disusunoleh: mohammadthoriqwahyudi,st.,mm...
TRANSCRIPT

MODUL
PENGEMBANGAN MATERI PEMBELAJARAN
MATA KULIAH TEORI NDT
Disusun Oleh :
Mohammad Thoriq Wahyudi, ST.,MM.
Hendri Budi Kurniyanto, S.ST., MT.
ADB LOAN NO. 2928-INO
POLYTECHNIC EDUCATION DEVELOPMENT PROJECT
PROGRAM STUDI D4 TEKNIK PENGELASAN
POLITEKNIK PERKAPALAN NEGERI SURABAYA
2015

i
HALAMAN PENGESAHAN
1. Identitas Buku Ajar Teori Pendukung
a. Judul Materi Pembelajaran :Pengembangan Media Pembelajaran Teori
NDT
b. Matakuliah/Semester :Teori NDT
c. SKS (T/P)/Jam (T/P) :2 (T) / 4 (T)
d. Program Studi :Teknik Pengelasan
e. Kode Matakuliah : 607303 A
2. Penulis
a. Nama :Mohammad Thoriq Wahyudi, ST.,MM
b. NIDN :0003086001
c. Jabatan Fungsional :Lektor
d. Jabatan Struktural :Kepala Laboratorium Uji Bahan
e. Program Studi :Teknik Pengelasan
f. Alamat Institusi :Politeknik Perkapalan Negeri Surabaya
Jalan Teknik Kimia, ITS Sukolilo Surabaya
60111
g. Telpon/ Faks/E-mail :031-5942887
Surabaya, 31 Maret 2016
Mengetahui,Ketua Program Studi, Penulis,
Ruddianto, ST.,MT Mohammad Thoriq Wahyudi, ST.,MM
Menyetujui,Direktur Politeknik Perkapalan Negeri Surabaya
Ir. Eko Julianto, M.Sc.,MRINA

ii
KATA PENGANTAR
Assalamu ‘alaikum Wr. Wb
Puji syukur kehadirat Allah SWT atas segala rahmat dan hidayah-NYA, atas
sesesainya penyusunan modul ajar teori NDT. Tujuan dari penyusunan modul ini
adalah untuk mempermudah mahasiswa dalam memahami secara komperhensif
tentang uji tidak merusak berdasarkan standard atau code tertentu terutama ASME
sehingga mereka dapat mengaplikasikannya saat pratek di semester berikutnya.
Penyusun mengucapkan terima kasih kepada rekan-rekan yang telah membantu dalam menyelesaikan modul ajar teori NDT ini. kami menyadari masih banyak kekurangan dalam penyusunan ini sehingga saran dan masukan yang konstruktif sangat kami harapkan.
Wassalamu ‘alaikum Wr. Wb
Surabaya, Maret 2016
Penyusun

iii
DAFTAR ISI
HALAMAN PENGESAHAN....................................................................................... i
KATA PENGANTAR..................................................................................................ii
DAFTAR ISI............................................................................................................... iii
UJI VISUAL.................................................................................................................1
1.1 Umum.............................................................................................................1
1.1.1 Dasar-Dasar Pengujian Visual................................................................1
1.2 Peralatan Pengujian Visual.......................................................................... 11
1.2.1 Borescopes.................................................................................................11
1.2.2 Fiberscope..................................................................................................12
1.2.3 Penggaris....................................................................................................13
1.2.4 Jangka (calipers)........................................................................................14
1.2.5 Alat Ukur Mekanis (micrometers).............................................................15
1.2.6 Alat Ukur Las (weld gages).......................................................................16
1.2.7 Lensa Pembesar......................................................................................... 17
1.2.8 Cermin....................................................................................................... 18
1.2.9 Automated Systems................................................................................... 18
1.2.10 Computer Based Systems........................................................................ 18
1.2.11 Imaging Systems......................................................................................19
1.2.12 Special Optical Systems.......................................................................... 20
1.2.13 Closed Circuit Television........................................................................ 20
1.3 Prosedur....................................................................................................... 21
1.3.1 Pencahayaan.............................................................................................. 21
1.3.2 Persyaratan Umum.....................................................................................21
1.3.2 Urutan Pengujian....................................................................................... 21
1.4 Evaluasi........................................................................................................23
1.4.1 Berdasarkan ASME Section I (PW-33 & PW-35).................................... 23
1.4.2 Berdasarkan ASME Section VIII Div.1 (UW-33 & UW-35)....................24

iv
1.4.3 Berdasarkan API 1104...............................................................................25
1.4.4 Berdasarkan AWS D1.1.............................................................................26
1.5 Reporting......................................................................................................27
UJI PENETRAN.........................................................................................................29
2.1 Umum............................................................................................................... 29
2.2 Alat dan Bahan................................................................................................. 32
2.2.1 Peralatan Pengujian Penetrant................................................................... 32
2.2.2 Bahan / Material pengujian Penetrant........................................................33
2.3 Tahapan Pengujian............................................................................................35
2.3.1 Surface Preparation...................................................................................35
2.3.2 Aplikasi Cairan Penetrant.......................................................................... 35
2.3.3 Pembersihan Penetrant Sisa.......................................................................36
2.3.4 Aplikasi Developer.................................................................................... 40
2.3.5 Interpretasi dan Evaluasi Indikasi..............................................................41
2.3.6 Pembersihan Akhir.................................................................................... 42
2.4 Prosedur............................................................................................................ 47
2.4.1 Teknik Untuk Temperatur Pengujian Standard................................... 48
2.4.2 Teknik Untuk Temperatur Pengujian Nonstandard.............................49
2.5 Evaluasi........................................................................................................50
2.6 Reporting......................................................................................................50
UJI MAGNETIK PARTIKEL....................................................................................51
3.1 Umum............................................................................................................... 51
3.2 Alat dan Bahan................................................................................................. 56
3.2.1 Peralatan Pengujian Partikel Magnet.........................................................56
3.2.2 Material atau Bahan Pengujian Partikel Magnet....................................... 58
3.3 Persyaratan Arus Magnetisasi...........................................................................60
3.3.1 Magnetisasi Melingkar.............................................................................. 60
3.3.1 Magnetisasi Memanjang............................................................................63
3.4 Tahapan dan Prosedur Pengujian......................................................................66

v
3.4 Evaluasi.............................................................................................................70
3.5 Reporting.......................................................................................................... 70
UJI ULTRASONIK.................................................................................................... 71
4.1 Umum............................................................................................................... 71
4.2 Peralatan Ultrasonik..........................................................................................75
4.2.1 Peralatan Ultrasonik Pulse Echo................................................................75
4.2.2 Peralatan Ultrasonik Through Transmission............................................. 76
4.2.3 Transducer................................................................................................. 77
4.2.4 Blok Standard............................................................................................ 81
4.3 Prosedur............................................................................................................ 83
4.3.1 Metoda Scanning....................................................................................... 83
4.3.2 Koreksi Amplitudo Jarak (DAC)...............................................................85
4.3.3 Kalibrasi.....................................................................................................87
4.4 Pengujian.......................................................................................................... 90
4.4.1 Pemeriksaan Cacat Laminasi Menggunakan Probe Normal..................... 90
4.4.2 Pemeriksaan Sambungan Las Menggunakan Probe Sudut........................90
4.5 Reporting.......................................................................................................... 93
UJI RADIOGRAFI.....................................................................................................94
5.1 Umum............................................................................................................... 94
5.2 Alat dan Bahan................................................................................................. 96
5.2.1 Source........................................................................................................ 96
5.2.2 Film Radiografi..........................................................................................99
5.2.3 Screens.....................................................................................................100
5.2.4 Holder dan Cassette................................................................................ 102
5.2.5 Image Quality Indicator (IQI)................................................................. 102
5.2.6 Viewer...................................................................................................... 105
5.2.7 Densitometer dan Step Wedge Comparison Film....................................105
5.2.8 Step Wedge Calibration Film.................................................................. 106
5.3 Prosedur.......................................................................................................... 106

vi
5.3.1 Perlindungan Terhadap Radiasi..............................................................106
5.3.2 Surface Preparation.................................................................................106
5.3.3 Film Identification................................................................................... 107
5.3.4 Source (Sumber radiasi).......................................................................... 107
5.3.5 Pemilihan dan Peletakan Wire IQI.......................................................... 107
5.3.6 Marker Lokasi..........................................................................................108
5.3.7 Source to Object Distance (SOD)............................................................109
5.3.8 Teknik Exposure......................................................................................110
5.3.9 Waktu Paparan (Exposure Time)............................................................. 113
5.3.10 Film Processing..................................................................................... 114
5.4 Kalibrasi..........................................................................................................116
5.4.1 Step Wedge Calibration Film................................................................. 116
5.4.2 Densitometer............................................................................................116
5.4.2 Step Wedge Comparison Film................................................................. 116
5.5 Evaluasi Film Radiografi................................................................................117
5.5.1 Artifak Film Radiografi........................................................................... 117
5.5.2 Unsharpness Geometris (Ug)...................................................................117
5.5.3 Batasan Densitas......................................................................................118
5.5.4 Batasan Variasi Densitas......................................................................... 118
5.5.5 Sensitivitas...............................................................................................118
5.5.6 Excessive Backscatter..............................................................................119
5.5.7 Acceptance Criteria................................................................................. 119
5.6 Keselamatan Kerja Radiasi.............................................................................121
5.7 Reporting........................................................................................................ 123
LAMPIRAN 1.......................................................................................................... 124
LAMPIRAN 2.......................................................................................................... 125
LAMPIRAN 3.......................................................................................................... 126
LAMPIRAN 4.......................................................................................................... 128
RANCANGAN ALAT BANTU AJAR................................................................... 131
DAFTAR PUSTAKA...............................................................................................133

vii

1
BAB 1UJI VISUAL
1.1 Umum1.1.1 Dasar-Dasar Pengujian Visual
Visual test (VT) merupakan teknik pemeriksaan yang paling banyak digunakan,
seringkali penglihatan (mata)seorang inspektor merupakan satu-satunya peralatan
yang dipakai untuk pemeriksaan. VT hampir dapat diaplikasikan pada semua jenis
material pada semua tahapan manufaktur pada semua usia pakai suatu komponen
atau struktur. Agar pengujian VT berhasil disyaratkan pencahayaan yang memadai
dan penglihatan inspektor yang baik. Jika akases terhadap daerah tertentu dari benda
yang diuji terbatas dapat digunakan alat bantu seperti borescope, fiberscope,
videoscope dan CCTV untuk melakukan VT jarak jauh.
a) Penglihatan
Indera penglihatan atau mata seorang inspektor merupakan bagian terpenting
dalam VT. Mata adalah organ tubuh yang komplek, tersusun dari banyak
bagian yang semuanya harus berfungsi dengan benar agar pengujian yang
baik dapat dialkukan. Bagian-bagian mata dapat dilihat pada Gambar 1.1
Gambar 1.1 Anatomi Mata Manusia
Cahaya yang memasuki mata akan melalui lapisan tembus pandang di dalam
kornea dimana terjadi senagian besar pembiasan cahaya. Cahaya selanjutnya
memalui iris, membran tipis berwarna yang mengendalikan jumlah cahaya yang

2
melalui mata. Iris adalah lensa kristal yang dapat berubah bentuk untuk
memfokuskan cahaya pada retina dibagian belakang bola mata. Untuk
mempertahankan bentuknya, bola mata terisi gel bening yang disebut vitreous humor.
Retina tertutup oleh sel-sel khusus dinamakan rod dan cone, yang mengubah cahaya
masuk menjadi impuls-impuls syaraf melalui proses fotokimia. Impuls-impuls syaraf
ini berjalan menuju otak melalui syaraf mata dimana terjadi proses decoding.
Penglihatan dapat berkurang akibat kegagalan fungsi dari salah satubagian
mata. Glaucoma, yaitu peningkatan tekanan fluida di dalam mata dapat
menghasilkan sedikit penyimpangan penglihatan atau bahkan kebutaan. Myopia,
hyperopia dan astigmatisma terjadi apabila cahaya difokuskan pada sebuah bidang
selain bidang retina mata. Dengan bertambahnya usia mata, lensa kristal akan
kehilangan kelenturannya untuk memfokuskan cahayadan dapat terjadi katarak.
Untuk menjamin bahwa seorang inspektor memiliki penglihatan yang baik,
ujian penglihatan dilakukan secara berkala untuk memverifikasi ketajaman
penglihatan, pemahaman penglihatan dan pembedaan warna. Seseorang yang
didiagnosa penyimpangan penglihatan yang diperbaiki dengan memakai kaca mata
akan disyaratkan untuk memeaki kaca mata itu selama melakukan pengujian visual.
b) Pemahaman Penglihatan
Pemahaman penglihatan adalah perbandingan dari apa yang dilihat oleh mata
dengan apa yang dilihat oleh pikiran. Walaupun tersedia sejumlah besar informasi
yang tersedia pada sembarang citra yang diberikan, yang diarahkan ke retina, hanya
sedikit persentase yang dipakai untuk pengenalan detil. Hal tersebut dikarenakan
keseluruhan dari cara kerja sistem penglihatan manusia. Mata tidak lebih dari
sekedar penerima yang mengumpulkan dan memfokuskan informasi yang datang
yang dibawa oleh foton, sedangkan otak mengambil dan memproses informasi yang
disediakan menjadi suatu citra yang akan diinterpretasi.
c) Pencahayaan
Untuk mengerti pentingnya pencahayaan dalam suatu lingkungan pemeriksaan,
perlu untuk mengetahui dasar-dasar cahaya, bagaimana cahaya diukur dan tingkat
pencahayaan yang disarankan untuk melalkukan pemeriksaan. Ada beberapa teori

3
yang menguraikan fonomena energi radian, teori gelombang dan kuantum adalah
yang paling banyak diterima. Teori gelombang menyakan bahwa radiasi berasal dari
pertikel bermuatan yang dipercepat (elektron-elektron yang bergetar) yang merambat
melalui ruang dan waktu dalam bentuk pergerakan seperti gelombang. Teori
kuantum dikembangkan melalui fisika medern menyatakan bahwa energi
dipancarkan dan diserap dalam bentuk kuanta atau paket energi (foton) tersendiri.
Kedua model tersebut didasarkan pada perpindahan energi tak bermassa, tak
bermuatan pada kecepatan 3 x 1010 cm/detik, masing-masing menyatakan kejelasan
yang berbeda mengenai interaksi cahaya dengan benda.
Cahaya tampak, energi yang menstimulasi sel penerima cahaya pada mata
manusia, umumnya didefinisikan sebagai energi dalam rentang panjang gelombang
380-770 nm. Cahaya tampak memperlihatkan kedua sifat sebagai model gelombang
dan model kuantum.
Spektrum elektromagnetik adalah cara yang mudah untuk menggambarkan secara
grafis radiasi-radiasi elektromagnetik. Ia didasarkan pada model teori gelombang
spektum elektromagnetik mencakup rentang energi dari sinar kosmis dengan panjang
gelombang sangat pendek hingga gelombang listrik dengan pangjang gelombang
tinggi, spektrum elektromagnetik dapat dilihat pada Gambar 1.2
Gambar 1.2 Spektrum Elektromagnetik
Cahaya tampak dikenal sebagai “cahaya putih” sebenarnya terdiri dari
spektrum frekuensi yang lebar. Apabila cahaya putih dilewatkan melalui sebuah

4
prisma, cahaya akan dipisahkan menjadi unsur-unsur frekuensi yang menghasilkan
warna-warna.
Hal penting yang perlu diingat adalah semua radiasi elektromagnetik memiliki
sifat yang serupa, dan sifat khusus mata lah yang memungkinkan bagian tampak dari
spektrum tersebut untuk menstimulasi penglihatan.
Pengukuran cahaya (fotometri) adalah suatu cara untuk menguatifikasi energi
radiandari cahaya tampak. Pengukuran diperoleh dari alat fotometer yang mengubah
energi radian cahaya menjadi sinyal listrik yang dapat diukur. Pada pengukuran
cahaya tampak sering digunakan hukum inverse square dan lambert cosine. Hukum
inverse square menyatakan bahwa pencahayaan sebuah permukaan berbanding
terbalik dengan kuadrat jarak antar sumber cahaya dan permukaan (persamaan 1.1)
Gambar 1.3 Hukum Inverse Square
E = I/d2 (1.1)
dimana: I = Intensitas cahaya
E = Pencahayaan
d = Jarak anatara titik dan sumber cahaya
Contoh, sebuah sumber cahaya dengan pencahayaan 1000 lm diukur pada jarak
0,3 m akan berkurang menjadi 250 lm pada jarak 0,6 m.
Hukum lamber cosine (persamaan 1.2 & 1.3) menyatakan bahwa pencahayaan
permukaan bervariasi sebagai cosinus sudut datang cahaya.
E = I cos θ (1.2)
Dimana: I = pencahayaan sumber
E = pencahayaan permukaan
θ = sudut datang

5
Gambar 1.4 Hukum Lambert Cosine
E2= E1 cos θ (1.3)
Penggabungan hukum inverse square dan lambert cosine memungkinkan
perhitungan pencahayaan permukaan pada sudut selain sudut normal.
Pencahayaan yang memadai pada permukaan yang diperiksa adalah penting
untuk mengidentifikasi indikasi secara benar. Seringkali pencahayaan secara umum
pada daerah kerja tidak mencukupi untuk melakukan pengujian visual, namun
demikian sebaiknya dipakai aturan code atau spesifikasi sebagai referensi untuk
tingkat pencahayaan minimum yang disyaratkan.
Apabila tingkat pencahayaan pada permukaan pemeriksaan dianggap tidak
memenuhi, sebaiknya dilakukan usaha untuk menambah pencahayaan dengan
menggunakan lampu senter, lampu portabel dan lapu-lampu berintensitas tinggi atau
memindahkan benda yang diuji ke daerah pemeriksaan yang lebih terang jika
memungkinkan. Warna cahaya juga berperan penting dalam meningkatkan kontras di
daerah inspeksi, contoh, pemeriksaan lapiran krom diatas nikel dapat ditingkatkan
melalui pemakaina cahaya kebiruan seperti yang dihasilkan oleh lampu neon warna
putih. Kemampuan pendeteksian indikasi dapat bervariasi akibat karakteristik
sumber cahaya, oleh karenanya karakteristik sumber cahaya yang dipakai selama
pemeriksaan sebaiknya diusahakan mendekati sumber cahaya yang dipakai saat
menguji standart referensi.

6
1.1.2 Faktor Yang Mempengaruhi Pengujian Visual
Faktor-faktor yang dapat mempengaruhi pengujian visual antara lain adalah
sifat meterial, kondisi permukaan, lingkungan pemeriksaan dan faktor-faktor fisik
dari inspektor.
Ukuran fisik dan kondisi objek yang diuji memainkan peranan penting dalam
menentukan hasil pengujian. Pengetahuan mengenai berbagai variabel yang
mempengaruhi pengujian akan membantu inspektor dalam mengurangi kemungkinan
terlewatnya indikasi.
Kondisi permukaan yang mempengaruhi pengujian visual antara lain meliputi
kebersihan, warna, tekstur, kondisi spesimen, dan temperatur. Salah satu
persyaranatan dasar agar pengujian visual menjadi efektif adalah benda kerja yang
bersih, material pengotor yang tidak diinginkan seperti debu, minyak, gemuk dll
dapat menutupi permukaan diskontinuitas akatual atau menghasilkan indikasi palsu.
Permukaan pemeriksaan yang bersih mencegan kemungkinan terlewatnya indikasi.
Warna cahaya yang datang relatif terhadap warna objek yang diuji berperan
penting didalam pendeteksian diskontinuitas. Warna cahaya dapat digunakan untuk
menambah kontras dengan caramengintensifkan atau melemahkan warna-warna
tertentu.
Sebuah permukaan yang memantulkan cahaya dapat menyilaukan dan
mengganggu pengujian pada permukaan benda uji. Permukaan yang sangat kasar
dapat mensyaratkan pencahayaan khusus untuk menerangi seluruh daerah tersebut
secara mencukupi. Silau dapar dikurangi dengan cara membesarkan sudut antara
sumber cahaya dan garis pengamatan atau dengan meredupkan sumber cahaya.
Kondisi fisik seperti bentuk dan ukuran spesimen dapat berfungsi sebagai
faktor pembatas selama pengujian visual. Objek dengan bentuk yang komplek dapat
mengganggu pengujian, daerah ini perlu mendapat perhatian lebih banyak. Saat
menguji objek dengan ukuran besar, perhatian tertentu sebaiknya diberikan untuk
memastikan bahwa pengujian menyeluruh telah dilakukan.
Suhu tinggi mengurangi usia pakai komponen-komponen logam. Penggunaan
komponen-komponen logam pada suhu tinggi dapat menghasilkan creep, kelelahan

7
akibat pemanasan, dan kegagalan karena beban berlebih. Creep adalah perubahan
bentuk logam akibat terkena tegangan, umumnya pada suhu tinggi Retak karena
kelelahan pada suhu tinggi adalah akibat dari siklus pemanasan berulang yang
mengakibatkan pemuaian dan penyusutan logam. Jika siklus pemanasan diakibatkan
oleh gesekan, seperti yang terjadi pada komponen sistem rem, dapat terjadi retak
karena kelelahan dan panas yang dinamakan heat checking. Manifold gas buang
mesin yang tertahan selama siklus pemanasan dan pendinginan yang berulang dapat
mengakibatkan retak fatik karena tegangan tarik sisa. Siklus pemanasan yang
berulang di dalam atmosfer pengoksidasi dapat menimbulkan lapisan kerak oksida
pada material. Lapisan oksida ini dapat menutupi diskontinuitas permukaan dan perlu
kehati-hatian saat memeriksa daerah ini.
Faktor-faktor lingkungan yang dapat mempengaruhi pemeriksaan adalah
atmosfer, kebersihan benda yang diperiksa, dan posisi benda terhadap inspektor.
Atmosfer dalam konteks ini mengacu pada bagian lingkungan yang berpengaruh
secara fisik atau kejiwaan terhadap penguji. Atmosfer yang bebas dari kebisingan
tingkat tinggi, debu, asap, dan gangguan lainnya akan lebih kondusif terhadap
performa penguji.
Seperti telah disebutkan sebelumnya, kebersihan benda yang diuji adalah
penting saat melakukan pengujian visual. Yang tidak kalah pentingnya lagi adalah
kebersihan lingkungan pengujian. Sumber utama zat-zat pengotor pada lingkungan
pemeriksaan adalah perpindahan bagian-bagian benda yang diperiksa dari satu
tempat ke tempat lainnya. Saat terjadi perpindahan bagian-bagian benda yang
diperiksa, kotoran dan zat pengotor lainnya juga dapat berpindah ke permukaan
benda jika daerah sekitarnya tidak bersih. Lingkungan pengujian dapat
terkontaminasi melalui berbagai macam cara. Salah satunya adalah melalui asap dan
uap di udara yang menempel pada permukaan yang mengkilap dan mengurangi
kontras yang diperlukan untuk menentukan lokasi diskontinuitas.
Kelembaban dan suhu adalah faktor lingkungan yang mempengaruhi performa
pengujian visual. Orang yang berbeda akan memiliki kemampuan yang berbeda
untuk bertoleransi terhadap panas dan kelembaban, dan jika suhu inti tubuh
meningkat, kemampuan mental dari inspektor akan berkurang.

8
Faktor kejiwaan, variabel-variabel kejiwaan yang dapat mempengaruhi hasil
pengujian adalah kenyamanan fisik, kesehatan, dan sikap mental dari inspektor,
kelelahan, dan posisi benda yang diuji terhadap inspektor.
Posisi benda uji dan jaraknya dari inspektor memiliki pengaruh pada hasil
pemeriksaan. Jarak dan sudut pengamatan yang direkomendasikan adalah maksimum
sebesar 610 mm pada sudut tidak kurang dari 30o terhadap permukaan pemeriksaan
seperti yang diperlihatkan dalam Gambar 1.5
Gambar 1.5 Rekomendasi Besar Sudut Pengamatan
Jika permukaan benda yang diuji tidak dapat dipindahkan atau disesuaikan
sehingga mata tidak dapat diatur pada posisi ini, alat bantu visual yang sesuai seperti
cermin harus digunakan. Benda-benda yang letaknya tinggi juga menimbulkan
masalah terhadap pengujian. Sebuah komponen yang letaknya tinggi dan diluar
jangkauan inspektor tidak dapat diuji seluruhnya tanpa memakai peralatan bantu.
1.1.3 Diskontinuitas
Pengujian visual dipakai untuk menentukan lokasi diskontinuitas dalam
berbagai tahapan proses manufaktur. VT umumnya dilakukan pada hasil pengecoran
(casting), penempaan, dan pengelasan dan juga dilakukan setelah proses pemesinan.
Benda cor dibuat dengan menuangkan logam cair ke dalam sebuah cetakan.
Pada benda cor dapat terjadi berbagai macam diskontinuitas bawaan. Jenis
diskontinuitas cor yang umum terjadi pada permukaan adalah inklusi, porositas,
sobek panas, retak susut, dan cold shut. Inklusi dapat diakibatkan oleh pasir yang
dipakai membuat cetakan, slag dari logam yang dituangkan, material logam keras,
atau material lain yang tidak leleh dan menyatu dengan logam cair. Inklusi muncul di
sembarang tempat pada permukaan dan menghasilkan tampilan permukaan yang

9
kasar dan berpori. Porositas dihasilkan oleh gas-gas yang keluar dari logam cair dan
terperangkap saat proses pembekuan. Sobek panas dan retak susut diakibatkan oleh
laju pembekuan logam yang tidak rata atau perubahan ketebalan material yang
drastis akibat bentuk benda cor yang tidak teratur. Sobek panas dan retak susut
biasanya terjadi pada daerah-daerah bertegangan seperti sudut-sudut, daerah dimana
bagian benda cor tertahan, atau daerah dimana terjadi perbedaan ketebalan yang
drastis. Cold shut adalah tidak fusinya logam cor yang diakibatkan oleh penuangan
logam yang terhenti, atau pada daerah dimana pembekuan terjadi sebelum proses
penuangan selesai. Cold shut dapat terjadi di sembarang tempat pada benda cor,
namun umumnya ditemukan dekat dengan daerah aliran yang terputus dekat dengan
inti benda cor.
Benda tempa dibuat dengan meletakkan logam panas antara dua cetakan dan
gaya tekan yang besar membentuk logam panas menjadi benda jadi. Beberapa jenis
diskontinuitas dapat ditemukan saat pengujian visual, misalnya laps (lipatan), bust
(pecahan), dan retak pada garis cetakan (flash line tears). Laps dihasilkan saat
material terlipat dalam proses penempaan. Material ditekan ke bawah dan tidak
menyatu dengan bagian material lainnya akibat adanya oksidasi di permukaan.
Lipatan dapat terjadi hampir di sembarang tempat pada benda tempa, namun mereka
biasanya muncul sepanjang garis cetakan. Burst adalah pecahnya material yang
terjadi saat penempaan dilakukan pada suhu yang kurang panas, atau terjadinya
perubahan ketebalan yang drastis saat material ditekan ke dalam cetakan. Flash line
tear adalah retakan sepanjang garis cetakan akibat pemotongan bekas cetakan yang
tidak benar.
Proses pemesinan dilakukan pada bahan mentah untuk menghasilkan
komponen jadi. Proses bubut, milling, gerinda, bor, dan potong adalah berbagai
proses pemesinan yang dapat menghasilkan diskontinuitas. Retak penggerindaan
diakibatkan oleh panas berlebihan yang dihasilkan pada benda kerja selama proses
penggerindaan dan muncul sebagai retakan yang halus dan tipis. Sobekan terjadi
akibat kecepatan perkakas pemesinan yang tidak tepat sehingga menimbulkan
sobekan pada material.
Pengelasan, yaitu proses penyambungan bagianbagian komponen memakai
panas untuk melelehkan dan meleburkan material, menghasilkan sejumlah

10
diskontinuitas yang dapat muncul saat pengujian visual. Porositas, retakan, slag, fusi,
penembusan, undercut, dan overlap adalah diskontinuitas yang dapat muncul pada
hasil laslasan.
Porositas, seperti halnya yang terbentuk pada proses pengcoran, diakibatkan
oleh gas-gas yang dikeluarkan oleh logam las cair yang terjebak saat pembekuan
logam.
Retak dapat terjadi akibat ada bagian dari logam induk yang tertahan selama
proses pendinginan. Saat logam las mendingin terjadi penyusutan, dan sembarang
penahanan dapat mengakibatkan peretakan.
Slag adalah sisa-sisa flux pelindung yang dipakai untuk melindungi logam las
cair dari kontaminasi atmosfer. Jika slag tidak seluruhnya dibersihkan sebelum
pendeposisian logam las berikutnya, maka ia akan terjebak di dalam logam las. Slag
muncul sebagai indikasi memanjang yang terletak di antara manik las.
Fusi adalah pelelehan dan pencampuran antara logam las dan logam induk,
atau lapisan las sebelumnya. Jika tidak terjadi penggabungan yang sempurna, bisa
muncul indikasi linier di antara manik las, atau di antara manik las dengan logam
induk.
Penembusan adalah istilah yang digunakan untuk mendefinisikan suatu
tingkatan dimana logam las telah memasuki sambungan las. Penembusan adalah
penting untuk menentukan apakah sisi las bagian bawah dapat diakses oleh inspektor.
Akar las yang paling tidak setinggi logam induk dan menyatu halus dengan logam
induk menunjukkan penembusan yang mencukupi.
Undercut diakibatkan oleh kegagalan logam las untuk mengalir ke dalam
daerah yang lebih tipis yang dihasilkan oleh logam induk yang mencair. Hal ini
menghasilnya adanya diskontinuitas berbentuk takikan pada daerah transisi antara
logam las dan logam induk atau kaki las (weld toe).
Overlap terjadi saat logam las mengalir dan menumpuki material di bawahnya
namun tidak melebur jadi satu. Diskontinuitas berbentuk takikan yang dihasilkannya
mengakibatkan timbulnya konsentrasi tegangan pada bagian bawah takikan.

11
1.2 Peralatan Pengujian Visual
Peralatan untuk pemeriksaan visual termasuk borescope, fiberscope, penggaris,
jangka, peralatan ukur mekanis, peralatan ukur las, kaca pembesar, cermin, sistem
otomasi, sistem berbasis komputer, sistem pencitraan, sistem optik khusus, dan
CCTV.
1.2.1 Borescopes
Borescope yang kaku memungkinkan pemeriksaan visual dilakukan pada
daerah bagian dalam, atau obyek yang letaknya jauh dari lingkungan pemeriksaan
dengan akses fisik yang terbatas. Dengan menggunakan sistem lensa dan prisma,
borescope dapat membesarkan citra daerah interest saat melakukan pengujian.
Cahaya pada daerah pemeriksaan dihasilkan oleh lampu pada ujung borescope atau
melalui serat optik atau penuntun cahaya cair dari sumber cahaya berintensitas tinggi
yang lokasinya jauh. Borescope terdapat dalam berbagai kombinasi diameter dan
panjang.
Borescope dapat menggunakan sistem relay lensa cembung, sistem relay lensa
cembung dan batang hibrida, atau batang kaca rigid, ditambah lensa-lensa okular dan
obyektif. Sistem relay lensa-lensa cekung mengirimkan citra secara berantai dari satu
lensa ke lensa lainnya sepanjang borescope.
Batang lensa hibrida terdiri dari serangkaian batang-batang lensa untuk
mengirimkan citra. Rangkaian batang lensa memiliki keuntungan dibandingkan
rangkaian lensa sederhana karena menghasilkan lebih sedikit pembiasan akibat
penyebaran cahayanya lebih sedikit, dan mereka berdiameter kecil, yang akan
mengurangi diameter borescope.

12
Gambar 1.6 Borescopes
1.2.2 Fiberscope
Fiberscope serupa dengan borescope karena dapat dipakai memeriksa daerah-
daerah yang umumnya tidak dapat diakses; namun demikian fiberscope bekerja
dengan prinsip yang berbeda. Borescope menggunakan sistem lensa untuk
mengirimkan citra dari obyek ke mata, sedangkan fiberscope menggunakan
sekumpulan serat pengirim cahaya yang dibuat dari kaca atau quartz. Kumpulan serat
ini dinamakan penuntun citra. Sifat penuntun citra yang fleksibel ini memungkinkan
fiberscope memeriksa daerah lekukan dan sudut sementara borescope yang
rigid hanya dapat memasuki lintasan yang lurus.
Fiberscope mengumpulkan citra menggunakan lensa obyektip dan
merambatkan cahaya melalui sekumpulan serat tipis sebesar 8 µm. Cahaya
dirambatkan pada bagian dalam serat melalui proses pemantulan cahaya. Hal ini
dimungkinkan karena serat-serat tersebut dilapisi dengan lapisan kaca tipis yang
memiliki indeks pembiasan lebih rendah ketimbang serat tersebut. Hal ini
mengakibatkan cahaya dipantulkan di dalam serat tanpa keluar ke udara atau ke serat
yang berdekatan.
Karena masing-masing serat hanya merambatkan sejumlah kecil citra, maka
sekumpulan serat tersebut harus disusun agar masing-masing ujung serat berakhir

13
pada posisi yang sama pada lensa okuler yang sesuai pada lensa obyektip. Hal ini
dinamakan sebagai penjajaran koheren yang memungkinkan terjadinya kohesivitas
citra pada lensa pengamatan. Jika serat diletakkan secara sembarangan pada ujung-
ujung lensa, citra yang dihasilkan akan tidak beraturan.
fiberscope dapat difokuskan memakai lensa obyektip yang dapat bergerak-
gerak, atau fokusnya tetap jika lensa obyektip tidak dapat digerakkan. Cahaya untuk
daerah pemeriksaan dihasilkan oleh kumpulan serat lain yang merambatkan cahaya
yang dihasilkan oleh sumber cahaya luar berintensitas tinggi. Serat-serat ini memiliki
diameter yang lebih besar ketimbang serat citra dan mereka tidak perlu disusun
secara koheren karena mereka tidak merambatkan citra. Ujung yang dapat diarahkan
merupakan pilihan pada fiberscope. Ujung dapat diarahkan memakai perangkat
mekanis atau pneumatis yang memungkinkan ujung fibersope menjangkau dan
memperoleh pandangan yang lebih besar.
Gambar 1.7 Fiberscope
1.2.3 Penggaris
Perangkat mekanis paling sederhana untuk pengukuran linier adalah penggaris
baja sepanjang 150 mm yang dapat menghasilkan keakuratan hingga 0.5 mm jika
digunakan dengan benar. Keakuratan juga dibatasi oleh lebar dari tanda ukuran yang
dietsa pada penggaris.
Untuk memperoleh pengukuran yang akurat dengan penggaris baja, gunakan
10 mm sebagai referensi awal perhitungan dan kurangkan 10 mm dari ukuran
perhitungan yang diperoleh. Cara ini disarankan karena lebih sulit untuk memulai
perhitungan dari angka nol. Juga adanya kemungkinan dari kerusakan pada ujung-
ujung angka nol yang dapat mempengaruhi pengukuran. Saat melakukan pengukuran,
penggaris seharusnya diatur tegak lurus dengan tes piece sehingga tanda ukurannya
sedekat mungkin dengan daerah pengukuran seperti diperlihatkan dalam Gambar 1.8

14
penjajaran ini juga meminimumkan kesalahan paralaks. Karena penggaris baja
memiliki beberapa skala dengan tanda ukuran yang berbeda, harus diperhatikan
untuk memilih skala yang sesuai untuk menghindari perkiraan hasil pengukuran. Jika
pengukuran dilakukan dengan skala yang dipilih dan hasil pengukuran jatuh antara
garis tanda, skala terkecil selanjutnya yang dibaca.
Gambar 1.8 Pengukuran Menggunakan Penggaris
1.2.4 Jangka (calipers)
Jangka digunakan untuk memperoleh pengukuran linier yang akurat. Jangka
terdapat dalam berbagai macam ukuran dan konfigurasi untuk pengukuran panjang,
lebar, tinggi, diameter, dan kedalaman, dan pembacaannya dapat langsung atau tak
langsung.
Jangka jenis pembacaan tak langsung, atau transfer (Gambar 1.9) dipakai untuk
memindahkan ukuran dari suatu benda ke penggaris baja. Sebagai contoh,
pengukuran diameter luar dilakukan dengan mengatur jangka sehingga kedua
kakinya menyentuh bagian terluar benda. Jarak ini selanjutnya dipindahkan ke
penggaris baja untuk memperoleh hasil pengukuran. Jika dilakukan dengan benar,
jenis pengukuran ini keakuratannya mencapai 0.4 mm.
Gambar 1.9 Indirect Calipers

15
Jangka pembacaan langsung terdapat dalam berbagai jenis. Jangka pembacaan
langsung bisa sederhana berupa penggaris dengan penjepit untuk pengukuran kasar
atau dapat berupa jenis sorong, dial, atau elektronik yang dipakai untuk pengukuran
yang sangat akurat, seperti diperlihatkan dalam Gambar 1.10
Gambar 1.10 Caliper Reading
1.2.5 Alat Ukur Mekanis (micrometers)
Peralatan ukur mekanis dapat dipakai untuk melakukan pengukuran linier
dengan sangat akurat. Peralatan ukur mekanis terdapat dalam berbagai konfigurasi
untuk pengukuran bagian dalam dan luar benda rata, lengkung, berulir, dan silinder.
Peralatan ukur mekanis terdiri dari jangka yang beroperasi dengan menentukan
seberapa jauh ujung sekrup bergeser setelah satu putaran penuh. Komponen dari alat
ukur mekanis diperlihatkan dalam Gambar 1.11
Gambar 1.11 Mechanical Gage (Micrometer)

16
1.2.6 Alat Ukur Las (weld gages)
Perkakas yang umum dipakai dalam pengujian visual las-lasan adalah fillet
weld gage. Peralatan sederhana dan mudah digunakan ini mengukur panjang kaki las
dan menentukan ukuran leher las fillet. Peralatan ukur ini pada dasarnya adalah
sebuah pembanding ukuran yang memenuhi syarat dietsa pada alat ukur itu dan
busurbusurnya dipotong menjadi alat ukur manik las. Alat ini diletakkan pada sudut
komponen yang dilas dan ukuran las aktual dibandingkan dengan standard pada alat
ukur seperti dalam Gambar 1.12. Alat ukur ini merupakan cara yang cepat dan presisi
untuk mengukur las fillet yang cekung atau cembung dari ukuran 3 mm hingga 25
mm.
Gambar 1.12 Fillet Weld Gage
Alat ukur las Palmgren, Gambar 1.13 dapat dipakai untuk menentukan ukuran
las fillet, ukuran leher las aktual pada las fillet yang cembung dan cekung, tinggi
capping las tumpul, dan bukaan akar las dari 3 mm hingga 8 mm.
Gambar 1.13 Palmgren Weld Gage

17
Peralatan lain yang lebih serbaguna yang dipakai untuk pemeriksaan las adalah
alat ukur las, yang umum disebut dengan alat ukur Cambridge karena dikembangkan
oleh the Welding Institute of Cambridge, England. Memakai peralatan ini, sudut alur
penyiapan sambungan, ketidaklurusan sambungan, ukuran las fillet dan pengukuran
kedalaman dapat diperoleh dengan mudah. Gambar 1.14 memperlihatkan
penggunaannya.
Gambar 1.14 Cambridge Gage
1.2.7 Lensa Pembesar
Adakalanya, rentang penglihatan mata manusia tidak mencukupi untuk
melakukan pengamatan tertentu. Pada kasus ini, alat bantu penglihatan seperti lensa
pembesar dipakai untuk meningkatkan penglihatan natural. Lensa pembesar tersedia
dalam berbagai variasi rentang perbesaran, dari 1.5x hingga 2000x dengan bidang
pengamatan dari 89 mm hingga 0.15 mm. Rentang ketelitian dari 0.05 mm hingga 2
µm. Mikroskop, kaca pembesar, dan optical comparator adalah varian dari lensa
pembesar. Pada saat memilih lensa pembesar, perlu dipertimbangkan daya
perbesaran, jarak kerja, dan bidang pengamatan. Hal tersebut saling berhubungan
dimana perbesaran yang tinggi memiliki jarak kerja yang pendek dan bidang

18
pengamatan yang sempit. Sebaliknya, daya perbesaran yang rendah memiliki jarak
kerja yang panjang dan bidang pengamatan yang luas.
1.2.8 Cermin
Penggunaan cermin kadangkala diperlukan apabila semua atau sebagian daerah
pemeriksaan tidak dapat ditempatkan dengan mudah di dalam rentang pengamatan
yang disarankan (610 mm pada 30o). Berbagai jenis cermin pemeriksaan dijual
dengan sambungan yang dapat ditekuk, pegangan yang dapat dipanjangkan, dan ada
yang memiliki sumber cahaya sendiri yang memungkinkan penempatan cermin dan
sumber
cahaya tersebut pada lokasi pemeriksaan.
1.2.9 Automated Systems
Sistem pengujian visual yang diotomasi memakai “penglihatan mesin” yang
akhir-akhir ini dikembangkan untuk “melihat” dan menginterpretasi informasi
tentang benda uji. Perangkat tersebut menguji benda memakai kamera vidicon atau
CCD, laser, thermometer, dll., memproses data di dalam mikroprosesor,
membandingkan data tersebut dengan contoh yang telah diketahui dan dapat diterima
yang telah disimpan di dalam memori, lalu menentukan keberterimaan benda
tersebut. Pabrikan yang menggunakan sistem yang diotomasi dapat menghemat biaya,
memperoleh hasil pemeriksaan yang andal yang tidak dipengaruhi oleh kondisi
manusia seperti kelelahan.
Sebagai contoh, industri baja menggunakan kamera CCD untuk memindai slab
baja panas guna mencari diskontinuitas pada saat slab tersebut melewati meja
pengerolan. Industri kendaraan bermotor menggunakan sistem yang diotomasi untuk
mengkarakterisasi adanya blirik, bintik, dan distribusi partikel logam pada cat
metalik.
1.2.10 Computer Based Systems
Beberapa sistem pengujian visual menggunakan komputer untuk meningkatkan
dan memanipulasi citra dari spesimen uji. Perangkat ini mendigitalkan citra dan
mengubah tiap sel gambar (pixel) menjadi bilangan biner, yang dapat diinterpretasi

19
oleh perangkat lunak komputer. Menggunakan data citra yang telah didigitalkan ini,
pengukuran yang sangat akurat dapat dilakukan pada daerah tertentu, dan citranya
dapat diperbaiki secara digital untuk mengkompensasi pencahayaan yang kurang
atau adanya variasi pada tekstur permukaan. Data yang telah didigitalkan juga dapat
disimpan dalam media penyimpan (pita magnetik, disket, dll.) untuk dibuka kembali
jika diperlukan
1.2.11 Imaging Systems
Peralatan yang dipakai untuk memperoleh citra dari suatu permukaan uji dan
meneruskannya secara elektronis ke suatu perangkat penampil dinamakan sistem
pencitraan. Sebuah borescope videoprobe adalah contoh sistem pencitraan.
Borescope videoprobe menggabungkan sebuah borescope dengan teknologi
pemrosesan video, yang mengurangi kesulitan-kesulitan yang dijumpai saat
menggunakan borescope atau fibersope saja. Kesulitan seperti regangan mata dan
kelelahan operator, diakibatkan oleh pemeriksaan pada posisi yang sulit, dikurangi
saat citra dipindahkan dari lensa pengamatan ke suatu penampil seperti monitor
video CRT. Sistem pencitraan yang mengkombinasikan sebuah videoprobe dengan
suatu prosesor citra cocok untuk menampilkan memanipulasi, dan menyimpan citra
yang diperoleh.
Sistem pencitraan pada mulanya hanya menggunakan sebuah kamera yang
direkatkan pada lensa pengamatan sebuah borescope atau fiberscope dengan citra
yang ditampilkan di monitor. Pada videoprobes, kamera diletakkan pada ujung probe
di belakang lensa obyektip, dan monitor diletakkan pada lensa pengamatan.
Tampilan videoprobe serupa dengan fiberscope; namun, videoprobe
menggunakan kumpulan serat optik hanya untuk menghantarkan cahaya ke lokasi
pengamatan. Pantulan cahaya (citra) dikumpulkan dalam CCD dan diteruskan
sebagai sinyal listrik menuju video pemroses. Sinyal-sinyal tersebut diteruskan
melalui serangkaian kabel (kabel ini menggantikan berkas citra fiberscope) menuju
pemroses video. Selanjutnya, pemroses menguraikan kode-kode listrik dan
menguatkan data tersebut untuk ditampilkan di layar CRT. CCD adalah rangkaian
kapasitor semikonduktor yang mengumpulkan muatan sebagai foton cahaya yang
mengenainya.

20
1.2.12 Special Optical Systems
Optical flat dan optical comparator adalah dua alat pengujian visual yang
umum digunakan untuk memeriksa karakteristik tertentu dari benda yang diuji.
Optical flat dipakai untuk memeriksa kerataan sebuah permukaan yang
mensyaratkan tingkat keakuratan tinggi. Sebuah optical flat terdiri dari silinder kaca
atau quartz yang dibuat menggunakan suatu permukaan yang sangat rata. Saat
diaplikasikan ke permukaan yang diperiksa, penyimpangan dari permukaan tersebut
akan menghasilkan celah udara antara flat dan spesimen, mengakibatkan munculnya
pola-pola pada optical flat. Pola-pola ini merupakan pola gangguan yang dihasilkan
saat cahaya dipantulkan dari permukaan yang diperiksa mengganggu cahaya
yang dipancarkan melalui optical flat.
Optical comparator tersedia dalam berbagai macam jenis dan dipakai untuk
membandingkan karakteristik permukaan yang diperiksa dengan suatu standard yang
diketahui. Penyelesaian permukaan, ulir pada pengikat, dan roda gigi adalah
beberapa kondisi yang dapat diperiksa memakai comparator ini.
Beberapa jenis comparator cukup kecil untuk dibawa ke lokasi pemeriksaan,
sedangkan jenis yang lainnya berukuran besar dan stasioner, dimana benda uji harus
dibawa ke comparator tersebut. Jenis comparator ini juga dinamakan contour
projector. Benda yang diperiksa ditempatkan pada projector tersebut dan sumber
cahaya di belakang benda uji memproyeksikan bayangan benda uji yang diperbesar
pada sebuah layar dimana profil standard diletakkan. Selanjutnya dilakukan
pembandingan antara standard tersebut dengan benda uji.
1.2.13 Closed Circuit Television
CCTV memakai tabung kamera televisi untuk mengubah cahaya yang
dipantulkan dari benda yang diamati menjadi citra listrik yang dipancarkan dan
ditampilkan pada layar CRT. Tabung kamera dapat berupa tabung citra orthicon
yang bekerja berdasarkan prinsip emisi foton atau tabung vidicon yang bekerja
berdasarkan prinsip konduksi foton.
Emisi foton terjadi saat elektron dipancarkan oleh permukaan yang sensitip
terhadap foton yang distimulasi oleh cahaya. Konduksi foton adalah proses dimana

21
konduktivitas dari permukaan yang sensitip terhadap foton berubah seiring
berubahnya intensitas cahaya yang mengenainya. Kedua proses tersebut
menghasilkan arus listrik berupa sinyal-sinyal video. Sinyal tersebut selanjutnya
diproses, diperkuat, dan ditampilkan pada layar CRT.
1.3 Prosedur
1.3.1 Pencahayaan
Pengujian harus dilakukan di bawah cahaya tampak dengan intensitas cahaya
minimum 1000 Lux (100 fc) pada permukaan yang sedang diuji. Untuk memperoleh
pencahayaan yang diperlukan selama pengujian dapat digunakan lampu senter,
lampu portabel, lampu-lampu berintensitas tinggi, atau memindahkan benda kerja ke
daerah yang lebih terang jika memungkinkan.
1.3.2 Persyaratan Umum
Permukaan las yang diuji dan daerah disekitarnya selebar 25 mm harus
dibersihkan. Wire brushing dapat dilakukan untuk membersihkan permukaan.
Penguji harus memiliki akses untuk melakukan pemeriksaan. Untuk melakukan
pemeriksaan langsung, harus ada akses untuk melihat pada jarak 600 mm dari
permukaan yang diuji dan pada sudut tidak kurang dari sekitar 30o. Cermin dapat
digunakan untuk meningkatkan sudut penglihatan, dan kaca pembesar dapat
digunakan untuk membantu pemeriksaan.
1.3.2 Urutan Pengujian
1) Pengujian Visual Saat Persiapan Sambungan
Jika pengujian visual disyaratkan sebelum pengelasan, maka sambungan harus
diuji untuk memastikan bahwa:
a) Jenis logam induk sesuai dengan detail gambar kerja
b) Bentuk dan ukuran alur las memenuhi persyaratan WPS
c) Daerah alur las dan logam induk yang berdekatan dengan alur las bersih dari
cat, kerak, karat, minyak, gemuk, dan material lainnya yang mengganggu
proses pengelasan
d) Daerah alur las memiliki permukaan yang cukup halus bebas takikan yang
dalam, alur tajam dan kekasaran permukaan lainnya.

22
e) Alur las bebas dari cacat logam induk seperti laminasi, inklusi dan lubang-
lubang kecil yang membuka ke permukaan.
f) Bagian-bagian yang disambung sudah fix sesuai dengan gambar. Jika ada
ketidak lurusan antar bagian-bagian yang disambung, lihat batasan toleransi
pada kriteria keberterimaan yang sesuai.
2) Pengujian Visual Selama Pengelasan
Jika disyaratkan, las-lasan harus diuji selama proses pengelasanuntuk
memastikan bahwa:
a) Tiap-tiap pass dari logam las sudah dibersihkan sebelum pass berikutnya
diaplikasikan.
b) Tidak ada imperfection yang nampak seperti retak atau cavity, jika
ditemukan imperfection semacam itu maka harus dilaporkan sehingga
dapat dilakukan perbaikan sebelum pass berikutnya dilakukan.
c) Kedalaman dan bentuk gouging sudah sesuai dengan WPS yang dipakai.
d) Daerah transisi antar pass logam las dan antara logam las dan logam
induk telah memiliki bentuk sedemikian rupa sehingga dapat diperoleh
peleburan yang baik pada deposit las berikutnya.
3) Pengujian Visual Setelah Pengelasan
Las-lasan yang sudah selesai harus diuji untuk menentukan apakan hasilnya
memenuhi standard keberterimaan
a) Semua slag telah dibersihkan secara manual atau mekanis
b) Tidak ada bekas penekanan atau pemanasan
c) Hindari hasil penggerindaan yang kasar dan tidak seragam
d) Profil capping las dan tinggi reinforcement memenuhi ketentuan dari
standard keberterimaan yang digunakan.
e) Permukaan capping las seragam, pola ayunan tampak rata dengan
tampilan visual yang memuaskan.
f) Lebar capping seragam disepanjang sambungan las dan memenuhi
persyaratan yang diberikan dalam gambar las. Pada butt joint harus
diperiksa agar tidak terjadi underfill.

23
g) Bagian akar las yang dapat diakses secara visual diperiksa mengenai
penembusan, kecembungan atau kecenkunagn akar las, undercut, retak dll
h) Alat bantu yang dilaskan sementara pada logam induk untuk
memudahkan produksi atau assembly telah dihilangkan dan bekasnya
diratakan agar benda tidak rusak, daerah dimana alat bantu tersebut
dilaskan harus diperiksa agar tidak terdapat retak.
1.4 Evaluasi
1.4.1 Berdasarkan ASME Section I (PW-33 & PW-35)
a) Kelurusan pada bagian ujung-ujung sambungan las tumpul harus sedemikian
rupa sehingga offset maksimum tidak melebihi besaran yang tercantum dalam
Tabel 1.1.
Tabel 1.1 Toleransi Alignment Butt Joint
b) Ketebalan bagian t adalah ketebalan nominal dari bagian sambungan yang
lebih tipis.
c) Sambungan las tumpul harus memiliki penetrasi penuh.
d) Kondisi permukaan as-welded diijinkan asalkan permukaan las harus bebas
dari bentuk ayunan las yang kasar, alur-alur, overlap, tonjolan kasar, dan
lekukan untuk menghindari konsentrasi tegangan.
e) Kedalaman undercut tidak boleh melebihi 0,8mm atau 10% ketebalan
material, mana yang lebih kecil, dan harus tidak boleh mengurangi ketebalan
bagian yang disyaratkan.

24
f) Reinforcement las harus tidak boleh melebihi ketentuan dalam Tabel 1.2
Tabel 1.2 Maksimum Reinforcement
1.4.2 Berdasarkan ASME Section VIII Div.1 (UW-33 & UW-35)
a) Kelurusan bagian pada ujung-ujung sambungan las tumpul harus sedemikin
rupa sehingga offset maksimum tidak melebihi besaran yang berlaku untuk
kategori sambungan las (UW-3) seperti yang tercantum dalam Tabel 1.3
Tabel 1.3 Toleransi Alignment Butt Joint
b) Ketebalan bagian t adalah ketebalan nominal dari bagian sambungan yang
lebih tipis.
c) Sambungan las tumpul harus memiliki penembusan yang lengkap dan
peleburan yang sempurna
d) Kondisi permukaan as-welded diijinkan asalkan permukaan las harus bebas
dari bentuk ayunan las yang kasar, alur-alur, overlap, tonjolan kasar, dan

25
lekukan yang tidak mengganggu interpretasi film radiografi dan pengujian
NDT lainnya yang disyaratkan.
e) Pengurangan ketebalan akibat proses pengelasan (termasuk undercut)
diijinkan asalkan semua kondisi berikut terpenuhi
1. Pengurangan ketebalan harus tidak mengurangi metrial pada
permukaan yang disambung dibawah ketebalan minimum yang
disyaratkan pada sembarang lokasi.
2. Pengurangan ketebalan harus tidak melebihi 1 mm atau 10%
ketebalan nominal pada permukaan yang disambung, mana yang lebih
kecil.
f) Apabila sambungan las tumpul single dibuat menggunakan pelat penahan
permanen yang tidak dihilangkan persyaratan tinggi reinforcement hanya
berlaku untuk sisi yang berlawanan dengan pelat penahan tersebut.
g) Ketinggian reinforcement las pada masing-masing permukaan las harus tidak
melebihi ketentuan dala Tabel 1.4
Tabel 1.4 Ketentuan Maksimum Reinforcement
1.4.3 Berdasarkan API 1104
Semua las-lasan harus diperiksa secara visual dan harus diterima jika undercut
yang lokasinya dekat capping pass atau root pass tidak melebihi ukuran dalam Tabel
1.5
Tabel 1.5 Ukuran Maksimum Undercut

26
1.4.4 Berdasarkan AWS D1.1
Semua las-lasan harus diperiksa secara visual dan harus diterima jika kriteria
dala Tabel 1.6 di bawah ini terpenuhi.
Tabel 1.6 Acceptance Criteria Visual Berdasarkan AWS D1.1

27
1.5 Reporting
Laporan pengujian visual tidak disyaratkan, kecuali untuk pengujian in-process.

28
Untuk setiap pengujian informasi berikut ini harus dilaporkan:
1. Tanggal pengujian
2. Identifikasi prosedur dan revisi yang digunakan
3. Teknik yang dipakai
4. Hasil-hasil pengujian
5. Identitas personel yang melakukan pengujian, dan apabila diminta oleh
referencing code section, level kualifikasi.
6. Identitas bagian atau komponen yang diuji.
BAB 2

29
UJI PENETRAN
2.1 Umum
Uji penetran merupakan salan satu metode NDT yang paling luas
penggunaannya, uji penetran dilakukan untuk mendeteksi diskontinuitas permukaan
dengan prinsip kapilaritas pada material padat yang tidak berpori. Dapat
diaplikasikan pada material yang bersifat magnetik dan nonmagnetik.
Prinsip dasar pengujian penetran adalah berdasarkan pada aksi kapilaritas,
kapilaritas bertanggung jawab terhadap masuk dan keluarnya cairan penetran dari
dan ke dalam diskontinuitas.
a b
Gambar 2.1 Demonstrasi aksi kapilaritas. (a) Panel kaca di jepit bersama. (b) Cairanpewarna di aplikasikan pada sisi panel. (Mc Graw-Hill, 2003)
Gaya kapiler sangat kuat, ketika pengujian penetran dilakukan pada spesimen
pada posisi di atas kepala atau melawan gravitasi, cairan penetran akan tertarik
melewati bukaan atau celah melawan gaya gravitasi. Gaya kapilaritas lebih kuat
daripada gaya gravitasi dan diskontinuitas akan terdeteksi walaupun posisi benda uji
di atas kepala.
Pada uji cairan penetrant, cairan diaplikasikan di atas permukaan spesimen dan
diberikan waktu yang cukup untuk terserap ke dalam diskontinuitas. Jika
diskontinuitasnya kecil dan sempit seperti pada retak atau lubang jarum, kapilaritas
membantu penetrasi. Setelah waktu mencukupi bagi penetrant untuk memasuki
diskontinuitas, permukaan spesimen kemudian dibersihkan kemudian diaplikasikan serbuk
penyerap (developer) sehingga cairan penetran yang sudah meresap kedalam celah akan
tertarik keluar membentuk indikasi diskontinuitas. Gaya kapiler sekali lagi bekerja sebagai
penghisap yang menarik penetrant keluar dari dalam diskontinuitas.

30
Gambar 2.2 Prinsip pengujian penetran
Agar dapat terlihat, cairan penetrant diberi pewarna merah yang dapat dilihat
dengan cahaya biasa atau pewarna fluorescent yang dapat dilihat dengan cahaya
ultraviolet.
Pengujian penetrant dapat diplikasikan pada berbagai jenis material, termasuk
material logam dan nonlogam. Pengujian penetrant tidak dapat diaplikasikan untuk
menemukan diskontinuitas yang tidak membuka ke permukaan dan permukaan
material yang berpori.
Pengujian penetrant terdiri dari tahapan-tahapan berikut tanpa
mempertimbangkan material yang diuji:
Langkah 1: Pembersihan dan pengeringan benda atau lokasi yang diperiksa.
Langkah 2: Aplikasi penetrant. Dibiarkan beberapa lama agar menyusup ke
dalam diskontinuitas.
Langkah 3: Pembersihan penetrant sisa di permukaan.
Langkah 4: Aplikasi developer
Langkah 5: Evaluasi indikasi, diterima atau ditolak.
Langkah 6: Pembersihan benda atau lokasi setelah selesai diuji.Semua kotoran yang menghalangi penetrant untuk memasuki diskontinuitas harus
dibersihkan. Jenis kotoran yang harus dibersihkan meliputi debu, gemuk, karat, kerak, asam,
bahkan air. Solvent yang digunakan untuk pembersih harus mudah menguap sehingga
cepat keluar dari dalam dikontinuitas dan tidak mengencerkan penetrant. Pembersihan
permukaan secara mekanis seperti memakai sikat baja, abrasive blasting, kertas gosok, dan
alat sekrap umumnya tidak direkomendasikan, namun ada kalanya cara-cara tersebut harus
digunakan.
Cairan penetrant yang dipakai di dalam NDT dapat dikagorikan berdasarkan jenis zat
pewarna yang ditambahkan yaitu sebagai berikut:

31
1. Visible dye penetrants mengandung zat pewarna merah.
2. Fluorescent penetrants mengandung zat pewarna fluorescent (hijau-kuning).
3. Dual sensitivity penetrants, mengandung kombinasi kedua zat pewarna, visible dan
fluorescent.
Penetrant dikelompokkan lebih lanjut berdasarkan proses pembersihan sisa penetrant
dari permukaan spesimen yaitu sebagai berikut:
1. Water-washable penetrants, mengandung zat pengemulsi atau dapat dibilas dengan air.
2. Post-emulsifiable penetrants, memerlukan pengemulsi terpisah untuk menjadikan
penetrant dapat dibilas dengan air.
3. Solvent removable penerants, harus dibersihkan dengan solvent khusus jika
menggunakan penetrant visible dalam kaleng bertekanan.
Tabel 2.1 Klasifikasi teknik uji penetrant
Pemilihan proses terbaik ditentukan oleh sensitivitas yang disyaratkan, jumlah artikel
atau spesimen yang diuji, kondisi permukaan komponen yang diperiksa, konfigurasi benda
uji, ketersediaan air, listrik, udara bertekanan, lokasi pengujian yang sesuai, dll.
Daftar berikut menunjukkan tingkat sensitivitas sistem penetrant, mulai dari yang
paling sensitif dan paling mahal:

32
1. Post-emulsified – fluorescent.
2. Solvent-removable – fluorescent
3. Water-washable – fluorescent.
4. Post-emulsified – visible.
5. Solvent-removable – visible.
6. Water-washable – visible.
Secara umum kelebihan dari pengujian penetrant adalah portable, biaya yang tidak
mahal, sensitifitas baik, serbaguna, hampir semua material padat tidak berpori dapat diuji,
efektif untuk inspeksi tak merusak suatu hasil produksi. Keterbatasan dari pengujian
penetrant adalah hanya diskontinuitas yang membuka kepermukaan spesimen yang dapat di
deteksi, banyak variable proses yang harus dikontrol, hasil dipengaruhi oleh temperatur yang
bervariasi, kondisi permukaan dan konfigurasi benda yang diuji, sangat membutuhkan
persiapan permukaan.
2.2 Alat dan Bahan
2.2.1 Peralatan Pengujian Penetrant
Peralatan pengujian penetrant ada yang stasioner dan ada yang portable.Peralatan stasioner adalah peralatan yang letaknya menetap di satu lokasi. Peralatan tersebut
ukurannya bervariasi yang bergantung pada ukuran dan jenis spesimen uji. Tergantung pada
jenis dan proses yang digunakan, sistem stasioner terdiri dari bagian-bagian:
1. Tempat pembersihan awal (jauh dari lokasi pengujian)
2. Tangki berisi cairan penetrant
3. Tempat pengering (digunakan bareng dengan tangki penetrant)
4. Tangki berisi cairan pengemulsi
5. Tangki pembilasan
6. Lokasi developer (tangki, dust chamber, atau peralatan penyemprot)
7. Tempat pengeringan (berupa oven)
8. Tempat pemeriksaan (bilik tertutup atau meja dengan lampu penerangan)
9. Tempat pembersihan akhir (jauh dari lokasi pengujian)

33
Gambar 2.3 Peralatan stasionerPenetrant visible maupun fluorescent tersedia dalam bentuk paket yang dapat dipakai
memeriksa di lokasi terbuka, atau saat menguji bagian dari benda berukuran besar.
Keduanya dikemas dalam bentuk kaleng semprot bertekanan.
Paket penetrant visible terdiri dari:
Kaleng berisi solvent pembersih.
Kaleng berisi penetrant.
Kaleng berisi nonaqueous wet developer.
Kain lap dan kuas.
Light meter
Paket penetrant fluorescent biasanya terdiri dari:
Kaleng berisi solvent pembersih.
Kaleng berisi penetrant fluorescent.
Kaleng berisi nonaqueous wet developer
Kain lap dan kuas.
Lampu ultraviolet dan trafonya.
Tudung kain hitam untuk melakukan pemeriksaan.
Black light meter
2.2.2 Bahan / Material pengujian PenetrantMaterial penetrant seringkali dibatasi dalam kelompok-kelompok khusus. Kelompok
material tersebut menggunakan kombinasi di bawah ini untuk memperoleh hasil terbaik.
Water-washable penetrant – mengandung zat pengemulsi yang membuatnya mudah
dibersihkan dengan bilasan air. Material penetrant ini dapat dibeli dalam bentuk
visible atau fluorescent.

34
Post-emulsifiable penetrant – memiliki kemampuan penetrasi yang bagus, berupa
minyak fluorescent atau visible yang tidak larut dalam air. Emulsifier harus
diaplikasikan pada permukaan penetrant agar dapat dibilas dengan air.
Solvent-removable penetrant – berupa minyak penetrant yang tidak mengandung
zat pengemulsi, dan hanya bisa dibersihkan dengan solvent yang khusus digunakan
untuk tujuan tersebut.
Zat Pengemulsi – jika diaplikasikan pada lapisan penetrant di permukaan spesimen
menghasilkan campuran yang dapat dibilas dengan air. Emulsifier memiliki sifat
penetrasi yang buruk sehingga tidak menghilangkan indikasi dari permukaan benda
uji.
Remover (solvent) – didisain untuk digunakan bersama dengan jenis penetrant
khusus. Remover tertentu dijual dalam jumlah besar atau dalam kaleng semprot
bertekanan.
Developer kering – serbuk penyerap, halus, berwarna putih yang dipakai bersama
dengan pengujian penetrant visible dan fluorescent. Fungsinya adalah untuk menarik
penetrant dari dalam diskontinuitas sehingga tampak di permukaan.
Developer basah – fungsinya mirip dengan developer kering, hanya saja merupakan
campuran serbuk developer dengan air.
Nonaqueous wet developer – berbeda dengan developer basah, dimana serbuk
developer dicampur dengan cairan solvent yang mudah menguap.

35
2.3 Tahapan Pengujian
2.3.1 Surface PreparationPembersihan permukaan sangat penting dalam pengujian cairan penetrant karena
beberapa alasan:
1. Jika spesimen tidak bersih secara fisika dan kimia, pengujian penetrant menjadi tidak
efektif.
2. Jika semua bekas material penetrant tidak dibersihkan setelah pengujian, maka akan
merusak spesimen setelah benda tersebut terpasang (klorin dan sulfur dapat merusak
beberapa jenis paduan).
Pemilihan proses pembersihan ditentukan oleh faktor berikut:
Jenis kotoran yang dibersihkan.
Komposisi logam induk.
Tingkat kebersihan yang disyaratkan.
Ketersediaan peralatan pembersih.
Faktor-faktor biaya dan waktu.
Pembersihan permukaan dapat dilakukan dengan beberapa cara, diantaranya
pembersihan dengan deterjen, pembersihan dengan uap solvent, pembersihan dengan uap air,
pembersihan dengan solvent, pembersihan dengan larutan asam (pickling), pembersihan
dengan paint remover, pembersihan dengan etsa, pembersihan ultrasonik, dan pembersihan
secara mekanis.
2.3.2 Aplikasi Cairan PenetrantEfektifitas pengujian cairan penetrant tergantung pada kemampuan penetrant untuk
meresap ke dalam diskontinuitas permukaan. Semua cat, karbon, oli, pernis, oksida, lapisan,
air, kotoran dan cat sejenisnya harus dihilangkan sebelum aplikasi penetrant. Cairan
penetrant di atas permukaan benda uji tidak semata-mata meresap ke dalam diskontinuitas.
Penetrant tertarik ke dalamnya oleh gaya kapiler. Inilah mengapa permukaan bagian bawah
dari suatu benda masih dapat diperiksa dengan penetrant dan memperoleh hasil yang valid.
Ada dua jenis zat pewarna yang digunakan dalam cairan penetrant:
1. Visible atau color contrast – pewarna merah yang tampak jelas di bawah kondisi
pencahayaan normal.
2. Fluorescent or brightness contrast – pewarna yang akan memancarkan cahaya tampak
apabila dilihat dengan lampu ultraviolet.

36
Pewarna dengan sensitivitas ganda atau mode ganda atau respon ganda mengandung
kombinasi pewarna visible dan fluorescent. Pewarna visible umumnya merah menyala dan
pewarna fluorescent berwarna kuning-perunggu atau biru-hijau. Kombinasi ini
memungkinkan pengujian penetrant dilakukan di bawah cahaya biasa dan indikasi yang
meragukan diperiksa di bawah cahaya ultraviolet.
Penetrant, baik fluorescent maupun visible dapat diaplikasikan dengan salah satu
dari cara berikut:
Penyemprotan: menggunakan alat penyemprot bertekanan rendah atau dari kaleng
semprot bertekanan.
Kuas atau kain: diaplikasikan dengan kain lap, kapas, atau kuas, apabila menguji
sebagian kecil/lokasi dari suatu benda.
Pencelupan: benda uji dibenamkan ke dalam tangki penetrant, lalu diangkat dan
ditiriskan. Metoda ini tidak cocok untuk benda berukuran besar dan merupakan
pemborosan apabila hanya daerah kecil saja yang diuji.
Penuangan: penetrant dituangkan di atas permukaan benda dan setelah itu ditiriskan.
Jangka waktu dimana penetrant berada di atas permukaan benda uji merupakan bagian
terpenting dari pengujian. Jangka waktu ini dikenal sebagai waktu diam (dwell time), yang
berhubungan langsung dengan ukuran dan bentuk diskontinuitas yang dicari mengingat
ukuran diskontinuitas menentukan kecepatan terjadinya penetrasi. Diskontinuitas yang rapat,
seperti retakan memerlukan waktu penetrasi lebih dari 30 menit untuk terbentuknya indikasi.
Diskontinuitas berukuran besar memerlukan waktu penetrasi antara 3 sampai 5 menit. Suhu
benda uji dan suhu cairan penetrant dapat mempengaruhi waktu diam yang disyaratkan.
Menghangatkan benda uji mempercepat penetrasi dan mempersingkat waktu diam. Namun
demikian perlu diperhatikan agar tidak berlebihan memanaskan spesimen karena suhu
yang terlalu tinggi menyebabkan penguapan penetrant dari dalam diskontinuitas, yang
akhirnya akan mengurangi sensitivitas. Waktu diam didasarkan pada asumsi bahwa penetrant
tetap dalam kondisi basah pada permukaan benda. Penambahan penetrant selama waktu
diam diperbolehkan. Pada tiap kasus, waktu diam ditentukan oleh jenis diskontinuitas yang
akan dicari dan rekomendasi dari pabrik pembuat penetrant.
2.3.3 Pembersihan Penetrant SisaWater washable penetrant mengandung zat pengemulsi, atau dinamakan penetrant
self-emulsifying. Penetrant ini larut dalam air dan mudah dibersihkan dengan bilasan air.
Harus diperhatikan agar volume dan kekuatan semprot tidak sampai membasuh penetrant
dari dalam diskontinuitas. Aliran air yang pejal tidak diinginkan. Air dalam bentuk percikan

37
kasar menghasilkan pembersihan yang optimal. Tekanan air tidak boleh melebihi 40 psi.
Suhu air pembilas yang direkomendasikan sebesar 10oC - 38oC. Suhu air melebihi 38oC tidak
direkomendasikan karena dapat mempercepat penguapan penetrant. Sudut semprot yang
paling efektif adalah 45-75 derajat. Gambar di bawah memperlihatkan cara pembersihan sisa
penetrant water washable di permukaan benda uji.
Gambar 2.4 Cara pembersihan penetrant sisa (water washable penetrant)
Post-emulsifiable penetrant tidak mengandung zat pengemulsi. Penetrant ini tidak
larut dalam air. Post-emulsifiable penetrant memerlukan dua langkah proses pembersihan.
Sisa penetrant dibersihkan dengan aplikasi emulsifier secara terpisah sehingga penetrant
dapat dibilas dengan air. Lamanya waktu diam untuk emulsifier adalah satu sampai empat
menit mengacu pada rekomendasi pabrik pembuat dan jenis diskontinuitas yang dicari. Hasil
campuran antara penetrant dan emulsifier selanjutnya dapat dibilas dengan air.
Gambar 2.5 Cara pembersihan penetrant sisa (post-emulsifiable penetrant)

38
Emulsifikasi penetrant jenis ini dilakukan dengan pencelupan, penyemprotan atau
penuangan, namun tidak boleh diaplikasikan dengan kuas. Aplikasi dengan kuas
menyulitkan pengontrolan emulsifikasi, disamping bulu-bulu kuas bisa masuk ke dalam
diskontinuitas. Terdapat dua jenis emulsifier yang digunakan dalam proses pembersihan
yaitu lipophilic dan hydriphilic. Proses lipophylic dan hydrophilic memiliki mekanisme yang
sangat berbeda dalam merubah penetrant berbahan dasar menjadi campuran yang bisa dibilas
dengan air.
Mekanisme emulsifikasi lipophilic adalah dengan cara difusi. Molekul emulsifier
memasuki lapisan penetrant, sementara pada saat yang bersamaan molekul penetrant
memasuki lapisan emulsifier. Laju difusi akan bertambah dengan peningkatan konsentrasi
dan penambahan suhu. Emulsifier lipophylic dijual dalam bentuk siap pakai dan tidak
memerlukan pencampuran lagi.
Gambar 2.6 Proses emulsifikasi lipophylic (post-emulsifiable penetrant)
Mekanisme emulsifikasi hydrophilic adalah dengan cara pengelupasan lapisan
penetrant, emulsifier hydrophilic adalah larutan antara air dan zat kimia yang disebut
surfactant. Dijual di pasaran dalam bentuk konsentrat dan harus dicampur dulu dengan air
sebelum atau selama proses pembersihan. Konsentrat disyaratkan mengandung air
maksimum sebesar 5%, atau dengan melarutkan penetrant sehingga tidak terdeposit kembali
ke permukaan. Karena post emulsifiable penetrant tidak kompatibel dengan air,
direkomendasikan untuk melakukan pembilasan awal sebelum aplikasi emulsifier.
Pembilasan awal menghilangkan 60- 80% lapisan penetrant di permukaan, sehingga banyak
mengurangi terjadinya kontaminasi pada emulsifier. Pembilasan awal juga menghasilkan
lapisan penetrant permukaan yang rata. Emulsifier hydrophilic diaplikasikan dengan cara
pencelupan atau penyemprotan. Segera setelah proses emulsifikasi, disyaratkan untuk
membilas seluruh bagian benda uji dengan air bersih. Langkah ini akan menghentikan aksi
emulsifikasi yang masih tersisa di permukaan benda.

39
Gambar 2.7 Proses emulsifikasi hydrophylic (post-emulsifiable penetrant)
Solvent removable penetrant menggunakan penetrant jenis post-emulsification.
Solvent digunakan untuk menghilangkan pentrant sisa yang ada di permukaan benda. Solvent
removable penetrant menguntungkan dari segi portabilitas dan dapat digunakan di luar tanpa
menggunakan peralatan yang berat dan rumit. Cara ini sangat memuaskan untuk
pemeriksaan pemeliharaan dan untuk memeriksa bagian dari suatu struktur yang besar.
Penetrant seringkali diaplikasikan dari kaleng semprot bertekanan yang membuat sistem ini
sangat portabel. Setelah waktu diam terpenuhi, penetrant sisa pada mulanya diseka dengan
lap penyerap dan kemudian dibersihkan dengan lap yang dibasahi dengan solvent. Jangan
pernah menyemprotkan solvent secara langsung ke permukaan benda karena akan
menghilangkan penetrant dari dalam diskontinuitas.
Gambar 2.8 Proses pembersihan penetrant sisa (solvent removable penetrant)

40
2.3.4 Aplikasi Developer
Indikasi adanya diskontinuitas bisa saja nampak sebelum developer
diaplikasikan, namun langkah ini akan memastikan bahwa semua diskontinuitas akan
tampak oleh mata telanjang. Proses developing dilakukan dengan mengaplikasikan
serbuk berdaya serap tinggi ke permukaan benda uji setelah sisa penetrant
dibersihkan. Penetrant akan tertarik keluar dari diskontinuitas akibat gaya kapiler
yang kuat dari serbuk developer.
Gambar 2.9 Indikasi tampak setelah aplikasi developer
Seperti diperlihatkan dalam Gambar 2.9, citra diskontinuitas pada developer
tampak lebih luas dibanding ukuran diskontinuitas sebenarnya. Ada dua jenis
developer yang dipakai saat ini – kering dan basah. Keduanya memakai serbuk putih
dan perbedaan utamanya terletak pada metoda aplikasinya.Developer kering dijual dalam bentuk butiran halus, serbuk putih lembut. Aplikasi
dilakukan dengan dengan alat penyemprot bertekanan rendah. Dapat juga menggunakan kuas
halus atau karena bentuknya yang sangat halus, benda uji dapat dibenamkan ke dalam tangki
developer, diangkat, dan sisa developer di permukaan dihilangkan dengan cara meniup,
menggoyang-goyang, atau mengetuk-ketuk benda uji. Permukaan benda uji harus benar-
benar kering sebelum serbuk developer diaplikasikan. Permukaan yang basah menghasilkan
lapisan
yang tidak merata, bahkan bisa terjadi peggumpalan serbuk. Indikasi diskontinuitas akan
terhalangi. Developer kering biasanya dipakai bersama dengan penetrant fluorescent.
Developer basah ada dua jenis yaitu non aqueous wet developer dan water base wet
developer. Non aqueous wet developer terikat dalam suatu suspensi solvent dan dikemas
dalam kaleng semprot bertekanan. Penguapan solvent membantu menarik penetrant dari

41
dalam
diskontinuitas. Nonaqueous wet developer paling sering digunakan bersama solvent
removable penetrant dan jarang dipakai bersama water washable atau post-emulsifiable
penetrants. Nonaqueous wet developer merupakan jenis developer yang paling sensitif dalam
mendeteksi diskontinuitas halus. Hasil terbaik diperoleh apabila developer diaplikasikan
dalam bentuk lapisan tipis dan rata. Seperti halnya developer kering, nonaquous developer
hanya diaplikasikan pada permukaan yang benar-benar kering.
Water-base wet developer Pada water-base wet developer, serbuk developer dicampur
dengan air. Developer ini terdiri dari dua jenis: water suspended dan water soluble
developers.
1. Pada water suspended developer, partikel serbuk developer terikat dalam suspensi
dengan air dan perlu diaduk terus-menerus agar tidak mengendap.
2. Pada water soluble developer, serbuk developer larut dalam air dan membentuk suatu
larutan yang tidak perlu diaduk lagi. Water soluble developer menghasilkan
sensitivitas yang lebih baik untuk mendeteksi diskontinuitas halus.
Water suspended dan water soluble developers umumnya digunakan dengan water
washable atau post emulsifiable penetrants, dan jarang dengan solvent removable penetrant.
Mereka diaplikasikan saat permukaan benda uji masih dalam kondisi basah setelah
pembilasan. Metoda aplikasi water base wet developer adalah dengan cara pencelupan,
penuangan, dan penyemprotan.
2.3.5 Interpretasi dan Evaluasi IndikasiPencahayaan yang tepat harus dijadikan pertimbangan pertama dalam pemeriksaan
benda uji.
Jika dipakai fluorescent dye penetrant maka diperlukan ruangan gelap dan lampu
ultraviolet dengan intensitas yang memadai.
Jika dipakai visible dye penetrant, diperlukan penerangan dengan cahaya biasa.
Setelah indikasi diketahui lokasinya, selanjutnya diinterpretasi. Selama interpretasi,
penyebab dan pengaruh indikasi terhadap artikel atau benda uji harus ditentukan. Pada tahap
ini indikasi tersebut diklasifikasikan sebagai palsu, tidak relevan atau relevan. Evaluasi
mengikuti interpretasi. Jika selama tahap evaluasi ditentukan bahwa diskontinuitas
membahayakan pemakaian komponen, atau tidak memenuhi kriteria penerimaan dan
penolakan, diskontinuitas tersebut selanjutnya diklasifikasikan sebagai cacat atau defect.

42
Indikasi palsu: Penyebab indikasi palsu yang paling umum adalah pembersihan yang
buruk, kondisi pemrosesan yang buruk, bilik pemeriksaan yang kurang bersih, atau aspek
lain dari proses penetrant. Operator dapat dengan mudah mengatakan jika pembilasan sudah
dilakukan dengan benar dengan memakai lampu ultraviolet selama dan setelah proses
pembersihan penetran fluorescent. Untuk menghindari indikasi palsu, harus diperhatikan
agar tidak ada kontaminasi dari luar seperti berikut ini:
1. Jejak penetrant di tangan operator.
2. Kontaminasi developer basah atau kering.
3. Penetran yang berpindah dari indikasi lain ke spesimen yang bersih.
4. Jejak penetrant di meja pemeriksaan.
Indikasi nonrelevant disebabkan karena ketidak teraturan permukaan atau konfigurasi
benda yang pada kebanyakan kasus akibat disain. Indikasi nonrelevant disebabkan karena
adanya press fitted, alur, splined, atau kelingan. Termasuk juga dalam indikasi nonrelevant
adalah kerak lepas dan pemukaan kasar pada benda tempa, benda cor dan pengelasan.
Indikasi nonrelevant dianggap tidak menggangu pemakaian komponen. Sama halnya dengan
indikasi palsu, inspektor harus memeriksa indikasi ini dengan hati-hati untuk memastikan
agar jangan sampai menutupi indikasi relevant.
Indikasi relevant (indikasi sebenarnya) disebabkan karena diskontinuitas permukaan
yang telah diinterpretasikan bukan sebagai indikasi palsu atau nonrelevant. Indikasi
sebenarnya harus dievaluasi penyebab sampai pada pengaruh yang ditimbulkannya pada usia
pakai komponen. Penting dicatat bahwa semua indikasi relevant adalah diskontinuitas,
namun tidak semua diskontinuitas adalah cacat.
2.3.6 Pembersihan AkhirSetelah spesimen diperiksa, sangat penting untuk mencucinya dengan bersih.
Pembersihan akhir yang menyeluruh perlu dilakukan karena sisa-sisa penetrant dan
developer akan mengikat uap air dan mengakibatkan korosi, atau zat-zat tersebut dapat
mengganggu proses atau penggunaan selanjutnya. Pembersihan akhir biasanya melibatkan
jenis proses pembersihan yang sama seperti pada pembersihan awal.

43
Diagram Alir Tahapan Pengujian
Untuk Teknik Water-Removable (Proses I-A atau II-A)

44
Gambar 2.10 Water-Removable Technique (Process I-A or II-A).
Untuk Teknik Post-emulsifiable (lipophilic) (Proses I-B atau II-B).

45
Gambar 2.11 Post-emulsifiable Technique (lipophilic) (Process I-B or II-B)
Untuk Teknik Solvent Removable (Proses I-C atau II-C).
Gambar 2.12 Solvent Removable Technique (Process I-C or II-C)

46
Untuk Teknik Post-emulsifiable (hydrophilic) (Proses I-D)

47
Gambar 2.13 Post-emulsifiable Technique (hydrophilic) (Process I-D)
2.4 Prosedur
Pengujian penetrant harus dilakukan berdasarkan prosedur tertulis yang berisi
persyaratan-persyaratan minimal seperti tercantum dalam Tabel 2.2
Tabel 2.2 Persyaratan prosedur pengujian penetrant
RequirementsEssential
Variable
Non-
essential
Variable
Identification of and any change
in type or family group of
penetrant materials including
developers, emulsifiers, etc.
x -
Surface preparation (finising and
cleaning, including type of
cleaning solvent)
x -
Method of applying penetrant
Method of removing excess
surface penetrantx -
Hydrophilic or lipophilic
emulsifier concentration and
dwell time in dip tanks and
agitation tome for hydrophilic
emulsifiers
x -
Hydrophilic emulsifier
concentration in sprayx -

48
applications
Method of applying developer x -
Minimum and maximum time
periods beetween steps in drying
aids
x -
Decrease in penetrant dwell time x -
Increase in developer dwell time
(Interpretation time)x -
Minimum light intensity x -
Surface temperatur outside 20oC
to 50oC or as previously qualifiedx -
Permormance demontration,
when requiredx -
Personel qualification
requirements- x
Material, shapes, or sizes to be
examined and the extent of
examination
- x
Post-examination cleaning
teqhnique- x
2.4.1 Teknik Untuk Temperatur Pengujian Standard
Temperatur penetrant dan permukaan yang akan diuji harus berada di antara
5oC – 52oC selama pengujian berlangsung.

49
2.4.2 Teknik Untuk Temperatur Pengujian Nonstandard
Ketika tidak memungkinkan untuk melakukan pengujian penetrant dengan
rentang temperatur antara 5oC – 52oC, maka diperlukan kualifikasi terhadap material
penetrant dari prosedur yang dibuat untuk rentang temperatur lebih tinggi atau lebih
rendah dari temperatur standard. Kualifikasi ini dilakukan menurut Mandatory
Appendix III ASME Section V Article 6.
2.4.3 Batasan Teknik
Pengujian fluorescent penetrant tidak boleh diikuti dengan pengujian color
contrast penetrant. Pencampuran material penetran dari jenis/famili yang berbeda
atau berbeda pabrikan tidak diijinkan.
2.4.4 Kalibrasi
Light meter baik visible maupun fluorescent (black light meter) harus
dikalibrasi minimal sekali dalam setahun atau setelah dilakukan perbaikan, jika light
meter tidak digunakan dalam jangka waktu setahun atau lebih, kalibrasi harus
dilakukan sebelum digunakan.
2.4.5 Minimum Dwell Time
Tabel 2.3 Persyaratan dwell time minimal
2.4.6 Pencahayaan

50
Intensitas cahaya pada permukaan benda uji atau lokasi yang diperiksa harus
minimal 100 fc (1000 lx) untuk visible penetrant dan minimal 1000 μW/cm2 untuk
fluorescent penetrant.
2.5 Evaluasi
Interpretasi dan evaluasi akhir dilakukan antara 10 (sepuluh) hingga 30 (tiga
puluh) menit dihitung setelah developer yang disemprotkan ke permukaan mulai
mengering. Indikasi diskontinuitas bisa lebih besar dari diskontinuitas yang
menyebabkannya, namun ukuran indikasi yang dipakai sebagai dasar untuk
mengevaluasi keberterimaan. Indikasi relevan adalah indikasi yang diakibatkan oleh
diskontinuitas yang membuka ke permukaan yang ukuran terbesarnya > 1.5 mm.
Indikasi nonrelevan adalah indikasi yang diakibatkan oleh kondisi-kondisi selain
diskontinuitas seperti ketidakteraturan permukaan akibat permesinan, penggerindaan,
atau pengelasan. Latar belakang berwarna merah di daerah yang diperiksa yang dapat
menutupi indikasi diskontinuitas adalah tidak diijinkan dan daerah tersebut harus
dibersihkan dan diuji ulang. Indikasi linier adalah indikasi-indikasi yang memiliki
panjang lebih besar dari tiga kali lebarnya (L > 3W). Indikasi rounded adalah
indikasi-indikasi yang bentuknya bundar atau elips dengan panjang kurang dari atau
sama dengan tiga kali lebarnya (L ≤ 3W).
KRITERIA KEBERTERIMAAN
Semua permukaan yang diuji harus bebas dari:
a) Indikasi linier yang relevan (> 1.5 mm).
b) Indikasi rounded yang relevan, dimana ukurannya > 5 mm.
c) Empat atau lebih indikasi rounded yang relevan berjajar dalam satu garis,
terpisah satu sama lainnya pada jarak ≤ 1.5 mm, dari ujung ke ujung.
2.6 Reporting
Form laporan hasil pengujian penetrant dapat dilihat pada Lampiran 1

51
BAB 3UJI MAGNETIK PARTIKEL
3.1 Umum
Saat ini teknik pengujian magnetik partikel sangat luas mencakup perangkat
pemeriksaan portabel, tetap, dan semi-otomatis. Pengujian magnetik partikel
menggunakan magnet permanen, elektromagnet baik menggunakan AC atau DC,
atau kombinasi keduanya. Media deteksi yang tersedia sebagai bubuk kering atau
sebagai suspensi cair. Tersedia banyak warna sehingga memberikan kontras dengan
warna permukaan atau latar belakang benda uji dan juga tersedia partikel fluorescent
untuk sensitivitas maksimum.
Pengujian magnetik partikel (MT) adalah metode uji tak rusak (NDT) untuk
mendeteksi diskontinuitas, terutama diskontinuitas linear yang terletak di permukaan
atau dekat permukaan pada material feromagnetik.
Berdasarkan sifat magnetnya logam diklasifikasikan menjadi diamagnetik,
paramagnetik dan feromagnetik. Logam-logam diamagnetik memiliki kerentanan
yang kecil dan negatip terhadap magnetisasi (sedikit menolak), air raksa, bismuth,
seng, tembaga, perak, dan emas adalah contoh material diamagnetik. Logam-logam
paramagnetik memiliki kerentanan yang kecil dan positip terhadap magnetisasi
(sedikit tertarik), aluminium, platina, tembaga sulfat, magnesium, molybdenum,
lithium, dan tantalum adalah contohnya. Logam-logam ferromagnetik – memiliki
kerentanan yang besar dan positip terhadap magnetisasi, memiliki daya tarik yang
kuat, dan mampu menahan magnetisasi setelah medan magnet dihilangkan, besi,
cobalt, nikel, dan gadolinium adalah contoh logam ferromagnetik. Hanya logam-
logam ferromagnetik yang umumnya diperiksa menggunakan metoda pengujian
partikel magnet.
Magnet adalah material yang memiliki kemampuan menarik besi atau baja
dan material logam lainnya. Apabila material dimagnetisasi maka akan memiliki

52
medan magnet dan akan menarik logam tertentu dan medan magnet lain. Karena
memungkinkan untuk memagnetisasi logam tertentu, maka dimungkinkan juga untuk
menampakkan diskontinyuitas menggunakan media berupa serbuk besi yang
memiliki daya tarik magnet. Medium tersebut diaplikasikan pada permukaan benda
uji setelah atau selama diinduksi medan magnet
Gambar 3.1 Kebocoran medan magnet akibat diskontinuitas menyebabkan serbukbesi tertarik pada area sekitar diskontinuitas.
Jika sebuah magnet dibengkokkan hingga membentuk lingkaran tertutup,
maka seluruh medan magnet berada di dalamnya dan tidak ada gaya luar, sebuah
retakan pada magnet tersebut akan mengganggu aliran garis gaya magnet dan
menciptakan kebocoran flux. Kebocoran medan atau flux adalah garis gaya magnet
yang meninggalkan komponen bergerak dari satu kutub ke kutub lain yang
berlawanan muatan. Partikel besi hanya akan tertarik pada tempat dimana garis gaya
atau flux memasuki atau meninggalkan magnet.
Pada tempat dimana terjadi kebocoran medan magnet, partikel besi akan
teertarik dan membentuk suatu indikasi diskontinuitas. Diskontinuitas di bawah
permukaan bahkan juga bisa terdeteksi jika kebocoran medannya cukup kuat untuk
menarik partikel besi.
Suatu benda termagnetisasi apabila sebagian atau seluruh domain magnetnya
memiliki orientasi ke kutub utara dan selatan seperti Gambar 3.2
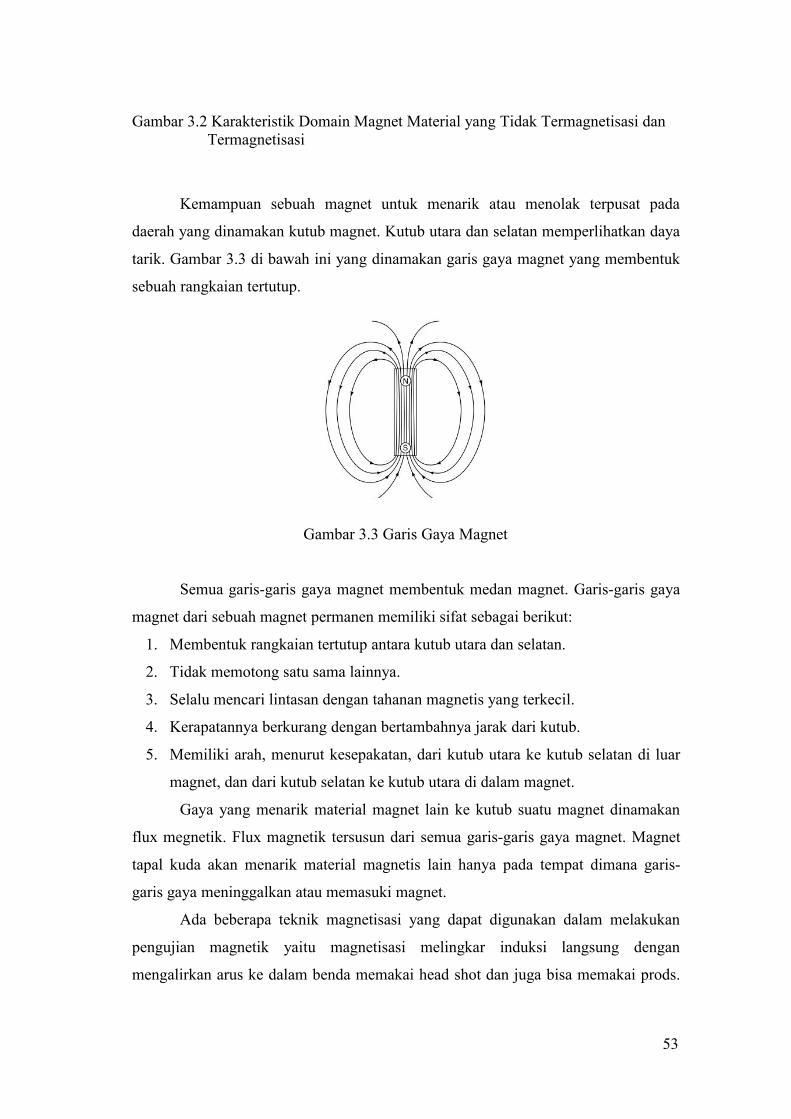
53
Gambar 3.2 Karakteristik Domain Magnet Material yang Tidak Termagnetisasi danTermagnetisasi
Kemampuan sebuah magnet untuk menarik atau menolak terpusat pada
daerah yang dinamakan kutub magnet. Kutub utara dan selatan memperlihatkan daya
tarik. Gambar 3.3 di bawah ini yang dinamakan garis gaya magnet yang membentuk
sebuah rangkaian tertutup.
Gambar 3.3 Garis Gaya Magnet
Semua garis-garis gaya magnet membentuk medan magnet. Garis-garis gaya
magnet dari sebuah magnet permanen memiliki sifat sebagai berikut:
1. Membentuk rangkaian tertutup antara kutub utara dan selatan.
2. Tidak memotong satu sama lainnya.
3. Selalu mencari lintasan dengan tahanan magnetis yang terkecil.
4. Kerapatannya berkurang dengan bertambahnya jarak dari kutub.
5. Memiliki arah, menurut kesepakatan, dari kutub utara ke kutub selatan di luar
magnet, dan dari kutub selatan ke kutub utara di dalam magnet.
Gaya yang menarik material magnet lain ke kutub suatu magnet dinamakan
flux megnetik. Flux magnetik tersusun dari semua garis-garis gaya magnet. Magnet
tapal kuda akan menarik material magnetis lain hanya pada tempat dimana garis-
garis gaya meninggalkan atau memasuki magnet.
Ada beberapa teknik magnetisasi yang dapat digunakan dalam melakukan
pengujian magnetik yaitu magnetisasi melingkar induksi langsung dengan
mengalirkan arus ke dalam benda memakai head shot dan juga bisa memakai prods.

54
Sedangkan induksi tak langsung bisa dilakukan dengan menempatkan central
konduktor pembawa arus ke dalam benda uji.
Gambar 3.4 Magnetisasi Melingkar Induksi Langsung Menggunakan Head shot &Prods
Gambar 3.5 Magnetisasi Melingkar Induksi Tak Langsung Menggunakan CentralKonduktor
Teknik magnetisasi yang lain adalah magnetisasi memanjang, dimana medan
magnet memanjang diinduksikan ke dalam spesimen dengan cara menggunakan yoke
dan kumparan atau solenoid. Yoke pada dasarnya merupakan sebuah magnet tapal
kuda temporer, yoke dibuat dari inti besi lunak yang memiliki retentivity rendah
yang dimagnetisasi memakai kumparan kecil disekeliling batang horozontalnya.
Jika panjang spesimen beberapa akali lebih besar dari diameter atau
penampangnya, spesimen dapat dimagnetisasi dengan menempatkannya di dalam
kumparan.

55
Gambar 3.6 Magnetisasi Memanjang Menggunakan Yoke
Gambar 3.7 Magnetisasi Memanjang Menggunakan Kumparan
Sifat-sifat logam berikut ini dapat menentukan seberapa efektif penggunaan metoda
partikel magnet untuk mengevaluasi sebuah komponen.
1. Permeabilitas, mengacu pada mudah tidaknya medan magnet terbentuk di
dalam benda yang diperiksa. Permeabilitas tinggi mudah menjadi magnet.
Permeabilitas rendah sulit menjadi magnet.
2. Reluktansi, lawan dari permeabilitas magnet. Material dengan permealitias
tinggi akan memiliki reluktansi yang rendah.
3. Magnetisme sisa, mengacu pada jumlah magnetisme yang tertahan setelah
gaya magnet dihilangkan.

56
4. Retentivity, yaitu kemampuan suatu material untuk menahan sejumlah
tertentu magnetisme sisa.
5. Gaya coercive, yaitu gaya magnet pembalik yang diperlukan untuk
menghilangkan magnetisme sisa dari benda.
Contoh: jika sebuah baja karbon tinggi ditempatkan dalam medan magnet akan
menunjukkan hal-hal berikut:
a) Baja tersebut memiliki permeabilitas rendah karena sulit termagnetisasi.
b) Baja memiliki reluktansi yang tinggi untuk menerima medan magnet karena
tingginya kadar karbon.
c) Baja memiliki medan magnetisme sisa yang tinggi. Baja karbon tinggi
enggan untuk menerima medan magnet, namun enggan juga untuk
mengeluarkannya setelah menerima.
d) Baja memiliki penahanan yang tinggi terhadap medan magnet yang telah ia
peroleh.
e) Diperlukan gaya magnet pembalik yang tinggi untuk menghilangkan
magnetisme sisa dari komponen baja berkadar karbon tinggi.
Keterbatasan pengujian partikel magnet yaitu hanya berlaku untuk material
ferromagnetik. Pengujian partikel magnet tidak mampu mendeteksi diskontinuitas
yang letaknya lebih dalam dari 4 mm di bawah permukaan. Namun demikian,
kedalaman penetrasi akan tergantung pada permeabilitas material, jenis
diskontinuitas, dan besar serta jenis arus yang dipakai.
3.2 Alat dan Bahan
3.2.1 Peralatan Pengujian Partikel Magnet
Hal-hal berikut ini sebaiknya dipertimbangkan saat memilih peralatan untuk
pengujian partikel magnet:
1. Metoda yang dipakai basah atau kering
2. Jenis arus magnetisasi (AC atau DC)
3. Demagnetisasi memakai unit terpisah atau terpadu?
4. Besarnya arus yang disyaratkan.
5. Ketersediaan sumber arus listrik.
6. Peralatan tambahan yang diperlukan.

57
Type peralatan untuk pengujian partikel magnet meliputi peralatan stasioner
(peralatan horizontal partikel basah) peralatan mobile dan portable (menggunakan
yoke, prods atau magnet permanen)
Gambar 3.8 Peralatan Stasioner
Gambar 3.9 Peralatan Portable
1) Flux Direction Indicator
a) Pie Gauge
b) Burmah Castrol Strips

58
(a) (b)
Gambar 3.10 (a) Pie Gauge dan (b) Burmah Castrol Strips
Alat ini berfungsi untuk menentukan arah megnetisasi, selain itu juga berfungsi
sebagai verifikator, dalam arti memastikan jika memang ada diskontinuitas pada
benda yang diuji akan ditampilkan.
2) Gauss Meter dan Light Meter
Berfungsi untuk mendeteksi adanya medan magnet sisa setelah pengujian dilakukan
Gambar 3.11 Gauss Meter
3.2.2 Material atau Bahan Pengujian Partikel Magnet
1. Media Serbuk atau Partikel Magnet
Harus memiliki sifat-sifat permeabilitas tinggi, retentivitas rendah.
Ferromagnetik dan tidak beracun. Partikel magnet yang memiliki sifat-sifat tersebut
akan memberikan respon terbaik jika ada kebocoran medan, namun tidak menahan
magnet saat medan dihilangkan.
Bentuk partikel magnet sebaiknya bulat dan harus memiliki tingkat mobilitas
tinggi serta memiliki daya tarik yang besar. Partikel yang bulat dan halus
memberikan mobilitas yang baik namun daya tariknya kecil. Partikel yang panjang,

59
ramping, bergerigi memiliki daya tarik terbaik, namun tidak memiliki mobilitas yang
baik untuk bergerak ke arah kebocoran medan magnet. Pada metoda basah, dipakai
oksida besi yang bersifat magnetis karena ukurannya sangat halus dan memiliki
permeabilitas lebih rendah ketimbang partikel logam kering. Ukuran partikel harus
sangat kecil pada metoda basah agar partikel tetap berada dalam suspensi cairan.
Mobilitas adalah sifat yang penting karena jika ada kebocoran medan, partikel
harus sanggup bergerak untuk membentuk sebuah pola atau indikasi. Pada metoda
kering, mobilitas dibantu dengan penyapuan atau peniupan partikel ke permukaan
yang diperiksa. Mobilitas dapat juga dibantu dengan cara menggetar-getarkan
spesimen setelah partikel disapukan ke permukaan benda. Arus bolak-balik juga
membantu mobilitas, karena medan arus bolak-balik menyebabkan partikel bergerak-
gerak. Pada metoda basah, mobilitas sangat terbantu karena partikel tersuspensi di
dalam cairan
Visibilitas merupakan sifat yang penting dalam pengujian partikel magnet dan
diperlukan sumber cahaya yang memadai. Partikel magnet biasanya tersedia dalam
warna abu-abu, merah, dan hitam, dimana pemilihan warna ditentukan oleh kontras
terbaik dengan permukaan benda. Partikel fluorescent umumnya digunakan dalam
metoda basah untuk membantu visibilitas, namun mensyaratkan pemakaian lampu
ultraviolet.
2. White Contrast Paint (WCP)
Merupakan pelapis permukaan benda yang akan diuji agar dapat memberikan
kontras yang baik sehingga visibilitas partikel magnet menjadi lebih baik.
3. Cleaner atau Remover
Bahan kimia berfungsi untuk bahan pembersih permukaan benda yang akan
diuji

60
3.3 Persyaratan Arus Magnetisasi
Besar arus magnetisasi yang diperlukan dipengaruhi oleh:
a. Permeabilitas material,
b. Bentuk dan ketebalan benda uji,
c. Jenis diskontinuitas yang dicari.
Jika penampang melintang benda tidak seragam, arus magnetisasi pertama
didasarkan pada penampang terkecil dulu, baru kemudian ke penampang yang lebih
besar dan seterusnya.
Pada magnetisasi melingkar, panjang spesimen uji tidak mempengaruhi
besarnya arus. Jika spesimen lebih panjang, maka hambatan listrik akan bertambah
besar, sehingga akan memerlukan potensial yang lebih besar untuk menghasilkan
arus yang disyaratkan.
Pada magnetisasi memanjang, panjang spesimen adalah faktor yang harus
diperhitungkan. Selalu gunakan arus terkecil terlebih dahulu untuk menguji
penampang terkecil, baru kemudian arus yang lebih besar untuk diameter penampang
berikutnya
3.3.1 Magnetisasi Melingkar
Besarnya arus akan bervariasi, mengikuti bentuk dan permabilitas material
yang diuji. Sebuah spesimen uji dengan indikasi khusus merupakan metoda yang
bagus untuk menjamin bahwa arus yang digunakan cukup untuk menampakkan
indikasi.
Arus yang terlalu tinggi akan memanaskan komponen atau bisa menimbulkan
pengumpulan partikel besi secara berlebihan. Arus yang terlalu kecil tidak cukup
untuk menghasilkan kebocoran flux guna menarik partikel besi. Yang menentukan
besarnya arus untuk magnetisasi melingkar suatu spesimen adalah prosedur untuk
pengujian yang dilakukan tersebut. Kaidah berikut ini dipakai untuk menentukan
besarnya arus yang diperlukan:
Gunakan 700 – 1000 Ampere per inchi (280 – 400 Ampere per centimeter)
ketebalan/ diameter atau diagonal komponen
Untuk menggunakan kaidah ini pada benda dengan ketebalan lebih besar, langsung
kalikan 700 dan 1000 dengan inchi ketebalan benda, contoh:

61
Berapa arus yang diperlukan untuk benda berikut ini? Batang baja ukuran 10 x
3 x 2 inchi tebal. Jawab: 1400 sampai 2000 ampere.
Berapa arus yang disyaratkan untuk memagnetisasi melingkar sebuah poros
pada head shot berikut?
Gambar 3.12 Magnetisasi melingkar pada poros
Jawab: 700 – 1000 untuk shot pertama 1750 – 2500 untuk shot kedua
Rumus berikut ini menghitung arus yang diperlukan untuk magnetisasi kontak
langsung dari penampang melintang benda yang bentuknya aneh.
Dimana: I = arus magnetisasi
P = keliling dari penampang melintang dalam inchi
Kaidah penggunaan 700 sampai 1000 ampere per inchi ketebalan juga
diaplikasikan untuk magnetisasi melingkar memakai central conductor. Tebal benda
diukur dari diameter terluarnya, contoh
Berapakah rentang arus untuk memagnetisasi tiga komponen pada central
conductor di bawah ini?
Gambar 3.13 Magnetisasi melingkar menggunakan central conductor

62
Jawab: 700 – 1000 untuk mur 1 inchi 1400 – 2000 untuk ring 2 inchi 2100 – 3000
untuk spacer 3 inchi.
Pada saat menggunakan central conductor untuk memagnetisasi sebuah benda,
selalu gunakan penghantar terbesar yang cocok untuk situasi tersebut, karena
diameter penghantar mempengaruhi medan magnet yang dihasilkan. Lebar medan
magnet efektif dari sebuah central conductor kira-kira empat kali diameternya seperti
dalam gambar berikut.
Gambar 3.14 Lebar medan mgnet efektif menggunakan central conductor
Untuk benda-benda silinder berdiameter besar bila dibandingkan central
conductornya, perlu dilakukan beberapa kali magnetisasi dan pemeriksaan dimana
posisi medan megnetnya harus overlap kira-kira 10%.
Prods adalah penghantar arus listrik (biasanya tembaga) yang dipakai untuk
memagnetisasi daerah tertentu seperti gambar di bawah ini. Perhatian: penggunaan
prods dilarang pada beberapa aplikasi karena kemungkinan terjadinya kebakaran
pada ujung sentuh.
Gambar 3.15 Magnetisasai menggunakan prod
Magnetisasi prods menghasilkan medan magnet melingkar pada benda. Pada gambar
di atas, dapatkah anda memakai kaidah tangan kiri untuk menentukan apakah arus
listrik mengalir dari A ke B atau dari B ke A. Saat menggunakan prods, besar arus
listrik yang dipakai akan bervariasi dengan hal-hal berikut:

63
a) Ketebalan benda
b) Jarak antar prods.
Pedoman untuk menentukan seberapa besar arus DC dan jarak terbaik antar
prod untuk sembarang pengujian ditunjukkan pada tabel di bawah ini.
Tabel 3.1 Ketentuan besar arus dan jarak efektif prod
Spasi Prod (mm)Tebal Benda Uji (mm)
< 19 19 dan Over
51 – 102 200 – 400 amps 230 – 460 amps
Over 102 – less than 152 400 – 600 1mps 460 – 690 amps
152 - 203 600 – 800 amps 690 – 920 amps
Jika dipakai arus HWDC, kuat medan per ampere kurang lebih sama seperti
arus DC pada jarak antar prods tertentu (6 sampai 8 inchi). Namun demikian,
mengingat HWDC membutuhkan daya yang lebih kecil dan menghasilkan efek
pemanasan lebih rendah pada titik sentuh prods, arus ini lebih direkomendasikan.
HWDC juga menghasilkan mobilitas partikel yang lebih baik dibanding DC. Prods
sebaiknya diposisikan pada benda sehingga medan magnet melingkar yang
dihasilkannya pada arah 90o terhadap diskontinuitas yang dicari.
3.3.1 Magnetisasi Memanjang
Jika memakai kumparan untuk menghasilkan medan magnet memanjang, kuat
medan ditentukan oleh hasil kali antara besar arus dan jumlah lilitan dalam kumparan.
Kebanyakan kumparan memiliki 3 hingga 5 lilitan. Sebagai contoh, arus 800 ampere
yang melalui kumparan lima lilitan akan menghasilkan gaya magnet sebesar 4000
ampere-lilitan. Ada beberapa rumus untuk menentukan besarnya arus yang
disyaratkan untuk menginduksikan medan magnet memanjang pada benda. Hal yang
harus ditentukan oleh teknisi NDT adalah faktor pengisisan antara kumparan dan
benda, serta perbandingan panjang-diameter dari benda yang diperiksa.
Faktor Pengisian (Fill Factor)
Ada tiga macam faktor pengisian:

64
1. Faktor pengisian rendah – luas penampang melintang kumparan sepuluh kali
atau lebih besar dari pada luas penampang melintang material yang
dimagnetisasi. CSAkump ≥ 10 x CSAbenda
2. Faktor pengisian sedang – kondisi di antara faktor pengisian rendah dan
tinggi. 2 x CSAbenda ≤ CSAkump < 10 x CSAbenda
3. Faktor pengisian tinggi – luas penampang melintang kumparan kurang dari
dua kali luas penampang melintang material yang dimagnetisasi. CSAkump < 2
x CSAbenda
Faktor Pengisian Rendah
Rumus dasar perhitungan besar arus untuk induksi medan magnet memanjang pada
benda padat dengan faktor pengisian rendah dan menempel sisi kumparan adalah:
Rumus di bawah ini dipakai untuk benda dengan faktor pengisian rendah yang
diletakkan di pusat kumparan.
Faktor Pengisian Tinggi
Rumus di bawah ini dipakai untuk kumparan berfaktor pengisian tinggi. Dalam
kasus ini jika digunakan kumparan tetap atau lilitan kabel dimana luas penampang
kumparan kurang dari dua kali luas penampang benda, kumparan dikatakan memiliki
faktor pengisian yang tinggi.
Faktor Pengisian Sedang

65
Rumus di bawah ini dipakai untuk kumparan dengan faktor pengisian sedang
apabila penampang melintang kumparan lebih besar atau sama dengan dua kali dan
kurang dari sepuluh kali penampang melintang benda.
Harga L/D
Harga L/D dan jumlah lilitan dalam sebuah kumparan menentukan besarnya arus yang
disyaratkan untuk pemeriksaan, asalkan kondisi berikut ini terpenuhi:
1. Benda memiliki harga L/D antara 2 dan 15.
2. Benda atau bagian yang dimagnetisasi tidak melebihi panjang 18 inchi (46
cm).
3. Benda dengan panjang lebih dari 18 inchi (46 cm) mensyaratkan lebih dari
satu shot.
4. Luas penampang melintang benda tidak lebih dari 1/10 luas bukaan kumparan.
5. Lokasi benda menempel ke dinding kumparan dan TIDAK berada di pusat
kumparan dimana kerapatan medan magnetnya nol.
6. Harga L/D mengasumsikan bahwa benda adalah pejal. Jika bendanya
berongga, harus dipakai harga Deff sebagai diameter benda. Deff dihitung
memakai rumus:
Perlu diingat seperti telah disebutkan sebelumnya, panjang efektif dari medan magnet
memanjang adalah 6 sampai 9 inchi (15 sampai 23 cm) pada kedua sisi kumparan. Sebuah
benda dengan panjang lebih dari 18 inchi mensyaratkan dua shot atau lebih.

66
Gambar 3.16 Panjang efektif medan magnet memanjang
3.4 Tahapan dan Prosedur Pengujian
1. Surface preparation and Pre-cleaning
Penyiapan permukaan dengan dengan penggerindaan atau permesinan dapat
dilakukan apabila kekasaran permukaan dapat menutupi indikasi diskontinuitas.
Permukaan yang diperiksa dan daerah di dekatnya pada jarak minimum 25 mm harus
dibersihkan dari gemuk, minyak, dan kotoran-kotoran yang dapat mengganggu
jalannya pengujiannya. Jika lapisan cat nonmagnetik tidak dihilangkan dari
permukaan benda yang diuji, maka harus didemonstrasikan bahwa indikasi masih
dapat dideteksi melalui ketebalan maksimum lapisan cat tersebut.
2. Equipment Preparation
Yoke elektromagnetik AC maupun DC bisa dipakai untuk pengujian. Yoke AC
harus mampu mengangkat blok kalibrasi standard seberat 4,5 kg pada jarak kutub
maksimum yang dipakai pengujian. Yoke DC harus mampu mengangkat blok
kalibrasi standard seberat 18 kg pada jarak kutub maksimum yang dipakai pengujian
Light meter yang terkalibrasi harus dipakai untuk memeriksa intensitas cahaya
pada permukaan benda uji. Light meter harus dikalibrasi minimum setahun sekali
atau apabila light meter tersebut selesai direpair. Jika light meter tersebut tidak
dipakai selama setahun atau lebih, kalibrasi harus dilakukan sebelum light meter
tersebut digunakan. Indikator medan magnet pie-shape atau pie gauge atau Burmah
Castrol digunakan untuk memverivikasi arah dan kekuatan medan magnet pada
daerah yang diuji. Gaussmeter yang terkalibrasi harus digunakan untuk memeriksa
kekuatan medan magnet sisa setelah obyek didemagnetisasi.

67
3. White Contrast Paint Application
Pemberian white contrast paint pada permukaan benda uji, WCP boleh
disemprotkan pada permukaan benda yang diuji untuk meningkatkan kontras partikel
magnetik. Apabila dipakai WCP, maka harus didemonstrasikan bahwa indikasi
masih dapat dideteksi melalui ketebalan maksimum WCP tersebut.
4. Magnetization
Magnetisasi benda uji, dapat digunakan beberapa diantara teknik magnetisasi
melingkar menggunakan head shot, prod atau central conductor. Teknik magnetisasi
memanjang menggunakan yoke atau menggunakan kumparan. Seluruh pengujian
harus dilakukan dengan overlap untuk memperoleh 100% cakupan pada sensitivitas
yang diminta. Minimum harus dilakukan dua kali pengujian terpisah pada satu lokasi
dimana pada pengujian kedua, garis-garis gaya magnetnya harus tegak lurus garis-
garis gaya magnet pada pengujian pertama.
5. Magnetic Particles (ink) Application
Partikel basah harus disemprotkan dari kaleng bertekanan selama arus
magnetisasi menyala. Teknik ini dinamakan continuous. Yoke harus diletakkan pada
permukaan yang diperiksa, arus dinyalakan dan partikel magnet disemprotkan pada
permukaan diantara kaki-kaki yoke. Pembentukan indikasi selama penyemprotan
partikel magnet harus selalu diamati. Partikel magnet secara berlebihan di permukaan
yang diuji harus disingkirkan dengan peniupan tanpa mengganggu indikasi yang
telah terbentuk. Arus pengujian tetap dinyalakan pada saat pembersihan partikel
berlebih tersebut. Indikator medan magnet pie-shape atau Burmah Castrol dapat
dipakai untuk memverifikasi kekuatan dan arah medan magnet dengan
meletakkannya di atas bagian yang diuji. Indikator medan magnet tersebut juga dapat
dipakai untuk mengukur lebar overlap medan magnet yang diperlukan untuk
memperoleh cakupan pengujian sebesar 100%.
6. Interpretation and Evaluation

68
Pencahayaan yang tepat harus dijadikan pertimbangan pertama dalam
pemeriksaan benda uji.
Jika dipakai fluorescent partikel magnet maka diperlukan ruangan gelap dan
lampu ultraviolet dengan intensitas yang memadai.
Jika dipakai visible, diperlukan penerangan dengan cahaya biasa.
Intensitas cahaya tampak sebesar minimum 1000 Lux (100 fc) harus dicapai
pada permukaan yang diuji. Sumber cahaya dan verifikasi intensitas cahayanya harus
didemonstrasikan dan dicatat dalam laporan.
Setelah indikasi diketahui lokasinya, selanjutnya diinterpretasi. Selama
interpretasi, penyebab dan pengaruh indikasi terhadap artikel atau benda uji harus
ditentukan. Pada tahap ini indikasi tersebut diklasifikasikan sebagai palsu, tidak
relevan atau relevan. Evaluasi mengikuti interpretasi. Jika selama tahap evaluasi
ditentukan bahwa diskontinuitas membahayakan pemakaian komponen, atau tidak
memenuhi kriteria penerimaan dan penolakan, diskontinuitas tersebut selanjutnya
diklasifikasikan sebagai cacat atau defect.
Indikasi palsu: Indikasi palsu disebabkan jika partikel terkumpul dan tertahan
secara mekanis atau gravitasi. Jika benda memiliki permukaan kasar, ini akan
mengakibatkan indikasi palsu.
Indikasi nonrelevant Merupakan kelompok gangguan magnetis nonrelevant
yang bukan akibat adanya diskontinuitas atau kepecahan pada logam. Indikasi
nonrelevant umumnya dapat diakibatkan oleh penahanan di dalam logam dimana
garis-garis gaya harus melewatinya, seperti poros yang ada alurnya (lihat Gambar
3.12). Indikasi nonrelevant dapat disebabkan karena hal-hal berikut:
1. Arus magnetisasi yang berlebihan.
2. Disain struktur benda tersebut.
3. Perbedaan permeabilitas di dalam benda.

69
Gambar 3.17 Indikasi Nonrelevant
Indikasi relevant (indikasi sebenarnya) disebabkan karena diskontinuitas
permukaan yang telah diinterpretasikan bukan sebagai indikasi palsu atau
nonrelevant. Indikasi sebenarnya harus dievaluasi penyebab sampai pada pengaruh
yang ditimbulkannya pada usia pakai komponen. Penting dicatat bahwa semua
indikasi relevant adalah diskontinuitas, namun tidak semua diskontinuitas adalah
cacat. Indikasi permukaan menghasilkan pola yang tajam, nyata, jelas, dan melekat.
Indikasi bawah permukaan cenderung menghasilkan pola yang kurang nyata,
tersebar, dan kabur.
7. Post examination Cleaning
Pembersihan benda uji setelah pelaksanaan pengujian harus dilakukan sesegera
mungkin dengan cara yang tidak merusak komponen.
8. Demagnetizing
Demagnetisasi bisa dilakukan memakai yoke elektromagnetik dengan
membalik arah medan magnet secara berulang-ulang sambil menjauhkan yoke dari
permukaan yang diuji. Besarnya medan magnet sisa harus diverifikasi memakai
gaussmeter. Besarnya medan magnet sisa di seluruh bagian komponen yang diuji
maksimum sebesar 3 (tiga) Gauss.

70
3.4 Evaluasi
Interpretasi harus mengidentifikasi apakah sebuah indikasi itu palsu,
nonrelevan atau relevan. Sebuah indikasi yang diidentifikasi sebagai palsu atau
nonrelevan harus dibuktikan apakah benar-benar palsu atau nonrelevan. Indikasi
muncul akibat penahanan partikel magnet. Semua indikasi yang muncul belum tentu
merupakan ketidaksempurnaan. Indikasi dari sebuah ketidaksempurnaan bisa lebih
besar dari ketidaksempurnaan yang mengakibatkannya; namun, ukuran indikasi
adalah sebagai dasar evaluasi penerimaan. Hanya indikasi yang memiliki ukuran
terbesar lebih dari 1,5 mm dianggap relevan.
Indikasi linier adalah indikasi yang memiliki panjang lebih dari tiga kali
lebarnya (L > 3W).
Indikasi rounded adalah indikasi yang bentuknya bundar atau elips dengan panjang
kurang dari atau sama dengan tiga kali lebarnya (L ≤ 3W).
Berdasarkan ASME Section VIII Divisi 1 Mandatory Appendix 6 Semua
permukaan yang diuji harus bebas dari:
a) Indikasi linier yang relevan (> 1,5 mm).
b) Indikasi bundar yang relevan, dimana ukurannya > 5 mm.
c) Empat atau lebih indikasi bundar yang relevan berjajar dalam satu garis,
terpisah satu sama lainnya pada jarak ≤ 1,5 mm, dari ujung ke ujung.
3.5 Reporting
Untuk tiap-tiap pengujian informasi berikut ini harus dilaporkan:
a) Nomor prosedur dan revisi
b) Peralatan magnetisasi dan jenis arus pengujian
c) Jenis partikel magnet (visible/fluorescent)
d) Identitas personel penguji dan level kualifikasinya
e) Lokasi atau record dari indikasi
f) Jenis material dan ketebalannya
g) Peralatan pencahayaan
h) Tanggal pengujian
Form laporan hasil pengujian penetrant dapat dilihat pada Lampiran 2

71
BAB 4UJI ULTRASONIK
4.1 Umum
Ultrasonik adalah teknik pemeriksaan yang serbaguna, dipakai untuk menguji
bermacam-macam produk logam dan nonlogam seperti sambungan las, benda tempa,
benda cor, lembaran tipis, tabung, plastik, dan keramik. Ultrasonik memiliki
keunggulan dapat mendeteksi diskontinuitas bawah permukaan dengan akses
hanya dari satu sisi spesimen. Tujuan pengujian ultrasonik adalah untuk memastikan
keandalan produk dengan cara:
1. Memperoleh informasi yang berhubungan dengan diskontinuitas.
2. Mengungkap sifat diskontinuitas tanpa mengganggu kegunaan benda.
3. Memisahkan material yang diterima dan ditolak dengan mengacu pada
standard yang telah ditetapkan.
Pengujian ultrasonik adalah bentuk lain dari pengujian tanpa merusak. Ini
berarti bahwa kita memiliki sistem pengujian tanpa merusak yang khusus. Pada
dasarnya dalam pengujian ultrasonik kita memasukkan getaran ultrasonik ke dalam
spesimen. Spesimen kemudian mengubah getaran tersebut dengan beberapa cara.
Hasil perubahannya dideteksi oleh sistem pengujian, dan melalui sebuah indikasi,
kita memperoleh informasi mengenai spesimen. Sebagai inspektor, pekerjaan kita
adalah mengaplikasikan sistem ke dalam spesimen dan menginterpretasi hasilnya
melalui indikasi yang kita peroleh.

72
Getaran merambat di dalam benda padat sebagai sebuah perpindahan partikel
yang saling berurutan. Hal ini dapat digambarkan sebagai berikut:
Gambar 4.1 Ilustrasi rambaran getaran di dalam atom material
Jika kita memindahkan partikel 1 ke kiri dan melepaskannya, energi yang kita
berikan kepada partikel 1 akan dirambatkan melalui partikel 2 hingga 4 dan akhirnya
mempengaruhi partikel 5. Partikel 5 selanjutnya akan membalik gerakannya dan
meneruskan energinya melalui barisan partikel kembali kepada partikel 1. Struktur
sebuah material sebenarnya terdiri dari banyak partikel kecil atau sekelompok atom.
Partikel-partikel tersebut memiliki posisi normal atau istirahat dan dapat berpindah
dari posisi ini akibat suatu gaya. Apabila gaya tersebut dihilangkan, partikel akan
cenderung kembali ke posisi awalnya. Energi dirambatkan di dalam benda padat
melalui serangkaian perpindahan partikel di dalam material. Perambatan getaran
ultrasonik di dalam sebuah material berhubungan dengan sifat elastis dari material
tersebut. Pada pengujian ultrasonik, perlu disadari bahwa konsep perpindahan juga
berlaku pada benda padat.
Waktu yang diperlukan oleh sebuah gerakan untuk menghasilkan satu siklus
lengkap dinamakan perioda.
Contoh: jika bola yang mengayun di atas bergerak sepanjang lintasan ABCDE
dalam satu detik, maka perioda untuk terjadinya satu siklus adalah satu detik. Jumlah
siklus dalam satu perioda waktu tertentu dinamakan frekuensi. Contoh: jika bola

73
yang mengayun tersebut membentuk tiga siklus lengkap dalam waktu satu detik,
maka frekuensinya adalah 3 siklus per detik.
Satuan frekuensi yang dipakai untuk menyatakan satu siklus per detik adalah
Hertz (disingkat Hz). Satu Siklus Per Detik (cps) sama dengan satu Hertz (Hz), 2 cps
= 2 Hz, dll. Suara merambat di dalam logam sebagaimana halnya di udara. Suara
adalah sebuah getaran dan memiliki rentang frekuensi tertentu. Manusia hanya dapat
mendengar getaran (suara) hingga sekitar 20,000 Hz. Namun demikian, getaran suara
yang berasal dari sebuah peralatan pengujian ultrasonik berkisar antara 5,000,000 Hz
(5 megahertz). Getaran di atas rentang pendengaran manusia dinamakan getaran
ultrasonik. Dua istilah, suara dan getaran, sebagaimana yang akan kita pakai,
memiliki pengertian yang sama. Definisi suara adalah getaran yang merambatkan
energi melalui serangkaian pergerakan-pergerakan material kecil.
Pengujian ultrasonik adalah proses pengaplikasian gelombang ultrasonik pada
sebuah spesimen untuk menentukan kemulusan, ketebalan, atau beberapa sifat fisik
lainnya. Transducer menghasilkan energi suara yang menyebabkan perpindahan
partikel di dalam spesimen.
Transducer adalah sebuah perangkat yang mengubah energi dari satu bentuk ke
bentuk lain. Contoh: energi listrik ke mekanis atau mekanis ke listrik. sebuah speaker
di dalam radio mengubah energi listrik menjadi gerakan mekanis maju-mundur.
Gambar di bawah menunjukkan efek piezoelectric. Energi listrik diaplikasikan
melalui dua kabel yang dihubungkan ke sebuah kristal, mengakibatkan kristal
mengembang dan mengerut, membentuk getaran mekanis. Penggunaan istilah kristal
dan transducer dapat saling menggantikan
Gambar 4.2 Efek Piezoelektrik
Sebuah transducer piezoelectric juga dapat mengubah energi mekanis menjadi
energi listrik. Oleh karena itu, sebuah transducer dapat mengirim dan menerima
energi. Contohnya jika kita menempatkan transducer pada ujung-ujung spesimen
seperti dalam gambar di bawah, kita dapat memakai salah satu transducer untuk

74
memancarkan energi (suara) ke dalam spesimen dan memakai transducer lainnya
untuk menerima energi suara tersebut.
Gambar 4.3 Transducer
Energi yang dipancarkan oleh sebuah transducer dapat berupa energi putus-
putus atau menerus. Energi suara putus-putus didefinisikan sebagai kelompok
getaran pendek yang dipancarkan sebelum dan setelah transducer dapat bertindak
sebagai penerima. Baja, air, dan minyak akan merambatkan gelombang suara dengan
sangat baik, namun tidak demikian halnya dengan udara.
Udara adalah penghantar suara yang buruk karena kerapatan partikelnya
rendah sehingga energi suara sulit merambat dari partikel ke partikel. Itulah mengapa
kita menambahkan minyak atau gemuk di antara transducer dan spesimen. Kerapatan
partikel suatu material menentukan cepat rambat suara. Cepat rambat suara akan
berubah saat ia merambat dari satu media ke media lain seperti gambar berikut.
Gambar 4.4 Cepat Rambat Gelombang pada Medium Udara Air dan Baja
Perlu waktu yang lebih lama bagi gelombang suara untuk merambat di air
dibandingkan di dalam baja. Cepat rambat suara di dalam baja kurang lebih empat
kali lebih besar dibandingkan di dalam air.

75
Panjang gelombang adalah jarak antara dua titik yang sama pada dua
gelombang yang berurutan. Panjang gelombang juga dapat didefinisikan sebagai
jarak yang ditempuh sebuah gelombang dalam satu siklus. Simbol λ digunakan untuk
menunjukkan panjang gelombang dan disebut sebagai lambda. Panjang gelombang
adalah perbandingan dari harga tetap (kecepatan) dibagi dengan variabel (frekuensi).
λ = V / f (4.1)
Dalam prakteknya, ukuran diskontinuitas terkecil yang dapat ditemukan
dengan pengujian ultrasonik adalah ½ λ (panjang gelombang). Oleh karena itu, untuk
mendeteksi cacat yang berukuran kecil, diperlukan transducer yang menghasilkan
frekuensi lebih besar. Umumnya pengujian ultrasonik menggunakan
probe/transducer dengan frekuensi 0,5 MHz – 25 MHz
Ada empat mode perambatan gelombang atau getaran diantaranyaadalah
compression waves atau longitudinal waves, Shear waves atau transverse waves,
Surface waves atau disebut juga Rayleigh waves dan Lamb waves atau disebut
plate waves
4.2 Peralatan Ultrasonik
4.2.1 Peralatan Ultrasonik Pulse Echo
Membangkitkan pulsa listrik tegangan tinggi berdurasi singkat. Pulsa ini
diaplikasikan pada transducer yang mengubahnya menjadi getaran mekanis yang
dirambatkan ke dalam material yang diperiksa. Persentase terbesar gelombang suara
dipantulkan kembali dari permukaan bagian depan benda uji ke transducer. Sisanya
dipantulkan oleh permukaan bagian belakang benda uji atau diskontinuitas.
Gelombang suara yang diterima kembali oleh transducer akan diubah menjadi pulsa-
pulsa listrik yang diperkuat dan ditampilkan pada layar sebagai pulsa-pulsa vertikal.
Tampilan scan-A menunjukkan kedalaman dan amplitudo gelombang suara yang
dipantulkan dari sebuah diskontinuitas. Amplitudo adalah ukuran relatif dari
banyaknya energi suara yang dipantulkan.

76
Gambar 4.5 Block Diagram - Instrumen Pulse Echo
Pulse Echo adalah sistem ultrasonik yang paling banyak digunakan. Pulsa-
pulsa gelombang ultrasonik putus-putus berdurasi singkat secara teratur dirambatkan
ke dalam material yang diuji. Pulsa-pulsa ini dipantulkan kembali oleh diskontinuitas
sepanjang lintasannya, atau oleh perbatasan yang mereka temui. Pantulan yang
diterima kemudian ditampilkan pada layar. Transducer yang sama dapat dipakai
untuk memancarkan dan menerima gelombang. Teknik ini menyatakan
diskontinuitas yang ada di dalam material dengan menunjukkan variasi amplitudo
energi yang diterima.
4.2.2 Peralatan Ultrasonik Through Transmission
Through transmission merupakan teknik yang jarang dipakai, memerlukan dua
buah transducer, satu untuk mengirim dan yang lain untuk menerima. Indikasi
langsung dari adanya diskontinuitas tidak akan diperlihatkan. Gelombang suara, baik
berupa pulsa-pulsa singkat putus-putus atau menerus dirambatkan ke dalam material.
Kualitas material yang diuji diukur berdasarkan hilangnya energi gelombang suara
selama perambatannya di dalam material. Teknik ini menyatakan diskontinuitas yang
ada di dalam material dengan menunjukkan perbedaan antara energi yang
dipancarkan dan yang diterima.

77
Gambar 4.6 Perbedaan Sistem Peralatan Pulse Echo dengan Through Transmission
4.2.3 Transducer
Transducer ultrasonik adalah komponen paling utama dari sistem perangkat
pengujian UT. Material kristal di dalam transducer ultrasonik dibuat dari material
material piezoelectric seperti quartz, lithium sulfate, dan polarized ceramics.
1. Quartz adalah material yang pertama kali digunakan. Meskipun
memiliki karakteristik frekuensi yang sangat stabil, quartz adalah
penghasil energi suara yang buruk dan umumnya telah digantikan
dengan material yang lebih efisien.
2. Lithium Sulfate adalah penerima energi suara yang sangat efisien,
namun bersifat getas, larut dalam air, dan penggunaannya terbatas pada
suhu di bawah 74oC.

78
3. Polarized ceramics merupakan penghasil energi suara yang paling
efisien namun cenderung mengalami keausan. Polarized ceramics yang
umum dipakai adalah barium titanate, lead metaniobate, dan lead
zirconate/titanate.
Gambar 4.7 Transducer atau Probe
Ukuran merupakan faktor yang mempengaruhi unjuk kerja sebuah transducer.
Makin besar diameter transducer, makin kecil penyebaran berkas suaranya untuk
frekuensi yang sama. Transducer dengan diameter kecil dan frekuensi tinggi paling
cocok untuk mendeteksi diskontinuitas berukuran sangat kecil. Semakin besar
ukuran transducer, semakin besar energi suara yang dipancarkannya ke dalam benda
uji. Transducer dengan diameter besar dan frekuensi rendah seringkali dipakai untuk
memperoleh penetrasi yang dalam. Transducer dengan kristal tunggal berukuran
besar umumnya dibatasi untuk pemakaian frekuensi rendah. Kristal-kristal
berfrekuensi tinggi rentan terhadap kerusakan karena ukurannya sangat tipis.
Frekuensi transducer adalah faktor penting dalam pemakaiannya. Makin tinggi
frekuensi transducer, makin kecil penyebaran berkas suaranya, dan makin besar

79
sensitifitas dan resolusinya. Apabila gelombang suara menyebar seperti Gambar di
bawah ini, hanya sedikit energi suara yang dipantulkan dari sebuah diskontinuitas
berukuran kecil.
Gambar 4.8 Perbedaan Frekuensi Transducer
Semakin rendah frekuensi, makin dalam penetrasi energi suara karena makin
sedikit hamburannya. Penyebaran berkas suara yang lebar membantu mendeteksi
pemantul yang tidak tegak lurus terhadap sumbu berkas suara.ketebalan kristal juga
mempengaruhi frekuensi transducer. Makin tinggi frekuensi transducer, makin tipis
kristalnya. Kebanyakan pengujian ultrasonik memakai frekuensi 0.5 MHz sampai 25
MHz, namun kristal untuk pemakaian di atas 10 MHz terlalu tipis dan getas untuk
pengujian kontak. Oleh karena itu, transducer dengan frekuensi pengoperasian di atas
10 MHz utamanya dipakai untuk pengujian immersion.
Gambar 4.9 Probe Normal dan Probe Sudut
Pada saat transducer memancarkan pulsa, kristal piezoelectric nya bergetar
dalam jangka waktu tertentu dan tidak dapat menerima pantulan hingga kristal

80
tersebut berhenti bergetar (fungsinya sebagai pemancar terpenuhi). Jangka waktu
dimana kristal masih bergetar menimbulkan DEAD ZONE pada permukaan depan
material dimana diskontinuitas tidak akan terdeteksi. Besar dead zone setara
dengan waktu getarnya dan ditunjukkan pada layar melalui lebar bagian dasar dari
indikasi pulsa awal.
Gambar 4.10 Dead Zone
Dalam pengujian ultrasonik, berkas suara secara teoritis dianggap sebagai
bidang lurus yang diproyeksikan dari permukaan transducer. Kenyataannya, berkas
suara bentuknya tidak konsisten. Jika intensitas berkas diukur pada berbagai jarak
dari transducer, terdapat dua zona yang berbeda seperti dalam gambar di bawah:
Gambar 4.11 Zona dekat dan zona jauh
Zona-zona tersebut dikenal sebagai zona dekat (atau zona fresnel) dan zona
jauh (atau zona fraunhofer). Pada zona dekat, intensitas energi suara bervariasi secara
tak beraturan. Dalam zona ini terdapat daerah-daerah lokal dengan intensitas rendah
dan tinggi. Pola tak beraturan dihasilkan akibat interferensi antar gelombang suara
yang dipancarkan oleh permukaan transducer. Dalam zona jauh, intensitas suara akan
berkurang secara teratur dengan bertambahnya jarak dari transducer. Hal ini

81
disebabkan karena material menyerap dan menghamburkan sebagian energi suara.
Panjang/kedalaman zona dekat bergantung pada diameter transducer dan panjang
gelombang berkas ultrasonik, dan dapat dinyatakan sebagai:
Ingat bahwa zona dekat berbeda dengan zona mati (dead zone).
4.2.4 Blok Standard
Dalam pengujian ultrasonik, diskontinuitas biasanya dibandingkan dengan
sebuah standard referensi. Standard tersebut dapat berupa sebuah blok referensi atau
sekumpulan blok-blok yang diperlukan untuk pengujian tertentu. Blok referensi
terdapat dalam bentuk dan ukuran yang berbeda
Blok-blok standard khusus seringkali digunakan untuk komponen seperti
sambungan las, corcoran, dan perpipaan. Blok-blok standard biasanya dibuat dari
material dan bentuk produk yang sama dengan material yang diuji. Pemantul
referensi seperti takik atau lubang buatan ditambahkan pada blok standard tersebut.
Blok kalibrasi lainnya adalah BLOK IIW (International Institute of Welding)
V1. Blok tersebut berfungsi untuk: Memverifikasi besarnya jarak, sudut probe dan
lokasi exit point, dan memeriksa resolusi transducer.

82
Gambar 4.12 Blok IIW-V1
Blok sudut miniatur V2 juga dapat dipakai untuk mengkalibrasi perangkat saat
pemeriksaan menggunakan probe sudut. Blok miniatur V2 dimaksudkan untuk
pemakaian saat pekerjaan di lapangan dan tidak selengkap blok IIW V1 yang lebih
besar.
Gambar 4.13 Blok Miniatur-V2
4.2.5 Couplant
Tujuan utama pemakaian kuplan adalah untuk menyediakan lintasan suara
yang memadai antara transducer dan permukaan benda uji. Suatu kuplan harus secara

83
efektip membasahi atau secara sempurna menghubungkan permukaan transducer dan
benda uji.
1. Kuplan harus menghilangkan semua udara dari kedua permukaan mengingat
udara adalah penghantar suara yang buruk.
2. Kuplan mengisi dan menghaluskan ketidakteraturan permukaan pada benda uji.
3. Kuplan membantu pergerakan transducer sepanjang permukaan pada teknik
contact testing.
4. Kuplan harus mudah diaplikasikan dan dibersihkan. Kuplan juga harus tidak
merusak permukaan benda uji.
Oli atau air dicampur gliserin (2 bagian air dan 1 bagian gliserin) umum
dipakai sebagai kuplan. Bahkan pasta kertas dinding juga dapat dipakai sebagai
kuplan. Kuplan-kuplan yang lebih kental seperti gemuk atau oli kental dapat dipakai
pada permukaan kasar atau vertikal. Kuplan cair dan pasta yang diformulasikan
secara khusus juga dapat dibeli dari pabrik pembuat perangkat ultrasonik. Pada
kondisi dimana penggunaan cairan atau pasta tidak memungkinkan, dapat digunakan
material karet tipis sebagai kuplan. Aplikasi kuplan harus setipis mungkin. Jika
ketebalan kuplan berlebihan, dapat terjadi penyimpangan arah berkas gelombang
suara.
4.3 Prosedur
4.3.1 Metoda Scanning
Dalam pengujian ultrasonik, seringkali dimungkinkan untuk mendekati ukuran
diskontinuitas yang sebenarnya selama ukurannya lebih besar dari diameter berkas
suara. Diskontinuitas akan memantulkan kembali seluruh energi suara seperti dalam
gambar di bawah ini sebelah kiri.
Gambar 4.14 Metoda Scanning

84
Dengan men-scan batas-batas diskontinuitas, dapat diperoleh informasi
mengenai bentuk dan ukurannya. Operator ultrasonik biasanya mengamati ketinggian
pulsa pantulan dari diskontinuitas. Posisi probe pada benda uji dimana tinggi
pantulan turun setengahnya menunjukkan bahwa separo berkas suara mengenai
diskontinuitas, seperti terlihat dalam gambar di atas sebelah kanan. Ini berarti bahwa
sumbu akustik berada tepat pada perbatasan diskontinuitas. Posisi probe ditandai dan
operator menentukan titik-titik batas berikutnya hingga terbentuk kontur
diskontinuitas dengan menyambungkan titik-titik tersebut, lihat gambar di bawah.
Lokasi batas reflektor akan menjadi lebih pasti jika diameter berkas suara yang
mengenai reflektor lebih kecil.
Gambar 4.15 Scanning Tepi Diskontinuitas
Ada dua cara untuk menentukan batas atau tepi dari diskontinuitas, yaitu
dengan teknik equalisasi dan teknik 6db drop. Teknik ekualisasi adalah menyamakan
tinggi amplitudo backwall dengan tinggi amplitudo diskontinuitas, ketika tinggi
amplitudo keduanya sama maka ditandai pada center dari probe itu adalah tepi dari
diskontinuitas.
Untuk probe sudut, tepi diskontinuitas tidak dapat dicari dengan teknik
equalisasi dan harus memakai teknik 6db drop yaitu dengan mencatat besarnya db
dari amplitudo diskontinuitas setelah itu dinaikkan amplitudonya sebesar 100% atau
bisa juga 80% tinggi layar atau FSH (full screen Height) kemudian probe di gerakkan,
jika amplitudo berkurang menjadi setengahnya maka di lokasi itu adalah tepi dari
diskontinuitas.

85
4.3.2 Koreksi Amplitudo Jarak (DAC)
Akibat pelemahan, amplitudo indikasi dari sebuah diskontinuitas berukuran
tertentu akan berkurang dengan penambahan jarak/kedalaman diskontinuitas. Untuk
mengimbangi pelemahan ini, suatu pengatur elektronis ditambahkan ke dalam unit
ultrasonik. Beberapa nama yang umum untuk pengaturan ini antara lain:
1. DAC – Distance Amplitude Correction
2. TCG – Time Corrected Gain
3. TVG – Time Varied Gain
4. STC – Sensitivity Time Control.
DAC mengimbangi secara elektronis atas terjadinya pelemahan suara selama
menembus lebih dalam ke benda uji. DAC memperkuat sinyal dari diskontinuitas
yang letaknya dalam melebihi sinyal dari diskontinuitas yang letaknya dekat
permukaan. Sebagai contoh, sebuah indikasi dari diskontinuitas berukuran 2 mm
yang terletak 25 mm di bawah permukaan akan sama tinggi amplitudonya dengan
diskontinuitas yang ukurannya sama namun terletak 75 mm dari permukaan.
Gambar 4.16 Contoh Posisi Diskontinuitas
Pada Gambar di atas terdapat banyak diskontinuitas sebesar 2 mm yang
tersebar merata sepanjang kedalaman benda. Semuanya berbentuk rata dan sejajar
dengan permukaan atas. Dengan pengaturan DAC, amplitudo dari indikasi-indikasi
diskontinuitas menjadi sama amplitudo indikasi yang berasal dari diskontinuitas
tersebut akan sama tingginya karena ukuran diskontinuitasnya sama dan pengaturan
DAC akan mengimbangi secara elektronis atas perbedaan jarak lintasan suara atau
kedalaman.

86
Gambar 4.17 Efek Penggunaan DAC
DAC sangat banyak membantu saat digunakan bersamaan dengan alarm cacat
dan dengan sistem perekaman. Setelah DAC dibuat, sensitivitas alarm dapat diatur
pada amplitudo indikasi yang mewakili diskontinuitas berukuran tertentu pada
sembarang jarak lintasan suara dalam benda.
Tanpa DAC, pengaturan amplitudo indikasi yang diperlukan untuk menyalakan
alarm bagi diskontinuitas berukuran 5 mm yang terletak 60 mm di bawah permukaan
akan menyalakan alarm untuk diskontinuitas yang berukuran jauh lebih kecil yang
letaknya 10 mm dari permukaan.
Membuat kurva DAC dapat dilakukan dengan langkah sebagai berikut
Gambar 4.18 Scanning Pembuatan DAC

87
1. Kalibrasi peralatan untuk baja dengan range 100 mm.
2. Potong plastik transparan dan tempelkan pada layar. Tandai tiap skala, catat
besarnya sudut probe dan jenis kuplan pada plastik transparan.
3. Letakkan probe pada posisi A mengarah pada lubang ¼ T. Maksimumkan
amplitudo dan gunakan gain untuk memperoleh ketinggian amplitudo sebesar
80% FSH (= 100 % DAC ).
4. Tandai puncak indikasi tersebut pada plastik transparan dan catat besarnya gain
(G1).
5. Atur gain untuk memperoleh 50% DAC (turunkan 6 dB dari 100% DAC), dan
20% DAC (turunkan 8 dB dari 50% DAC), dan tandai tiap tiap puncaknya
pada plastik transparan. Setelah itu kembalikan gain ke G1.
6. Ulangi langkah 3 sampai 4 untuk lubang-lubang ½ T, ¾ T, 5/4 T, dst.
Perhatian: Jika amplitudo 100% DAC dari sembarang lubang tingginya kurang
dari 20% FSH, naikkan gain hingga amplitudo indikasi mencapai 80% FSH. Catat
besarnya gain pada plastik transparan sebagai G2.
4.3.3 Kalibrasi
Kalibrasi harus dilakukan untuk menyesuaikan pembacaan pada perangkan UT
dengan ukuran benda aktual. Kalibrasi harus dilakukan setiap kali memulai pekerjaan
atau setelah pemakaian 8 jam.
Untuk Probe Normal (Menggunakan Blok IIW-V1)
1. Tentukan besarnya range (misal 100)
2. Letakkan probe pada ketebalan 25
3. Jumlah indikasi yang akan muncul adalah range/tebal blok = 100/25= 4
indikasi
4. Letakkan ke empat indikasi pada skala atau divisi masing-masing
a. Indikasi 1 = (1 x 25 x 10)/100 = 2,5
b. Indikasi 2 = (2 x 25 x 10)/100 = 5,0
c. Indikasi 3 = (3 x 25 x 10)/100 = 7,5
d. Indikasi 4 = (4 x 25 x 10)/100 = 10
5. Jika ke empat indikasi sudah diatur menempati skala atau divisi tersebut
maka peralatan sudah terkalibrasi untuk range 100.

88
6. Lakukan scanning pada benda uji, jika menemukan indikasi
diskontinuitas hitung kedalamannya menggunakan persamaan
Dimana: Increment = kedalaman diskontinuitas
Division = posisi skala indikasi diskontinuitas pada layar
Range = besar jangkauan probe
Untuk Probe Sudut (Menggunakan Blok IIW-V1)
1. Menentukan Probe Exit Point (Index)
Gambar 4.19 Menentukan Probe Index
a) Letakkan probe pada posisi seperti Gambar di atas
b) Atur sweep length untuk menampilkan satu indikasi pada layar.
c) Geser probe maju mundur untuk memperoleh indikasi tertinggi.
d) Tandai posisi indikasi tertinggi tersebut pada skala horizontal probe yang
bertepatan dengan garis notch pada blok IIW V1. Tanda tersebut merupakan
exit point (index) dari probe sudut tersebut. Besarnya exit point (index)
adalah jarak dari ujung depan probe ke tanda tersebut yang umumnya
dinotasikan sebagai X-value.

89
2. Menentukan Besar Aktual Sudut Probe
Gambar 4.20 Menentukan Sudut Aktual Probe
a) Letakkan probe pada posisi seperti Gambar di atas
b) Atur sweep length untuk menampilkan satu indikasi pada layar.
c) Geser probe maju-mundur untuk memperoleh indikasi tertinggi dari perspex.
d) Perhatikan dan catat posisi skala sudut pada blok IIW V1 yang
bertepatan dengan exit point probe. Skala tersebut merupakan sudut
probe aktual yang akan dipakai untuk perhitungan saat pengujian.
Toleransi maksimum yang diijinkan adalah sebesar ± 2o.
3. Lakukan kalibrasi jarak menggunakan Blok V2
Gambar 4.21 Kalibrasi Jarak Menggunakan Blok V2
a) Letakkan probe pada posisi B.
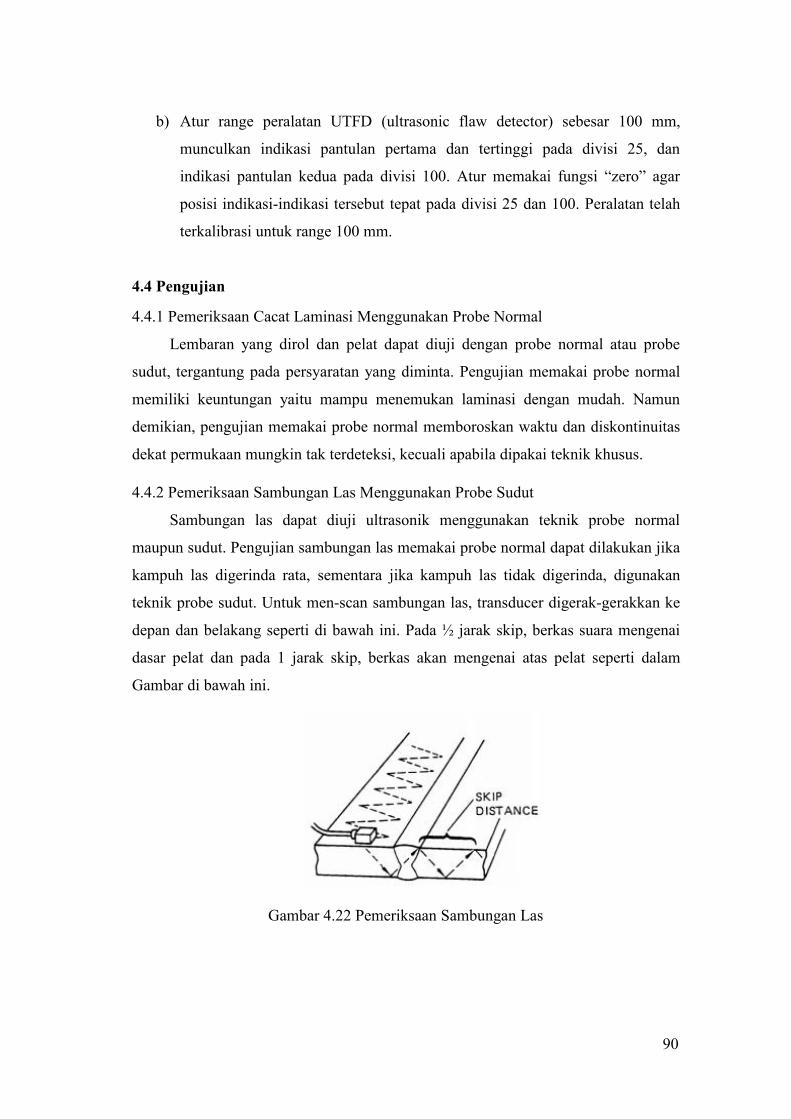
90
b) Atur range peralatan UTFD (ultrasonic flaw detector) sebesar 100 mm,
munculkan indikasi pantulan pertama dan tertinggi pada divisi 25, dan
indikasi pantulan kedua pada divisi 100. Atur memakai fungsi “zero” agar
posisi indikasi-indikasi tersebut tepat pada divisi 25 dan 100. Peralatan telah
terkalibrasi untuk range 100 mm.
4.4 Pengujian
4.4.1 Pemeriksaan Cacat Laminasi Menggunakan Probe Normal
Lembaran yang dirol dan pelat dapat diuji dengan probe normal atau probe
sudut, tergantung pada persyaratan yang diminta. Pengujian memakai probe normal
memiliki keuntungan yaitu mampu menemukan laminasi dengan mudah. Namun
demikian, pengujian memakai probe normal memboroskan waktu dan diskontinuitas
dekat permukaan mungkin tak terdeteksi, kecuali apabila dipakai teknik khusus.
4.4.2 Pemeriksaan Sambungan Las Menggunakan Probe Sudut
Sambungan las dapat diuji ultrasonik menggunakan teknik probe normal
maupun sudut. Pengujian sambungan las memakai probe normal dapat dilakukan jika
kampuh las digerinda rata, sementara jika kampuh las tidak digerinda, digunakan
teknik probe sudut. Untuk men-scan sambungan las, transducer digerak-gerakkan ke
depan dan belakang seperti di bawah ini. Pada ½ jarak skip, berkas suara mengenai
dasar pelat dan pada 1 jarak skip, berkas akan mengenai atas pelat seperti dalam
Gambar di bawah ini.
Gambar 4.22 Pemeriksaan Sambungan Las

91
Jarak skip ditentukan oleh sudut gelombang suara yang memasuki las, yang
ditentukan oleh sudut baji lucite. Setelah jarak skip diketahui, permukaan benda
ditandai dengan kapur untuk menunjukkan kemana probe harus digerakkan agar
diperoleh cakupan menyeluruh pada daerah las. Jarak skip juga akan bertambah jika
ketebalan benda uji bertambah besar seperti dalam Gambar di bawah.
Gambar 4.23 Jarak Skip
Pemilihan sudut probe ditentukan oleh:
1. Persyaratan dari prosedur atau code.
2. Disain sambungan las.
3. Konfigurasi spesimen.
Tabel berikut memperlihatkan besarnya sudut probe yang sesuai untuk
pengujian las pada material dengan ketebalan bervariasi. Jika tebal benda bertambah
besar, sebaiknya dipakai probe dengan sudut yang lebih kecil.
Tabel 4.1 Pemilihan Sudut Probe
Untuk Capping Las yang dihilangkan pada Kedua Sisi
Tebal Pelat (Inchi) Sudut Probe (o) Jarak Skip (Inchi)
0,2 – 0,6 80 2,2 – 6,6
0,6 – 1,2 70 3,2 – 6,6
1,2 – 2,4 60 4,2 – 8,4
> 2,4 45 4,8 dan di atasnya
Untuk Capping Las yang tidak dihilangkan
0,2 – 0,8 80 2,2 – 8,8
0,8 1,6 70 4,4 – 8,8
> 1,6 60 5,6 dan di atasnya

92
Jarak permukaan (SD) ke suatu titik yang letaknya di atas diskontinuitas dapat
dihitung berdasarkan rumus:
SD = SP sin θ
SD = surface distance
SP = sound path distance
θ = refracted sound beam angle
Gambar 4.24 Perhitungan Surface Distance
Contoh, dengan memakai probe sudut 70o yang sudah dikalibrasi, berapakah
jarak “SD” dari exit point probe ke diskontinuitas ? Jarak “SP” pada CRT adalah 117
mm (tidak usah mempertimbangkan perambatan suara di dalam baji lucite). SP x sin
θ = 0.939 dikalikan dengan lintasan suara 117 mm sama dengan jarak permukaan
“SD” yaitu 110 mm.
untuk mengetahui jarak skip dari gelombang suara di dalam benda untuk probe
sudut yang dipakai. Jarak skip dapat dihitung dengan menggunakan rumus berikut:
P = 2 x T x tan θ
P = skip distance
T = plate thickness
θ = refracted sound beam angle
Gambar 4.25 Perhitungan Skip Distance

93
4.5 Reporting
Form laporan hasil pengujian radiografi dapat dilihat pada Lampiran 3

94
BAB 5UJI RADIOGRAFI
5.1 Umum
Pengujian radiografi merupakan salah satu metode NDT yang memanfaatkan
kemampuan dari radiasi sinar X atau sinar Gamma dalam menembus logam, citra
atau banyangan dari diskontinuitas pada benda uji akan terekam pada film radiografi.
Sama halnya dengan uji ultrasonic, pada uji radiografi dapat mendeteksi
diskontinnuitas yang ada di bawah permukaan, akan tetapi ini membutuhkan akses
dari kedua sisi benda uji untuk meletakkan film radiografi.
Perbedaan mendasar antara cahaya tampak dan sinar X dan gamma bagi
radiografer adalah kemampuan penembusannya. Cahaya tampak akan dihentikan
oleh obyek yang tak tembus pandang. Namun demikian karena sinar X memiliki
frekuensi tinggi dan panjang gelombang yang pendek, mereka mampu menembus
benda- benda dan mengekspos film radiografi. Kedalaman penembusan sinar X
tergantung pada jenis material obyek dan energi sinar X tersebut.
Gambar 5.1 Karakteristik penembusan radiasi pada material yang berbeda
Gambar di atas memperlihatkan lebih banyak sinar yang menembus besi
daripada yang menembus timbal oleh karenanya timbal menyerap lebih banyak sinar
daripada besi. Sinar X dan gamma dengan frekuensi dan panjang gelombang yang
sama akan memiliki sifat yang serupa, sinar X dan gamma memiliki sifat merambat
dalam garis lurus.

95
Gambar 5.2 Radiasi merambat pada garis lurus
Sinar X dan Gamma dapat mengekspos film radiografi karena kemampuannya
mengionisasi material. Saat radiasi menembus film, film terekspos karena sinar
mengionisasi butiran-butiran kecil perak bromida di dalam emulsi film. Ketika sinar
tersebut melalui lapisan perak bromida, ia memecah ikatan elektron antara perak dan
brom, menghasilkan ion-ion perak dan brom. Terbentuknya ion perak di dalam
emulsi menghasilkan citra laten atau tersembunyi dan akan nampak ketika film sudah
dicuci.
Pembentukan citra pada film tergantung pada banyaknya radiasi yang diterima
oleh bagian- bagian yang berbeda pada film. Seperti ditunjukkan di bawah ini,
sebuah diskontinuitas seperti rongga menghasilkan perbedaan ketebalan pada
spesimen dan akan tampak sebagai bintik hitam pada film yang telah diproses. Jika
diskontinuitas merupakan sebuah inklusi yang lebih padat dibandingkan material
spesimen, maka citra pada film akan lebih terang pada titik tersebut. Sinar X akan
diserap oleh inklusi yang lebih padat tersebut.

96
Gambar 5.3 Prinsip pendeteksian diskontinyuitas menggunakan radiasi
5.2 Alat dan Bahan
5.2.1 Source
Sumber radiasi yang digunakan dalam pengujian radiografi bisa menggunakan
sinar X atau sinar Gamma. Masing-masing memiliki kelebihan dan keterbatasan,
pemilihan penggunaannya tergantung pada kondisi di lapangan, sinar X memerlukan
sumber listrik sedangkan sinar Gamma tidak. Sinar X dihasilkan dari tabung vakum
dimana elektron dengan berkecepatan tinggi yang dihasilkan dari filamen umumnya
terbuat dari tungsten menumbuk anoda atau target yang juga terbuat dari tungsten
karena memiliki nomor atom yang tingi sehingga ideal untuk berinteraksi dengan
elektron berkecepan tinggi, selain itu tungsten memiliki titik leleh yang tinggi sekitar
3249oC dimana ini sangat dibutuhkan karena target akan menjadi sangat panas ketika
ditubuk oleh elektron berkecepatan tinggi. Saaat energy kinetik dari elektron
dikonversi menjadi panas maka anoda harus memiliki kemampuan dissipasi panas
yang cukup, faktanya 97-99 % dari konversi energi yang dihasilkan adalah berupa
panas hanya sekitar 1-3 % yang dikonversi menjadi sinar X.

97
Gambar 5.4 Skema tabung sinar X
Gambar 5.5 Sistem kamera sinar X
Sinar Gamma dihasilkan dari pancaran unsur radioaktif atau isotop (atom yang
tidak stabil karena kelebihan neutron pada inti atom) karena tidak stabil maka
dihasilkan pancaran radiasi dalam menuju kestabilannya, lama-lama aktifitas
pancaran radiasinya melemah, hingga suatu saat akan menjadi setengahnya ketika
mencapai waktu paruh.

98
Beberapa isotop radioaktif yang terdapat di alam adalah Radium dan Uranium,
isotop yang umum digunakan dalam pengujian radiografi adalah Iridium-192 dan
Cobalt-60. Satuan dasar banyaknya material radioaktif adalah Curie (Ci), apabila
material radioaktif meluruh ia dikatakan memiliki aktifitas 1 Curie apabila 37 miliar
atomnya meluruh dalam 1 detik. Satuan baru yang mulai menggantikan Curie adalah
Becquerel (Bq) yaitu 1 peluruhan atom per detik, sehingga 1Ci = 37 x 109 Bq.
Waktu paruh dari sebuah isotop adalah waktu yang diperlukan sebuah atom
untuk meluruh setengahnya, beberapa isotop meluruh dengan cepat atau memiliki
waktu paruh pendek. Waktu paruh dari beberapa isotop yang umum adalah sebagai
berikut:
Radium-226 (Ra-226) 1620 tahun
Cesium-137 (Cs-137) 30 tahun
Cobalt-60 (C0-60) 5,3 tahun
Thulium-170 (Tm-170) 130 hari
Iridium-192 (Ir-192) 75 hari
Contoh aktifitas dari 150 Ci isotop Ir-192 setelah 75 hari adalah 75 Ci.
Gambar 5.6 Sistem kamera sinar gamma
Energi sinar gamma ditentukan oleh jenis sumbernya sedangkan intensitas sinar
gamma ditentukan oleh aktifitas atau besarnya curie dari isotop tersebut. energi sinar
X ditentukan oleh tegangan yang diberikan pada tabung sinar X, sedangkan
intensitas sinar X ditentukan oleh besarnya arus (miliamper) yang diberikan pada
filamen tabung sinar X.

99
5.2.2 Film Radiografi
Bahan dasar yang dipakai untuk pembuatan film radiografi adalah selulosa
asetat, sebagian besar film radiografi memiliki emulsi yang sensitif pada kedua sisi
plastik transparan/selulosa asetat. Lapisan terluar dari film adalah lapisan gelatin
yang melindungi lapisan emulsi dari goresan. Pada lapisan emulsi (lapisan penghasil
citra) terdapat suspensi butiran perak bromida dengan ukuran mikroskopis, butir-
butir perak bromida apabila terekspose ke cahaya atau radiasi alan menjadi terlihat
dan mengubah film menjadi hitam, namun demikian citra yang terbentuk pada film
adalah laten, artinya baru tampak oleh mata setelah dilakukan development.
Gambar 5.7 Lapisan film radiografi
Citra laten terbentuk pada film apabila sejumlah butiran perak bromida
terionisasi oleh sinar X, sinar Gamma atau cahaya. Citra laten akan nampak setelah
proses development, dimana butiran perak bromida yang terionisasi akan tereduksi
menjadi logam perak berwarna hitam. Butiran perak tidak dapat mengalami
eksposure sebagian, daerah-daerah berwarna terang dan gelap pada film menyatakan
banyaknya butiran yang terekspose di daerah tersebut, semakin banyak butiran yang
terekspose akan menimbulkan citra yang lebih gelap.
Ukuran butir pada film radiografi bervariasi, makin besar ukuran butir (film
cepat) semakin tidak tajam citra yang dihasilkan, film dengan ukuran butir besar
mengekspos lebih banyak perak terhadap sinar perbutirnya sehingga citra terekspose
lebih cepat namun detail yang halus tidak mampu dihasilkan oleh film berbutir kasar.

100
Gambar 5.8 Pengaruh ukuran butir film radiografi
Film berbutir besar (film cepat) seringkali dipakai untuk mengurangi waktu
eksposur, sedangkan film berbutir kecil (film lambat) menghasilkan definisi terbaik.
Tabel 5.1 Jenis-jenis film radiografi
TYPE/MERK AGFA KODAK ASTM
SLOW D4 M Type 1
MEDIUM D7 AA Type 2
FAST D10 K Type 3
5.2.3 Screens
Terdapat 3 jenis screen radiografi yang memungkinkan untuk digunakan agar
radiografi lebih efektif:
1. Lead foil intensifying screen
Lead foil screen terdiri dari lembaran tipis timbal (0,125 mm – 0,25 mm) yang
biasanya diletakkan pada kertas karton. Lead screen ditempatkan di depan dan di
belakang film yang belum terekspose seperti pada Gambar di bawah ini
Lead screen pada bagian depan memiliki fungsi menyaring radiasi berenergi
rendah yang menyebabkan scatter dan meningkatkan aksi fotografi. Lead screen

101
pada bagian belakang sering kali lebih tebal berfungsi menyerap radiasi hamburan
belakang (back scatter). Lead screen berfungsi sebagai intensifier (penguat) krena
sinar X dan Gamma menyebabkan elektron memancar dari timbal, jika peletakan
lead screen sangat dekat dengan film elektron akan mengekspose film (ionisasi) dan
sinar radiasi akan diperkuat secara efektif. Lead screen di depan dan di belakang film
menambah pembentukan citra pada film karena efek hamburan elektron. Namun jika
ada ruang antara screen dan film akan terjadi penyebaran elektron yang
mengakibatkan citra yang tidak tajam. Lead screen pada dasarnya memperkuat sinar
berenergi tinggi dan menyerap sinar berenergi rendah.
Efek penguatan berlangsung paling efektif di atas 150 kV di bawah itu efek
perisai akan menutupi/lebih dominan dari efek penguatan. Lead screen harus bebas
dari kerutan , goresan atau lubang-lubang, screen yang sudah rusak harus dibuang
dan diganti dengan yang baru.
2. Fluorescent intensifying screen
Fluorescent screen mengandung zat kimia tertentu yang akan memancarkan
cahaya apabila menyerap sinar X dan Gamma, kalsium tangstat adalah salah satu zat
kimianya dan pancaran cahaya ini dinamakan fluorescence, cahaya tampak yang
dipancarkan oleh screen akan mengekspose film radiografi.
Secara umum lead screen memberikan definisi yang lebih baik daripada
fluorescent screen. Definisi yang buruk diakibatkan oleh penyebaran cahaya tampak
yang dipancarkan oleh fluorescent screen, akan tetapi fluorescent screen berguna
apabila daya penembusan mesin sinar X terbatas dan jika ingin meradiografi
spesimen yang relatif tebal.
3. Fluorometallic instensifying screen
Screen ini menggabungkan keuntungan dari lead foil dan fluorescent screen,
radiasi hamburan akan diserap oleh lead screen dan pada saat yang bersamaan akan
dipancarkan cahaya tampak untuk meningkatkan penguatan.

102
Gambar 5.9 Peletakan screen
5.2.4 Holder dan Cassette
Film holder fleksible yang dibuat dari kertas karton dilapisi plastik atau karet
adalah yang umum digunakan. Kelemahan penggunaan film holder fleksible adalah
kontak yang baik antara screen dengan film kurang maksimal selama eksposure.
Gambar 5.10 Film holder dan cassette
Pada beberapa kasus dipakai kaset kaku yang pada penutupnya terdapat klem
pegas sehingga antara screen dengan film terjadi kontak yang baik. Fungsi utama
film holder atau kaset adalah untuk menciptakan kondisi yang kedap cahaya bagi
film radiografi.
5.2.5 Image Quality Indicator (IQI)
Untuk mengetahui film radiografi baik atau tidak (dapat memperlihatkan
adanya diskontinuitas jika ada) maka ditambahkanlah sebuah diskontinuitas buatan
yang diketahui ukurannya pada benda uji, sehingga apabila diskontinuitas ini muncul
pada film kita tahu bahwa sembarang diskontinuitas yang ukurannya paling tidak
sebesar diskontinuitas tambahan tersebut juga akan muncul pada film.

103
Diskontinuitas tambahan tersebut dinamakan Image Quality Indicator (IQI).
IQI adalah sebuah alat yang citranya pada film radiografi digunakan untuk
menentukan tingkat kualitas atau sensitifitas film. IQI tidak untuk menilai ukuran
atau menetapkan batas keberterimaan diskontinuitas.
Karena IQI dianggap sebagai diskontinuitas yang diketahui ukuran dan
bentuknya maka untuk mengkompensasi keuntungan ini, IQI diletakkan pada posisi
yang paling tidak menguntungkan yaitu di atas spesimen (sisi sumber). Tetapi jika
tidak memungkinkan meletakkan pada posisi tersebut bisa diletakkan menggunakan
blok terpisah dengan jenis material dan ketebalan yang sama dengan spesimen uji.
Jenis-jenis IQI terdapat bentuk hole type, wire type. Hole type umum
digunakan di amerika sedangkan wire type umum di eropa. IQI hole type terdapat
tiga buah lubang dengan doameter berturut-turut 4, 1 dan 2 kali ketebalan IQI. IQI
ASTM dan ASME memiliki nomor identifikasi yang menunjukkan ketebalan IQI.
IQI wire type terdiri dari berbagai diameter kawat yang diletakkna di atas spesimen,
diameter kawat terkecil yang tampak di film radiografi merupakan indikasi
sensitifitas.
Gambar 5.11 Image quality indicator type hole dan wire

104
Gambar 5.12 Keterangan detail wire IQI
Tabel 5.2 Nomor group wire IQI
Group Untuk Material
01 Titanium
02 Aluminum
03 Magnesium
1 Carbon Steel, Low Alloy Steel & Stailess Steel
2 Aluminum bronzes & Nickel aluminum bronzes
3 Nickel chromium iron alloy
4 Nickel, Copper & Brass
5 Tin bronzes

105
Gambar 5.13 Keterangan detail hole IQI
5.2.6 Viewer
Viewer merupakan alat bantu pencahayaan yang diiperlukan saat melakukan
interpretasi dan evaluasi film radiografi, dan harus memiliki regulator untuk
mengubah besar kecilnya intensitas pencahayaan
Gambar 5.14 Viewer
5.2.7 Densitometer dan Step Wedge Comparison Film
Merupakan alat yang digunakan untuk mengukur densitas atau tingkat
penggelapan film radiografi

106
Gambar 5.15 Densitometer dan Step wedge comparison film
5.2.8 Step Wedge Calibration Film
Merupakan alat yang digunakan untuk mengkalibrasi dan memverifikasi
densitometer sebelum densitometer digunakan
Gambar 5.16 Step wedge calibration film
5.3 Prosedur
5.3.1 Perlindungan Terhadap Radiasi
Semua personil yang melakukan pekerjaan radiografi baik menggunakan sinar-
X maupun sinar Gamma harus mematuhi peraturan keselamatan radiasi, memakai
pocket dosimeter atau film bedge dan menggunakan survey meter untuk memonitor
daerah radiasi.
5.3.2 Surface Preparation
Permukaan sisi luar dan dalam material yang diuji harus bebas dari ketidak
teraturan dan kekasaran permukaan yang bisa mengganggu interpretasi

107
5.3.3 Film Identification
Setiap film radiografi harus ditandai dengan benar, dan setidaknya dapat menjelaskan:
Nomor kontrak atau pekerjaan.
Identitas klien.
Tanggal pengujian.
Nomor sambungan las
Nomor urutan reparasi
Ketebalan logam induk
5.3.4 Source (Sumber radiasi)
X-Ray: mesin X-ray dengan kapasitas maksimum 500 kV dianjurkan di
ASME section V (T-261.1). Dan maksimum 600 kV di AWS D1.1 (6.17.6).
Iridium 192: boleh digunakan sebagai sumber radiasi untuk semua pengujian
radiografi
Cobalt 60: hanya boleh digunakan apabila ketebalan material lebih dari 65
mm. Sumber radiasi lain boleh dipakai atas persetujuan dari Engineer (6.17.6)
di ASME tidak ada ketentuan.
5.3.5 Pemilihan dan Peletakan Wire IQI
IQI harus dipilih dari group material yang sama dengan material yang akan
diradiografi atau dari group material yang memiliki penyerapan radiasi yang
lebih rendah dari material yang akan diradiografi (T-276.1)
Pemilihan IQI didasarkan pada weld metal (T-276.3)
Untuk sambungan las, ketebalan yang akan digunakan dalam menentukan IQI
didasarkan pada ketebalan material ditambah estimasi tinggi reinforcement
las yang tidak melebihi ketentuan maksimum yang diatur dalam referencing
code section.
Ketebalan backing tidak diperhitungkan di dalam pemilihan IQI (T-276.2(a))
Pengukuran aktual tinggi reinforcement las tidak diwajibkan (T-276.2(a))
IQI harus sebisa mungkin diletakkan pada sisi sumber dari objek/source side
(T-277.1)

108
Jika akses tidak memungkinkan untuk meletakkan IQI di sisi sumber maka
IQI bisa diletakkan pada sisi film/film side dan ditandai huruf “F” didekat IQI
tersebut (T-277.1(b))
Wire IQI harus diletakkan tegak lurus dengan alur las
Ketentuan peletakan IQI menurut AWS D1.1 sama dengan ketentuan ASME
Sec. V
Ketika digunakan film satu atau lebih untuk exposure maka maka sedikitnya
1 citra IQI harus nampak pada tiap-tiap film radiografi (T-277.2)
5.3.6 Marker Lokasi
Marker lokasi yang muncul pada film sebagai citra radiografi harus diletakkan
pada benda uji bukan pada kaset. Lokasinya harus ditandai secara permanen pada
permukaan benda yang diradiografi sehingga dapat dilakukan tracing secara akurat
dari daerah interest pada film terhadap lokasi sebenarnya pada benda. Marker lokasi
harus diletakkan menurut ketentuan sebagai berikut:
a) Single Wall Viewing
Marker lokasi harus diletakkan pada sisi sumber saat melakukan
radiografi pada plat rata atau sambungan las longitudinal pada komponen
silinder atau cone.
Marker lokasi harus diletakkan pada sisi sumber saat melakukan
radiografi pada plat lengkung atau berbentuk bola dengan sisi cekung
menghadap sumber radiasi dan dengan SFD < jari-jari bagian dalam
komponen.
Marker lokasi harus diletakkan pada sisi sumber saat melakukan
radiografi pada plat lengkung atau berbentuk bola dengan sisi cembung
menghadap sumber radiasi
Marker lokasi harus diletakkan pada sisi film saat melakukan radiografi
pada plat lengkung atau berbentuk bola dengan sisi cekung menghadap
sumber radiasi dan dengan SFD > jari-jari bagian dalam komponen.
Marker lokasi dapat diletakkan pada sisi sumber atau sisi film apabila
meradiografi plat lengkung atau berbentuk bola yang sisi cekungnya

109
menghadap sumber radiasi dan jarak SFD = jari-jari bagian dalam
komponen.
b) Double Wall Viewing
Untuk double wall viewing setidaknya satu marker lokasi harus diletakkan
berdekatan dengan las-lasan atau pada material di daerah interest pada
tiap-tiap film
5.3.7 Source to Object Distance (SOD)
Agar diperoleh film yang memiliki definisi yang baik maka jarak minimum
dari sumber radiasi ke objek harus dihitung menggunakan persamaan:
SOD = .......................(5.1)
SOD :jarak minimum sumber radiasi ke objekF :ukuran sumber radiasi (mm)Tw :tebal las (mm) [lihat tabel 5.3]Ug :geometric unsharpness maximum(mm) [lihat tabel 5.4]
Tabel 5.3 Ketentuan tebal las (Tw)
PLATPIPA (OD ≤ 3.5
Inches)PIPA (OD > 3.5 Inches
EXPOSURE
TIMETw = Tm +Tr Tw = 2 (Tm + Tr) Tw = 2 (Tm + Tr)
Ug Tw = Tm +Tr Tw = OD + (2 x Trface) Tw = Tm + Tr
IQI Selection Tw = Tm +Tr Tw = (2 x Tm) + Tr Tw = Tm + Tr
Tabel 5.4 Ug maksimum
Tebal las (mm) Ug maksimum(mm)
< 50 0.51
50 – 75 0.76
76 – 100 1.02
> 100 1.78

110
5.3.8 Teknik Exposure
Teknik single wall exposure sebisa mungkin harus digunakan untuk melakukan
radiografi. Apabila tidak memungkinkan penggunaan teknik single wall, maka harus
digunakan teknik double wall.
a) Single Wall Exposure Single Viewing (SWSV) [Teknik Panoramik]
Untuk pipa dengan sembarang outside diameter.
Dibutuhkan minimal 3 buah IQI diletakan pada jarak yang sama (0o, 120o,
dan 240o).
SFD sebesar outside diameter dibagi dua.
Penempatan IQI disarankan pada sisi sumber, jika tidak memungkinkan bisa
diletakkan pada sisi film.
Penempatan marker lokasi pada salah satu sisi.
Gambar 5.17 Teknik Panoramik
b) Single Wall Exposure Single Viewing (SWSV) [Permukaan Lengkung]
Minimal satu buah IQI diletakkan pada salah satu ujung las-lasan yang diuji.
Minimal dibutuhkan empat kali exposure pada jarak 0o, 90o, 180o, 270o.
Besarnya SOD minimal harus dihitung menurut persamaan 5.1
Penempatan IQI disarankan pada sisi sumber, jika tidak memungkinkan dapat
diletakkan pada sisi film.
Penempatan marker lokasi pada sisi film untuk Gambar 5.18 (a), dan pada sisi
sumber untuk Gambar 5.18 (b).

111
(a) (b)
Gambar 5.18 SWSV Permukaan Lengkung
c) Double Wall Exposure Single Viewing (DWSV) [Teknik Kontak]
Untuk pipa dengan outside diameter lebih dari 3,5 inchi (88 mm).
Minimal diperlukan tiga kali exposure pada jarak 0o, 120o, dan 240o.
SFD minimal sebesar outside diameter pipa.
Penempatan IQI disarankan pada sisi sumber, jika tidak memungkinkan dapat
diletakkan pada sisi film.
Penempatan marker lokasi pada sisi film.
Gambar 5.19 DWSV Teknik Kontak
d) Double Wall Exposure Double Viewing (DWDV) [Teknik Elips]
Untuk pipa dengan outside diameter ≤ 3,5 inchi (88 mm).
Minimal diperlukan dua kali exposure pada jarak 0o dan 90o.
Jarak antara kedua citra las-lasan minimum selebar las.

112
Jarak pergeseran sumber dari garis tengan las disarankan = 1/5 SFD + 2 kali
lebar capping las.
Penempatan IQI pada sisi sumber.
Penempatan marker lokasi pada salah satu sisi.
Gambar 5.20 DWDV Teknik Elips
e) Double Wall Exposure Double Viewing (DWDV) [Teknik Superimpos]
Untuk pipa dengan outside diameter ≤ 3,5 inchi (88 mm).
Minimal diperlukan tiga kali exposure pada jarak 0o, 60o, dan 120o.
Penempatan IQI pada sisi sumber.
Penempatan marker lokasi pada salah satu sisi.
Gambar 5.21 DWDV Teknik Superimpos

113
5.3.9 Waktu Paparan (Exposure Time)
a) Single Wall Single Viewing (SWSV) & Double Wall Single Viewing (DWSV)
Untuk sumber radiasi sinar-X
Untuk sumber radiasi sinar Gamma
Pada SWSV tebal satu dinding digunakan untuk menentukan
besarnya nilai paparan, E (Exposure), sedangkan pada DWSV
tebal dua dinding digunakan untuk menentukan besarnya nilai
paparan (lihat Tabel 5.3)
b) Double Wall Double Viewing (DWDV) Teknik Elip
Untuk sumber radiasi sinar-X
Untuk sumber radiasi sinar Gamma
Tebal dua dinding digunakan untuk menentukan besarnya nilai
paparan, E (lihat Tabel 5.3)
Dimana:
WP :waktu paparan (menit)
E :exposure atau paparan (Ci menit atau mA menit) diperoleh
dari exposure chart
i :arus tabung (mA)
A :aktivitas sumber (Ci)
SFD :jarak sumber ke film

114
(a)
(b)
Gambar 5.22 Exposure Chart (a) Iridium-192. (b) X-Ray exposure chart for steel
5.3.10 Film ProcessingSaat exsposure selesai dilakukan, film diproses sehingga citra laten atau citra
tersembunyi yang dihasilkan oleh radiasi akan tampak. Pada dasarnya terdapat tiga larutan
pemroses yang dipakai untuk mengubah sebuah film yang telah terekspos menjadi film
radiografi, yaitu Developer, Stop Bath, dan Fixer.

115
Developer adalah suatu larutan, yang salah satu zat kimianya adalah “accelerator”
(pemercepat) yang membuat larutan bersifat basa. Zat kimia ini menghilangkan lapisan
pelindung dan menggembungkan pengemulsi, sehingga memungkinkan zat pengembang
bereaksi dengan butiran yang terekspos. Zat kimia lainnya di dalam developer adalah
“reducer” yang terbuat dari metol atau hydroquinone. Fungsinya adalah untuk mereduksi
butiran perak bromida yang terekspos menjadi logam perak berwarna hitam. Seluruh bagian
film tidak berubah menjadi hitam karena reducer dapat membedakan antara butiran yang
terekspos dan yang tidak terekspos. Namun demikian, jika film dibiarkan terendam dalam
larutan developer terlalu lama, reducer akan bereaksi dengan butiran yang tak terekspos dan
terjadi pengkabutan.
Waktu dan suhu adalah faktor-fafaktor penting di dalam proses development. Pada
proses development biasanya digunakan suhu 20oC dengan waktu celup antara 5 sampai 8
menit. Namun demmikian, hal tersebut harus selalu diverifikasi dengan prosedur atau
spesifikasi yang digunakan. Jika suhu larutan dinaikkan, kecepatan penembusan larutan basa
juga akan bertambah besar.
Apabila sebuah film dikeluarkan dari dalam larutan developer, maka sejumlah kecil
larutan basa akan tertinggal di film tersebut. stop bath memiliki dua fungsi:
1. Menghentikan aksi developing dengan cara menetralkan zat basa developer (basa
dan asam saling menetralkan).
2. Menetralkan zat basa developer sebelum film dimasukkan ke dalam cairan fixer,
sehingga memperpanjang usia fixer.
Zat kimia yang digunakan di dalam stop bath biasanya adalah asam asetat glacial.
Fixer secara permanen mengefixkan citra pada film. Di dalam developer, butiran
perak bromida direduksi menjadi logam perak, namun demikian butiran perak bromida yang
tak terekspose masih tertinggal di dalam emulsi dan nampak berwarna kuning susu pada film.
Fixer menghilangkan semua butiran perak yang tidak terekspose dari dalam film. Di dalam
proses fixing, terdapat dua tahap yang terpisah.
1. Waktu pembersihan: ini menghilangkan semua butiran perak yang tidak terekspose
dan kabut pada film berangsurangsur hilang. Namun demikian, waktu total film di
dalam fixer sebaiknya dua kali waktu yang diperlukan untuk membersihkan film.
2. Pengerasan: fixer juga mengeraskan emulsi gelatin yang membantu mencegah
timbulnya goresan selama penanganan.
Setelah pemrosesan dengan zat kimia, film dicuci dan dikeringkan. Jika air menjadi
masalah, film kadangkala dicelupkan ke dalam suatu larutan untuk mencegah timbulnya

116
bintik-bintik air. Larutan ini membuat air mudah membasahi film dan menghasilkan
pengeringan yang merata.
5.4 Kalibrasi
5.4.1 Step Wedge Calibration Film
Adalah film yang digunakan untuk mengkalibrasi densitometer.
Setidaknya harus memiliki 5 step mulai dari density 1.0 hingga 4.0.
Step wedge calibration film bisa digunakan tanpa verifikasi selama setahun
mulai dari pertama dibuka selama tanggal expired belum terlewati. (T-262.1).
Harus dilakukan verifikasi setahun sekali terhadap national standard step
tablet, kecuali disimpan didalam bungkus yang kedap dan tahan air bawaan
manufacturer (T-262.1).
5.4.2 Densitometer
Wajib dikalibrasi setiap 90 hari. (T-262.1).
Dikalibrasi terhadap step wedge calibration film.(T-262.1).
Setiap memulai pekerjaan atau setelah penggunaan selama 8 jam atau setelah
penggatian lensa densitometer wajib di verifikasi/cek terhadap step wedge
calibration film.(T-262.3).
Kalibrasi dilakukan pada step density yang mendekati 1.0, 2.0, 3.0 dan 4.0.
Densitometer acceptable jika pembacaan density tidak melebihi ± 0.05
density unit dari density aktual yang disebutkan pada step wedge calibration
film.
5.4.2 Step Wedge Comparison Film
Adalah film pembanding yang bisa digunakan untuk mengukur densitas film.
Density pada setiap step pada step wedge comparison film harus diverifikasi
menggunakan densitometer yang terkalibrasi. (T-262.2(b)).
Step wedge comparison film acceptable jika pembacaan density pada
densitometer yang terkalibrasi tidak bervariasi melebihi ± 0.1 dari density
yang disebutkan pada step wedge comparison film (T-262.2(b)).

117
5.5 Evaluasi Film Radiografi
Citra las-lasan pada film radiografi hanya dapat dievaluasi apabila sudah
memenuhi beberapa persyaratan diantaranya, ada atau tidaknya artifak film (indikasi
palsu), densitas dan variasi densitas, sensitivitas, unsharpness geometri, dan
backscatter
5.5.1 Artifak Film Radiografi
Proses radiografi sangat rentan terhadap kotoran dan penanganan film yang
kurang hati-hati. Loading unloading dan pemrosesan film yang tidak benar akan
menghasilkan artifak atau indikasi palsu. Ada banyak jenis artifak film beberapa
diantaranya dapat disalah artikan sebagai diskontinuitas las, oleh karena itu sangat
penting untuk mengidentifikasi indikasi-indikasi palsu pada film.
Semua film radiografi harus bersih dari segala macam kerusakan mekanis dan
noda kimia yang dapat menutupi dan membingungkan dengan citra diskontinuitas di
dalam daerah interest, noda-noda tersebut meliputi, dan tidak terbatas pada:
Fogging
Cacat pemrosesan seperti streaks, water mark atau noda kimia.
Goresan, bekas jari tangan, corengan atau sobekan.
Indikasi-indikasi palsu akibat screen yang rusak.
5.5.2 Unsharpness Geometris (Ug)
Ug tidak boleh melebihi batasan yang tercantum pada ASME section V Article
2 Tabel T-271.2
Tabel 5.5 Batasan Ug
Besarnya Ug harus dihitung menggunakan persamaan
Ug = atau Ug = .......(5.2)

118
5.5.3 Batasan Densitas
Besarnya densitas film dari citra radiografi yang lokasinya berdekatan dengan
kawat yang diminta dari IQI dan di daerah interest harus:
Minimum 2,0 untuk pengamatan satu film.
Minimum 1,3 pada masing-masing film untuk pengamatan secara bersamaan
dari multiple film exposure.
Maksimum 4,0 untuk pengamatan satu film atau bersamaan.
Toleransi densitas sebesar 0,05 diijinkan untuk variasi pembacaan pada
densitometer.
5.5.4 Batasan Variasi Densitas
Variasi densitas film radiografi di area interest harus tidak boleh:
a) Bervariasi melebihi minus 15% atau plus 30% dari densitas di dekat kawat
yang diminta dari wire IQI
b) Melebihi rentang densitas minimum atau maksimum yang diijinkan dalam
batasan densitas, yaitu 2,0 – 4,0.
Apabila persyaratan a) tidak dapat terpenuhi, maka harus diletakkan IQI
tambahan untuk daerah-daerah yang tidak memenuhi tersebut dan diradiografi ulang.
5.5.5 Sensitivitas
Sensitivitas film radiografi menyatakan ukuran diskontinuitas terkecil yang
mampu di tampakkan pada film, besarnya sentitivitas dapat dilihat dari ukuran kawat
terkecil yang muncul di film, secara kuatitatif dapat dihitung besarnya dengan rumus
Sensitivitas dianggap memenuhi persyaratan apabila kawat yang diminta
(essential wire) muncul pada film radiografi, jika tidak maka harus dilakukan
radiografi ulang.

119
5.5.6 Excessive Backscatter
Huruf “B” yang terbuat dari timbal dengan ukuran minimum tinggi 13 mm dan
tebal 1,5 mm harus diletakkan di bagian belakang masing-masing kaset selama
melakukan exposure untuk melihat adanya radiasi backscatter pada film.
Film radiografi tidak dapat diterima apabila citra “B” yang lebih terang muncul
pada latar belakang yang lebih gelap. Jika citra “B” yang lebih gelap muncul pada
latar belakang yang lebih terang maka film dapat diterima.
5.5.7 Acceptance Criteria
Acceptance Criteria berdasarkan ASME Section VIII Div. 1 Paragraf UW-51
(full radiografi)
ELONGATED INDICATION
1. Crack, IP dan IF Repair
2. Indikasi memanjang tidak boleh melebihi
a. 6 mm untuk t ≤ 19 mm
b. 1/3 X t, untuk t dari 19 mm - 57 mm
c. 19 mm untuk t > 57 mm
Dimana t adalah material
3. Group of aligned indications (jumlahnya ≥ 4 indikasi)
a) Cek spasi dalam satu group, spasi harus > 6L, jika spasi lebih dari 6L
indikasi harus dievaluasi secara terpisah (L= panjang indikasi terpanjang
dala satu group tersebut)
b) Jika semua spasi ≤ 6L maka cek panjang indikasi total di sepanjang 12t
las-lasan, panjang total maksimum = t. Jika melebihi maka REPAIR
(penentuan panjang 12t dipilih pada area of interest yang paling rawan
atau banyak indikasinya)
4. Kondisi las-lasan bagian root (biasanya root pipa yang tak dapat di
inspeksi visual) diterima apabila densitas pada film radiografi tidak
berubah drastis
ROUNDED INDICATION
1. INDIVIDUAL
a) Nonrelevant indication diabaikan

120
• Ukuran maksimum = 1/10 X t untuk t < 3 mm
• Ukuran maksimum = 0.4 mm untuk t 3 mm – 6 mm
• Ukuran maksimum = 0.8 mm untuk t 7 mm – 50 mm
• Ukuran maksimum = 1.6 mm untuk t > 50 mm
b) Random ( spasi < 25 mm) ukuran maksimum ¼ X t atau 4 mm (pilih yang
terkecil)
c) Isolated ( spasi ≥ 25 mm) ukuran maksimum 1/3 X t atau 6 mm (pilih yang
terkecil)
2. ALIGNED OF ROUNDED INDICATIONS (INDIVIDU, JUMLAHNYA
≥ 4 INDIKASI)
a) Cek individu
• Random ( spasi < 25 mm) ukuran maksimum 1/4 X t atau 4 mm (pilih
yang terkecil)
• Isolated ( spasi ≥ 25 mm) ukuran maksimum 1/3 X t atau 6 mm (pilih yang
terkecil)
b) Cek panjang indikasi total sepanjang 12 t maksimum adalah < t
Jika salah satu dari point a) dan b) tidak memenuhi langsung REPAIR
3. GROUP OF ALIGNED ROUNDED INDICATIONS (GROUP,
JUMLAHNYA ≥ 4 INDIKASI)
a) Cek individu
• Panjang maksimum = 6 mm untuk t < 19 mm
• Panjang maksimum = 1/3 X t untuk t 19 – 57 mm
• Panjang maksimum = 19 mm untuk t > 57 mm
b) Cek spasi, spasi harus ≥ 3L (L panjang terbesar diantara dua group yang
berdekatan
c) Cek panjang indikasi total sepanjang 12 t, panjang total maksimum < t
Jika salah satu dari a, b dan c tidak memenuhi langsung repair
4. UNTUK TEBAL MATERIAL ˂ 3 mm
jumlah indikasi maksimum yang diijinkan adalah 12 indikasi di sepanjang
150 mm las-lasan (pengurangan jumlah indikasi secara proporsional
berlaku jika panjang las < 150 mm)
5. UNTUK CLUSTER

121
a) Panjang maksimum = 25 mm atau 2t (pilih yang lebih kecil)
b) Jika ada > 1 cluster sepanjang 150 mm las maka dijumlah dan tidak boleh
melebihi 25 mm. Jarak antar cluster diabaikan.
Acceptance Criteria berdasarkan ASME Section VIII Div. 1 Paragraf UW-52 (spot
radiografi)
ELONGATED INDICATION
1. Crack, IP dan IF di Repair
2. Elongated (slag inclusion atau cavities):
a) Cek panjang indikasi individual maksimum = 2/3 X t (t = tebal material)
• Panjang indikasi < 6 mm acc untuk semua ketebalan
• Panjang indikasi > 19 mm repair untuk semua ketebalan
b) Multiple aligned indication (jumlahnya ≥ 4 indikasi, jika jumlahnya < 4
tidak perlu di cek spasinya)
• Spasi harus ≥ 3L
• Panjang indikasi total maksumum = t sepanjang 6t las-lasan (penentuan
panjang 6t las-lasan dipilih pada daerah interest yang paling rawan atau
banyak indikasinya
Jika salah satu dari point a) dan b) tidak memenuhi langsung REPAIR
ROUNDED INDICATION
Semua rounded indication di ACC
5.6 Keselamatan Kerja Radiasi
Radiasi memiliki beberapa efek pada keselamatan dan kesehatan tubuh
manusia, efek tersebut diklasifikasikan sebagai berikut:
a. Efek stokastik (probabilitas), tidak ada batas ambang, sekecil apapun
dosis yang diterima tubuh ada efeknya seperti kanker, leukemia dan
mutasi sel.
b. Efek deterministik (pasti), dosis yang diterima melebihi batas ambang
c. Efek genetik, berpengaruh pada keturunan
d. Efek somatic, efek fisik yang nampak pada tubuh kita

122
Sumber-sumber bahaya radiasi diantaranya adalah X ray, Gamma ray, partikel
alfa, partikel beta dan neutron. X ray dan gamma ray perlu diwaspadai karena dapat
menembus hampir semua logam. Partikel alfa dan beta sudah terserap di udara
karena daya ionisasinya besar. Tindakan yang perlu dilakukan untuk meminimasisasi
bahaya radiasi diantaranya adalah sebagai berikut:
1. Gunakan waktu eksposure seminimal mungkin karena dosis yang
diterima tubuh sama dengan laju dosis dikali waktu paparan.
2. Jaga jarak aman karena laju dosis berbanding terbalik dengan kuadrat
jarak, semakin besar jarak semakin kecil laju dosis
3. Gunakan shielding karena laju dosis akan berkurang ketika melewati
sebuah shielding.
Dimana D :Dosis (Rem)
:Laju dosis sebelum ada shielding (Rem/jam)
:Laju dosis sesudah ada shielding (Rem/jam)t :waktu paparan
T :Faktor gamma
A :Aktifitas sumber (Curie)
R :Jarak (meter)
Contoh soal: Berapakah tebal shielding Pb yang diperlukan untuk melindungi
seorang pekerja radiasi yang berada pada jarak 10 meter dari sumber radiasi dengan
aktifitas 2 curie ? deketahui HVL pb 4,8 mm, faktor gamma 0,5, laju dosis aman 25
mR/jam atau 5 Rem/tahun (asumsi jam kerja efektif 2000 jam kerja dalam setahun)
Jawab:

123
Jadi kebutuhan tebal shielding agar pekerja menerima laju dosis yang aman
(dibawah NBD/nilai batas dosis) adalah sebesar 9,6 mm
Besar NBD tergantung pekerjaan perseorangan:
Pekerja radiasi sebesar 5 Rem/tahun atau 2,5 mR/jam
Pekerja non radiasi sebesar 1,5 Rem/tahun atau 0,75 mR/jam
Pekerja umum 0,5 Rem/tahun atau 0,25 mR/jam
Pembagian daerah kerja aman radiasi didasarkan pada NDB tersebut, area laju
dosis pada besaran 2,5 mR/jam harus diberi batasan tali berwarna kuning, area laju
dosis pada besaran 0,75 mR/jam harus diberi tanda bahaya radiasi.
Peralatan keselamatan radiasi yang perlu digunakan saat bekerja meliputi:
Survey meter, membaca laju paparan atau laju dosis
Pen dosimeter, membaca eksposur kumulatif dalam satuan Roentgens
Film bedge, membaca dosis equivalen atau dosis yang masuk tubuh
5.7 Reporting
Form laporan hasil pengujian radiografi dapat dilihat pada Lampiran 4

124
LAMPIRAN 1
PENETRANT TEST
Date : ………………………………Material : ………………………………Welding Process / Position : ………………………………Reference : ………………………………
Type of Penetrant visible fluorescent dual sensitivityMethod solvent removable water-washable post emulsifier
Timeprecleaning ……….………….. min emulsifying ……….………….. minpenetration ……….………….. min developing ……….………….. min
Surface condition weld machine process grind ……………..
Rangebase metal weld partedge preparation repair weldback chipping …………………………………….
No. Part / ItemSize(mm) Type of defect
ResultRemark
Accepted Reject
Lighting equipment : ………………………………Light intensity : ………………………………
Reviewed by, Examined by,Name NRP Signature
1.2.3.
( ) 4.NIP: 5.

125
LAMPIRAN 2
MAGNETIC PARTICLE TEST
Date : ………………………………Material : ………………………………Reference : ………………………………
Equipment yoke prod coil SN:Particle type dry wet fluorescent color contrastMethod continuous residualSurface condition weld machine process grind ……………..
Rangebase metal weld partedge preparation repair weldback chipping …………………………………….
No. Part / Item Size of defect Result RemarkAccepted Reject
Lighting equipment : ………………………………Light intensity : ………………………………
Reviewed by, Examined by,Name NRP Signature
1.2.3.
( ) 4.NIP: 5.

126
LAMPIRAN 3
LAMINASI
NAMA / NRP : ………………………………KODE TEST PIECE/TANGGAL : ………………………………RANGE : ………………………………PROBE : ………………………………dB : ………………………………
Reviewed by, Examined by,Name NRP Signature
1.2.3.
( ) 4.NIP: 5.

127
SIDE DRILL HOLE
NAMA / NRP : ………………………………KODE TEST PIECE/TANGGAL : ………………………………RANGE : ………………………………PROBE : ………………………………dB : ………………………………
Reviewed by, Examined by,Name NRP Signature
1.2.3.
( ) 4.NIP: 5.

128
LAMPIRAN 4
Customer : Drawing No. : Rev No. : 00/Project : Procedure No. : No : FM/LUB/010Unit No. : Aplicable CODE :
PART RADIATION SOURCEName : Isotope Ir-192 Co-60 X-rayID/OD : Activity : - Notes:Mat’l Type : Source Size : Min.SFD : Minimal Source Film DistanceMat’l Thk. : TECHNIQUE Ac.SFD : Actual Source Film DistanceReinforc. Thk : Exposure Single Wall Double Wall SWSV : Single Wall Single ImageWeld Thk. : Viewing Single Image Double Image DWSV : Double Wall Single ImageBacking Ring Yes No Exposure Time : DWDV : Double Wall Double Image
FILM Min. SFD : Ac. SFD : Other : Other than listedManufacturer : No. of Film in Holder Single Multiple UC : Undercut
IMAGE QUALITY INDICATOR (IQI) IP : Incomplete PenetrationFilm Type : Wire No. : SET 123456 IF : Incomplete FusionDimension : Hole No. : 1T 2T 4T P : Porosity
SCREEN Placement Source Side Film Side C : CrackLead : Front Back Block Thk. : - CP : Claster PorosityThickness : MARKER PLACEMENT SI : Slag / Solid Inclusion
Source Side Film Side ND : No DefectDateOf RT
WelderStamp
Identification Density Sens’ty%
Discontinuities Result Remark & CommentJoint No. Location Min Max UC IP IF P C CP SI ND Acc Rej
Radiographed by: Reviewed by RT ASNT Level II Reviewed by: Reviewed by:
Date: Date: Date: Date:

129
RADIOGRAPHIC INTERPRETATION REPORT
Name : Date :
Signature : Interpretation Result : Acc / Reshoot
Radioragraphic Identification :
Material: Base Metal Thickness: mm Weld Thickness: mm
Welding Process: Edge Preparation:
Source Type: Source Size: mm SOD : mm
Film Type: Screens: Technique:
Type of IQI used: No. of Visible Wire: Wire Diameter: mm
Film Density: Adjacent to the designated wire Min. : Max. :
Film Density Requirements: Min. : X 0.85 = Max. : X 1.3 =
Report
1. Calculate the sensitivity level (EPS) for the radiograph !
2. What is the wire ID number (essential wire) or wire diameter that must appear onradiograph ? (base on your calculation)
3. Calculate the geometric unsharpness (Ug) base on the parameter given !
4. Comments on radiographic quality:a) Sensitivity :b) Density :c) Technique :

130
RADIOGRAPHIC EVALUATION REPORT
SINGLE WALL SINGLE VIEWING (SWSV) / DOUBLE WALL SINGLE VIEWING (DWSV)
RESULT: ACC. / REPAIR
No. Discontinuity Found Length (mm) No. Artifacts Found
C

131
RANCANGAN ALAT BANTU AJAR
Alat perga yang akan di buat dalam pengembangan metode pembelajaran Teori NDT
adalah:
1. Pembuatan cacat las buatan specimen sambungan pengelasan yang terdiri
dari berbagai tipe sambungan (butt joint, lap joint. Tee joint) dengan bahan
polimer.
Gambar A: Spesimen uji visual
Cacat las buatan ini selanjutnya akan digunakan dalam menjelaskan bagaimana tata
cara atau prosedur dalam melakukan NDT uji visual dengan menggunakan alat ukur
(welding gauge), selanjutnya mengevaluasi berdasarkan acceptance standart baik
menurut ASME Section I, VIII & IX, AWS D1.1, API 1104 dan BS/EN/ISO.
2. Penyediaan peralatan Uji Visual
Peralatan uji visual yang diperlukan diantaranya adalah:
a. Senter
b. Penggaris

132
c. Welding gauge
d. Mirror inspection
3. Pembuatan Video tutorial Liquid Penetant Test dan Magnetic Particle
Test
a. Pembuatan skenario
b. Proses shotting
c. Proses editing

133
DAFTAR PUSTAKA
ASME Section V (2013), Nondestructive Examination, American Society ofMechanical Engineers, New York.
ASME Section IX (2013), Welding and Brazing Qualification, American Society ofMechanical Engineers, New York.
AWS Welding Handbook. (2001), Welding Science and Technology, 9th edition,American Welding Society., Miami.
AWS D1.1 (2015), Structural Welding Code – Steel, American Welding Society.,Miami.
Hendro, Wing. (2009), NDE Training Handout, NDE Center ITS.,Surabaya
Hellier, J.Charles, (2003), Handbook of Non Destructive Evaluation, Mc Graw-HillCompanies,Inc, United States