ANALISA PENGARUH
PUTARAN SPINDLE DAI\ KECEPATAN MAKAN
TERHADAP KEKASARAN PERMUKAAN BAJA SCM 4
PADA PROSES MILLING
Oleh:
MULYADI, ST
FAKULTAS TEKNIK JURUSAN TEKNIK MESIN
LEMBAGA PENELITIAN DAN PENGABDIAN MASYARAKAT
UNIVERSITAS MUHAMMADIYAH SIDOARJO
L
^-*--lueuruuorynu I
:
r
IrTt- { $?
bl. tnI f,jI{Y
LEMBAR PENGESAHAN
LAPORAN PENELITIAN
a. Judul Penelitian
b. Bidang llmu
c. Kategori Penelitian
I Peneliti
: Analisa Pengaruh Putaran Spindle DanKecepatan Makan Terhadap kekasaran
Permukaan Baja SCM 4 Pada Proses
Milling: Teknik Mesin
: Pengembangan Ilmu
Mulyadi, STLaki-Laki206290
Dosen Fak. Teknik: Teknik / Teknik MesinUniversitas Muhammadiyah Sidoarjo
: Universitas Muhammadiyah Sidoarjo
: Kec. Pandaan Kab. Pasuruan
: 6 bulan
a. Nama LengkaP dan Gelarb. Jenis Kelaminc. Gol./Pangkat/NlKd. Jabatan Fungsionale. Jabatan Strukturalf. Faksltas / Jurusan
g. Lembaga Peneliti
Lokasi PenelitianLama Penelitian
\ 1 engetahuiPeneliti
4nffizMulyadi. STNIK.206290
-
1t

iii
KATA PENGANTAR
Bismillahirrohmaanirrohiim
Dengan mengucap puji syukur kehadirat Allah SWT, atas berkat dan ridho-Nya
yang diberikan kepada penulis sehingga akhirnya penelitian yang berjudul “Analisa
Pengaruh Putaran Spindle Dan Kecepatan Makan Terhadap kekasaran Permukaan
Baja SCM 4 Pada Proses Milling”dapat diselesaikan.Sebagai wujud terima kasih
penulis sampaikan kepada semua pihak yang telah membantu penyelesaian dan
penyusunan penelitian ini.
Penulis menyadari bahwa Penelitian ini baru membahas sebagian kecil saja dari
proses milling ,masih banyak hal lain yang perlu dianalisa dan dikembangkan .Harapan
penulis ada generasi selanjutnya yang dapat mengembangkan tema ini lebih luas lagi
dan semoga Penelitian ini dapat bermanfaat bagi kita semua .
Wassalamu’alaikum Wr Wb.
Sidoarjo, 2009
Penulis
iv
BIODATA PENELITI
1. DATA PRIBADIa. Nama Lengkap : Mulyadi, STb. Jenis Kelamin : Laki-Lakic. Alamat : Ds. Tandonsentul RT01/RW01 Kec.
Lumbang Kab. Probolinggod. Status : Kawine. Pekerjaan : Dosen Universitas Muhammadiyah
SidoarjoPegawai Swasta
2. PENDIDIKANa. SD : SDN Tandonsentul Tahun 1984-1990b. SMP : SMPN Lumbang Tahun 1990-1993c. STM : STMN Mayangan Tahun 1993-1996d. KLK : KLK Pandaan Tahun 1996-1997e. S I : Universitas Muhammadiyah Sidoarjo (Jurusan
Teknik Mesin) Tahun 2001-2004f. AKTA IV : Universitas Muhammadiyah Sidoarjo
Tahun 2004-2005
3. PEKERJAANa. Tahun 1997-Sekarang : PT Berlina Tbk Pandaan-Pasuruanb. Tahun 2006-Sekarang : Dosen Universitas Muhammadiyah
Sidoarjo (Teknik Mesin)

v
ABSTRAK
Pemilihan mesin dan proses yang baik untuk membuat suatu produk tertentumemerlukan pengetahuan yang mendasar mengenai segala kemungkinan yang terjadiselama proses produksi. Oleh karena itu pemilihan bahan, set up mesin dan penentuanparameter pemesinan yang tepat perlu dioptimalkan untuk menghasilkan produk yangberkualitas.
Dalam penelitian ini parameter pemesinan yang divariasikan adalah PutaranSpindle (n) yaitu sebesar 300 rpm, 700 rpm, dan 1300 rpm. Serta Kecepatan Makan(Vf) yaitu sebesar 15 mm/min, 21 mm/min, 29mm/min,diameter 70 mm,tebal potongan15 mm. Sedangkan Kedalaman Potong (a) dibuat konstan yaitu sebasar 0,35 mm. Dankemudian dilakukan uji kekasaran pada permukaan benda kerja tersebut. Kemudiandata-data yang diperoleh dianalisa dan dibahas berdasarkan statistik korelasi, dan ujihipotesis.
Dari perhitungan statistik antara variasai putaran spindle dan kekasaranpermukaan maka dapat disimpulkan bahwa semakin tinggi putaran spindle, makatingkat / nilai kekasaran permukaan akan semakin rendah dan semakin tinggi kecepatanmakan, maka tingkat / nilai kekasaran permukaan akan semakin tinggi.

vi
DAFTAR ISI
HALAMAN COVER
LEMBAR PENGESAHAN .................................................................................. ii
KATA PENGANTAR.......................................................................................... iii
ABSTRAKSI ......................................................................................................... v
DAFTAR ISI ...................................................................................................... vi
BAB 1 PENDAHULUAN
1.1 Latar Belakang ................................................................................1
1.2 Rumusan Masalah ...........................................................................2
1.3 Batasan Masalah ..............................................................................3
1.4 Tujuan Penelitian ............................................................................ 4
1.5 Manfaat Penelitian ...........................................................................4
1.6 Metode Penelitian ...........................................................................4
BAB II LANDASAN TEORI
2.1. Proses Permesinan ............................................................................6
2.2. Mesin Milling ....................................................................................8
2.3. Proses Milling ...................................................................................9
2.4. Macam-Macam Alat Potong Mesin Milling....................................10
2.5. Elemen Dasar Proses Permesinan ...................................................13
2.6. Material Baja ...................................................................................15
2.7 Material Pahat ..................................................................................15
vii
2.7.1. Pahay HSS ...................................................................................17
2.8. Cairan Pendingin .............................................................................18
2.81. Jenis Cairan Pendingin ..................................................................19
2.8.2. Pemakaian Cairan Pendingin .......................................................20
2.9 Konfigurasi Permukaan ...................................................................21
2.10. Macam-Macam Profil dan Permukaan .........................................22
2.11. Kekasaran Permukaan ...................................................................25
2.11.1. Kekasaran Permukaan Ideal .......................................................29
2.11.2. Kekasaran Permukaan Natural ...................................................31
BAB III METODOLOGI PENELITIAN
3.1 Tempat dan Waktu Penelitian........................................................44
3.2 Persiapan Bahan dan Alat .............................................................44
3.3 Prosedur Penelitian ........................................................................48
3.4 Prosedur Pengambilan dan Pengolahan Data ...............................53
3.4.1. Prosedur Pengolahan Data Berdasarkan Statistik Korelasi .........54
3.4.1. Prosedur Pengolahan Data Berdasarkan Uji Hipotesa .................55
3.5 Diagram Alir Penelitian .................................................................56
BAB IV ANALISA DATA DAN PEMBAHASAN
4.1. Perhitungan Teoritis ........................................................................57
4.2. Variasi Putaran Spindle dan Kekasaran Permukaan .......................59
4.3. Variasi Kecepatan Makan dan Kekasaran Permukaan ...................62
4.4. Pengolahan Data dengan Metode Statistik Korelasi dan Uji Hipotesis t
.......................................................................................................62

viii
4.4.1. Perhitungan Statistik ....................................................................63
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan .....................................................................................69
5.2. Saran ...............................................................................................69
DAFTAR PUSTAKA ............... ......................................................................... 70
BIODATA PENELITI
1
BAB I
PENDAHULUAN
1.1. Latar Belakang.
Dalam menghadapi kemajuan teknologi dewasa ini yang berkembang
cepat diberbagai bidang, khususnya dibidang industri pemesinan maka dampak
dari perkembangan ini terlihat adanya ketelitian dan kualitas dari proses
pemesinan yang semakin baik sehingga dapat menunjang peranan teknologi
pemesinan dalam pengembangan kualitas hasil produksi yang akhirnya dapat
mendukung kemajuan dari industri tersebut. Kualitas produk tentunya ada yang
bermutu baik dan jelek, oleh karena itu ada usaha-usaha untuk meningkatkan
efesiensi suatu proses produksi salah satunya pada pemakaian mesin frais, dimana
untuk mendapatkan produk yang baik maka peningkatan kualitas merupakan
faktor keputusan yang dipertimbangkan untuk suatu proses pemesinan.
Pemilihan mesin dan proses yang baik untuk membuat suatu produk
tertentu memerlukan pengetahuan mendasar mengenai segala kemungkinan yang
terjadi selama proses produksi. Pada proses pemesinan, tujuan untuk mencari hasil
yang berkualitas dan menghasilkan produk yang sesuai dengan karakteristik yang
diinginkan dan produk yang sesuai dengan spesifikasinya, maka perlu diusahakan
menekan kesalahan-kesalahan.
Sampai saat ini masih banyak hasil dari proses pemesinan yang masih
kurang memenuhi standart yang telah ditentukan. Hal ini dapat disebabkan oleh
berbagai macam hal, misalnya ketidaktepatan pemilihan bahan dengan set up

2
mesin dan keterbatasan teknologi yang digunakan untuk proses produksi pada
industri. Penggunaan set up dalam proses produksi yang tidak tepat oleh operator
juga dapat mempengaruhi kualitas hasil produksi karena operator bekerja
berdasarkan pengalaman dan tidak memperhatikan teori-teori yang ada
Dalam hal ini yang harus diterapkan adalah machinability, yang dapat
didefinisikan sebagai kemampuan suatu logam atau metal yang dapat diraut atau
dipotong dengan mesin perkakas yang sesuai. Kriteria yang sesuai dapat dipakai
untuk menyatakan machinability suatu proses-proses perautan adalah umur pahat
yang lebih lama, gaya makan yang rendah dan permukaan akhir yang halus.
Mengingat begitu pentingnya arti tingkat kekasaran pada suatu komponen
tertentu, terutama benda kerja berbentuk plat, maka harus dibuat produk yang
mempunyai tingkat kekasaran yang sesuai dengan spesifikasi. Tingkat kekasaran
akan dipengaruhi oleh sifat mekanis bahan dan set up mesin. Oleh karena itu
maka penelitian kali ini akan membahas tentang “Analisa Pengaruh Putaran
Spindle dan Kecepatan Makan Terhadap Kekasaran Permukaan Baja SCM
4 Pada Proses Milling”.
1.2. Rumusan Masalah.
Dengan melihat uraian latar belakang yang telah diuraikan di atas, maka
dapat dirumuskan beberapa masalah sebagai berikut :
1. Bagaimana pengaruh putaran spindle dan kecepatan makan terhadap
kekasaran permukaan baja SCM 4 ?
2. Bagaimana hubungan antara putaran spindle dan kecepatan makan terhadap
kekasaran permukaan baja SCM 4 ?

3
1.3. Batasan Masalah.
Untuk mengontrol penelitian agar tidak terjadi pembahasan yang meluas
maka perlu adanya batasan masalah antara lain :
1. Material spesimen adalah baja SCM 4. Pemilihan bahan SCM 4 didasarkan
karena bahan tersebut umum dugunakan dalam industri, harga relatif
murah, mudah dibentuk disbandingkan ST 70- ST90
2. Jenis mesin frais yang digunakan adalah mesin frais Arfa.
3. Jenis pahat yang digunakan adalah pahat HSS.
4. Proses pengefraisan yang digunakan adalah Face Milling.
5. Parameter pemesinan yang divariasikan adalah putaran spindle (n) sebesar
300 rpm, 700 rpm, 1300 rpm, dan gerak makan (vf) sebesar 15 mm/min, 21
mm/min, 29 mm/min, sedang kedalaman potong (a) sebesar 0,35 mm,
dengan diameter 70 mm, dan tebal 10 mm.
6. Tidak melakukan analisa gaya, perpindahan panas, dan perubahan struktur
mikro selama proses pemesinan.
7. Cairan pendingin yang digunakan adalah coolant (jerumus)
8. Kondisi pahat dianggap dalam keadaan normal dan layak pakai.
9. Tidak membahas umur pahat.
10.Kondisi mesin frais dan alat uji kekasaran dianggap baik dan terkalibrasi.
11.Operator dianggap terampil dan berpengalaman.
4
1.4. Tujuan Penelitian.
1. Mengetahui bagaimana pengaruh putaran spindel dan kecepatan makan
terhadap tingkat kekasaran permukaan baja SCM 4
2. Untuk mengetahui hubungan antara putaran spindel dan kecepatan makan
terhadap tingkat kekasaran permukaan baja SCM 4
3. Untuk mengetahui kondisi pemesinan pada proses frais baja SCM 4 yang
sesuai untuk menghasilkan produk yang berkualitas
1.5. Manfaat Penelitian.
1. Memberi gambaran tentang pengaruh dan hubungan antara putaran spindel
dan kecepatan makan terhadap tingkat kekasaran permukaan baja SCM 4.
2. Sebagai wacana dan bahan acuan bagi peneliti lanjutan dengan kajian yang
sama untuk pengembangan penelitian ini.
3. Sebagai informasi kepada operator mesin untuk menghasilkan produk yang
berkualitas.
1.6. Metodologi Penelitian.
Untuk menganalisa permasalahan ini, maka metodologi yang diambil
adalah sebagai berikut :
1. Observasi Lapangan
Merupakan langkah awal yang dilakukan penulis untuk mendapatkan
informasi yang berhubungan dengan objek penelitian.

5
2. Metode Literatur
Merupakan langkah penelusuran dan penelaah buku-buku referensi,
untuk menambah wawasan teoritis yang lebih luas.
3. Proses pemesinan dilakukan di bengkel perkakas PT.Berlina Tbk.
Pandaan-Pasuruan.
6
BAB II
LANDASAN TEORI
2.1. Proses Pemesinan
Proses pemesinan sering juga disebut proses pemotongan logam yaitu
suatu proses yang digunakan untuk mengubah suatu produk dari logam
(komponen mesin) dengan cara memotong. Karena bentuk benda kerja yang
beraneka ragam maka proses pemesinan yang dilakukan juga bermacam-macam.
Menurut jenis kombinasi gerak potong dan gerak makan maka proses pemesinan
dibedakan menjadi 7 (tujuh) macam proses yang berlainan antara lain :
1. Proses Membubut (turning)
2. Proses Menggurdi (drilling)
3. Proses Mengefrais (milling)
4. Proses Menggerinda rata (surface grinding)
5. Proses Menggerinda Silinder (cylindrical grinding)
6. Proses Menyekrap (shaping)
7. Proses Menggergaji/memarut (sawing)
Berdasarkan gambar dan teknik, dimana dinyatakan spesifikasi geometrik
suatu produk komponen mesin, maka salah satu atau beberapa jenis proses
pemesinan harus dipilih salah satu sebagai urutan proses yang digunakan untuk
mengerjakannya. Bagi suatu tingkatan proses, ukuran obyektif telah ditentukan
dan pahat harus membuang sebagian material benda kerja sampai ukuran obyektif
tersebut tercapai. Hal ini dapat dilakukan dengan menentukan penampang geram

7
(sebelum terpotong). Selain itu, setelah berbagai aspek teknologi ditinjau
kecepatan pembuangan geram dapat dipilih agar supaya pada saat pemotongan
ukuran yang telah ditentukan dapat tercapai dengan baik. Situasi seperti ini timbul
pada setiap perencanaan proses pemesinan, dengan demikian dapat dikemukakan
lima elemen dasar proses pemesinan, yaitu :
1. Kecepatan Potong (cutting speed) : v (m/min)
2. Kecepatan Makan (speeding speed) : vf (mm/min)
3. Kedalaman Potong (dept of cut) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min)
5. Kecepatan penghasilan geram : Z (cm3 / min)
Elemen proses pemesinan tersebut (v, vf, a, tc, dan Z) dihitung berdasarkan
dimensi benda kerja dan atau pahat serta besaran dari mesin perkakas. Besaran
mesin perkakas yang dapat diatur bermacam-macam tergantung dari mesin
perkakas. Oleh sebab itu rumus yang dipakai untuk menghitung setiap elemen
proses pemesinan dapat berlainan. Yang akan ditinjau pada proses pemesinan
yang umum dikenal yaitu proses frais. Dengan memahami keadaan yang terjadi
dalam proses frais dapatlah hal ini dipakai sebagai patokan untuk perbandingan
dengan keadaan yang terjadi pada proses pemesinan yang lain.
8
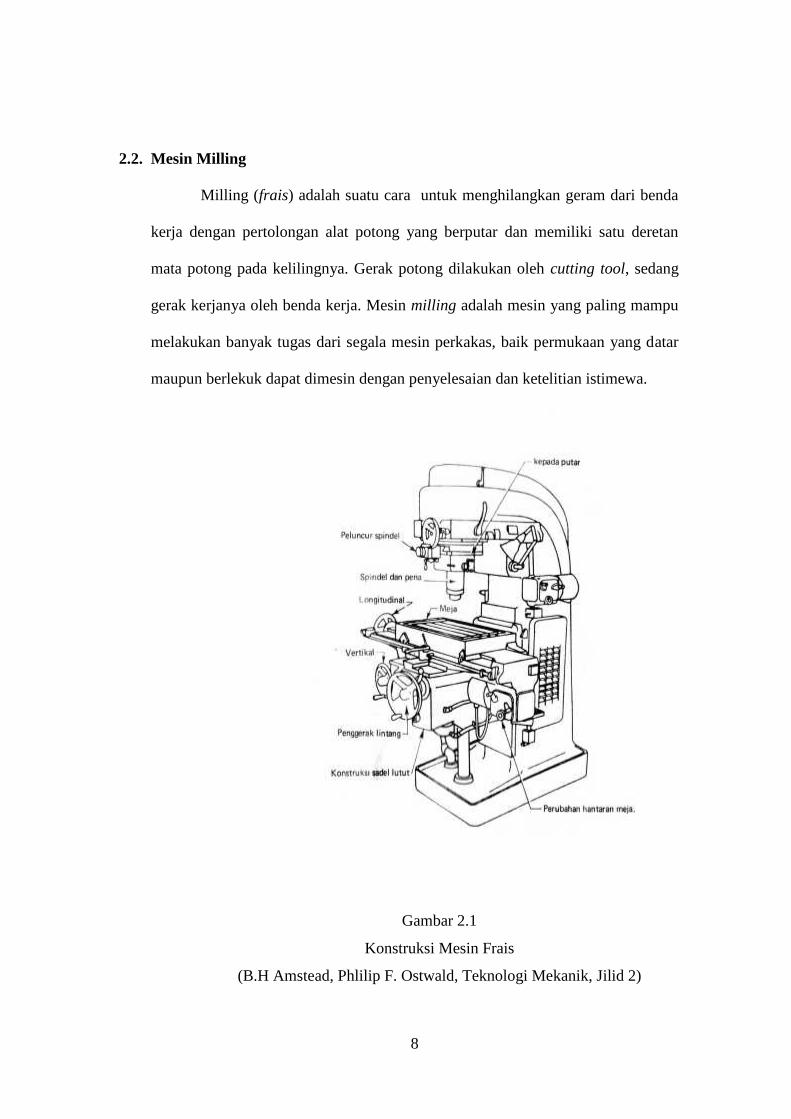
2.2. Mesin Milling
Milling (frais) adalah suatu cara untuk menghilangkan geram dari benda
kerja dengan pertolongan alat potong yang berputar dan memiliki satu deretan
mata potong pada kelilingnya. Gerak potong dilakukan oleh cutting tool, sedang
gerak kerjanya oleh benda kerja. Mesin milling adalah mesin yang paling mampu
melakukan banyak tugas dari segala mesin perkakas, baik permukaan yang datar
maupun berlekuk dapat dimesin dengan penyelesaian dan ketelitian istimewa.
Gambar 2.1
Konstruksi Mesin Frais
(B.H Amstead, Phlilip F. Ostwald, Teknologi Mekanik, Jilid 2)

9
2.3. Proses Milling
Dua jenis utama pahat frais (milling cutter) adalah pahat frais
selubung/mantel (slab milling cutter) dan pahat frais muka (face milling cutter).
Sesuai dengan jenis pahat yang digunakan dikenal dengan dua macam cara yaitu
mengefrais datar (slab milling) dengan sumbu putaran pahat frais selubung sejajar
permukaan benda kerja, dan mengefrais tegak (face milling) dengan sumbu
putaran pahat frais muka tegak lurus permukaan benda kerja. Selanjutnya
mengefrais datar dibedakan menjadi dua macam cara yaitu, mengefrais naik (up
milling/convensional milling) dan mengefrais turun (down milling).
Proses frais turun akan menyebabkan benda kerja tertekan kemeja dan
meja terdorong oleh bahan yang mungkin suatu saat gaya dorongnya melebihi
gaya dorong ulir atau roda gigi penggerak meja. Sedangkan proses frais naik akan
mempercepat keausan pahat karena mata potong lebih banyak menggesek benda
kerja yaitu pada saat mulai memotong dan selain itu permukaan benda akan lebih
kasar. Dengan semakin baiknya konstruksi mesin maka mengfrais turun
cenderung lebih banyak digunakan sebab lebih produktif dan lebih halus hasilnya.
Pahat frais dengan diameter tertentu dipasangkan pada poros utama
(spindle) mesin frais dengan perantaraan poros pemegang (untuk pahat frais
selubung) atau langsung melalui hubungan poros atau lubang konis (untuk pahat
frais muka yang mempunyai poros konis). Putaran poros utama dapat dipilih
sesuai dengan tingkatan putaran yang tersedia pada mesin frais. Posisi sumbu
poros utama mesin frais dapat horizontal atupun vertikal, tergantung pada jenis
mesinnya. Benda kerja yang dipasangkan pada meja dapat diatur kecepatan
10
makannya tergantung pada harga gerak makan pergigi yang diinginkan. Besarnya
kecepatan makan antara lain dipengaruhi oleh jumlah gigi pahat frais. Untuk
kecepatan makan yang sama maka gerak makan pergigi menjadi berlainan bila
jumlah gigi berbeda. Kedalaman potong diatur dengan cara menaikkan meja
melalui roda pemutar untuk menggeserkan lutut pada tiang mesin frais
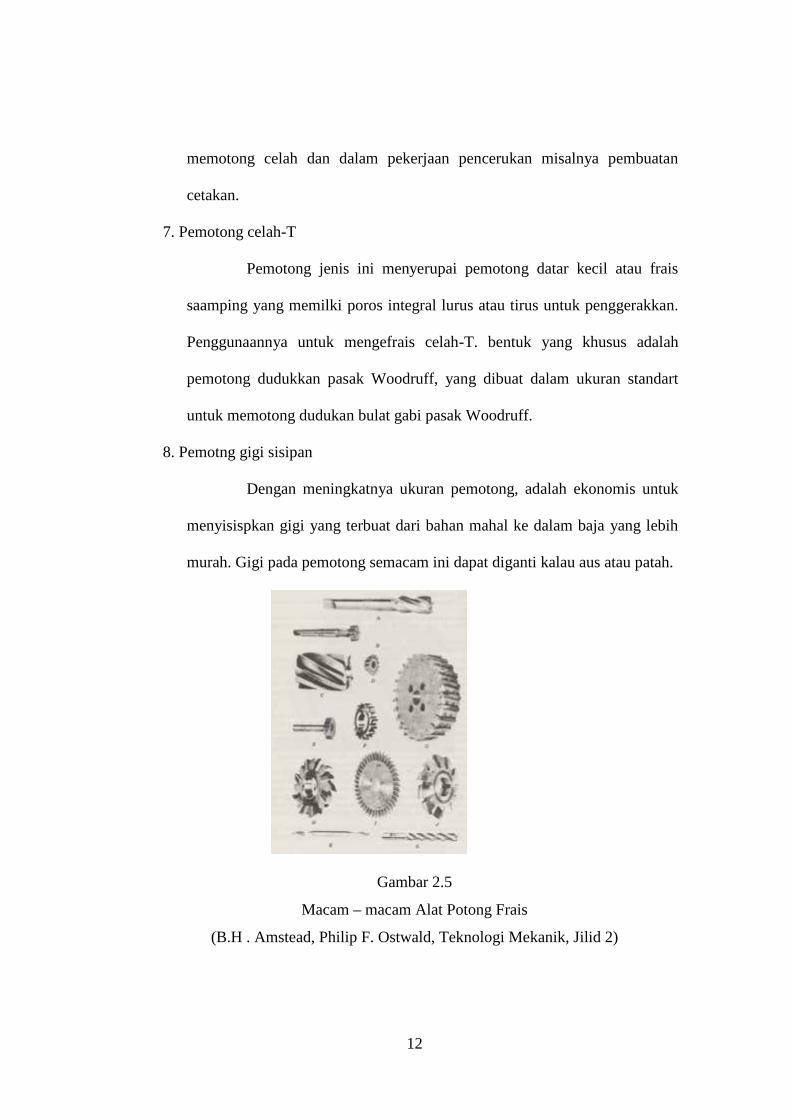
2.4. Macam-macam Alat Potong Mesin Milling
Pemotong terbuat dari baja karbon tinggi, berbagai baja kecepatan tinggi,
atau yang berujung karbida disenter atau paduan cor bukan besi tertentu.
Pemotong yang paling umum diapaki dalam gambar 2.6. dikelompokkan terutama
menurut bentuk umumnya atau jenis pekerjaan yang dapat dilakukannya.
1. Pemotong milling biasa
Pemotong biasa adalah sebuah pemotong berbentuk piringan yang
hanya memiliki gigi pada kelilingnya. Giginya dapat lurus, atau heliks kalau
lebarnya lebih dari 15 mm. pemotong heliks lebar yang digunakan untuk
pekerjaan meratakan yang berta mungkin memiliki takik pada giginya untuk
mematahkan serpihan dan memudahkan pengeluarannya.
2. Pemotong milling samping
Pemotong ini mirip dengan pemotong datar kecualai bahwa
giginya disamping. Kalu dua pemotong beroperasi bersama, setiap
pemotong adalah datar pada satu sisi dan memliki gigi pada sisi yang lain.
Pemotong frais samping mungkin bergigi lurus, heliks atau sigsag.
11
3. Pemotong gergaji pembelah logam
Pemotong ini mirip dengan pemotong frais datar atau samping
kecuali bahwa pembuatannya sangat tipis, biasanya 5 mm atau kurang.
Pemotong datar dari jenis ini diberi pengaman dengan menggerinda sisinya
untuk menghasilkan ruang bebas bagi pemotongnya.
4. Pemotong milling sudut
Semua pemotong bentuk sudut termasuk dalam kelompok ini.
Mereka dibuat menjadi pemotong sudut tunggal maupun sudut ganda.
Pemotong sudut tunggal ini mempunyai satu permukaan kerucut, sedangkan
pemotong sudut ganda bergigi pada dua permukaan kerucut. Pemotong
sudut digunakan untuk memotong lidah roda, tanggem, galur pada pemotong
frais, dan pelebar lubang.
5. Pemotong milling bentuk
Gigi pada pemotong ini diberikan suatu bentuk khusus. Termasuk
didalamnya adalah pemotong cekung dan cembung, pemotong roda gigi,
pemotong galur, pemotong pembuat sudut, dan sebagainya.
6. Pemotong milling ujung
Pemotong ini mempunyai poros integral untuk menggerakkan dan
mempunyai gigi di kelilingnya dan ujungnya.Galurnya dapat lurus ataupun
heliks. Karena mahalnya baja kecepatan tinggi, maka konstruksi ini
menghasilkan banyak penghematan dalam biaya bahan. Frais ujung
digunakan untuk proyeksi permukaan, membujur-singkarkan ujung,
12
memotong celah dan dalam pekerjaan pencerukan misalnya pembuatan
cetakan.
7. Pemotong celah-T
Pemotong jenis ini menyerupai pemotong datar kecil atau frais
saamping yang memilki poros integral lurus atau tirus untuk penggerakkan.
Penggunaannya untuk mengefrais celah-T. bentuk yang khusus adalah
pemotong dudukkan pasak Woodruff, yang dibuat dalam ukuran standart
untuk memotong dudukan bulat gabi pasak Woodruff.
8. Pemotng gigi sisipan
Dengan meningkatnya ukuran pemotong, adalah ekonomis untuk
menyisispkan gigi yang terbuat dari bahan mahal ke dalam baja yang lebih
murah. Gigi pada pemotong semacam ini dapat diganti kalau aus atau patah.
Gambar 2.5
Macam – macam Alat Potong Frais
(B.H . Amstead, Philip F. Ostwald, Teknologi Mekanik, Jilid 2)
13
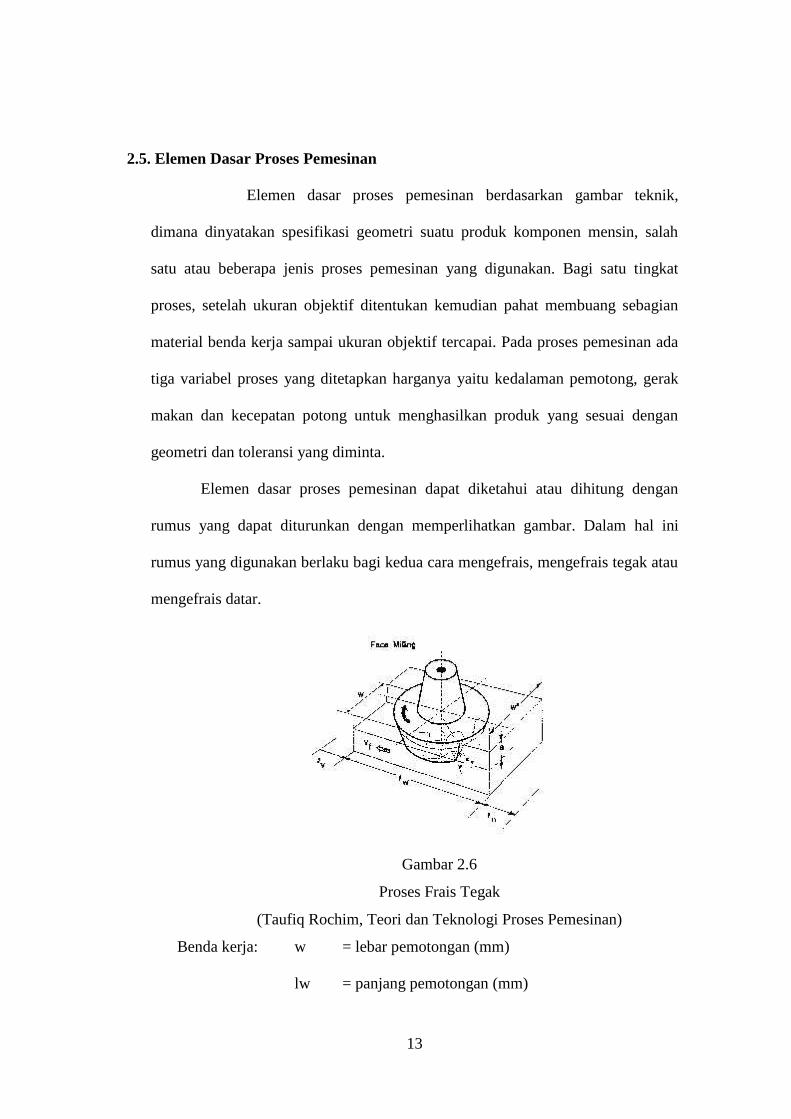
2.5. Elemen Dasar Proses Pemesinan
Elemen dasar proses pemesinan berdasarkan gambar teknik,
dimana dinyatakan spesifikasi geometri suatu produk komponen mensin, salah
satu atau beberapa jenis proses pemesinan yang digunakan. Bagi satu tingkat
proses, setelah ukuran objektif ditentukan kemudian pahat membuang sebagian
material benda kerja sampai ukuran objektif tercapai. Pada proses pemesinan ada
tiga variabel proses yang ditetapkan harganya yaitu kedalaman pemotong, gerak
makan dan kecepatan potong untuk menghasilkan produk yang sesuai dengan
geometri dan toleransi yang diminta.
Elemen dasar proses pemesinan dapat diketahui atau dihitung dengan
rumus yang dapat diturunkan dengan memperlihatkan gambar. Dalam hal ini
rumus yang digunakan berlaku bagi kedua cara mengefrais, mengefrais tegak atau
mengefrais datar.
Gambar 2.6
Proses Frais Tegak
(Taufiq Rochim, Teori dan Teknologi Proses Pemesinan)
Benda kerja: w = lebar pemotongan (mm)
lw = panjang pemotongan (mm)

14
a = kedalaman potong (mm)
pahat frais: d = diameter luar (mm)
z = jumlah gigi (mata potong)
Kf = sudut potong utama,
= 900 untuk pahat frais selubung
Mesin frais: n = putaran poros utama (rpm)
vf = kecepatan makan (mm/min)
f = gerak makan (mm/put)
Elemen dasar poros frais adalah sebagai berikut:
1. Kecepatan potong…………………………………….. (2.1)
1000
.. ndV
m /min…………………………………… (2.2)
2.Gerak makan per gigi
).( nzvffz mm/put……………………………….. (2.3)
3. Waktu Pemotongan
vflttc min……………………………………….. (2.4)
dimana: lt = lv + ln mm
lv ≥ )( ada untuk mengefrais datar,
lv ≥ 0; untuk mengefrais tegak
ln ≥ 0; untuk mengefrais datar
ln = d /2; untuk mengefrais tegak.
4. Kecepatan penghasilan geram
1000
.. wavfZ cm3/min……………………………….. (2.5)

15
2.6. Material Baja
Baja ialah sebuah paduan dari besi karbon dan unsur-unsur lain. Baja
merupakan paduan yang terdiri dari besi, karbon dan unsur lainnya. Baja dapat
dibentuk melalui pengecoran, penempaan. Baja merupakan logam yang paling
banyak digunakan dalam dunia teknik. Klasifikasi mengikuti standart SAP
(Society of Automotive engineers) dan ASISi (America Iron and Steel institute).
Baja Karbon adalah paduan antara besi dan karbon dengan sedikit Si, Mn, P, S
dan Cu. Sifat baja karbon sangat tergantung pada kadar karbon, karena itu baja ini
dikelompokkan berdasarkan kadar karbonnya. Baja karbon rendah adalah dengan
kadar karbon kurang dari 0,30 %, baja karbon sedang mengandung 0,30 %sampai
0,45 % karbon dan baja karbon tinggi berisi karbon antara 0,45 % sampai 1,70 %.
Bila kadar karbon naik, kekuatan dan kekerasannya juga bertambah tinggi tetapi
perpanjangannya menurun.
2.7. Material Pahat
Selama proses pembentukan geram dengan cara pemesinan berlangsung,
dengan mempertemukan dua jenis material. Untuk menjamin kelangsungan proses
ini maka jelas diperlukan material pahat yang lebih unggul daripada material
benda kerja. Keunggulan tersebut dapat dicapai karena pahat dibuat dengan
memperhatikan berbagai segi yaitu :
16
1. Kekerasaan
Yang cukup tinggi melebihi kekerasan benda kerja tidak saja pada
temperatur ruang melainkan juga pada temperatur tinggi pada saat proses
pembentukan geram berlangsung.
2. Keuletan
Yang cukup besar untuk menahan beban kejut yang terjadi sewaktu
pemesinan dengan interupsi maupun sewaktu memotong benda kerja yang
mengandung partikel/bagian yang keras (hard spot).
3. Ketahanan beban kejut termal
Diperlukan bila terjadi perubahan tempertur yang cukup besar secara
berkala/periodik.
4. Sifat adhesi yang rendah
Untuk mengurangi afinitas benda kerja terhadap pahat, mengurangi laju
keausan, serta penurunan gaya pemotongan.
5. Daya larut element/komponen material pahat yang rendah
Dibutuhkan demi untuk memperkecil laju keausan akibat mekanisme
difusi.
Secara berurutan material-material pahat akan dibahas mulai dari yang
paling lunak tetapi ulet sampai dengan yang paling keras tetapi getas, yaitu :
1. Baja Karbon
2. High Speed Steels (HSS)
3. Paduan Cor Nonferro
4. Karbida

17
5. Keramik
6. Cubic Boron Nitrides (CBN)
7. Intan
2.7.1. Pahat HSS (High Speed Steels)
Pada mulanya yang dimaksud dengan HSS adalah setiap baja
campuran tinggi dari Wolfram (W) dan Chromium (Cr), kemudian baja-
baja campuran krom (Cr) dan Molybdenum (Mo) juga disebut sebagai
HSS. Pahat High Speed Steels (HSS) terbuat melalui proses penuangan
unsur-unsur paduan diatas kemudian diikuti pengerolan ataupun
penempaan, baja ini dibentuk menjadi batang atau silinder. Pada kondisi
lunak bahan tersebut padat diproses secara pemesinan menjadi bahan
bentuk pahat potong. Setelah proses laku panas dilaksanakan kekerasannya
akan cukup tinggi. Karena sifat keuletan yang relatif baik, maka saat ini
pahat HSS masih digunakan. Hot Hardness dan Recovery Hardness yang
cukup tinggi pada pahat HSS dapat dicapai dengan adanya unsur paduan
W, Cr, V, Mo, dan Ca. pengaruh unsur-unsur tersebut pada unsur dasar
besi (Fe) dan karbon (C) adalah sebagai berikut :
1. Wolfram (W)
Wolfram dapat membentuk karbida yaitu paduan yang sangat keras
yang menyebabkan kenaikkan temperatur untuk proses hardening dan
tempering. Dengan demikian hot hardness dipertinggi.
2. Chromium (Cr)
18
Chromium menaikkan hardenability dan hot hardness. Chrom
merupakan elemen pembentuk karbida, akan tetapi Cr menaikkan
sensitivitas terhadap overheating.
3. Vanadium (V)
Vanadium akan menurunkan sensivitas terhadap overheating serta
menghasilkan besar butir. Vanadium juga merupakan elemen
pembentuk karbida.
4. Molybdenum (Mo)
Mempunyai efek yang sama seperti W akan tetapi lebih terasa dengan
menambah 0,4 – 0,9 % Mo dalam HSS dengan paduan utama W (W-
HSS) dapat dihasilakan HSS yang mampu dikeraskan di udara. Selain
itu, Mo-HSS lebih kuat sehingga mampu menahan beban-beban kejut.
Kejelekannya adalah lebih sensitif terhadap overheating (hangusnya
ujung-ujung yang runcing) sewaktu dilakukan proses heat treatment.
5. Cobalt (Co)
Cobalt bukan merupakan elemen pembentuk karbida. Ditambahkan
dalam HSS untuk menaikkan hot hardness dan tahanan keausan. Besar
butir menjadi lebih halus sehingga ujung-ujung yang runcing tetap
terpelihara selama heat treatment pada temperatur tinggi.
2.8. Cairan Pendingin
Cairan pendingin mempunyai fungsi yang khusus dalam proses
pemesinan. Selain untuk memperpanjang umur pahat cairan pendingin dalam
beberapa kasus mampu menurunkan gaya potong dan memperhalus permukaan

19
produk hasil pemesinan. Selain itu cairan pendingin juga berfungsi sebagai
pembersih/pembawa gram dan melumasi elemen pembimbing (ways) mesin
perkakas serta melindungi benda kerja dan komponen mesin dari korosi. Secara
umum dapat dikatakan bahwa peran utama cairan pendingin adalah mendinginkan
dan melumasi pahat dan benda kerja selama proses pemesinan berlangsung.
2.8.1. Jenis Cairan Pendingin
a. Cairan Sintetik (Syntetic Fluids, Chemical Fluids)
Cairan yang jernih atau diwarnai yang merupakan larutan murni (true
solutions) atau larutan permukaan aktif (surface active). Pada larutan aktif
unsur yang dilarutkan tersebar diantara molekul air dan tegangan
permukaannya (surface tension) hampir tidak berubah. Larutan murni ini
tidak bersifat melumasi dan biasanya dipakai untuk menyerap panas yang
tinggi dan melindungi terhadap korosi.
b. Cairan Emulsi (Emulsious Cutting Fluids)
Air yang mengandung partikel / minyak (5 s/d 20 m). unsur pengemulsi
ditambahkan dalam minyak yang kemudian dilarutkan dalam air.
c. Cairan Semi Sintetik (Semi Syintetic Fluids)
Merupakan perpaduan antara jenis A dan B diatas yang mempunyai
karakteristik sebagai berikut :
- Kandungan minyaknya lebih sedikit dari tipe B (10% - 45%)
- Kandungan pengemulsi (molekul penurun tegangan permukaan) lebih
banyak dari tipe A.
d. Minyak (Cutting Oils)

20
Minyak yang berasal dari salah satu atau kombinasi dari minyak bumi,
minyak binatang, minyak ikan, atau minyak nabati. Viskasitasnya
bermacam-macam tergantung dari pemakaian. Pencampuran antara
minyak bumi dan minyak hewan atau minyak nabati menaikkan daya
pembasahan sehingga memperbaiki daya lumas.
2.8.2. Pemakaian Cairan Pendingin
Banyak cara yang dipraktekkan untuk mengefektifkan pemakaian cairan
pendingin sebagai berikut :
a. Manual
Pada umumnya operator memakai kuas untuk memerciki pahat gurdi,
tap, atau freis dengan minyak pendingin. Selama hal ini dilakukan
secara
teratur dan kecepatan potong tidak terlalu tinggi maka umur pahat bisa
lebih lama.
b. Dikucurkan/Dibanjirkan
Sistem pendingin yang terdiri atas pompa, saluran, nozel dan tangki
dimilki oleh semua mesin perkakas. Satu atau beberapa nozel dan
slang fleksibel diatur sehingga cairan pendingin disemprotkan pada
bidang aktif pemotongan.
c. Ditekan lewat saluran pada pahat
Cairan pendingin dialirkan dengan tekanan tinggi melewati saluran
pahat. Untuk penggurdian lubang yang dalam atau pengefraisan
dengan posisi yang sulit dicapai dengan penyemprotan biasa.
21
d. Dikabutkan
Cairan pendingin disemprotkan berupa kabut. Partikel cairan sintetik,
semi sintetik, atau emulsi disemprotkan melalui aspiratur yang bekerja
dan prinsip seperti semprotan nyamuk. Cairan dalam tabung akan naik
melalui pipa berdiameter kecil, karena daya vakum akibat aliran udara
diujung atas pipa dan menjadi kabut yang menyemprot keluar.
2.9. Konfigurasi permukaan
Konfigurasi permukaan suatu elemen mesin apabila ditinjau dengan
skala yang kecil merupakan suatu karateristik geometris yang dapat berupa
mikrogeometri. Konfigurasi pemukaan akan memegang peranan penting
dalam perencanaan elemen mesin, yaitu yang berhubungan dengan gesekan,
keausan, pelumasan, tahanan kelelahan dari komponen, perekatan dua atau
lebih komponen-komponen mesin, dan sebagainya. (Taufiq Rachim, 1985).
Untuk menerjemahkan karateristik permukaan suatu elemen mesin
ke dalam gambar teknik, diperlukan parameter-parameter guna
mengidenfikasikan konfigerasi permukaan.Akan tetapi sampai saat ini
parameter-parameter yang ada belum dapat menjelaskan suatu permukaan
secara sempurna, karena permasalahan konfigurasi permukaan masalah yang
komplek.
Ketidakteraturan konfigurasi suatu permukaan apabila ditinjau dari
profil yang dihasilkan dapat dibagi :
1. Tingkatan pertama merupakan ketidakteraturan mikrogeometri
(kesalahan bentuk). Ketidak teraturan ini kemungkinan disebabkan oleh
22
kesalahan bidang-bidang pembimbing dari mesin perkakas, lenturan dari
perkakas dan benda kerja, kesalahan posisi pada waktu pencekaman
benda kerja.
2. Tingkatan kedua disebut dengan gelombang (Waviness) yang
merupakan ketidakteraturan priodik dengan panjang gelombang yang
lebih besar dibandingkan aplitudonya (kedalamanya). Kemungkinan
terjadinya ketidakterturan disebabkan karena kesalahan bentuk perkakas,
kesalahan penyenteran perkakas, terjadinya getaran pada saat proses
pemotongan.
3. Tingkatan ketiga disebut alur (groves). Kemungkinan penyebabnya
adalah jajak atau bekas dari pemotongan (bentuk ujung pahat dan gerak
makan).
4. Tingkatan keempat disebut serpihan (flakes). Kemungkinan
penyebabnya adalah proses pembentukan geram.
2.10. Macam-macam Profil dan Permukaan
Akibat ketidak sempurnaan alat ukur, cara pengukuranya dan cara
evaluasi hasil permukaan suatu permukaan benda kerja sesungguhnya
(real,surface) tidak dapat dibuat grafiknya atau duplikatnya, melainkan hanya
mendekati bentuk sesungguhnya. Permukaan yang mendekati bentuk
sesungguhnya disebut permukaan terukur (measure surface).
Akibat penyimpangan-penyimpangan selama proses pemotongan maka
permukaan geometris ideal (geometrically ideal surface) yaitu permukaan yang
dianggap mempunyai bentuk yang sempurna, tidak mungkin dapat dibuat.
23
Sedangkan permukaan yang disyaratkan pada gambar tenik dengan cara-cara
standart tertentu disebut permukaan nominal (nominal surface).
Profil adalah garis yang dihasilkan pada proses pemotongan,
khususnya pemotongan ortogonal dan pemotongan miring (oblique).
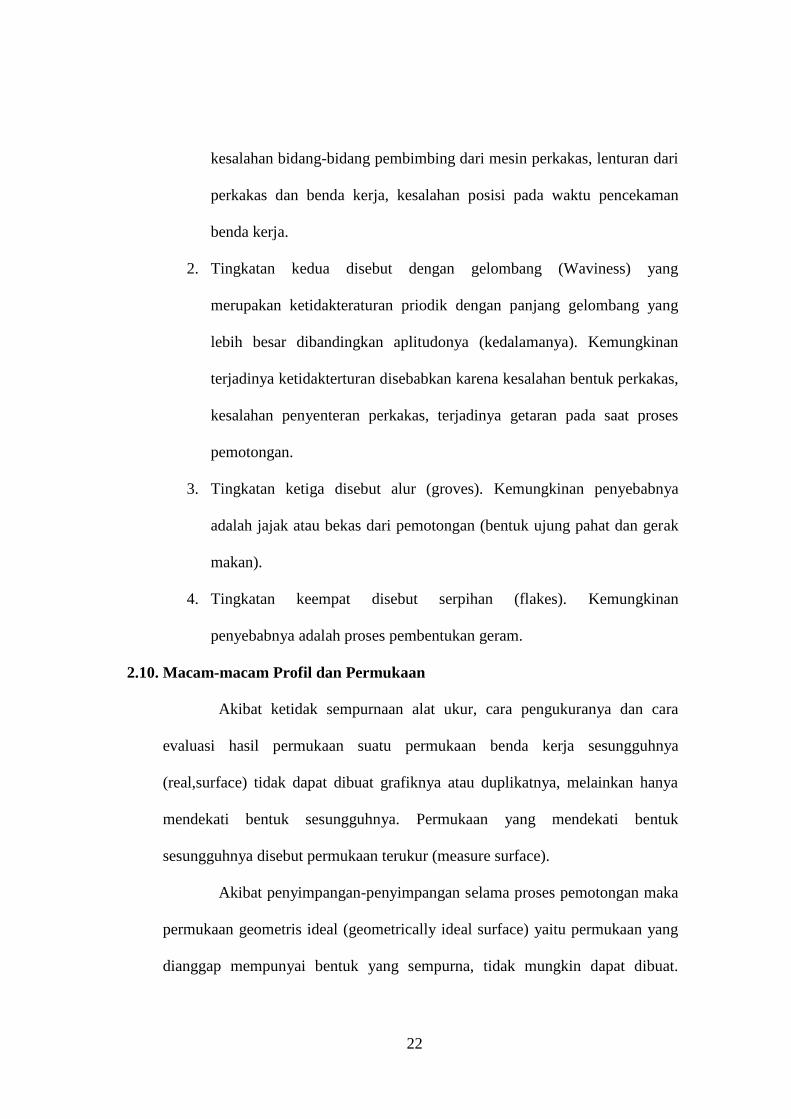
Beberapa istilah profil dan parameter permukaan dapat dilihat pada gambar
dibawah :
Gambar 2.7
Macam Profil dan Parameter Permukaan
(Taufiq Rochim, Teori dan Teknologi Proses Pemesinan)
Keterangan Gambar :
Profil geometri ideal (geometrically ideal profile), adalah profil
permukaan geometris ideal (dapat berupa garis lurus ataupun garis
lengkung).
Profil terukur (measured profile), adalah profil dari permukaan terukur.
Profil referensi (reference profile), adalah pofil yang digunakan
sebagai referensi untuk menganalisa ketidakteraturan konfigurasi
permukaan profil ini dapat berupa garis lurus atau garis dengan bentuk
24
sesuai dengan profil geometris ideal, serta menyinggung puncak
tertinggi dari profil terukur dalam suatu sampel.
Profil dasar (root profile), adalah profil referensi yang digeserkan
kebawah (arah tegak lurus terhadap profil geometris ideal pada suatu
panjang sampel), sehingga menyinggung titik tertendah dari profil
terukur.
Profil tengah (center profile), adalah profil referensi yang digeser
kebawah sedemikian rupa, sehingga jumlah luas dari daerah-daerah
diatas profil tengah sampai ke profil terukur adalah sama dengan
jumlah luas daerah dibawah profil tengah sampai ke profil terukur.
Kedalam total (peak to valley height, Rt) ; jarak rata-rata antara profil
referensi dan profil dasar (m).
Kedalam perataan (peak to mean line, Rp) ; jarak rata-rata antara profil
referensi dengan profil terukur. (Taufik Rochim, 1985 : 63)
Rp. = 1/l 1
0
yi dx (m)……………………………….. (2.6)
Kekasaran rata-rata aritmetris (mean roughness index, Ra) ; adalah
harga rata-rata aritmetris dari harga absolutnya jarak antara profil
terukur dengan profil tengah. (Taufiq Rochim, 1985 : 64)
Ra = Rp. = 1/l 1
0
hi dx (m)………………………..... (2.7)

25
Kekasaran rata-rata kwadratis (root mean square geight, Rg) ; adalah
akar dari jarak kwadrat rata-rata antara profil terukur dengan profil
tengah.
Rg = 1
0
)(1 mdxl ……………………………….. (2.8)
2.11. Kekasaran Permukaan.
Kekasaran permukaan dari bagian-bagian mesin dan juga bekas
pengerjaannya merupakan faktor yang sangat penting untuk menjamin mutu
bagian-bagian, seperti misalnya suaian atau ketahanan, maupun tampak dari
bagian-bagian. Penunjukan konfigurasi perukaan yang mencakup kekasaran
permukaan, arah bekas pengerjaan dan sebagainya, diperlukan untuk menjamin
tujuan-tujuan diatas.Perincian konfigurasi permukaan tidak diperlukan jika proses
pembuatan biasa dapat menjamin pengerjaan akhir yang dapat diterima.
Dalam proses pemesinan (machining process), kekasaran permukaan
(surface roughness) merupakan sifat yang penting, karena sifat ini menentukan
kualitas produk yang dihasilkan. Kekasaran permukaan merupakan sifat
permukaan suatu benda yang dapat dirasakan oleh indera. Pada industri
pemesinan, pengukuran sifat permukaan sangat diperlukan, terutama yang
bergerak dibidang produksi. Elemen-elemen mesin seperti poros, pasak dan
sebagainya memerlukan pengukuran untuk menentukan nilai kekasaran
permukaan, selain toleransi pengukuran dan presisinya.
Kekasaran permukaan adalah salah satu sifat bahan yang sangat penting
dan dapat dirasakan oleh indera kita. Pada industri permesinan, pengukuran
26
terhadap permukaan sangat penting terutama yang bergerak dalam bidang
produksi. Elemen-elemen mesin seperti poros, lubang pasak, dan sebagainya
memerlukan pengukuran yang teliti untuk menentukan nilai kekasaran
permukaan, disamping toleransi ukuran dan posisinya.
Kekasaran permukaan dapat dinyatakan dalam beberapa cara. Terutama
sekali dipergunakan “penyimpangan rata-rata aritmetik dan garis rata-rata profil”,
sesuai perkembangan alat ukur dan persyaratan rencana. Dibeberapa negara
dipakai “sepuluh titik ketinggian Rz, dari ketidakrataan” dan “ketinggian
maksimum Rmax dari ketidakrataan” secara konvensional.
Ketentuan-ketentuan dari tiga macam kekasaran permukaan nilai-nilai
numeriknya digariskan dalam ISO/R 468-1966, yaitu :
a. Kekasaran atau penyimpangan rata-rata aritmetik dari garis rata-rata profil.
Kekasaran rata-rata Ra adalah harga rata-rata ordinat-ordinat profil efektif
garis rata-ratanya. Profil efektif berarti garis bentuk dari potongan permukaan
efektif oleh sebuah bidang yang telah ditentukan secara konvensional,
terhadap permukaan geometris ideal.

27
Gambar 2.8
Penyimpangan rata-rata aritmetik Ra dari garis rata-rata profil
(Tekeshi Sato, N. Sugiarto H. Menggambar Mesin Menurut Standart ISO)
b. Ketidakrataan Ketinggian Sepuluh Titik RZ
Ketidakrataan ketinggian sepuluh titik RZ adalah jarak rata-rata antara
lima puncak tertinggi dengan lembah terdalam antara panjang contoh, yang
diukur dari garis sejajar dengan garis rata-rata dan tidak memotong profil
tersebut.
RZ = (R1 + R3 + R5 +R7 +R9) – (R2 + R4+ R6 +R8 +R10)5
Gambar 2.9
Ketinggian sepuluh titik dari Rz dari ketidakrataan
(Tekeshi Sato, N. Sugiarto H. Menggambar Mesin Menurut Standart ISO)
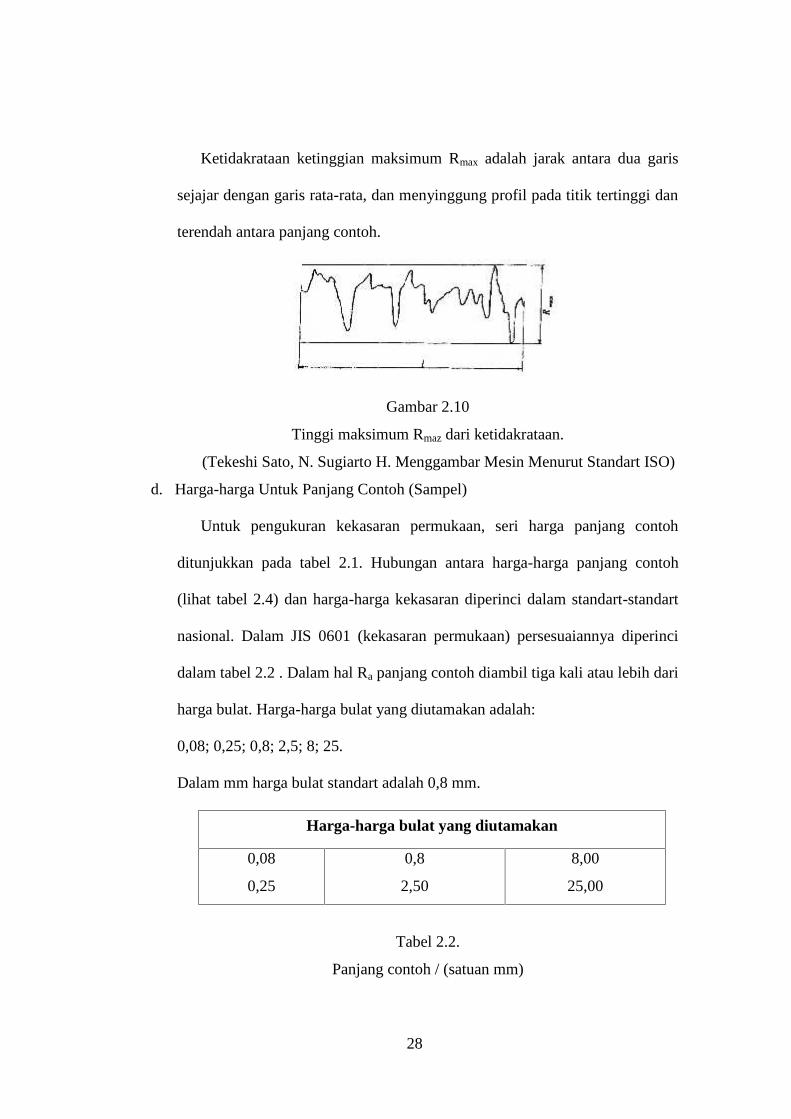
c. Ketidakrataan Ketinggian Maksimum (Rmax)
28
Ketidakrataan ketinggian maksimum Rmax adalah jarak antara dua garis
sejajar dengan garis rata-rata, dan menyinggung profil pada titik tertinggi dan
terendah antara panjang contoh.
Gambar 2.10
Tinggi maksimum Rmaz dari ketidakrataan.
(Tekeshi Sato, N. Sugiarto H. Menggambar Mesin Menurut Standart ISO)
d. Harga-harga Untuk Panjang Contoh (Sampel)
Untuk pengukuran kekasaran permukaan, seri harga panjang contoh
ditunjukkan pada tabel 2.1. Hubungan antara harga-harga panjang contoh
(lihat tabel 2.4) dan harga-harga kekasaran diperinci dalam standart-standart
nasional. Dalam JIS 0601 (kekasaran permukaan) persesuaiannya diperinci
dalam tabel 2.2 . Dalam hal Ra panjang contoh diambil tiga kali atau lebih dari
harga bulat. Harga-harga bulat yang diutamakan adalah:
0,08; 0,25; 0,8; 2,5; 8; 25.
Dalam mm harga bulat standart adalah 0,8 mm.
Harga-harga bulat yang diutamakan
0,08
0,25
0,8
2,50
8,00
25,00
Tabel 2.2.
Panjang contoh / (satuan mm)
29
(Takeshi Sato, N. Sugiarto H, Menggambar Mesin Menurut Standart ISO)
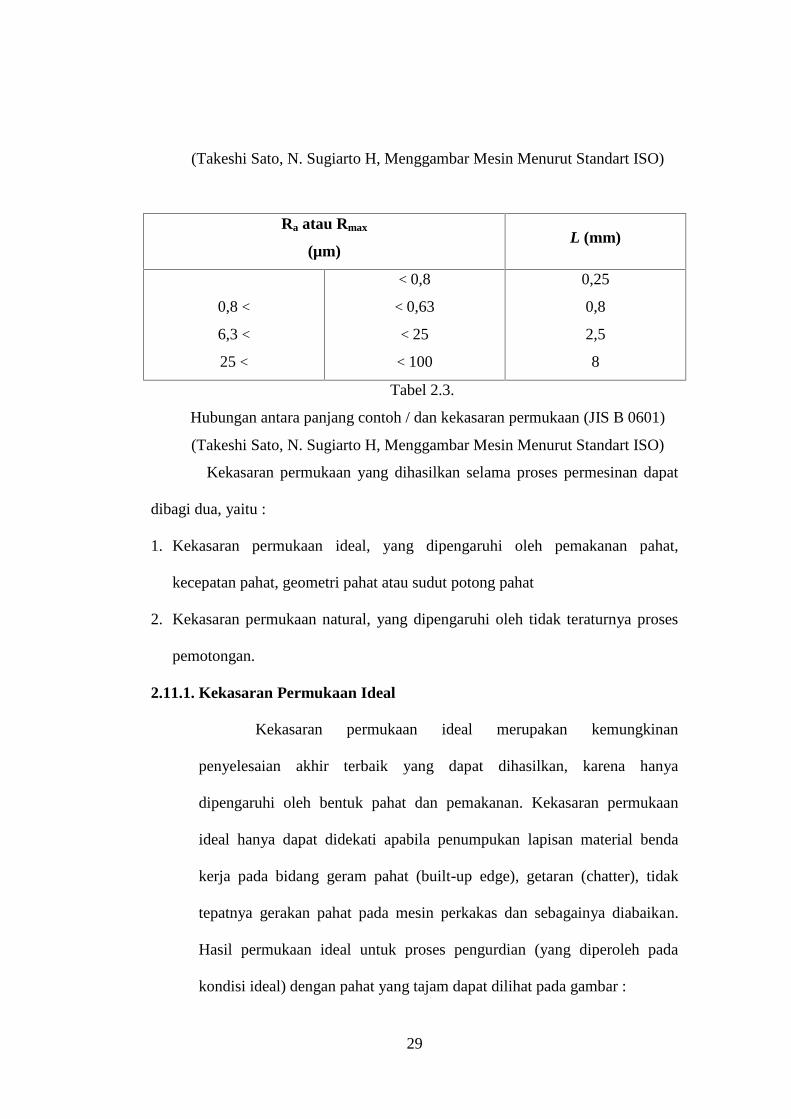
Ra atau Rmax
(μm)L (mm)
0,8 <
6,3 <
25 <
< 0,8
< 0,63
< 25
< 100
0,25
0,8
2,5
8
Tabel 2.3.
Hubungan antara panjang contoh / dan kekasaran permukaan (JIS B 0601)
(Takeshi Sato, N. Sugiarto H, Menggambar Mesin Menurut Standart ISO)
Kekasaran permukaan yang dihasilkan selama proses permesinan dapat
dibagi dua, yaitu :
1. Kekasaran permukaan ideal, yang dipengaruhi oleh pemakanan pahat,
kecepatan pahat, geometri pahat atau sudut potong pahat
2. Kekasaran permukaan natural, yang dipengaruhi oleh tidak teraturnya proses
pemotongan.
2.11.1. Kekasaran Permukaan Ideal
Kekasaran permukaan ideal merupakan kemungkinan
penyelesaian akhir terbaik yang dapat dihasilkan, karena hanya
dipengaruhi oleh bentuk pahat dan pemakanan. Kekasaran permukaan
ideal hanya dapat didekati apabila penumpukan lapisan material benda
kerja pada bidang geram pahat (built-up edge), getaran (chatter), tidak
tepatnya gerakan pahat pada mesin perkakas dan sebagainya diabaikan.
Hasil permukaan ideal untuk proses pengurdian (yang diperoleh pada
kondisi ideal) dengan pahat yang tajam dapat dilihat pada gambar :
30
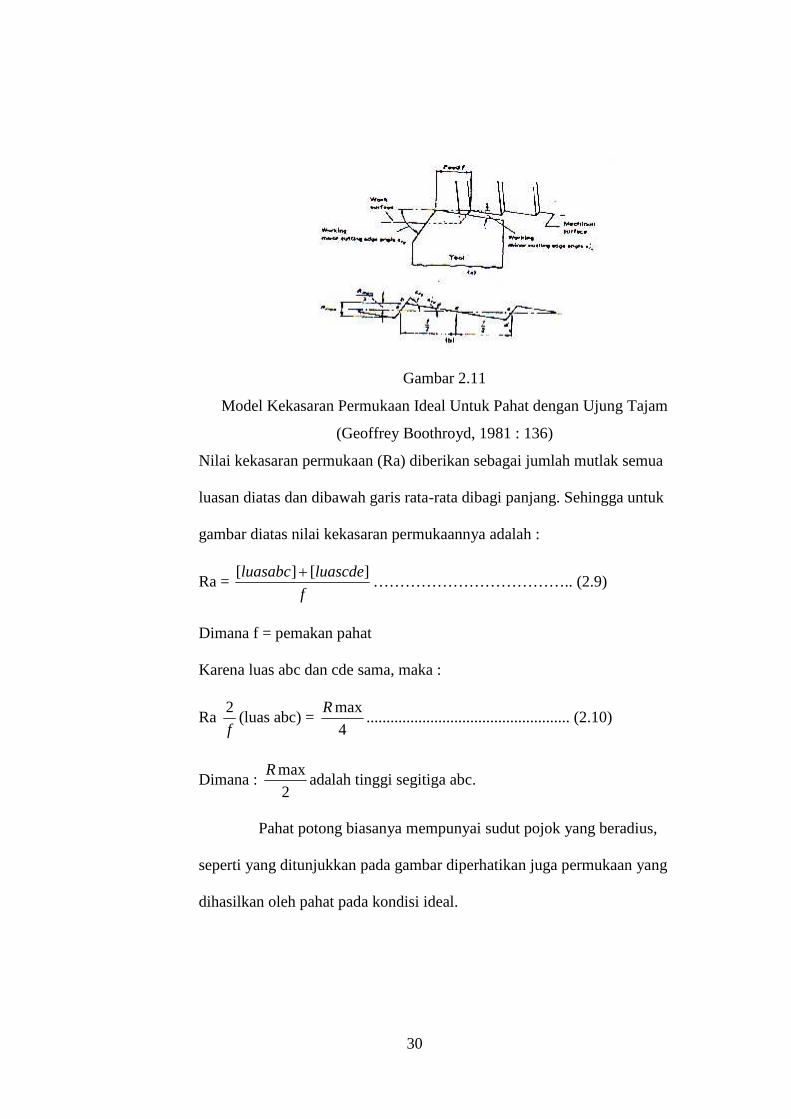
Gambar 2.11
Model Kekasaran Permukaan Ideal Untuk Pahat dengan Ujung Tajam
(Geoffrey Boothroyd, 1981 : 136)
Nilai kekasaran permukaan (Ra) diberikan sebagai jumlah mutlak semua
luasan diatas dan dibawah garis rata-rata dibagi panjang. Sehingga untuk
gambar diatas nilai kekasaran permukaannya adalah :
Ra =f
luascdeluasabc ][][ ……………………………….. (2.9)
Dimana f = pemakan pahat
Karena luas abc dan cde sama, maka :
Raf
2(luas abc) =
4
maxR................................................... (2.10)
Dimana :2
maxRadalah tinggi segitiga abc.
Pahat potong biasanya mempunyai sudut pojok yang beradius,
seperti yang ditunjukkan pada gambar diperhatikan juga permukaan yang
dihasilkan oleh pahat pada kondisi ideal.

31
Gambar 2.12
Model Kekasaran Permukaan Ideal Untuk Pahat dengan Ujung Beradius
(Geoffrey Boothroyd, 1981 : 138)
Keterangan gambar :
Rg = radius pojok pahat
Machined surface = bidang yang telah terpotong.
Nilai kekasaran permukaannya dipengaruhi oleh pemakanan dan radius
pojok pahat.
2.11.2. Kekasaran Permukaan Natural
Dalam praktek biasanya sulit didapat kondisi kekasaran
permukaan ideal, dan biasanya kekasaran permukaan natural akan
membentuk proporsi yang besar terhadap kekasaran permukaan actual.
Salah satu factor utama yang membentuk terbentuknya kekasaran
permukaan natural adalah terjadinya penumpukan lapisan material benda
kerja pada bidang geram dengan mata potong pahat (built-up edge).
Semakin besar built-up edge, semakin kasar pula kekasaran permukaan
yang dihasilkan. Oleh karena itu perlu adanya usaha-usaha untuk
mengurangi gesekan antara geram dengan pahat dan untuk menghilangkan
32
atau mengurangi built-up edge, guna meningkatkan hasil permukaan.
Salah satu usaha untuk itu adalah memperbesar kecepatan potong.
Kekasaran permukaan actual untuk benda kerja dengan kecepatan potong
rendah lebih besar bila dibandingkan dengan kecepatan potong yang lebih
tinggi. Apabila kecepatan potong dinaikkan, maka akan mendekati
kekasaran permukaan ideal. Faktor-faktor yang membentuk terjadinya
kekasaran permukaan natural adalah :
1. Terjadinya getaran pada pahat
2. Tidak tepatnya gerakan mesin perkakas, seperti gerakan penumpu pada
mesin bubut.
3. Tidak teraturnya mekanisme pemakanan
4. Cacat struktur pada benda kerja
5. Terbentuknya geram tidak kontinu pada material yang rapuh.
6. Kerusakan permukaan yang disebabkan oleh aliran geram dan
sebagainya.
7. Kerusakan permukaan yang disebabkan oleh aliran geram dan
sebagainya.
Sampai saat ini dikembangkan berbagai alat untuk mengukur
pemakanan. Cara yang paling mudah adalah membandingkan secara visual
dengan standart yang ada. Kekasaran permukaan sebuah benda kerja dapat
dinyatakan dengan berbagai cara. Yang paling sederhana ialah untuk
menganggap jarak antara puncak tertinggi dan lembah terdalam sebagai
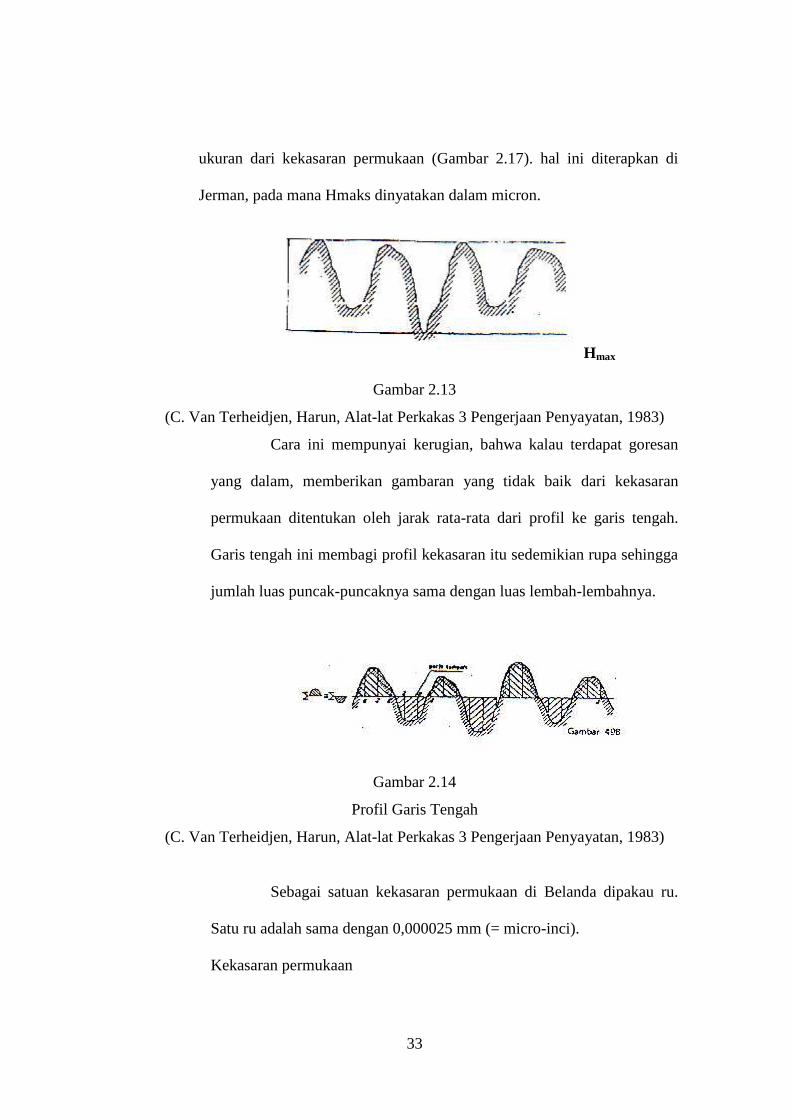
33
ukuran dari kekasaran permukaan (Gambar 2.17). hal ini diterapkan di
Jerman, pada mana Hmaks dinyatakan dalam micron.
Hmax
Gambar 2.13
(C. Van Terheidjen, Harun, Alat-lat Perkakas 3 Pengerjaan Penyayatan, 1983)
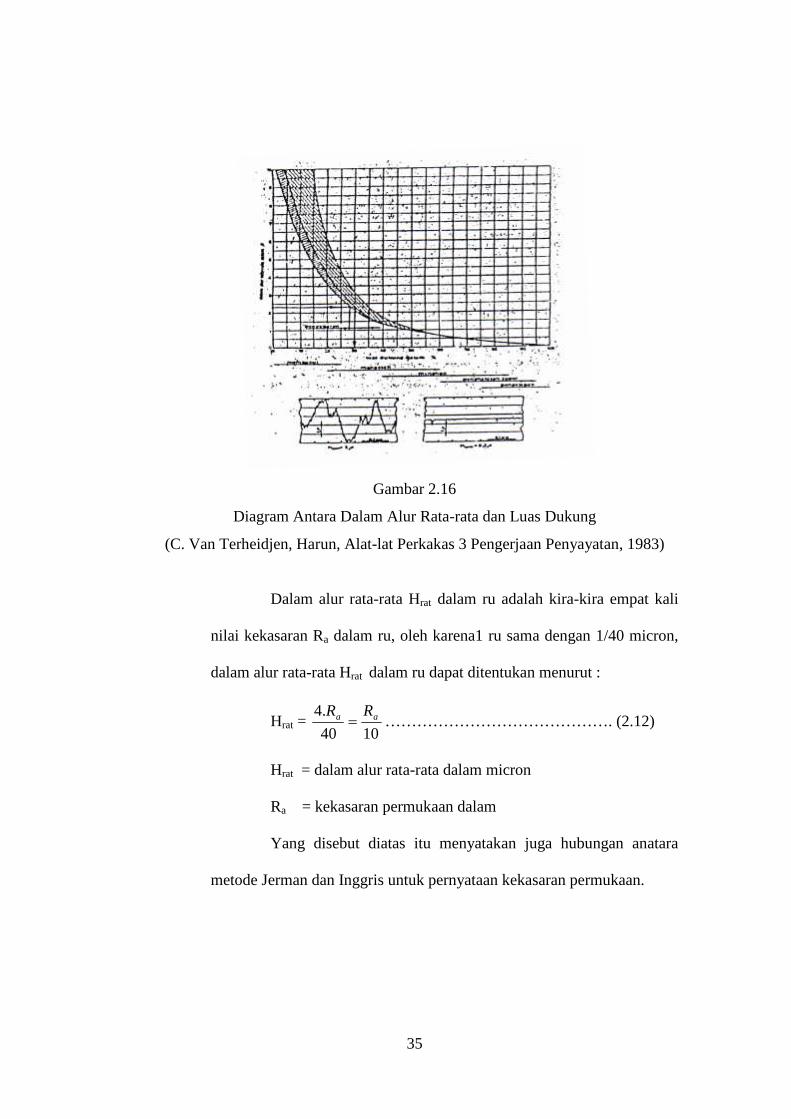
Cara ini mempunyai kerugian, bahwa kalau terdapat goresan
yang dalam, memberikan gambaran yang tidak baik dari kekasaran
permukaan ditentukan oleh jarak rata-rata dari profil ke garis tengah.
Garis tengah ini membagi profil kekasaran itu sedemikian rupa sehingga
jumlah luas puncak-puncaknya sama dengan luas lembah-lembahnya.
Gambar 2.14
Profil Garis Tengah
(C. Van Terheidjen, Harun, Alat-lat Perkakas 3 Pengerjaan Penyayatan, 1983)
Sebagai satuan kekasaran permukaan di Belanda dipakau ru.
Satu ru adalah sama dengan 0,000025 mm (= micro-inci).
Kekasaran permukaan

34
.................... (2.11)
Dengan kekasaran permukaan Ra dalam ru, keadaan suatu
permukaan belum sepenuhnya diberi ciri. Sebab nilai ini tidak
menyatakan apa-apa tentang jarak alur-alur pengerjaan. Demikian pula
luas dukung dalam persen tidak dapat kita ketahui dari itu. Yang terakhir
ini terutama untuk suku-suku bagian yang bergerak satu diatas lainnya,
sangat penting.
Gambar 2.15
Kekasaran Permukaan yang Sama
(C. Van Terheidjen, Harun, Alat-lat Perkakas 3 Pengerjaan Penyayatan, 1983)
Untuk permukaan-permukaan yang (sangat) halus (penghonan,
penghalusan super dan pengelapan) terdapat hubungan tertentu antara
dalam alur rata-rata dan luas dukung dalam %.
Ra =n
aaaaaa
n
an........54321
35
Gambar 2.16
Diagram Antara Dalam Alur Rata-rata dan Luas Dukung
(C. Van Terheidjen, Harun, Alat-lat Perkakas 3 Pengerjaan Penyayatan, 1983)
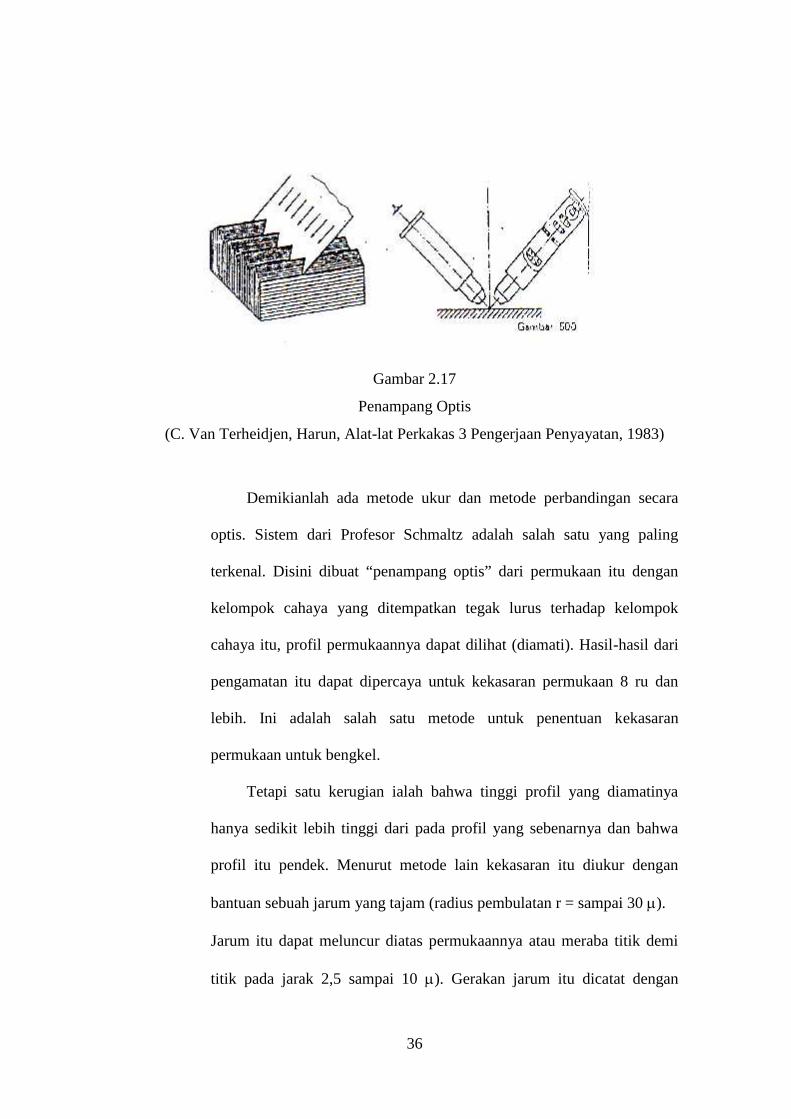
Dalam alur rata-rata Hrat dalam ru adalah kira-kira empat kali
nilai kekasaran Ra dalam ru, oleh karena1 ru sama dengan 1/40 micron,
dalam alur rata-rata Hrat dalam ru dapat ditentukan menurut :
Hrat =1040
.4 aa RR ……………………………………. (2.12)
Hrat = dalam alur rata-rata dalam micron
Ra = kekasaran permukaan dalam
Yang disebut diatas itu menyatakan juga hubungan anatara
metode Jerman dan Inggris untuk pernyataan kekasaran permukaan.
36
Gambar 2.17
Penampang Optis
(C. Van Terheidjen, Harun, Alat-lat Perkakas 3 Pengerjaan Penyayatan, 1983)
Demikianlah ada metode ukur dan metode perbandingan secara
optis. Sistem dari Profesor Schmaltz adalah salah satu yang paling
terkenal. Disini dibuat “penampang optis” dari permukaan itu dengan
kelompok cahaya yang ditempatkan tegak lurus terhadap kelompok
cahaya itu, profil permukaannya dapat dilihat (diamati). Hasil-hasil dari
pengamatan itu dapat dipercaya untuk kekasaran permukaan 8 ru dan
lebih. Ini adalah salah satu metode untuk penentuan kekasaran
permukaan untuk bengkel.
Tetapi satu kerugian ialah bahwa tinggi profil yang diamatinya
hanya sedikit lebih tinggi dari pada profil yang sebenarnya dan bahwa
profil itu pendek. Menurut metode lain kekasaran itu diukur dengan
bantuan sebuah jarum yang tajam (radius pembulatan r = sampai 30 ).
Jarum itu dapat meluncur diatas permukaannya atau meraba titik demi
titik pada jarak 2,5 sampai 10 ). Gerakan jarum itu dicatat dengan
37
pembesaran yang kuat (sampai 500.000 kali). Secara optis, elektris atau
mekanis.
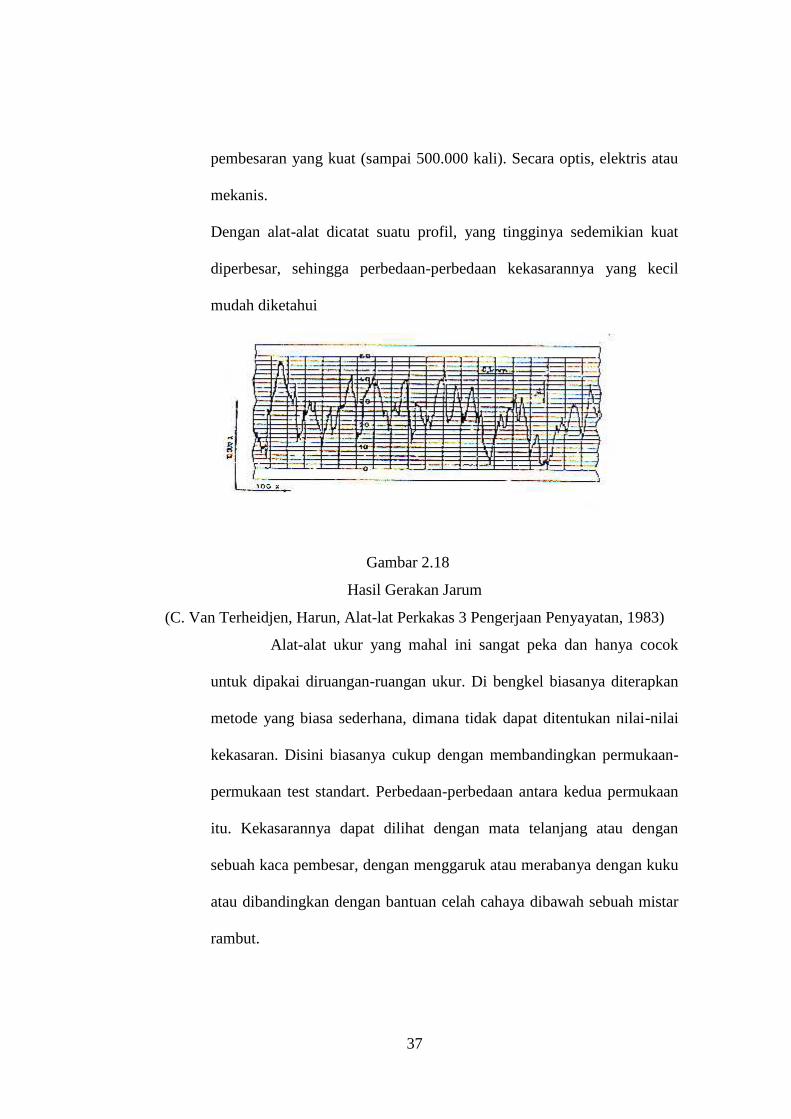
Dengan alat-alat dicatat suatu profil, yang tingginya sedemikian kuat
diperbesar, sehingga perbedaan-perbedaan kekasarannya yang kecil
mudah diketahui
Gambar 2.18
Hasil Gerakan Jarum
(C. Van Terheidjen, Harun, Alat-lat Perkakas 3 Pengerjaan Penyayatan, 1983)
Alat-alat ukur yang mahal ini sangat peka dan hanya cocok
untuk dipakai diruangan-ruangan ukur. Di bengkel biasanya diterapkan
metode yang biasa sederhana, dimana tidak dapat ditentukan nilai-nilai
kekasaran. Disini biasanya cukup dengan membandingkan permukaan-
permukaan test standart. Perbedaan-perbedaan antara kedua permukaan
itu. Kekasarannya dapat dilihat dengan mata telanjang atau dengan
sebuah kaca pembesar, dengan menggaruk atau merabanya dengan kuku
atau dibandingkan dengan bantuan celah cahaya dibawah sebuah mistar
rambut.
38
Permukaan yang dikerjakan akan selalu menyimpang dari
permukaan yang ideal. Karakteristik suatu permukaan akan memegang
peranan penting dalam prencenaan elemen mesin yang berhubungan
dengan gesekan, keausan, pelumasan, tahanan kelelahan dari komponen,
lenturan, kesalahan pemotongan dan sebagainya. Hal ini terutama dapat
memperlihatkan penyimpangan-penyimpangan yang terjadi karena
pembengkokan pada waktu pengerjaan atau permukaan itu dapat
bergelombang karena pengerjaan dengan sebuah pahat yang berputar
tidak tepat. Juga perbedaan–perbedaan kekasaran didalam benda
kerjanya dan menumpulnya perkakas sayat merupakan sebab dari
penyimpangan.
Penyimpangan penyimpangan tersebut diatas merupakan orde
kebesaran lain daripada kekasaran permukaan. Penyimpangan-
penyimapangan ini umpamanya terjadi karena kesalahan-keslahan yang
dibuat mesin yang sudah tua atau perkakas-perkakasnya sudah aus dan
tidak langsung merupakan akaibat dari pengerjaan sendiri.
Penyimpangan-penyimapngan itu tidak boleh terjadi pada produk-
produk yang dikerjakan teliti. Kekasaran permukaan yang dimaksud
disebabkan oleh dalamnya alur-alur pengerjan yang terjadi oleh bentuk
perkakaks sayat dan ingsutan.
Selanjutnya kekasaran permukaan itu ditentukan oleh keadaan
penyayatan pada waktu terlepasnya serpih-serpih, dari kondisi-kondisi
ini tergantungnya permukaan didalam alur-alur pengerjaan itu.
39
Kekasaran ini, selain dari bahan perkakas sayat, juga tergantung dari
seting mesin, bentuk serpih, pelumasan dan pendinginan.
Kekasaran permukaan adalah penting untuk suku-suku bagian yang
bergerak dengan toleransi-toleransi yang kecil. Juga hambatan terhadap
dari korosi (karat) dan kekuatan tukar sangat dipengaruhi oleh kekasaran
permukaan. Untuk mencapai suatu permukaan yang diinginkan maka
faktor-faktor diatas perlu dihindari. Setiap proses pengerjaan mempunyai
ciri-ciri tertentu atau khas atas permukaan benda kerja yang dihasilkan.
Oleh karena itu sebelumnya bisa dipertimbangkan proses mana yang
harus digunakan.
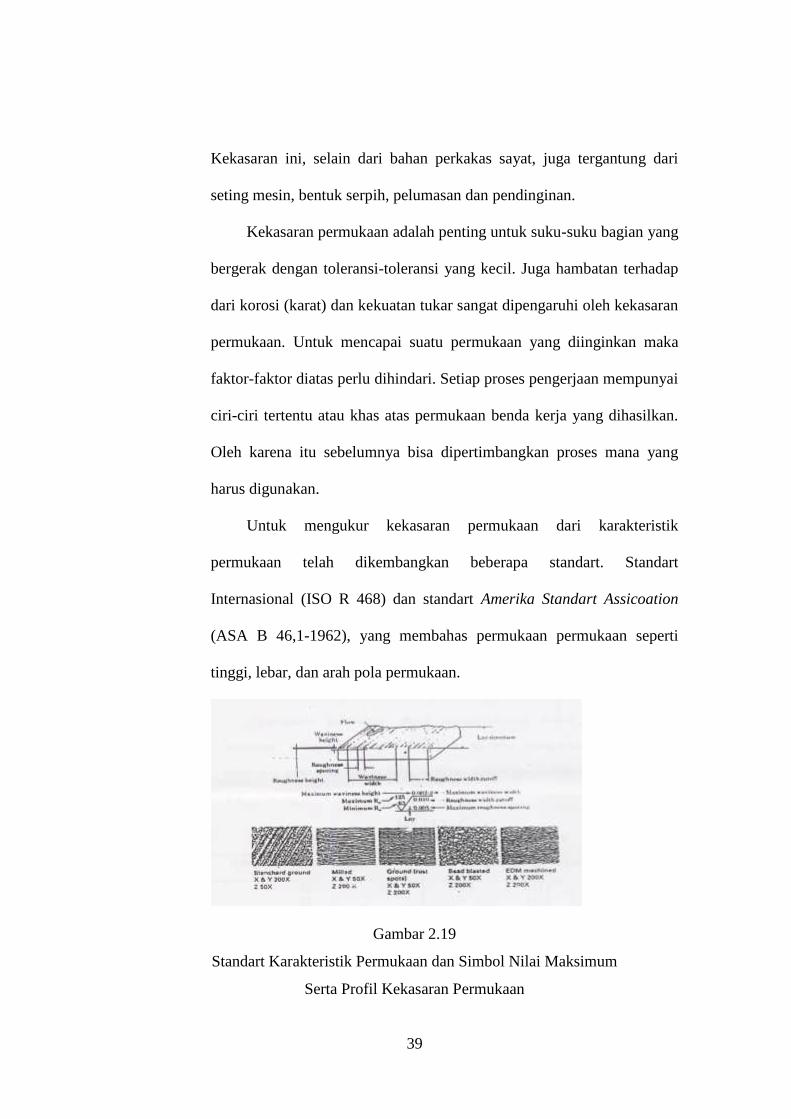
Untuk mengukur kekasaran permukaan dari karakteristik
permukaan telah dikembangkan beberapa standart. Standart
Internasional (ISO R 468) dan standart Amerika Standart Assicoation
(ASA B 46,1-1962), yang membahas permukaan permukaan seperti
tinggi, lebar, dan arah pola permukaan.
Gambar 2.19
Standart Karakteristik Permukaan dan Simbol Nilai Maksimum
Serta Profil Kekasaran Permukaan
40
(Kalpakjian Serope, Manufacturing Processes for Engineer Matrial)
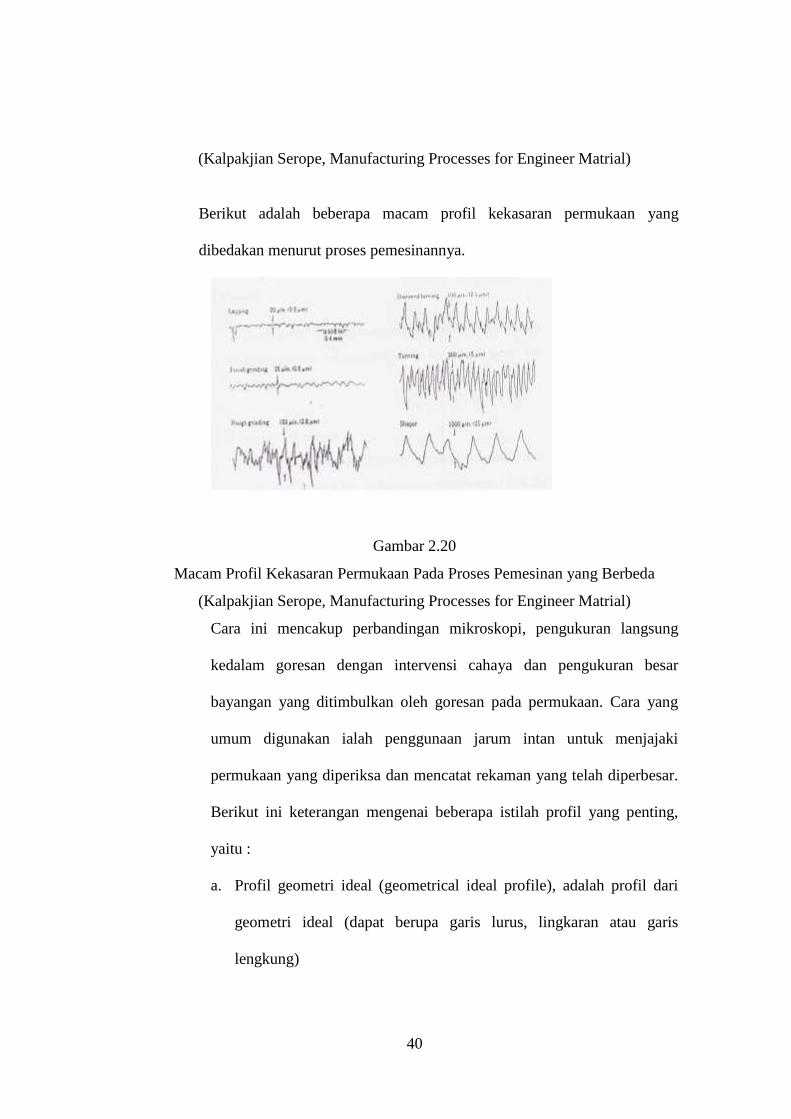
Berikut adalah beberapa macam profil kekasaran permukaan yang
dibedakan menurut proses pemesinannya.
Gambar 2.20
Macam Profil Kekasaran Permukaan Pada Proses Pemesinan yang Berbeda
(Kalpakjian Serope, Manufacturing Processes for Engineer Matrial)
Cara ini mencakup perbandingan mikroskopi, pengukuran langsung
kedalam goresan dengan intervensi cahaya dan pengukuran besar
bayangan yang ditimbulkan oleh goresan pada permukaan. Cara yang
umum digunakan ialah penggunaan jarum intan untuk menjajaki
permukaan yang diperiksa dan mencatat rekaman yang telah diperbesar.
Berikut ini keterangan mengenai beberapa istilah profil yang penting,
yaitu :
a. Profil geometri ideal (geometrical ideal profile), adalah profil dari
geometri ideal (dapat berupa garis lurus, lingkaran atau garis
lengkung)

41
b. Profil terukur (measured profile), adalah profil dari permukaan
terukur.
c. Profil referensi (reference profile), adalah profil yang digunakan
sebagai referensi untuk menganalisa ketidak teraturan dari
konfigurasi permukaan. Profil ini dapat berupa garis lurus atau garis
bentuk sesuai dengan profil geometri ideal, serta menyinggung
puncak tertingi dari profil terukur dalam suatu panjang sample.
d. Profil dasar adalah profil referensi yang digeserkan kebawah (arah
tegak lurus terhadap profil geometris ideal pada panjang suatu
sample) sedemikian rupa sehingga jumlah luas dari daerah-daerah
diatas profil tengah sampai profil terukur adalah sama dengan jumlah
luas dari daerah-daerah dibawah profil tengah sampai ke profil
terukur.
Gambar 2.21
Parameter Kekasaran Permukaan
(De Garmo E Paul, Black J.T., Kohser Ronald A, Material and Processe in
Manufacturing, Eight Edition)

42
Berdasarkan profil-profil yang diterangkan diatas dapat di
definisikan beberapa parameter permukaan yaitu yang berhubungan
dengan dimensi pada arah tegak dan arah mendatar. Untuk dimensi arah
tegak dikenal beberapa parameter, yaitu :
Kedalaman total (Rt) adalah jarak antara profil referensi dan profil
dasar, dimensinya adalah dalam mikron.
Kedalaman perataan (Rp) adalah jarak rata-rata profil referensi
dengan profil terukur, atau sama dengan jarak antara profil referensi
dengan profil tengah.
Kekasaran rata-rata (Ra) adalah harga rata absolutnya jarak antara
profil terukur dengan profiltengah.
Kekasaran permintaan dapat diklasifikasikan dalam kelas-kelas
kekasaran. Adapun pembagian kelas-kelas tersebut berdasarkan dari nilai
kekasaran permukaan benda kerja tersebut.
Tingkat Kelas
Kekasaran
Nilai Kekasaran
permukaan (Ra) Dalam
(m)
N12 50
N11 2,5
N10 12,5
N9 6,3
N8 3,2
N7 1,6
N6 0,8
N5 0,4
N4 0,2

43
N3 0,1
N2 0,05
N1 0,025
Tabel 2.4.
Daftar Nilai Kelas-kelas Kekasaran permukaan
(G. Takhesi Sato, N Sugiarto H, Menggambar Mesin)
44
BAB III
METODOLOGI PENELITIAN
3.1. Tempat Penelitian
Dalam pelaksanaan penelitian ini dilakukan di beberapa tempat antara lain :
1. Proses pemesinan dilakukan di bengkel perkakas PT. Berlina Tbk.
2. Tempat pengujian kekasaran dilakukan di laboratorium PT. Berlina Tbk.
3.2. Persiapan Alat dan Bahan
3.2.1. Alat
1. Mesin Milling
Mesin Milling yang digunakan dalam penelitian ini adalah mesin
milling vertikal dan spesifikasi sebagai berikut :
Merk : Arfa
Model : Up
Serial No. : 331 A23
Made In : Taiwan
Main Motor : 3 HP
Feed Motor : 1 HP
Putaran Spindle : 150 – 2500 rpm
Gerak Makan : 11 – 500 mm/menit
45
Gambar 3.1
Mesin Frais
(Bengkel perkakas PT.Berlina Tbk)
2. Alat Uji Kekasaran
Pengujian kekasaran dengan Surface Roughness Tester milik
laboratorium PT.Berlina Tbk. dengan spesifikasi sebagai berikut :
Merk : Mitutoyo SJ – 201
Display Unit : No. 178 – 240 mm
Drive Unit : No. 178 – 230 mm
Detektor : No. 178 – 390 mm
Tegangan Input : AC 220 V, 50 Hz, 21 Amp
Tegangan Output : DC 10 V, 12 Amp
Buatan : Japan
46
Gambar 3.2
Alat Uji Kekasaran
(Laboratorium PT.Berlina Tbk.)
3. Jangka Sorong
Digunakan untuk mengukur panjang benda kerja sebelum dipotong.
Jangka sorong yang digunakan memiliki spesifikasi sebagai berikut :
Merk : Mitutoyo
Kapasitas : 200 mm
Type : 531 – 108 NE8
Gambar 3.3
Jangka Sorong
(Bengkel Perkakas PT.Berlina Tbk.)

47
4. Pahat
Pahat frais yang digunakan adalah pahat jenis end mild dengan
diameter 12 mm, HSS – Co.
Gambar 3.4
Pahat Frais
(Bengkel perkakas PT.Berlina Tbk.)
3.2.2. Bahan
Material yang digunakan adalah Baja SCM 4 dengan spesifikasi sebagai
berikut :
Material : SCM 4
Kekuatan Tarik : 60 N/mm2
Komposisi Kimia
- Carbon (C) = 0,2 %
- Phosfor (P) = 0,08 %
- Mangaan (Mn) = 0,2 %
- Sulfur (S) = 0,05 %

48
3.3. Prosedur Penelitian
Prosedur penelitian merupakan langkah-langkah urutan kerja yang
dilakukan dalam penelitian sampai diperoleh hasil yang diinginkan, adapun
prosedur penelitian yang dilakukan adalah sebagai berikut :
1. Persiapan Benda Kerja
Sebelum dilakukan proses pengefraisan bahan dipotong terlebih
dahulu menggunakan gergaji besi. Adapun ukuran bahan yaitu dengan
diameter 70 mm dan tebal 15 mm, bentuk bahan dapat dilihat pada gambar,
dan bahan yang digunakan dalam penelitian kali ini sebanyak 9 spesimen.
Gambar 3.5
Material Uji Sebelum dimilling
2. Proses Pemesinan
Setelah bahan dipotong sesuai dengan ukuran, kemudian dilakukan
proses pemesinan, menggunakan mesin milling yang telah ditentukan.
Sebelum dilakukan proses pemesinan sampel diberi kode tertentu agar mudah

49
diidentifikasi selama proses pemesinan dan proses pengujian kekasaran,
dengan rincian sebagai berikut :
a. Sampel 1, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
300 rpm dan gerak makan (vf) sebesar 15 mm / min.
b. Sampel 2, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
300 rpm dan gerak makan (vf) sebesar 21 mm / min.
c. Sampel 3, dilakukan proses pemesinan dengan putaran spindle(n) sebesar
300 rpm dan gerak makan (vf) sebesar 29 mm / min.
d. Sampel 4, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
700 rpm dan gerak makan (vf) sebesar 15 mm / min.
e. Sampel 5, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
700 rpm dan gerak makan (Vf) sebesar 21 mm / min.
f. Sampel 6, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
700 rpm dan gerak makan (vf) sebesar 29 mm / min.
g. Sampel 7, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
1300 rpm dan gerak makan (vf) sebesar 15 mm / min.
h. Sampel 8, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
1300 rpm dan gerak makan (vf) sebesar 21 mm / min.
i. Sampel 9, dilakukan proses pemesinan dengan putaran spindle (n) sebesar
1300 rpm dan gerak makan (vf) sebesar 29 mm / min.
50
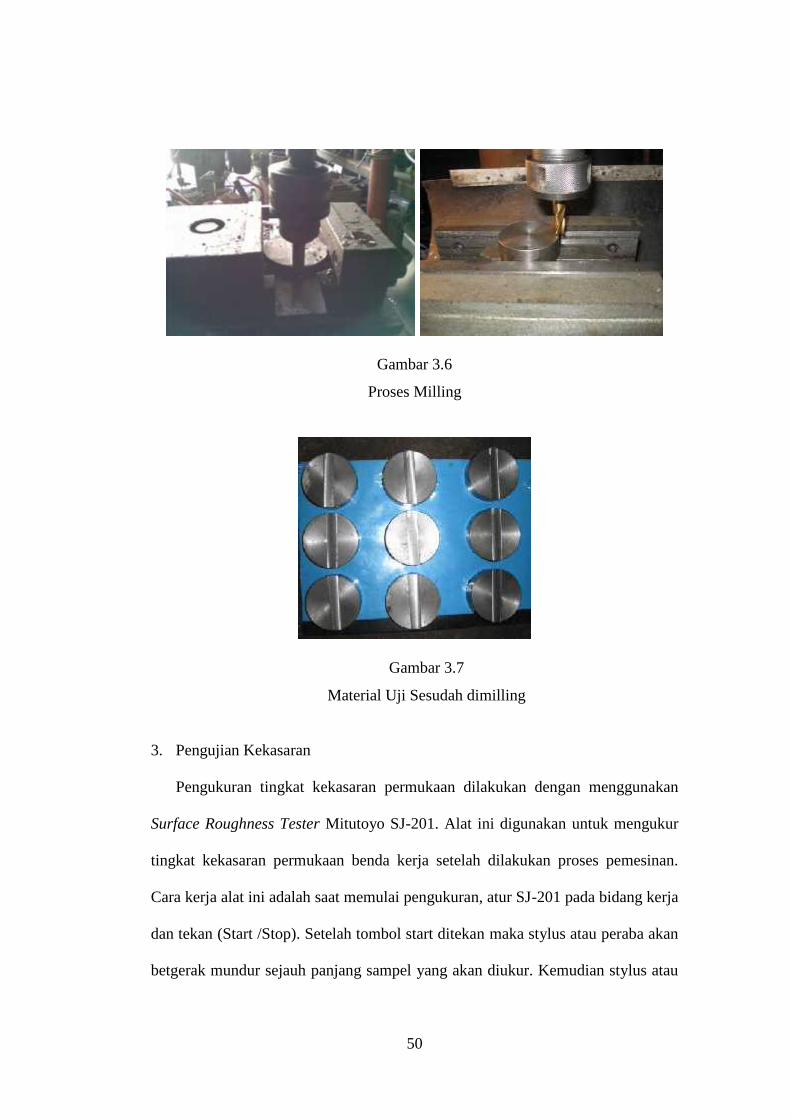
Gambar 3.6
Proses Milling
Gambar 3.7
Material Uji Sesudah dimilling
3. Pengujian Kekasaran
Pengukuran tingkat kekasaran permukaan dilakukan dengan menggunakan
Surface Roughness Tester Mitutoyo SJ-201. Alat ini digunakan untuk mengukur
tingkat kekasaran permukaan benda kerja setelah dilakukan proses pemesinan.
Cara kerja alat ini adalah saat memulai pengukuran, atur SJ-201 pada bidang kerja
dan tekan (Start /Stop). Setelah tombol start ditekan maka stylus atau peraba akan
betgerak mundur sejauh panjang sampel yang akan diukur. Kemudian stylus atau

51
peraba bergerak maju sejauh panjang sampel yang diukur, dan melakuakan
perabaan permukaan benda kerja.
Gambar 3.8
Bagian Alat Ukur Kekasaran Permukaan Mitutoyo SJ-201
Setelah pengukuran sempurna atau lengkap, hasil pengkuran akan
ditampilkan pada LCD (Liquid Crystal Display) untuk penegasan. Berikut ini
adalah diagram alir dari proses pengukuran keksaran permukaan.
Gambar 3.9
Diagram Alir Pengukuran Kekasaran Permukaan Mitutoyo SJ-201
Hasil perbaan stylus pada permukaan benda kerja akan diterima dalam
bentuk pulsa, kemudian bentuk ini oleh triger dijadikan atau diubah menjadi
bentuk rata, untuk memudahkan dalam proses perubahannya menjadi bilangan
52
biner. Informasi dalam bentuk bilangan biner ini kemudian dikonversi menjadi
data angka dalam satuan µm dan ditampilkan pada layar LCD.
Hasil pengukuran dan komunikasi SJ-201 disediakan dengan fungsi pada
keluaran hasil pengukuran, dan komunikasi dengan eksternal device melalui
interface RS-232C. Jika SJ-201 dihubungkan pada Mitutoyo Digimatic data
prosesor (DP-1HS) hal ini dapat mengeluarkan hasil pengukuran (termasuk unit
pengukuran). Berikut ini prosedur pengukuran :
1. Pindahkan dua sekrup pengaman pada bagian belakang SJ-201,
kemudian pindahkan bagian belakangnya.
2. Gunakan kabel penghubung untuk menyambungkan SJ-201 dan DP-
1HS.
3. Tekan tombol (parameter) pada SJ-201 sehingga objektif pengukuran
ditampilkan.
4. Tekan (power data) pada SJ-201 dan tombol (data) DP-1HS.
Setelah semua prosedur diatas maka hasil akan dikeluarkan dari SJ-201 ke DP-
1HS.
Gambar 3.10
Pengujian Kekasaran
53
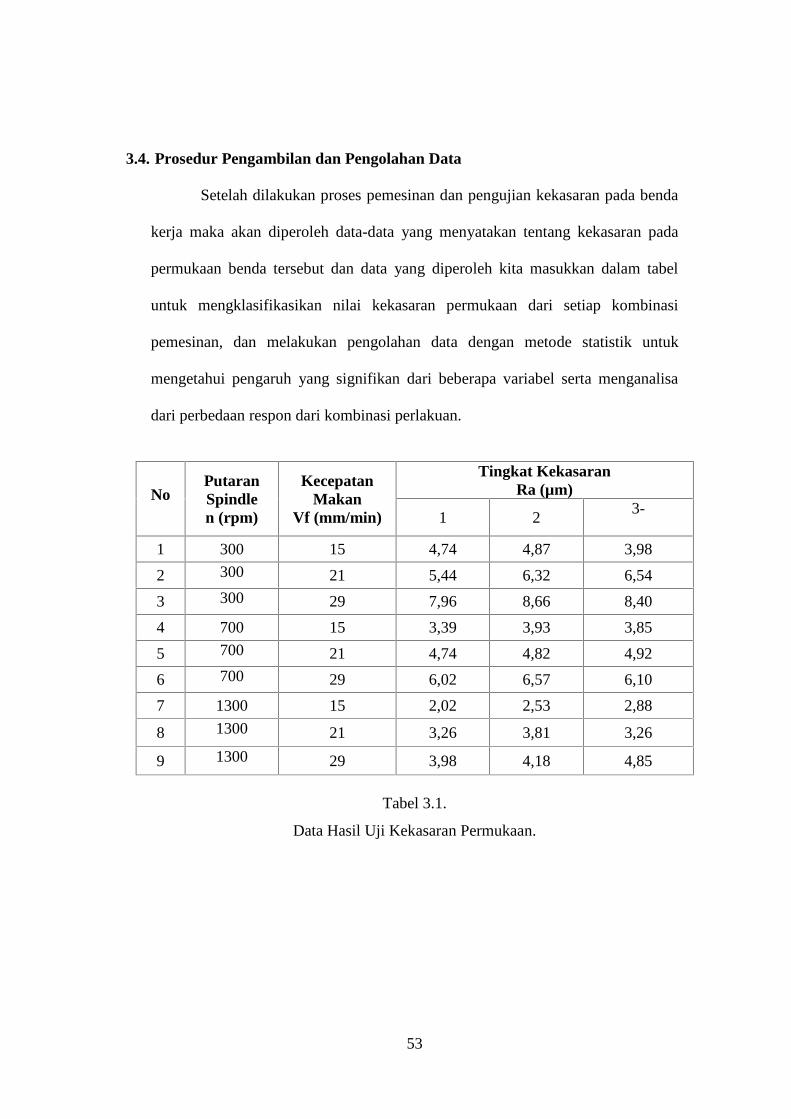
3.4. Prosedur Pengambilan dan Pengolahan Data
Setelah dilakukan proses pemesinan dan pengujian kekasaran pada benda
kerja maka akan diperoleh data-data yang menyatakan tentang kekasaran pada
permukaan benda tersebut dan data yang diperoleh kita masukkan dalam tabel
untuk mengklasifikasikan nilai kekasaran permukaan dari setiap kombinasi
pemesinan, dan melakukan pengolahan data dengan metode statistik untuk
mengetahui pengaruh yang signifikan dari beberapa variabel serta menganalisa
dari perbedaan respon dari kombinasi perlakuan.
NoPutaranSpindlen (rpm)
KecepatanMakan
Vf (mm/min)
Tingkat KekasaranRa (µm)
1 23-
1 300 15 4,74 4,87 3,98
2 300 21 5,44 6,32 6,54
3 300 29 7,96 8,66 8,40
4 700 15 3,39 3,93 3,85
5 700 21 4,74 4,82 4,92
6 700 29 6,02 6,57 6,10
7 1300 15 2,02 2,53 2,88
8 1300 21 3,26 3,81 3,26
9 1300 29 3,98 4,18 4,85
Tabel 3.1.
Data Hasil Uji Kekasaran Permukaan.
54
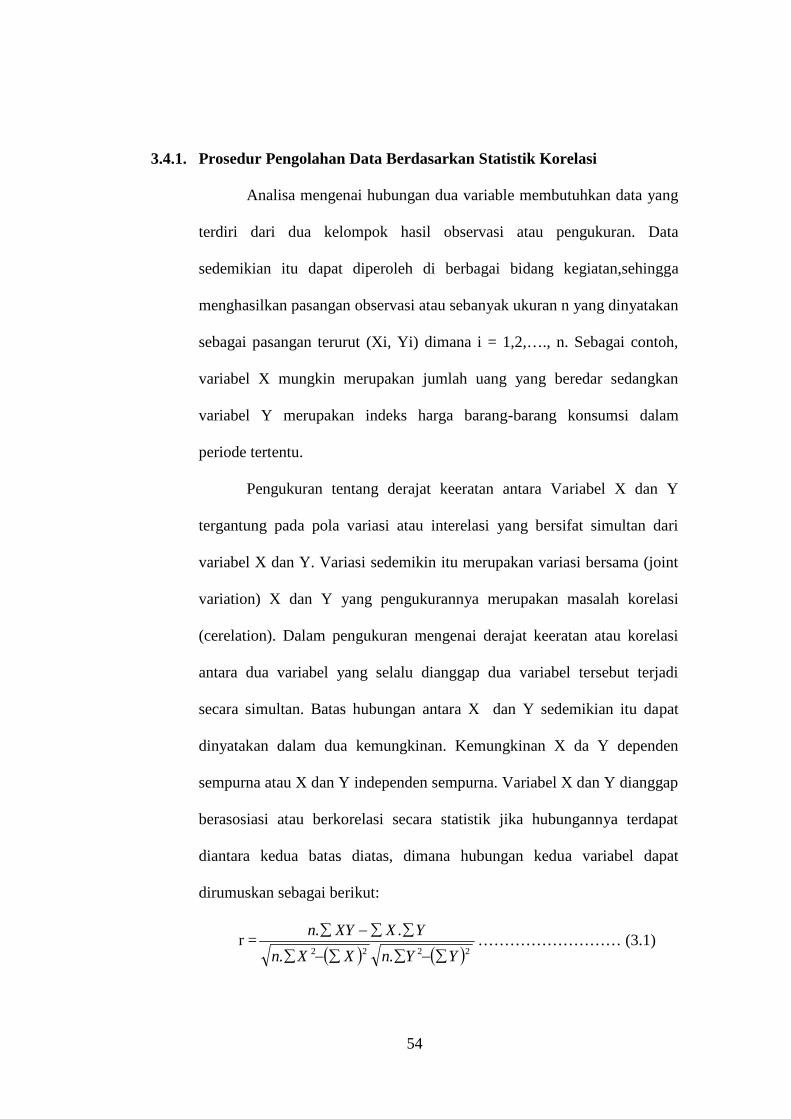
3.4.1. Prosedur Pengolahan Data Berdasarkan Statistik Korelasi
Analisa mengenai hubungan dua variable membutuhkan data yang
terdiri dari dua kelompok hasil observasi atau pengukuran. Data
sedemikian itu dapat diperoleh di berbagai bidang kegiatan,sehingga
menghasilkan pasangan observasi atau sebanyak ukuran n yang dinyatakan
sebagai pasangan terurut (Xi, Yi) dimana i = 1,2,…., n. Sebagai contoh,
variabel X mungkin merupakan jumlah uang yang beredar sedangkan
variabel Y merupakan indeks harga barang-barang konsumsi dalam
periode tertentu.
Pengukuran tentang derajat keeratan antara Variabel X dan Y
tergantung pada pola variasi atau interelasi yang bersifat simultan dari
variabel X dan Y. Variasi sedemikin itu merupakan variasi bersama (joint
variation) X dan Y yang pengukurannya merupakan masalah korelasi
(cerelation). Dalam pengukuran mengenai derajat keeratan atau korelasi
antara dua variabel yang selalu dianggap dua variabel tersebut terjadi
secara simultan. Batas hubungan antara X dan Y sedemikian itu dapat
dinyatakan dalam dua kemungkinan. Kemungkinan X da Y dependen
sempurna atau X dan Y independen sempurna. Variabel X dan Y dianggap
berasosiasi atau berkorelasi secara statistik jika hubungannya terdapat
diantara kedua batas diatas, dimana hubungan kedua variabel dapat
dirumuskan sebagai berikut:
r = 2222 ..
..
YYnXXn
YXXYn
……………………… (3.1)

55
pada hakekatnya, nalai r dapat bervariasi dari -1 melalui 0 hingga + 1. Bila
r = 0 atau mandekati 0, maka hubungan antara kedua variabel sangat
lemah atau tidak terdapat hubungan sama sekali. Bila r = +1 atau
mandekati 1, maka korelasi antara kedua variabel dikatakan positif dan
sangat kuat sekali. Bila nilai r = -1 atau mendekati -1, maka korelasinya
dikatakan sangat kuat dan negatif. Tanda + dan – pada koefisien korelasi
sebetulnya memiliki arti yang khas. Bila r positif, maka korelasi antara dua
variabel bersifat searah. Dengan lain perkataan, kenaikan/penurunan nilai-
nilai X terjadi bersama-sama dengan kenaikan atau penurunan nilai-nilai
Y. Sebaiknya, bila r negatif kenaikan nilai-nilai X terjadi bersama-sama
penurunan nilai-nilai Y atau sebaliknya.
3.4.2. Prosedur Pengolahan Data Berdasarkan Uji Hipotesis
Pada umumnya, statistisi menggunakan statistik uji (tes statistik) t
sebagai dasar pengambilan keputusan dalam prosedur pengujian hipotesis
yang menggunakan jumlah sampel kecil katakanlah kurang dari 30, maka
dasar keputusan dalam prosedur pengujian hipotesis akan menggunakan
statistik uji t dan dapat dirumuskan sebagai berikut :
22 1
2
2
1 r
nr
n
r
rt
………………………………….. (3.2)
thitung < ttabel tidak signifikan
thitung > ttabel signifikan
56
kwantitas t diatas memiliki distribusi t dengan derajat bebas besaran n-2.
Dengan df = n-2, patut diingat bahwa statistik uji diatas dapat digunakan
secara memuaskan andaikan X dan Y memang didistribusikan secara
normal atau mendekati normal. Disamping itu statistik uji tersebut dapat
digunakan untuk menguji apakah r benar – benar beda dari nol secara
berarti.
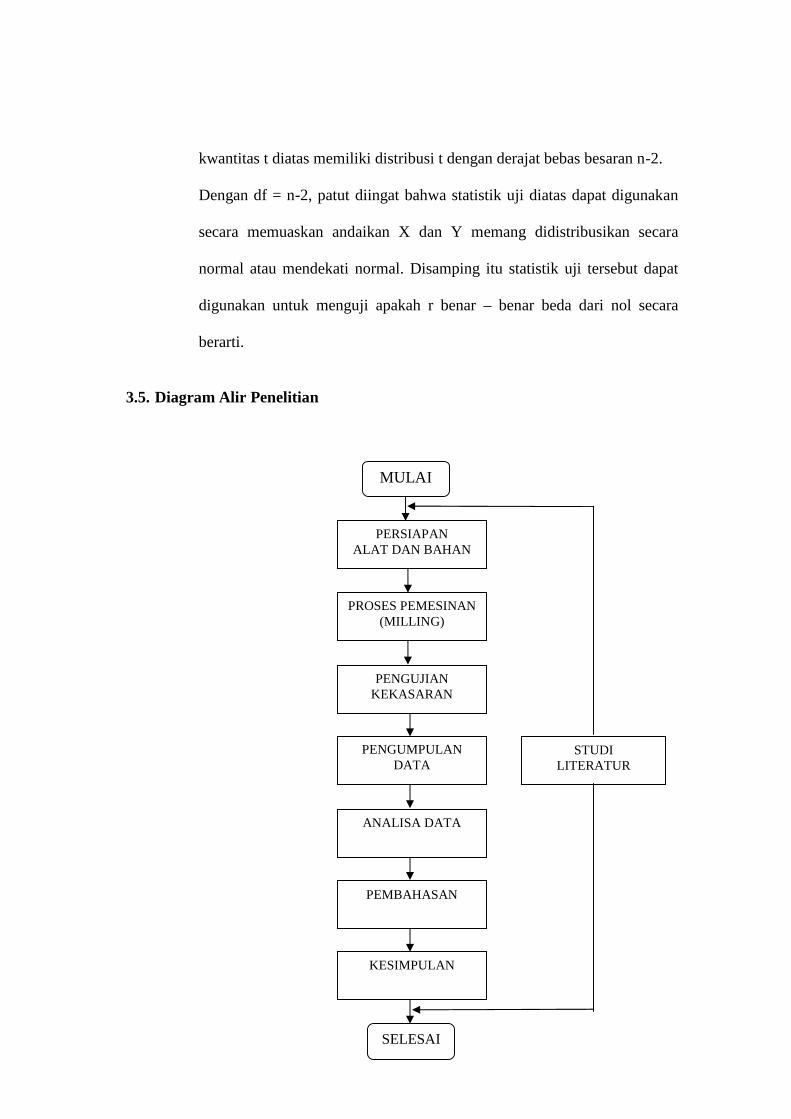
3.5. Diagram Alir Penelitian
MULAI
PERSIAPANALAT DAN BAHAN
PENGUJIANKEKASARAN
PROSES PEMESINAN(MILLING)
PENGUMPULANDATA
PEMBAHASAN
ANALISA DATA
KESIMPULAN
SELESAI
STUDILITERATUR

57
BAB IV
ANALISA DATA DAN PEMBAHASAN
4.1. Perhitungan Teoritis
Berikut ini adalah contoh perhitungan untuk mengetahui prestasi
yang dimiliki oleh mesin tersebut. Data-data standart yang dimiliki oleh
mesin setelah dilakukan penelitian dapat kita lihat dibawah ini, namun data-
data standart yang diketahui tidak seluruhnya digunakan, tetapi hanya untuk
menghitung salah satu program dan digunakan sebagai contoh
Putaran spindle (n) :300 rpm
Kedalaman potong (a) : 0,35 mm
Kecepatan makan (Vf) : 15 mm/put
Panjang pemotongan (lw.) : 70 mm
Diameter pahat (d) : 12 mm
Jumlah gigi / mata potong (z) : 4
Maka perhitungan teoritis terhadap, data-data yang diperoleh bisa
dilakukan dengan cara sebagai berikut
1. Kecepatan Potong (v)
V = π.d.n (mm/min)1000
= 3,14 x 12 x 3001000
= 11,304 mm/min
58
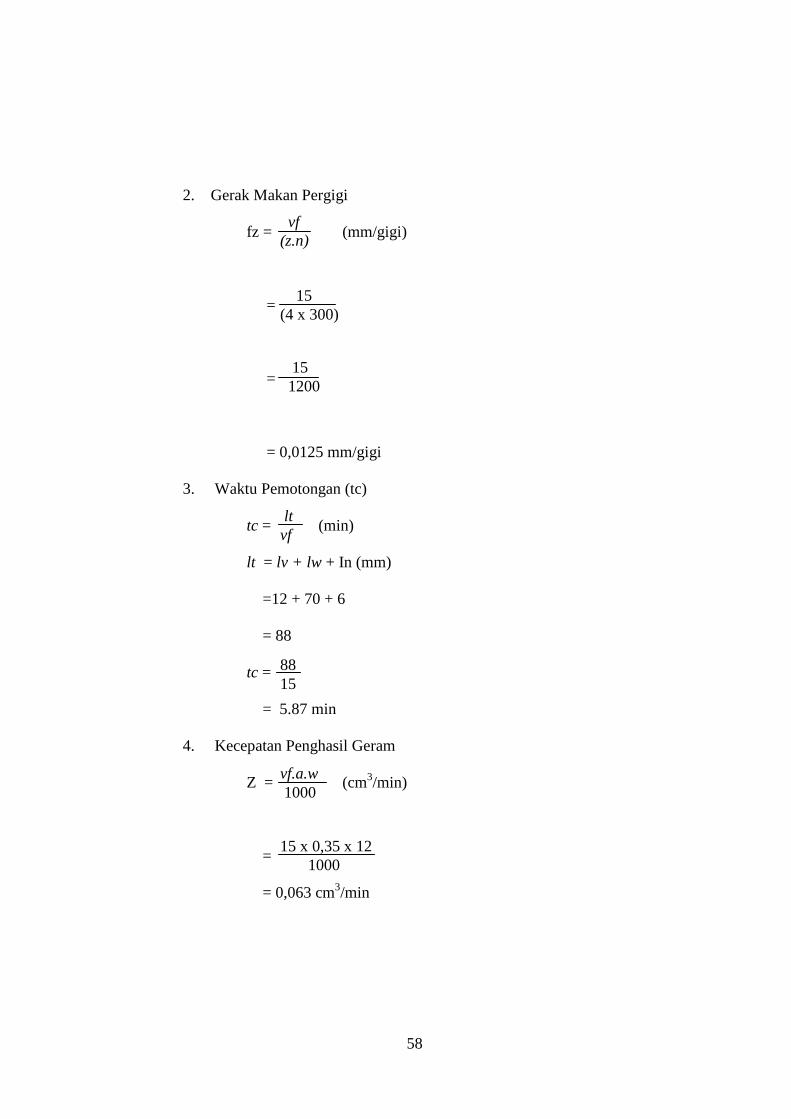
2. Gerak Makan Pergigi
fz = (mm/gigi)
=
=
= 0,0125 mm/gigi
3. Waktu Pemotongan (tc)
tc = (min)
lt = lv + lw + In (mm)
=12 + 70 + 6
= 88
tc =
= 5.87 min
4. Kecepatan Penghasil Geram
Z = (cm3/min)
=
= 0,063 cm3/min
vf(z.n)
15(4 x 300)
151200
ltvf
8815
vf.a.w1000
15 x 0,35 x 121000
59
No. n Vf a v Fz tc Z
1. 300 15 0,35 11,304 0,0125 5,87 0,063
2. 300 21 0,35 11,304 0,0175 4,20 0,0883
3. 300 29 0,35 11,304 0,0242 3,03 0,122
4. 700 15 0,35 26,376 0,0054 5,87 0,063
5. 700 21 0,35 26,376 0,0075 4,20 0,0883
6. 700 29 0,35 26,376 0,0103 3,03 0,122
7. 1300 15 0,35 48,984 0,0029 5,87 0,063
8. 1300 21 0,35 48,984 0,0040 4,20 0,0883
9. 1300 29 0,35 48,984 0,0056 3,03 0,122
Tabel 4.1.
Rekapitulasi Data Hasil Perhitungan
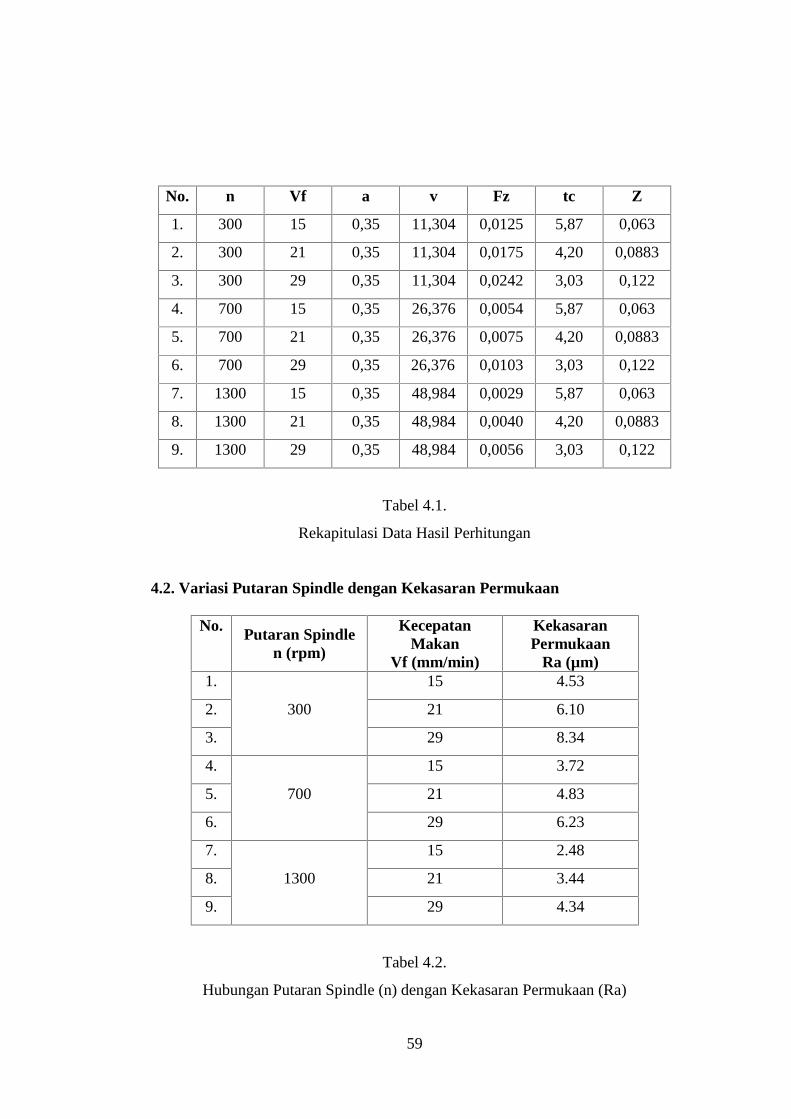
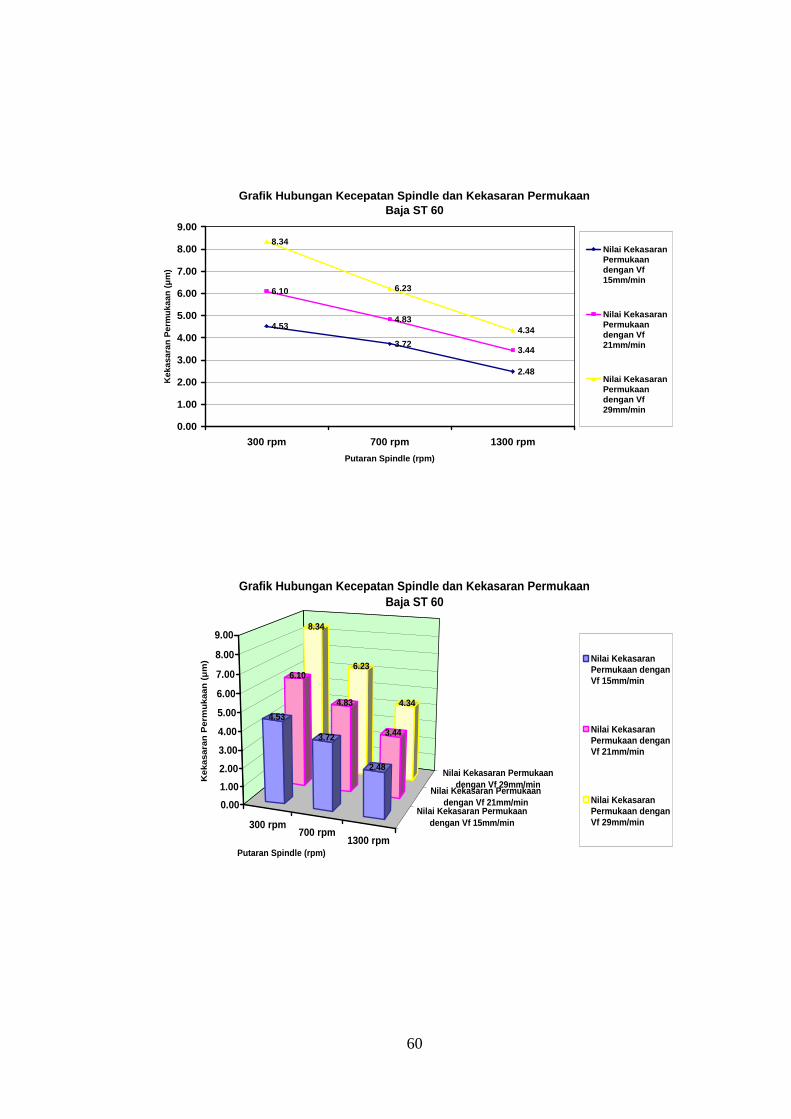
4.2. Variasi Putaran Spindle dengan Kekasaran Permukaan
No. Putaran Spindlen (rpm)
KecepatanMakan
Vf (mm/min)
KekasaranPermukaan
Ra (µm)1.
300
15 4.53
2. 21 6.10
3. 29 8.34
4.
700
15 3.72
5. 21 4.83
6. 29 6.23
7.
1300
15 2.48
8. 21 3.44
9. 29 4.34
Tabel 4.2.
Hubungan Putaran Spindle (n) dengan Kekasaran Permukaan (Ra)
60
Grafik Hubungan Kecepatan Spindle dan Kekasaran PermukaanBaja ST 60
4.53
3.72
2.48
6.10
4.83
3.44
8.34
6.23
4.34
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
300 rpm 700 rpm 1300 rpmPutaran Spindle (rpm)
Kek
asar
an P
erm
ukaa
n (μ
m)
Nilai KekasaranPermukaandengan Vf15mm/min
Nilai KekasaranPermukaandengan Vf21mm/min
Nilai KekasaranPermukaandengan Vf29mm/min
300 rpm700 rpm
1300 rpm
Nilai Kekasaran Permukaandengan Vf 15mm/min
Nilai Kekasaran Permukaandengan Vf 21mm/min
Nilai Kekasaran Permukaandengan Vf 29mm/min
8.34
6.23
4.34
6.10
4.83
3.444.53
3.72
2.48
0.001.002.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
Kek
asar
an P
erm
ukaa
n (μ
m)
Putaran Spindle (rpm)
Grafik Hubungan Kecepatan Spindle dan Kekasaran PermukaanBaja ST 60
Nilai KekasaranPermukaan denganVf 15mm/min
Nilai KekasaranPermukaan denganVf 21mm/min
Nilai KekasaranPermukaan denganVf 29mm/min
61
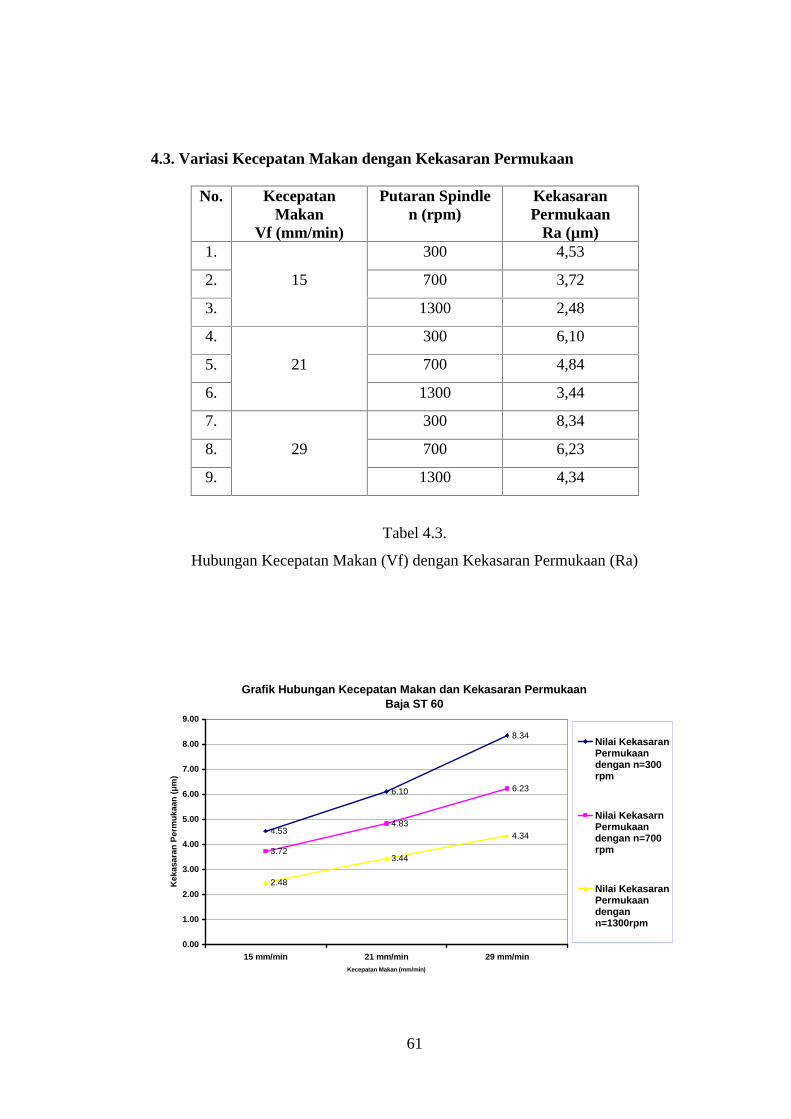
4.3. Variasi Kecepatan Makan dengan Kekasaran Permukaan
No. KecepatanMakan
Vf (mm/min)
Putaran Spindlen (rpm)
KekasaranPermukaan
Ra (µm)1.
15
300 4,53
2. 700 3,72
3. 1300 2,48
4.
21
300 6,10
5. 700 4,84
6. 1300 3,44
7.
29
300 8,34
8. 700 6,23
9. 1300 4,34
Tabel 4.3.
Hubungan Kecepatan Makan (Vf) dengan Kekasaran Permukaan (Ra)
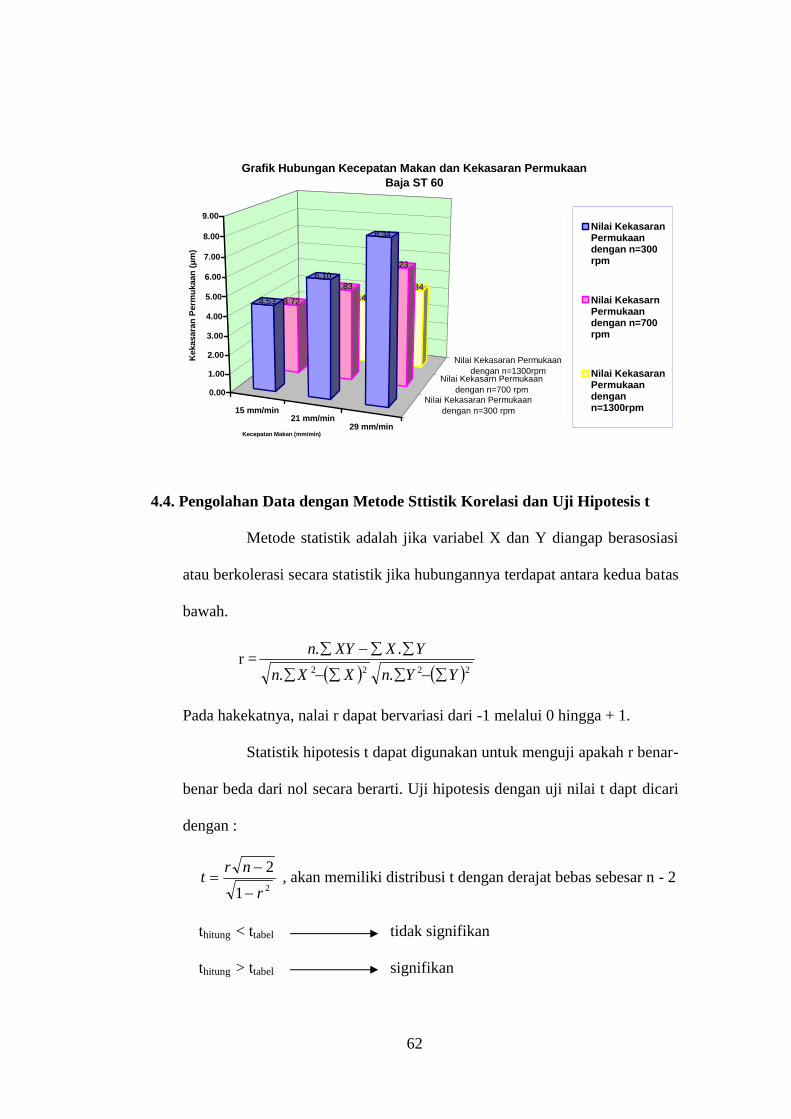
Grafik Hubungan Kecepatan Makan dan Kekasaran PermukaanBaja ST 60
4.53
6.10
8.34
3.72
4.83
6.23
2.48
3.44
4.34
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
15 mm/min 21 mm/min 29 mm/minKecepatan Makan (mm/min)
Kek
asar
an P
erm
ukaa
n (μ
m)
Nilai KekasaranPermukaandengan n=300rpm
Nilai KekasarnPermukaandengan n=700rpm
Nilai KekasaranPermukaandengann=1300rpm
62
15 mm/min21 mm/min
29 mm/min
Nilai Kekasaran Permukaandengan n=300 rpm
Nilai Kekasarn Permukaandengan n=700 rpm
Nilai Kekasaran Permukaandengan n=1300rpm
2.483.44
4.34
3.72
4.83
6.23
4.53
6.10
8.34
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
Kek
asar
an P
erm
ukaa
n (μ
m)
Kecepatan Makan (mm/min)
Grafik Hubungan Kecepatan Makan dan Kekasaran PermukaanBaja ST 60
Nilai KekasaranPermukaandengan n=300rpm
Nilai KekasarnPermukaandengan n=700rpm
Nilai KekasaranPermukaandengann=1300rpm
4.4. Pengolahan Data dengan Metode Sttistik Korelasi dan Uji Hipotesis t
Metode statistik adalah jika variabel X dan Y diangap berasosiasi
atau berkolerasi secara statistik jika hubungannya terdapat antara kedua batas
bawah.
r = 2222 ..
..
YYnXXn
YXXYn
Pada hakekatnya, nalai r dapat bervariasi dari -1 melalui 0 hingga + 1.
Statistik hipotesis t dapat digunakan untuk menguji apakah r benar-
benar beda dari nol secara berarti. Uji hipotesis dengan uji nilai t dapt dicari
dengan :
21
2
r
nrt
, akan memiliki distribusi t dengan derajat bebas sebesar n - 2
thitung < ttabel tidak signifikan
thitung > ttabel signifikan
63
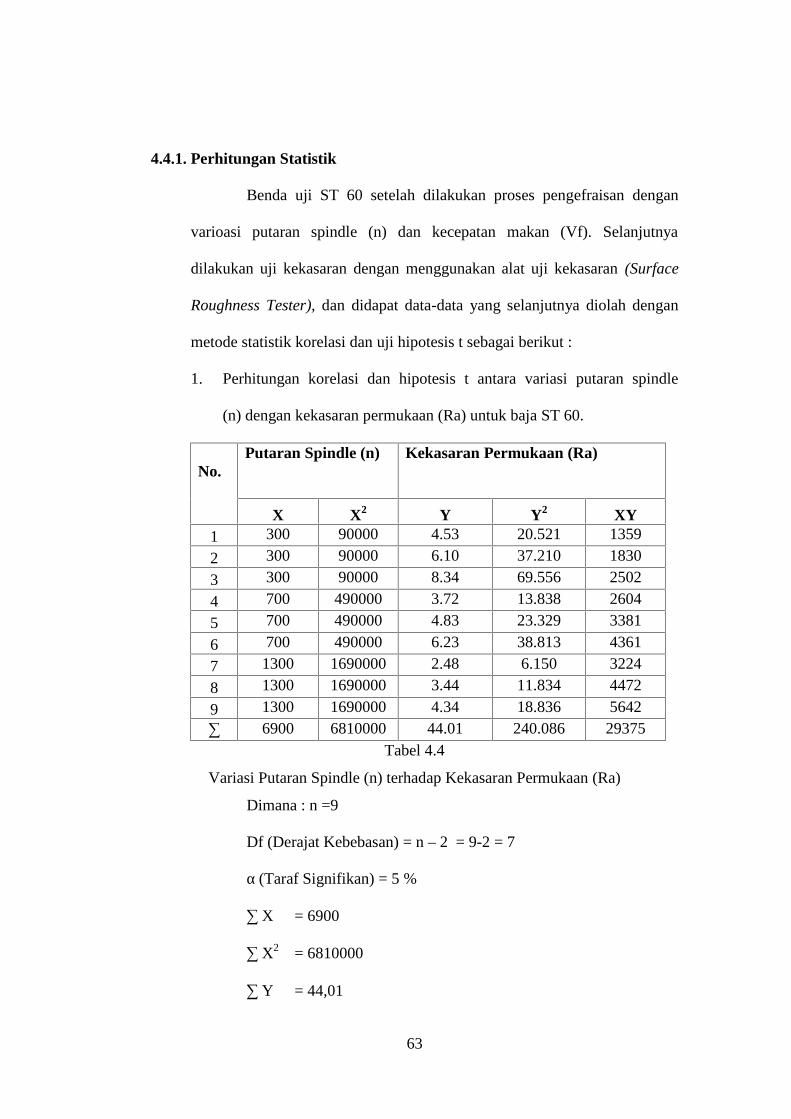
4.4.1. Perhitungan Statistik
Benda uji ST 60 setelah dilakukan proses pengefraisan dengan
varioasi putaran spindle (n) dan kecepatan makan (Vf). Selanjutnya
dilakukan uji kekasaran dengan menggunakan alat uji kekasaran (Surface
Roughness Tester), dan didapat data-data yang selanjutnya diolah dengan
metode statistik korelasi dan uji hipotesis t sebagai berikut :
1. Perhitungan korelasi dan hipotesis t antara variasi putaran spindle
(n) dengan kekasaran permukaan (Ra) untuk baja ST 60.
No.Putaran Spindle (n) Kekasaran Permukaan (Ra)
X X2 Y Y2 XY1 300 90000 4.53 20.521 1359
2 300 90000 6.10 37.210 1830
3 300 90000 8.34 69.556 2502
4 700 490000 3.72 13.838 2604
5 700 490000 4.83 23.329 3381
6 700 490000 6.23 38.813 4361
7 1300 1690000 2.48 6.150 3224
8 1300 1690000 3.44 11.834 4472
9 1300 1690000 4.34 18.836 5642∑ 6900 6810000 44.01 240.086 29375
Tabel 4.4
Variasi Putaran Spindle (n) terhadap Kekasaran Permukaan (Ra)
Dimana : n =9
Df (Derajat Kebebasan) = n – 2 = 9-2 = 7
α (Taraf Signifikan) = 5 %
∑ X = 6900
∑ X2 = 6810000
∑ Y = 44,01
64
∑ Y2 = 240.086
∑ XY = 29375
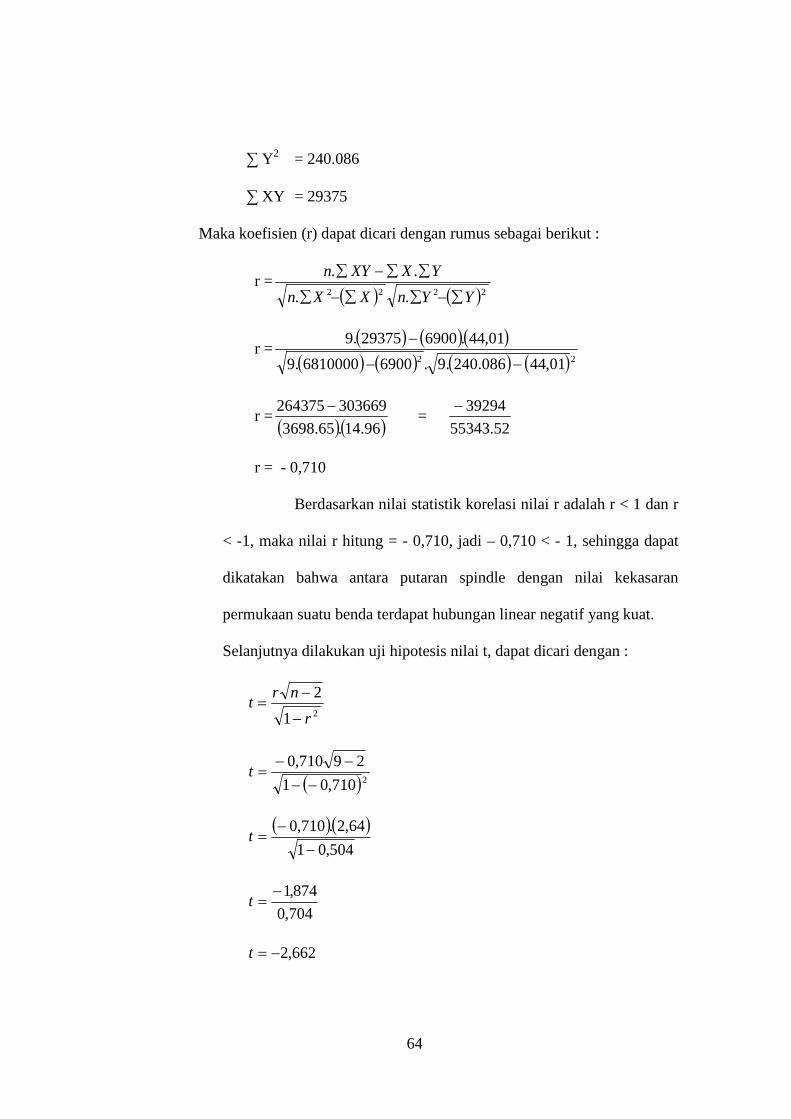
Maka koefisien (r) dapat dicari dengan rumus sebagai berikut :
r = 2222 ..
..
YYnXXn
YXXYn
r =
22 01,44086.240.9.69006810000.9
01,44.690029375.9
r = 96.14.65.3698
303669264375 =
52.55343
39294
r = - 0,710
Berdasarkan nilai statistik korelasi nilai r adalah r < 1 dan r
< -1, maka nilai r hitung = - 0,710, jadi – 0,710 < - 1, sehingga dapat
dikatakan bahwa antara putaran spindle dengan nilai kekasaran
permukaan suatu benda terdapat hubungan linear negatif yang kuat.
Selanjutnya dilakukan uji hipotesis nilai t, dapat dicari dengan :
21
2
r
nrt
2710,01
29710,0
t
504,01
64,2.710,0
t
704,0
874,1t
662,2t
65
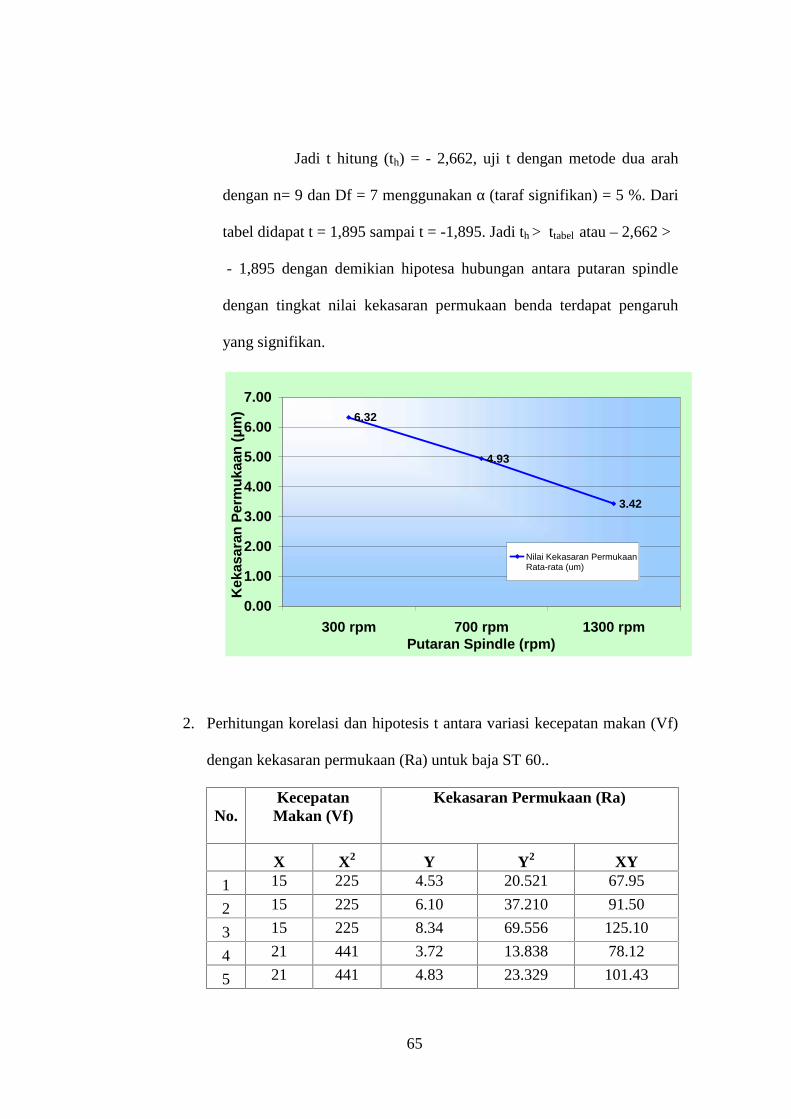
Jadi t hitung (th) = - 2,662, uji t dengan metode dua arah
dengan n= 9 dan Df = 7 menggunakan α (taraf signifikan) = 5 %. Dari
tabel didapat t = 1,895 sampai t = -1,895. Jadi th > ttabel atau – 2,662 >
- 1,895 dengan demikian hipotesa hubungan antara putaran spindle
dengan tingkat nilai kekasaran permukaan benda terdapat pengaruh
yang signifikan.
6.32
4.93
3.42
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
300 rpm 700 rpm 1300 rpmPutaran Spindle (rpm)
Kek
asar
an P
erm
ukaa
n (μ
m)
Nilai Kekasaran PermukaanRata-rata (um)
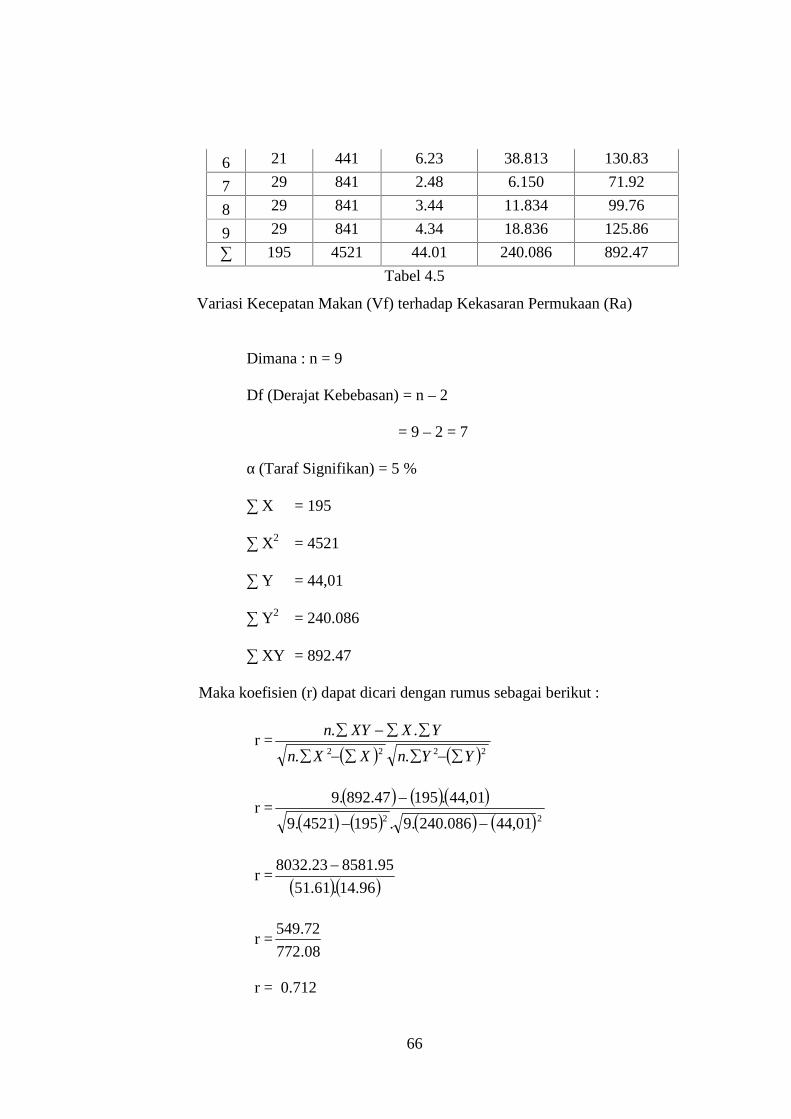
2. Perhitungan korelasi dan hipotesis t antara variasi kecepatan makan (Vf)
dengan kekasaran permukaan (Ra) untuk baja ST 60..
No.KecepatanMakan (Vf)
Kekasaran Permukaan (Ra)
X X2 Y Y2 XY
1 15 225 4.53 20.521 67.95
2 15 225 6.10 37.210 91.50
3 15 225 8.34 69.556 125.10
4 21 441 3.72 13.838 78.12
5 21 441 4.83 23.329 101.43
66
6 21 441 6.23 38.813 130.83
7 29 841 2.48 6.150 71.92
8 29 841 3.44 11.834 99.76
9 29 841 4.34 18.836 125.86
∑ 195 4521 44.01 240.086 892.47
Tabel 4.5
Variasi Kecepatan Makan (Vf) terhadap Kekasaran Permukaan (Ra)
Dimana : n = 9
Df (Derajat Kebebasan) = n – 2
= 9 – 2 = 7
α (Taraf Signifikan) = 5 %
∑ X = 195
∑ X2 = 4521
∑ Y = 44,01
∑ Y2 = 240.086
∑ XY = 892.47
Maka koefisien (r) dapat dicari dengan rumus sebagai berikut :
r = 2222 ..
..
YYnXXn
YXXYn
r =
22 01,44086.240.9.1954521.9
01,44.19547.892.9
r = 96.14.61.51
95.858123.8032
r =08.772
72.549
r = 0.712

67
Berdasarkan nilai statistik korelasi nilai r adalah r < 1 dan r
< -1, maka nilai r hitung = 0,712, jadi 0,712 < 1, sehingga dapat
dikatakan bahwa antara kecepatan makan dengan nilai kekasaran
permukaan suatu benda terdapat hubungan linear positif yang kuat.
Selanjutnya dilakukan uji hipotesis nilai t, dapat dicari dengan :
21
2
r
nrt
2712,01
29712,0
t
507,01
64,2.712,0
t
702,0
880,1t
678,2t
Jadi t hitung (th) = 2,678, uji t dengan metode dua arah
dengan n = 9 dan Df = 7 menggunakan α (taraf signifikan) = 5 %. Darai
tabel didapat t = 1,895 sampai t = 1,895. Jadi th > ttabel atau 2,678 > 1,895
dengan demikian hipotesa hubungan antara kecepatan makan dengan
tingkat nilai kekasaran permukaan benda terdapat pengaruh yang
signifikan.

68
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
15 21 29Kecepatan Makan
Kek
asar
an
Nilai KekasaranPermukaan Rata-Rata(um)
69
BAB V
PENUTUP
5.1. Kesimpulan
Dari hasil analisa dan pembahasan data-data hasil penelitian, maka dapat
diambil suatu kesimpulan mengenai pengaruh parameter pemesinan (variasi
putaran spindle dan variasi kecepatan makan) pada proses milling terhadap
kekasaran permukaan baja SCM 4 adalah sebagai berikut :
1. Pada proses pemesinan pada mesin frais perlu diperhatikan beberapa hal
mengenai penentuan putaran spindle dan kecepatan makan, karena dapat
mempengaruhi nilai kekasaran permukaan benda kerja.
2. Semakin tinggi putaran spindle, maka tingkat / nilai kekasaran permukaan
akan semakin rendah.
3. Semakin tinggi kecepatan makan, maka tingkat / nilai kekasaran
permukaan akan semakin tinggi.
5.2. Saran
1. Untuk material uji, sebaiknya diperhatikan ukurannya sehingga akan
menghemat biaya dalam proses penelitian.
2. Untuk memperlancar dan mempermudah penelitian, sebaiknya pihak
kampus melengkapi fasilitas yang ada dilaboratorium Teknik Mesin
UMSIDA misalnya, pengadaan alat uji kekasaran.
3. Diharapkan setelah adanya penelitian ini ada penelitian lanjutan dengan
kajian yang berbeda.
70
DAFTAR PUSTAKA
Amstead, B.H. 1989. Teknologi Mekanik. Jakarta: Pradnya Paramita
Dedik Agus Setiawan (2004) Skripsi dengan judul “ Pengaruh ParameterPemesinan Terhadap Kekasaran Permukaan ST 42 Pada MesinBubut“ Jurusan Tenik Mesin S-1, Fakultas Teknologi Industri, InstitutTeknologi Nasional Malang
Dieter, George, E. 1990. Metallurgy Mekanik. Jakarta: Airlangga
Dosen Metallurgy, 1992. Diktat Petunjuk Praktikum Logam. Surabaya: JurusanTeknik Mesin FTI-ITS
Erich Benner, 1995, Lembar Kerja Pengetahuan Bahan Untuk Industri, Katalis,Jakarta.
G.L.J.Van Vliet.W.Both, 1984, Bahan-Bahan Teknik, I, Erlangga Jakarta Pusat, 1984.
Guy, Albert G. 1960. Element of Physical Metallurgy. London: Addison-WesleyPublishing Company Inc.
Prasojo Budi, 2003, Jobsheet Praktek Uji Bahan, Jurusan Teknik PermesinanKapal, PPNS.
Rochim Taufiq, 1993, Teori dan Teknologi Proses Permesinan, ITB Bandung,
1993
Sudjana, 1994. Desain dan Analisis Eksperimen. Edisi Ketiga. Bandung : Tarsito
Suherman, Wachid. 1988. Ilmu Logam I. Surabaya: ITS
Tata Surdia, Prof. Ir.MS.Met.E, dan Kenji Chijiwa, Prof.Dr, 2000 Teknik Pengecoran
Logam, PT. Pradya Parawita, Jakarta, 2000
Van Vlack, 1989. Ilmu dan Teknologi Bahan. Jakarta: Sriyati Djaprie. FakultasTeknik UI







