids 96
Typical Skim Milk Powder Process

Effect of solid content in the feed on the energy consumption for the evaporation of water in the spray drying process.
Solids in the feed(%)
Energy consumption(kJ/kg powder)
10 24,00020 10,50030 6,20040 4,00050 2,700
Energy Saving
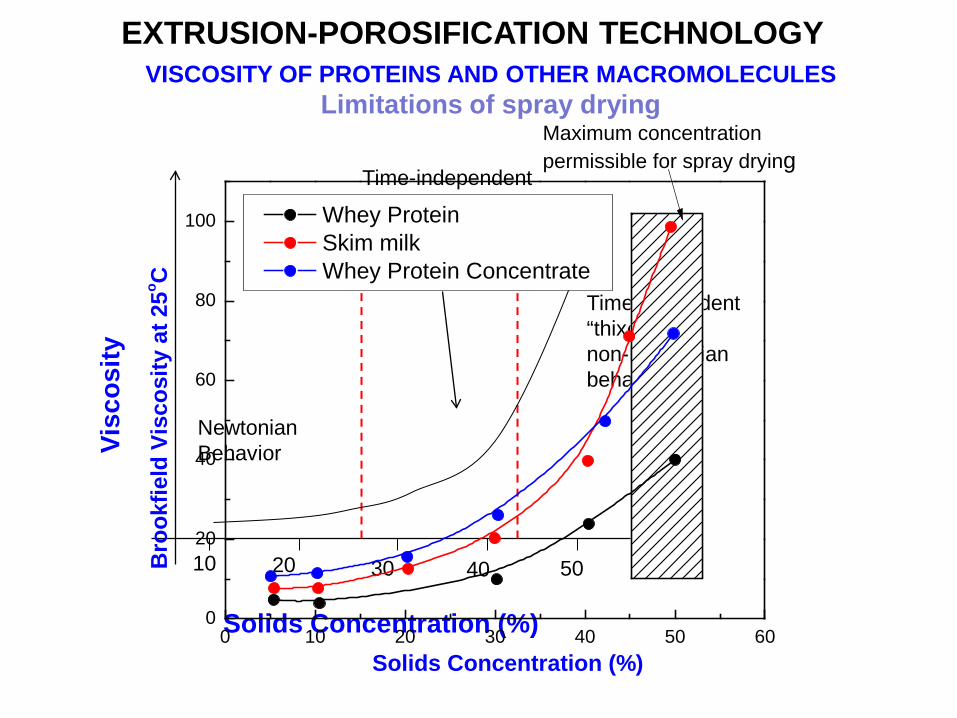
VISCOSITY OF PROTEINS AND OTHER MACROMOLECULESLimitations of spray drying
Visc
osity
10 3020 40 50
NewtonianBehavior
Time-independentnon-Newtonianbehavior
Time-dependent“thixotropic”non-Newtonianbehavior
Solids Concentration (%)0 10 20 30 40 50 600
20
40
60
80
100
B
rook
field
Vis
cosi
ty a
t 25o C
Solids Concentration (%)
Whey Protein Skim milk Whey Protein Concentrate
Maximum concentrationpermissible for spray drying
EXTRUSION-POROSIFICATION TECHNOLOGY
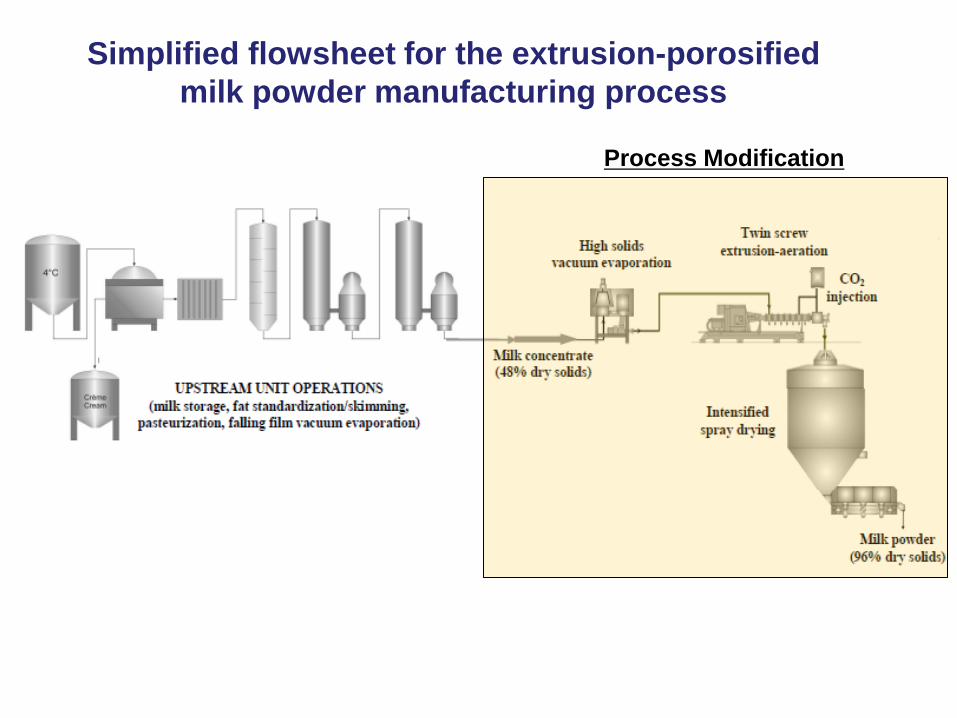
Process Modification
Simplified flowsheet for the extrusion-porosifiedmilk powder manufacturing process

Extrusion-textured foam obtained from 38% dry solids milk protein concentrate
Typical SEM picture of an extrusion-porosifiedmilk powder particle
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press) - (courtesy of CLEXTRAL, France)
Characteristics of the Products
0 20 40 60 80 1000.0
0.1
0.2
0.3
0.4
0.5
Ener
gy C
onsu
mpt
ion
kg s
team
/kg
of in
com
ing
milk
Percent Solids (%)
Spray Drying Process
Extrusion-Porosification Process
Energy Analysis

Characteristics Extrusion-porosifiedpowder
Standard values
Moisture (%) 2.5 – 3.9 < 4Fat (%) 27 – 28 27 – 29Insolubility Index (mL) 0.1 – 0.2 < 0.5Titratable acidity (%) 0.1 < 0.15Flavour & Odour Good GoodAppearance & Colour Normal NormalpH (10% solution) 6.73 – 6.77 > 6.6Free fat (%) 3.2 – 6.7 < 5Peroxide value (meq. O2/kg fat) 0.3 < 1Water activity 0.22 – 0.27 < 0.5Density (kg/L) 0.41 – 0.44 > 0.4
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press) - (courtesy of CLEXTRAL, France)
Characteristics of extrusion-porosifiedwhole milk powder
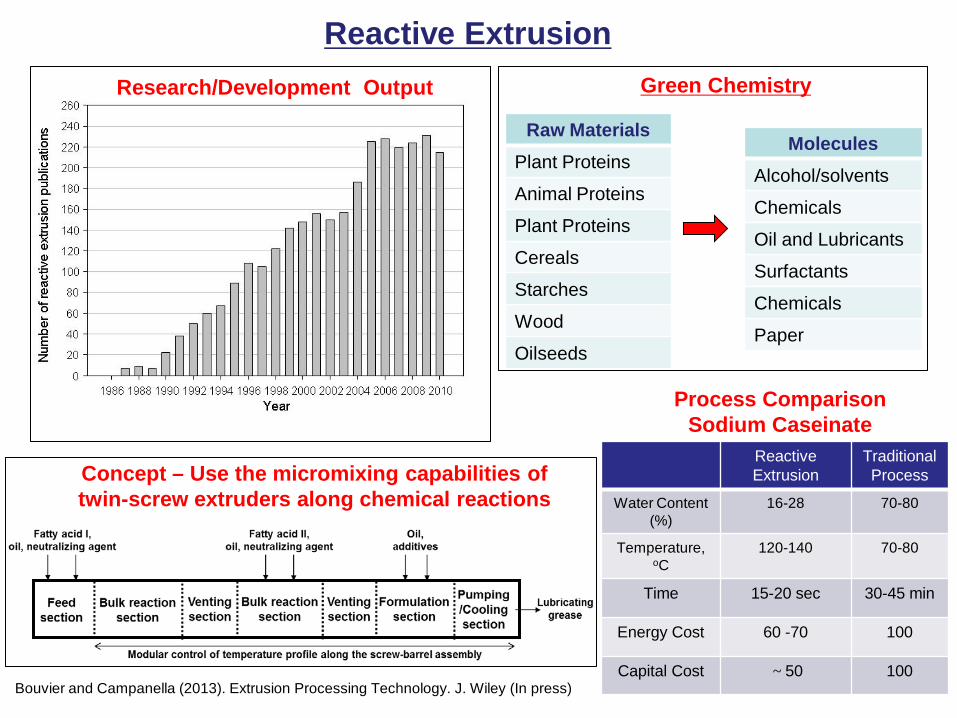
Reactive Extrusion
Raw MaterialsPlant Proteins
Animal Proteins
Plant Proteins
Cereals
Starches
Wood
Oilseeds
MoleculesAlcohol/solvents
Chemicals
Oil and Lubricants
Surfactants
Chemicals
Paper
Green ChemistryResearch/Development Output
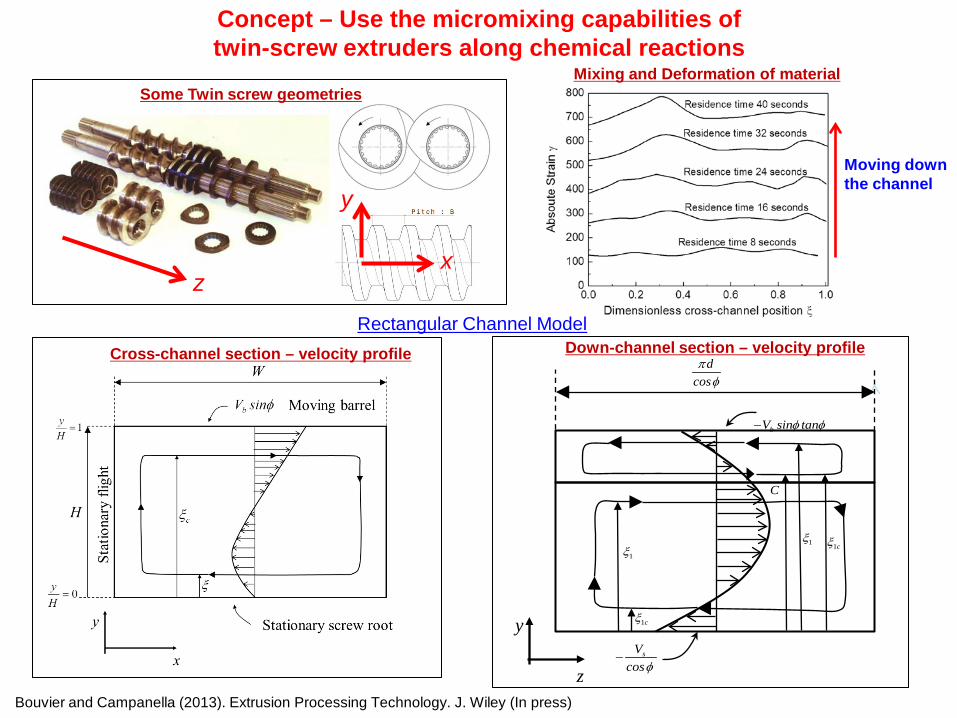
Concept – Use the micromixing capabilities oftwin-screw extruders along chemical reactions
Process ComparisonSodium Caseinate
Reactive Extrusion
TraditionalProcess
Water Content (%)
16-28 70-80
Temperature, oC
120-140 70-80
Time 15-20 sec 30-45 min
Energy Cost 60 -70 100
Capital Cost ~ 50 100Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
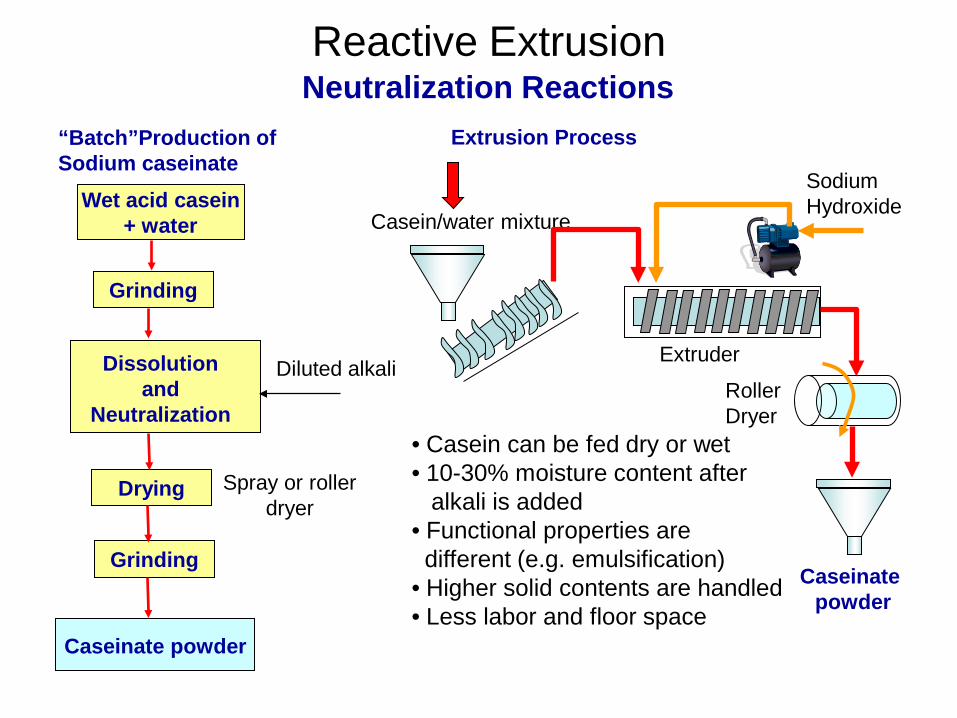
Neutralization ReactionsReactive Extrusion
“Batch”Production of Sodium caseinate
Wet acid casein+ water
Grinding
Diluted alkali
Drying Spray or rollerdryer
Dissolutionand
Neutralization
Grinding
Caseinate powder
Casein/water mixture
Extrusion Process
SodiumHydroxide
Extruder
Caseinate powder
• Casein can be fed dry or wet• 10-30% moisture content after
alkali is added• Functional properties aredifferent (e.g. emulsification)
• Higher solid contents are handled• Less labor and floor space
Roller Dryer
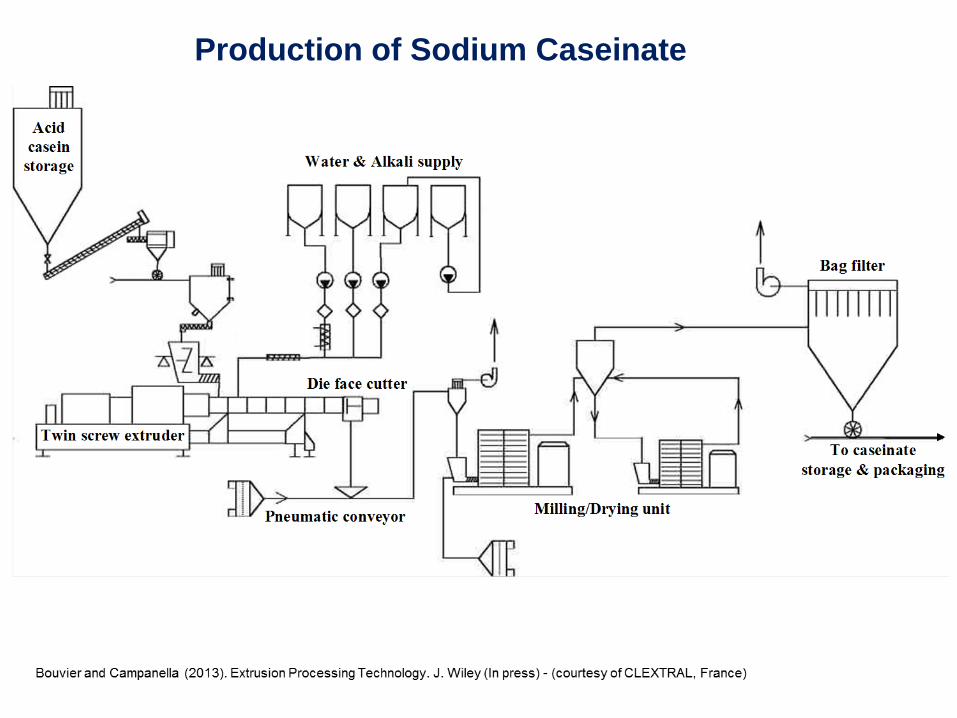
Production of Sodium Caseinate
Concept – Use the micromixing capabilities oftwin-screw extruders along chemical reactions
Some Twin screw geometries
Rectangular Channel Model
y
z
dcosπφ
bV sin tanφ φ−
sVcosφ
−
1cξ
1ξ
C
1ξ 1cξ
Cross-channel section – velocity profile Down-channel section – velocity profile
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
zx
y
Mixing and Deformation of material
Moving down the channel
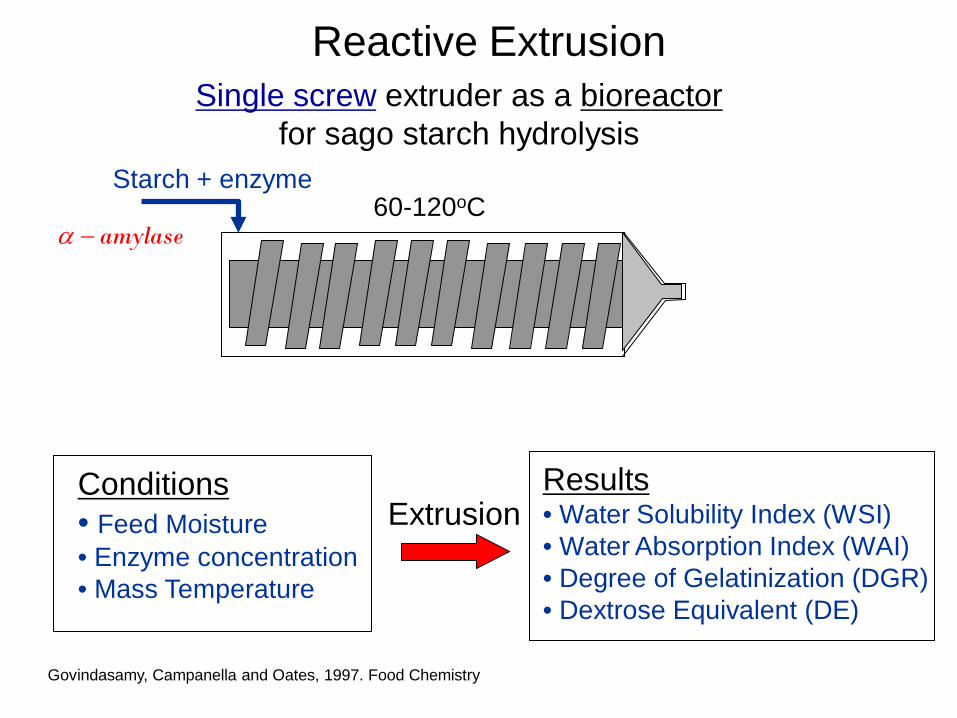
Single screw extruder as a bioreactorfor sago starch hydrolysis
amylase−α
Starch + enzyme60-120oC
Conditions• Feed Moisture• Enzyme concentration• Mass Temperature
Govindasamy, Campanella and Oates, 1997. Food Chemistry
Results• Water Solubility Index (WSI)• Water Absorption Index (WAI)• Degree of Gelatinization (DGR)• Dextrose Equivalent (DE)
Extrusion
Reactive Extrusion
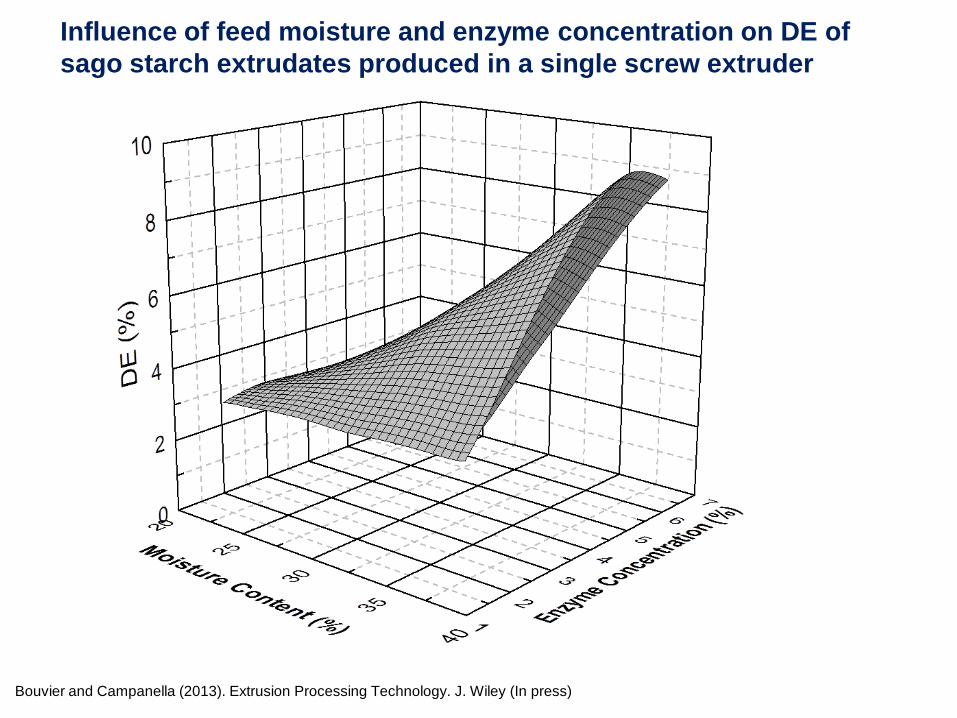
Influence of feed moisture and enzyme concentration on DE of sago starch extrudates produced in a single screw extruder
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
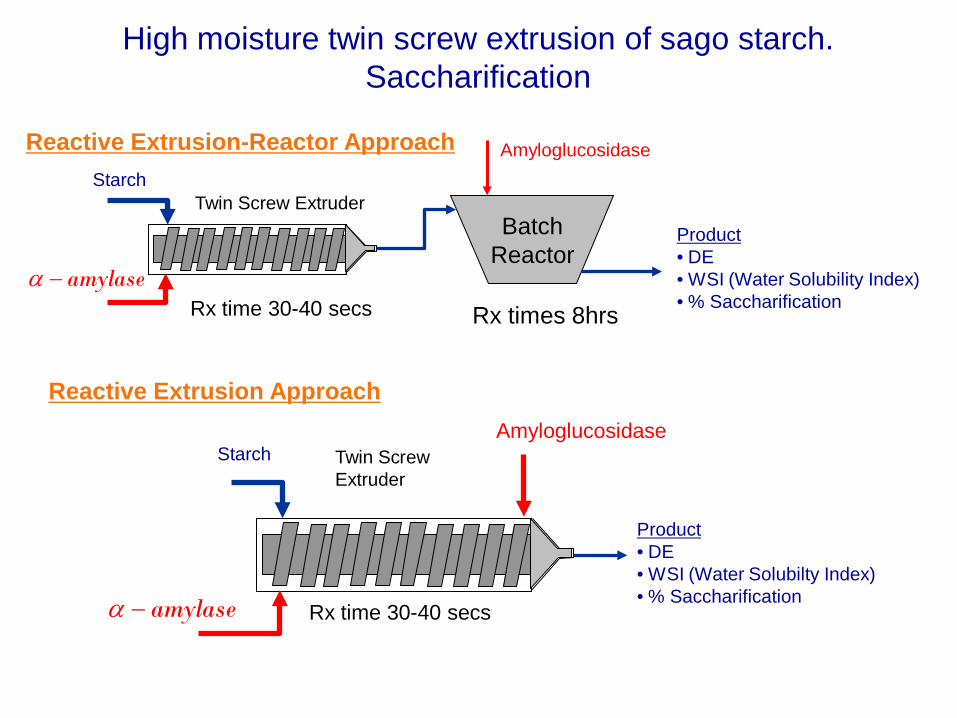
High moisture twin screw extrusion of sago starch. Saccharification
amylase−α
Product• DE• WSI (Water Solubility Index)• % Saccharification
Twin Screw ExtruderBatch
Reactor
Amyloglucosidase
Rx times 8hrs
Starch
Rx time 30-40 secs
Twin Screw Extruder
Starch
amylase−α
Amyloglucosidase
Product• DE• WSI (Water Solubilty Index)• % Saccharification
Rx time 30-40 secs
Reactive Extrusion-Reactor Approach
Reactive Extrusion Approach
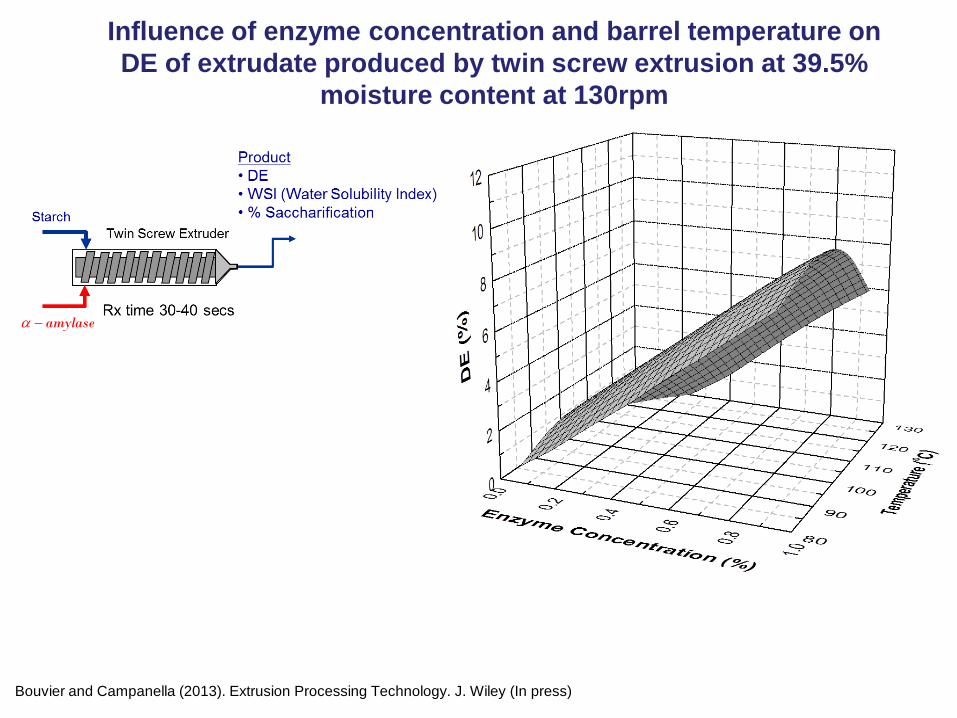
Influence of enzyme concentration and barrel temperature on DE of extrudate produced by twin screw extrusion at 39.5%
moisture content at 130rpm
Bouvier and Campanella (2013). Extrusion Processing Technology. J. Wiley (In press)
amylase−α
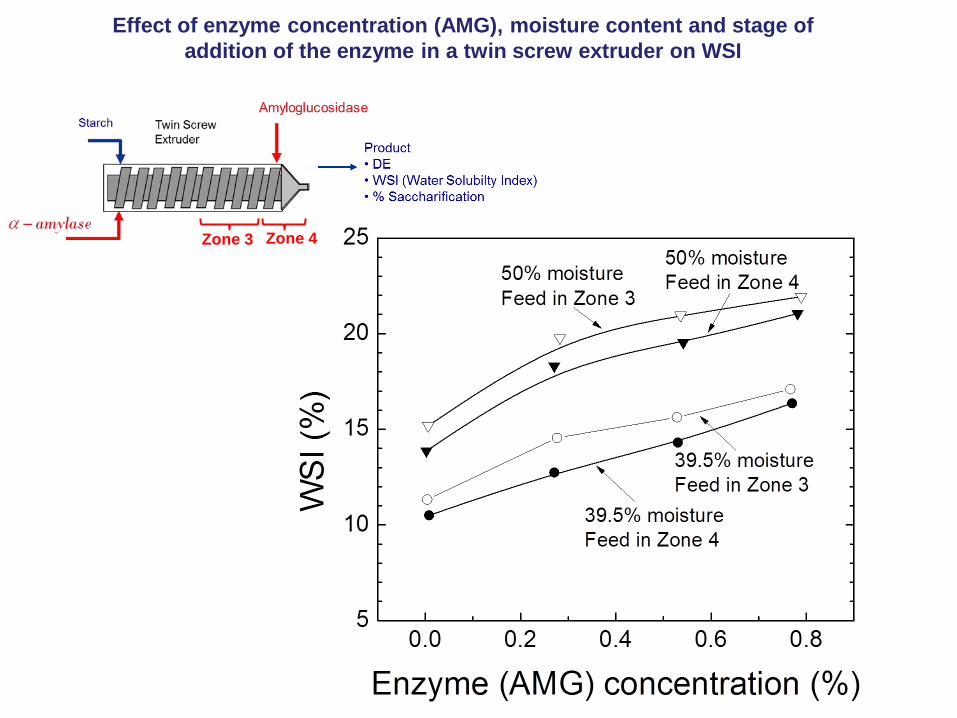
Zone 4Zone 3
Effect of enzyme concentration (AMG), moisture content and stage of addition of the enzyme in a twin screw extruder on WSI
The examples described shows that Extrusion Technology can be considered a Process Intensification technology getting more interest particularly due to more incentives for the development of sustainable technologies. • Process intensification/Extrusion can promote continuous
processing instead of batch, or semi-batch processing. Higher throughputs with equivalent or even smaller volume devices result from continuous processing, hence leading to higher process productivity, smaller plants, safer processing, and reduced capital and operating costs.
• Process Intensification/Extrusion develops and promotes multifunctional processing equipment
• Process Intensification/Extrusion accelerates fundamental process phenomena such as physical transfer phenomena and chemical reactions.
SUMMARY
GRACIAS POR SU ATENCION







