
BRAVO
PT.Sinyotama IndustriP. Rod
Topic :Reduce Scrap Over Sanding
From Rp. 1,913,344 to Rp. 451,182Period February - April 2008

Motto :
Fasilitator Group Leader Assit Leader Secretary
Soni W Hotmian S Gustina Siregar Karyani
Together For A Success
STRUCTURE OF ORGANIZATION
1. Iqbql G 8. Mira W 15. Fuat
2. Torius H 9. Tanti Q 16. Zunaidin
3. Fitria E 10. Rina M 17. Ali K
4. Widy V 11. Paryati 18. Maripan
5. Sigit P 12. Jerni H 19. Tika A
6. Sudarno 13. Desra W 20. Gunawan
7. Yusuf W 14. Anton
Members :

Step 1DEFINE

PROBLEM DEFINITION
From Pareto Chart We can see focus of
Improvement on our project
is Over Sanding
Focus Improvement
NO Nc Item Nov-07 Des-07 Jan-08 Average
1 Over Sanding Rp. 1,085,889 Rp 2,042,406 Rp 2,612,038 Rp 1,913,344
2 Broken Rp 105,642 Rp 2,025,652 Rp 2,323,465 Rp 1,484,920
3 Crack Rp 1,879,873 Rp 1,025,642 Rp 1,208,490 Rp 1,371,335
4 Material take out Rp 986,856 Rp 586,423 Rp 958,426 Rp 993,767
PARETO DIAGRAM LAST 3 MONTH DATA

PROBLEM DEFINITION
Over Sanding is :• This Nc has because blank stoped on sanding process with sanding belt.
Effect:• Hight Scrap
• Many additional to M.Rod
• Shipment delay
Sample Over Sanding

Step 2MEASUREMENT

BACKGROUND (LATAR BELAKANG)1. LAST THREE MONTHS DATA
Description Nov-07 Des-07 Jan-08 Total Average
Prod.Qty 29,358 28,546 35,245 93,149 31,050
Scrap total (Rp) Rp4,057,557 Rp5,950,123 1085 Rp17,110,098 Rp5,703,366
Scrap Over sending(Rp) Rp1,085,589 Rp2,042,406 Rp2,612,038 Rp5,740,033 Rp1,913,344
% Scrap Over sending 27% 34% 37% 98% 33%
The disadvantage of problem to production result.
1.SOT Not Achieve.
2.Customer wos not satisfied.
3.Many hidden factory.
BACKGROUND (LATAR BELAKANG)
100%
42%
58%
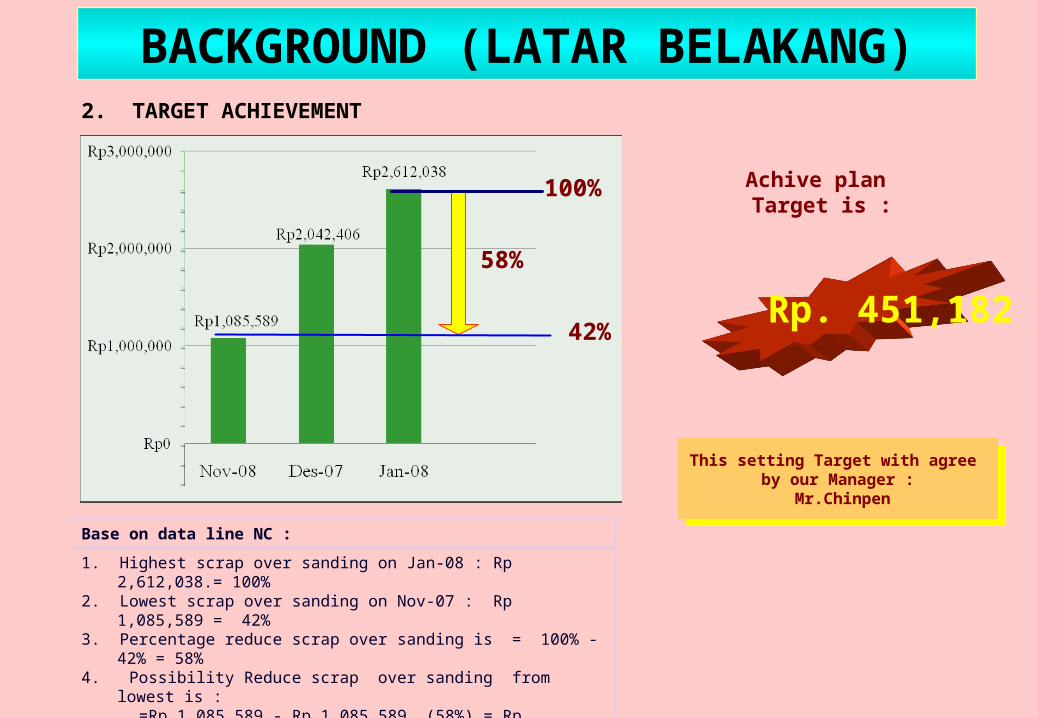
Base on data line NC :
1. Highest scrap over sanding on Jan-08 : Rp 2,612,038.= 100%2. Lowest scrap over sanding on Nov-07 : Rp 1,085,589 = 42%3. Percentage reduce scrap over sanding is = 100% - 42% = 58%4. Possibility Reduce scrap over sanding from lowest is : =Rp 1,085,589 - Rp 1,085,589 (58%) = Rp 1,085,589 –Rp 1,085,589 =
Rp.451,182.-5. Reduce Scrap over sanding our target is =Rp.451,182.-
Rp. 451,182
Achive plan Target is :
This setting Target with agree by our Manager :
Mr.Chinpen
This setting Target with agree by our Manager :
Mr.Chinpen
2. TARGET ACHIEVEMENT

BACKGROUND (LATAR BELAKANG)
2.7. RENCANA JADWAL KEGIATAN DENGAN METHODE GANTT CHART
MonthS/N Week 0 0 1 2 3 4 5 6 7 8 9 10Day of Mtg Sun Sat Sat Sat Sat Sat Sat Sat Sat Sat Sat Sat
8-F
eb-0
8
15-F
eb-0
8
22-F
eb-0
8
29-F
eb-0
8
14-M
ar-0
8
28-M
ar-0
8
4-M
ar-0
8
4-A
pr-0
8
11-A
pr-0
8
25-A
pr-0
8
Sch 0.5
Res 0.5
Sch 0.5
Res 0.5
Sch 1
Res 1
Sch 1
Res 1
Sch 1
Res 1
Sch 2
Res 2
Sch 2
Res 2
Sch 0.5
Res 0.5
Sch 0.5
Res 0.5
AKTIVITAS
Ste
p
PH
AS
EC
ON
TR
OL Standarisasi Document & Socialization
9 Follow Up Action
7
1 Problem Definition
2
Identifikasi akar masalah ( Fishbon Chart )
5
4
Pengembangan & Pemilihan Solusi( Tree Diagram )
6
Feb-08 Mar-08 Apr-08
DE
FIN
E&
ME
AS
UR
E
8
Hasil & Review
Measurement & Bacground data
Verifikasi akar masalah ( C&E Matrix )
IMP
RO
VE
Penerapan & Review
3
AN
ALY
ZE
This is our schedule activity has effective
SCHEDULE ACTIVITY

Step 3ANALYZE

IDENTIFY & VERIFICATION OF PROBABLE COUSES
Diciplin
Lazy
1. To less Responsibility
To Less Konsentrasi
2. Wrong processNew Manpower
3. To less training
To Less skill
To less Ask
4. No follow WI & DrawingLikes Sending
5. Nothing Standard sending
Blank Incoming
6. Nothing QC Incoming
No check
Sending/buffing Belt
Quality No good
7. Easy broken off
Method Machine
ManMaterial
Why Scrap Over
Sending?
Tier
Often leak
Use lakban
8. Use cutter of cut
Setting belt no stndard
9. Sending is shakySeater blank
Easy moved
12. Setting No fix
11. Key lock not pass
Easy shaky
Pushed is strong
10. Tier is stoped
Base on braistorming with fishbone chart, we have 12 possibility root couse.

IDENTIFY & VERIFICATION OF PROBABLE COUSES
1. C & E MATRIX DIAGRAM
Rating of importance to costomer internal/external 6 10 4 6
STEP 1A B C D
Reduce DLNC Reduce ScrapReduce cycle
timeHight
costumer claimTotal
NONONo & Name Top3
4MKemungkinan Akar Masalah dari fish bond chart
1 MAN To less Responshibility 9 9 1 1 1542 MAN Wrong process 9 4 1 1 1043 MAN To less training 9 1 1 1 744 MAN No follow WI & Drawing 9 9 1 1 1545 Methode Setting No fix 4 4 9 1 1066 Methode Key lock not pass 4 4 9 1 1067 Machine Easy broken off 4 4 4 1 868 Machine Use cutter of cut 4 4 1 1 749 Machine Sending is shaky 4 4 9 1 10610 Machine Tier is stoped 4 4 1 1 7411 Material No standard sending 4 4 1 1 7412 Material Nothing QC incoming 1 1 1 1 4
Proses inputs

IDENTIFY & VERIFICATION OF PROBABLE COUSES
2. C & E MATRIX DIAGRAM
Rating of importance to costomer internal/external 6 10 4 6
STEP 2A B C D
Reduce DLNC Reduce ScrapReduce cycle
timeHight
costumer claimTotal
NONONo & Name Top3
4MKemungkinan Akar Masalah dari fish bond chart
4 MAN No follow WI & Drawing 9 9 1 1 1541 MAN To less Responshibility 9 9 1 1 1545 Methode Setting No fix 4 4 9 1 1066 Methode Key lock not pass 4 4 9 1 1069 Machine Sending is shaky 4 4 9 1 1062 MAN Wrong process 9 4 1 1 1047 Machine Easy broken off 4 4 4 1 868 Machine Use cutter of cut 4 4 1 1 743 MAN To less training 9 1 1 1 7410 Machine Tier is stoped 4 4 1 1 7411 Material No standard sending 4 4 1 1 7412 Material Nothing QC incoming 1 1 1 1 4
Proses inputs
After make analyze with C & E Matrix we found five root problem to cause over sanding , material very high until three month ago.

IDENTIFY & VERIFICATION OF PROBABLE COUSES
3. Proportion root cause by Pie Chart
DESCRIPTION POINT PERSENTASE
MAN 308 49.2%
METHODE 212 33.9%
MACHINE 106 16.9%
MATERIAL 0 0%
TOTAL 626 100%

IDENTIFY & VERIFICATION OF PROBABLE COUSES
4. ROOT CAUSES
4.1. No Follow Work Instruction 4.2. To less responsibility
Problem Faced :
1. Never audit by leader
2. Knowledge no enough
3. Many Scrap
Problem Faced :
1. Lazy to checking
2. Work to less focus
3. Many Scrap

IDENTIFY & VERIFICATION OF PROBABLE COUSES
4. ROOT CAUSES
4.3. Setting No Fix 4.4. Key Lock Not Pass
Problem Faced :
1. Loose time for setting
2. Landscape is shaky
3. Tier is shaky
4. Effect Scrap
Problem Faced :
1. Loose time for setting
2. The use base of blank is shaky
3. Tier is stoped
4. Effect Scrap

IDENTIFY & VERIFICATION OF PROBABLE COUSES
4. ROOT CAUSES
4.5. Sending is shaky
Problem Faced :
1. Blank Wave
2. Blank of pinshed
3. Effect Scrap

Step 4IMPROVE

RECOMMENDE SOLUTION
TREE DIAGRAM
Topic
We choose alternative with high score as good solution into root problem finished.

RECOMMENDE SOLUTION
TREE DIAGRAM
No Root Problem Control Alternatif solution Advantage
1 No follow WI & Drawing Visual Made a Place Drawing & WIEasy manpower in to made understanding about WI
2 To less Responsibility Visual Focus with jobs To less scrap from skill manpower
3 Setting No fix Visual Maintanance made monitoring check list
To less scrap from machine
4 Key lock no pass Visual Modifikation by maintanance Made care about machine
5 Sending is Shaky Visual Made lakban back sanding belt To less scrap from sending belt
This is a comparison between root problem with our alternative to taken for definite indeed our solution very effective for finished this problem

IMPLEMENTATION
4. Activity Program
No Activity Date activity
P.I.C Min 2 person
Activity status (Complete Delay,Postpone )
01 Made a Place Drawing & WI01 Maret 2008 08 Maret 2008 Darman & Jono
Ok
02 Focus with jobs29 Pebruari 2008
29 Pebruari 2008 Tina & Hotmian
Ok
03 Maintanance made monitoring Check list
29 Pebruari 2008
29 Pebruari 2008 Darman & Jono
Ok
04 Modifikation by maintanance01 Maret 2008 14 Maret 2008 Darman & Jono
Ok
05 Made lakban back sanding belt29 Pebruari 2008
29 Pebruari 2008 Tina & Hotmian
Ok
This is a implementation we makes with accept times & schedule

IMPLEMENTATION
4. ACTION
1. Made a Place Drawing & WI
Problem Faced :
1. Difficult to knowledge
2. Knowledge no enough
3. Many Scrap
Advantage:
1. Easy Manpower for understand
2. Increase knowledge manpower
3. Reduce over sending
Before SGA After SGA

IMPLEMENTATION
4. ACTION
2. Focus with jobs
Problem Faced :
1. Lazy to checking
2. Work to less focus
3. Many Scrap
Advantage:
1. Easy manpower for know
2. Update for skill
Before SGA After SGA

IMPLEMENTATION
4. ACTION
3. Maintanance made monitoring Check list
Problem Faced :
1. Never audit
2. Long time for order repair
Advantage:
1. Easy Manpower for monitoring
2. Increase quickly for repair.
Before SGA After SGA

IMPLEMENTATION
4. ACTION
4. Modifikation by maintanance
Problem Faced :
1. Loose time for setting
2. Used a key lock “L” for setting
3. Tier is stoped
4. Effect Scrap
Advantage:
1. Easy Manpower for setting
2. Increase knowledge manpower
3. Reduce over sending
Before SGA After SGA
IMPLEMENTATION
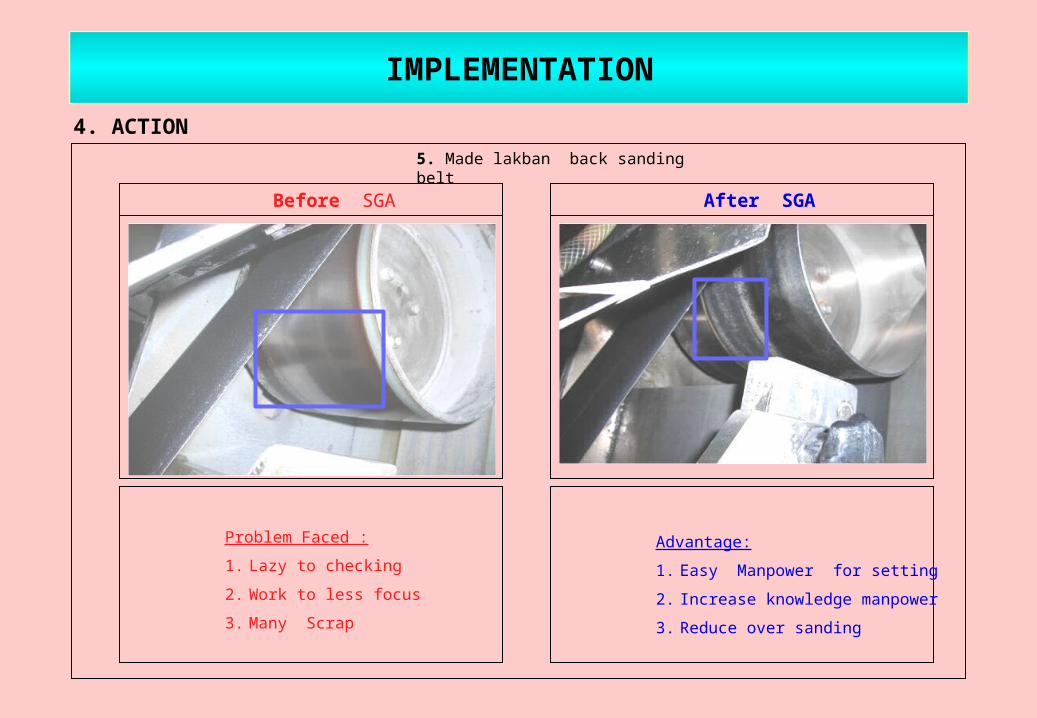
4. ACTION
5. Made lakban back sanding belt
Problem Faced :
1. Lazy to checking
2. Work to less focus
3. Many Scrap
Advantage:
1. Easy Manpower for setting
2. Increase knowledge manpower
3. Reduce over sanding
Before SGA After SGA

RESULT
5. Weekly Result
DESCRIPTION
Last three month Pebruary 08 Maret April
Nov-08 Des - 07 Jan-08 Week 1 Week 2 Week 3 Week 4 Total Week 5 Week 6 Week 7 Week 8 Total Week 9 Week 10 week 11 Week 12 Total
Prod. QTY 29,358 28,546 35,245 34291 35783 47109
Scrap total Rp. Rp4,057,557 Rp5,950,123 Rp7,102,419 Rp2,812,258 Rp937,419 Rp937,419 Rp937,419 Rp5,624,516 Rp2,293,874 Rp764,625 Rp764,625 Rp764,625 Rp4,587,748 Rp1,810,739 Rp603,580 Rp603,580 Rp603,580 Rp3,621,478
Scrap over sending Rp1,085,589 Rp2,042,406 Rp2,612,038 Rp341,994 Rp280,665 Rp180,665 Rp280,665 Rp1,083,988 Rp318,517 Rp306,172 Rp306,172 Rp306,172 Rp1,237,033 Rp306,314 Rp468,771 Rp368,771 Rp468,771 Rp1,612,627
% Scrap Over sending 27% 34% 37% 12% 43% 42% 41% 19% 14% 53% 51% 40% 27% 4% 78% 1% 1% 45%
Average Scrap Over sanding
33%
35% 39% 21%
30%
47109

RESULT
5. Comparetion
Before SGA During SGA
DESCRIPTIONLast three month Last three month
% ImproveNov-08 Des - 07 Jan-08 Pebruary 08 Maret 08 Apr-08
Prod. QTY 29,358 28,546 35,245 34,291 35,783 47,109
2%
Scrap total Rp. Rp5,606,049 Rp9,231,518 Rp14,233,322 Rp8,895,292 Rp4,587,748 Rp946,823
Scrap over sending Rp1,085,589 Rp2,042,406 Rp2,612,038 Rp1,083,988 Rp1,237,033 Rp1,612,627
% Scrap Over sending 27% 34% 37% 19% 27% 45%
% Average before & After 33% 30%

Step 5CONTROL
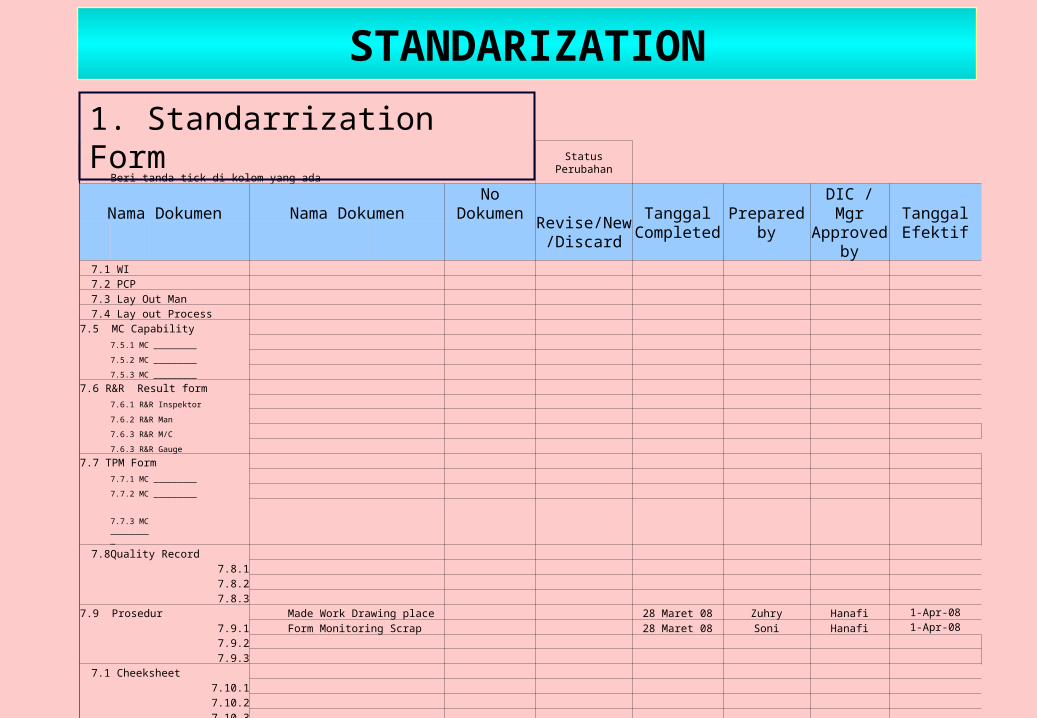
STANDARIZATION
Status Perubahan
Beri tanda tick di kolom yang ada
Nama Dokumen Nama Dokumen No Dokumen
Revise/New/Discard
Tanggal Completed
Prepared by
DIC / Mgr Approved
by
Tanggal Efektif
7.1 WI 7.2 PCP 7.3 Lay Out Man 7.4 Lay out Process
7.5 MC Capability 7.5.1 MC _________ 7.5.2 MC _________ 7.5.3 MC _________ 7.6 R&R Result form 7.6.1 R&R Inspektor 7.6.2 R&R Man 7.6.3 R&R M/C 7.6.3 R&R Gauge 7.7 TPM Form 7.7.1 MC _________ 7.7.2 MC _________
7.7.3 MC _________
7.8Quality Record 7.8.1 7.8.2 7.8.3 7.9 Prosedur Made Work Drawing place 28 Maret 08 Zuhry Hanafi 1-Apr-08 7.9.1 Form Monitoring Scrap 28 Maret 08 Soni Hanafi 1-Apr-08 7.9.2 7.9.3
7.1 Cheeksheet 7.10.1 7.10.2 7.10.3
1. Standarrization Form

FOLLOW UP
2. Standarrization Form Monitoring
FORM MONITORING SCRAP FISHING ROD
DATE MODEL QTY NC ITEM NC BY CHECK BY
1). Form Monitoring Scrap 2). Made check list machine
There are two form monitoring at follow up, during that after SGA

This is Cost saving we got reduce with average three month is Rp.1,806,385
Has active of SGA
COST SAVING
MONTH
Data three month ago Data project activity
Nop-07 Des-07 Jan-08 Feb-08 Maret-08 Apr-08
RESULT 29,358 28,546 35,245 34,291 35,783 38,399
Scrap over sending Rp 1,085,589 Rp 2,042,406 Rp 2,612,038 Rp1,083,988 Rp1,237,033 Rp1,612,627
Cost Average Rp1,913,344 Rp1,311,216
Average cost a month saving, that is Rp602,128
Average cost a year saving, that is Rp7,225,540

4.1.TANGIBLE BENEFIT
1. Made good level to take notice official about over sanding
2. Made good level for teamwork between member Under Coat
3. Made good level for education in makes data analyze 4. Made good level for skill in to operational computer5. Made good level to made report and percentage
4.2. INTANGIBLE BENEFIT
• Reduce Scrap Over sanding from
Rp1,913,344 to Rp1,311,216
• To less DLNC from 3 % to 2%
• Cost Saving / three month Rp.1,806,385 .-

NEXT PROJECT

END PRESENTATION







