documento nº 1: memoria - facultad de ingenieríaing.unne.edu.ar/dep/mecanica/planta elaboradora de...
TRANSCRIPT

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
5
Documento Nº 1: Memoria

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
6

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
7
Índice:
Documento Nº 1: Memoria ....................................................................................... 5
1. Memoria Descriptiva: ........................................................................................... 9
1.1. Introducción: ...................................................................................................... 9
1.2. Objetivos: ......................................................................................................... 10
1.3. Antecedentes: .................................................................................................. 10
1.4. Datos de partida: ............................................................................................. 11
1.5.1. Que es el biodiesel: ...................................................................................... 12
1.5.2. Procedimiento de obtención: ....................................................................... 13
1.5.3. Mecanismo de la reacción: .......................................................................... 16
1.5.4. Ventajas y desventajas de la utilización de Biodiesel: ................................. 17
1.5.6. Aspecto Ecológico: ...................................................................................... 18
1.5.6.1 El protocolo de Kyoto: ............................................................................. 19
1.5.6.2. Mecanismo para un Desarrollo Limpio (MDL): ...................................... 20
1.5.7.1. Parámetros económicos a tener en cuenta: ............................................. 21
1.5.7.2. El caso de este proyecto: ......................................................................... 23
1.6. Mercado aceitero Argentino: .......................................................................... 23
1.7. Parámetros de la elaboración de biodiesel: .................................................. 26
1.8. Planta de elaboración de Biodiesel: .............................................................. 26
1.8.1. Obtención del aceite: ................................................................................... 27
1.8.1.1. Silo de almacenaje: ............................................................................... 27
1.8.1.2. Prensa de aceite: ................................................................................... 27
1.8.1.3. Filtrado del aceite: ................................................................................. 28

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
8
1.8.1.4. Lavado y secado del aceite: .................................................................. 28
1.8.1.5. Almacenado del aceite: ......................................................................... 29
1.8.2. Obtención del biodiesel: .............................................................................. 30
1.8.2.1. Reactor de biodiesel: ............................................................................. 30
1.8.2.2. Decantadores: ....................................................................................... 31
1.8.2.3. Secado del biodiesel: ............................................................................. 32
1.8.2.4. Filtrado: .................................................................................................. 32
1.8.2.5. Tanques de almacenaje: ....................................................................... 32
1.8.3. Calculo de la planta: .................................................................................... 33
1.8.4. Cálculo del costo de la planta: ..................................................................... 36
1.8.5. Cálculo del costo de elaboración del biodiesel: ........................................... 36
Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
9
1. Memoria Descriptiva:
1.1. Introducción:
El ascenso en los valores de comercialización de los combustibles fósiles así
como el impacto ecológico que estos causan en el medio ambiente, han motivado el
estudio sobre métodos de obtención de energías limpias (alternativas) que no
produzcan emanaciones ó, en el peor de los casos las reduzca lo más posible.
En gran medida Argentina se encuentra atrasada en el estudio e
implementación de estas energías ya que en otros países de Europa y en EEUU se
están implementando actualmente grandes proyectos de investigación y se
encuentran funcionando plantas de obtención de BIODIESEL a gran escala. En
Francia y Estados Unidos se comercializa combustible Diesel cortado (mezclado)
con un porcentaje de combustible obtenido a partir de materias primas renovables al
cual se denomina Biodiesel en una proporción de 5%. En otros países del viejo
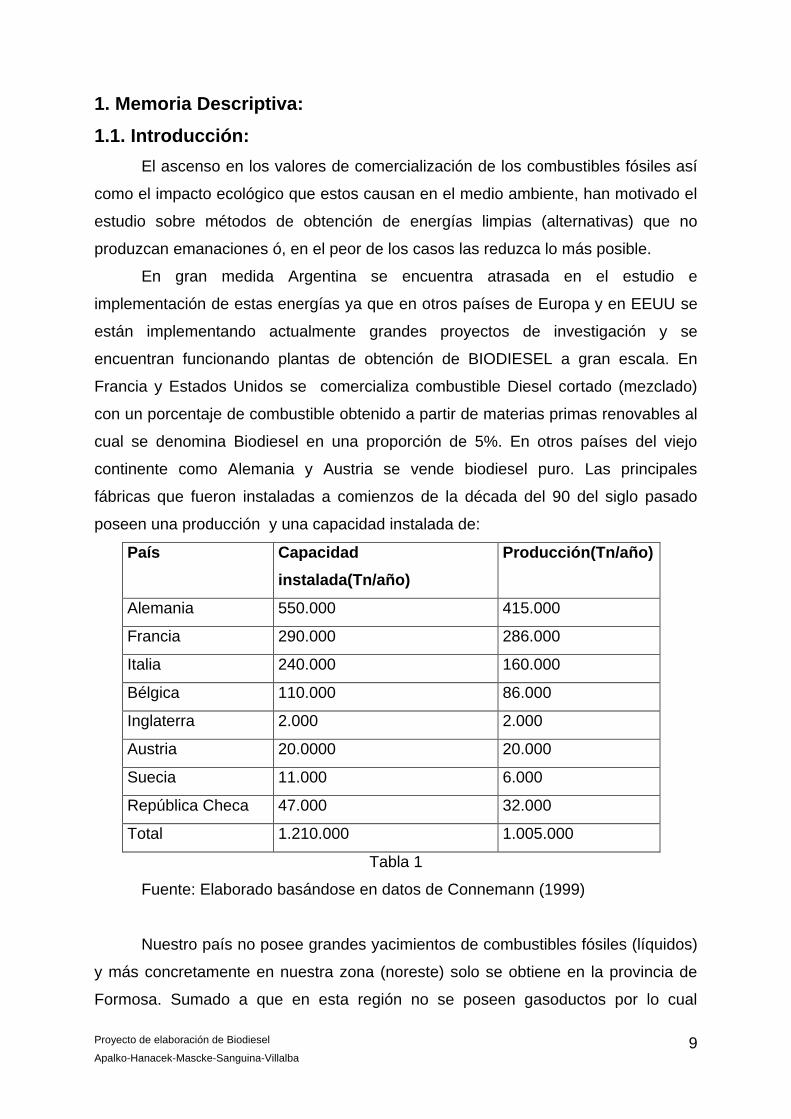
continente como Alemania y Austria se vende biodiesel puro. Las principales
fábricas que fueron instaladas a comienzos de la década del 90 del siglo pasado
poseen una producción y una capacidad instalada de:
País Capacidad
instalada(Tn/año)
Producción(Tn/año)
Alemania 550.000 415.000
Francia 290.000 286.000
Italia 240.000 160.000
Bélgica 110.000 86.000
Inglaterra 2.000 2.000
Austria 20.0000 20.000
Suecia 11.000 6.000
República Checa 47.000 32.000
Total 1.210.000 1.005.000
Tabla 1
Fuente: Elaborado basándose en datos de Connemann (1999)
Nuestro país no posee grandes yacimientos de combustibles fósiles (líquidos)
y más concretamente en nuestra zona (noreste) solo se obtiene en la provincia de
Formosa. Sumado a que en esta región no se poseen gasoductos por lo cual

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
10
suministro de GNC (Gas Natural Comprimido) para su uso en automotores no se
puede realizar; con lo que la única alternativa para propulsar a estos últimos es el
gasoil. Esto hace que sea atractiva la posibilidad de utilizar la producción agrícola,
que es abundante, para el autoabastecimiento de los combustibles.
La obtención de biodiesel se puede realizar a partir de cualquier tipo de
semilla de la que se pueda extraer aceite como pueden ser algodón, soja, girasol,
maíz, etc.
1.2. Objetivos:
Se desea en este trabajo realizar un procedimiento apto para la obtención de
Biodiesel en establecimientos agropecuarios (para autoabastecimiento) a partir de
las materias primas obtenidas en la cosecha de sus cultivos.
Se realizará también el diseño de las instalaciones necesarias para su
obtención partiendo de la semilla y suponiendo que se cuenta con las otras materias
primas como ser alcohol y soda cáustica. Estas instalaciones deberán tener todos
los elementos necesarios para su puesta en marcha, deberán ser de fácil reparación
in situ en la medida de las posibilidades y de sencilla utilización para que sea posible
su operación por obreros no calificados en cuestiones técnicas.
1.3. Antecedentes:
El primer antecedente del uso de combustibles renovables para propulsar
motores diesel son los experimentos de su inventor Rudolph Diesel, el cual empleó
en ellos aceite de maní.
Ya en nuestro país el aceite de girasol fue utilizado en ensayos sobre
rendimiento de motores por el Ingeniero Conti en la Facultad de Agronomía de la
Universidad de Buenos Aires a comienzos del siglo pasado.
En diciembre de 1997 se llevo a cabo una demostración sobre el empleo de
Biodiesel para demostrar la factibilidad de su utilización en las flotas de transporte
terrestre en la Argentina. De esta demostración tomaron parte distintos instituciones
del sector público y privado de nuestro país y de Estados Unidos como son:
Secretaria de Agricultura, Ganadería, Pesca y Alimentación de la Nación
Ministerio de Asuntos Agrarios de la Provincia de Buenos Aires

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
11
Ministerio de Agricultura, Ganadería, Industria y Comercio de la Provincia de
Santa Fe
Sub-Secretaria de Transporte de la Nación
Sub-Secretaría de Planeamiento Urbano y Medio Ambiente de la Ciudad de
Buenos Aires
Instituto de Sociología y Economía Rural (INTA).
Confederaciones Rurales Argentinas - CRA.
Cámara de la Industria Aceitera de la República Argentina - CIARA.
Cámara de Empresarios del Transporte Automotor de Personas - CETAP.
Cámara Empresaria del Autotransporte de Pasajeros - CEAP.
United Soybean Board
American Soybean Association
National Biodiesel Foundation
Ya en nuestra región y en la Facultad de Ingeniería de la Universidad Nacional
del Nordeste se realizaron experiencias de obtención y prueba de Biodiesel a base
de aceite de girasol reciclado en el año 2003 con participación de los profesores de
la cátedra de Máquinas Térmicas I: Ing. Felipe Saltó, Lic. Osvaldo Díaz e Ing. Héctor
Lorenzo y los alumnos, entre los cuales se encuentran los autores del presente
proyecto. En esa experiencia se obtuvo el biocombustible en escala de laboratorio y
se lo probó en un motor Villa monocilíndrico acoplado a un generador eléctrico.
Estos motivaron la necesidad de la realización de un proceso a una escala mayor la
cual se realizará en esta etapa por lo que se puede entender el actual trabajo como
una continuación de la investigación comenzada por nuestros profesores.
1.4. Datos de partida:
A continuación se enumerarán las premisas sobre las cuales se basó en
presente trabajo:
La planta se diseñara de modo que sea modular. Esto significa que si la
capacidad del establecimiento agrícola supera las prestaciones de una unidad se
pueden agregar reactores para aumentar la capacidad de procesamiento.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
12
La obtención del biocombustible se realizará con un mes de antelación lo
cual permitirá encarar en proceso de cosecha o siembra con todo el combustible ya
procesado y almacenado.
El productor deberá contar con las semillas para realizar el combustible las
cuales las acopiara de su cosecha anterior. Para lograr esto se agregara a la planta
un silo para el acopio de la semilla o se acumulará esta ya en forma de aceite de
modo que en la próxima temporada solo se deban realizar los procesos posteriores
de reacción y purificación del biodiesel.
Se asume la compra de las materias primas restantes las cuales son alcohol y
soda cáustica. Para esto se proveerá a la planta con reservorios adecuados para su
almacenaje hasta el momento de uso.
La producción del biocombustible se acumulará en tanques especialmente
adecuados hasta su utilización. Estos estarán contemplados dentro las partes de la
planta.
Se asume que el establecimiento es abastecido por la red de energía eléctrica
por lo cual todos los artefactos utilizarán esta última clase de energía para su
funcionamiento. En caso de no poseerla se agregará al instrumental un grupo
electrógeno el cual será propulsado por biodiesel.
Se adaptará la planta para los siguientes tipos de cultivos: Soja, Girasol y
Algodón. De esta manera si el productor deseara cambiar de cultivo en su campo la
planta seguiría siendo útil mientras se mantenga en los cultivos seleccionados. La
selección se realiza sobre la base de los cultivos más comunes en nuestra región.
1.5.1. Que es el biodiesel:
El biodiesel es un combustible diesel producido a partir de materias de base
renovables, como los aceites vegetales, que se puede usar en los motores diesel.
Químicamente: éteres de alquilo, de metilo y de etilo.
Tiene buenas propiedades lubricantes y puede usarse como combustible puro
al cual se suele denominar B100 o mezclado con gasoil fósil en una proporción
determinada como por ejemplo 20% de biodiesel y 80% de gasoil al cual se llama
B20. También se lo puede usar como aditivo del gasoil en concentraciones del 1% o
5% dada sus buenas propiedades lubricantes ya que esta realizado a bases de
aceite.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
13
Se encuentra registrado como combustible y como aditivo para combustibles
en la Agencia de Protección del Medio Ambiente (Enviroment Protection Agency –
EPA –EEUU).
1.5.2. Procedimiento de obtención:
El procedimiento de obtención desde la semilla cultivada se puede ver en
Ilustración 1. Luego de cultivada las plantas y obtenida la semillas se debe proceder
a la extracción del aceite, lo cual se logra por medio de una prensa en la que la
semilla es comprimida para que despida su contenido oleaginoso. En esta etapa se
obtienen dos productos: aceite virgen, el cual se empleara en las posteriores etapas
para la obtención del biocombustibles; y por otro lado espelet el cual es un
subproducto que se encuentra muy difundido en la obtención de alimentos
balanceados para animales.
Luego este se debe filtrar para extraer todas las impurezas como vestigios de
semillas trituradas. Proceso que se logra haciendo pasar el aceite crudo por uno o
más filtros con mallas especialmente diseñadas para separar las partes sólidas
hasta el grado de pureza necesario.
A continuación se debe extraer el agua presente en el aceite por medio de
una destilación la cual consiste en calentar el aceite hasta el punto de evaporación
del agua(100 C) el cual es menor que el del aceite. Con esto se consigue que el
agua presente se evapore y abandone el aceite. Este proceso es necesario solo si el
contenido de agua es importante.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
14
Ilustración 1
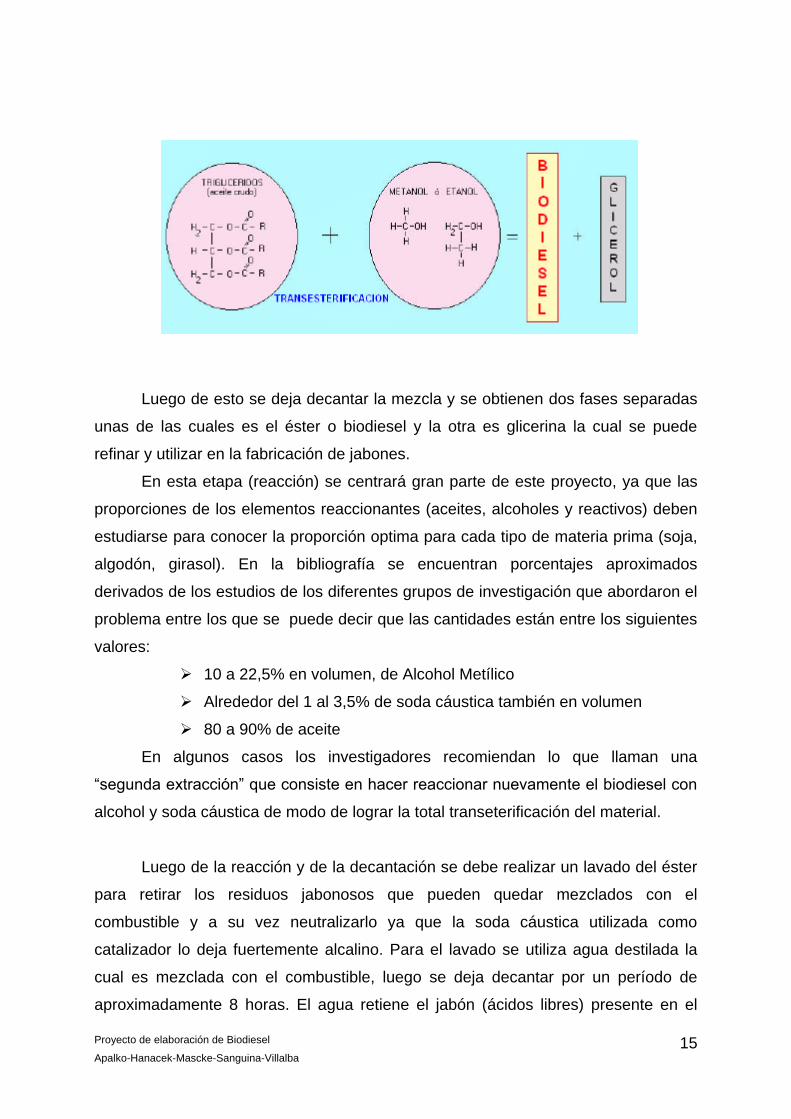
A continuación se realiza el proceso de “Transesterificación” que es la
obtención de Biodiesel propiamente dicha. En esta se hace reaccionar al aceite con
alcohol metílico o etílico en presencia de un catalizador que acelera la reacción el
cual suele ser soda Cáustica.
Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
15
Luego de esto se deja decantar la mezcla y se obtienen dos fases separadas
unas de las cuales es el éster o biodiesel y la otra es glicerina la cual se puede
refinar y utilizar en la fabricación de jabones.
En esta etapa (reacción) se centrará gran parte de este proyecto, ya que las
proporciones de los elementos reaccionantes (aceites, alcoholes y reactivos) deben
estudiarse para conocer la proporción optima para cada tipo de materia prima (soja,
algodón, girasol). En la bibliografía se encuentran porcentajes aproximados
derivados de los estudios de los diferentes grupos de investigación que abordaron el
problema entre los que se puede decir que las cantidades están entre los siguientes
valores:
10 a 22,5% en volumen, de Alcohol Metílico
Alrededor del 1 al 3,5% de soda cáustica también en volumen
80 a 90% de aceite
En algunos casos los investigadores recomiendan lo que llaman una
“segunda extracción” que consiste en hacer reaccionar nuevamente el biodiesel con
alcohol y soda cáustica de modo de lograr la total transeterificación del material.
Luego de la reacción y de la decantación se debe realizar un lavado del éster
para retirar los residuos jabonosos que pueden quedar mezclados con el
combustible y a su vez neutralizarlo ya que la soda cáustica utilizada como
catalizador lo deja fuertemente alcalino. Para el lavado se utiliza agua destilada la
cual es mezclada con el combustible, luego se deja decantar por un período de
aproximadamente 8 horas. El agua retiene el jabón (ácidos libres) presente en el

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
16
biodiesel, este proceso es muy importante ya que de lo contrario el jabón producirá
obstrucciones en el filtro de gasoil del vehículo a alimentar.
Con esto se producen dos fases en el seno del fluido; una de las cuales
contiene el combustible y la segunda posee un jabón blanco el cual es extraído. Al
mismo tiempo se reduce la alcalinidad del biodiesel.
Como ultima etapa se debe filtrar el producto para llegar finalmente a un
combustible apto para ser quemado en motores de combustión interna.
1.5.3. Mecanismo de la reacción:
Los aceites están compuestos básicamente por triglicéridos, o sea moléculas
de ácidos grasos unidos a una molécula de gliceról que perdió sus radicales oxidrilos
(OH). Los cuales expresados con sus elementos son:
COOCHCH 1623 )( 2CH
COOCHCH 1623 )( CH
COOCHCH 1623 )( 2CH
Para separar el éster (Biodiesel) de esta molécula se agrega alcohol metílico
o etílico con el cual se consigue una reacción en la que por un lado se consigue el
éster y por otro glicerina. Esto se grafica por la siguiente reacción:
232163 CHCOOHCCH OHCH 3 332163 COOCHHCCH OHCH 2
CHCOOHCCH 32163 + OHCH 3 332163 COOCHHCCH + OHCH 2
232163 CHCOOHCCH OHCH 3 332163 COOCHHCCH OHCH 2
Aceite + Metanol = Ester (Biodiesel) + Blicerina
Pero como se dijo antes se puede agregar a esto un catalizador para acelerar
la reacción, ya que por si sola es demasiado lenta y casi nula. Para esto se usa

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
17
como catalizador soda cáustica la que se mezcla previamente con el alcohol
formando un metóxido de sodio:
OHCH 3 + NaOH NaOCH 3 + OH 2
Metanol + Soda Cáustica = Metóxido de Sodio + Agua
1.5.4. Ventajas y desventajas de la utilización de Biodiesel:
El problema básico de estos combustibles esta dado por su ataque a los
conductos de transporte del mismo cuando ellos están desarrollados sobre la base
de caucho, pero fácilmente eliminado mediante el reemplazo de estos conductores,
por elementos construidos con teflón.
La emisión de óxidos nitrosos es otro de los problemas a solucionar. Este
problema se soluciona parcialmente con el agregado de aditivos.
La determinación rápida de la calidad del combustible y sus estándares
resulta en un impedimento no técnico que incrementa sus costos de obtención,
debiéndose desarrollar nuevos métodos analíticos, actualmente este tema se
resuelve mediante un complejo método analítico basado en la cromatografía
gaseosa, y se esta experimentando el empleo de espectroscopia infrarroja (NIR-
Near-infrared spectroscopy), técnica que en menos de un minuto permite determinar
las cualidades del combustible.
A temperaturas bajas, inferiores a -15°C se forman pequeños cristales sólidos
cerosos los cuales tapan los conductos y filtros de combustibles, los combustibles
petroderivados soportan entre –17 °C y -18°C. Es decir que el biodiesel comenzará
su congelación antes que el gasoil fósil. Este no es un inconveniente en nuestra
zona ya que las temperaturas mínimas rara vez descienden de -2°C.
La estabilidad del producto durante su almacenamiento, esta afectada por su
escasa estabilidad hidrológica y oxidativa, comprometiéndose así sus cualidades
técnicas durante los almacenamientos prolongados. Este fenómeno esta relacionado
con la presencia de componentes insaturados (carbonos unidos por doble ligaduras)
que se caracterizan por el índice de yodo, es decir la cantidad de yodo necesario
para abrir esas ligaduras dobles, cuanto más alto es el índice, mayor es la
inestabilidad del combustible, mientras que el diesel posee un índice de yodo de 10,
el metil éster de soja alcanza los 133, el de nabo 97, el girasol 126 y el algodón 106.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
18
Este indicador para los metil y etil derivados de las grasas animales, solo alcanza un
valor de 49 y 47 respectivamente”.
Los costos de la materia prima. El costo de la materia prima implica el
desarrollo de nuevas variedades y/o nuevas técnicas de cultivo.
Competitivo frente a otras tecnologías que reducen la contaminación
Rendimiento similar al del combustible diesel
No requiere nueva infraestructura ni adiestramiento
No es necesario cambiar o convertir motores salvo por las mangueras
El consumo es similar.
Mejora notablemente la lubricación en el circuito y en la bomba de inyección
ya que proviene de aceites.
Se puede mezclar con gasoil fósil en cualquier proporción. Esta mezcla se
puede realizar en el momento de carga (directamente en el tanque de combustible
del automotor) o previamente.
Su transporte y almacenamiento resulta más seguro que el de los
petroderivados ya que posee un punto de ignición más elevado, el biodiesel puro
posee un punto de ignición de 148°C contra los escaso 51°C del gasoil
1.5.6. Aspecto Ecológico:
Una cuestión importante que impulsa el aprovechamiento de este tipo de
energía es, como se dijo arriba, el aspecto ecológico. Además de ser un tipo de
energía renovable tiene otros tipos de atributos importantes a tener en cuenta como
son los siguientes:
Las plantas absorben del medio ambiente dióxido de carbono (CO2) para su
fotosíntesis, luego estas son procesadas y convertidas en biodiesel el cual se quema
en los motores de combustión interna arrojando luego una cantidad de dióxido de
carbono al medio.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
19
Gases de Escape
Plantas
Glicerina
Alcohol
Elaboración
Biodiesel
Semillas
CO2
CO2
CO2
Ilustración 2
Se puede decir que parte del CO2 liberado al ambiente por la combustión es
consumido por las plantas que luego serán cosechadas para conseguir más
combustible. La diferencia entre este proceso y el del combustible fósil radica en que
el segundo es extraído de posos y luego de consumido el CO2 no es absorbido por
ningún elemento necesario para su producción; en cambio en el biodiesel son
necesarios los cultivos que a su vez absorben el monóxido.
Otro aspecto ecológico es que él se degrada mas rápidamente que el gasoil.
Según estudios realizados por otros grupos de trabajo se encontró que al cabo de 28
días de derramado se degrada un 90% o más del producto. Esto es muy
conveniente ya que el impacto ecológico en casos de accidentes en mares o ríos
seria mucho menor y su plazo de recuperación más corto que en el caso de
combustibles derivados del petróleo.
1.5.6.1 El protocolo de Kyoto:
En 1992 durante la Cumbre de Río, los países acordaron la creación de la
Convención Marco del Cambio Climático como plataforma para tomar medidas
orientadas a resolver la problemática del calentamiento global, iniciando de esta
manera una rueda de consultas interdisciplinarias y multilaterales permanentes.
En Diciembre de 1997 durante la tercera reunión de las Conferencia de las
Partes llevada a cabo en la ciudad de Kioto-Japón, unos 10.000 delegados de más

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
20
de 100 países asistieron a este evento de gran envergadura en el cual se llegó por
consenso a la decisión de aprobar un Protocolo en virtud del cual los países
industrializados se comprometían a reducir, para el período entre los años 2008-
2012, el total de sus emisiones de gases de efecto invernadero en por lo menos un
5% con relación a los niveles de 1990, confiando en que este compromiso vinculante
produzca una reversión histórica de la tendencia ascendente de las emisiones.
De esta forma, el Protocolo de Kyoto separa claramente entre aquellos países
que, aceptando la responsabilidad que les compete, se comprometen en reducir las
emisiones (llamados países del Anexo I) y aquellos con una responsabilidad muy
limitada y casi ajenos a esta situación sin obligación de cumplir con reducciones de
emisión y que son llamados países no Anexo I.
El Protocolo de Kyoto consta de 28 artículos y entre las cuestiones que se
puede relacionar con los proyectos de biodiesel, puede destacarse el artículo 12 el
cual describe la creación de un “Mecanismo para el Desarrollo Limpio”.
1.5.6.2. Mecanismo para un Desarrollo Limpio (MDL):
El MDL se destaca por ser un instrumento que ayudará a los países
industrializados a dar cumplimiento a los compromisos y metas de limitación y
reducción de las emisiones contraídos en el Protocolo de Kyoto.
En el marco de este mecanismo, las partes no incluidas en el anexo 1 (como
es el caso de la Argentina) se beneficiarán de las actividades que tengan por
resultado reducciones certificadas de las emisiones al recibir inversiones extranjeras
y las partes incluidas en el Anexo 1 podrán utilizar esas reducciones certificadas
para contribuir al cumplimiento de una parte de sus compromisos.
Los proyectos además de su principal objetivo que es ayudar a la mitigación
del cambio climático, deben contribuir al desarrollo sustentable, las reducciones
tienen que ser medibles y permanentes y los beneficios ambientales tienen que ser
adicionales a lo que hubiera ocurrido en ausencia del proyecto.
De esta manera, a través del MDL se expande el menú de inversiones y
aumentan las tecnologías limpias en países "huéspedes" (host countries) de los
proyectos.
Estos últimos se quedan con las "inversiones limpiadoras", mientras que el
inversor con los certificados de reducción de emisiones. Se contribuye así al
crecimiento sustentable en países en vías de desarrollo.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
21
1.5.7.1. Parámetros económicos a tener en cuenta:
La producción primaria o el desarrollo de biocombustibles sobre las bases de
variedades de poco uso industrial como el algodón (aceite) presentan, desde el
punto de vista de su costo de producción, dos problemas básicos:
El primero derivado de su normalmente mayor costo de obtención, dado el
origen de la materia prima que resulta más onerosa que el recurso no renovable. El
aprovisionamiento de la misma debe competir con el abastecimiento de aceites
vegetales para el consumo humano. Es por esto que el precio final del
biocombustible dependerá del precio comercialización de su materia prima principal,
y se encontrara rentabilidad si se logra un valor menor que el de los combustibles
fósiles.
El segundo determinado por las fluctuaciones de precios de su materia prima,
la cual independientemente de lo expresado en el párrafo anterior, está en función
del clima imperante en las áreas productoras y del nivel de ingreso de los
consumidores que puede determinar corrimientos de la demanda.
Se puede decir que la rentabilidad de la producción de biodiesel depende por
un lado del valor comercial del aceite vegetal, el cual es su materia prima más
onerosa, y del valor de gasoil en el mercado.
Si a este esquema se le adiciona un tratamiento impositivo similar al de los
combustibles fósiles, la factibilidad de desarrollar su empleo se ven limitadas, de ahí
que con este conocimiento y en función de las ventajas ambientales y económicas
que a nivel de la economía en su conjunto presenta el empleo de estos combustibles
los países que los propulsan han desarrollado esquemas impositivos diferenciales.
Se conoce la presencia de excepciones al impuesto al consumo de biodiesel
en Alemania, Austria, Italia, Francia, Suiza, Dinamarca y Checoslovaquia;
adicionalmente la Unión Europea premia el desarrollo de los cultivos destinados a la
producción de oleaginosas industriales.
En Argentina se está legislando en este momento las leyes correspondientes
a los biocombustibles.
Se encuentra ya aprobado el decreto 1396/2001 (Anexo 1) en el que se
declara de interés nacional la elaboración y comercialización sobre biodiesel. En él

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
22
se señala que la república Argentina por ser un país agrícola está en condiciones de
desarrollar este tipo de combustibles.
En cuanto a los impuestos sanciona que: "En el Biodiesel combustible el
impuesto estará totalmente satisfecho con el pago del gravamen sobre el
componente gasoil u otro componente gravado, no pudiéndose modificar este
tratamiento por el plazo de DIEZ (10) años. El Biodiesel puro no estará gravado por
el plazo de DIEZ (10) años." Es decir que si se corta con gasoil solo se pagara el
impuesto a los combustibles por la proporción de gasoil fósil que se emplee en el
cortado; y por los productos gravados de impuestos utilizado en su producción como
ser alcohol. Además se eximirá a los productores, almacenadores y
comercializadores de biodiesel por un plazo de Diez (10) años de las siguientes
obligaciones tributarias:
a) Impuesto a los Ingresos Brutos a la industrialización y a las ventas. Impuesto de
Sellos.
c) Impuesto inmobiliario sobre los inmuebles donde operan las facilidades de
producción y almacenamiento.
Se envió al Congreso de la Nación el proyecto de ley de combustibles
renovables de origen agrícola (Anexo 2) en el que se cita que de ser aprobado se
creara la Comisión Nacional de Biocombustibles la cual dependerá de la del
Secretario de Energía. Este ente se encargará de aprobar los proyectos
(comerciales) los cuales recibirán beneficios impositivos y podrán ser regulados por
dicho organismo.
Con respecto a los impuestos aplicables menciona que: “Las personas
jurídicas titulares de proyectos aprobados por la Autoridad de Aplicación, según lo
mencionado en el artículo anterior, gozarán de estabilidad fiscal por el término de 15
(quince) años contados a partir de la fecha de puesta en marcha del respectivo
proyecto, certificada por dicha Autoridad. Este beneficio no alcanza al Impuesto al
Valor Agregado, a los Recursos de la Seguridad Social ni a los Tributos Aduaneros.
La estabilidad fiscal mencionada en el presente artículo, significa que los entes que
produzcan biocombustibles y sean beneficiados por la presente Ley, no podrán ver
afectada en más la carga tributaria total determinada al momento de la presentación
del estudio de factibilidad respectivo ante la Autoridad de Aplicación, como
consecuencia de aumentos en los impuestos, tasas, y contribuciones nacionales,
Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
23
cualquiera fuera su denominación en el ámbito Nacional ó la creación de otras
nuevas que las alcancen como sujetos de derecho de los mismos. Si con
posterioridad a la aprobación del respectivo proyecto por parte de la Autoridad de
Aplicación. se produjeran modificaciones en los hechos imponibles y/o alicuotas de
los tributos alcanzados por la estabilidad fiscal acordada, que redujeran la carga
tributaria total de los sujetos en cuestión, esas modificaciones le serán aplicables a
estos.”
Establece también que a partir del cuarto año de aplicación de la ley todos los
combustibles diesel fósiles deberán ser cortados con una proporción del 5% de
biodiesel al igual que las naftas que serán cortadas con el mismo porcentaje de
bioetanol.
1.5.7.2. El caso de este proyecto:
Dado que el presente trabajo se encasilla en la producción de biodiesel para
autoconsumo deben tenerse en cuenta algunas cuestiones especiales que lo
diferencian del caso comercial:
El combustible es de autoabastecimiento, por lo que no se venderá. Esto
significa que el precio final no estará gravado con impuestos (IVA,
biocommbustibles).
Las semillas de las que se extraerá el aceite pertenecen a la producción
propia del colono. Por lo tanto el valor del aceite resultará del valor de la semilla y su
trabajo de molienda, este será menor que el aceite comercial debido a que en el
precio de este ultimo intervienen el margen de ganancias de la aceitera, impuestos,
etc.
El alcohol será comprado y tendrá retenciones impositivas como cualquier
producto comercial.
1.6. Mercado aceitero Argentino:
Argentina es un país netamente agrícola; en él se cultivan una gran variedad
de vegetales que son en mayor o menor proporción aptos para la elaboración de
aceites, tales como: Soja, Girasol, Maní, Colza, Palma, Lino, Cártamo, Nabo,
Algodón, Maíz, etc.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
24
Al respecto cabe recordar que de todas las semillas vegetales pueden obtenerse
aceites, pero normalmente, en los vegetales no oleaginosos, la cantidad de aceite
que poseen es tan baja que su obtención como aceites de empleo masivo en la
cocina no resulta económica y por ende se los emplea como saborizantes, tal el
caso del aceite de ajo, etc.
En casi cualquier parte del territorio nacional se encuentra alguno de estos
cultivos con la excepción casi única del extremo sur de la Patagonia. A su vez en
cada región alguno de los cultivos es más masivo que otro. Por esta razón se puede
afirmar que en prácticamente toda la extensión del país es factible la obtención de
biodiesel a partir de los cultivos preponderantes en la zona.
Sin embargo y a pesar de la enorme región cultivada, las principales plantas de
obtención de aceites a partir de las semillas se encuentran concentradas en el sur
de la provincia de Santa Fe a orillas del río Paraná y el sur de la provincia de Buenos
Aires. Esto refleja la posición exportadora de nuestro país.
La enorme capacidad productiva de la Argentina y los altos valores de los
aceites provenientes de las principales variedades oleaginosas como Soja y Girasol
hacen que las posibilidades de obtención de biodiesel sean más rentables con
cultivos que no poseen aplicaciones masivas para la elaboración de aceite como el
algodón.
En este último la extracción de aceites es una práctica secundaria ya que su
principal empleo se debe a la confección de indumentaria a partir de su fibra. De
esto se desprende que con este cultivo no se competiría con su uso actual sino que
se lograría un mayor aprovechamiento de sus capacidades.
La capacidad de obtención de aceites de las diferentes variedades vegetales
se puede ver en el siguiente cuadro:
Tabla 2
Observando la tabla se puede entender el motivo del empleo masivo de las
oleaginosas más populares.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
25
En un campo sembrado con algodón de 100 hectáreas y suponiendo el rinde
de aceite ilustrado en la tabla se obtendrían 100x129=12.900 litros de aceite. Con
esto y suponiendo un rendimiento del 80% se puede obtener 12.900x0.8=10320
litros de biodiesel.
En un campo sembrado con girasol bajo las mismas suposiciones, la
cantidad de biodiesel se obtendría con 17.85 hectáreas, y para el caso de la
soja se requerirían 32 hectáreas.
En cuanto al rendimiento de semillas oleaginosas por hectárea cultivada
varían con respecto a la provincia y se pueden ver en la siguiente tabla:
Rendimiento promedio de oleaginosas
En Kg/ha, para el periodo 1995/96-99/00
GIRASOL SOJA MANI ALGODÓN CARTAMO
Total 1.741 2262 1492 1487 640
Bs. As 1772 2202
Córdoba 1700 2235 1492
Chaco 1647 1946 1826 146
E. Ríos 1626 1907
La Pampa 1719 1998
San Luis 1201 1167
Santa Fe 1764 2010 1243
Corrientes 1322
Formosa 1222
Sgo. Estero 1466 579
Catamarca 548
Jujuy 648
Salta 648
Tucumán 697
Fuente: CIARA
Tabla 3
En esta tabla se resaltaron los rendimientos de las provincias de la región, se
puede ver en esto que el cultivo mas expandido es el algodón.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
26
1.7. Parámetros de la elaboración de biodiesel:
Para la obtención de biodiesel se debe realizar la reacción (como se dijo más
arriba) del aceite, alcohol y el catalizador.
Con el fin de obtener las proporciones óptimas de las materias primas para su
mayor aprovechamiento se realizaron ensayos en el Laboratorio de Química
perteneciente a la Facultad de Ingeniería de la Universidad Nacional del Nordeste
(U.N.N.E.).
En el transcurso de la investigación nos resulto imposible la obtención de
aceite virgen, es decir aceite que posee solamente el proceso de prensada; por lo
que se procedió a realizar los experimentos con aceite comercial de cocina.
El ensayo realizado se encuentra en el Anexo 3 Ensayos de biodiesel.
1.8. Planta de elaboración de Biodiesel:
A continuación se describirán las partes constitutivas de la planta para la
obtención del biodiesel.
Esta planta poseerá uno o dos procesos dependiendo del tipo de materia
prima que se utilice ella; estos son:
1. Obtención del aceite a partir de las semillas.
2. Obtención del biodiesel.
En el caso de utilizarse aceite ya elaborado como materia prima se
prescindirá del proceso de obtención del aceite.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
27
1.8.1. Obtención del aceite:
1.8.1.1. Silo de almacenaje:
En este primer proceso se cuenta en primer lugar un silo de almacenaje de
semillas, este tiene la misión de guardar la cantidad de semilla necesaria de la
campaña anterior para el biodiesel que abastecerá a la próxima. Por tanto su
capacidad debe ser calculada y está acorde al rendimiento de las semillas en aceite.
Para el ingreso de la semilla en la planta se utilizará un mini-silo, el cual
contendrá una capacidad levemente superior a la máxima producción de la prensa
de semillas (5 a 7 toneladas). De esta manera diariamente se deberá cargar este
mini-silo (mediante un tornillo transportador por ejemplo), una vez cargado, este
dispositivo es capaz de regular el suministro de semilla que se dirige a la tolva de la
prensa.
1.8.1.2. Prensa de aceite:
La prensa de aceite es la parte más importante de este proceso (obtención
del aceite) ya que de su capacidad de extracción y costos de explotación dependerá
en gran medida la rentabilidad del proyecto.
La prensa utilizada en nuestro caso tiene la capacidad de realizar la
extracción con los siguientes rendimientos según el fabricante:
Grano Producc. / 24 hrs. Rend. de aceite Aceite en Expeller (Ton) % %
---------------------------------------------------------------------------------------------
Prensa de
Aceite
Filtrado Lavado y
Secado
Silos de
Almacenaje
Tanque de
Aceite
Almacenaje
Expeller
Semi
llas
Aceite Aceite Aceite
Expeller
1. Proceso de obtención del Aceite

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
28
Soja 3.3 – 4.5 10 – 14 6.5 – 7
Girasol 3.5 – 5 40 – 47 6.5 – 7.5
Maní 3.5 – 4.5 40 – 50 6.5 – 7.5
Colza 3.5 – 4.5 30 – 35 7.5 – 8
Algodón 2 – 2.5 10 – 14 5.5 – 6.5
Ricino 3.5 – 4 44 – 47 6.5 – 7.5
En esta tabla se puede apreciar lo que se dijo más arriba sobre la capacidad
de los silos de almacenaje.
De las salidas de esta prensa emanan por un lado aceite filtrado y por otro
Expeller con un bajo contenido de aceite.
El aceite que es obtenido en este proceso se enviará a la etapa de filtrado, en
el cual se realizará un refinamiento de este hasta 5 micrones.
1.8.1.3. Filtrado del aceite:
A pesar de que la prensa que se utilizará posee una etapa de filtrado,
debemos asegurar la calidad del aceite extraído.
En la etapa de filtrado se conduce al aceite a trabes de un equipo de
filtros en etapas, cuya capacidad de filtrado va aumentando en cada una de
ellas.
1.8.1.4. Lavado y secado del aceite:
El aceite ya filtrado es luego llevado a una batería de decantadores en los
cuales se agrega agua destilada. El objetivo de esto es extraer del primero los
químicos que pueden producir gomas que serían problemáticos para el motor.
En este procedimiento se mezcla el aceite y el agua en una proporción de un
80% y 10% respectivamente (la práctica o calidad del aceite pueden llevar a mejorar
estas proporciones) y se los mezcla fervorosamente por un lapso corto de tiempo;
luego del cual se deja decantar el fluido
El aceite ya filtrado es llevado luego un secador que consiste en un dispositivo
similar al reactor de biodiesel, salvo que su tanque interior no es de acero inoxidable

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
29
y en cambio son de acero. En este se procede al secado por medio de las
resistencias eléctricas de calefacción que entregan calor al aceite, de esta manera
se logra quitar el contenido de humedad que puede contener el mismo.
Para realizar este procedimiento se calienta el aceite hasta alcanzar una
temperatura de 110 °C de manera de asegurar la evaporación del contenido de agua
en el mismo. El tiempo de permanencia en la etapa de secado dependerá de la
cantidad de agua que contenga el aceite, por lo que la forma de proceder en esta
etapa será la siguiente:
1. En la primer muestra de cada prensada el operario controlará
visualmente el tiempo que tome el aceite en dejar de burbujear.
Esto es señal de que el agua contenida en su interior ya se ha
evaporado.
2. En las siguientes pasadas se programará el temporizador con
este valor, de modo de obtener un secado similar en todos los
casos.
1.8.1.5. Almacenado del aceite:
Luego de la etapa de secado, el aceite es apto para ser utilizado en el
proceso de elaboración del biodiesel. Este será enviado mediante bombas a los
tanques de almacenamiento. En el caso del presente proyecto, el aceite es
almacenado en un tanque destinado a tal fin, el mismo cuenta con una capacidad de
10 m3. El aceite permanece en este contenedor hasta el momento en que será
ingresado al reactor para llevar a cabo el proceso de elaboración del mencionado
combustible.
El tanque de almacenamiento posee un cierre totalmente hermético de
manera de evitar la contaminación del aceite con humedad del ambiente, y otros
factores que puedan alterar las condiciones logradas.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
30
1.8.2. Obtención del biodiesel:
1.8.2.1. Reactor de biodiesel:
Esta es la parte fundamental de la planta ya sea su materia prima aceite o
semillas de oleaginosas.
El reactor tendrá una capacidad volumétrica máxima de 100 litros de mezcla,
a pesar de que su capacidad física es de 120 litros. Esto es así para evitar sobre
presiones originadas por la dilatación del fluido el cual no es compresible, lo que
originaría esfuerzos muy elevados en los componentes y peligros de estallido.
Este dispositivo tiene las siguientes características:
1. Recipiente interior de acero inoxidable, para soportar el ataque
químico del alcohol.
2. Aislación térmica para evitar el escape de calor y permitir una
operación más eficiente desde el punto de vista energético.
3. Mezclador, para acelerar la reacción de los diferentes
componentes y lograr un producto final más homogéneo.
4. Resistencias eléctricas para obtener una reacción en
temperatura lo cual se conoce es un acelerador de los procesos
químicos.
Filtrado
Tanque de
Aceite
2. Proceso de elaboración del Biodiesel.
Tanque de
Alcohol
Tanque de
Soda
Cáustica
Reactor de
Biodiesel
Decantador
es
Tanque de
Biodiesel Tanque de
Glicerina
Aceite
Alcohol
Soda
Biodie
sel
Biodie
sel
Biodiesel Glicerina
Secado Biodie
sel
Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
31
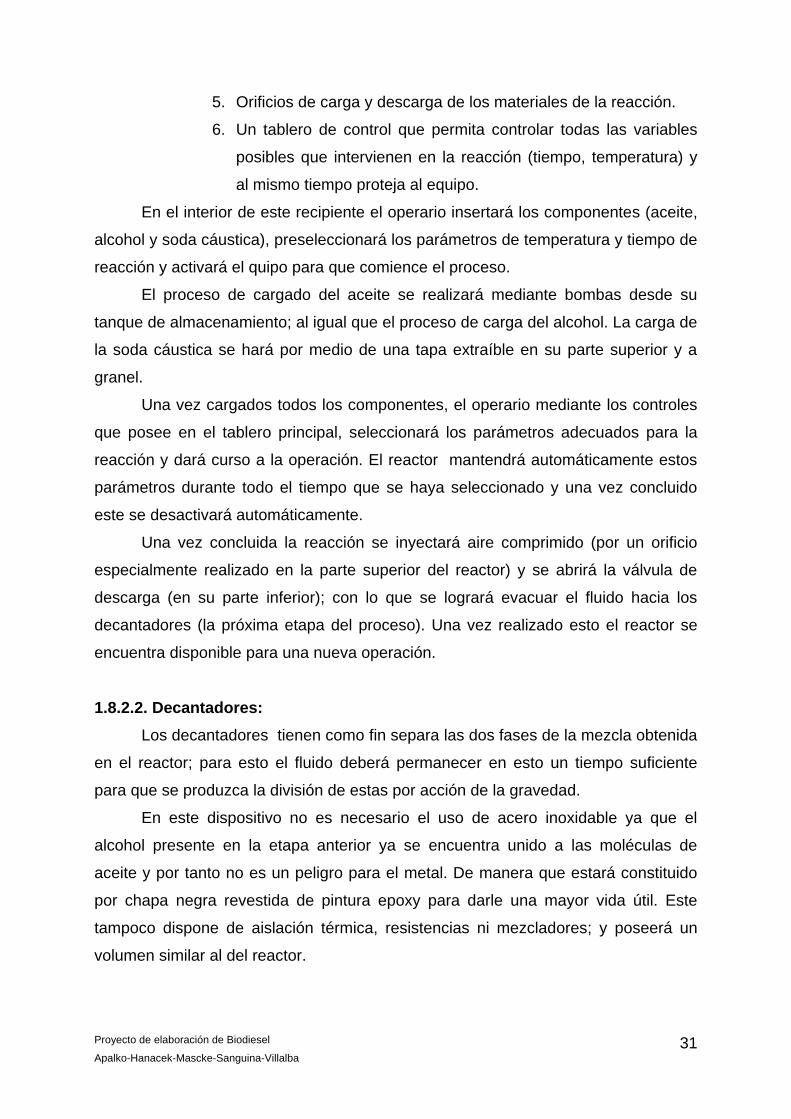
5. Orificios de carga y descarga de los materiales de la reacción.
6. Un tablero de control que permita controlar todas las variables
posibles que intervienen en la reacción (tiempo, temperatura) y
al mismo tiempo proteja al equipo.
En el interior de este recipiente el operario insertará los componentes (aceite,
alcohol y soda cáustica), preseleccionará los parámetros de temperatura y tiempo de
reacción y activará el quipo para que comience el proceso.
El proceso de cargado del aceite se realizará mediante bombas desde su
tanque de almacenamiento; al igual que el proceso de carga del alcohol. La carga de
la soda cáustica se hará por medio de una tapa extraíble en su parte superior y a
granel.
Una vez cargados todos los componentes, el operario mediante los controles
que posee en el tablero principal, seleccionará los parámetros adecuados para la
reacción y dará curso a la operación. El reactor mantendrá automáticamente estos
parámetros durante todo el tiempo que se haya seleccionado y una vez concluido
este se desactivará automáticamente.
Una vez concluida la reacción se inyectará aire comprimido (por un orificio
especialmente realizado en la parte superior del reactor) y se abrirá la válvula de
descarga (en su parte inferior); con lo que se logrará evacuar el fluido hacia los
decantadores (la próxima etapa del proceso). Una vez realizado esto el reactor se
encuentra disponible para una nueva operación.
1.8.2.2. Decantadores:
Los decantadores tienen como fin separa las dos fases de la mezcla obtenida
en el reactor; para esto el fluido deberá permanecer en esto un tiempo suficiente
para que se produzca la división de estas por acción de la gravedad.
En este dispositivo no es necesario el uso de acero inoxidable ya que el
alcohol presente en la etapa anterior ya se encuentra unido a las moléculas de
aceite y por tanto no es un peligro para el metal. De manera que estará constituido
por chapa negra revestida de pintura epoxy para darle una mayor vida útil. Este
tampoco dispone de aislación térmica, resistencias ni mezcladores; y poseerá un
volumen similar al del reactor.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
32
En total se dispondrán seis decantadores por reactor para alojar sucesivas
reacciones, ya que la operación de decantado requiere de al menos 8 horas y la de
reacción dura entre 1 y 2 horas.
Su descarga se realizará mediante la apertura de un juego de válvulas en su
parte inferior que permitirán la separación de la glicerina del biodiesel y el envío de
este ultimo mediante una bomba a la etapa de filtrado.
Adicionalmente a la separación del biodiesel y la glicerina, se realizará en
esta misma etapa un lavado del biodiesel de manera similar al que se realizó para el
aceite. Para esto una vez extraído del decantador la glicerina se verterá en estos
agua destilada, agitando por un período corto de tiempo y realizando una nueva
etapa de decantado. Terminada esta última se separará el agua con goma de el
biodiesel lavado, el cual se enviará a la etapa posterior de secado.
1.8.2.3. Secado del biodiesel:
El lavado del biodiesel introduce la necesidad de un secado del
biocombustible para eliminar los rastros de agua en suspensión que han escapado
al decantado. El secador de biodiesel será igual al secador de aceite y todo el
procedimiento de secado será el mismo.
Una vez secado, el combustible pasará a la ultima etapa, la de filtrado.
1.8.2.4. Filtrado:
La etapa de filtrado del biodiesel será similar a su homónima con el aceite.
Este pasará por una serie de filtros que irán aumentando su capacidad de filtrado
hasta obtener un producto aceptable, luego de lo cual será enviado a los tanques de
almacenamiento.
1.8.2.5. Tanques de almacenaje:
Una vez elaborado, el producto, debe ser almacenado para su posterior
utilización. Esta función será cumplida por dos tanques de almacenaje a los cuales
llegará el biocombustible mediante la presión suministrada por la bomba que se
encuentra en la salida de los decantadores.
Los tanques de almacenaje se dispondrán en la parte exterior del recinto y
alojarán el combustible hasta su utilización. Estos poseerán a su salida un surtidor

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
33
con un caudalímetro para la carga en los tanques de los vehículos que lo utilizarán.
1.8.3. Calculo de la planta:
Se realizará un cálculo y selección de las capacidades de los diferentes
elementos del proceso, para una planta de producción de las siguientes
características:
Capacidad anual de 100.000 litros de biodiesel
Períodos de trabajo para el cálculo: 20 días por mes y 16 horas
por día.
Capacidad de almacenamiento máximo: 20.000 litros
Materias primas: semillas (girasol, soja, algodón), metanol y
soda cáustica.
La producción diaria deberá ser siguiendo las condiciones antes descriptas
de:
hr
lts
día
hrsdía
lts
mes
díasmes
lts
año
mesesaño
lts
P 26
16
7,416
20
3,8333
12
000.100
Para realizar este examen se tuvieron en cuenta algunos rendimientos en las
diferentes etapas de la elaboración. Estos representan la peor situación posible, es
decir la que exija al máximo a la planta. A continuación explicamos las suposiciones:
Prensa: Para la prensa se supuso que el rendimiento de aceite para girasol,
soja y algodón son respectivamente 40,10 y 10%; y las capacidades diarias son en
el mismo orden de 3500, 3300 y 2000 kilogramos diarios.
Semilla
Girasol 3500 40 1400 2100
Soja 3300 10 330 2970
Algodón 2000 10 200 1800
Rendimiento
aceite %
Capc max
Kg/día
Aceite
litros/día
Expeler
Kg/día
Lavado: En el lavado se supuso una mezcla del 80% de aceite y 20% de
agua. En este caso se supuso que la cantidad de aceite extraído de estos
instrumentos es igual a la que se introdujo; es decir el agua se llevará gran cantidad
de goma pero el aceite se llevará la misma cantidad de agua en forma de humedad.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
34
Lavado
Capacidad 100 litros
Aceite 80 %
Agua 20 %
Tiempo 8 horas
Secador: Se supuso que el tiempo de trabajo del secador es de 2 horas por
cada carga realizada. Que la carga de aceite en este son los 80 litros que se extraen
de un lavado y que se tiene un rendimiento del 95%. Un rendimiento del 95%
significa que el 5% de la carga total es agua, y por lo tanto se evaporará en el
proceso.
Secador
Capacidad 80 litros
Tiempo 2 horas
Potencia 12,3765 Kw
Rendimiento 95 %
El aceite extraído de esta etapa se enviará a un tanque de almacenaje
de aceite.
Reactor: Para este dispositivo se supusieron las mezclar de 85% de aceite y
15% de alcohol con 3 gramos de soda cáustica por litro de mezcla. Se tuvieron en
cuenta que los tiempos de mezclado de 60 minutos luego del calentamiento del
fluido y las potencias eléctricas.
Reactor
Capacdad 100 litros
Aceite 85 %
Alcohol 15 %
Soda Cáustica 3 gr/lts
Temperatura 60 ºC
Mezclado 60 minutos
Tiempo calefacción 60 minutos
Potencia
Resistencias 12 kw
Mezclador 0,3765 Kw
Enegía consumida 12,3765 Kwh
Decantador: Para el decantador se estimo que luego de 12 horas de
asentamiento, se extraen de el un 80% de biodiesel y un 20% de glicerina. Esta
cantidad de glicerina es elevada, pero lo que se intenta es considerar la condición
más desfavorable.
Decantador
Capacidad 100 litros
Biodiesel 80 %
Glicerina 20 %
Tiempo decantac 8 horas

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
35
Con todo esto y para la producción de 100.000 litros anuales se requieren las
siguientes capacidades mensuales de productos en la salida de cada maquina:
Decantador 417 Biodiesel
Reactor 521 Mezcla
Secador 443 Aceite seco
Lavado 466 Aceite Húmedo
Prensa 466 Aceite virgen
Producción
diaria (lts)
Teniendo en cuenta las capacidades máximas horarias que se citaron en los
puntos anteriores, podemos obtener las horas de funcionamiento de cada uno de los
elementos:
Decantador 6 12 72
Reactor 5 2 10
Secador 6 2 12
Lavado 6 12 72
Prensa 8 1 8
PasadasHoras por
pasadaHoras diarias
En el cuadro se pueden ver la cantidad de pasadas que se deberán realizar
por día en cada uno de los elementos, así como también el tiempo que toma realizar
cada una de ellas.
Podemos ver que la producción de los decantadores y lavadores es la más
lenta, por tratarse de procesos muy largos. Esto nos da la pauta de que se deberán
disponer de varias piezas de estas para mantener la reacción. Se puede deducir de
esto que para que el proceso se realice en 16 horas se requerirán 6 decantadores
y 6 lavadores.
En cuanto al reactor se puede ver que consumirá 10 horas diarias para
realizar la producción, el secador requerirá 12 y la prensa 8 para el caso del girasol.
Por lo que para la producción estipulada se deberá instalar:
6 Decantadores
1 Reactor
1 Secador
6 Lavadores
1 Prensa
Con estos elementos se logrará la producción en un tiempo de 16 horas por
día y 20 días por mes.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
36
1.8.4. Cálculo del costo de la planta:
Como se dijo la planta estará compuesta por:
6 decantadores
1 reactor
1 secador
6 lavadores
1 prensa
Además de estos elementos poseerá otros destinados a abastecer y permitir
el funcionamiento de los anteriores, estos serán:
2 silos
2 norias
2 tanques de 550 litros
3 tanques de 10.000 litros
Tuberías de agua
Tuberías de aceite
Tuberías de alcohol
Surtidor de combustible
El costo aproximado de la planta será la suma de estos y a continuación se
especifica un cuadro en el que se puede apreciar la importancia de cada elemento y
el monto total aproximado.
En el documento correspondiente a los cómputos y presupuestos se realizará
un informe mas detallado de los costos por sector.
1.8.5. Cálculo del costo de elaboración del biodiesel:
El costo de la elaboración del biodiesel depende principalmente de dos
características: 1.- el valor en el mercado de la semilla a utilizar y 2.- su rendimiento
en aceite. Pero es también un factor importante el precio de venta que se consiga
para el expeler que se obtiene como subproducto del prensado.

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
37
Otros factores, aunque menos importantes son: el costo del alcohol a utilizar,
el valor del Kwh de energía eléctrica, la cantidad de mano de obra que insumirá la
planta y el precio de venta de la glicerina que se extrae del reactor.
Es por esto que se debe realizar un estudio detallado para ver como cada
parte afecta al precio total del biocombustible. Al ser un proceso en el cual para la
obtención del producto final inevitablemente se deberán obtener otros subproductos,
es muy difícil distinguir cual fue el costo real de cada uno de ellos. Por ejemplo: no
se puede conocer exactamente cuanta energía eléctrica se consumió para obtener
100 litros de aceite ya que en el proceso se extrajo expeler en la misma máquina y
estos productos no pueden obtenerse por separado.
En nuestro caso, el único producto que nos interesa es el biocombustible y se
utilizarán a los subproductos (expeler y glicerina) para disminuir el costo final del
biocombustible.
El costo de las materias primas, por su naturaleza de uso masivo y en
grandes cantidades, no es sensible a los volúmenes de compra.
El valor final del producto dependerá casi en forma exclusiva del costo de sus
materias primas, ya que otros factores como salarios y costos fijos, tienen influencia
solo en escalas pequeñas de producción. Sumando a esto, que las características
de la planta permiten que sea manejada por un obrero, a los sumo dos, y que estos
no requieran de especialización técnica; se ve que el costo salarial cargado al
producto será un valor constante dentro de ciertos límites.
De todo esto se desprende que la rentabilidad de la planta en cuanto a la
inversión dependerá exclusivamente del volumen de producción ya que el costo por
litro será constante se deberá encontrar que permita tener una tasa de retorno de la
inversión satisfactoria. En este proyecto se supondrá que una tasa interna de retorno
superior al 5% es satisfactoria para afrontar la inversión.
Ya que se requiere una elevada inversión para comenzar la producción del
biocombustible, debido a partes estratégicas como la prensa y el reactor, que son
elementos destinados a altas producciones, los procesos de producciones pequeñas
darán como resultado inversiones no favorables o pedidas. Por ejemplo si deseamos
tener una producción de 20000 litros al año la inversión no se recuperaría en un
transcurso de tiempo lo suficientemente rápido o no alcanzaría la vida útil de la

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
38
planta para hacerlo, por lo que sería conveniente depositar la inversión en un banco
o en otro proyecto.
Se realizó el análisis económico para una producción de 100.000 litros
anuales y este arrojo los valores que se muestran en el siguiente cuadro:
Calculos Economicos: Planta de Biodiesel
Algodón Soja Girasol
Cantidad P.U. Precio Cantidad P.U. Precio Cantidad P.U. Precio
Costos
Alcohol (lts) 1562,5 1,00$ 1.562,50$ 1562,5 1,00$ 1.562,50$ 1562,50 1,00$ 1.562,50$
Soda (kg) 31,25 3,00$ 93,75$ 31,25 3,00$ 93,75$ 31,25 3,00$ 93,75$
Agua (lts) 2330 0,050$ 116,50$ 2330 0,050$ 116,50$ 2330,04 0,050$ 116,50$
Semilla (ton) 66,6 250,00$ 16.643,17$ 66,6 520,00$ 34.617,79$ 19,83 478,00$ 9.478,82$
E. Eléctr (kwh) 14358 0,0636$ 913,14$ 10353 0,0636$ 658,42$ 6688 0,0636$ 425,38$
Salarios 2 1.250,00$ 2.500,00$ 2 1.250,00$ 2.500,00$ 2,00 1.250,00$ 2.500,00$
Flete expeler ($/km) 100 5,7253$ 572,53$ 100 5,7253$ 572,53$ 100,00 1,0510$ 105,10$
Flete glicerina
($/bidon200lts,km) 100 0,1000$ 104,17$ 100 0,1000$ 104,17$ 100 0,1000$ 104,17$
Flete Alcohol
($/bidon200lts,km) 100 0,1000$ 78,13$ 100 0,1000$ 78,13$ 100 0,1000$ 78,13$
Total costos 22.583,88$ 40.303,78$ 14.464,34$
Ingresos
Glicerina (lts) 2083,333 $ 1,50 $ 3.125 2083,3333 $ 1,50 $ 3.125 2083,33 $ 1,50 3.125,00$
Expeler (ton) 57,3 $ 150,00 $ 8.588 57,25 $ 460,00 $ 26.336 10,51 $ 235,00 2.469,85$
Total Ingresos $ 11.713 $ 29.461 5.594,85$
Costo total mes 10.871,00$ 10.842,63$ 8.869,49$
Biodiesel (lts) 8333,333333 8333,333333 8333,333333
Costo x litro 1,3045$ 1,3011$ 1,0643$
Costo gasoil 1,55$ 12.916,67$ 1,55$ 12.916,67$ 1,55$ 12.916,67$
Ahorro 2.045,66$ 2.074,04$ 4.047,17$
Ahorro anual 24.547,97$ 24.888,43$ 48.566,08$
Ahorro 10 años 245.479,74$ 248.884,34$ 485.660,80$
Inversión inicial -213.926,72$ -213.926,72$ -213.926,72$
TIR (10 anños) 2,58% 2,85% 18,57%
VAN (10 años) $ 209.399,19 $ 212.303,39 $ 414.278,51
Tabla 4: Análisis económico, producción 100.000 litros año
En esta tabla se pueden ver los precios que se supusieron para las diferentes
materias primas y subproductos. También se ve que el costo del litro de combustible
sale del costo total de producción dividido por la cantidad de litros producidos.
Comparando el costo del litro de biocombustible con el valor del Gasoil en el
mercado se puede obtener el ahorro por litro y multiplicando a este por la producción
se obtiene el ahorro neto conseguido.
En cuanto a este se puede ver que La obtención de biodiesel a partir de
semillas de Soja y Algodón no es rentable; esto se debe principalmente al pobre
rendimiento en aceite que poseen estas semillas.
En cuanto a la obtención mediante Girasol se aprecia que se obtiene un costo
muy inferior al del Gasoil comercial. Si tenemos en cuenta la T.I.R del proyecto con

Proyecto de elaboración de Biodiesel
Apalko-Hanacek-Mascke-Sanguina-Villalba
39
esta semilla, vemos que su valor es muy elevado, lo que significa que es una muy
buena inversión.
En cuanto a una producción de 200.000 litros, la que se podría realizar casi
sin modificaciones en la planta, podemos ver que:
Algodón Soja Girasol
Cantidad P.U. Precio Cantidad P.U. Precio Cantidad P.U. Precio
Costos
Alcohol (lts) 3125 1,00$ 3.125,00$ 3125 1,00$ 3.125,00$ 3125,00 1,00$ 3.125,00$
Soda (kg) 62,5 3,00$ 187,50$ 62,5 3,00$ 187,50$ 62,50 3,00$ 187,50$
Agua (lts) 4660 0,050$ 233,00$ 4660 0,050$ 233,00$ 4660,09 0,050$ 233,00$
Semilla (ton) 133,1 250,00$ 33.286,34$ 133,1 520,00$ 69.235,59$ 39,66 478,00$ 18.957,63$
E. Eléctr (kwh) 28715 0,0636$ 1.826,28$ 20705 0,0636$ 1.316,84$ 13377 0,0636$ 850,76$
Salarios 2 1.250,00$ 2.500,00$ 2 1.250,00$ 2.500,00$ 2,00 1.250,00$ 2.500,00$
Flete expeler ($/km) 100 11,4505$ 1.145,05$ 100 11,4505$ 1.145,05$ 100,00 2,1020$ 210,20$
Flete glicerina
($/bidon200lts,km) 100 0,1000$ 208,33$ 100 0,1000$ 208,33$ 100 0,1000$ 208,33$
Flete Alcohol
($/bidon200lts,km) 100 0,1000$ 156,25$ 100 0,1000$ 156,25$ 100 0,1000$ 156,25$
Total costos 42.667,76$ 78.107,57$ 26.428,68$
Ingresos
Glicerina (lts) 4166,667 $ 1,50 $ 6.250 4166,6667 $ 1,50 $ 6.250 4166,67 $ 1,50 6.250,00$
Expeler (ton) 114,5 $ 150,00 $ 17.176 114,51 $ 460,00 $ 52.672 21,02 $ 235,00 4.939,69$
Total Ingresos $ 23.426 $ 58.922 11.189,69$
Costo total mes 19.242,00$ 19.185,26$ 15.238,99$
Biodiesel (lts) 16666,66667 16666,66667 16666,66667
Costo x litro 1,1545$ 1,1511$ 0,9143$
Costo gasoil 1,55$ 25.833,33$ 1,55$ 25.833,33$ 1,55$ 25.833,33$
Ahorro 6.591,33$ 6.648,07$ 10.594,35$
Ahorro anual 79.095,95$ 79.776,87$ 127.132,16$
Ahorro 10 años 790.959,47$ 797.768,67$ 1.271.321,60$
Inversión inicial -213.926,72$ -213.926,72$ -213.926,72$
TIR (10 anños) 35,16% 35,50% 58,85%
VAN (10 años) $ 674.704,47 $ 680.512,86 $ 1.084.463,11
Tabla 5: Análisis económico, producción 200.000 litros año
Podemos apreciar que para esta producción tenemos rentabilidad utilizando
aceite de soja y algodón, además se puede ver que la TIR a pasado a ser mas del
doble de la anterior estimación.
En cuanto al costo del litro de biocombustible se puede apreciar que no se ha
modificado entre los dos proyectos.
Con todo esto se puede afirmar que la rentabilidad del proyecto es buena
para la utilización de Girasol como materia prima y el costo del biocombustible
es independiente de la producción total de la planta.