
© Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Ergonomie und Mensch-Maschine-Systeme
(Arbeitswissenschaft II)
Dr.-Ing. Dr. rer. medic. Dipl.-Inform. Alexander Mertens
Lehrstuhl und Institut für Arbeitswissenschaft
RWTH Aachen University
Bergdriesch 27
52062 Aachen
Tel.: 0241 80 99 494
E-Mail: [email protected]
Lehreinheit 1
Technologisch-technische Gestaltung I
Sommersemester 2017
1 - 2 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Informationen zur Veranstaltung
Regelmäßige Termine: Mi. 10:15 – 11:45 Uhr (Vorlesung), 11:45 – 12:30 (Übung)
Beginn: 19.4.2017 (11 Termine) + Bewerbertraining
Ort: 1385|218 (H11), C.A.R.L.
Veranstalter: Lehrstuhl und Institut für Arbeitswissenschaft der RWTH Aachen
Dozent: Dr.-Ing. Dr. rer. medic. Dipl.-Inform. Alexander Mertens
Kontakt: Christina Bröhl, [email protected]
Anzahl der SWS: V2 / Ü1 mit Bewerbertraining V2 / Ü2
Unterrichtssprache: Deutsch
weitere Infos unter: http://www.iaw.rwth-aachen.de
1 - 3 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Umdruck zur Vorlesung:
Vorlesungsunterlagen stehen im Internet auf der L2P-Plattform zur
Verfügung (Folien und Folien mit Notizen / Alte Klausuren)
www.elearning.rwth-aachen.de
Die Musterlösungen sind im Anschluss an die Übung im Internet auf
der L2P-Plattform verfügbar.
Lehrbuch Arbeitswissenschaft:
Schlick, C.; Bruder, R.; Luczak, H.:
Arbeitswissenschaft
3. Auflage. Springer-Verlag 2010.
Vorlesungsunterlagen

1 - 4 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Zeitplan
Termin Thema Betreuer Telefon
1 19.04.2017 Technologisch-technische Gestaltung I Rasche, P. 80-99 477
2 26.04.2017 Technologisch-technische Gestaltung II Rasche, P. 80-99 477
3 03.05.2017 Modellierung und Optimierung von Prozessen in Mensch-
Maschine-Systemen Theis, S. 80-99 469
4 17.05.2017 Zeitstrukturanalysen manueller Arbeitsprozesse Faber, M. 80-99 466
5 24.05.2017 Menschliche Informationsverarbeitung I Bröhl, C. 80-99 434
6 31.05.2017 Menschliche Informationsverarbeitung II Wille, M. 80-99 479
7 14.06.2017 Cognitive Engineering I Kwee-Meier, S. 80-99 473
8 28.06.2017 Cognitive Engineering II Petruck, H. 80-99 453
9 05.07.2017 Digitale Menschmodelle Dr. Alexander Extern
10 12.07.2017 Mensch-Rechner-Interaktion I Czerniak, J. 80-99 481
11 19.07.2017 Mensch-Rechner-Interaktion II Brunner, O. 80-99 474
12 26.07.2017 Virtual Reality / Augmented Reality Petruck, H. 80-99 453
Prüfung [email protected]

1 - 5 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Planung Unternehmensführung Personal
Vertrieb
Kunden-
betreuung,
Distribution
Beschaffung
Einkauf
und
Lager
Service Instandhaltung
Logistik
Qualitätsmanagement Prozessteuerung
Recycling
Informations-
systeme
Rechnungswesen
Controlling
Produktent
-wicklung
Prozessent
-wicklung
Arbeits-
vor-
bereitung
Fertigung
Montage
Marketing
Programmstrategie
Input: Vorprodukte,
Komponenten, Module,
Systeme, Roh-, Hilfs- und Betriebsstoffe …
Repetierfaktoren
Potentialfaktoren
Input: Dienstleistungen,
Personal …
Output: Produkte,
Dienst- leistungen ...
Absatzmarkt
Betrachtungsbereiche der Veranstaltung AW II
VE 1 & 2: Technologisch-technische Gestaltung von
Arbeitssystemen
VE 11: Virtual Reality, Augmented Reality
VE 4 & 5: Menschliche Informationsverarbeitung
VE 6 & 7: Cognitive Engineering
VE 9 & 10: Mensch-Rechner-Interaktion
Bewerbertraining
VE 3: Modellierung und Optimierung von Prozessen
VE 8: Digitale Menschmodelle
1 - 6 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
die Vielzahl von Gestaltungsparametern bei manuellen Montagetätigkeiten kennen lernen
Definition des Arbeitssystems verstehen
Strategien zur Gestaltung von Arbeitssystemen kennen lernen und auf andere Beispiele
übertragen können
Bewertungen von Arbeitssystemen durchführen können
die Zusammenhänge zwischen technologischer, technischer, organisatorischer,
ergonomischer Gestaltung und Arbeitsergebnis verstehen
Lernziele

1 - 7 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Was ist Arbeit, was ist Ergonomie?
Definitionen
„Unter Arbeit wird ein Tätigsein des Menschen verstanden, bei dem dieser mit anderen
Menschen und (technischen) Hilfsmitteln in Interaktion tritt, wobei unter wirtschaftlichen
Zielsetzungen Güter und Dienstleistungen erstellt werden, die (zumeist) entweder vermarktet
oder von der Allgemeinheit (Steuern, Subventionen) finanziert werden.“ (Stirn, 1980)
Die Ergonomie (von altgriech. ἔργον ergon, „Arbeit“, „Werk“ und νόμος nomos, „Regel“,
„Gesetz“) ist die Wissenschaft von der Analyse, Bewertung und Gestaltung menschlicher
(ggfs. auch mechanisierter und automatisierter) Arbeit. Ziel ist es, den Arbeitsprozess sowie die
Funktion und Form der zu handhabenden Arbeitsobjekte (Werkstück , Halbzeug) und
Arbeitsmittel (Werkzeug) menschengerecht zu gestalten und für eine Aufgabe so auszulegen,
dass das Arbeitsergebnis im Hinblick auf Qualität, Zeit und Kosten optimal wird und die
arbeitenden Menschen möglichst wenig ermüden oder gar geschädigt werden, auch wenn sie
die Tätigkeit über Jahre hinweg ausüben.
Aspekte: • Anthropometrische Gestaltung (Reichweiten, Sichtbereiche)
• Energetisch-effektorische Gestaltung (Krafterzeugung, Wirkungsgrad)
• Informatorische Gestaltung (Anzeigen, Stellteile)
• Gestaltung von Software (Dialoggestaltung, Visualisierung, Gestik)
• Farb- und Formgestaltung (Industrial Design)

1 - 8 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Strategien der Gestaltung
Der Grundgedanke ergonomischer Gestaltungsbemühungen ist die
Optimierung und gegenseitige Anpassung von Humanität und
Produktivität in Arbeitssystemen.
V1-1
Kriterien:
•Absentismus
•Arbeitsbedingte
Krankentage
•Fluktuation
•Arbeitszufriedenheit
Kriterien:
•Arbeitsproduktivität
•Durchlaufzeit
•Termintreue
•Ausschuss
•Durchsatz
1 - 9 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Beispiel Automobilfertigung: Problemstellung
Fertigung von Kfz-Türen in der Fabrik
Rationelle Fertigung am Beispiel individuell ausgestatteter Kfz-Türen
V1-2
1 - 10 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Arbeitssystem – Definition
Begriffsdefinition nach DIN EN ISO 6385:2004 „Grundsätze der Ergonomie für die Gestaltung von Arbeitssystemen“
(Ein Arbeitssystem ist ein) „System, welches das Zusammenwirken eines einzelnen oder mehrerer Arbeitender/Benutzer mit den Arbeitsmitteln umfasst, um die Funktion des Systems innerhalb eines Arbeitsraumes und der Arbeitsumgebung unter den durch die Arbeitsaufgaben vorgegebenen Bedingungen zu erfüllen.“
Die grundsätzliche Funktion eines Arbeitssystems ist die Transformation von Materie (bzw. Material), Information oder Energie von einem Ausgangs- in einen Zielzustand.
Beispiele:
Montagelinie einschließlich Facharbeitern und Wartungspersonal
3D-Laserschweißzelle mit Maschinenführer
Fabrikplanungsbüro mit dort arbeitenden Planern und CAD-/CAP-Systemen
1 - 11 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
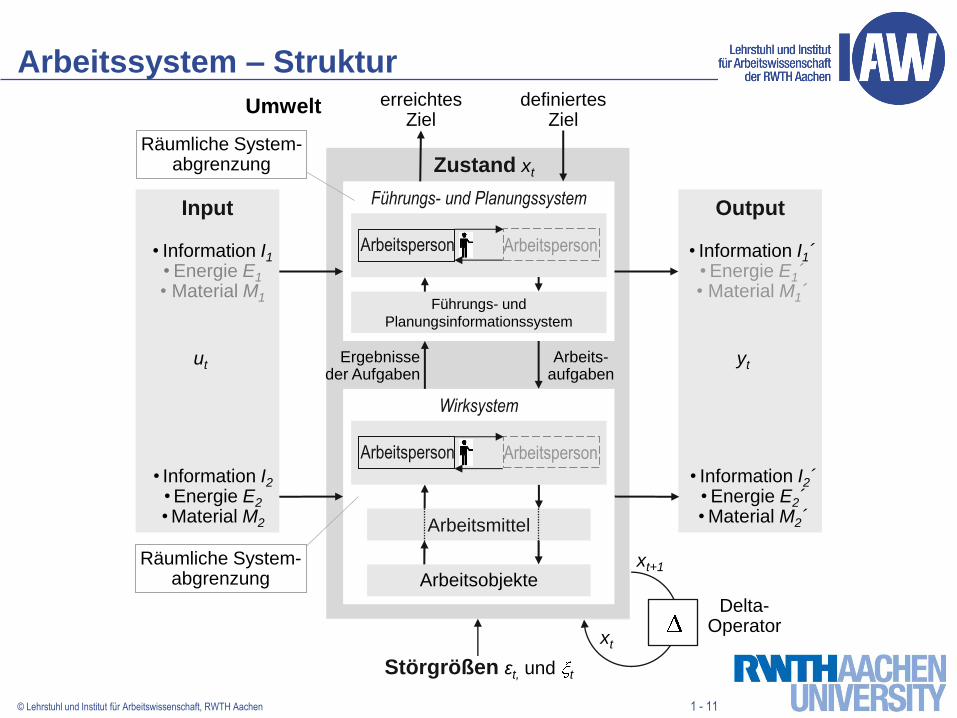
Arbeitssystem – Struktur
Input Output
definiertes Ziel
Störgrößen εt, und t
• Information I2 • Energie E2
• Material M2
• Information I2´ • Energie E2´ • Material M2´
• Information I1
• Energie E1 • Material M1
• Information I1´ • Energie E1´ • Material M1´
Umwelt erreichtes Ziel
Wirksystem
Führungs- und Planungssystem
Ergebnisse der Aufgaben
Arbeits- aufgaben
Arbeitsmittel
Arbeitsobjekte
Führungs- und
Planungsinformationssystem
Räumliche System-abgrenzung
Arbeitsperson Arbeitsperson
ut yt
Zustand xt
xt+1
Delta- Operator
xt
Arbeitsperson Arbeitsperson
Räumliche System-abgrenzung
1 - 12 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
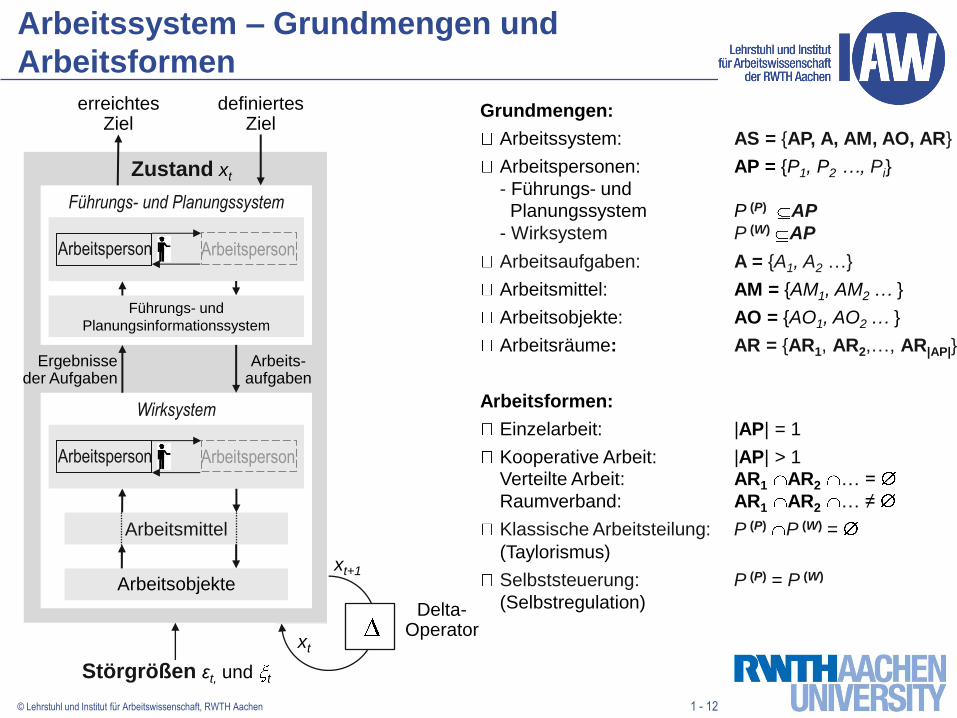
Grundmengen:
Arbeitssystem: AS = {AP, A, AM, AO, AR}
Arbeitspersonen: AP = {P1, P2 …, Pi}
- Führungs- und Planungssystem P (P) AP
- Wirksystem P (W) AP
Arbeitsaufgaben: A = {A1, A2 …}
Arbeitsmittel: AM = {AM1, AM2 … }
Arbeitsobjekte: AO = {AO1, AO2 … }
Arbeitsräume: AR = {AR1, AR2,…, AR|AP|}
Arbeitsformen:
Einzelarbeit: |AP| = 1
Kooperative Arbeit: |AP| > 1 Verteilte Arbeit: AR1 AR2 … =
Raumverband: AR1 AR2 … ≠
Klassische Arbeitsteilung: P (P) P (W) =
(Taylorismus)
Selbststeuerung: P (P) = P (W)
(Selbstregulation)
Arbeitssystem – Grundmengen und
Arbeitsformen definiertes
Ziel
Störgrößen εt, und t
erreichtes Ziel
Wirksystem
Führungs- und Planungssystem
Ergebnisse der Aufgaben
Arbeits- aufgaben
Arbeitsmittel
Arbeitsobjekte
Führungs- und
Planungsinformationssystem
Arbeitsperson Arbeitsperson
Zustand xt
xt+1
Delta- Operator
xt
Arbeitsperson Arbeitsperson

1 - 13 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Typische Zielgrößen:
• Produktivität, Durchsatz und Auslastung
• Auftrags-, Durchlauf- und Belegungszeit
• Qualität: Oberflächengüte, Passungen, Toleranzen
• Material-, Werkzeug- und Energiekosten
• Zuverlässigkeit und Arbeitssicherheit
• Belastung und Beanspruchung
Direkt wertschöpfendes Arbeitssystem:
(z.B. Produktionszelle): Wert(Output) > Wert(Input)
Indirekt wertschöpfendes Arbeitssystem
(z.B. Materialtransportsystem): Wert(Output) =
Wert(Input)
Effektives Arbeitssystem:
ρmin ≤ ρ ≤ ρmax
Effizientes Arbeitssystem:
ρmin ≤ ρ ≤ ρmax Wert(Input) min
Zuverlässiges Arbeitssystem:
P(ρmin ≤ ρ ≤ ρmax) ≥ Vmin
ρ: Zielerreichungsgrad
Vmin: Minimal geforderte Zuverlässigkeit der
Zielerreichung
Arbeitssystem – Bewertung definiertes
Ziel
Störgrößen εt, und t
erreichtes Ziel
Wirksystem
Führungs- und Planungssystem
Ergebnisse der Aufgaben
Arbeits- aufgaben
Arbeitsmittel
Arbeitsobjekte
Führungs- und
Planungsinformationssystem
Arbeitsperson Arbeitsperson
Zustand xt
xt+1
Delta- Operator
xt
Arbeitsperson Arbeitsperson
1 - 14 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
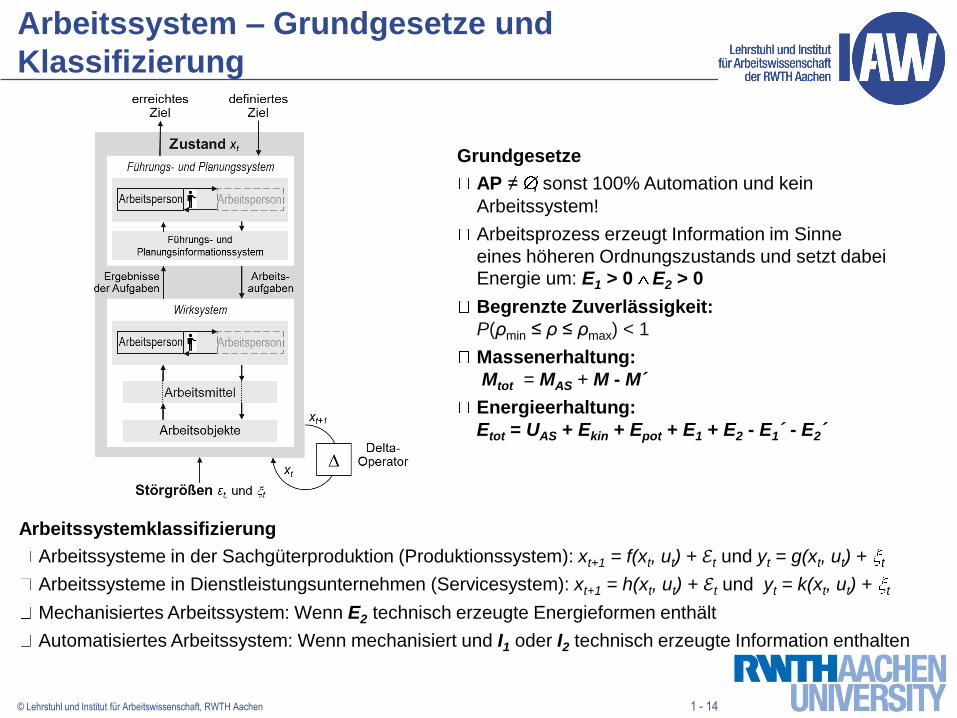
Grundgesetze
AP ≠ , sonst 100% Automation und kein
Arbeitssystem!
Arbeitsprozess erzeugt Information im Sinne
eines höheren Ordnungszustands und setzt dabei Energie um: E1 > 0 E2 > 0
Begrenzte Zuverlässigkeit:
P(ρmin ≤ ρ ≤ ρmax) < 1
Massenerhaltung:
Mtot = MAS + M - M´
Energieerhaltung:
Etot = UAS + Ekin + Epot + E1 + E2 - E1´ - E2´
Arbeitssystemklassifizierung
Arbeitssysteme in der Sachgüterproduktion (Produktionssystem): xt+1 = f(xt, ut) + ℰt und yt = g(xt, ut) + t
Arbeitssysteme in Dienstleistungsunternehmen (Servicesystem): xt+1 = h(xt, ut) + ℰt und yt = k(xt, ut) + t
Mechanisiertes Arbeitssystem: Wenn E2 technisch erzeugte Energieformen enthält
Automatisiertes Arbeitssystem: Wenn mechanisiert und I1 oder I2 technisch erzeugte Information enthalten
Arbeitssystem – Grundgesetze und
Klassifizierung

1 - 15 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Stufen der Automatisierung
Quelle: Sheridan 2002
(1) Computer bietet keine (direkte) Unterstützung, Operateur erledigt alles
(2) Computer schlägt Alternativen zur Aufgabendurchführung vor
(3) Computer wählt eine Lösungsoption aus und…
(4) … führt diese nach Bestätigung des Operateurs aus
(5) … räumt dem Operateur bestimmte Zeit zum Einlegen eines Vetos ein.
(6) … führt diese aus und informiert falls nötig den Operateur
(7) … führt diese aus und informiert auf Anfrage den Operateur
(8) Computer wählt die Lösungsoption und führt diese aus, Operateur wird ignoriert
1 - 16 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
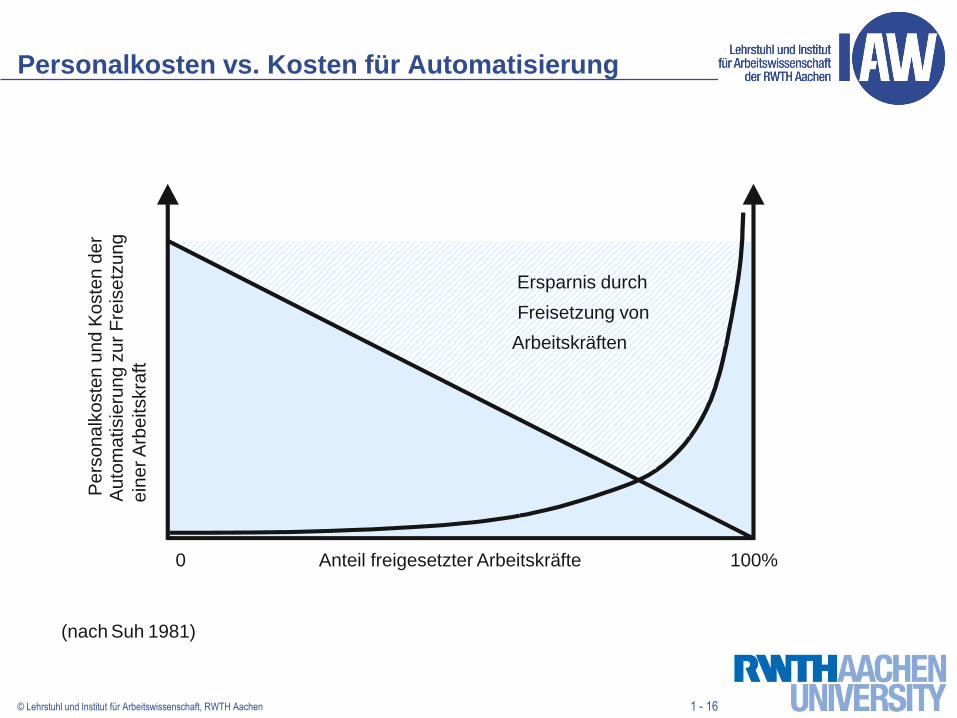
Personalkosten vs. Kosten für Automatisierung
(nach Suh 1981)
Pe
rso
na
lkoste
n u
nd
Ko
ste
n d
er
A
uto
matisie
rung z
ur
Fre
isetz
ung
ein
er A
rbe
itskra
ft
Anteil freigesetzter Arbeitskräfte 0 100%
Ersparnis durch
Freisetzung von
Arbeitskräften
1 - 17 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
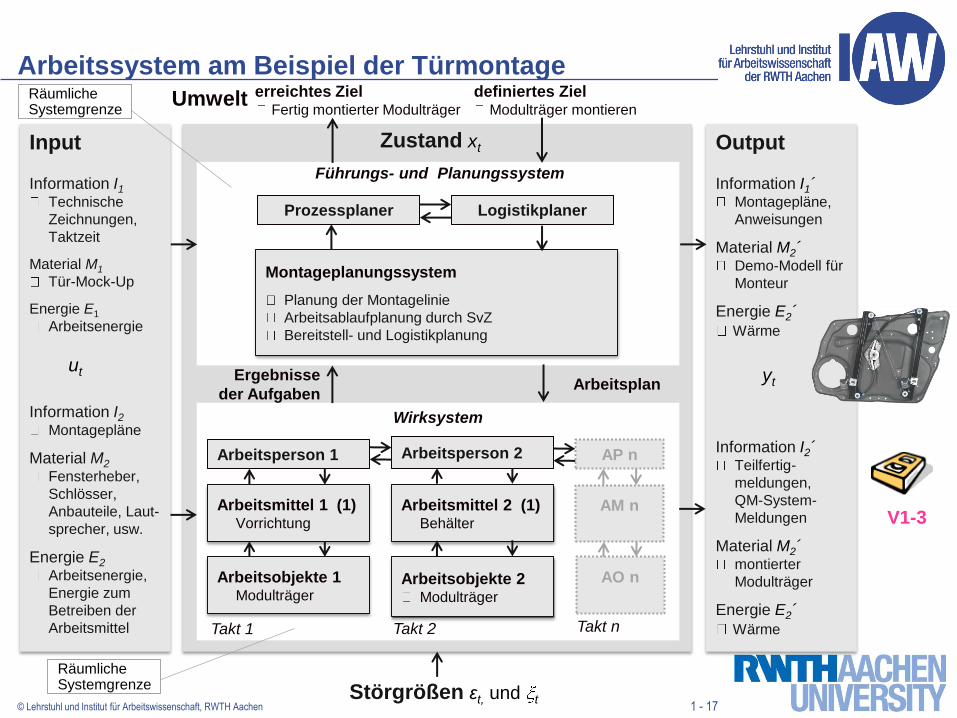
Arbeitssystem am Beispiel der Türmontage erreichtes Ziel
Fertig montierter Modulträger
Input
Information I1
Technische
Zeichnungen,
Taktzeit
Material M1
Tür-Mock-Up
Energie E1
Arbeitsenergie
Information I2
Montagepläne
Material M2
Fensterheber,
Schlösser,
Anbauteile, Laut-
sprecher, usw.
Energie E2
Arbeitsenergie,
Energie zum
Betreiben der
Arbeitsmittel
Output
Information I1´ Montagepläne,
Anweisungen
Material M2´ Demo-Modell für
Monteur
Energie E2´ Wärme
Information I2´ Teilfertig-
meldungen,
QM-System-
Meldungen
Material M2´ montierter
Modulträger
Energie E2´ Wärme
definiertes Ziel Modulträger montieren
Führungs- und Planungssystem
Montageplanungssystem
Planung der Montagelinie
Arbeitsablaufplanung durch SvZ
Bereitstell- und Logistikplanung
Ergebnisse
der Aufgaben Arbeitsplan
Umwelt
Takt 1 Takt 2
Störgrößen εt, und t
Takt n
Wirksystem
Arbeitsperson 1
Arbeitsmittel 1 (1) Vorrichtung
Arbeitsobjekte 1 Modulträger
Arbeitsperson 2
Arbeitsmittel 2 (1) Behälter
Arbeitsobjekte 2 Modulträger
AP n
AM n
AO n
ut yt
Räumliche Systemgrenze
Prozessplaner Logistikplaner
Zustand xt
Räumliche Systemgrenze
V1-3
1 - 18 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
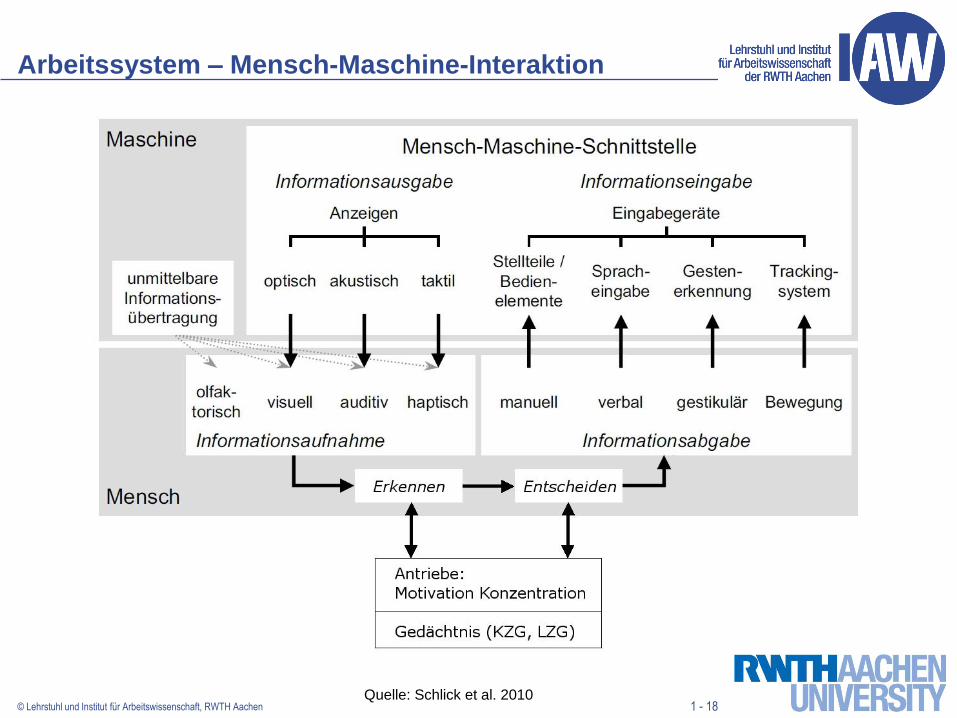
Arbeitssystem – Mensch-Maschine-Interaktion
Quelle: Schlick et al. 2010
1 - 19 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
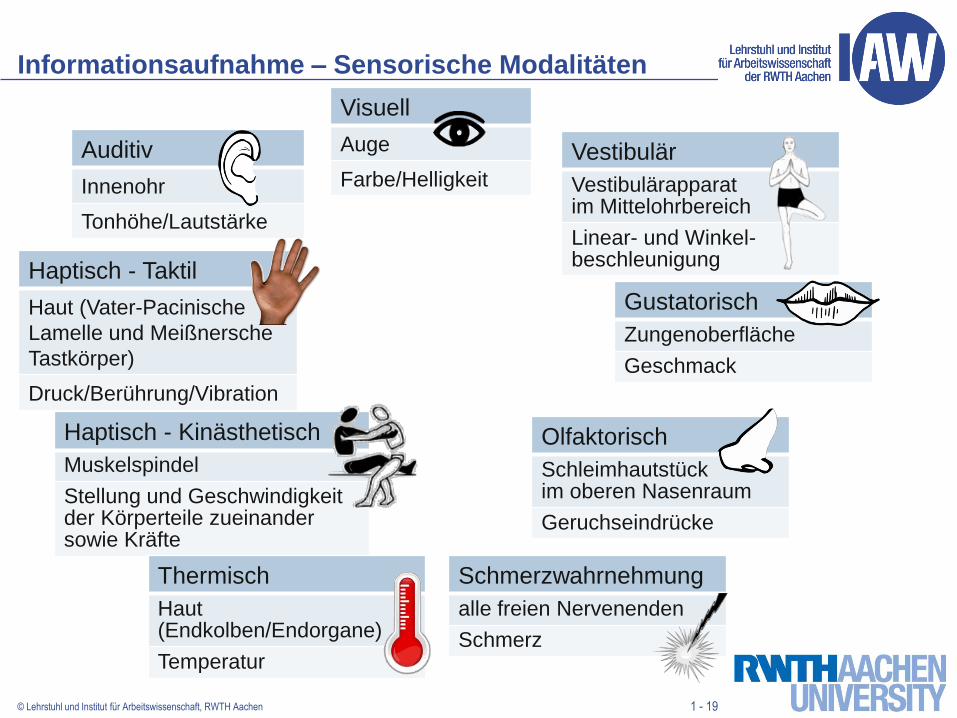
Schmerzwahrnehmung
alle freien Nervenenden
Schmerz
Informationsaufnahme – Sensorische Modalitäten
Visuell
Auge
Farbe/Helligkeit
Auditiv
Innenohr
Tonhöhe/Lautstärke
Haptisch - Taktil
Haut (Vater-Pacinische
Lamelle und Meißnersche
Tastkörper)
Druck/Berührung/Vibration
Vestibulär
Vestibulärapparat im Mittelohrbereich
Linear- und Winkel- beschleunigung
Haptisch - Kinästhetisch
Muskelspindel
Stellung und Geschwindigkeit der Körperteile zueinander sowie Kräfte
Gustatorisch
Zungenoberfläche
Geschmack
Olfaktorisch
Schleimhautstück im oberen Nasenraum
Geruchseindrücke
Thermisch
Haut (Endkolben/Endorgane)
Temperatur

1 - 20 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Technozentrischer vs. anthropozentrischer Ansatz I
Technozentrischer Ansatz
= Ansatz zur Technikgestaltung
zielt darauf ab, den Einsatz von
Technik zu gestalten
(Primat der Technik)
Strukturierung von Aufbau- und
Ablauforganisation und Einsatz der
Mitarbeiter sind nachgeordnet
Anthropozentrischer Ansatz
= Ansatz zur Arbeitsgestaltung
Priorität liegt hier bei der Entwicklung
und Nutzung von Humanressourcen
neue Technologien dienen der
Unterstützung der menschlichen
Fähigkeiten und Kompetenzen
1 - 21 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
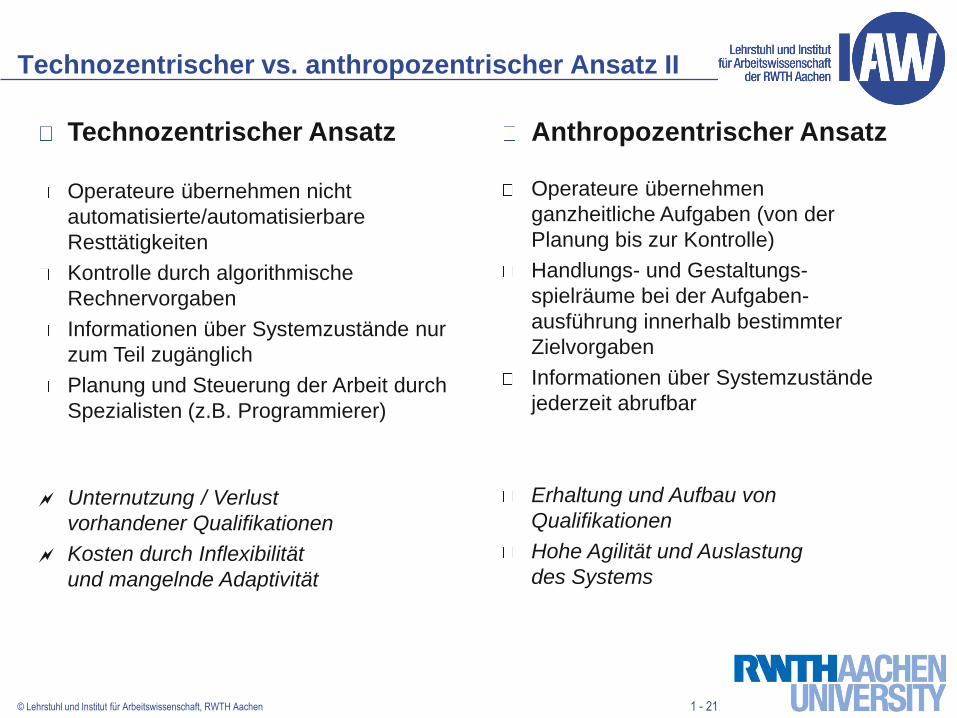
Technozentrischer vs. anthropozentrischer Ansatz II
Technozentrischer Ansatz
Operateure übernehmen nicht
automatisierte/automatisierbare
Resttätigkeiten
Kontrolle durch algorithmische
Rechnervorgaben
Informationen über Systemzustände nur
zum Teil zugänglich
Planung und Steuerung der Arbeit durch
Spezialisten (z.B. Programmierer)
Unternutzung / Verlust
vorhandener Qualifikationen
Kosten durch Inflexibilität
und mangelnde Adaptivität
Anthropozentrischer Ansatz
Operateure übernehmen
ganzheitliche Aufgaben (von der
Planung bis zur Kontrolle)
Handlungs- und Gestaltungs-
spielräume bei der Aufgaben-
ausführung innerhalb bestimmter
Zielvorgaben
Informationen über Systemzustände
jederzeit abrufbar
Erhaltung und Aufbau von
Qualifikationen
Hohe Agilität und Auslastung
des Systems

1 - 22 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Der MABA-MABA-Ansatz
Men are better at ...
Machines are better at ...
siehe. Fitts
1 - 23 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
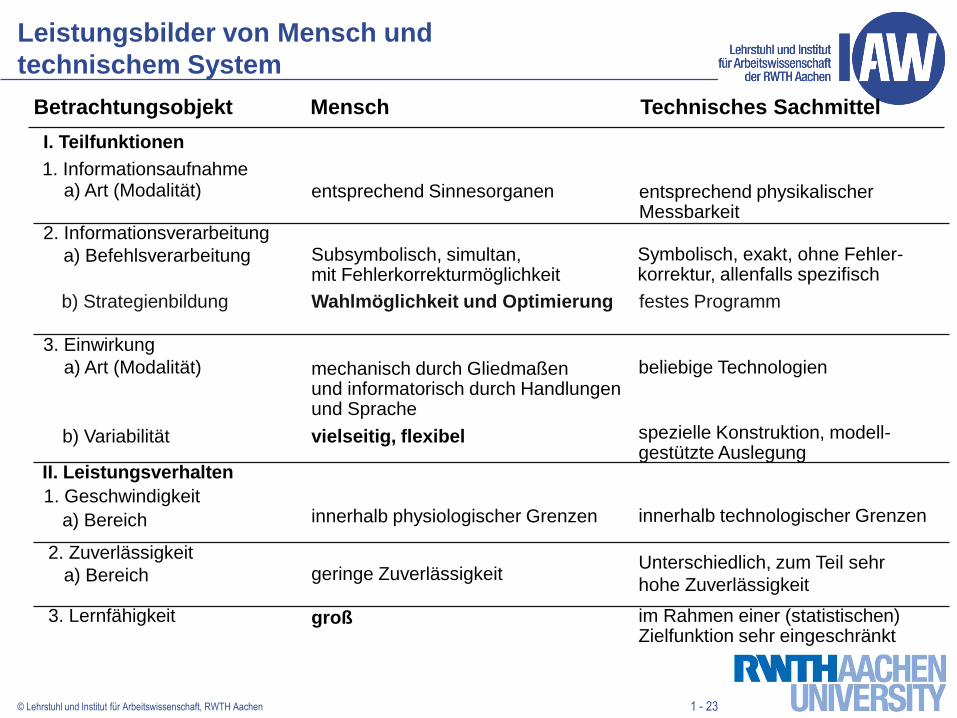
Leistungsbilder von Mensch und
technischem System
Betrachtungsobjekt Mensch Technisches Sachmittel
I. Teilfunktionen
3. Einwirkung
a) Art (Modalität) mechanisch durch Gliedmaßen und informatorisch durch Handlungen und Sprache
beliebige Technologien
b) Variabilität vielseitig, flexibel spezielle Konstruktion, modell- gestützte Auslegung
1. Informationsaufnahme a) Art (Modalität) entsprechend Sinnesorganen entsprechend physikalischer
Messbarkeit 2. Informationsverarbeitung
a) Befehlsverarbeitung Subsymbolisch, simultan, mit Fehlerkorrekturmöglichkeit
Symbolisch, exakt, ohne Fehler- korrektur, allenfalls spezifisch
II. Leistungsverhalten
1. Geschwindigkeit
groß im Rahmen einer (statistischen) Zielfunktion sehr eingeschränkt
2. Zuverlässigkeit
3. Lernfähigkeit
a) Bereich innerhalb physiologischer Grenzen innerhalb technologischer Grenzen
a) Bereich geringe Zuverlässigkeit Unterschiedlich, zum Teil sehr
hohe Zuverlässigkeit
b) Strategienbildung Wahlmöglichkeit und Optimierung festes Programm
1 - 24 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
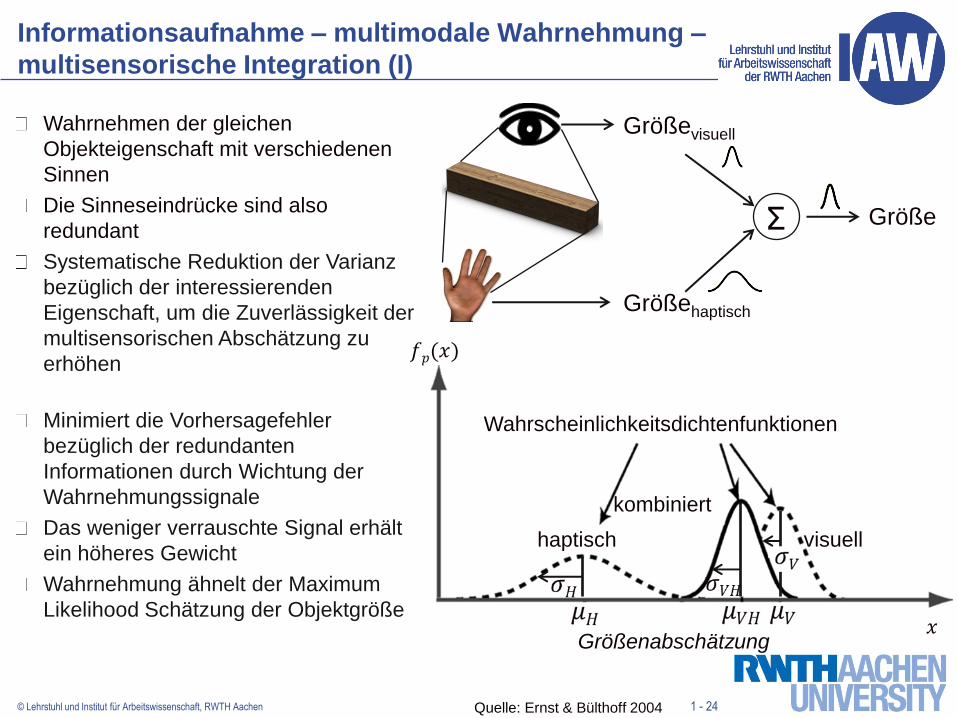
Informationsaufnahme – multimodale Wahrnehmung –
multisensorische Integration (I)
Größevisuell
Größehaptisch
Σ Größe
Wahrnehmen der gleichen
Objekteigenschaft mit verschiedenen
Sinnen
Die Sinneseindrücke sind also
redundant
Systematische Reduktion der Varianz
bezüglich der interessierenden
Eigenschaft, um die Zuverlässigkeit der
multisensorischen Abschätzung zu
erhöhen
Minimiert die Vorhersagefehler
bezüglich der redundanten
Informationen durch Wichtung der
Wahrnehmungssignale
Das weniger verrauschte Signal erhält
ein höheres Gewicht
Wahrnehmung ähnelt der Maximum
Likelihood Schätzung der Objektgröße
Quelle: Ernst & Bülthoff 2004
Wahrscheinlichkeitsdichtenfunktionen
haptisch visuell
kombiniert
Größenabschätzung
𝑓𝑝(𝑥)
𝑥
1 - 25 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
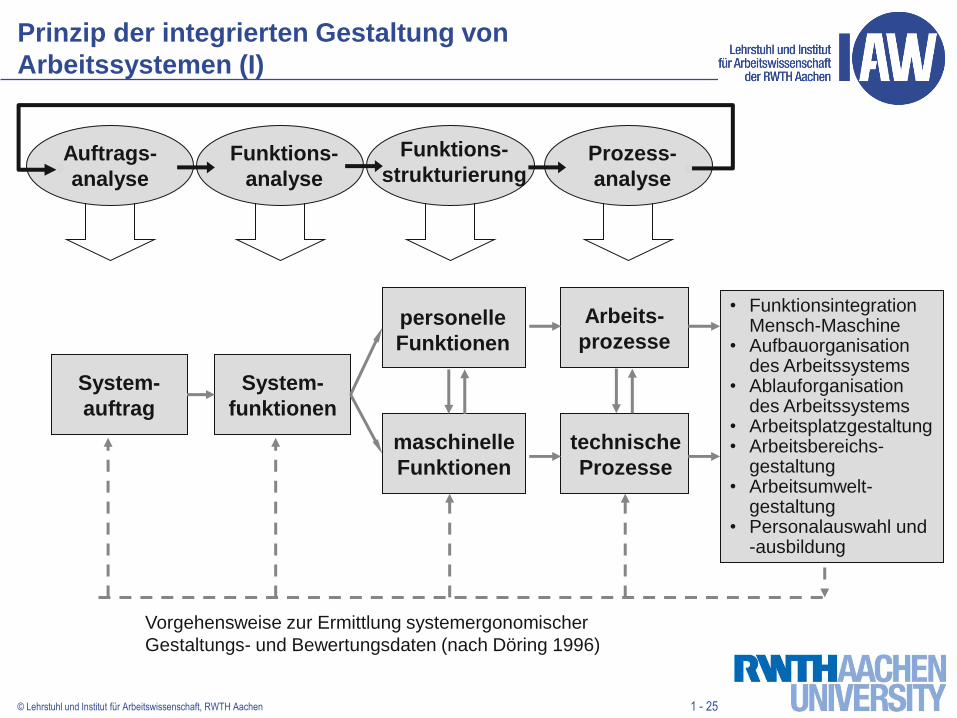
personelle
Funktionen
Prinzip der integrierten Gestaltung von
Arbeitssystemen (I)
Vorgehensweise zur Ermittlung systemergonomischer
Gestaltungs- und Bewertungsdaten (nach Döring 1996)
System-
auftrag
System-
funktionen
maschinelle
Funktionen
Arbeits-
prozesse
technische
Prozesse
Auftrags-
analyse
Funktions-
analyse
Funktions-
strukturierung Prozess-
analyse
• Funktionsintegration Mensch-Maschine
• Aufbauorganisation des Arbeitssystems
• Ablauforganisation des Arbeitssystems
• Arbeitsplatzgestaltung • Arbeitsbereichs-
gestaltung • Arbeitsumwelt-
gestaltung • Personalauswahl und
-ausbildung

1 - 26 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Prinzip der integrierten Gestaltung von
Arbeitssystemen (II)
Funktionsintegration Mensch-Maschine
Aufbauorganisation des Arbeitssystems
Ablauforganisation des Arbeitssystems
Arbeitsplatz- gestaltung
Arbeitsbereichs- gestaltung
Arbeitsumwelt- gestaltung
Personalauswahl und -ausbildung
Die Gestaltungsfelder
werden nicht sukzessiv
durchlaufen, sondern
alle gleichzeitig berück-
sichtigt.
Vorteil:
kompensatorische
Maßnahmen können
entfallen
Nachteil:
der Planungsprozess
wird komplexer und
weniger überschaubar
Systemergonomische
Gestaltungsbereiche
(nach Döring 1996)
Systemfunktion
Operateur 1
Operateur 2
Maschine 1
Maschinelle Funkt. Personelle Funkt.
Operateur 1
Operateur 2 Maschine 2
Maschine 1
Untersystem Untersystem
Untersystem
Operateur 1 Maschine 1
Klima Beleuchtung Lärm
Vibration Toxische Substanzen Strahlung
1 - 27 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
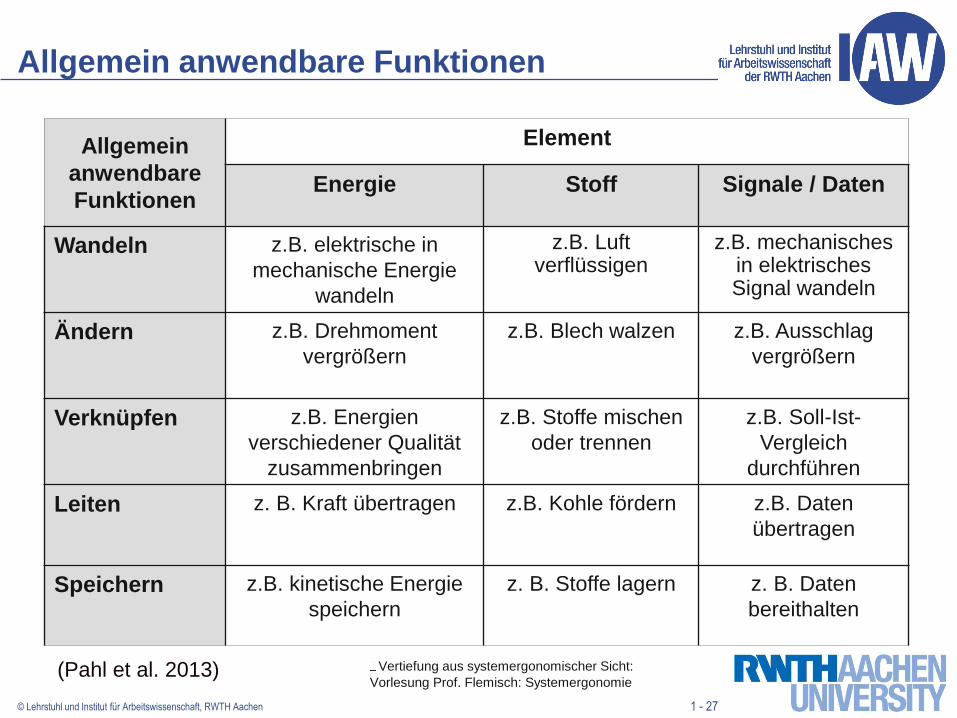
Allgemein anwendbare Funktionen
Allgemein
anwendbare
Funktionen
Element
Energie Stoff Signale / Daten
Wandeln z.B. elektrische in
mechanische Energie
wandeln
z.B. Luft verflüssigen
z.B. mechanisches in elektrisches Signal wandeln
Ändern z.B. Drehmoment
vergrößern
z.B. Blech walzen z.B. Ausschlag
vergrößern
Verknüpfen z.B. Energien
verschiedener Qualität
zusammenbringen
z.B. Stoffe mischen
oder trennen
z.B. Soll-Ist-
Vergleich
durchführen
Leiten z. B. Kraft übertragen z.B. Kohle fördern z.B. Daten
übertragen
Speichern z.B. kinetische Energie
speichern
z. B. Stoffe lagern z. B. Daten
bereithalten
(Pahl et al. 2013) Vertiefung aus systemergonomischer Sicht:
Vorlesung Prof. Flemisch: Systemergonomie
1 - 28 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
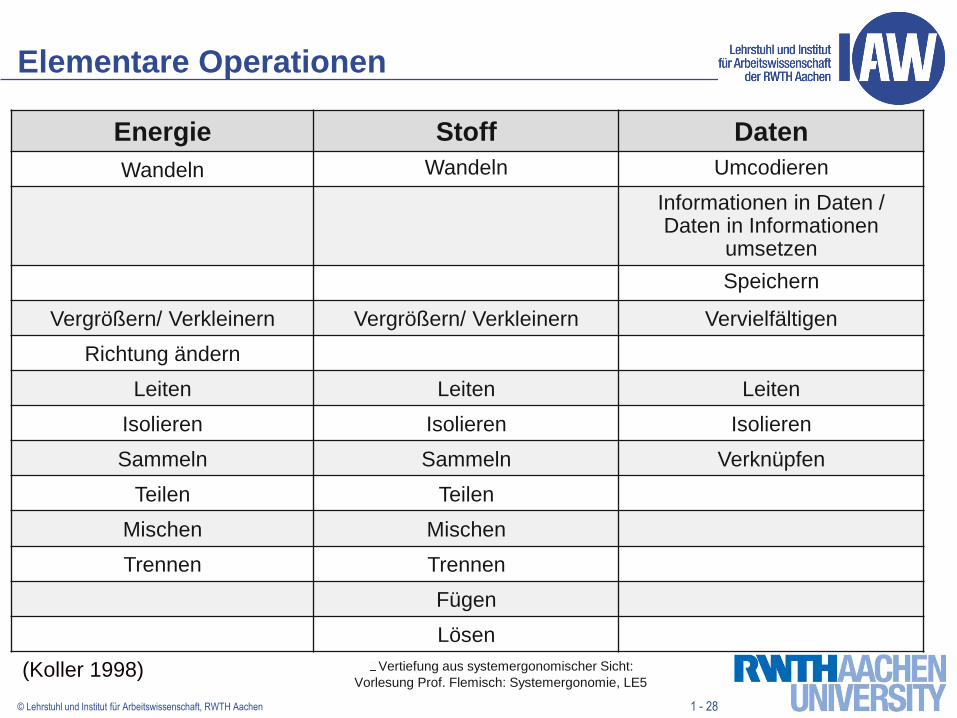
Elementare Operationen
Energie Stoff Daten
Wandeln Wandeln Umcodieren
Informationen in Daten / Daten in Informationen
umsetzen
Speichern
Vergrößern/ Verkleinern Vergrößern/ Verkleinern Vervielfältigen
Richtung ändern
Leiten Leiten Leiten
Isolieren Isolieren Isolieren
Sammeln Sammeln Verknüpfen
Teilen Teilen
Mischen Mischen
Trennen Trennen
Fügen
Lösen
(Koller 1998) Vertiefung aus systemergonomischer Sicht:
Vorlesung Prof. Flemisch: Systemergonomie, LE5
1 - 29 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
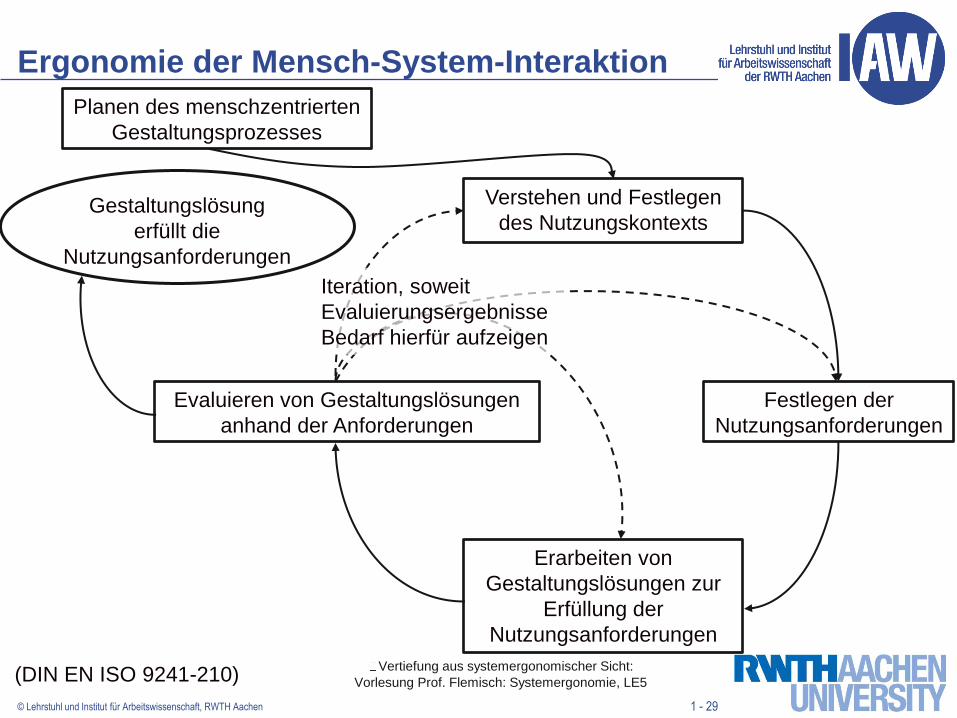
Ergonomie der Mensch-System-Interaktion
Planen des menschzentrierten
Gestaltungsprozesses
Verstehen und Festlegen
des Nutzungskontexts
Festlegen der
Nutzungsanforderungen
Erarbeiten von
Gestaltungslösungen zur
Erfüllung der
Nutzungsanforderungen
Evaluieren von Gestaltungslösungen
anhand der Anforderungen
Gestaltungslösung
erfüllt die
Nutzungsanforderungen
Iteration, soweit
Evaluierungsergebnisse
Bedarf hierfür aufzeigen
(DIN EN ISO 9241-210) Vertiefung aus systemergonomischer Sicht:
Vorlesung Prof. Flemisch: Systemergonomie, LE5

1 - 30 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Bewertung von Arbeitssystemen
Bei der Bewertung von Arbeitssystemen ist es erforderlich, für jede seiner Einzel-
funktionen die optimale Gestaltungsvariante zu ermitteln.
Dazu gibt es zwei besonders geeignete Möglichkeiten:
Funktionale Zuordnung Ökonomische Zuordnung
• Ermittlung der Qualität, der
Kosten und des Zeitbedarfs
bei der Erfüllung einer
Einzelfunktion vom Menschen
oder vom technischen System
• Entscheidungsmatrix für die
Zuordnung der Funktion im
System anhand der
identifizierten Variablen
• z.B. betriebswirtschaftliche Kosten-
und Investitionsrechnung.
(Zuordnung aufgrund monetär
quantifizierbarer Größen)
• Speziell:
Kostenvergleichsrechnung
1 - 31 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
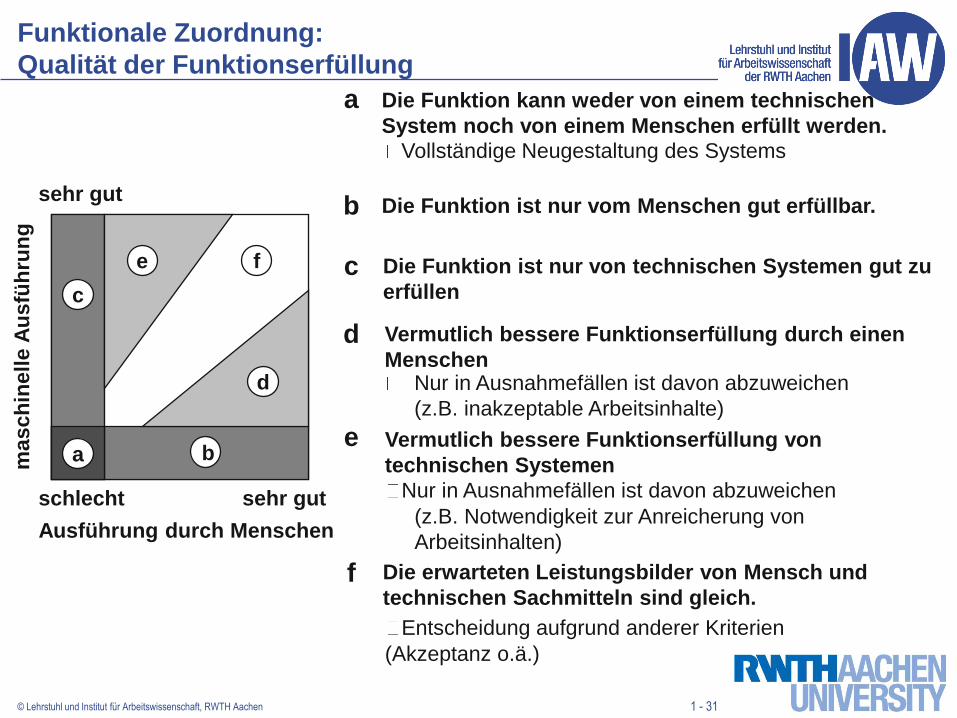
Funktionale Zuordnung:
Qualität der Funktionserfüllung
Die Funktion ist nur von technischen Systemen gut zu
erfüllen
Die Funktion kann weder von einem technischen
System noch von einem Menschen erfüllt werden.
Die Funktion ist nur vom Menschen gut erfüllbar.
Vermutlich bessere Funktionserfüllung durch einen
Menschen
Vermutlich bessere Funktionserfüllung von
technischen Systemen
Die erwarteten Leistungsbilder von Mensch und
technischen Sachmitteln sind gleich. f
e
d
c
b
a
Vollständige Neugestaltung des Systems
Nur in Ausnahmefällen ist davon abzuweichen
(z.B. inakzeptable Arbeitsinhalte)
Nur in Ausnahmefällen ist davon abzuweichen
(z.B. Notwendigkeit zur Anreicherung von
Arbeitsinhalten)
Entscheidung aufgrund anderer Kriterien
(Akzeptanz o.ä.)
a b
c
d
e f
sehr gut
sehr gut schlecht
Ausführung durch Menschen
masch
inelle A
usfü
hru
ng
1 - 32 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Wie ist die Struktur des Arbeitssystems?
Was beschreibt der technozentrische Ansatz?
Was beschreibt der anthropozentrische Ansatz?
Welche unterschiedlichen Strategien zur
Arbeitsgestaltung gibt es?
Welche Gestaltungsphasen existieren bei der
sequentiellen Arbeitssystemgestaltung?
Wie können Arbeitssysteme bewertet werden?
Lernerfolgsfragen
1 - 33 © Lehrstuhl und Institut für Arbeitswissenschaft, RWTH Aachen
Fitts, P. (1951) : Human engineering for an effective air navigation and traffic control system, Washington,
DC, USA
Hacker, W.; Sachse, P. (2014): Allgemeine Arbeitspsychologie: Psychische Regulation von Tätigkeiten (3.
vollständig überarbeitete Auflage), Göttingen.
Pahl, G., Beitz, W. Feldhusen, J., Grote, K.-H. (2013) Konstruktionslehre – Grundlagen erfolgreicher
Produktentwicklung – Methoden und Anwendung.8. Auflage Berlin, Heidelberg: Springer.
Rohmert, W. (1993): Das Belastungs-Beanspruchungs-Konzept. In: Zeitschrift für Arbeitswissenschaft, 38
(4). S. 193-200.
Schlick C. M., Bruder, R., Luczak, H. (2010): „Arbeitswissenschaft“, Springer
Sheridan, T. (2002): Humans and Automation: System Design and Research Issues, Santa Monica, CA,
USA
Stirn, H. (1980): Arbeitswissenschaft. Leske-Verlag, Opladen.
Literaturverzeichnis







