Download - Baja Mangan Austenitik

ANALISIS STRUKTUR MIKRO DAN SIFAT MEKANIKBAJA MANGAN AUSTENITIK
HASIL PROSES PERLAKUAN PANAS
Oleh:Abrianto Akuan. Ir., MT.
Dosen Jurusan Teknik MetalurgiFT-UNJANI
Abstrak
Nilai kekerasan tertinggi dari baja mangan austenitik hasil prosesperlakuan panas annealing adalah 334.2 HV. Semakin lambat laju pendinginanpada proses perlakuan panas (quenching, normalizing, annealing) baja manganaustenitik akan meningkatkan nilai kekerasan baja tersebut, yaitu (217.4 HV,245.0 HV, 334.2 HV). Struktur mikro baja mangan austenitik hasil perlakuanpanas quenching adalah karbida dalam matrik austenit (γ), sedangkan hasilperlakuan panas normalizing dan annealing adalah karbida dalam matrik ferrit(α).
I. Pendahuluan
Baja mangan austenitik (BMA) atau baja mangan tinggi banyak
dipergunakan sebagai material untuk komponen-komponen yang mengalami
gesekan pada saat beroperasinya. Baja mangan austenitik ini merupakan jenis
baja yang paling tangguh dari semua baja lainnya.
Untuk melakukan analisa fenomena metalurgis pada proses perlakuan
panas baja mangan austenitik, adalah dengan melakukan proses perlakuan panas
yang meliputi beberapa tahap, yaitu:
1. Melakukan proses perlakuan panas Annealing, Normalizing, dan
Quenching untuk menganalisa pengaruhnya terhadap sifat mekanik dan
struktur mikro, serta
2. Melakukan pemeriksaan dan pengujian yang dilakukan terhadap
spesimen hasil coran baja mangan austenitik ini meliputi; pemeriksaan
visual, komposisi kimia dan struktur mikro serta pengujian kekerasan.

Anealing dalam tungku
Permesinan untuk
Produk As Cast untukpengujian
Persiapan spesimenprototyping (machining)
pengujian awal- Kekerasan
- Visualisation
Proses Heat treatment
Proses Pendinginan dengan variasimedia pendingin (udara, air garam,
aneal)
Quenchingdengan air laut
Normalizing
yg dimatikan
PENGUJIAN Pengujian komposisi Uji kekerasan Pemeriksaan Struktur Mikro
Data dan Pembahasan
Kesimpulan dan Saran
spesimen uji tarik
Gambar.1 Skema penelitian.
II. Metodologi Penelitian
Gambar. 1 Skema Penelitian.
Gambar. 2 Proses perlakuan panas pada baja mangan austenitik.
0
100
200
300
400
500
600
700
800
900
1000
1100
0 15 45 60 90 105 135 150 180 195 225 240 270 285 315 330 345 375 390 420 435
Waktu (menit)
Tem
pera
tur(
C)
Quenching
Normalising
Annealing

Media pendingin yang dipergunakan dalam proses perlakuan panas ini
seperti terlihat pada skema proses diatas yaitu meliputi:
Proses quenching, yaitu pendinginan cepat yang menggunakan media
pendingin air.
Proses normalizing, yaitu pendinginan yang cukup lambat dengan
menggunakan udara sebagai media pendingin.
Proses annealing, yaitu proses pendinginan yang sangat lambat yang
media pendinginnya menggunakan tungku (tungku yang dimatikan).
III. Data dan Pembahasan
3.1 Komposisi KimiaTabel. 1 Hasil Pemeriksaan Komposisi Kimia Coran Baja Mangan Austenitik (BMA).
Komposisi Kimia ( % )Unsur
Hasil Pengujian Standar JIS G 5131
C 0.935 0.9 – 1.20
Si 0.40 0.8 ( max )
Mn 11.9 11 – 14
P 0.037 0.07 ( max )
S _ 0.04
Ni 0.22 _
Cr 0.42 _
Al 0.138 _
Fe sisa sisa
Dari hasil pengujian komposisi kimia yang ditunjukan pada Tabel.1
diatas dapat dikatakan bahwa spesimen pengujian hasil proses pengecoran telah
sesuai dengan standarnya yaitu JIS G51 kelas SCMnH2.
Kandungan unsur yang terdapat pada material akan mempengaruhi
terhadap sifat-mekanik dari material tersebut, terutama untuk unsur-unsur yang
dominan yang terdapat dalam material.
Unsur karbon (C) antara 0.935% dan unsur mangan 11.8% akan
berpengaruh terhadap kekuatan tarik dan elongasi dari baja mangan austenitik,
pengaruh dari unsur ini sangat besar terutama untuk baja mangan austenitik dari
hasil proses perlakuan panas quenching (pendinginan cepat). Kekuatan tarik
untuk baja mangan austenitik hasil perlakuan panas quenching ini bisa mencapai
50-60 ton/in2, serta elongasi yang bisa mencapai 40-50. Hal ini dapat ditunjukan
pada Gambar. 3 untuk pengaruh unsur karbon dan unsur mangan terhadap
kekuatan tarik, dan Gambar. 4 untuk pengaruh unsur karbon dan unsur mangan
terhadap nilai elongasi yang dihasilkan.

Gambar. 3 Pengaruh unsur karbon 0.935% dan mangan 11.8% terhadap kekuatan tarikbaja mangan austenitik.
Gambar. 4 Pengaruh unsur karbon 0.935% dan mangan 11.8% terhadap elongasi bajamangan austenitik.
Untuk material baja mangan austenitik hasil proses perlakuan panas
normalizing dan anealing, unsur karbon (C) akan berpengaruh terhadap struktur
mikro yang dihasilkan, dimana struktur mikronya adalah α + (FeMn)3C seperti
terlihat pada Gambar. 5 dibawah ini.

Gambar. 5 Diagram pembentukan fasa dari baja mangan austenitk untuk Mn 11.8%.
Unsur silikon (Si) pada baja mangan austenitik secara khususnya tidak
berpengaruh terhadap sifat mekanik dari baja mangan austenitik jika kandungan
unsur silikon terasebut dibawah 1%. Tetapi jika kandungan unsur silikon yang
terdapat dalam baja mangan austenitik lebih dari 1% maka unsur silikon ini akan
berpengaruh terhadap sifat keuletan dari baja mangan austenitik ini dimana
keuletan dari baja mangan austenitik ini akan menurun, begitu juga dengan
kekuatan dari baja mangan austenitik ini akan menurun pula. Silikon (Si) akan
sangat berpengaruh secara ekstrim pada kandungan 2,2%.
Unsur sulfur (S) atau belerang yang terdapat dalam baja mangan
austenitik harus diusahakan ditekan serendah mungkin karena nantinya akan
berikatan dengan mangan (Mn) membentuk mangan sulfida (MnS) yang tidak
diinginkan, karena MnS ini nantinya akan membentuk inklusi.
Unsur fospor pada baja mangan austenitik ini adalah sebagai pengotor,
unsur fospor ini akan menyebabkan kegetasan baja mangan austenitik pada
temperatur yang rendah, dan akan menurunkan kekuatan dan keuletan dari baja
mangan austenitik ini. Ikatan yang terjadi antara unsur fospor dengan base
metalnya yaitu besi (Fe) membentuk Fe3P, sehingga unsur fospor ini dibatasi
sampai 0.07% maksimum, selebihnya dari 0.07% tidak ada pengaruh yang
signifikan (konstan) terhadap keuletan. Unsur fospor (P) ini akan menurunkan
kekuatan dari baja mangan austenitik secara terus menerus jika kandungan unsur
fospornya terus meningkat.
Untuk unsur yang terdapat dalam baja mangan austenitik diluar
standarnya dalam hal ini adanya unsur krom (Cr) yang terdapat dalam material
lips bucket yaitu baja mangan austenitik tidak berpengaruh terhadap sifat
mekanik baja mangan austenitik jika jumlahnya dibawah 3%, jika unsur krom
yang terdapat dalam baja mangan austenitik tersebut diatas 3% akan berpengaruh
terhadap naiknya kekuatan dan keuletan dari material baja mangan austenitik ini.
Quenching Normalizing Annealing0
50
100
150
200
250
300
350
Hv
0
50
100
150
200
250
300
350
400
1 2 3 4 5
No Titik Pengujian
Kekera
san
(Hv)
As Cast
Quenching
Normalizing
Annealing
Unsur alumunium (Al) akan mulai berpengaruh jika kandungan Al yang
terdapat dalam material baja mangan austenitik tersebut diatas 0.75% yaitu akan
meningkatkan ketangguhan baja mangan austenitk pada kondisi yang as cast
(hasil coran).
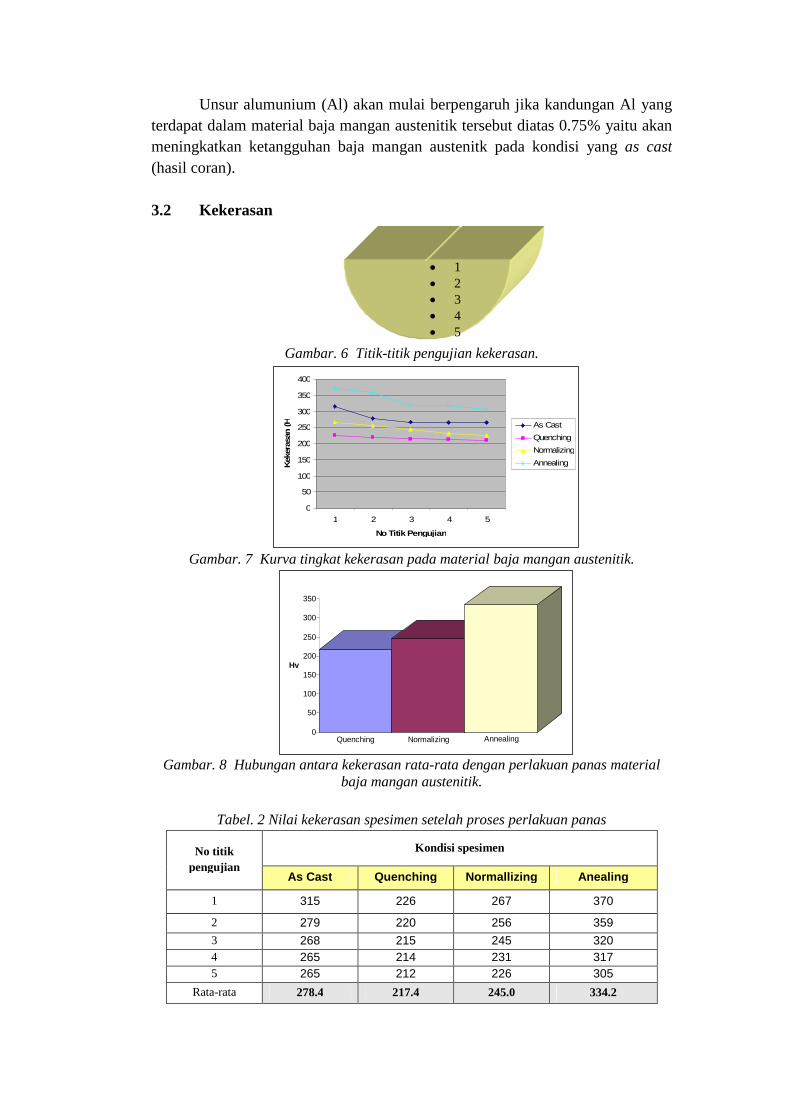
3.2 Kekerasan
Gambar. 6 Titik-titik pengujian kekerasan.
Gambar. 7 Kurva tingkat kekerasan pada material baja mangan austenitik.
Gambar. 8 Hubungan antara kekerasan rata-rata dengan perlakuan panas materialbaja mangan austenitik.
Tabel. 2 Nilai kekerasan spesimen setelah proses perlakuan panas
Kondisi spesimenNo titik
pengujianAs Cast Quenching Normallizing Anealing
1 315 226 267 370
2 279 220 256 359
3 268 215 245 320
4 265 214 231 317
5 265 212 226 305
Rata-rata 278.4 217.4 245.0 334.2
1 2 3 4 5

Dari grafik dan tabel diatas, terlihat bahwa semakin rendah laju
pendinginan yang diterima oleh baja mangan austenitik, maka nilai kekerasan
yang dicapai oleh baja mangan austenitik akan semakin tinggi. Peningkatan
kekerasan sebagai akibat lambatnya laju pendinginan pada baja mangan
austenitik disebabkan karena meningkatnya presipitat karbida yang terbentuk
pada batas butir dan pada bidang-bidang slip.
Karbida yang terbentuk pada baja mangan austenitik ini adalah karbida
kompleks yaitu (FeMn)3C, seperti yang terlihat pada Gambar. 5 yang
menunjukkan daerah pembentukan fasa untuk baja mangan austenitik.
Transformasi fasa yang terjadi pada material lips bucket ini sangat
dipengaruhi oleh temperatur pemanasan pada saat proses perlakuan panas
(normalizing dan annealing) pada proses pemanasan sampai fasa austenit, maka
struktur mikro yang diperoleh dari kedua perlakuan panas tersebut adalah fasa α
dan karbida (FeMn)3C dimana karbida yang terbentuk akan mengendap didaerah
batas butir. Sedangkan untuk proses perlakuan panas quenching (pendinginan
cepat) dari temperatur austenit akan menyebabkan fasa austenit tersebut akan
dipertahankan sampai temperatur kamar. Struktur mikro tersebut (austenit) akan
bersifat non magnetik dan memiliki kekerasan yang paling rendah dibandingkan
dengan kedua perlakuan panas yaitu normalizing dan annealing.
Material baja mangan austenitik dalam aplikasinya biasa digunakan
sebagai komponen dengan kondisi kerja yang mengalami gesekan, salah satu
contohnya adalah lips bucket, oleh karena itu komponen tersebut memerlukan
kekerasan permukaan yang cukup tinggi agar komponen tersebut umur pakai
yang cukup lama. Persyaratan tersebut dapat tercapai untuk baja mangan
austenitik ini melalui perlakuan quenching dan dilanjutkan dengan tempering
atau dengan perlakuan panas quenching dan deformasi plastis yang dapat
meningkatklan kekerasan permukaan hingga 500-600 HB
Kekerasan optimum maksimum untuk baja mangan austenitik hasil
perlakuan panas quenching diperoleh setelah mendapat perlakuan lanjutan yaitu
(tempering) pada temperatur 570°C seperti ditunjukkan pada Gambar. 9
dibawah, atau melalui perlakuan lanjutan secara mekanik yaitu pengerjaan dingin
dengan deformasi 70% yang dapat ditunjukkan oleh Gambar . 10.
Gambar. 9 Kekerasan optimum maksimum yang dihasilkan dari proses reheating.

Gambar. 10 Kekerasan yang diperoleh dari proses lanjutan pengerjaan dingin dengandeformasi 70%.
Peningkatan kekerasan setelah proses perlakuan panas lanjutan tersebut
pada baja mangan austenitik disebabkan karena mekanisme interlocking dan
blocking pergerakan sepanjang bidang slip pada butir austenitik.5) oliver and boyd,
Manganese steel, p.hal,hadfields limited-seffield, london.
3.3 Struktur Mikro
Nital 2,5% 200X
Gambar. 11 Struktur mikro baja mangan austenitik as cast.
Nital 2,5% 600X
Gambar. 12 Struktur mikro baja mangan austenitik as cast .

Gambar. 13 Struktur mikro standar material baja maja mangan austenitik as cast.(etsa:nital 2,5% dengan pembesaran foto 500X)9).
Nital 2,5 % 200X
Gambar. 14 Struktur mikro baja mangan austenitik hasil proses quenching.
Gambar. 15 Struktur mikro standar untuk baja mangan austenitik (as quenching)9).
Nital 2,5% 400X
Gambar. 16 Struktur mikro baja mangan austenitik hasil proses normalizing.

Nital 2,5% 200X
Gambar. 17 Struktur mikro baja mangan austenitik hasil proses annealing.
Gambar. 18 Struktur mikro standar baja mangan austenitik (as annealing)10).
Dari hasil pemeriksaan struktur mikro untuk material baja mangan
austenitik hasil pengecoran (as-cast) ini ditunjukan fasa-fasa yang terbentuk
adalah fasa karbida (FeMn)3C pada batas butir dengan matriks fasa α. Sedangkan
setelah mengalami perlakuan panas quenching fasa yang terbentuk adalah
karbida pada batas butir prior austenit (γ). Karbida tersebut merupakan karbida
yang belum larut pada saat proses pemanasan austenisasi, hal ini bisa disebabkan
karena kurangnya holding time atu waktu penahanan pada saat proses
austenisasi.
Perlakuan panas dengan laju pendinginan yang relatif lambat yaitu proses
normalizing dan annealing akan menghasilkan fasa karbida (FeMn)3C dalam
matriks ferit. Semakin lambat laju pendinginan dari proses pemanasan
austenisasi maka karbida yang terbentuk akan semakin banyak. Struktur mikro
yang terbentuk pada baja mangan austenitik sebagai akibat dari perlakuan yang
dialaminya akan sangat menentukan sifat mekanik dari baja mangan austenitik
tersebut.
Korelasi struktur mikro yang terbentuk pada baja mangan austenitik
terhadap nilai kekerasannya adalah: kekerasan karbida akan lebih tinggi
dibanding kekerasan fasa α dan akan lebih tinggi pula nilai kekerasannya
dibanding kekerasan fasa austenit (γ).

Jadi nilai kekerasan material lips bucket hasil perlakuan panas annealing
akan lebih tinggi dari kekerasan hasil perlakuan panas normalizing dan
kekerasan hasil perlakuan panas quenching.
IV. Kesimpulan
1. Komposisi kimia material baja mangan austenitik dari hasil pemeriksaan,
sesuai dengan standarnya yaitu JIS G51 kelas SCMnH2
2. Nilai kekerasan tertinggi yaitu 334.2 HV untuk material baja mangan
austenitik, dihasilkan dari hasil proses perlakuan panas annealing.
3. Semakin lambat laju pendinginan proses perlakuan panas (quenching,
normalizing, annealing) material baja mangan austenitik akan
meningkatkan nilai kekerasan material tersebut, yaitu (217.4 HV,
245.0HV, 334.2HV).
4. Struktur mikro material baja mangan austenitik hasil perlakuan panas
quenching adalah karbida dalam matrik austenit (γ), sedangkan hasil
perlakuan panas normalizing dan annealing adalah karbida dalam matrik
ferrit (α)
5. Semakin lambat laju pendinginan proses perlakuan panas (normalizing
dan annealing) material baja mangan austenitik maka presipitasi karbida
yang terbentuk akan semakin banyak
DAFTAR PUSTAKA
1. Donald S. Clark., Wilbur R Varney., Physical Metallurgy For Engineer.,
by American Book Company 1962.
2. Goerge Krauss., Steels Heat Treatment and Processing Principles.
Ohio,1990
3. John D. Verhueren., Fundamentals of Physical Metallurgy., 1975 by John
Wiley & Sons. Inc canada
4. Kenneth G. Budinski., Michael K. Budinski., Engineering Materials
Properties and Selection., Sixth Edition,. 1979 by Prentice Hall. Inc.,
Niacom company New 07458.USA.
9. Metal Handbook vol.7 Attlas of Microstructure of Industrial alloy., ASM
International,1972
10. Oliver and Boyd., Manganese Steel.







