
Human Factor
Developing your people though Reactive Improvement as you save millions
Ross Kennedy President
CTPM Australasia

Ross Kennedy www.ctpm.org.au
Outline of Presentation
• The Need for Reactive Improvement
• The 3 Key Parts of Reactive Improvement
1. Effective Frontline Problem Solving
2. Daily Review Process
3. Policies to manage issues raised
• Developing your People
• Case Studies & Learnings
Ross Kennedy

Ross Kennedy
3 Key Parts to a Business
Sales & Marketing
Front of Business Finance of Business
Finance Operations
Back of Business
procurement / planning to delivery
www.ctpm.org.au

Ross Kennedy
3 Parts to Excellence
Earnings before Depreciation, Interest & Tax - EBDIT
Operational Excellence Front of Business + Back of Business
(enquiry to payment)
Operations Excellence Back of Business
(procurement / planning to delivery)
Key Success Factors for Operations
Business Excellence
Return on Investment
Finance of Business + Front of Business + Back of Business
www.ctpm.org.au

Ross Kennedy
Key Success Factors for Operations
‘Cause’ Key Success Factors
‘Effect’ Key Success Factor
Cost / Financial Performance
Customer Satisfaction
Performance
2
Inventory Performance
4 Plant &
Equipment Performance
5
People Performance
6
8
1 Safety &
Environment Performance
Supplier Performance
7
Quality Performance
3
• Order is important
• Performance measures should be grouped under the appropriate Key Success Factor
• Goal Alignment occurs when all measures at all levels are linked to a Key Success Factor
www.ctpm.org.au
Ross Kennedy
The Role of Operations Management
Achieve the Production Plan & Satisfy the Customer
Apply effective Reactive
Improvement
Pro-active Improvement
Pro-actively improve the way they Achieve the Production Plan & Satisfy the Customer
Establish and Agree on the order of the site’s Key Success Factors
www.ctpm.org.au
Ross Kennedy
Pe
rfo
rman
ce
Time
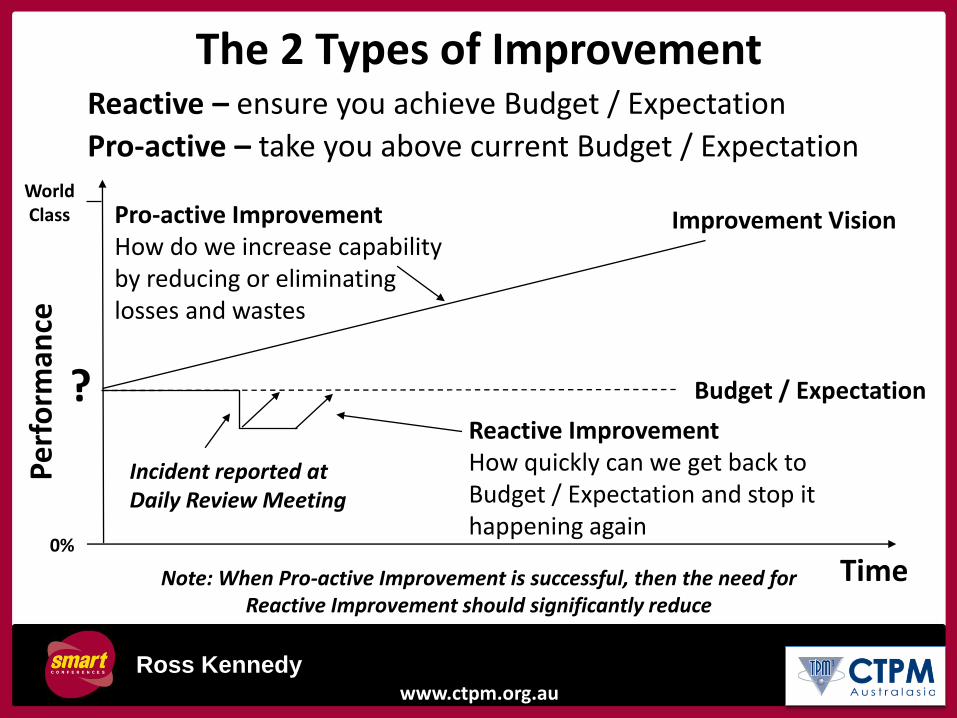
Incident reported at Daily Review Meeting
Pro-active Improvement How do we increase capability by reducing or eliminating losses and wastes
Reactive Improvement How quickly can we get back to Budget / Expectation and stop it happening again
Budget / Expectation
The 2 Types of Improvement Reactive – ensure you achieve Budget / Expectation
Pro-active – take you above current Budget / Expectation
Improvement Vision
?
Note: When Pro-active Improvement is successful, then the need for Reactive Improvement should significantly reduce
World Class
0%
www.ctpm.org.au

Ross Kennedy
Reactive Improvement
1. Effective Frontline Problem Solving Process
2. Daily Review Process
3. Policies to Manage issues raised
www.ctpm.org.au

Ross Kennedy
Deming’s
P-D-C-A
7 Step Process supported by
Workbook and A3 Summary Sheet
Plan
1. Define Problem
2. Contain Problem
3. Analyse Problem
4. Develop Root Cause Solutions
Do 5. Implement Solutions
Check 6. Evaluate Results
Act 7. List Future Actions
1. Frontline Problem Solving Process (responding to problems / incidents in the workplace)
www.ctpm.org.au

1. Define Problem
2. Contain Problem 3. Analyse Problem
4. Develop Root Cause Solutions
Presentation & Gain Approval 6. Evaluate Results
7. List Future Actions
Communicate Results & Share Learnings
Frontline Problem Solving
Copyright 2012 CTPM Australasia Visit: www.ctpm.org.au
A3 Summary Sheet
Cause & Effect
Why-Why
BEST CONTROL
LEAST CONTROL
ELIMIN
ATE
SUB
STITUT
E
ENG
INEER
AD
MIN
PP
E
Hierarchy of Controls
Materials Methods
Machine People
5. Implement Solutions
Future Action Plan
Tasks Who Proposed Date Completion Date
1 Feedback results to people in work area Peter 14 March 2011 14 March 2011
2 Revise maintenance inspection plans Brian 15 March 2011 17 March 2011
3 Review and update work area standards Peter 15 March 2011 17 March 2011
4 Send results to sister site Peter 18 March 2011 18 March 2011
5 Conduct update briefing to Site Leadership Team Leon 23 March 2011 20 March 2011

Ross Kennedy
7 Step Frontline Problem Solving A3 Summary Sheet
www.ctpm.org.au

Ross Kennedy
7 Step Frontline Problem Solving A3 Summary Sheet
www.ctpm.org.au

Ross Kennedy
Area Managers with 3-7
Supervisors
Ops Manager with 3-7
Managers
Team Leaders with 3-7
Team Members
DPA = Defined Production Areas or Areas of Responsibility
Start of Shift: 10 min Team Leader Toolbox Meeting in front of DPA Scoreboard
0.5 Hr after Start of Shift: 10-15 min Supervisor Meeting in front of Section Scoreboard
1.0 Hr after Start of Shift: 10-15 min Prod Manager Meeting in front of Area Scoreboard
1.5 Hr after Start of Shift: 10-15 min Ops Manager Meeting in front of Site Scoreboard
Supervisors with 3-7
Team Leaders
2. Daily Review Meetings (in teams of 4-8)
www.ctpm.org.au

Ross Kennedy
What makes an effective Daily Review Meetings
• Agenda displayed with timeframes
• Current performance information updated by attendee responsible and displayed using visual prompts (eg red is bad, green is good)
• Stand up environment (no chairs as people think and respond quicker and more distinctly on their feet)
• Coffee facilities not available in the room (too tempting to create a distraction)
• Issues raised with solutions taken or if not solved allocated (Problem Solving outside the meeting)
• Clock in room (visually controlling the time of meeting)
• Starting and finishing on time (allow people to leave after agreed finish time)
www.ctpm.org.au

Ross Kennedy
Possible Areas of Focus for a Daily Review Meeting Report by exemption by Defined Production Areas and Support Departments
Safety & Environment: Accidents, Near Misses, Incidents
Customer: Quality complaints, Delivery issues Achievement of Production Plan
Quality: Materials, Internal Scrap, Rework, Yield
Inventory: Shortages or Excesses
Plant: Equipment Failures or Work-a-Rounds
People: Unplanned Absenteeism, Productivity
Supplier: Quality and Delivery issues
Stability: Any changes to Prod Plan, Cancelled events
Pro-active Improvement: Equipment defects found and rectified
Re-active Improvement: Status of Frontline Problem Solving activities
www.ctpm.org.au

Ross Kennedy
Purpose of Meeting: Review last 24 hours / shift – Learnings & Actions Review what will impact the next shift / 24 hours / 3 days Status of Pro-active & Reactive Improvement Brief Communication Update
Item Activity Who Time
1 Safety & Environment including Safety learning for the day 1 min
2 Customer Satisfaction – any complaints or concerns 1 min
3 Quality – anything outside expectations 1 min
4 Achievement of Work Plan – any misses to expected plan 1 min
5 People – any issues requiring attention 1 min
6 Stability – any expected changes in the next 24 / 48 / 72 hours 1 min
7 Pro-active Improvement: Improvement activities planned for next 24 / 48 / 72 hours
1 min
8 Re-active Improvement: Status of all outstanding Frontline Problem Solving activities
1 min
9 Communications – anything to share or advise 1 min
10 Issues of concern not covered 1 min
Total Time: 10 min
Example Agenda for an ABT Daily Review Meeting
www.ctpm.org.au
Ross Kennedy
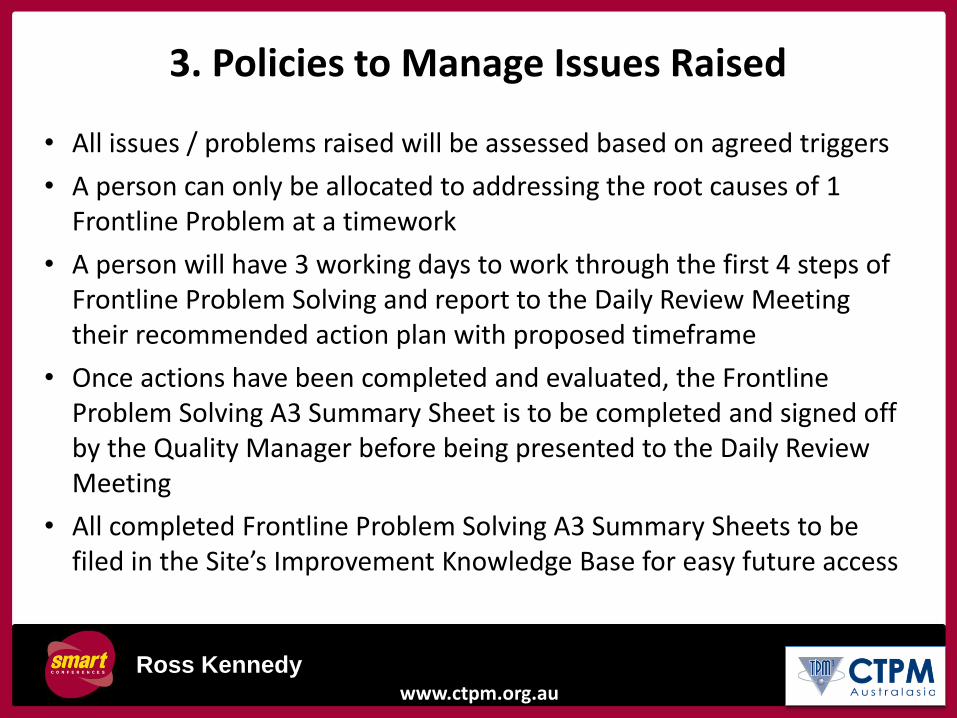
3. Policies to Manage Issues Raised
• All issues / problems raised will be assessed based on agreed triggers
• A person can only be allocated to addressing the root causes of 1 Frontline Problem at a timework
• A person will have 3 working days to work through the first 4 steps of Frontline Problem Solving and report to the Daily Review Meeting their recommended action plan with proposed timeframe
• Once actions have been completed and evaluated, the Frontline Problem Solving A3 Summary Sheet is to be completed and signed off by the Quality Manager before being presented to the Daily Review Meeting
• All completed Frontline Problem Solving A3 Summary Sheets to be filed in the Site’s Improvement Knowledge Base for easy future access
www.ctpm.org.au

Ross Kennedy
Setting Triggers for initiating Frontline Problem Solving
• Breakdown causing production delay of over 1 hour duration
• Scrap or Rework loss of greater than 5% from a machine during a shift
• Yield loss of greater than 5% above standard
• External Customer Complaint caused by Operations of agreed value
• Internal Customer Complaint of agreed value
• Spillage requiring greater than 30 minutes to clean-up
• A ‘work-around’ was implemented to keep the plant running
• A key piece of equipment (eg pump) required replacing outside of it’s scheduled replacement time
Example Triggers for a site just starting their formal Reactive Improvement journey:
www.ctpm.org.au

Ross Kennedy
Developing your People – FLPS Capability Our research has identified that it typically takes a person 3 cycles of applying the 7 step Frontline Problem Solving process working in a team environment and under the guidance of a trained facilitator, to learn the process, and be able to lead a Frontline Problem Solving activity.
It may take another 3-5 cycles under the guidance of a mentor to gain sufficient experience to be able to develop the skill and confidence to be able to teach it to others.
www.ctpm.org.au

Ross Kennedy www.ctpm.org.au

Ross Kennedy
Case Studies
www.ctpm.org.au

Ross Kennedy
Case Study 1
www.ctpm.org.au
Problems Outcome
Excessive film waste during film changeover costing $7,500/yr Progressing
Check weigher on Line 3 rejecting 3.4% of product requiring rework
Rejects reduced to 1.0%
Rework of 20% of product resulting in 8.8% of raw material waste
Greater understanding - Referred to tech team
Both edges of wire mesh transfer belt being ripped apart Redesigned support bar
Constant jam ups at oven exit point costing $153,000 / yr $110,000 / yr saving
Lot of double loading into pockets requiring operator to intervene and product being reworked
Problem eliminated
Food Processing Plant in NSW 3 teams of 5 (operators & trades) One-day workshop plus 6 off 2 hr weekly meetings
MSACMT280A Undertake Root Cause Analysis = $13,500 funding
Ross Kennedy
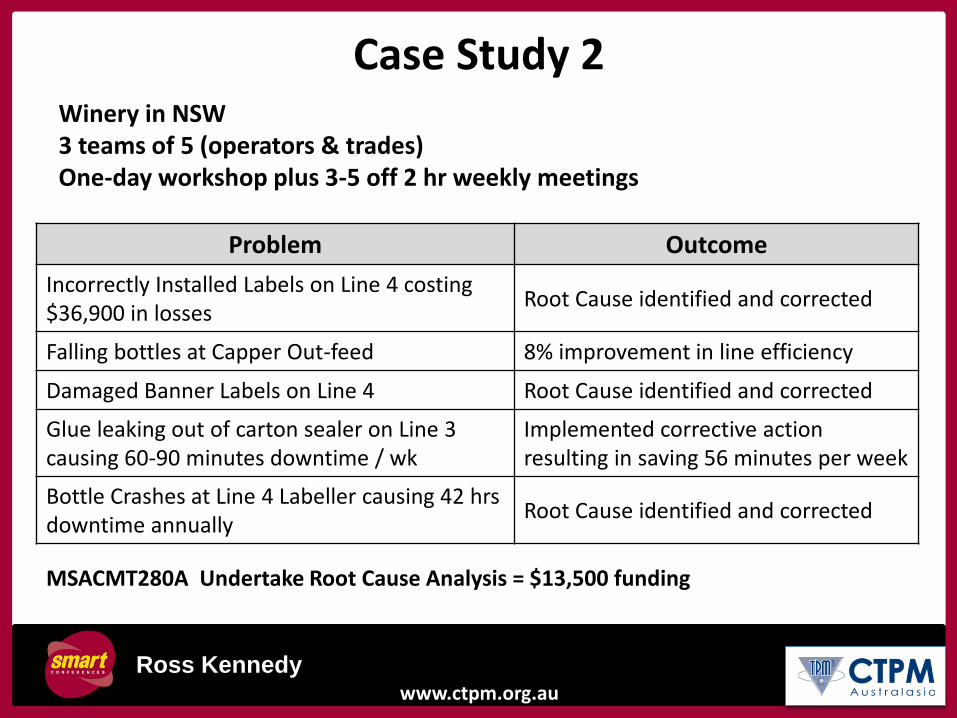
Case Study 2
www.ctpm.org.au
Winery in NSW 3 teams of 5 (operators & trades) One-day workshop plus 3-5 off 2 hr weekly meetings
Problem Outcome
Incorrectly Installed Labels on Line 4 costing $36,900 in losses
Root Cause identified and corrected
Falling bottles at Capper Out-feed 8% improvement in line efficiency
Damaged Banner Labels on Line 4 Root Cause identified and corrected
Glue leaking out of carton sealer on Line 3 causing 60-90 minutes downtime / wk
Implemented corrective action resulting in saving 56 minutes per week
Bottle Crashes at Line 4 Labeller causing 42 hrs downtime annually
Root Cause identified and corrected
MSACMT280A Undertake Root Cause Analysis = $13,500 funding

Ross Kennedy
Case Study 3
www.ctpm.org.au
Container Port Facility in New Zealand 5 teams of 3 followed by 4 teams of 4 (Operations and Engineering Teams) 2 Programs of One-day workshop and 6 off 1.5 hr meetings for each group
Problems Outcome
Crane high voltage reel slack cable fault $50,000 saving / yr
Crane stoppage due to sticky limit switch $16,000 saving / yr
Water ingress into sill beam cooler motors $30,000 saving / yr
Winch break failure Progressing
Mobile Crane battery terminals getting rusted Resolved
Excessive time taken to recover from spill New Process implemented

Ross Kennedy
Coaling Mining Operation in Indonesia One team which was addressing a crusher chute blockage problem achieved over $150,000 annualised savings from successfully working through the Frontline Problem Solving 7 Step Process.
Case Study 4
www.ctpm.org.au

Ross Kennedy
Key Learnings
• All Reactive Improvement activity reports to a Daily Review Meeting
• Get your Site Daily Review Meeting working well first, before cascading to Area Daily Review Meetings or Team Daily Review Meetings
• Defining the Problem is the key rather than just rushing into Cause & Effect and Why-Why Analysis
• Always make time to celebrate success
www.ctpm.org.au







