
Seite 6.1-1
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
6. Schwingverschleiß (fretting)
6.1 Grundlagen der Schwingverschleißschädigung
6.2.Schäden durch Schwingverschleiß
6.3 Abhilfen gegen Schwingverschleißschäden
Schwingverschleiß umfasst weitere Begriffe wie, Reibkorrosion, Reibrost, Edelrost, Druckrost,Passungsrost, Passflächenkorrosion, Tribokorrosion, im Englischen fretting, fretting-corrosion, wearoxidation, contact erosion, false brinelling, formation of cocoa, im Französischen corrosion dufrettage .
Unter Schwingverschleiß wird im Folgenden ein Reibverschleiß verstanden, der zwischen oszil-lierenden Kontaktflächen auftritt. Damit kann Schwingverschleiß sowohl mechanischen Verschleiß(Geometrie- bzw. Volumenverschleiß) als auch chemische Reaktionen mit den Umgebungsmedien(Korrosion, Oxidation) und Werkstoffschädigungen auslösen. Diese Schädigungen können die ört-liche Festigkeit in der Verschleißzone, insbesondere die Schwingfestigkeit deutlich absenken. DerBegriff „Reibrost“ wird gewöhnlich dann gebraucht, wenn es sich zumindest bei einem Reibpartnerum eine Eisenbasislegierung handelt. Schwingverschleiß tritt jedoch bei jeder Werkstoffkombinationauf, insbesondere auch bei den metallischen Werkstoffen des Triebwerksbaus wobei z.B. Titan-legierungen einen besonders starken Abfall der Schwingfestigkeit zeigen.
Schwingverschleiß unterscheidet sich in seinem Mechanismus häufig erheblich vom Gleit-verschleiß mit einsinniger Bewegung (Bild 6.1-2). Schlüsse aus den Erscheinungen beiderVerschleißarten sind daher nicht als jeweils für die andere Verschleißart gültig anzusehen. Insbe-sondere sind Korrosions- und Oxidationseinflüsse beim Schwingverschleiß besonders ausgeprägt.
Scheibe

Die Sicherheit von Flugtriebwerken
Seite 6.1-2
Schwingverschleiß (Fretting)Grundlagen
Gerade bei Flugtriebwerken sind viele Komponenten (Bild 6.1-1) von Schwingverschleiß be-troffen. Dies liegt in erster Linie an den konstruktiven Besonderheiten, die, bei möglichst niedri-gem Gewicht, höchste Übertragungsleistungen bzw. - kräfte gewährleisten müssen. Dadurch kommtes zu hohen elastischen Verformungen, die, bei unterschiedlichen Elastizitäten der lösbar gefügtenKomponenten, zu Relativbewegungen der Kontaktflächen führen. Die hohe dynamische Belas-tung der nicht selten filigranen elastischen Komponenten und/oder zeitliche Temperaturänderungenmit großen Gradienten begünstigen dynamische Relativbewegungen. Hierzu tragen die den jewei-ligen Betriebsbeanspruchungen optimal angepassten unterschiedlichen Werkstoffeigenschaften wieElastizitätsmodul und Wärmedehnverhalten der Komponenten bei.

Seite 6.1-3
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Bild 6.1-1: Triebwerke weisen eine Vielzahl vonKomponenten mit merklicher Frettingbean-spruchung auf. Hierzu gehören:
Rotorschaufelfüße und Scheibennuten(Bild 6.2-1):
Dehnungen unter Fliehkraft, Temperatur-änderungen und Schwingungen führen an denAuflageflächen statisch hoch belasteter Schau-felfüße (Fliehkraft, Gasbiegekraft) zu Fretting-schädigungen und Schaufelbrüchen.
Steckverzahnungen (Vielkeilverzahnungen,Bild 6.2-19 ):
Diese drehmomentübertragenden Wellen-verbindungen unterliegen auf Grund vonFluchtfehlern, Wellenschwingungen, Ferti-gungsabweichungen häufig schädigendenRelativbewegungen der Anlageflächen, im Ex-tremfall mit der Gefahr eines „Durchdrehens“der Wellenverbindung.
Durchführungen, flächige Steckverbin-dungen (Bild 6.2-11):
Besonders im Brennkammerbereich sind Füh-rungs- und Anlageflächen von dünnwandigenGasführungen bzw. der Brennkammer selbstdurch den Verbrennungsvorgang merklichenSchwingbeanspruchungen unterworfen. Hinzukommen große Wärmedehnungsänderungen.Dies kann zusammen mit Oxidation zu erheb-lichen, insbesondere abtragenden Verschleiß-problemen führen.Fixierungsverbindungen durch Bolzen oderHaltenasen sowie Führungen z.B. bei Ein-spritzdüsen sind ebenfalls schwingverschleiß-gefährdet.
Axiale Fixierungen von Rotorschaufeln:
Rotorschaufeln sind durch die Gaskräfte merk-lichen Axialkräften unterworfen die zum Wan-dern schwingender Schaufeln auch unter Flieh-kraft führen können. Die Schaufeln liegen dannan den axialen Fixierungen (z.B. Zwischen-ringen/Spacer bzw. Labyrinthträgern) an undkönnen dort Verschleißkerben erzeugen, vondenen Schwingbrüche in die Ringe ausgehen.
Dämpfer und Anlageflächen:
Besonders bei Turbinenrotorschaufeln werdenglockenförmige („Cowbell“) Elemente ver-wendet, die von innen unter Fliehkraft an denFußplattformen anliegen und schwingendeSchaufeln durch Reibung dämpfen. Diesefunktionsbedingte Frettingbeanspruchungmuss über die vorgesehene Lebensdauer sicherbeherrscht werden.Das gleiche gilt auch für abstützende Anlage-flächen wie Clappernasen an größerenVerdichterrotorschaufeln (meist im Fan) oderDeckbändern an Turbinenrotorschaufeln, dieoft noch gegeneinander verspannt sind.
Leitschaufelfüße und Gehäuse (Bild 6.2-8):
Leitschaufeln im Verdichter oder der Turbinesind gewöhnlich im Gehäuse lösbar fixiert.Gegen Rotation unter den Gaslasten werdenFixierungen in Form von Haltenasen oderFixierelementen (z.B. Stifte oder Niete) ange-wendet. Alle Kontaktflächen unterliegen aufGrund von Schwingungen des Gehäuses und/oder der Schaufeln und Wärmedehnungenmerklichem Frettingverschleiß, was zu unzu-lässigen Querschnittsschwächungen, zum Aus-brechen oder dem „Wandern“ der Schaufelnführen kann.

Die Sicherheit von Flugtriebwerken
Seite 6.1-4
Schwingverschleiß (Fretting)Grundlagen
Typische Frettingzonen eines Triebwerks.
axiale Fixierungenvon Rotorschaufeln
Dämpfer (z.B. "Cowbells")und Anlageflächenz.B. Deckbandbei Turbinen-rotorschaufeln
Rotorschaufelfüßeund ScheibennutenLeitschaufelfüßeund Gehäusenutenin Verdichterund Turbine
Steckverzahnungenan Wellen undZahnrädern
Haltenasen undHalterungen anLeitschaufelnin Verdichterund Turbine
Steckverbindungen anBrennkammern undGasführungen
Verschraubungen:Passflächen (Bolzen und Bohrungen)Auflagen
Zentrierbunde und Anlageflächen vonScheiben und Ringen
Lagersitzeauf Wellenund in Gehäusen
Durchführungen
Clapper
Bild 6.1-1

Seite 6.1-5
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Verschraubungen, Passflächen, Zentrierbun-de, Anlageflächen, Bolzenbohrungen:
Durch die Dehnungszyklen unter Drehzahl undTemperaturänderungen (insbesondere beimStart/Abstell Vorgang) und Schwingungen (z.B.Biegeschwingung des Rotors) kann es in hoch-beanspruchten Zonen von Rotorbauteilen zumAbfall der Schwingfestigkeit und zu einer deut-lichen Verkürzung der Lebensdauer kommen.
Beispiel 6.1-1 (Lit.6.1-1):
In der zitierten Literatur wird über die Erpro-bung des Triebwerks eines Trainerflugzeugsberichtet. Die Skizzen können wegen fehlen-der Unterlagen abweichen. Das Erprobungs-programm mit beschleunigten Missionszyklen(accelerated mission testing - AMT) diente zumNachweis verlängerter Überholintervalle. Indiesem Rahmen wurden auch Verschleiß-probleme erkannt. Diese Probleme sind bau-teiltypisch und treten auch in vielen ande-ren Triebwerkstypen auf.
„...wear at the bearing race of the lever,actuating compressor variable stator vanes“(siehe auch Bild 6.1-7 und 6.2-14).
„...wear and peeled coating of the combustionliner lock pin“ (siehe auch Bild 6.2-11).
abblätternde
Beschichtung
Frettingverschleiß
älterer Brennkammertyp
(Rohrbrennkammer)
Wahrscheinlicher
Verschleißort auf
der Lagerlauffläche

Die Sicherheit von Flugtriebwerken
Seite 6.1-6
Schwingverschleiß (Fretting)Grundlagen

Seite 6.1-7
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
6.1 Grundlagen der Schwingverschleißschädigung.
Verschleißarten und typische Schädigungen:
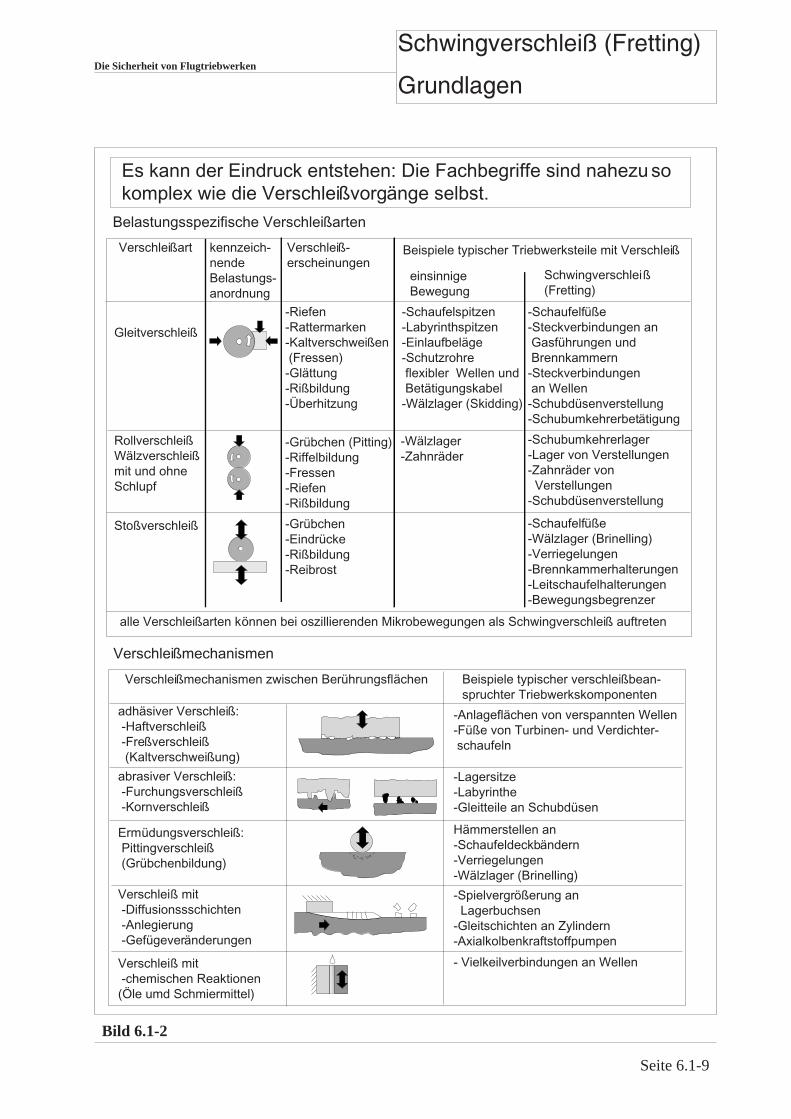
Eine Schädigung durch Schwingverschleiß kann auf Grund spezifischer Verschleißmechanismenin sehr unterschiedlichen Formen auftreten (Bild 6.1-2).
• Abtrag (Bild 6.1-5) durch Abrasion, Oxidation bzw. Korrosion
• Abfall der Schwingfestigkeit (Bild 6.1-8) durch Ermüdungsschädigung mit Schwingrißbildung
• Ermüdungsausbrüche (Ermüdungspittings) an Wälzflächen
• Mikro- und Makroverschweißung gegeneinander oszillierender Flächen
Besonders bei Stählen (Bild 6.1-3) bedarf es besonderer Erfahrung und Fachkenntnis, die Größeder schadensbeeinflussenden Verschleißparameter aus dem Verschleißbild richtig abzuschätzen.
Der zeitabhängige Verlauf des Abtrags ist charakteristisch für den Verschleißmechanismus (Bild6.1-6)
Tangentialkomponente "F"
Norm
alk
om
ponente
"N
"
p.
p
Flächenpressung p
Gleitbewegung Gleitbewegung
Zylinder

Die Sicherheit von Flugtriebwerken
Seite 6.1-8
Schwingverschleiß (Fretting)Grundlagen
Bild 6.1-2: Verschleißvorgänge an Kontakt-flächen mit Relativbewegungen lassen sichnach unterschiedlichen Gesichtspunkten ein-teilen (siehe auch Lit. 6.1-2 und 6.1-3).
Einteilung der Verschleißarten nach der schä-digenden Belastung:
Bei dieser Einteilung ist die Relativbewegungund der zeitliche Kraftverlauf kennzeichnend.
Gleitverschleiß :
Die Relativbewegung erfolgt gleichförmig,während eine konstante Kraft senkrecht undtangential zur Oberfläche wirkt. DerVerschleißmechanismus ist vorzugsweiseabrasiv (siehe „abrasiver Verschleiß“).
Roll- oder Wälzverschleiß:
Der Abwälzvorgang erzeugt eine schwellendpulsierende Kraft mit vollkommener Entlastungbei jedem Zyklus, die senkrecht auf derVerschleißfläche steht. Eine merkliche, schä-digende Relativbewegung der Kontaktflächenerfolgt nicht. Der Schadensmechanismus be-ruht in erster Linie auf Schwingermüdung desWerkstoffs mit Rissbildung und Ausbrüchen derOberfläche (Grübchen, Ermüdungs-Pittings)
Stoßverschleiß:
Die Kontaktflächen weisen keine Makro-relativbewegung zueinander auf. Die elasti-schen Verformungen in den Kontaktzonen er-zeugen jedoch Mikrorelativbewegungen. DieRichtung der schwellenden Belastung stehtsenkrecht auf den Kontaktflächen. Im Gegen-satz zum Wälzverschleiß erfolgt bei jedem Zy-klus keine vollkommene Entlastung. DerVerschleißmechanismus ist durch die Schwing-ermüdung des Werkstoffs und/oder durchSchwingverschleiß (Fretting, Reibrost, sieheauch „adhäsiver Verschleiß“) gekennzeichnet.
Einteilung der Verschleißvorgänge nach demcharakteristischen Schadensmechanismus:
Adhäsiver Verschleiß:
Die Schädigung erfolgt durch eine Mikro-verschweißung der Kontaktflächen und erneu-tes Aufreißen. Die frischen Metalloberflächensind sehr reaktiv und bilden Oxide und/oderVerbindungen mit den Umgebungsmedien wieFeuchtigkeit oder Schmiermittel. Man sprichtdann auch von Reiboxidation. Die Richtung derpulsierenden Kräfte kann in einem beliebigenWinkel zur Kontaktfläche stehen. DieserVerschleißvorgang kann auch bei „Stoß-verschleiß“ wirksam werden.
Abrasiver Verschleiß:
Dieser Verschleißtyp erfolgt in erster Liniedurch eine einsinnige Relativbewegung derKontaktflächen zueinander. Er tritt bevorzugtbei „Gleitverschleiß“ auf. Dabei wirkenSchneidvorgänge schädigend.
Ermüdungsverschleiß:
Der Schadensmechanismus entspricht demRoll- oder Wälzverschleiß.
Verschleiß mit physikalischen Effekten undchemischen Reaktionen:
Durch die Erzeugung frischer Metall-oberflächen und/oder hoher Reibtemperaturenkönnen an den Kontaktflächen Diffusionsvor-gänge und/oder chemische Reaktionen auftre-ten. Solche Reaktionen können den Verschleißfördern. Durch Absenkung des Reibbeiwerts(Schmierwirkung), Härtesteigerung und/oderVerhinderung weiterer Mikroverschweissungenkönnen Reaktionsprodukte auch verschleiß-schützend wirken.
Seite 6.1-9
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Beispiele typischer Triebwerksteile mit Verschleiß
einsinnige
Bewegung
Schwingverschleiß
(Fretting)
-Schaufelspitzen
-Labyrinthspitzen
-Einlaufbeläge
-Schutzrohre
flexibler Wellen und
Betätigungskabel
-Wälzlager (Skidding)
-Schaufelfüße
-Steckverbindungen an
Gasführungen und
Brennkammern
-Steckverbindungen
an Wellen
-Schubdüsenverstellung
-Schubumkehrerbetätigung
-Schubumkehrerlager
-Lager von Verstellungen
-Zahnräder von
Verstellungen
-Schubdüsenverstellung
-Schaufelfüße
-Wälzlager (Brinelling)
-Verriegelungen
-Brennkammerhalterungen
-Leitschaufelhalterungen
-Bewegungsbegrenzer
-Wälzlager
-Zahnräder
-Riefen
-Rattermarken
-Kaltverschweißen
(Fressen)
-Glättung
-Rißbildung
-Überhitzung
-Grübchen (Pitting)
-Riffelbildung
-Fressen
-Riefen
-Rißbildung
-Grübchen
-Eindrücke
-Rißbildung
-Reibrost
Verschleiß-
erscheinungen
kennzeich-
nende
Belastungs-
anordnung
Verschleißart
Gleitverschleiß
Rollverschleiß
Wälzverschleiß
mit und ohne
Schlupf
Stoßverschleiß
alle Verschleißarten können bei oszillierenden Mikrobewegungen als Schwingverschleiß auftreten
Belastungsspezifische Verschleißarten
Es kann der Eindruck entstehen: Die Fachbegriffe sind nahezu so komplex wie die Verschleißvorgänge selbst.
Verschleißmechanismen
Verschleißmechanismen zwischen Berührungsflächen Beispiele typischer verschleißbean-
spruchter Triebwerkskomponenten
-Anlageflächen von verspannten Wellen
-Füße von Turbinen- und Verdichter-
schaufeln
-Lagersitze
-Labyrinthe
-Gleitteile an Schubdüsen
Hämmerstellen an
-Schaufeldeckbändern
-Verriegelungen
-Wälzlager (Brinelling)
-Spielvergrößerung an
Lagerbuchsen
-Gleitschichten an Zylindern
-Axialkolbenkraftstoffpumpen
adhäsiver Verschleiß:
-Haftverschleiß
-Freßverschleiß
(Kaltverschweißung)
abrasiver Verschleiß:
-Furchungsverschleiß
-Kornverschleiß
Ermüdungsverschleiß:
Pittingverschleiß
(Grübchenbildung)
Verschleiß mit
-Diffusionssschichten
-Anlegierung
-Gefügeveränderungen
Verschleiß mit
-chemischen Reaktionen
(Öle umd Schmiermittel)
- Vielkeilverbindungen an Wellen
Bild 6.1-2

Die Sicherheit von Flugtriebwerken
Seite 6.1-10
Schwingverschleiß (Fretting)Grundlagen
Graufleckigkeit durch Mikrogrübchen.
Flächen unterschiedlicher Größe
Welligkeit (ondulations), teilweise
metallisch blank, glatt
Grübchenbildung durch örtliche Anhäufung
von Abrieb,Verdichtungszonen
Aufrauhungen in Form regelmäßiger Verwalkungen.
Plastische Verformungen mit Ansammlungen
von Abreibpulver
turmartiges Aufwachsen einzelner stark verfestigter
Kontaktpunkte von pastösem Abrieb
nickelartig aussehende Kneifstellen
bei Sauerstoffarmut
Bruch von Maschinenteilen über
fortschreitende Rißbildung
Kratzer /Freßstellen (engl, scuffing)
Lackschichtenentstehung, dünn gelb bis gelbbraun,
Verlust der Maßhaltigkeit.
Schwergängig (Quellung), Blockierung
Fresser, Heißläufer und Totalschaden durch
Verstopfen ölführender Zonen infolge
Passungsrost
Bezeichnung Schadensbild
(schematisch)
Zustand
trocken
trocken
Öle/Fette
Öle/Fette
Öle/Fette
Öle/Fette
Öle/Fette
Öle/Fette
trocken,
Öle/Fette
trocken,
Öle/Fette
Erscheinungsformen der Reibkorrosionsarten (nach Bartel)
Besonders bei Stählen tritt Reibkorrosion (fretting)in vielfältigen Erscheinungsformen auf.
Bild 6.1-3
Bild 6.1-3: Erscheinungsformen der Reib-korrosion (Lit 6.1-3) bei ferritischen undmartensitischen Stählen. Unter Einwirkungvon Ölen , Schmierfetten und Gleitschichtenliegen Bedingungen für Mischreibung vor. Ei-nige der dargestellten Effekte treten auch beianderen metallischen Werkstoffkombinationenauf. Eine wichtige Rolle spielen Reaktionen mitden Umgebungsmedien wie der Atmosphäre,Ölen und Fetten. Werkstoffe die korrosionsfesteReaktionsschichten bilden (z.B. Ti-Legierun-gen) neigen eher zu Freßstellen, Mikro-grübchen, Rissbildung und Welligkeit. Einenwichtigen Einfluß haben die Abriebprodukte(Bild 6.1-4). Sie verändern das Aussehen desSchadens und führen damit leicht zu Fehldeu-tungen (z.B. Verwechslung mit Anlauffarben).
Damit werden falsche Rückschlüsse auf dieBetriebstemperaturen begünstigt. Von beson-derer Bedeutung ist, dass Abrieb die Ver-schleißbedingungen mit der Zeit verändert.Häufig führt die Volumenzunahme derReaktionsprodukte des Abriebs zum Klemmenoder gar dem Sprengen von Passungen(Passungsrost) und Steckverbindungen. Ty-pisch ist z.B. ein Festsitzen von Gleitflächen(Bild 6.2-13) bei MoS
2-haltigen Gleitlacken in
Meeresatmosphäre (Salzwasser). Können dieReaktionsprodukte aus dem Verschleißbereichtreten (z.B. durch auswaschen oder ausstauben)kommt es zur Lockerung von Festsitzen (z.B.bei Wälzlagerinnenringen und Kugelgelenken,Bild 6.1-7).

Seite 6.1-11
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Endwulst
nach H. Klingele
Bewegungsspur (plastische Druckspur)
eines Oxidpartikels
Span Abheben
durch Oxidpartikel
aufgestauchter
Wulst
Abbröckeln des Oxidagglomerats
Agglomerat
versinterter Oxidpartikel
Schwingungsbruch
im Grundmaterial
oxidierende
Metallpartikel
oxidierende
SchwingungsbrücheAdhäsion von Metall
der Gegenseite
O2
O2
O2
Metallzunge
Oxidation der Metall-oberfläche(Tribo- Oxidation)
Abbröckelnaufgeschmierten Metalls der Gegenseite
Schema der Vorgänge beim Schwingungsreibverschleiß (Fretting)
Bild 6.1-4
Bild 6.1-4 (Lit 6.1-15): H.Klingele hat in die-sem Bild den typischen Mechanismus von„Schwingverschleiß“ (Fretting) dargestellt.Anfangs entstehen im Mikrobereich unter deroszillierenden Relativbewegung der Kontakt-flächen Verschleißpartikel durch Abrasion,Schwingermüdung und Materialübertrag(Kaltverschweißung/ „Fressen“). Bei der ört-lichen Zerstörung von Deckschichten bildensich zusätzlich feinste Oxidpartikel. Die Oxi-dation der frisch entstandenen metallischen
Oberflächen wird durch die Reibungswärmeunterstützt. Frische Metalloberflächen dieserPartikel reagieren sofort mit den Umgebungs-medien wie Feuchtigkeit, Schmiermittel undLuft.Partikel bzw. Reaktionsprodukte werdenim Kontaktspalt zerrieben und verändern sichdabei weiter durch chemische Reaktionen, ver-sintern und verdichten. Sie werden in die Flä-chen eingedrückt und bestimmen bzw. verän-dern den Tribokontakt.Typische Schadensbilder dieses Vorgangs zeigtBild 6.1-3.

Die Sicherheit von Flugtriebwerken
Seite 6.1-12
Schwingverschleiß (Fretting)Grundlagen
Bild 6.1-5: Um eine anschauliche Vorstellungüber den Verschleißabtrag zu geben, wird die-ser hier für typische technische Komponentenund Vorgänge in Abhängigkeit vom aufsum-mierten Verschleißweg angegeben. Verschleißdurch ausgeprägte Reibkorrosion liegt typi-scherweise im Bereich von 0,01-1mm Abtragpro km Verschleißweg (siehe auch Lit. 6.1-2).Es sei jedoch daran erinnert, dass ein Ver-schleißweg bei einsinniger Bewegung nichtmit der aufsummierten Bewegung eines oszil-lierenden Verschleißvorgangs verwechseltwerden darf. Bei gleichen Verschleißbewe-gungen ist es einsichtig, dass der Verschleiß-abtrag mit dem Gesamtverschleißweg ansteigtund so ein Vergleich möglich wird.

Seite 6.1-13
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Kolbenschaft eines
PKW-Diesels nach
ca. 20 000 km
KolbenringeAchslager Bahn
zulässiger
Ventil-Stoß-
Verschleiß
Drahtziehsteine
Einlauf von
Gleitlagern
BremsenEisenbahn
Kfz
Läppen
Bronzelager
ohne Schmierung
Trennschleifen
Feilen
Sägen
Verschleißabtrag/Verschleißweg
(nach Vogelpohl)
0,001 /km
0,01 /km
0,1 /km
1,0 /km
10 /km
100 /km
1 mm/km
10 mm/km
100 mm/km
Feinverschleiß
Grobverschleiß
Verschleiß durch
Reibkorrosion
(Fretting)
Typische Verschleißraten für verschiedeneMaschinenteile und Arbeitsvorgänge.
Bild 6.1-5

Die Sicherheit von Flugtriebwerken
Seite 6.1-14
Schwingverschleiß (Fretting)Grundlagen
Sch
ad
en
du
rch
La
ufb
ah
ne
rmü
du
ng
Ve
rsch
leiß
su
mm
e
Betriebszeit nach Einbau des Neuteils
Gleitverschleiß
Gleitermüdung
Abrasion
Korrosion
Adhäsion
Schematischer zeitlicher Verschleißverlauf bei Bewegungskontakt unter
verschiedenen Einflüssen ( Relationen sind willkürlich).
Verschleißmechanismen haben gewöhnlichcharakteristische zeitliche Abläufe.
Bild 6.1-6

Seite 6.1-15
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Bild 6.1-6 (Lit 6.1-4): Dargestellt ist der zeit-liche Verlauf der Abriebmenge aus typischenVerschleißvorgängen im Öl von Getrieben.Solche Verläufe erhält man aus Ölanalysen. Siesind für die Abschätzung von Gesamt-, Rest-lebensdauern und Schadensrisiken ver-schleißbeanspruchter Bauteile wichtig.Die Verschleißmechanismen zeigen einen cha-rakteristischen Abtrag über der Zeit. Die dar-gestellten Kurven stellen lediglich den quali-tativen zeitlichen Verschleißverlauf dar. Die ab-solute Höhe des Verschleißes ist willkürlich.Umgekehrt kann der zeitliche Anstieg derVerschleißpartikelmenge im Öl zusammen miteiner Untersuchung der Partikel (z.B. Zusam-mensetzung und Struktur im REM) wichtigeHinweise auf den Verschleißmechanismus unddas betroffene Bauteil geben.
Bei der, in der zitierten Literatur angegebenenGleitermüdung (sliding fatigue wear) dürftees sich um einen Verschleißvorgang handeln,bei dem Rauigkeitsspitzen durch Ermüdungs-vorgänge abgetragen werden und damit derAbtrag mit der Zeit vermindert wird. SolcheVerschleißvorgänge sind als Einlaufverschleißbei Zahnrädern bekannt und treten als matteBereiche außerhalb des Wälzkreises auf. Siebedeuten in diesem Fall keine unzulässigeLebensdauerverkürzung.In anderen Fällen kann Einlaufverschleiß auchals Hinweis auf ein Langzeitproblem dienen.
Abrasion und besonders Gleitverschleiß (sie-he Bild 6.1-2) zeigen einen beschleunigtenSchadensablauf. Diese Vorgänge führen zurBildung abrasiver Verschleißprodukte oder zugeometrischen Veränderungen (z.B. Spiel-vergrößerung) die den Verschleißvorgang be-schleunigen. Das bedeutet, dass das rechtzei-tige Abfangen solcher Schäden nicht einfachist.
Unter korrosivem Verschleiß dürfte es sich umeinen Abtrag unter Korrosionsbedingungenhandeln. So lange der korrosive Anteil über-wiegt und keine schützenden (gegen weiterenkorrosiven Angriff ) oder schädigenden (z.B.stark abrasive) Reaktionsschichten entstehen,ist der lineare zeitliche Abtrag verständlich.
Adhäsiver Verschleiß (siehe Bild 6.1-2) wirdhier mit einem linearen Abrieb, d.h. gleich-bleibender Verschleißrate, dargestellt. DerAbrieb entsteht durch Kaltverschweißungen(Fressen) und aufreißen kleiner Bereiche derZahnflanken. Ein derartiger Vorgang ist nurbei einer Überlastung (Durchbrechen des Öl-films) oder bei Ölmangel zu erwarten.
Partikel aus Wälzermüdung (siehe Bild 6.1-2) an Zahnrädern treten in Getriebeölen er-fahrungsgemäß plötzlich auf. Sie können denbevorstehenden Ausfall des Bauteilsankündigen.Rechtzeitige Maßnahmen sinddann kaum mehr möglich.Im Gegensatz dazu, wird meist bei derLaufbahnermüdung von Getriebewälzlagernein Anstieg der Partikelmenge über längereLaufzeiten (abhängig von der Belastung) be-obachtet. Dies ermöglicht eine rechtzeitigeSchadenserkennung.

Die Sicherheit von Flugtriebwerken
Seite 6.1-16
Schwingverschleiß (Fretting)Grundlagen
Triebwerkslaufzeit [h]
0 100 200 300 400 500
Maxim
ale
s A
xia
lspie
l [m
m]
1,0
0,8
0,6
0,4
0,2
0
Werte aus dem
beschleunigten
Missionszyklentest
Werte aus dem
Triebwerksbetrieb
Spielvergrößerung
durch Verschleiß
Spielvergrößerung durch Verschleiß am Kugelgelenkeiner Verdichterleitschaufelverstellung.
Bild 6.1-7
Bild 6.1-7 (Beispiel 6.1-1, Lit. 6.1-1): DiesesBild zeigt die Spielvergrößerung (Bild 6.1-3)eines Kugelgelenks an einer Leitschaufel Ver-stellung im Verdichter. Solche Spielvergröße-rungen sind ernst zu nehmen, weil bereits klei-ne Winkelfehler in der Profilanstellung zumerklichen Störungen der Strömung und/oder Schwingungen der Schaufeln führenkönnen. Der Gesamtabrieb (Abriebsumme =Spielvergrößerung) erfolgt linear (Diagrammoben) und lässt sich offenbar auch in Versuchs-
läufen ausreichend betriebsnah reproduzieren.Vergleicht man die Spielvergrößerung mit Bild6.1-5 ist der lineare Verlauf typisch für einenVerschleißvorgang mit deutlichem Adhäsions-und Korrosionseinfluss. Für das betroffeneBauteil durchaus plausibel.Erfahrungsgemäß ist eine Dauerschmierung,insbesondere unter Meeresatmosphäre beiLeitschaufelverstellungen problematisch (sie-he auch Band 1 Kapitel 5.4.1.2).
Seite 6.1-17
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
unbehandelt
mit Fretting
unbehandelt
ohne Fretting
Schw
ingfe
stigkeit b
ei Z
ugschw
ell-
beanspru
chung
Spannung
Zeit0
Prüftemp: RT
0
104 105 106 107 Lastwechsel
!
Werkstoff: hochfeste Ti-Legierungen
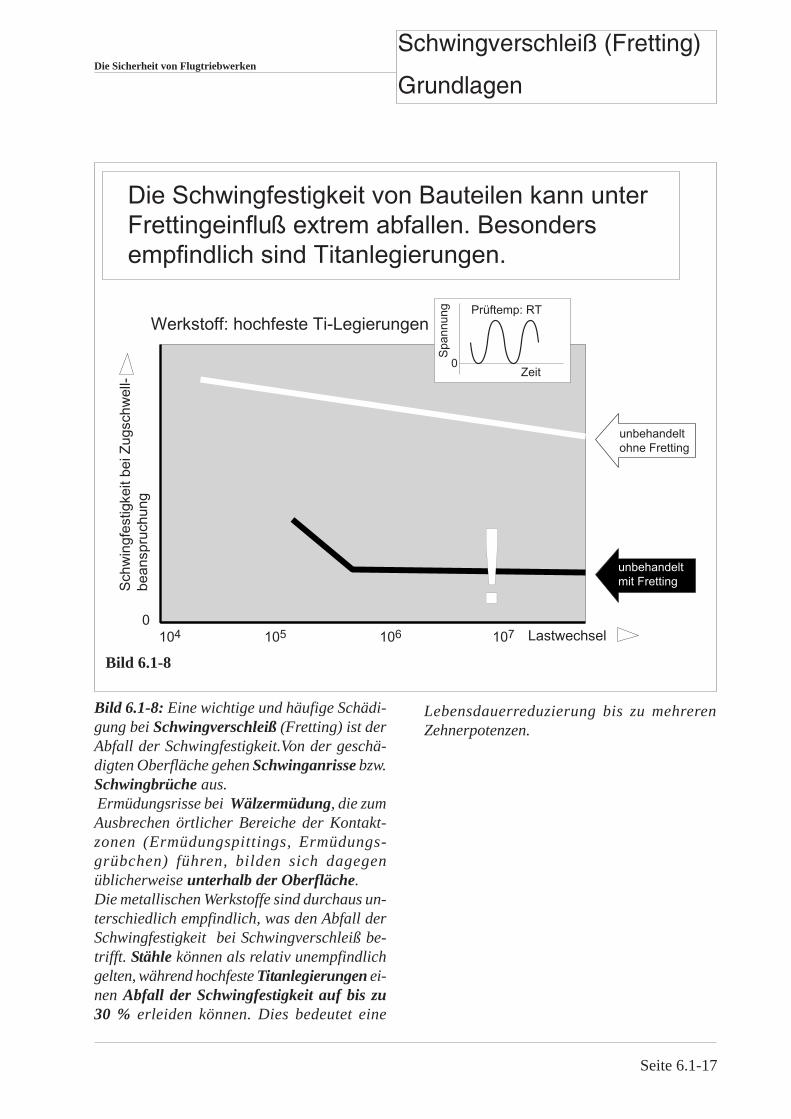
Die Schwingfestigkeit von Bauteilen kann unterFrettingeinfluß extrem abfallen. Besondersempfindlich sind Titanlegierungen.
Bild 6.1-8
Bild 6.1-8: Eine wichtige und häufige Schädi-gung bei Schwingverschleiß (Fretting) ist derAbfall der Schwingfestigkeit.Von der geschä-digten Oberfläche gehen Schwinganrisse bzw.Schwingbrüche aus. Ermüdungsrisse bei Wälzermüdung, die zumAusbrechen örtlicher Bereiche der Kontakt-zonen (Ermüdungspittings, Ermüdungs-grübchen) führen, bilden sich dagegenüblicherweise unterhalb der Oberfläche.Die metallischen Werkstoffe sind durchaus un-terschiedlich empfindlich, was den Abfall derSchwingfestigkeit bei Schwingverschleiß be-trifft. Stähle können als relativ unempfindlichgelten, während hochfeste Titanlegierungen ei-nen Abfall der Schwingfestigkeit auf bis zu30 % erleiden können. Dies bedeutet eine
Lebensdauerreduzierung bis zu mehrerenZehnerpotenzen.

Die Sicherheit von Flugtriebwerken
Seite 6.1-18
Schwingverschleiß (Fretting)Grundlagen
Tribosystem an den
Auflageflächen des
Schaufelfußes
• Kontaktflächengeometrie:
- Spannungsverteilung und - höhe: Formkerben, Steifigkeitssprünge
- Form der Auflagefl ächen: Linienberührung, Punktberührung, flächige Auflage (Flächenpressung!)
- Rauigkeiten: z.B. Form und Lage von Bearbeitungsriefen
- Toleranzen: z.B. Winkelfehler und Fluchtfehler
- Profil der Kontaktfläche: z.B. glatt, Kalottenstruktur (Kugelstrahlen) oder Rillen
• Zustand der Kontaktflächen:
- Struktur: Mechanische Behandlung: z.B. kugelgestrahlt ode r gewalzt
- Herstellungsverfahren (z.B. Schleifen oder Drehen): - Eigenspannungen, - Verfestigung,
- Schädigung (z.B.Rissbildung)
- Beschichtung: - Verschleißfeste Beschichtungen („Panzerung“)
- Gleitbeschichtungen und -Lacke
• Fertigung: siehe „Kontaktflächengeometrie“ und „Kontaktflächenzustand“.
• Werkstoff:
- mechanisch: Festigkeit:
- Statische Festigkeit (auch Zeitstand/Kriechen)
- Schwingfestigkeit (auch Thermoermüdung)
- H ärte ( Makrohärte und Mikrohärte, z.B. von
Gefügekomponenten)
- Rissz ähigkeit
- Duktilität/Versprödung
- Neigung zum Kaltverschwei ßen
- Gefüge: - unterschiedliche Phasen
- Korngröße
- Chemisch: Oxidations- und Korrosionsverhalten:
- Zusammensetzung / Legierung
- Physikalisch: - Wärmedehnung
- Dämpfung,
- Elastizität (E-Modul)
• Betriebsbeanspruchungen:
Mechanisch: Verschleißbewegung: - Gleitgeschwindigkeit/Frequenz
- Bewegungsamplitude/ Gesamtweg
- Haltezeiten (Losbrechkr äfte, Stick-Slip-Effekt)
- Krafteinwirkung (h ämmernd, gleitend, wälzend)
- Fl ächenpressung
- Belastungsart (Zug, Druck, Schub) und Spannungsniv eau im beeinflussten Querschnitt
Thermisch: - Temperaturniveau: - Werkstofffestigkeit/ Härte
- Temperaturänderungen: - Wärmedehnungen (Größe, Frequenz),
- Thermoermüdungsverhalten der Werkstoffe
Chemisch: -Umgebungsatmosphäre:
Einflüsse auf den Schwingverschleiß
- Druck
- Zusammensetzung (z.B. Verunreinigungen)
- Temperatur (gebildete Oxidarten)
- Werkstoffe (Schutzfilmbildung,
Schädigungen)
Bild 6.1-9.1
Seite 6.1-19
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Einfluss der Flächenpressung in der Kontaktzone:
Die Flächenpressung im Makrobereich, z.B. der Schwalbenschwanzfüße von Verdichterrotor-schaufeln, ist in erster Linie konstruktions- (Keilwinkel, Auflagefläche usw.) und drehzahlab-hängig (Fliehkraft, Gasbiegekräfte). Sie ist vor dem Start nahezu Null (außer bei verklemmtenSchaufelfüßen) und erreicht bei voller Drehzahl ein Maximum. Eine hohe Flächenpressung kanneine Relativbewegung der Kontaktflächen verringern oder gänzlich vermeiden. Hierfür sind aus-reichend hohe, den äußeren Kräften entgegenwirkende, Reibkräfte erforderlich. Kommt es zu merk-lichen Mikrobewegungen (Bild 6.1-8) so erhöht sich gewöhnlich mit ansteigender FlächenpressungReibkraft, Verschleiß (Bild 6.1-10) und Schwingfestigkeitsabfall. Dies ist besonders dann derFall, wenn Gleitschichten infolge der hohen Flächenpressung zerstört oder geschädigt wer-den (Beispiel 6.2-1).
Bild 6.1-15.1). Es kommt zum direkten metallischen Kontakt empfindlicher Werkstoffe (z.B.Titanlegierungen). Ein ansteigender Reibbeiwert ist ein Indiz für solche Vorgänge.
Die veröffentlichten Ergebnisse über sehr unterschiedliche Anhebungen der Schwingfestigkeitfrettingbeanspruchter Titanoberflächen durch Oberflächenbehandlungen (es werden sowohl großeSchwingfestigkeitsverbesserungen beobachtet als auch enttäuschend geringe Verbesserungen (Bild6.1-19) dürften eine Ursache in unterschiedlichen Flächenpressungen bei den Versuchen haben.
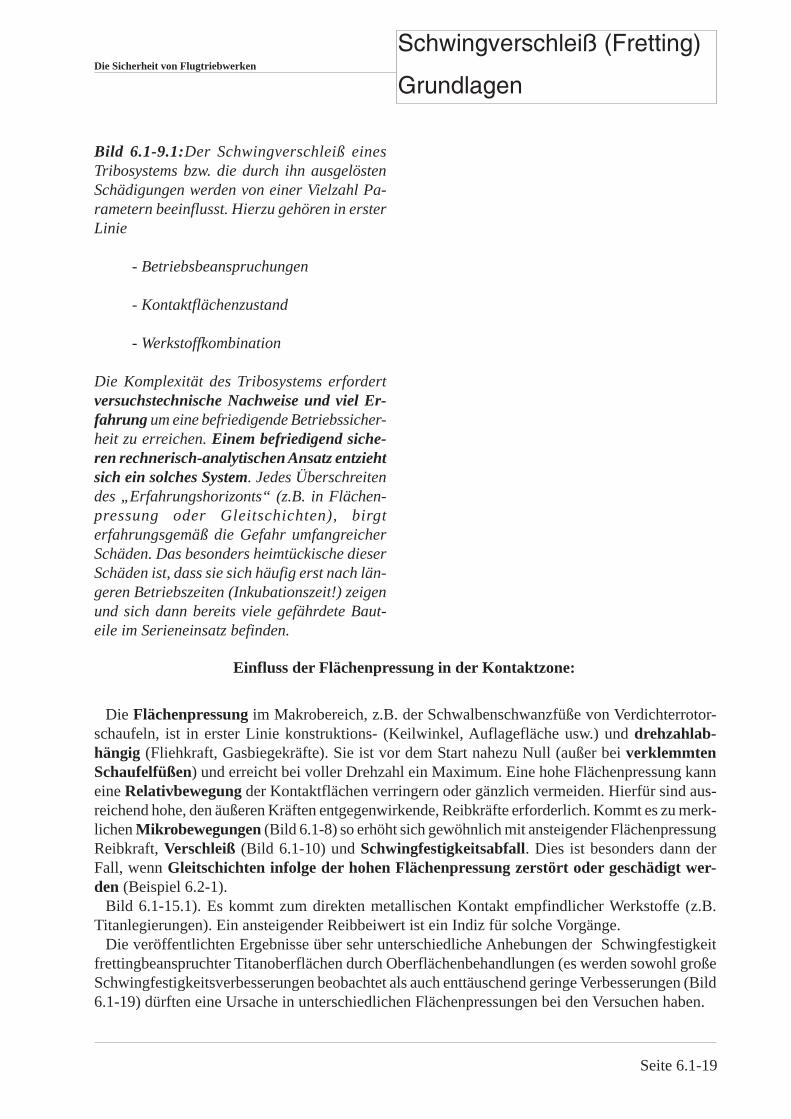
Bild 6.1-9.1:Der Schwingverschleiß einesTribosystems bzw. die durch ihn ausgelöstenSchädigungen werden von einer Vielzahl Pa-rametern beeinflusst. Hierzu gehören in ersterLinie
- Betriebsbeanspruchungen
- Kontaktflächenzustand
- Werkstoffkombination
Die Komplexität des Tribosystems erfordertversuchstechnische Nachweise und viel Er-fahrung um eine befriedigende Betriebssicher-heit zu erreichen. Einem befriedigend siche-ren rechnerisch-analytischen Ansatz entziehtsich ein solches System. Jedes Überschreitendes „Erfahrungshorizonts“ (z.B. in Flächen-pressung oder Gleitschichten), birgterfahrungsgemäß die Gefahr umfangreicherSchäden. Das besonders heimtückische dieserSchäden ist, dass sie sich häufig erst nach län-geren Betriebszeiten (Inkubationszeit!) zeigenund sich dann bereits viele gefährdete Baut-eile im Serieneinsatz befinden.

Die Sicherheit von Flugtriebwerken
Seite 6.1-20
Schwingverschleiß (Fretting)Grundlagen
Bild 6.1-9.2 (Lit 6.1-5): Eine Hauptursache fürSchwingverschleiß erzeugende Mikrobewe-gungen sind unterschiedliche Steifigkeiten inKontakt stehender Körper. Dadurch traten beidynamischen Belastungen unterschiedlicheelastische Verformungen an den Kontakt-flächen auf. Diese führten zu entsprechendenMikrobewegungen. Weil solche Bereiche typi-scherweise an Steifigkeitssprüngen mit hoherKerbwirkung und zusätzlichen hohenSchubbeanspruchungen (Anstrengung, sieheBild 6.1-11) liegen, besteht hier natürlich einebesondere Gefahr der Ermüdungsrissbildung.Die Vorgänge sollen an Hand von zwei Bei-spielen genauer betrachtet werden: Bei der Auflage zweier Körper unter Normal-kräften entsteht in Abhängigkeit von der Geo-metrie der Auflageflächen eine charakteristi-sche Druckverteilung (Hertz’sche Pressung).Die Verteilung der Flächenpressung (Skizzeoben links) führt zu einer entsprechenden Ver-teilung der Reibkräfte. Solche Bedingungenergeben sanft abgerundete Kanten. Tangenti-al wirkende Kräfte können entsprechend derKuve „p.“ aufgenommen werden. ElastischeVerformungen der Kontaktflächen, die lediglichunter Normalkräften stehen, können solcheTangentialkräfte erzeugen. Überschreiten die-se Tangentialkräfte in den Randbereichen derKontaktzone die Reibkräfte, kommt es zuRelativbewegungen. Bei pulsierender Normal-kraft können solche Mikrobewegungen zu Reib-verschleiß führen. Dies ist ein wichtiger Scha-densmechanismus bei Schwingverschleiß undErmüdungsbrüchen in Schaufelfüßen (Skiz-ze unten rechts).Die Skizze rechts oben zeigt elastische Verfor-mungen einer Auflagefläche auf die ein Stem-pel gedrückt wird. Gleitbewegungen in denRandzonen der Kanten werden hier auch ohneAbrundung ausgelöst. Bei dynamischer Bela-stung der Auflage führt dies zu entsprechendoszillierenden Mikrobewegungen undSchwingverschleiß (Reibrost, Fretting). Die-se Beanspruchungsart ist z.B. typisch für ei-
nen eingeschrumpften Wellenbereich unter aus-reichend hoher Umlaufbiegung (Skizze untenlinks). Auf Grund des Steifigkeitssprungs imBereich der Austritts aus dem Schrumpfsitz trittFretting auf.Der Konstrukteur hat also darauf zu achten,dass an hochbelasteten lösbar gefügten Struk-turen Steifigkeitssprünge bzw. unterschiedli-che Elastizitäten minimiert werden.

Seite 6.1-21
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Tangentialkomponente "F"
Norm
alk
om
ponente
"N
"
p.
p
Gleitbewegung Gleitbewegung
Zylinder
p = Flächenpressung aus der Normalkomponente
.p = Reibbeanspruchung aus der Flächenpressung
= Tangentialspannung (nach Waterhouse)
Bereiche von gleitendem und ruhendem Kontakt
auf der Berührungsfläche zwischen einem Zylinder
und einer Ebene unter Tangential- und Normalkräften
F F
N
N
Deformation der Anlageflächen
angedrückter ebener Backen.
Bereiche mit Fretting (Gleit-
bewegung) stark übertrieben.
(nach B.R. Waterhouse)
GleitbewegungGleitbewegung
Einige Grundlagen zu den Vorgängenin der Kontaktzone eines Frettingsystems.
Im Vergleich zur Welle
steifes Element
Typische Schwingermüdungszonen
an Steifigkeitssprüngen lösbar gefügter
Bauteilkomponenten.
Typische Schwingermüdungszonen
an einer Schwalbenschwanzfuß-
verbindung. "A" Schaufelfuß,
"B" Scheibenhöcker.
A A
BB
Bild 6.1-9.2

Die Sicherheit von Flugtriebwerken
Seite 6.1-22
Schwingverschleiß (Fretting)Grundlagen
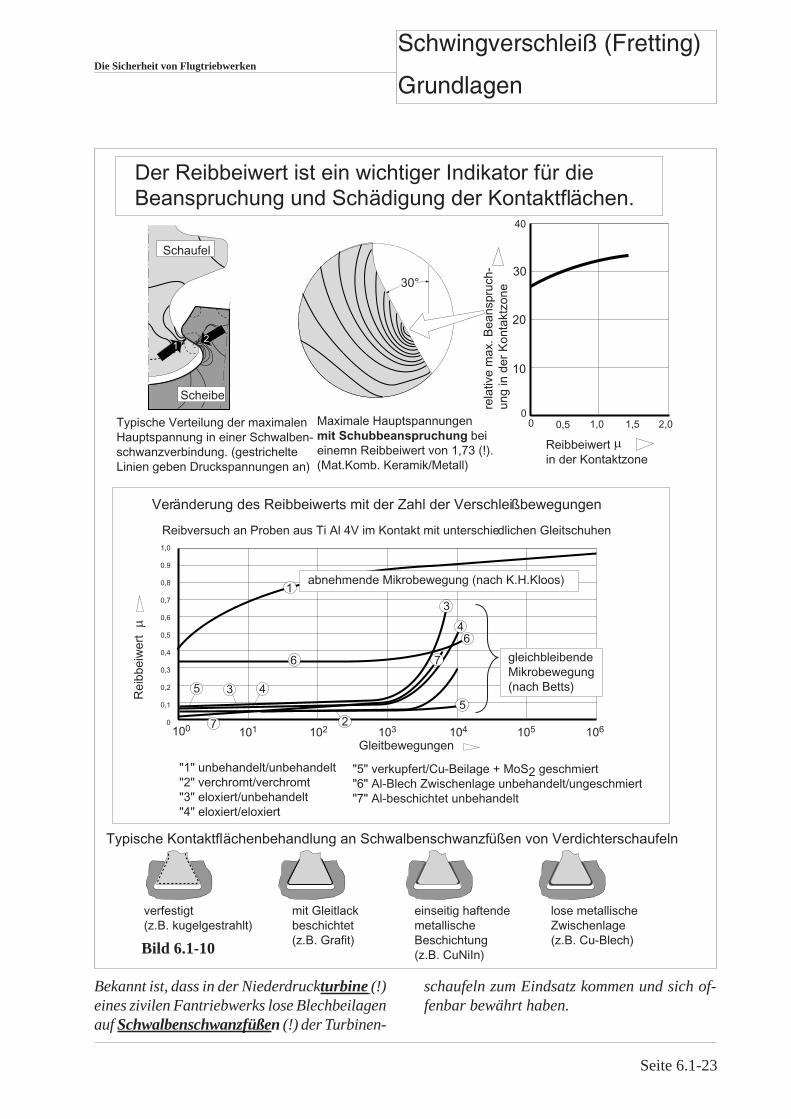
Einfluss des Reibbeiwerts auf die Kontaktzone:
Der Reibbeiwert in der Kontaktzone ist von entscheidender Bedeutung für die Schädigung (Bild6.1-10). Vom Reibbeiwert wird insbesondere das Spannungsniveau in der Kontaktzone beeinflusst.Von besonderem Interesse ist der Übergangsbereich (siehe Bild 6.1-9). In dieser Zone kombinierensich gewöhnlich Zugspannungen mit Schubspannugen. Die Vergleichsspannung dieser Belastungs-kombination (auch Anstrengung genannt, siehe Bild 6.1-11) bestimmt die Schwingermüdung. All-gemein kann also davon ausgegangen werden, dass die Schädigung durch Schwingverschleiß mitdem Anstieg des Reibbeiwerts zunimmt (Bild 6.1-10). Dabei beeinflussen sich die Schädigung(z.B. Abrasion und Adhäsion) und der Reibbeiwert wechselseitig (Lit 6.1-17, Beispiel 6.1-1). Esist also davon auszugehen, dass sich der Reibbeiwert mit der Belastungszeit verändert (Bild 6.1-10). Die Änderung des Reibbeiwerts wird durch eine Vielzahl von Einflüssen bestimmt (sieheSeite 16). Dies können sowohl die Werkstoffe der Reibpartner als auch Betriebs- und Fertigungs-einflüsse sein. So ist es verständlich, dass die ausreichend betriebsnahe versuchstechnische Simu-lation des Schwingverschleißes äußerst schwierig ist. Nur für den jeweiligen besonderen An-wendungsfall ist eine praktisch nutzbare Aussage (z.B. für die Erarbeitung einer Abhilfe bei Schä-den) zu erwarten.
Bild 6.1-10: Die Skizze oben links zeigt diemaximalen Hauptspannungen in einerSchwalbenschwanz-Fußverbindung. Zu er-kennen ist, dass die Hauptbelastungszonen vonSchaufel („1“) und Scheibenhöcker („2“)nicht gegenüber liegen. Die maximalen Bean-spruchungen in der Kontaktzone sind merklichvom Reibbeiwert abhängig (Diagramm obenrechts, Lit 6.1-19). Kommt es zur Kaltver-schweißung (Fressen) in den Kontaktzonen,kann der Reibbeiwert deutlich über 1 liegen.Das Diagramm in der Mitte zeigt, wie sich ineinem Laborversuch der Reibbeiwert in Abhän-gigkeit von der Zahl der Gleitbewegungen(d.h. tendenziell in Abhängigkeit von der Zeit)bei unterschiedlichen Tribosystemen verändert.Der erstaunlicherweise bei allen Systemenetwa nach gleicher Zahl der Gleitbewegungeneintretende exponentielle Anstieg des Reibbei-werts (Kurven „2“ bis „7“, Lit. 6.1-7) deutetein Versagen infolge Kaltverschweißungsvor-gängen an. Dieses Verhalten lässt auf die hoheFlächenpressung im Versuchschließen. Derar-tig hohe Flächenpressungen sollten in Tribo-systemen wie Schaufelfußbefestigungenauslegungsgemäß vermieden werden. Die fla-cher werdende Kurve „1“ scheint anzuzeigen,dass sich der Gleitvorgang stabilisiert.
Es besteht die Möglichkeit, durch Behandlungder Kontaktflächen, das Verschleißverhalten zuoptimieren (Skizzen unten). Jede dieser Be-handlungen hat ihre spezifischen Vor- undNachteile die hier beispielhaft dargestellt wer-den:.Verfestigen: Relativ einfach, auch nachträg-lich herstellbar (Kugelstrahlen). Problematischkann ein Nachlassen der Wirksamkeit durchKriechen unter Betriebstemperatur sein.Gleitlack: Einfach und preiswert aufzubringen(z.B. Grafit). Nachteil kann eine Veränderung(z.B. Oxidation, Abrieb) und damit ein Reib-beiwertsanstieg bei erhöhten Betriebs-temperaturen sein.Metallische Beschichtung: Vorteil: festhaftend(z.B. galvanisch Verkupfern, mit Bronzenbesputtern), vermeidet den direkten Kontakt mitdem Grundmaterial. Nachteil: Relativ teuer,maßliche Veränderung, bei erhöhten Betriebs-temperaturen Veränderung der Gleiteigen-schaften (Oxidation, Ermüdung) mit derBetriebszeit.Lose Zwischenlage (Bild 6.3-1): Vorteil: sehrwirksam (z.B. Kupferfolie), Nachteil: kann he-rausfallen, schlecht montierbar, muss maßlichberücksichtigt werden.
Seite 6.1-23
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Typische Verteilung der maximalen
Hauptspannung in einer Schwalben-
schwanzverbindung. (gestrichelte
Linien geben Druckspannungen an)
Schaufel
Scheibe
21
verfestigt
(z.B. kugelgestrahlt)
mit Gleitlack
beschichtet
(z.B. Grafit)
einseitig haftende
metallische
Beschichtung
(z.B. CuNiIn)
lose metallische
Zwischenlage
(z.B. Cu-Blech)
Typische Kontaktflächenbehandlung an Schwalbenschwanzfüßen von Verdichterschaufeln
Der Reibbeiwert ist ein wichtiger Indikator für dieBeanspruchung und Schädigung der Kontaktflächen.
106
1
2
3
3
4
4
6
6
5
5
7
7100 101 102 103 104 105
Gleitbewegungen
Reib
beiw
ert
1,0
0.9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
abnehmende Mikrobewegung (nach K.H.Kloos)
gleichbleibende
Mikrobewegung
(nach Betts)
Reibversuch an Proben aus Ti Al 4V im Kontakt mit unterschiedlichen Gleitschuhen
"1" unbehandelt/unbehandelt
"2" verchromt/verchromt
"3" eloxiert/unbehandelt
"4" eloxiert/eloxiert
Veränderung des Reibbeiwerts mit der Zahl der Verschleißbewegungen
"5" verkupfert/Cu-Beilage + MoS2 geschmiert
"6" Al-Blech Zwischenlage unbehandelt/ungeschmiert
"7" Al-beschichtet unbehandelt
30°
00
rela
tive m
ax. B
eanspru
ch-
ung in d
er
Konta
ktz
one
Reibbeiwert
in der Kontaktzone
Maximale Hauptspannungen
mit Schubbeanspruchung bei
einemn Reibbeiwert von 1,73 (!).
(Mat.Komb. Keramik/Metall)
0,5 1,0 1,5 2,0
40
30
20
10
Bild 6.1-10
Bekannt ist, dass in der Niederdruckturbine (!)eines zivilen Fantriebwerks lose Blechbeilagenauf Schwalbenschwanzfüßen (!) der Turbinen-
schaufeln zum Eindsatz kommen und sich of-fenbar bewährt haben.

Die Sicherheit von Flugtriebwerken
Seite 6.1-24
Schwingverschleiß (Fretting)Grundlagen
ca. 1x 1012 N2/m3
Kombinierter Belastungs - Fretting
- Schädigungsparameter (FFDP)
ca. 5 kJ / m2
Reibarbeit (FDP)
Druck
Zug
ca. 500 MPa
Kenngrößen für die Beurteilung der Frettingbelastung amBeispiel des Scheibenhöckers einer Schwalbenschwanznut
Spannungen entlang der
Kontaktlinie an der Oberfläche (nicht in den
Querschnitt!)
= Spannungen parallel zur Kontaktlinie
= Spannungen (Flächenpressung)
quer zur Kontaktlinie
FFDP (Fatigue-Fretting Damage Parameter) =
= Spannung parallel zur Kontaktlinie x Schubspannung x Frettingweg
(Frettingweg = relative Verschiebung der Kontaktflächen)
FDP (Fretting Damage Parameter )=
Schubspannung x Frettingweg
zul
v
Die Anstrengung:= Vergleichsspannung bei einer Kombination von Schub und
Normalspannungen. Das Anstrengungsverhältnis = /
nach der Schubspannungshypothese gilt z.B. = 4 ( )2 , mit = 2
0
0
zul
2+
1
0
Reib
beiw
ert
Betriebsdauer
Der Reibbeiwert und damit die kritische Belastung an der Auflagefläche eines
Schaufelfußes kann sich durch Alterungs-
bzw. Verschleißvorgänge während der
Betriebsdauer verändern!
Bild 6.1-11 (Lit. 6.1-9): Dieses Bild zeigt dieSpannungsverhältnisse im Scheibenhöcker ei-ner Schalbenschwanzverbindung. ÄhnlicheBedingungen gelten auch für den Schaufelfuß(siehe Bild 6.1-9 und 6.1-10). In der zitiertenLiteratur werden Kenngrößen für die Schädi-
Bild 6.1-11
gung des Schwingverschleiß auf die Ermü-dungsfestigkeit in der Kontaktzone definiert.Sie erscheinen für die Auslegung von Bauteilen,insbesondere von Schaufelfüßen geeignet.

Seite 6.1-25
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Für die Auslegung von Bauteilen auf der Ba-sis der angegebenen Kenngrößen bietet sichdie folgende Vorgehensweise an:
1. Auswertung von Bauteilen mit und ohneRissbildung aus dem typischen Triebwerks-betrieb und Ermittlung der jeweiligen Kenn-größen. Die Normalspannungen parallel zurKontaktlinie und die Schubspannungen können,bei ausreichender Kenntnis des Reibbeiwerts,genügend genau berechnet werden. Der örtli-che Frettingweg lässt sich durch mikroskopi-sche Bruchflächenauswertung (REM) bestim-men. Hieraus sollten sich erfahrungsbasiertezulässige Grenzwerte ermitteln lassen.
2. Ermittlung der Kenngrößen in ausreichendbetriebsnahen Laborversuchen.
3. Auslegung der Bauteile entsprechend denermittelten Kenngrößen aus Betrieb und Ver-such. Überprüfung ausreichender Realitäts-nähe durch Auswertung von Bauteilen nachrepräsentativer, aussagekräftiger und betriebs-typischer Beanspruchung.
Einfluss der Betriebsdauer auf die Schaufel-fußbelastung: Mit Alterungsprozessen (Oxida-tion, Schwitzwasser/Salz, Reaktionen mitStaubablagerungen) in Gleitschichten und Pas-ten im Zusammenspiel mit Schwingverschleißbzw. Verschleißprodukten ist zu rechnen. Daskann den Reibbeiwert verändern. Damit ver-ändert sich auch die Belastung an der Auf-lagefäche (Bild 6.1-12). Dieser Möglichkeitmuss die Entwicklung und Erprobung vonGleitschichten auf kraftübertragenden Flä-chen, insbesondere Schaufelfüßen Rechnungtragen. Die unterschiedlichen Temperaturen ineinem Verdichter können das Gleitverhalten derSchichten stufenabhängig gefährlich verän-dern können. Eine Beschichtung die sich in denvorderen Stufen durchaus bewährt, kann in denhinteren Stufen versagen und umgekehrt. Dabeispielt beispielsweise auch die Art der sich ausden Verschleißprodukten bildenden Oxide eineRolle (Bild 6.1-17).
Reibarbeit, Fretting Damage Parameter„FDP“ (Skizze unten):
Der „FDP“ ist das Produkt aus der in der be-trachteten Kontaktzone herrschenden Schub-spannung und dem an dieser Stelle auftreten-den Frettingweg (Doppelamplitude). DerKennwert nimmt im Bereich der Scheibe diedem Schaufelfußende gegenüber liegt (sieheBild 6.1-9 Zone „B“) ein Maximum ein. Hierbesteht erfahrungsgemäß die höchste Wahr-scheinlichkeit eines Schwinganrisses imScheibenhöcker. Der Rissfortschritt nach demAnriss wird durch die Höhe der (Normal-)Spannung (vergleiche auch Bild 6.1-12 für denSchaufelfuß) parallel zur Kontaktlinie be-stimmt. Deshalb wurde eine weitere Kenngröße(FFDP) für den Rissfortschritt zum Bauteil-versagen definiert.
Kombinierter Ermüdungs-Fretting Schädi-gungsparameter, Fatigue-Fretting DamageParameter (FFDP, mittlere Skizze):
Der FFDP ist das Produkt aus der örtlich herr-schenden Normalspannung parallel zurKontaktlinie,Schubspannung und Frettingweg.
Anstrengung:
Weil in der Verschleißzone sowohl Normal-spannungen als auch Schubspannungen vor-liegen bietet sich die daraus ergebende Ver-gleichsspannung nach der Schubspannungs-hypothese (sog. Anstrengung, siehe Angabenunten) als die bestimmende Beanspruchung fürdie Schwingermüdung an. Diese Spannung be-rücksichtigt wie die bereits genannten Para-meter den Reibbeiwert in dem Schub-spannungsanteil. Sie beinhaltet jedoch nicht dieReibarbeit weil der Reibweg nicht in die For-mel eingeht. Aus diesem Grund ist von der An-strengung keine so betriebsnahe Aussage zu er-warten wie von Parametern welche den Reib-weg berücksichtigen.

Die Sicherheit von Flugtriebwerken
Seite 6.1-26
Schwingverschleiß (Fretting)Grundlagen
Flie
hkra
ft
AB
d=
100 N
/mm
2
= 0,5 = 0
Flä
ch
en
pre
ssu
ng
P [
N/m
m2 ]
800
600
400
200
0
Biegeschwingung
Flie
hkra
ft
b
d
f
A
B
x
C
f
x
AC B
Amplitude
Zug
Druck
Die Belastungsverhältnisse in den Auflageflächen einesSchwalbenschwanzfußes der Schaufel sind komplex.
Flächenpressung
Spannungen
A BVerteilung der Flächenpressung unter
reiner Fliehkraftbelastung
Spannung
Verteilung der Spannung in der Fußoberfläche
bei überlagerter Biegung und Fliehkraft
Gefahr der Ermüdungsrißbildung
bei Schaufelbiegeschwingungen
Einfluss des
Reibbeiwerts
Bild 6.1-12

Seite 6.1-27
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Bild 6.1-12 (Lit. 6.1-10): Ähnlich wie in Bild6.1-11 für den Scheibenhöcker, verläuft dieFlächenpressung aus der Fliehkraft über dieKontaktfläche des Schaufelfußes (Diagrammoben links). Das Maximum liegt in Punkt „A“(siehe Skizze oben rechts). Der Kurvenverlaufmit zwei ausgeprägten Maxima ergibt sich ausden sich zwischen „A“ und „B“ veränderndenSteifigkeiten von Schaufelfuß und Scheiben-höcker.Wie bereits in Bild 6.1-10 gezeigt, steigt dieSpannung in der Kontaktfläche mit dem Reib-beiwert an (Diagramm oben links für =0,5und =0). Die Zahlenwerte gelten für eine an-genommene fliehkraftinduzierte gleichmäßigeBelastung des Fußhalsquerschnitts mit 100 N/mm2.Führt die Schaufel Grundbiegeschwingungenaus, so überlagert sich die Fliehkraft mit denBiegespannungen und es ergibt sich eineSpannungsverteilung in der Schaufel-oberfläche des Fußbereichs (Skizze untenrechts) mit einem ausgeprägten Zugspannungs-maximum in „A“ (Skizze unten links). Die Nei-gung zur Bildung von Schwingermüdungsan-rissen in diesem Bereich wird über die Anstren-gung (Bild 6.1-11) bestimmt. Die Spannungs-erhöhung im Fußradius („C“) ist auf Grundder moderaten Kerbwirkung relativ gering,muss jedoch bei der konstruktiven Fuß-gestaltung beachtet werden.
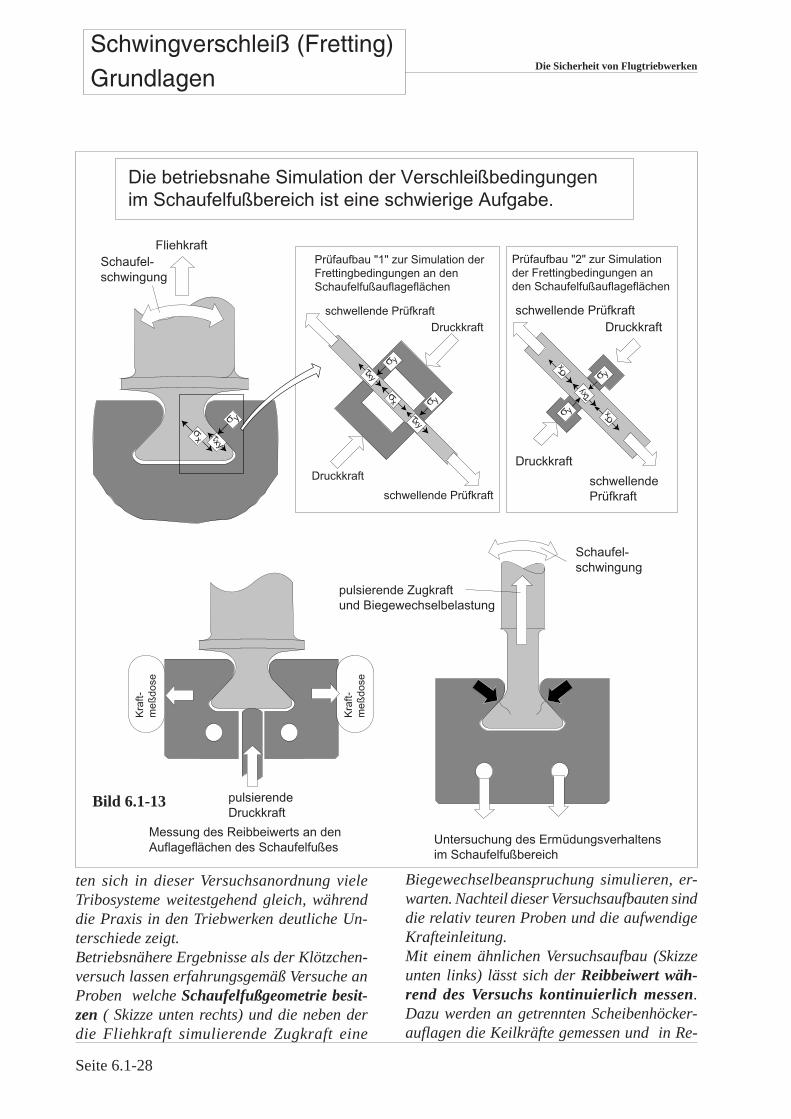
Bild 6.1-13: Um möglichst betriebsnahe Be-dingungen für den Abfall der Schwingfestigkeitunter Schwingverschleiß in den Auflageflächenvon Schaufelfüßen zu simulieren werden eineVielzahl unterschiedlicher Versuchsanordnun-gen unter Laborbedingungen angewandt.An Hand von drei Beispielen soll die Proble-matik der Versuche dargestellt werden.
Versuche mit Reibklötzchen:Beim Prüfaufbau „1“ (Skizze oben mitte) wir-ken zwei gegenüberliegende, brückenförmigeReibklötzchen auf eine Flachprobe. Diese stehtunter Zugschwellbeanspruchung durch einedefinierte Last. Bei der elastischen Verformung
der Probe erzeugen die unterschiedlichen Deh-nungen zwischen Probe und Klötzchen an denAuflageflächen Schwingverschleiß (vergleicheBild 6.1-9). Die Flachproben sind relativ bil-lig (einfache Proben), die Parameter reprodu-zierbar und die Krafteinleitung vergleichsweiseeinfach. Eine Rissbildung erfolgt üblicherwei-se im Bereich der Kontaktzonen.Beim Prüfaufbau „2“ (Skizze oben rechts)werden nur einfach aufliegende Reibklötzchenverwendet. Auch hier kommt es zu Mikro-bewegungen auf grund unterschiedlicherElastizitäten (Bild 6.1-9.2). Diese Anordnungscheint den Bedingungen am Schaufelfuß bes-ser zu entsprechen und wird anscheinend des-halb bevorzugt.Die Schädigung durch Rissbildung b ezw. Ab-fall der Schwingfestigkeit hängt offenbar vonder Flächenpressung an den Kontaktstellender Reibklötzchen ab. Bei Titanlegierungenspricht man ab 500 bis 800 MPa wegen desSchädigungseffekts in Form des Abfalls derSchwingfestigkeit von Fretting Fatigue. Beiniedrigerer Flächenpressung befindet man sichim Bereich des Reibverschleißes (engl. frettingwear). Diese Effekte lassen sich pausibel mitdem von H. Klingele angegebenen Schädi-gungsmechanismus erklären (Bild 6.1-4).Dazu passt der Einfluss der Reibarbeit (Bild6.1-11). Die ertragene Schwingfestigkeit derProbe lässt somit auf die Schädigung rück-schließen. Die Abweichungen gegenüber denBedingungen in einem Schaufelfuß bestehen inSpannungsgradienten über den Querschnitt(abfallende Spannung beim Schaufelfuß,gleichbleibend hohe Spannung im Proben-querschnitt) und in den schwer zu simulieren-den Steifigkeiten des Schaufelfußbereichs. Da-durch kommt es in der Probe nicht zu dem inder Praxis an Schaufelfüßen häufig beobach-teten Stillstand oder der Verzögerung des Riss-fortschritts und den entsprechend längerenZeiten bis zum Bruch. Veränderungen des Reib-beiwerts über der Betriebszeit zeigen im Ver-such weniger Einfluss als im Betrieb, was eineAuswahl und Optimierung des Tribosystemsmerklich erschwert. Erfahrungsgemäß verhal-
Die Sicherheit von Flugtriebwerken
Seite 6.1-28
Schwingverschleiß (Fretting)Grundlagen
xy
xy
y
yx
schwellende Prüfkraft
schwellende Prüfkraft
Druckkraft
Druckkraft
Prüfaufbau "1" zur Simulation der Frettingbedingungen an den Schaufelfußauflageflächen
Kra
ft-
meß
dose
Kra
ft-
meß
dose
pulsierende
Druckkraft
Messung des Reibbeiwerts an den
Auflageflächen des Schaufelfußes
xyx
y
Fliehkraft
Schaufel-
schwingung
Die betriebsnahe Simulation der Verschleißbedingungenim Schaufelfußbereich ist eine schwierige Aufgabe.
Schaufel-
schwingung
Untersuchung des Ermüdungsverhaltens
im Schaufelfußbereich
pulsierende Zugkraft
und Biegewechselbelastung
y
y
Prüfaufbau "2" zur Simulation der Frettingbedingungen an den Schaufelfußauflageflächen
xy
x
x
Druckkraft
Druckkraft
schwellende
Prüfkraft
schwellende Prüfkraft
Bild 6.1-13
ten sich in dieser Versuchsanordnung vieleTribosysteme weitestgehend gleich, währenddie Praxis in den Triebwerken deutliche Un-terschiede zeigt.Betriebsnähere Ergebnisse als der Klötzchen-versuch lassen erfahrungsgemäß Versuche anProben welche Schaufelfußgeometrie besit-zen ( Skizze unten rechts) und die neben derdie Fliehkraft simulierende Zugkraft eine
Biegewechselbeanspruchung simulieren, er-warten. Nachteil dieser Versuchsaufbauten sinddie relativ teuren Proben und die aufwendigeKrafteinleitung.Mit einem ähnlichen Versuchsaufbau (Skizzeunten links) lässt sich der Reibbeiwert wäh-rend des Versuchs kontinuierlich messen.Dazu werden an getrennten Scheibenhöcker-auflagen die Keilkräfte gemessen und in Re-

Seite 6.1-29
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Coulomb'scherBereich,elastischerKontakt
Amonton'scherBereich,plastischerKontakt
Adhäsion +Deformation
Adhäsionsanteil
Deformationsanteil
Normalkraft
Rei
bbei
wer
t
Rei
bbei
wer
t
Gleitgeschwindigkeit
geringer Druck
mittlerer Druck
hoher Druck
WerkstoffKombination "B"
WerkstoffKombination "A"
Abhängigkeit des Reibbeiwerts von derGleitgeschwindigkeit. Typisches Verhalten,abhängig von den Gleitpartnern undder Flächenpressung
Prinzipielle Abhängigkeit desReibbeiwerts von der Belastung
(nach Kragelski)
Der Reibbeiwert ist im Betrieb nicht konstant, erhängt merklich von den Betriebsbedingungen ab.
Bild 6.1-14
Bild 6.1-14 (Lit. 6.1-6): Der Reibbeiwert zwi-schen den Kontaktflächen spielt also eine ent-scheidende Rolle für das Auftreten vonSchwingverschleiß. Je höher der bei Mikro-bewegungen überwundene Reibbeiwert liegtum so größer sind die Beanspruchungen imFrettingbereich. Es entstehen hohe Schub-beanspruchungen in den geschädigtenKontaktflächen.Das linke Diagramm zeigt den prinzipiellen Zu-sammenhang zwischen dem Reibbeiwert undder Normalkraft bei Adhäsions- und Deforma-tionsanteil der Reibkraft. Daraus ist zu entneh-men, dass bei einer bestimmten Normalkraftder Reibbeiwert eines Tribosystems ein Mini-
mum erreicht. Unter dieser Bedingung dürftedie beste Schwingfestigkeit bei Schwing-verschleiß zu finden sein. Auf diese Weise wirdz.B. der Reibbeiwert an den Auflageflächen vonSchaufelfüßen durch geeignete Gleitlacke mög-lichst niedrig gehalten. Dies kann durch einegeeignete Auswahl der Schwalbenschwanz-winkel und der Größe der Auflageflächen op-timiert werden.Der Reibbeiwert hängt werkstoffspezifischauch von der Gleitgeschwindigkeit, d.h. von derGröße und der Frequenz der Relativbewegungder Kontaktflächen, ab (Diagramm rechts).Dies zeigt, dass für den jeweiligen An-wendungsfall das günstigste Tribosystem bzweine günstige Werkstoffkombination, gekenn-zeichnet durch einen möglichst niedrigen Reib-beiwert, zu suchen ist.
lation zur Kraft, die den Schaufelfuß von untennach außen drückt, gesetzt. Dieser Versuch er-möglicht es, Beschichtungen und Gleitlackezu optimieren.

Die Sicherheit von Flugtriebwerken
Seite 6.1-30
Schwingverschleiß (Fretting)Grundlagen
Einfluss der Verschleißzeit, Schwingfrequenz und Haltezeiten auf die Kontaktzone
Mit zunehmender Verschleißzeit (d.h. der Zeit während die Verschleißbeanspruchung wirksamwird) bzw. Zahl der Bewegungszyklen können sich die Verschleißbedingungen in der Kontaktzoneverändern. So steigt z.B. bei Ti6Al4V unter bestimmten Schwingverschleißbedingungen der Reib-beiwert von =0,45 beim ersten Lastwechsel auf = 0,8 bei 103 Lastwechseln und gegen = 1 bei106 Lastwechseln (Bild 6.1-10). Entsprechend ändert sich mit der Zeit das Verschleißbild.Es ent-stehen Oberflächenverformung, Zerrüttung und Mikrorissbildung, bis im Endstadium Makroriss-bildung eintritt und zum Bauteilversagen führt. Der Zeiteinfluß ist natürlich im Zusammenhangmit anderen Einflüssen wie Temperatur und Werkstoffkombination zu sehen (Bild 6.1-18). DerVerschleiß kann z.B. bei hohen Temperaturen für einen bestimmten Werkstoff sehr viel geringersein als bei Raumtemperatur, bei 300°C aber ein Maximum annehmen. Ähnliches gilt für die Be-einflussung der Schwingfestigkeit. Es ist z.B. durchaus möglich, dass sich eine Beschichtung beiTemperaturen im Hochdruckverdichter bewährt und sich bei niedrigeren Temperaturen der vorde-ren Verdichterstufen spröd verhält und versagt (Bild 6.1-20). Auch hier dürfte die Bildung vonOxiden mit oder ohne „Schmiereffekt“ von Bedeutung sein. Kommt es bei Stählen zur Bildung vonReibrost (Bild 6.1-3), so kann dieser, wenn er in trockener Form vorliegt, als Pulver aus der Kontakt-zone austreten; zeitabhängige Spielvergrößerung, Veränderung der Kontaktfläche undBeanspruchungsverlagerung sind die Folgen. Bleibt der Reibrost als harter, lackartiger Film zwi-schen den Kontaktflächen, so führt das mit der Zeit zur Spielverkleinerung und im Extremfall zumVerklemmen und Festsitzen. Solche Schäden wurden z.B. an Schubumkehrerlagern undLeitschaufelverstellungen (Bild 6.2-14) beobachtet. Falls mit dem Festsitzen die Dämpfung einesBauteils deutlich verringert wird kann dies zu einer stärkeren Schwingerregung mit der Gefahr vonSchwingermüdungsbrüchen führen. Die Schwingermüdung muss in diesem Fall nicht notwendiger-weise auf die Frettingzone beschränkt bleiben.
Die (mittlere) Gleitgeschwindigkeit bei schwingender Beanspruchung ist eine Funktion derSchwingweite (Mikrobewegung) und der Frequenz. Während eines Schwingungsvorgangs ändertsich die Gleitgeschwindigkeit dauernd. Bei sinusförmiger Schwingung wird die Geschwindigkeitan den Umkehrpunkten Null, in „Bewegungsmitte“ hat sie ein Maximum. Die mittlere Gleit-geschwindigkeit einer oszillierenden Bewegung ist bei Verschleißvorgängen von der Gleit-geschwindigkeit einsinniger Bewegung zu unterscheiden. Beide Vorgänge können sehr unterschied-liche Verschleißmechanismen auslösen (Bild 6.1-17).
Einfluss der Belastung auf die Ermüdung durch Schwingverschleiß
Die Spannungsverteilung im Bereich der Kontaktzone spielt eine wichtige Rolle für die Schwing-festigkeit. So wirken sich Frettingzonen in Form- und Steifigkeitskerben so aus, als würde derKerbfaktor deutlich erhöht.
Versuche, bei denen zuerst Frettingverschleiß entstand und dann eine dynamische Ermüdungs-belastung erfolgte, sind zumindest in ihrer Aussage zum Bauteilverhalten unter gleichzeitigemFretting und dynamischer Beanspruchung zweifelhaft. Ebenso können die Ergebnisse von Baut-eilversuchen entscheidend verfälscht werden, wenn das Belastungsniveau und das Belastungs-kollektiv, sowie die Belastungs- und Ruhezeiten nicht ausreichend betriebsnah gewählt wurden.Bei einem zu hohen Belastungsniveau kann sich z.B. die Schädigung im Frettingbereich nichtausreichend ausbilden und so das Bauteil frühzeitig im Bereich einer mechanischen Kerbe an an-derer Stelle brechen. Realistische Zeiten würden dagegen zu betriebsnahen Brüchen an denFrettingstellen führen.

Seite 6.1-31
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Bei langsamen Bewegungen, z.B. infolge der Scheibenaufweitung während des Hochfahrensdes Triebwerks mit nachfolgenden langen Haltezeiten (häufig Stunden), ist die Angabe einer mitt-leren Gleitgeschwindigkeirt über den gesamtern Bewegungszyklus wenig sinnvoll. Besser ist es,die Geschwindigkeit beim Gleitvorgang anzugeben. Diese Gleitgeschwindigkeit ist mitbestimmendfür die Reibwärme an den Gleitflächen, damit hat sie einen wichtigen Einfluß auf die Oxidbildungwährend der Verschleißbewegung. Diese Oxide beeinflussen ihrerseits, in Abhängigkeit von ihrerZusammensetzung (z.B. bei Stahl FeO, Fe
2O
3, Fe
3O
4, Bild 6.1-17), die Reibverhältnisse,
insbesondere den Reibbeiwert und den Verschleiß. Die Geschwindigkeit der Mikrobewegung istdeshalb von besonderer Bedeutung für den Verschleißvorgang (Bild 6.1-18).
Der Frequenzeinfluß ist zum Teil im Amplituden-, Geschwindigkeits- und Haltezeiteneinflussenthalten. Im allgemeinen kann man bei gleicher Amplitude einen deutlichen Anstieg des Ver-schleißes und der Verschleißgeschwindigkeit mit der Frequenz erwarten, da sich die Zahl derVerschleißbewegungen pro Zeiteinheit erhöht. Erfahrungsgemäß nimmt die Amplitude am Schaufel-fuß mit steigender Schwingfrequenz des Schaufelblattes ab, weil die dämpfende Reibungsarbeitund so die einzuspeisende Schwingungsenergie zunehmen. Auch haben gewöhnlich Schwingun-gen höherer Ordnung kleinere Amplituden als die Grundbiegeschwingung und eine Schwingform(Knoten) die kaum Bewegungen im Schaufelfuß induziert. Damit lässt sich erklären, warum in derPraxis oft mit steigender Frequenz der Verschleiß kleiner wird. Wird infolge der höheren Frequenzmehr Reibungswärme erzeugt, kann dies je nach Werkstoff und eventuell vorhandenen Gleit-schichten, das Verschleißverhalten ändern.
Es hat sich gezeigt, dass hochfrequente Schaufelschwingungen auf Grund der Vibration der Auf-lageflächen zu einem deutlichen Abfall der Reibung in Schaufelfüßen führen können. Dadurchentstehende höhere Fixierungskräfte gegen axialen Versatz der Schaufeln sind gegebenenfalls zuberücksichtigen.
Die Haltezeiten an den Umkehrpunkten der Schwingung („Ratterschwingungen“, „stick- slip-Effekt“) oder zwischen Zeiten in denen Schwingungen auftreten, beeinflussen die Losreißkräftebei Beginn einer neuen Verschleißbewegung (Bild 6.1-15.2 und 6.1-21). Bei Haltezeiten imSekundenbereich steigt der Reibbeiwert werkstoffabhängig (z.B. Härte und Festigkeit der Verschleiß-partner) abhängig von der Oberflächentopografie (Form und Größe der Rauigkeit) und der Flächen-pressung stark an, bis zu dem Wert der ruhenden Reibung. Dieser Vorgang beeinflusst entschei-dend das Auftreten und die Frequenz von „stick-slip-Effekten“, die sich durch Geräusche, wie(Bremsen-) Quietschen oder Rattern, anzeigen. Bei sehr kurzen Haltezeiten, die z.B. am Umkehr-punkt hochfrequenter Schwingungen vorliegen, dürften die Unterschiede der Reibkräfte gegenü-ber der Maximalgeschwindigkeit weit weniger gravierend sein, als bei niedrigfrequenten Bewe-gungen mit langen Haltezeiten. Solche Haltezeiten treten während längerer konstanter Rotordrehzahloder bei abgestelltem Triebwerk auf. Zu berücksichtigen ist, dass die Flächenpressung beiTriebwerksstillstand sehr klein ist (wenn kein Verklemmen des Schaufelfußes vorliegt). In diesemFall hat die Haltezeit einen anderen Einfluß hat als bei voller Drehzahl. Abhängig von den Halte-zeiten werden die Anteile von adhäsivem und abrasivem Verschleiß bei hochfrequenten Schwin-gungen anders als bei niedrigfrequenten sein. Es ist anzunehmen, dass sich dies z.B. auf dieVerschleißprodukte und damit auf den zeitlichen Verlauf des Verschleißabtrags und auf dieVerschleißkräfte auswirkt. Eine weitere Auswirkung dürfte die Haltezeit auch auf Oxidations- undKorrosionsvorgänge in der Kontaktzone haben. Der Einfluß auf den Verschleiß dürfte um so grö-ßer sein, je länger und intensiver oxidierende und korrosive Medien während der Haltezeiten Zu-tritt zur Kontaktzone haben. Bei Triebwerken ist dies im Stillstand, wenn die Schaufeln nichtfliehkraftbelastet und gewöhnlich locker sind, in besonderem Maß gegeben.

Die Sicherheit von Flugtriebwerken
Seite 6.1-32
Schwingverschleiß (Fretting)Grundlagen
LCF-Rissbildungdurch Startzyklen
CuNiIn-Spritzschicht
+ GrafitlackGraftbeschichtung
frühe Rissbildung Reparaturversion
Querschliffe im
Bereich der
Fußauflage
Schaufelfüße können bereits einen scheinbar kleinen Belastungsanstieg übel nehmen.
Bild 6.1-15.2: Die Gleitgeschwindigkeit durchMikrobewegungen und die Flächenpressungändern sich während des Triebwerksbetriebshäufig und deutlich (siehe auch Bild 6.1-21).Dadurch verändern sich auch viele, denSchwingverschleiß beeinflussende Parameter.Die im jeweiligen Fall den Verschleißprozeßsteuernden Parameter sind in Schadens-analysen weitmöglichst zu ermitteln, umbetriebsnahe Versuchsparameter zum Nach-weis von Abhilfen oder Verbesserungen zu er-halten.Beim Hochfahren des Triebwerks (Beispiel 6.1-1) sind auf Grund der Scheibenaufweitung amSchaufelfuß „stick-slip“-Bewegungen zu er-warten, die sich in entsprechenden Änderun-gen der Gleitgeschwindigkeit zeigen.Schwingt die Schaufel bei diesem Vorganghochfrequent, so kann dies zu einer merklichenAbsenkung der Reibbeiwerte führen (ähnlichwie das Abgleiten von Sand auf einer vibrie-renden schrägen Fläche, Bild 6.1-16). Bei ho-
Bild 6.1-15.1
Bild 6.1-15.1 (Beispiel 6.1-1, Lit 6.1-17):Bereits eine geringe Belastungserhöhung überder, die sich in Triebwerksversionen geringe-rer Leistung bewährte, führte zur Ermüdungs-rissbildung (LCF) an den Auflageflächen derFan-Schaufelfüße. Es musste von einer Grafit-beschichtung auf eine CuNiIn-Spritzschicht(duktile Anpassung der Anlageflächen,Verschleißschutz) mit einem zusätzlichenGrafitsprühlack (geringer Reibbeiwert führtzu niedrigeren Schubbelastungen in der Auf-lagefläche) umgestellt werden (Details unten).

Seite 6.1-33
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
1
2
3
Start und
Hochfahren
normaler Betrieb
Dre
hza
hl
ab
se
nke
n
Wind-
milling
ab
ste
llen
Gleitgeschwindigkeit
Flächenpressung
1
23
Gle
itg
esch
win
dig
ke
it a
n d
en
Fuß
au
fla
ge
flä
ch
en
Flä
ch
en
pre
ssu
ng
an
de
n F
uß
au
fla
ge
flä
ch
en
Zeit
Schaufel
Auflage-
fläche
Scheibe
starke Gleitschwingungsschwankungen auf Grund des "Stick Slip"-Effekts.
Schaufelschwingungen in normaler (nicht zur Ermüdung führender) Größe, bedingen
wegen der hohen Flächenpressung am Fuß lediglich (wenn überhaupt) kleine Relativ-
bewegungen und -geschwindigkeiten.
Periodische Gleitbewegungen infolge von Schaufelschwingungen. Wegen der relativ
niedrigen Pressung an der Schaufelfußauflage (z.B. bei niedriger Drehzahl bei Windmilling)
können die Gleitgeschwindigkeiten relativ hoch werden.
Die Verschleißbewegungen können an der gleichenBauteilzone in den verschiedenen Betriebsphasen deutlichunterschiedlich sein.
Bild 6.1-15.2
hen Drehzahlen ist üblicherweise die Fliehkraftso hoch, dass größere Relativbewegungen anden Auflageflächen der Schaufeln verhindertwerden. Bei Schaufel- und/oder Scheiben-schwingungen kommt es trotzdem auf Grundder Steifigkeitsunterschiede zu Mikro-bewegungen.Die relativ niedrigen Drehzahlen bei einem imFlug abgeschalteten Triebwerk, das lediglichvom Fahrtwind angetrieben wird (Windmil-ling), ergeben nur geringe Anpresskräfte. Sokönnen Schaufelschwingungen große hochfre-
quente Relativbewegungen bei niedrigerFlächenpressung erzeugen.Hierbei ist ein ört-liches Abheben und wieder aufschlagen (Häm-mern) der Kontaktflächen möglich. DieseVerschleißform kann sich werkstoffspezifischvon reinem Gleitverschleiß unterscheiden, z.B.durch Ausbrüche infolge Schwingermüdung.Windmilling begünstigt so Schwingverschleißam Schaufelfuß und gegebenenfalls anClapperauflagen.

Die Sicherheit von Flugtriebwerken
Seite 6.1-34
Schwingverschleiß (Fretting)Grundlagen
Gegen die Strömung
wirkende Axialkraft
auf Grund der Gaskraft
(Druckaufbau in
Strömungsrichtung)
hochfrequente
Biegeschwingung
Der Abfall des Reibbeiwerts bei Relativbewegungender Auflageflächen kann die axiale Schaufelfixierungunerwartet hoch belasten.
Das Prinzip der Schüttelrutsche
an einer vibrierenden
Auflagefläche.
Das Prinzip des durchdrehenden
Antriebsrades beim Nach-
rutschen der Schaufel in der Scheibe.
Bewegung der
Schaufel schräge, der
Nabenkontur
folgende
Fußauflage
In Strömungsrichtung
wirkende Axialkraft auf
Grund der Fliehkraft und
des niedrigen Reibbeiwerts
infolge Vibrationen durch
Schaufelschwingungen
hochfrequente
Biegeschwingung
Bewegung der
Schaufel
axiale
Fußauflage
Effekte typischer Relativbewegungen
Bild 6.1-16
Bild 6.1-16: Der Reibbeiwert beeinflusst dieBelastung der axialen Fixierung von Rotor-schaufeln. Bei Verdichterschaufeln tritt übli-cherweise eine aus den Gaskräften resultieren-de Axialkomponente gegen die Strömungs-richtung (nach vorne, siehe auch Bild 6.2-5.2)auf. Bei Turbinenschaufeln zeigt die Kraft-komponente in Strömungsrichtung (nachhinten).Führt man sich die eigentlich triviale Tatsa-che vor Augen, dass die Reibkraft richtungs-unabhängig ist wird verständlich warum beimGleiten der Auflageflächen zusätzlich einwir-kende Kräfte keinen Widerstand durch Reib-kräfte erfahren. Der Reibbeiwert ist zu diesemZeitpunkt nahe Null.Ein solcher Zustand tritt bei gefügten Baut-eilen, insbesondere bei Rotorschaufeln, in zweitypischen Fällen auf:Vibrieren die Schaufeln und/oder die Schei-be ausreichend stark, so dass Mikrobewe-
gungen an den Auflageflächen entstehen, wer-den die Reibungskräfte, ähnlich wie bei einerSchüttelrutsche (Skizze rechts oben), deutlichreduziert. Wandern als Folge die Schaufelnaxial, werden die Fixierungen unerwartet hochbelastet. Dieser Effekt ist dann besonders aus-geprägt, wenn große Schaufeln, wie Fan-Schaufeln, auf Grund der Nabenkontur mitschräg nach außen verlaufenden Fußauflage-flächen versehen sind (mittlere Skizze). Ist indiesem Fall die axiale Fliehkraftkomponentedeutlich größer als die der Gaskraft, erfolgtein möglicher Schaufelversatz in Strömungs-richtung.Der selbe Effekt, jedoch deutlicher, wurde imVertikalschleuderstand (im Vakuum, d.h. ohneGaslast) beobachtet.Hier kam es beim Hochfahren eines Fanrotorsmit schrägen Fußauflageflächen, ohne dassmerkliche Vibrationen einwirkten, zu einemplötzlichen axialen Versatz der Schaufeln in

Seite 6.1-35
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Beispiel 6.1-1 (Lit 6.1-17, Bild 6.1-15.1):
Zitat: „....(the OEM) is to issue servicebulletins to all..... operators which will revise,and in most cases alleviate, the tight inspectionintervals for the engine’s fan blades which havebeen in place since the failure of a blade on aEmirates (aircraft) in Melbourne, Australiaearlier this year.
Intensive tests conducted by the engine makerhave confirmed the failure was caused by dif-ferential stresses imposed on the blade rootby patchy lubricant, rather than by a funda-mental design flaw, as some operators hadinitially feared.
The fix is the use of Metco 58, a copper-nickel-indium alloy coating material, whichhad been introduced into the ...fan bladeproduction process last July. The failed bladewas an earlier production unit which hadbeen coated with a graphite-based paintcalled PL 237. Tests showed that under highthrust settings, this becomes patchy and causesstresses to build up in the blade root, resultingin cracks.
...a fleet wide inspection of all fan sets (124aircraft in service plus spares) revealed fourcracked blades....after the completion of teststhe UK Civil Aviation Authority is likely to
‘move the inspections out to 1,200 cycles inmost cases...
Under an amendment to a Federal AviationAdministration airworthiness directive issuedin February, operators have been required toinspect....at intervals as often as every 200cycles in the case of the higher thrust... (engine)versions.
Even the lower powered (engines)...requiredinspection every 400 cycles...
Tests proved that the phenomenom onlyaffected the higher power engines...
The fan root requires lubricantingbecause, under acceleration, the energy ofthe fan forces the disc to dilate. The blade,which has a curved root, then sits furtherout in the dovetail fitting. Underdeceleration, the blade root slides back asthe disc returns to its original shape.
Lubrication is required to ease the frictionbetween the blade root and the dovetail, andthe cracks occurred when the original lubricantbecame patchy under high thrust loads. Thisallowed parts of the surface to stick, whichcaused differential stresses to build up andeventually cracks to appear.“
Kommentar: Der betroffene Triebwerkstypist ein modernes großes Fantriebwerk mit ho-hem Bypass-Verhältnis. Der schädigende Vor-gang wird in Bild 6.1-15.2 beschrieben. Die-ser Fall demonstriert wie sehr die kritischeFußbelastung von der Auswahl des richtigenteilespezifischen Tribosystems abhängt.
In Lit 6.1-18 wird berichtet, dass der Metco58 Belag durch Flammspritzen aufgebrachtwird. Danach wird wieder eine Grafit-Gleit-schicht jedoch als Aerosol aufgebracht. Eswird auch hier betont, dass die Rissbildung nuran besonders hoch belasteten Triebwerks-versionen auftrat. Dies zeigt, dass gerade anden Auflageflächen von Verdichterschaufelnaus Titanlegierungen kleine Belastungs-erhöhungen zu gravierenden Schäden füh-ren können.
vertikaler Richtung nach oben unter Auf-zehrung des Axialspiels von einigen ZehntelMillimetern. Offenbar führte die Aufweitungder Verdichterscheibe unter den Fliehkräftenzu einem Nachrutschen der Schaufeln mit ei-nem entsprechenden Abfall des Reibbeiwerts.Dieser Vorgang lässt sich mit dem Verlust derFührung durchdrehender Antriebsräder(Skizze rechts unten) vergleichen. Der Versatztrat bei den einzelnen Schaufeln zu unterschied-lichen Zeiten ein, was zu großen Unwuchtenführte. Die massiven Haltenasen erfuhrenderart hohe Stoßbeanspruchungen, dass es zudeutlichen plastischen Verformungen kam. Ersteine Verstärkung und ein in axialer Richtungspielfreier Einbau konnten das Problem lösen.

Die Sicherheit von Flugtriebwerken
Seite 6.1-36
Schwingverschleiß (Fretting)Grundlagen
Bild 6.1-17: Die Art und Menge der Verschleiß-produkte kann je nach Werkstoff entscheidendvon der Flächenpressung beeinflusst sein (Dia-gramme oben). Bei Versuchen ist deshalb aufbetriebnahe Flächenpressung zu achten.Stähle zeigen eine besonders ausgeprägte Bil-dung von Oxiden (Fe
2O
3 und Fe
3O
4 ) mit un-
terschiedlichen Verschleißeigenschaften. In derKontaktzone ist, entsprechend dem unterenDiagramm, bereits bei relativ niedrigen Gleit-geschwindigkeiten mit örtlichen Schmelz-temperaturen zu rechnen. Wird die Grenzdickeder Oxidschicht durchbrochen kommt es zummechanischen Abtrag.
Korrosive und oxidierende Einflüsse auf den Schwingverschleiß
Korrosive Einflüsse wirken aus der umgebenden Atmosphäre, wenn kein ausreichend dichterKontakt der Anlageflächen besteht. Bei Verdichterschaufeln handelt es sich in erster Linie um eineSalzlösung, die durch Schwitzwasserbildung in Meeresatmosphäre entsteht. Reiboxidation wirdbei korrosionsempfindlichen Werkstoffen, wie Al- Legierungen und Stählen, gewöhnlich mit stei-gender relativer Luftfeuchtigkeit verstärkt.
Wenn in den hinteren Verdichterstufen merkliche Schwingungen auftreten, sind die Betriebs-temperaturen bereits so hoch, dass kein wässriges Korrosionsmedium mehr vorliegt.
Eine weitere Schädigungsmöglichkeit besteht in der Zersetzung von Gleitschichten durch dieBetriebstemperaturen und/oder die Reibungswärme und die mechanische Beanspruchung imFertigungsprozeß. An den Reibflächen im Verdichter sind Temperaturen von 200-500°C üblich.„Temperaturblitze“ im direkten Kontakt der Rauigkeiten liegen jedoch weit höher. Dies erhöht dieOxidationsneigung frisch erzeugter metallischer Verschleißflächen. Der zum Verdichteraustritt hinsteigende Luftdruck (je nach Triebwerk heute deutlich über 30 bar) erhöht entsprechend dasSauerstoffangebot und die Oxidationsneigung (Bild 6.1-17).
Verschleißprodukte, insbesondere Oxide beeinflussen das Verschleißverhalten. Sie können denVerschleißvorgang beschleunigen. Wirken sie jedoch als Gleitschicht, wird dadurch erst ein befrie-digendes Betriebsverhalten erreicht. Bei Superlegierungen, insbesondere auf Kobaltbasis (in Brenn-kammern) gewährleistet die Bildung von Oxiden ein gutes Verschleißverhalten bei erhöhter Tem-peratur (Bild 6.1-18).

Seite 6.1-37
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Das Verschleißverhalten wird entscheidend von der Art bzw. dem Verhalten der Verschleißprodukte bestimmt.
nominale Flächenpressung [N/mm2]nominale Flächenpressung [N/mm2]
Fe2O3
FeO
metallisches Fe
0 0,5 1 1,5 2 2,5
10
1,0
0,1
Vers
chle
iß [g/c
m2.1
0 k
m]
100
90
80
70
60
50
40
30
20
10
0
Ante
il der
Vers
chle
ißpro
dukte
[%
]
Zusammensetzung der Verschleißprodukte
in Abhängigkeit vom Andruck (nach Dies und Mailänder).
Materialkombination: weicher Stahl/Cr-Stahl vergütet,
kein Schmierstoff
Verschleiß in Abhängigkeit vom Andruck
-Fe2 O3 wirkt als Schmierstoff
0 0,5 1,0 1,5 2,0
Schic
htd
icke
Vers
chle
iß
Verschleiß und Verschleißprodukte in Abhängigkeit von der Gleitgeschwindigkeit
beim Verschleißsystem Stahl auf Stahl (nach Yashimoto)
"I" mechanischer Verschleiß
"II" Verschleiß unter Bildung von Fe2O3"III" Verschleiß unter Bildung von Fe3O4
I+II+IIII I+II+IIIII+IIII+II
Gleitgeschwindigkeit
Ve
rsch
leiß
vo
n F
e2
O3
+m
ech
. V
ers
ch
leiß
Sch
me
lzte
mp
era
tur
in d
er
Ko
nta
ktz
on
ew
ird
err
eic
ht.
Be
gin
n d
er
Fe3
O4
Sch
ich
t +
me
ch
. V
ers
ch
leiß
nur Verschleiß der Fe3O4 Schicht
Grenzdicke der
Oxidschichtmechanischer
Verschleiß
mechanischer
Verschleiß
Fe3O4Fe2O3
nu
r V
ers
ch
leiß
de
r F
e2
O3
Sch
ich
t
Bild 6.1-17

Die Sicherheit von Flugtriebwerken
Seite 6.1-38
Schwingverschleiß (Fretting)Grundlagen
Werkstoffeinfluss auf den Schwingverschleiß
Ein Werkstoff erfährt durch Fretting unterschiedliche Schädigungen. Der Abtrag bei abrasivem oder adhäsivem Verschleiß, der durch Pittingbildung infolge von
Ermüdungsrissen unter der Oberfläche verstärkt werden kann, führt zu Maßänderungen. Abfall der Schwingfestigkeit durch makrorissbildende Ermüdungsvorgänge. Die Schwing-
festigkeit wird durch das Anstrengungsverhältnis (Bild 6.1-11) charakterisiert. Beide Schädigungs-formen werden von Faktoren beeinflusst, deren Auswirkung von der Werkstoffpaarung abhängt:
- Neigung zum Kaltverschweißen („Fressen“) und zur Legierungsbildung erhöht die Reibkräfteund den Verschleiß. Superlegierungen und besonders Titanlegierungen neigen zu diesem Schadens-mechanismus.
- Mit steigender Härte bzw. Festigkeit verringert sich im allgemeinen die abrasive Verschleiß-wirkung. Eine Kaltverfestigung kann sich unterschiedlich auswirken. Erhöht sie die Reaktivitätsteigt der Verschleiß. Die Festigkeitssteigerung wirkt dagegen verschleißmindernd.
- Der Abfall der Schwingfestigkeit durch Fretting steigt mit der Kerbempfindlichkeit des Werk-stoffes.
- Die Bildung von Oxiden beeinflusst das Gleitverhalten entscheidend. Oxide können wie einTrockenschmierfilm wirken (Bild 6.1-15 und 6.1-18), sie können aber auch zum Verklemmen undFressen führen (Bild 6.2-14). Es kann deshalb entscheidend sein, dass Neuteile die im Betriebmerklich oxidieren vor dem Einbau voroxidiert werden. Damit verbessert sich in der für dasFrettinggverhalten entscheidenden Anfangszeit von ca. 100 Bewegungszyklen der Widerstandgegen eine Schädigung durch Kaltverschweißen („Fressen“). Dieser Effekt ist besonders bei Baut-eilen für zyklische Schleuderversuche im „Vakuum“ zu berücksichtigen.
- Je niedriger die Wärmeleitfähigkeit und die spezifische Wärme eines Werkstoffs, um so ausge-prägter die Aufheizung durch Reibung in den Kontaktzonen. Die Folge sind Spannungsänderungen(Wärmespannungen, Eigenspannungsänderungen), Gefügeveränderungen (z.B. Aufhärten, Anlas-sen ) und Festigkeitsabnahme (z.B. Abbau von Verfestigungen, Oxidation).
- Je geringer die Gefügestabilität des Werkstoffes, um so eher verändern ihn die reibungsbedingteWärmeeinwirkung und/oder die Verformungsprozesse. Gefügeumwandlungen wie Überalterung(bei Al-Legierungen), Aufhärten oder Anlassen bei martensitischen Stählen, Veränderung der Gefüge-anteile bei Titanlegierungen und Bildung von Verformungsmartensit bei austenitischen Cr-Ni-Stählensind die Folgen.
Besonders empfindlich gegenüber Frettingermüdung verhalten sich Titanlegierungen (Bild 6.1-19). Der Abfall der Schwingfestigkeit kann 20% des Wertes ohne Fretting erreichen. Mit steigen-der Betriebstemperatur fällt nach Bild 6.1-18 die Schwingfestigkeit bei Fretting weiter ab. Ähnli-ches gilt für hochfeste Al-Legierungen. Weniger empfindlich sind dagegen Cr-Stähle und Ni-Ba-sis-Schmiedelegierungen. Verschleißversuche an einer Vielzahl von Werkstoffkombinationen mitund ohne Gleitschichten wurden veröffentlicht. Metallische Zwischenlagen (Kupfer) mit gleich-zeitiger Gleitlackbeschichtung zeigen die besten Versuchswerte. In der Praxis haben sich im unte-ren Temperaturbereich kugelgestrahlte Oberflächen und Gleitschichten auf Grafitbasis bewährt(Bild 6.1-19). Bei erhöhten Temperaturen, die zu einer beschleunigten Oxidation des Grafitlacksführen würden, scheinen metallische Spritzschichten (Bronzen) auf Schaufelfüßen aussichtsreich.

Seite 6.1-39
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Eine Vielzahl von Parametern wie Temperatur, Frequenz und die Größe der Relativbewegung,Gleitgeschwindigkeit und Flächenpressung können das Frettingverhalten merklich beeinflussen.
15Hz
10Hz
20Hz
Material HS-25 (Co-Basis)
gegen artgleich, 600°C
Amplitude 2 mm (!)
Material HS-25 (Co-Basis)
gegen artgleich, 20°C
Amplitude 2 mm (!)
Material HS-25 (Co-Basis)
gegen artgleich.
Amplitude 2 mm, Frequenz 10Hz
Zeit [ h ] Zeit [ h ] Zeit [ h ]
0 1 2 3 4 5ge
sa
mte
s V
ers
ch
leiß
vo
lum
en
(K
en
nza
hl)
ge
sa
mte
s V
ers
ch
leiß
vo
lum
en
(K
en
nza
hl)
ge
sa
mte
s V
ers
ch
leiß
vo
lum
en
(K
en
nza
hl)10
7,5
5,0
2,5
00 1 2 3 4 0 1 2 3 4 5
10
5
5
4
3
2
1
(nach J.Thiery und R. Spinat)
20Hz
15Hz
10Hz
250°C
20°C
400°C
750°C
3
2
1
0
0 1 2 3 4
Flächenpressung [Kennzahl]
Ve
rsch
leiß
ge
sch
win
dig
ke
it [
Ke
nn
za
hl]
3
2
1
0Ve
rsch
leiß
ge
sch
win
dig
ke
it [
Ke
nn
za
hl]
0 10 20 30 40
Frequenz [Hz]
Verschleißgeschwindigkeit in Abhängigkeit von Flächenpressung und Frequenz
bei Frettingbeanspruchung.
Material:HS-25 (Co-Legierung)
Temperatur: 20°C
Amplitude 2 mm
Material:HS-25 (Co-Legierung)
Temperatur: 20°C
Amplitude 2 mm
Frequenz: 10Hz
Bild 6.1-18
Beschreibung von Bild 6.1-18 nächste Seite

Die Sicherheit von Flugtriebwerken
Seite 6.1-40
Schwingverschleiß (Fretting)Grundlagen
Bild 6.1-19: Die Frettingempfindlichkeit derTitanlegierung Ti 6Al 4V steht hier als typischesBeispiel für diese Legierungsgruppe. Die Un-tersuchungen (Diagramm links, Lit. 6.2-1)wurden mit Andruckklötzchen und Flachproben(Bild 6.1-13) bei Raumtemperatur durchge-führt. Ohne Frettingeinfluss erhält man kugel-gestrahlt oder abrasivgestrahlt nahezu gleichhohe Schwingfestigkeitswerte. Nur kugel-gestrahlt oder nur gleitbeschichtet ergibt un-ter Frettingeinfluss ähnlich schlechteSchwingfestigkeiten von ca. 30 % des Wertesohne Fretting. Dies ist erstaunlich, da übli-cherweise davon ausgegangen wird, dassKugelstrahlen alleine für die Anhebung derSchwingfestigkeit unter Fretting verantwortlichist. Zumindest für die vorliegenden Verschleiß-parameter (z.B. Raumtemperatur) gilt die po-sitive Wirkung des Kugelstrahlens offenbarnicht. Den größten Schwingfestigkeitsabfallzeigen erwartungsgemäß abrasiv gestrahlteProben unter Fretting, da hier, bei hoherRauigkeit, keine nennenswerte Verfestigungvorliegt und in die Oberfläche eingelagerteAbrasionspartikel die Schädigung unterstützenkönnen.Am besten verhalten sich Proben bei denen dieOberfläche kugelgestrahlt und gleitlackbe-schichtet wurde. Diese Proben erreichen un-ter Fretting ca. 80% der Schwingfestigkeit ohneFretting. Eine Erklärung für dieses Verhaltenwäre die Reservoirwirkung der Kalotten-struktur der Oberfläche in Kombination mit derGleitlackbeschichtung. Auch hier scheint sichwieder der entscheidende Einfluss eines nied-rigen Reibbeiwerts zu zeigen. Ein niedrigerReibbeiwert vermindert die Anstrengung undwirkt so schwingfestigkeitsverbessernd (Bild6.1-11 und 6.1-12).Im rechten Diagramm ist zu erkennen, dass zu-mindest bis Temperaturen um 350°C mit stei-gender Temperatur im Gegensatz zu nichtfrettingbeeinflussten Proben ein weitererSchwingfestigkeitsabfall eintritt. Anscheinendbilden sich noch keine schützenden Oxid-schichten.
Bild 6.1-18 (Lit 6.1-14): Für eine Kobaltbasis-legierung, wie sie z.B. bei Turbinenleitschau-feln der Hochdruckstufen oder in Brennkam-mern zur Anwendung kommt, wird derSchwingverschleiß in Abhängigkeit von Tem-peratur, Flächenpressung, Verschleißfrequenzund Zeit dargestellt.Bei 250 °C ist ein Schwingverschleißmaxi-mum zu beobachten (Diagramm oben links).Mit steigender Betriebstemperatur nimmt derSchwingverschleiß deutlich ab und liegt merk-lich niedriger als bei Raumtemperatur. Ursa-che für dieses Verhalten ist die Bildungverschleißmindernder Oxide.Mit steigender Schwingfrequenz nimmt derVerschleiß bei 20°C im Bereich von 10-20 Hznäherungsweise linear zu (Diagramm obenmitte und unten rechts). Dieses Verhaltenstimmt mit der Zunahme des Verschleißwegsplausibel überein, wenn man von einem adhä-siven und abrasiven Verschleißmechanismusausgeht. Der deutliche Anstieg der Verschleiß-geschwindigkeit mit der Flächenpressung beiniedrigen Temperaturen ist ein weiteres Indizfür metallischen Kontakt, Verschleißfläche unddabei ablaufende Freßvorgänge. Dies unter-stützt die Annahme, dass der relativ hohe Ver-schleiß bei niedrigen Temperaturen auf fehlen-de schmierende Oxide zurückzuführen ist.Im Temperaturbereich von 600°C ( Diagrammoben rechts) ist genau das umgekehrte Verhal-ten wie bei 20°C zu beobachten. Mit steigen-der Schwingfrequenz nimmt das Verschleiß-volumen deutlich ab. Dies läßt auf einen ande-ren Verschleißmechanismus schließen, der zumAufbau einer Verschleißschutzschicht (wahr-scheinlich einer Oxidschicht) führt.Beobachtungen weisen darauf hin, dass eineVoroxidation bei Nickellegierungen den Ver-schleiß der Schaufelfüße und den Verschleißin den Scheibennuten drastisch vermindernkann. Dabei sind die ersten ca. 100 Start/Ab-stell Zyklen von entscheidender Bedeutung fürden Langzeitverschleiß. Dieses Verhalten istauch bei zyklischen Schleuderversuchen inPrüfständen zu berücksichtigen.

Seite 6.1-41
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Frettingermüdung (in situ) einer
kugelgestrahlten Ti-Legierung
(Ti 6Al 4V) bei unterschiedlichen
Temperaturen.
Titanlegierungen haben sich als besonders frettingempfindlicherwiesen. Kugelstrahlen und Gleitlackbeschichtung haben sich zur Behandlung der Kontaktflächen bewährt.
0
Sp
an
nu
ng
sa
mp
litu
de
105 106 107104 108
Lastwechsel bis zum Bruch
200°C und 350°C
350°C
200°C
ohne Fretting
mit Fretting
Schwingfestigkeit von Ti 6Al 4V Rundproben unter
Biegewechselbeanspruchung
Lastspielzahl
105 106 107
Sp
an
nu
ng
sa
mp
litu
de
[N
/mm
2]
600
500
400
300
200
100
0
kugelgestrahlt
Al-Oxid nassgestrahltgleitbeschichtet
kugelgestrahlt
Al-Oxid nassgestrahltkugelgestrahlt und gleitbeschichtet
Bild 6.1-19
Es sei darauf hingewiesen, dass diese Anga-ben noch keinen Schluss auf das Verhalten imGrenzbereich der Einsatztemperatur um 500°Czulassen, weil dann eine merkliche Oxidationerfolgt (siehe Bild 6.1-20). Ob sich Gleitlackauf die Schwingfestigkeit günstig auswirkt,dürfte entscheidend von der Flächenpressung(Durchreiben der Schutzschicht) und der Tem-peratur (Oxidation des Gleitlacks) abhängen.Die Abnahme der Schwingfestigkeit als Folgeeines Nachlassens der Verfestigung des Kugel-strahlens (Kriechen bei erhöhter Temperatur)ist dagegen für Titanlegierungen offenbar we-niger kritisch. Kugelgestrahlte Proben weisenoffenbar eine lediglich geringfügig höhereSchwingfestigkeit mit und ohne Fretting auf alsabrasiv gestrahlte Proben ohne deutlichenVerfestigungseffekt.
Bild 6.1-20: Wie stark das Verhalten einesWerkstoffs bei Schwingverschleiß von denBetriebseinflüssen, insbesondere der Betriebs-temperatur, abhängig ist, soll dieses Beispielzeigen. Eine mit einer metallischen Verschleiß-schutzschicht versehene Verdichterrotor-
schaufel aus einer hochfesten Titanlegierungverhält sich unter Frettingbedingungen im hin-teren Verdichterbereich („B“) zufrieden-stellend, während die unbeschichtete aberkugelgestrahlte Schaufel nach kurzen Betriebs-zeiten durch Schwingermüdung imFrettingbereich versagt.Es kommt unter der hohen Flächenpressung le-diglich zu einer plastischen Verformung derSchutzschicht ohne Rissbildung in der Schichtoder dem Grundmaterial. Eine unzulässigeOxidbildung wird nicht beobachtet. Offenbarist der Reibbeiwert bzw. die Anstrengung überdie Betriebszeit so niedrig (Bild 6.1-10 und 6.1-11), dass eine Schwingermüdung nicht erfolgt.Die erhöhte Betriebstemperatur, möglicherwei-se zusammen mit einem relativ großenSauerstoffangebot (hoher Druck), dürften daserwünschte Verhalten dieses Tribosystems ent-scheidend beeinflussen. Interessanterweiseführt die für den hinteren Verdichterbereich ty-pische relativ hohe Betriebstemperatur nichtzu einem starken Abfall der Schwingfestigkeitunter Fretting, wie er Bild 6.1-19 bei Extrapo-lation zu entnehmen wäre.

Die Sicherheit von Flugtriebwerken
Seite 6.1-42
Schwingverschleiß (Fretting)Grundlagen
A B
B
A
Das Betriebsverhalten von Schaufelfußbeschichtungenhängt entscheidend von den Betriebsparametern ab.Was sich in einer Stufe bewährt, kann in einer anderenStufe versagen.
Typische Parameter welchedas gleiche Tribosystem an derFußauflage in verschiedenen Stufenbeeinflussen können:
- Temperatur- Luftdruck- Staubablagerungen- Werkstoffkombination Schicht/Grundmaterial- Relativbewegung- Frequenz der Relativbewegung
- Schichtversprödung- spröde Oxide- hoher Reibbeiwert führt zu Rissen im Grundwerkstoff
- Plastische Verformung der Beschichtung
Bild 6.1-20
Bild 6.1-20.1 (Lit. 6.1-20): Im Auflagebereichder Zwischenstufendichtungen (engl. Spacer)an den Scheiben einer bestimmten Verdichter-stufe (Skizze unten rechts) wurde nach langenLaufzeiten (über 13 000 Startzyklen) starkesFretting und Rissbildung festgestellt. Anschei-nend handelt es sich um LCF-Risse die vondem Fretting ausgelöst wurden (engl. frettinginduced fatigue). Dieses steht offenbar im Zu-
Beim Einsatz der gleichen Werkstoffkom-bination im vorderen Verdichterbereich („A“),d.h. bei niedrigeren Temperaturen, tritt eineZerrüttung der Verschleißschicht mit einge-drückten Oxiden und Rissbildung auf. DerGrundwerkstoff zeigt ebenfalls Anrisse, wasauf einen hohen Reibbeiwert bzw. eine hoheAnstrengung deutet. Erstaunlich ist die relativstarke Oxidbildung trotz der niedrigenBetriebstemperatur. Offenbar handelt es sichum eine Oxidform, die sich bei den vorliegen-den Temperaturen spröd verhält und keineSchmiereigenschaften aufweist. In einem wech-
selseitigen Zusammenspiel zwischen Metallab-rieb und Oxidbildung dürfte es zu hohen Reib-beiwerten kommen.

Seite 6.1-43
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Rückseite der Scheibe
Rissbildung
Frettingzone mit aufgeschmierter
Korrosionsschutzschicht
Auch manche Korrosionsschutzschichten stehenim Verdacht eine Frettingschädigung zu begünstigen.
Verdichterscheibe aus Vergütungsstahl mit
Nickel-Cadmium-Korrosionsschutzschicht
Zwischenstufendichtrong (Spacer) aus
Vergütungsstahl mit anorganisch gebundener,
Al-Pulver gefüllter Korrosionsschutzschicht.
Bild 6.1-20.1
äußerst bedenklich (Band4 Bild 16.2.1.8.3-8).Bei Betriebstemperatur kann Cd als LME(Lötrissigkeit) oder SMIE (Diffusion) Risseauslösen. Das dürfte der Fall sein, wenn diedünne Ni-Trennschicht unter dem Cadmiumdurch Fretting beschädigt wird.Möglich ist aber auch, dass bereits Frettingallein die Schwingfestigkeit für die Rissbildungausreichend absenkte. Leider geht der Scha-densmechanismus aus den vorhanden Unter-lagen nicht hervor.
sammenhang mit abgelöster Korrosions-schutzschicht des Spacers. Es handelt sich umeinen anorganischen Binder (Phoshat) der mitAl-Pulver gefüllt ist. Die Schicht wird in älte-ren Triebwerkstypen an einer Vielzahl von sta-tischen und rotierenden Bauteilen aus hoch-festen Stählen angewendet. Zumindest an frei-en Flächen hat sich die Schicht bestens bewährtund ist erfahrungsgemäß problemlos. Das giltnicht für die Gegenschicht aus Nickel-Cadmi-um (NiCd) auf der Scheibe. Kommt Cd direktmit dem Stahl der Scheibe in Kontakt, ist dies

Die Sicherheit von Flugtriebwerken
Seite 6.1-44
Schwingverschleiß (Fretting)Grundlagen
Einfluß der Verschleißbewegung auf den Schwingverschleiß:
Abhängig von der Art der Verschleißbewegung, z.B. überwiegend hämmernd, gleitend, abwäl-zend oder einer Kombination dieser Bewegungen, treten unterschiedliche Oberflächen-beanspruchungen auf. Bei gleitender Bewegung (parallel zur Oberfläche) ist eher ein abrasivgeometrieverändernder Verschleißeffekt zu erwarten, beim Hämmern kann dagegen rissbildendeErmüdung überwiegen. Es liegen Erfahrungen vor, dass gerade Hämmerverschleiß besondersfestigkeitsmindernd wirken kann. Die Entstehung und der Transport von Verschleißpartikeln istebenfalls von der Bewegungsart abhängig. Auf den Kontaktflächen von Schwalbenschwanzfüßenkommt es bei Schaufelschwingungen und Drehzahländerungen zu örtlich unterschiedlichen undsich verändernden Flächenpressungen. So kann eine Kippbewegung des Fußes bei niedrigen Flieh-kräften (z.B.Windmilling oder Start / Abstellphase) zu den Scheibenhöckerkanten hin bevorzugteine hämmernde Beanspruchung ermöglichen, während in Flächenmitte Gleitbewegungen über-wiegen (Bild 6.1-21). Bei hohen Fliehkräften sind dagegen bei Schaufelschwingungen eher glei-tende Mikrobewegungen zu erwarten.
Beim Anfahren eines Triebwerks, treten durch die elastische Aufweitung der Scheibe und damitelastischer Verformung im Fußbereich von Schaufel und Scheibennut in erster Linie gleitendeBewegungen auf.
Falls es während der Verschleißbewegung zu einem Abheben der Kontaktflächen und damit zueiner „Pumpwirkung“ kommt, von der Umgebungsmedien (z.B. Luft oder Wasser) in den Spaltgefördert werden und / oder Verschleißprodukte aus dem Spalt transportiert werden, so sind da-durch verständlicherweise vollkommen andere Bedingungen (korrosiv, adhäsiv usw.) gegeben alsbei ständig dicht anliegenden Berührungsflächen, insbesondere dann, wenn eine duktile, abdich-tende Zwischengleitschicht vorhanden ist (z.B. Fett oder Gleitlack).
In diesem Zusammenhang ist auch der der Einfluss der Amplitudengröße auf den Verschleiß zuberücksichtigen. Sind auf der Kontaktfläche Gleitfilme, wie z.B. Oxidhäute, vorhanden, so kommtes ab einer bestimmten, werkstoffspezifischen und von der Flächenpressung (Bild 6.1-17) abhän-gigen Mindestamplitude zur Zerstörung dieser Gleitschicht und damit zum metallischen Kontakt,was starken adhäsiven und abrasiven Verschleiß zur Folge hat (Bild 6.1-10). Gewöhnlich steigtder Verschleiß mit der Schwingweite deutlich an. Die Bewegungsamplitude hat darüber hinausaber auch einen großen Einfluß auf Form, Transport und Ablagerung der Verschleißprodukte (Oxi-de, metallische Partikel, Gleitschichtrückstände). Die makroskopische Verschleißbreite (Breite derFrettingzone in Richtung der Gleitbewegung) entspricht nur in den seltensten Fällen der Schwing-weite der Verschleißbewegung. Die Schwingweite der Mikrobewegungen ist gewöhnlich sehr vielkleiner und kann durch eine mikroskopische Untersuchung (REM) der Verschleißzone abgeschätztwerden.
Bild 6.1-21: In den unterschiedlichen Betriebs-phasen können charakteristische Frettingbewe-gungen (Bild 6.1-14) auftreten. Dabei könnenniedrig- (z.B. Drehzahländerungen) und hoch-frequente (z.B. Schaufelschwingungen) Mikro-bewegungen unterschiedlicher Größe auftre-ten. Neben Gleitbewegungen sind auchHämmerbewegungen denkbar, wenn bei nied-
riger Fliehkraft Schaufelschwingungen auftre-ten. Die Lage der Frettingzonen kann sich da-bei auch charakteristisch ändern.Änderungen der Stillstandszeit können dieReibbedingungen deutlich beeinflussen (Dia-gramm unten). Die Reibkraft ist z.B. bei kur-zen Stillstandszeiten von deren Dauer deutlichabhängig.
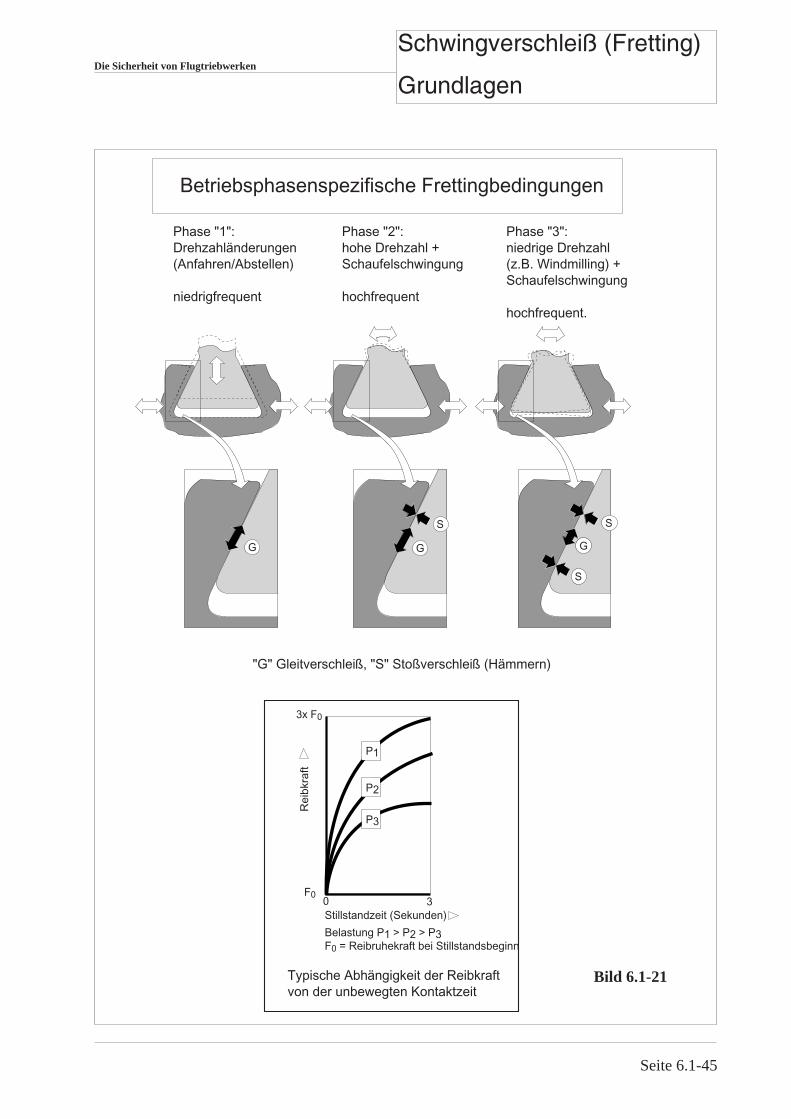
Seite 6.1-45
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Phase "1":
Drehzahländerungen
(Anfahren/Abstellen)
niedrigfrequent
Phase "2":
hohe Drehzahl +
Schaufelschwingung
hochfrequent
Phase "3":
niedrige Drehzahl
(z.B. Windmilling) +
Schaufelschwingung
hochfrequent.
G G G
S
S
S
"G" Gleitverschleiß, "S" Stoßverschleiß (Hämmern)
Typische Abhängigkeit der Reibkraft
von der unbewegten Kontaktzeit
Stillstandzeit (Sekunden)
0 3F0
3x F0
Reib
kra
ft
Belastung P1 > P2 > P3F0 = Reibruhekraft bei Stillstandsbeginn
P1
P2
P3
Betriebsphasenspezifische Frettingbedingungen
Bild 6.1-21

Die Sicherheit von Flugtriebwerken
Seite 6.1-46
Schwingverschleiß (Fretting)Grundlagen
Einfluss der Kontaktflächengeometrie auf den Schwingverschleiß:
Meist besteht bei technischen Oberflächen der direkte Kontakt zwischen den Auflageflächen inbegrenzten Zonen oder Inseln, die nur einen Bruchteil der gesamten Auflageflächen darstellen, undin denen wiederum Kontakt in erster Linie über Rauigkeitsspitzen vorliegt. Die Kontaktzonen er-geben sich aus der geometrischen Gestalt der Kontaktflächen (z.B. plan, einfach gewölbt, sphä-risch), aus Maßungenauigkeiten (Bild 6.1-22) und aus elastischen und plastischen Verformungen.Zum Einfluss der Topografie der Kontaktflächen, wird bei der Darstellung der FertigungseinflüsseStellung genommen. Untersuchungen haben gezeigt, dass das Werkstoffvolumen, welches unterSpannungen durch den Verschleißvorgang steht, offenbar von großer Bedeutung für die Verminde-rung der Schwingfestigkeit sein kann. Bei großen Berührungsflächen, d.h.großem beanspruchtenVolumen (in einer oberflächennahen Zone unter den Berührungsflächen), in denen Fretting auftritt,ist die Ermüdungsgefahr deutlich größer als bei kleinen Berührungsflächen (bei gleichen Verschleiß-bedingungen wie der Flächenpressung). Eine anschauliche Begründung einer Verbesserung desErmüdungsverhaltens gezielter Oberflächenstrukturierung gegen Fretting ist, dass diefrettingbeanspruchten Zonen auf diese Art von den mechanisch dynamisch hoch beanspruchtenZonen getrennt sind, sodass nicht beide Effekte gleichzeitig an einer Stelle schädigend wirksamwerden können. Aus diesem Grund haben sich profilierte, z.B. gerillte Kontaktflächen als vorteil-haft erwiesen ( Bild 6.1-23). Bei Al-Legierungen wurde so die Schwingfestigkeit gegenüber einerglatten Auflagefläche verdoppelt. Diese Erkenntnis kann auch den äußerst günstigen Kugelstrahl-effekt zumindest in Fällen erklären, bei denen die Kontaktwerkstoffe keine deutliche Verfestigungbei plastischer Oberflächenbehandlung , aber trotzdem eine Schwingfestigkeitserhöhung unterSchwingverschleiß zeigen. Bisher wurde keine Serienanwendung gerillter Oberflächen anfrettingbeanspruchten Auflageflächen bekannt.
Die Fertigung von Kontaktflächen ist von erheblicher Bedeutung für das Verhalten einerVerschleißpaarung. So ist die Lage der Verschleißstelle (Bild 6.1-22) und die Höhe der Flächen-pressung abhängig von den Fertigungstoleranzen (z.B. den Winkeln der Schwalbenschwanznutund dem Fluchten der Auflageflächen). Selbst beim Einhalten der geforderten Toleranzen, ist in-nerhalb dieses Bereichs eine merkliche Abweichung von der Idealform zu erwarten (z.B. gewölbtestatt plane Konturen), welche die Form und Lage der Verschleißzonen beeinflusst. Wichtig ist auchdie fertigungsbedingte absolute und mittlere Rauigkeit sowie das Rauigkeitsprofil. Hierzu gehörenForm und Vorzugsrichtung des Rauigkeitsprofils zur Gleitbewegung. So kann die Rauigkeit dieVerschleißwirkung verstärken oder vermindern, auch in Hinblick auf die Schwingermüdung. Dasgünstige Verhalten kugelgestrahlter Flächen (Bild 6.1-19) auf die Ermüdungsvorgänge bei Frettingist nicht zweifelsfrei geklärt. Einerseits werden Verfestigungen und Eigenspannungen für diesenEffekt verantwortlich gemacht, andererseits gibt es jedoch, wie bereits oben erwähnt, deutlicheHinweise, dass zumindest bei hochfesten Titanlegierungen die „Kalotten-Topografie“ entschei-dend ist. Dies wird, wie bei einer Profilierung durch Rillen, auf das kleinere angestrengte Volumenan den Spitzen und auf „Depotwirkung“ der kalottenförmigen Eindrücke für den Abrieb zurückge-führt. Hierzu ist die Beobachtung interessant, dass erst ab einer kritischen Kontaktflächengröße inAbhängigkeit von der Schwingbeanspruchung Ermüdung eintritt. Bei zusätzlicher Gleitlack-behandlung ist eine Reservoirwirkung der Kalotten wahrscheinlich. Versuche haben gezeigt, dasskugelgestrahlte Proben aus einer hochfesten Titanlegierung ohne Fretting sogar niedrigereSchwingfestigkeiten aufweisen können als unbehandelte Proben. Bei Frettingeinfluss waren dieseProben jedoch deutlich schwingfester als die unbehandelten. Dieses Verhalten lässt sich durch denTopografieeinfluss einleuchtend erklären.

Seite 6.1-47
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Verschleißbilder (schematisch) an Schaufelfüßen als Folge von Winkelfehlern
Schwalbenschwanzwinkel
des Schaufelfußes größer
als bei der Scheibennut
Schwalbenschwanzwinkel
des Schaufelfußes kleiner
als bei der Scheibennut
Auflageflächen
windschief
"(Flach-) Biegeschwingung"
("1")
"Hochkant Biegeschwingung"
Torsionsschwingung ("2")
Kombinierte
Beanspruchung
Auflagefläche
1
2
2
Verschleißbilder (schematisch) an Verdichterschaufeln bei unterschiedlichen Schwingformen
Verschleißbilder an den Schaufelfüßen ermöglichenRückschlüsse auf die Auflagebedingungen und Belastungen.
Bei Biegung der Schaufel
ist dieser Bereich der
Scheibennut besonders
belastet.
Die Grundbiegeschwingung
belastet den Schaft der Schaufel
dynamisch besonders hoch.
Bild 6.1-22
Bild 6.1-22: Typische, schematisch dargestellteVerschleißbilder an Schaufelfüßen. DurchFertigungstoleranzen wie Winkelfehler derAuflageflächen können die in den oberen Skiz-zen dargestellten Bilder entstehen. Solche Bil-der können sich mit Verschleißzonen die durcheine Schwingung der Schaufel bedingt sind(Skizzen unten) überlagern. Je nach dem wo
sich der durch Schwingermüdung besondersbeanspruchte Bereich (bei einer Rotorschaufelzum Schaft hin oder bei der Scheibennut radi-al innen, siehe Bild 6.1-10) befindet, ist die Ge-fährlichkeit der Schädigung einzuschätzen.
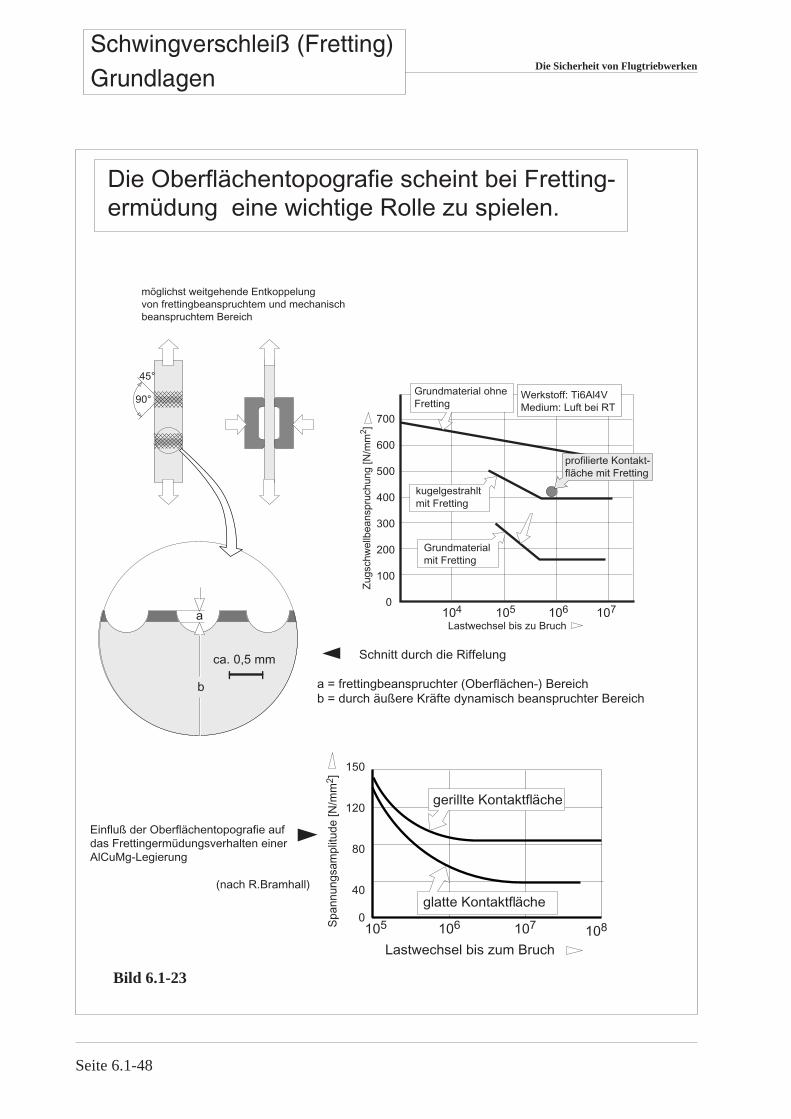
Die Sicherheit von Flugtriebwerken
Seite 6.1-48
Schwingverschleiß (Fretting)Grundlagen
Die Oberflächentopografie scheint bei Fretting-ermüdung eine wichtige Rolle zu spielen.
gerillte Kontaktfläche
glatte Kontaktfläche
Lastwechsel bis zum Bruch
105 106 107108
150
120
80
40
0
Sp
an
nu
ng
sa
mp
litu
de
[N
/mm
2]
Einfluß der Oberflächentopografie auf
das Frettingermüdungsverhalten einer
AlCuMg-Legierung
(nach R.Bramhall)
90°
45°
möglichst weitgehende Entkoppelung
von frettingbeanspruchtem und mechanisch
beanspruchtem Bereich
a
b
ca. 0,5 mm Schnitt durch die Riffelung
a = frettingbeanspruchter (Oberflächen-) Bereichb = durch äußere Kräfte dynamisch beanspruchter Bereich
104 105 106 107
Lastwechsel bis zu Bruch
Zugschw
ellb
eanspru
chung [N
/mm
2]
700
600
500
400
300
200
100
0
Werkstoff: Ti6Al4V
Medium: Luft bei RT
Grundmaterial ohne
Fretting
kugelgestrahlt
mit Fretting
Grundmaterial
mit Fretting
profilierte Kontakt-
fläche mit Fretting
Bild 6.1-23

Seite 6.1-49
Die Sicherheit von Flugtriebwerken
Schwingverschleiß (Fretting)
Grundlagen
Bild 6.1-23: Einige Beobachtungen zum Ver-halten frettinggeschädigter Titanlegierungengegenüber Schwingermüdung deuten daraufhin, dass zumindest unter bestimmten Betriebs-bedingungen der verfestigende Effekt desKugelstrahlens weniger zur Milderung desSchwingfestigkeitsabfalls bei Fretting beiträgtals die typische Kalottenstruktur (siehe Seite6.1-48). Dies hat zu Frettingversuchen mit ge-zielt profilierten Auflageflächen geführt. ImKlötzchenversuch (Bild 6.1-14) konnte mit imKreuzmuster eingepressten Rillen eine ähnli-che Verbesserung wie an kugelgestrahlten Flä-chen erreicht werden (Diagramm oben rechts).Es gibt mehrere Ansätze für eine Erklärungdieses Effekts die möglicherweise auch kom-biniert zur Wirkung kommen:
Literatur zu Kapitel 6.1
- Ablagerungsmöglichkeit für Abrieb oder Re-servoir für Gleitmittel.
- Trennung des frettingbeanspruchten Bereichsvom mechanisch hochbeanspruchten Grund-werkstoff.
- Verkleinerung des unter der Anstrengungs-beanspruchung stehenden Volumens (DetailMitte links).
Auch bei hochfesten Aluminiumlegierungenwurde der Verbesserungseffekt gerillterKontaktflächen bei Frettingbeanspruchungbeobachtet (Skizze unten).
6.1-1 M. Nakao, M. Ikeyama, S. Abe, „Analytical Condition Inspection and Extension ofTime Between Overhaul of F3-30 Engine“, ASME-Paper 91-GT277 des Gas Turbineand Aeroengine Congress and Exposition Orlando, Fl June 3-6, 1991.
6.1-2 H.Uetz, J.Föhl, „Erscheinungsformen von Verschleißschäden“, VDI-Berichte Nr. 243,1975, Seite 143-156.
6.1-3 A.A. Bartel, „Reibkorrosion“, VDI-Berichte Nr. 243, 1975, Seite 157-170.
6.1-4 W.T. Sawyer, Office of Naval Research (Code 463), Department of the Navy, Arlington,Virginia, „Proceedings of the 6 th Meeting of the Mechanical Failure Prevention Group“,MFPG Technical Report No. 9, November 2-4, 1971.
6.1-5 R.B. Waterhouse, „Physics and Metallurgy of Fretting“, Agard-CP-161, 1974
6.1-6 J.W. Kragelski, „Reibung und Verschleiß“, VEB Verlag Technik Berlin, 1979, Seite269-291.
6.1-7 R.K. Betts , Fa. General Electric, „Wear and Fretting Fatigue Resistant Coatings“,AFML-TR-74-18, 1973.

Die Sicherheit von Flugtriebwerken
Seite 6.1-50
Schwingverschleiß (Fretting)Grundlagen
6.1-8 K.H. Kloos, E. Broszeit, „Verschleißschäden durch Oberflächenermüdung“, VDI-Be-richte Nr. 243, 1975, Seite 189-204.
6.1-9 M.J.He, C.Ruiz, „Fatigue Life of Dovetail Joints: Verification of a simple Biaxial Mo-del“, Zeitschrift „Experimental Mechanics, June 1989, Seite 126-131.
6.1-10 H.A. Jergeus, Stal-Laval Turbin AB, „Microslip initiated Cracks in Compressor BladeAttachments“, Paper des Rimforsa Research Seminar on Material Science, 15-18 Au-gust 1977.
6.1-11 R.B. Waterhouse, „Fretting Corrosion“, Pergamon Press, 1972.
6.1-12 W.J. Harris, Rolls -Royce (1971) Ltd. Small Engine Division, „The Influence of Fret-ting“, AGARD-CP-161, Oct. 1974, Seite 7-1 bis 7-11.
6.1-13 D.H. Buckley, NASA Lewis Research Center, „Effect of Various Material Propertieson the Adhesive Stage of Fretting“,AGARD-CP-161, Oct. 1974, Seite 13-1 bis 13-17.
6.1-14 J.Thiery, E.R. Spinat, SNECMA, „Comment Reduire L’Usure des Pièces non Lubrifiéesdans les Turbomachines“, AGARD-CP-161, Oct. 1974, Seite 6-1 bis 6-13.
6.1-15 R.L.Jonson, R.C. Bill, U.S.Army, „Fretting in Aircraft Turbine Engines“, AGARD-CP-161, Oct. 1974, Seite 5-1 bis 5-13.
6.1-16 L.Engel, H. Klingele, „Rasterelektronische Untersuchungen von Metallschäden“, ISBN3-446-13416-6, Carl Hanser Verlag München Wien, Seite 171
6.1-17 Guy Norris, „R-R eases Trent 800 inspections“, Zeitschrift „Flight Unternational“, 5-11 June 2001.
6.1-18 S.W. Kandebo, „“Rolls-Royce Resolves Trent 800 cracks“, Zeitschrift „Aviation Week& Space Technology“, June 4, 2001, Seite 52.
6.1-19 R.J.Schaller, C.Visser, S.Lien, „Ceramic Rotoating Blades: Some Critical Design Pa-rameters for Gas turbine Applications“, ASME-Paper No. 74-GT-96, der Gas turbineConference, Zurich Switzerland, March 31-April4, 1974, auch veröffenlicht in „Jour-nal of Engineering for Power“, July 1975, seite 319 bis 325.
6.1-20 Special Airworthiness Information Bulletin des Aircraft Certification Service , Was-hington, DC. Nach FAA Dokument No. NE-02-22 vom 26. March 2002.Seite 1-3.







