
1
American Society of Baking Chicago Marriott
March 3, 2014
Improving Bakery Manufacturing Performance – How to Identify the Correct Tools and Develop an Implementation Plan
“Continuous Improvement is not about the things you do well – that’s work. Continuous improvement is about removing the things that get in the way of
your work. The headaches, the things that slow you down, that’s what continuous improvement is all about.”
- Bruce Hamilton (President; Vice Chair of The Shingo Institute Board of Governors &
Member of The Shingo Academy & Shingo Examiner)
Why performance improvement is necessary
� Increased competition � Consumer demands � Higher costs of raw materials and packaging � Increased labor costs
Objectives
� Categories of performance problems in your bakery � Present available tools for improving manufacturing
performance � Selecting the proper tool or combination of tools to solve
specific problems � Developing a targeted implementation plan for the use of
these tools
Benefits
� Enhance associate engagement � Reduction of manufacturing costs � Sustainable quality improvements � Competitive advantage in the market place
Categories of performance problems
• Training • Rework • Raw Material Waste • Quality • Waiting - Changeovers/Downtime
2
“The only thing worse than training your employees and having them leave is not
training them and having them stay.” - Henry Ford
Training � Aim to develop the knowledge, skills and attitude necessary
for effective performance of the work � Reasons for Training
� Product and quality service � New technology � Role and career flexibility � Cost control � Associate retention
� Areas of training � Knowledge � Technical skills � Techniques
Rework � Mixing/Makeup
� Dough re-added to the mixing or make-up process
� Wrapping � Having to re-code product � Re-tie product � Re-bag product
� Warehouse/Shipping � Staging the wrong product in the wrong area
Raw Material Waste � Over scaled ingredients � Product giveaway � Overuse of dusting flour � Over/under proofed dough � Over/under baked product � Damaged products in wrapping
Characteristic: – Unbalanced workloads – Process flow stops due to unplanned
interruptions – Queues or idle time
Causes: – Inconsistent work methods – System Interruptions – Lack of process standardization – Capacity doesn’t match volume – Complexity – Training systems
Waiting – Changeovers/Downtime Waiting – Changeovers/Downtime
Changeovers � Scheduling production
accordingly � Pan changes � Allergen vs. Non Allergen
� 5S � Shop layout � Tool accessibility
Downtime � Preventive maintenance
leading to Predictive maintenance to avoid equipment wear and tear
� Robust training systems

3
Quality Tools for improving manufacturing performance
• 5S • Kaizen • Value Stream Map • Poka-Yoke • Six Sigma
5S
5S is a program to reduce operational steps and improve the overall
cleanliness of a work area making it safer and more productive
Sort Set in Order
Shine Standardize Sustain
5 S Checklist
� Floors clean
� Tools stored
� Gages clean
� Std WIP
� Safety Guards
5 S
Unnecessary
MAY 1996 JUNE 1996
JULY 1996
5S Process
From this…
To This…
5S Example Benefits of 5S
– Reducing changeover, & cleaning time – Reduce errors in set up & inventory – Reduce waste in:
� The amount of space needed for storage � Work In Process (WIP) and Warehouse inventory � Searching waste (when items are hard to find) � Motion waste (poorly located equipment & supplies)

4
Kaizen
Kai Zen
Change/Improvement Good/Continuous
Kaizen � Usually team-based, where the scope and boundaries of a problem are
clearly defined � Implementing “do-now” solutions through waste elimination
� Stimulate change
� Facilitates employee engagement and training/development � Promotes problem solving skills � Systematic approach to Lean production
Value Stream Map � Hand drawn map of the process
� Used to explain the process and the materials used at each point of the process
� Assists in identifying line efficiency opportunities (bottlenecks)
Example of Value Stream Map
Benefits of Value Stream Maps � Understand details of work flow in all functional areas to
satisfy customer needs � Quantify lead time, travel distance and resources consumed � Vehicle for waste elimination
Poka-Yoke � Designing work processes to eliminate error
� 1. Control Approach
� Shuts down the process when an error occurs
� Keeps the “suspect” part in place when an operation is incomplete
� 2. Warning Approach
� Signals the operator to stop the process and correct the problem

5
Poka-Yoke Examples Benefits of Poka-Yoke � Control approach
� Eliminates the error
� Warning Approach � Eliminates the potential for error
Six Sigma � Methodology to measure and improve company’s
performance, practices and systems
Benefits of Six Sigma � Assists in measuring, detecting, and maintaining quality
standards � Data collection and decision making � Leads to standardized processes � Associate engagement and accountability
Selecting the proper tools to solve specific problems
• Example of Training and Rework • Utilizing Kaizen, 5S
• Example of Raw Material Waste and Quality • Utilizing Six Sigma
• Example of Changeovers and Downtime • Utilizing Value Stream Map, Poke Yoke, 5S
Lack of Training Assume there is a newly hired associate with NO knowledge of a baking process. The associate is not provided with an in-depth training program and receives 1 week of training shadowing with another associate. After 1 week of shadowing, the associate is placed on 3rd shift wrapping, running 2 baggers for an 8 hour shift.
6
Rework is created… � During the 8 hour shift, the other
associates notice that 4,000 units of product has been placed in the wrong bag due to picking the wrong box
� When the associate was trained, he/she grabbed the box from the area shown by the other associate
� The veteran associate understands how to verify the type of boxes, the new associate does not have the experience
� All units must be re-opened with the assistance of the other 2 wrapping associates and placed in the proper bag causing 4 hours of overtime
Estimated cost of rework =$300
Estimated cost of wasted packaging =
$200
Total Cost of Rework = $200 + $300
= $500
Utilization of Tools � Kaizen Event takes place in the wrapping department � Why? – Data is collected and shows Lost Time � The objective: Identify reasons for lost time
� Team is assembled including: � 2 wrapping associates � 1 production supervisor � 1 maintenance associate
� Layout of Wrapping Area is created to understand where Lost Time is occurring
Utilization of Tools � The team observes the wrapping process for a 2 week period
on multiple shifts, they conclude that rework is the main cause of Lost Time
� An average of 1000 loaves have to be reworked per 3 shifts because of product being placed in the wrong bag
� An average of 1 hour is needed to complete the rework after the associates shift has ended
� The kaizen team decides to create an SOP and conduct 5S to provide clarity of varieties vs. bag types and train all wrapping associates
Utilization of Tools 5S Needed?!?
Vs.
� The newly “trained” associate and veteran associates had to find the proper bag type for the appropriate product in this warehouse during a changeover
� Are we setting the associates up for Failure?
� 5S is implemented, bags are condensed to 1 rack
� Organized by variety, usage, and date received
� Appropriate signage is posted for each box and variety
Training and Rework Analysis Assume that over a year the associates have been conducting rework on a daily basis on all 3 shifts ≈ 3 hours per day ≈ 15 hours per week
Rework = $60,000
Estimated cost of wasted packaging =
$30,000
Total Cost of Rework = $60,000 +
$30,000 = $90,000 per year
5S / Kaizen Implementation � Rework is monitored after the 5S and
Kaizen Study
� Rework has been reduced to 0.50 hours per day
Rework = $10,000
Estimated cost of wasted packaging =
$6,000
Total Cost of Rework = $10,000 + $6,000 =
$16,000 per year
Raw Material Waste & Quality • Following the previous example in the wrapping department,
associates are having difficultly bagging product • Similar varieties are coming to wrapping in all different
shapes and sizes • Steps need to be taken to reduce or eliminate the variation of
product coming to the wrap
7
Cost of Waste from Variation � Assume that non-conforming product is 1 in every 100 units
� Cost of labor and materials
� Assume 2000 units a day is wasted
� Labor and materials = $500 per day
� Cost of waste per year = $125,000
� Cost to remake product
� 2000 units of product to remake = $75 per day
� Cost per year = $18,000 per year
� Total cost per year = $18,000 + $125,000 = $143,000
Implementing Six Sigma � Six sigma can be implemented to reduce variability
within the process � Current State:
� Key characteristics within the process are not being monitored and recorded
� Associates define quality standards with their own judgments � Efforts to reduce waste is based on perception not data
Implementing Six Sigma � Desired State:
� Data is recorded and monitored constantly � Product complies with consumer and company standards � Decisions are made based on data not perception to improve quality
and reduce waste � Associates understand data and are data driven to make decisions
Vs.
Implementing Six Sigma � Six Sigma is now implemented to reduce the number of defects in your
bakery, associates are actively engaged and monitor process control � The number of non-conforming units is decreased from 1/100 to 1/1000
� Cost of labor and materials Assume 200 units wasted Labor and materials = $50 per day Waste per year = $12,000 of waste per year
� Cost to remake product 200 Units of product to remake = $7 per day Cost per year = $1,500 per year
Total cost per year = $14,000
� Cost has just decreased from $143,000 to $14,000 per year
Waiting - Changeovers Assume the process within your bakery consists of an average of 10 changeovers that are at least 30 minutes long per production day at the divider area. Value Stream Mapping, 5S, and Poka-Yoke are conducted to reduce changeovers and downtime.
Cost of Waiting – Changeovers/Downtime � Assume that you have an average of 30 minute changeovers
due to different pan types, allergen to non allergen, and scheduling
� Assume that there are 10 changeovers per day
� Changeover could cost up to = $400,000 per year in labor and materials
8
Implementing Value Stream Maps � It is noticed that during a
changeover that an associate must travel to 5 key areas in order to change pans and guides
� Needed tools are not at the
proper locations for cleaning purposes
Mobile Equipment
Worker
Pallet
Mobile Equipment
Worker
Pallet
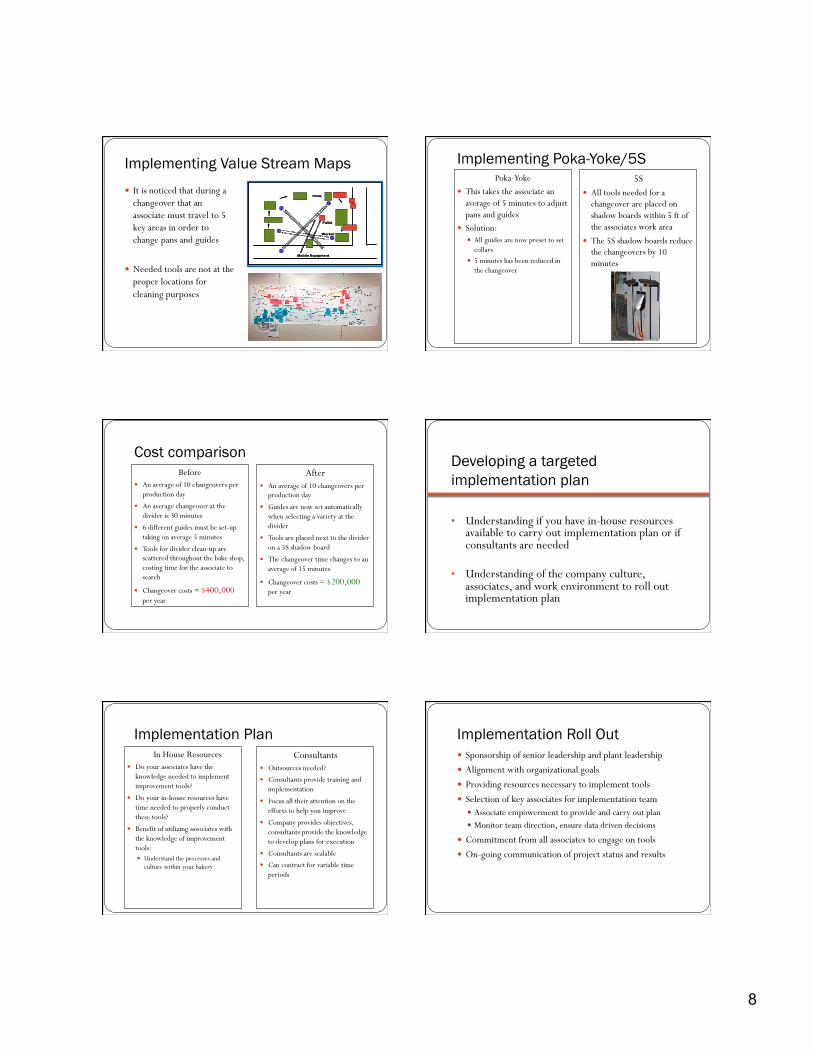
Implementing Poka-Yoke/5S Poka-Yoke
� This takes the associate an average of 5 minutes to adjust pans and guides
� Solution: � All guides are now preset to set
collars � 5 minutes has been reduced in
the changeover
5S � All tools needed for a
changeover are placed on shadow boards within 5 ft of the associates work area
� The 5S shadow boards reduce the changeovers by 10 minutes
Cost comparison Before
� An average of 10 changeovers per production day
� An average changeover at the divider is 30 minutes
� 6 different guides must be set-up taking on average 5 minutes
� Tools for divider clean-up are scattered throughout the bake shop, costing time for the associate to search
� Changeover costs = $400,000 per year
After � An average of 10 changeovers per
production day � Guides are now set automatically
when selecting a variety at the divider
� Tools are placed next to the divider on a 5S shadow board
� The changeover time changes to an average of 15 minutes
� Changeover costs = $200,000 per year
Developing a targeted implementation plan
• Understanding if you have in-house resources available to carry out implementation plan or if consultants are needed
• Understanding of the company culture,
associates, and work environment to roll out implementation plan
Implementation Plan In House Resources
� Do your associates have the knowledge needed to implement improvement tools?
� Do your in-house resources have time needed to properly conduct these tools?
� Benefit of utilizing associates with the knowledge of improvement tools: � Understand the processes and
culture within your bakery
Consultants � Outsources needed? � Consultants provide training and
implementation
� Focus all their attention on the efforts to help you improve
� Company provides objectives, consultants provide the knowledge to develop plans for execution
� Consultants are scalable � Can contract for variable time
periods
Implementation Roll Out � Sponsorship of senior leadership and plant leadership � Alignment with organizational goals � Providing resources necessary to implement tools � Selection of key associates for implementation team
� Associate empowerment to provide and carry out plan � Monitor team direction, ensure data driven decisions
� Commitment from all associates to engage on tools � On-going communication of project status and results

9
Conclusion � Importance of improvement in today’s competitive
environment � Benefits of improving quality, profitability, and associate
engagement � Wide availability of tools, choosing the correct tools for your
bakery culture � Opportunities are inherent in any manufacturing facility � Utilizing the tools available and engaging associates in the
proper use of these tools will result in productivity and performance improvements, both in process and associates
Questions?







