diamond blades - exceptionally wear resistant and extremely · pdf filediamond blades -...
TRANSCRIPT
© 2014
Diamond blades - exceptionally wear resistant and extremely sharp
P. Gluche1, S. Strobel1, H.-J. Fecht2
1GFD Gesellschaft für Diamantprodukte mbH, Lise-Meitner-Str. 13, 89081 Ulm, Germany 2University of Ulm, Institute of Micro and Nanomaterials, Albert-Einstein-Allee 47, 89081 Ulm, Germany

© 2014
Content
• Introducing GFD • Why diamond? • Diamond fabrication • Plasma sharpening • Applications • Summary
© 2014
Short introduction of GFD
• Founded by Dr. André Flöter and Dr. Peter Gluche March 1999 in Ulm, as a spin-off of the University of Ulm and the Daimler research center
• Headquarter und production at Science Park II, Ulm, Germany
• 9 employees (May 2014)
• 2001 Introduction of Diamaze Scalpels
• 2003 Introduction of Diamaze PSD-blades
• 2004 Introduction of Diamaze Microparts
• 2010 Introduction of Diamaze PSD-tools
• 2008 Establishment of Diamaze Microtechnology SA, Switzerland
• 2010 Start of large scale production of microparts
• 2013 Establishment of Diamaze Coating Technology GmbH, Ulm, Germany
GFD headquarter in Ulm, Germany
© 2014
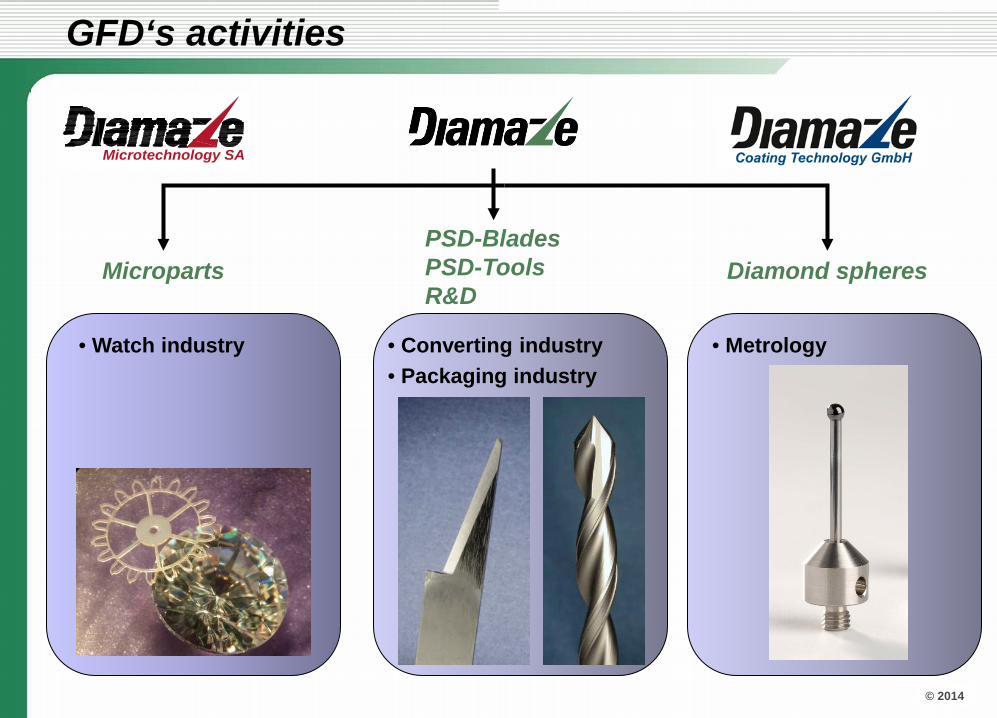
GFD‘s activities
Microparts PSD-Blades PSD-Tools R&D
Diamond spheres
• Watch industry • Converting industry • Packaging industry
• Metrology
Microtechnology SA
© 2014
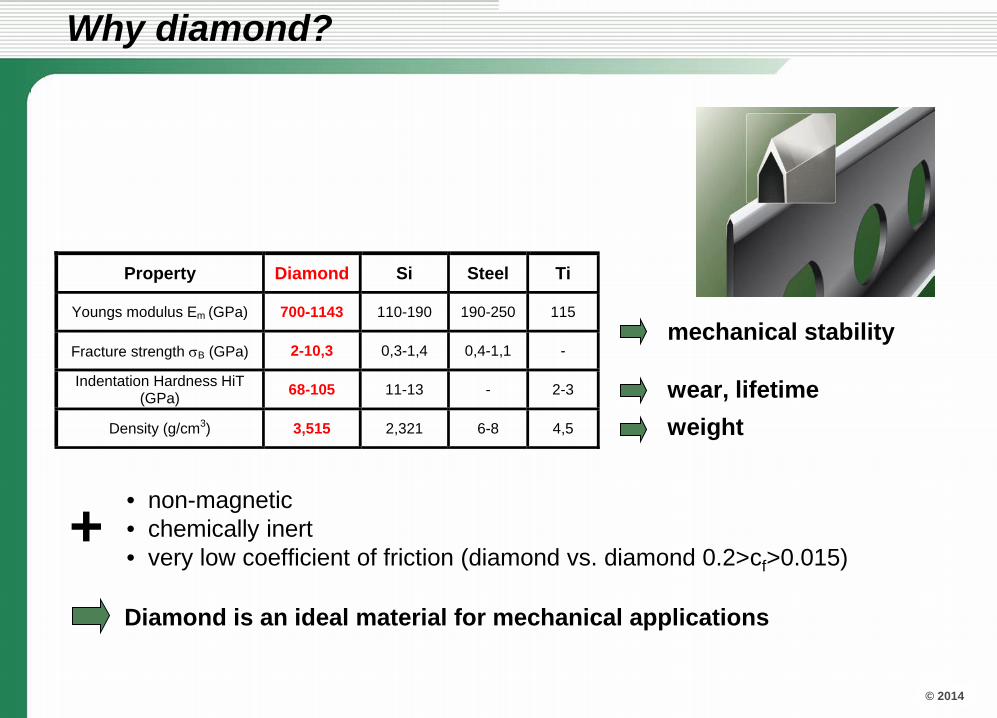
Why diamond?
Diamond offers outstanding properties
• Highest mechanical strength of all materials • Lightweight material • Low coefficient of friction • Highly wear resistant • Chemically inert • Optical transparent from infrared to deep ultra violet • Valuable material for customers • ...
Diamond is extreme...
© 2014
• non-magnetic • chemically inert • very low coefficient of friction (diamond vs. diamond 0.2>cf>0.015)
+
Property Diamond Si Steel Ti
Youngs modulus Em (GPa) 700-1143 110-190 190-250 115
Fracture strength σB (GPa) 2-10,3 0,3-1,4 0,4-1,1 -
Indentation Hardness HiT (GPa) 68-105 11-13 - 2-3
Density (g/cm3) 3,515 2,321 6-8 4,5
weight
mechanical stability
wear, lifetime
Diamond is an ideal material for mechanical applications
Why diamond?
© 2014
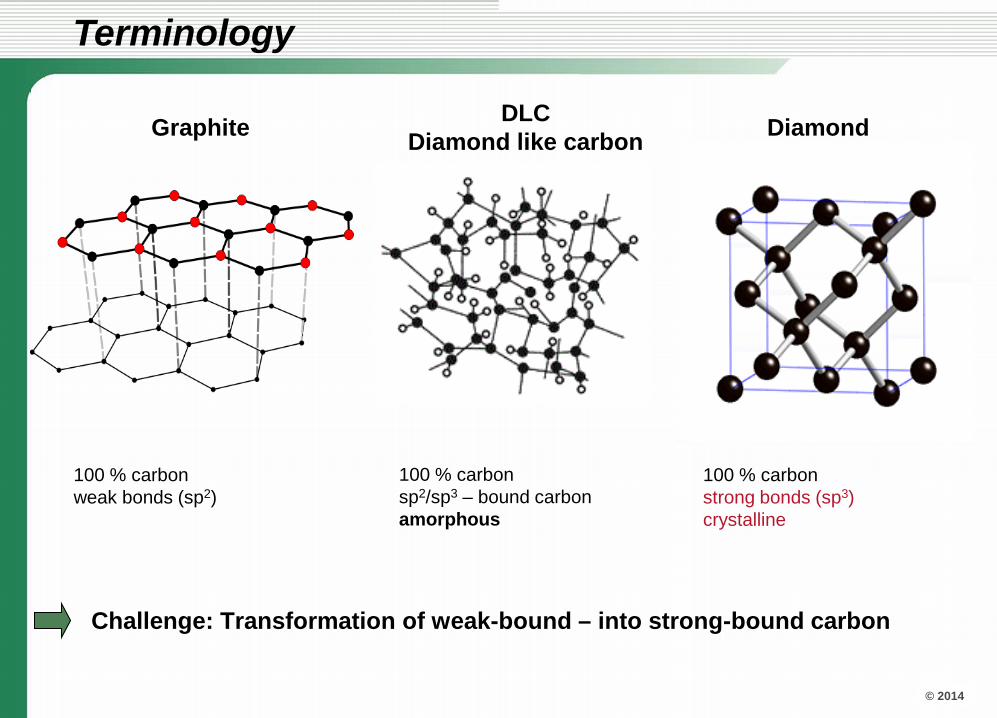
Diamond
100 % carbon strong bonds (sp3) crystalline
Graphite
100 % carbon weak bonds (sp2)
DLC Diamond like carbon
Challenge: Transformation of weak-bound – into strong-bound carbon
100 % carbon sp2/sp3 – bound carbon amorphous
Terminology
© 2014
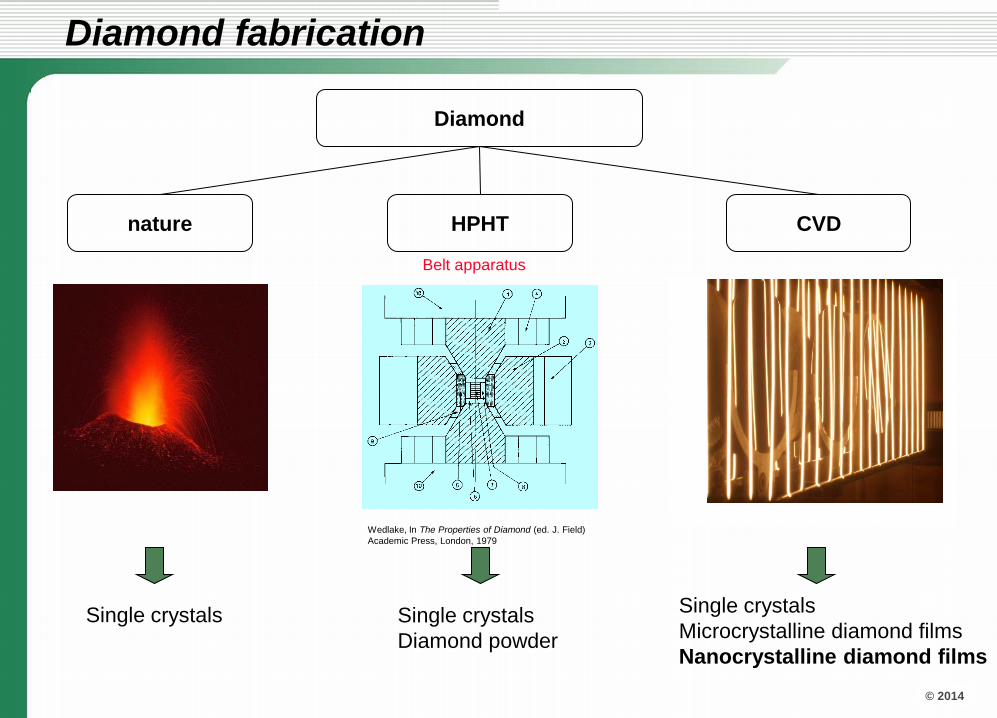
Diamond fabrication
Diamond
nature
Belt apparatus
Wedlake, In The Properties of Diamond (ed. J. Field) Academic Press, London, 1979
HPHT CVD
Single crystals
Single crystals Diamond powder
Single crystals Microcrystalline diamond films Nanocrystalline diamond films
© 2014
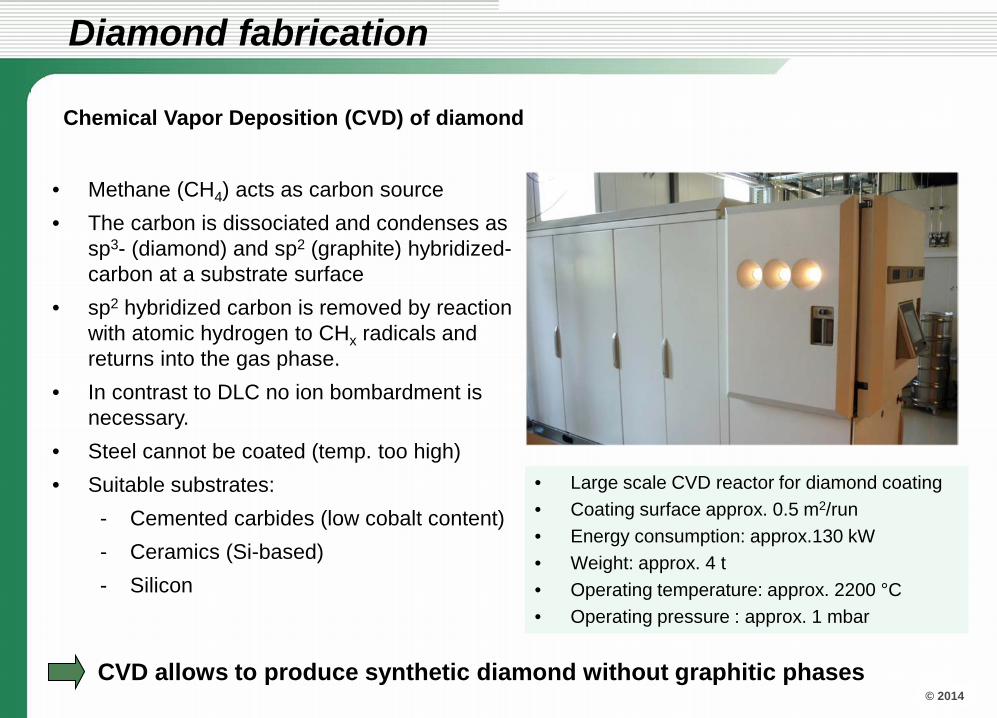
• Large scale CVD reactor for diamond coating • Coating surface approx. 0.5 m2/run • Energy consumption: approx.130 kW • Weight: approx. 4 t • Operating temperature: approx. 2200 °C • Operating pressure : approx. 1 mbar
Diamond fabrication
• Methane (CH4) acts as carbon source • The carbon is dissociated and condenses as
sp3- (diamond) and sp2 (graphite) hybridized-carbon at a substrate surface
• sp2 hybridized carbon is removed by reaction with atomic hydrogen to CHx radicals and returns into the gas phase.
• In contrast to DLC no ion bombardment is necessary.
• Steel cannot be coated (temp. too high) • Suitable substrates:
- Cemented carbides (low cobalt content) - Ceramics (Si-based) - Silicon
CVD allows to produce synthetic diamond without graphitic phases
Chemical Vapor Deposition (CVD) of diamond
© 2014
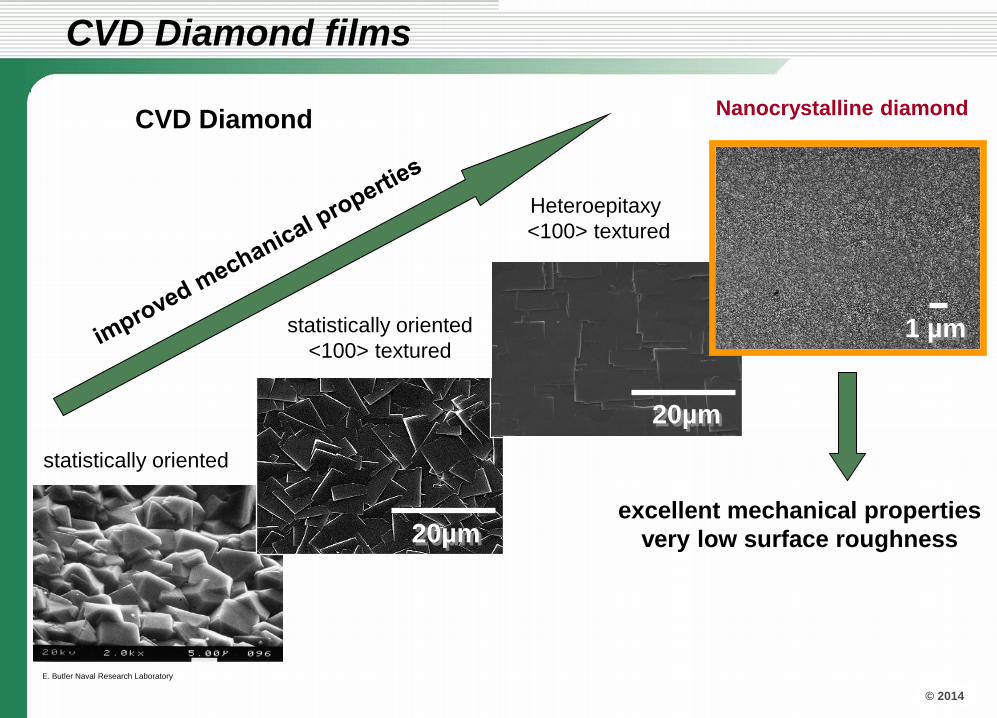
E. Butler Naval Research Laboratory
statistically oriented
excellent mechanical properties very low surface roughness
statistically oriented <100> textured
20µm
20µm
Heteroepitaxy <100> textured
Nanocrystalline diamond CVD Diamond
1 µm
CVD Diamond films
© 2014
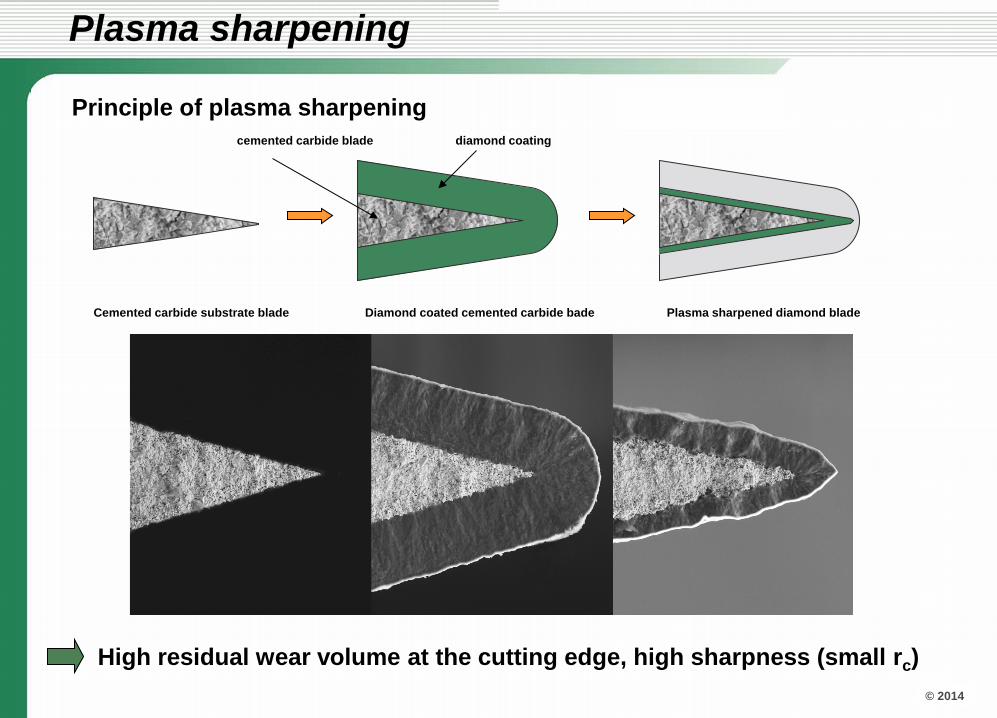
Plasma sharpened diamond blade Cemented carbide substrate blade Diamond coated cemented carbide bade
cemented carbide blade diamond coating
Principle of plasma sharpening
Plasma sharpening
High residual wear volume at the cutting edge, high sharpness (small rc)
© 2014
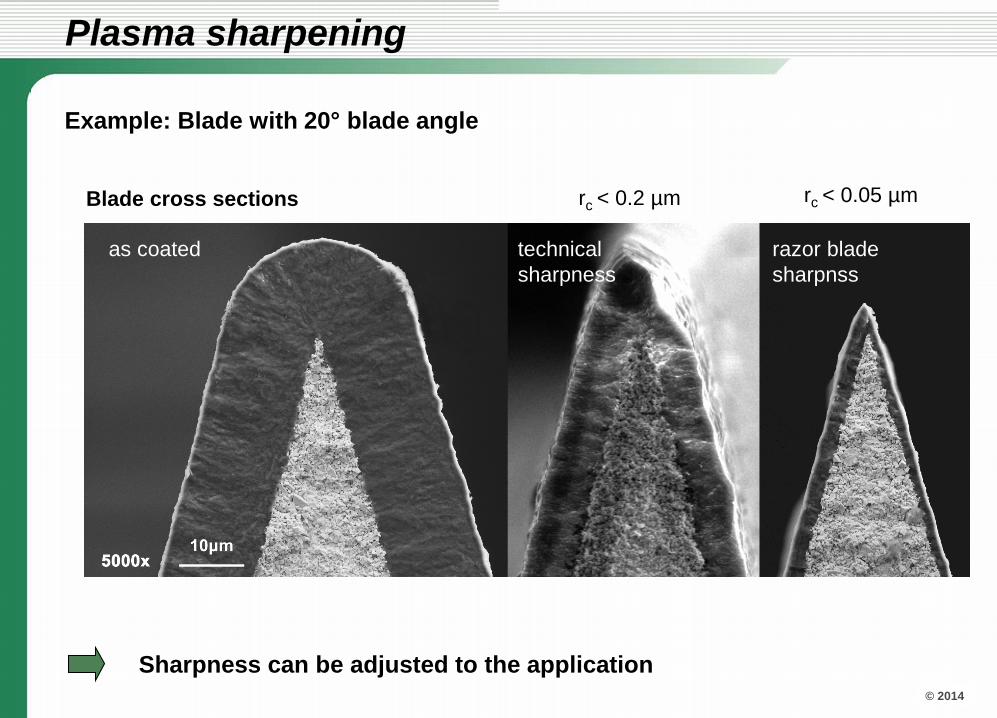
Example: Blade with 20° blade angle
Blade cross sections
as coated technical sharpness
razor blade sharpnss
Plasma sharpening
rc < 0.2 µm rc < 0.05 µm
Sharpness can be adjusted to the application
© 2014
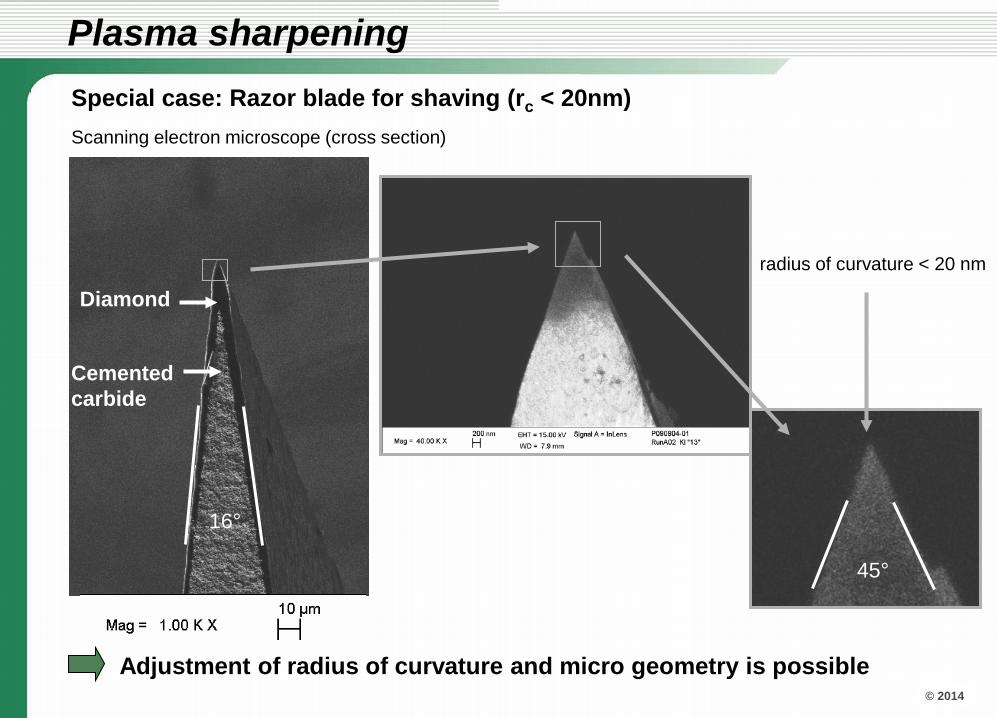
Special case: Razor blade for shaving (rc < 20nm)
16°
45°
radius of curvature < 20 nm
Scanning electron microscope (cross section)
Diamond
Cemented carbide
Adjustment of radius of curvature and micro geometry is possible
Plasma sharpening
© 2014
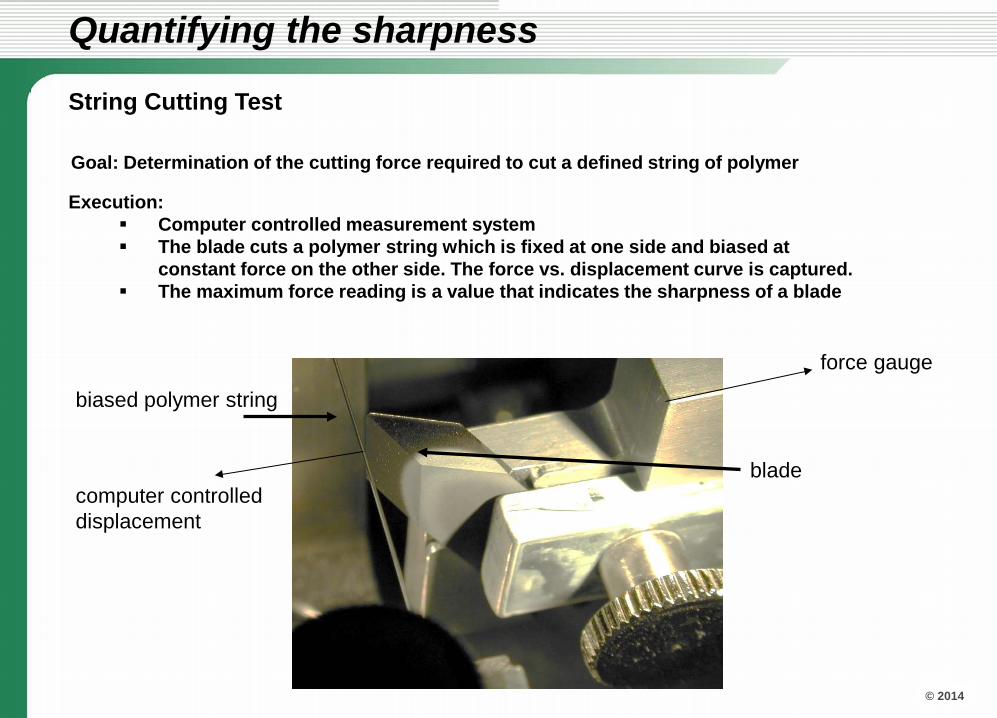
Execution: Computer controlled measurement system The blade cuts a polymer string which is fixed at one side and biased at
constant force on the other side. The force vs. displacement curve is captured. The maximum force reading is a value that indicates the sharpness of a blade
String Cutting Test
Quantifying the sharpness
Goal: Determination of the cutting force required to cut a defined string of polymer
blade
biased polymer string
computer controlled displacement
force gauge
© 2014
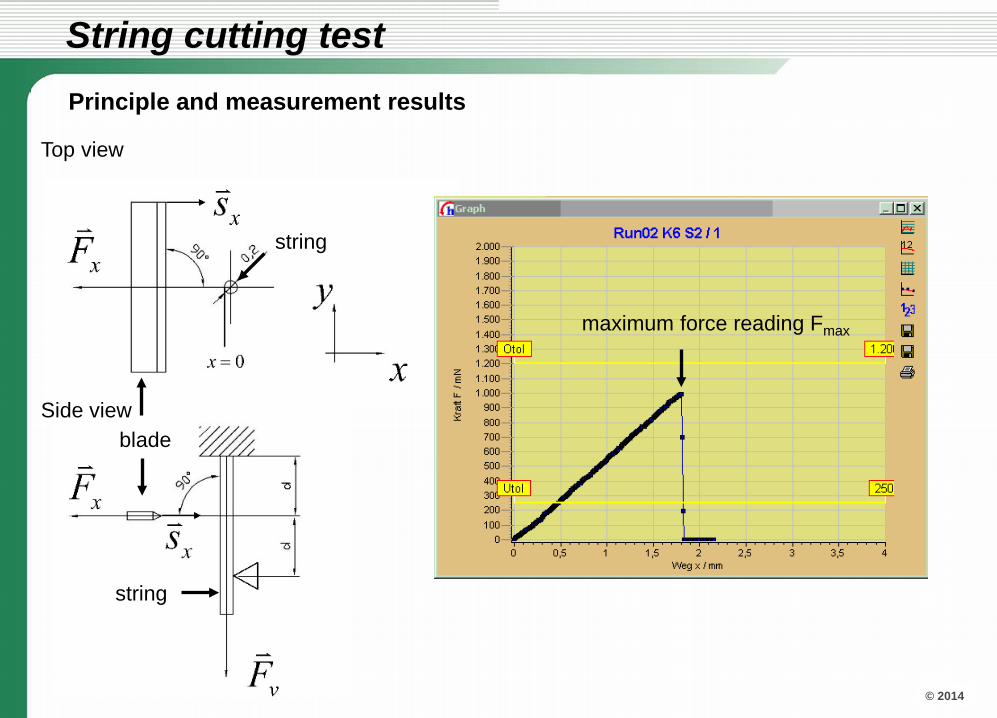
Principle and measurement results
String cutting test
Top view
Side view blade
string
string
maximum force reading Fmax
© 2014
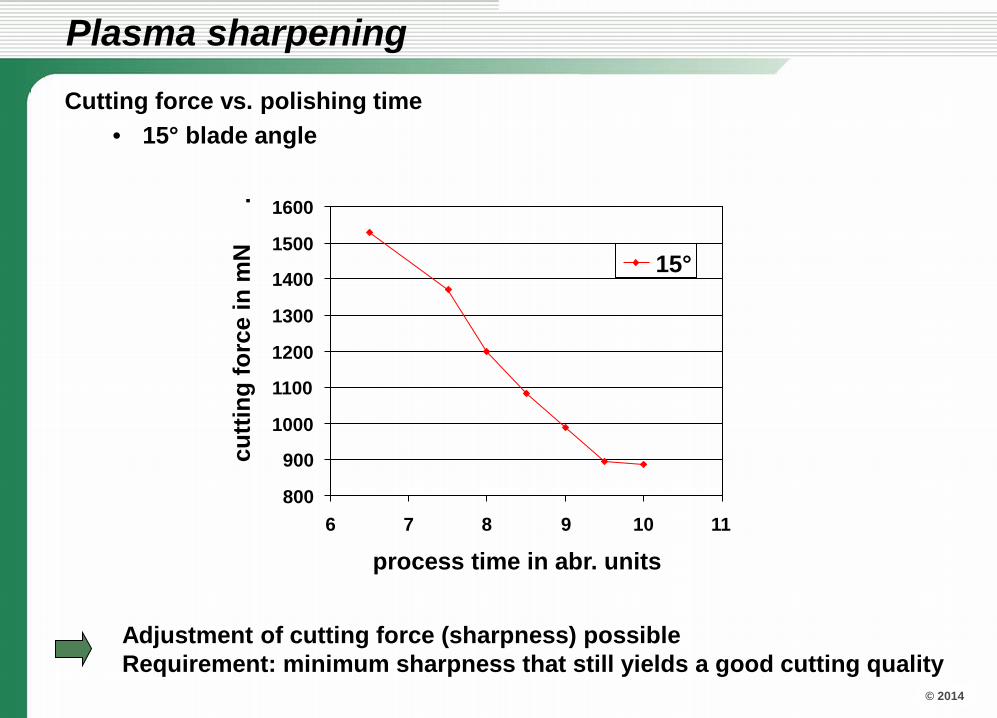
Cutting force vs. polishing time • 15° blade angle
Plasma sharpening
Adjustment of cutting force (sharpness) possible Requirement: minimum sharpness that still yields a good cutting quality
800
900
1000
1100
1200
1300
1400
1500
1600
6 7 8 9 10 11
process time in abr. units
cutti
ng fo
rce
in m
N
.
15°
© 2014
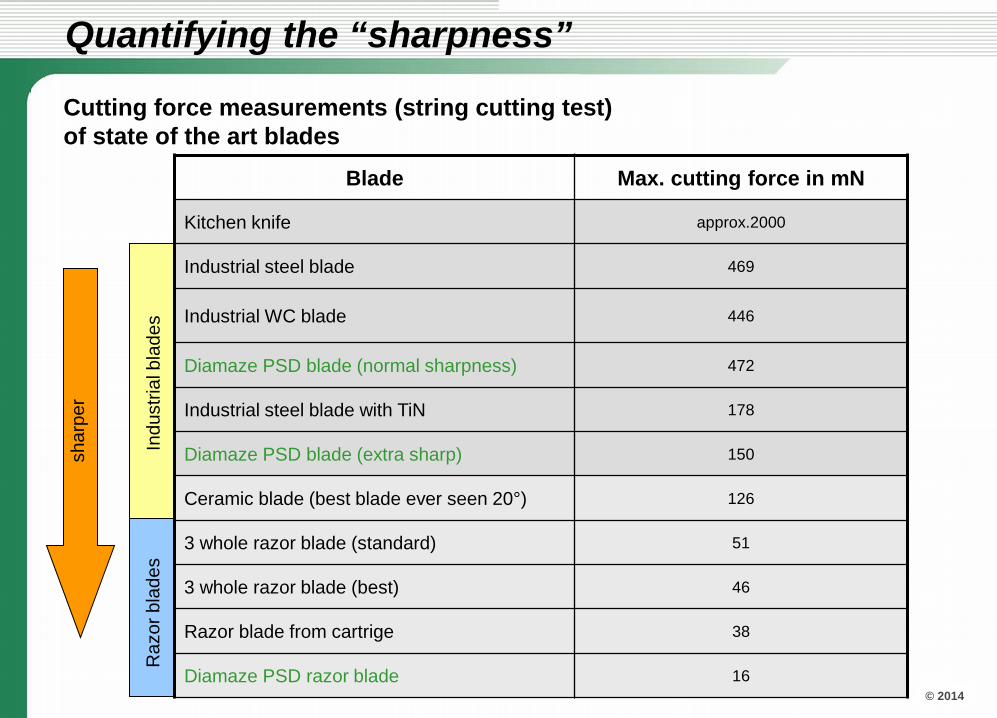
Blade Max. cutting force in mN
Kitchen knife approx.2000
Industrial steel blade 469
Industrial WC blade 446
Diamaze PSD blade (normal sharpness) 472
Industrial steel blade with TiN 178
Diamaze PSD blade (extra sharp) 150
Ceramic blade (best blade ever seen 20°) 126
3 whole razor blade (standard) 51
3 whole razor blade (best) 46
Razor blade from cartrige 38
Diamaze PSD razor blade 16
Indu
stria
l bla
des
Raz
or b
lade
s
shar
per
Cutting force measurements (string cutting test) of state of the art blades
Quantifying the “sharpness”
© 2014
Schneidkräfte in Abhängigkeit von der Anzahl der Testzyklen
0
0,5
1
1,5
2
2,5
0 200 400 600 800 1000 1200 1400 1600 1800
Anzahl der Testzyklen
Schn
eidk
raft
(N)
Stahl-RasierklingeDiamaze-PSD G08
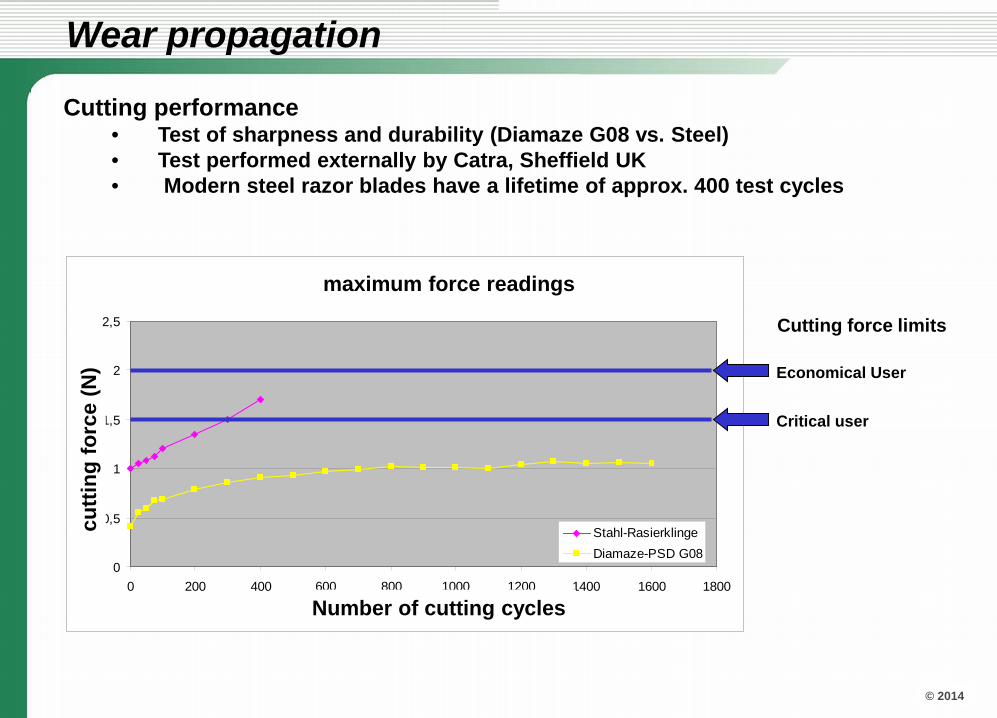
Cutting performance • Test of sharpness and durability (Diamaze G08 vs. Steel) • Test performed externally by Catra, Sheffield UK • Modern steel razor blades have a lifetime of approx. 400 test cycles
Cutting force limits
maximum force readings
Wear propagation
Number of cutting cycles
cutti
ng fo
rce
(N)
Critical user
Economical User
© 2014
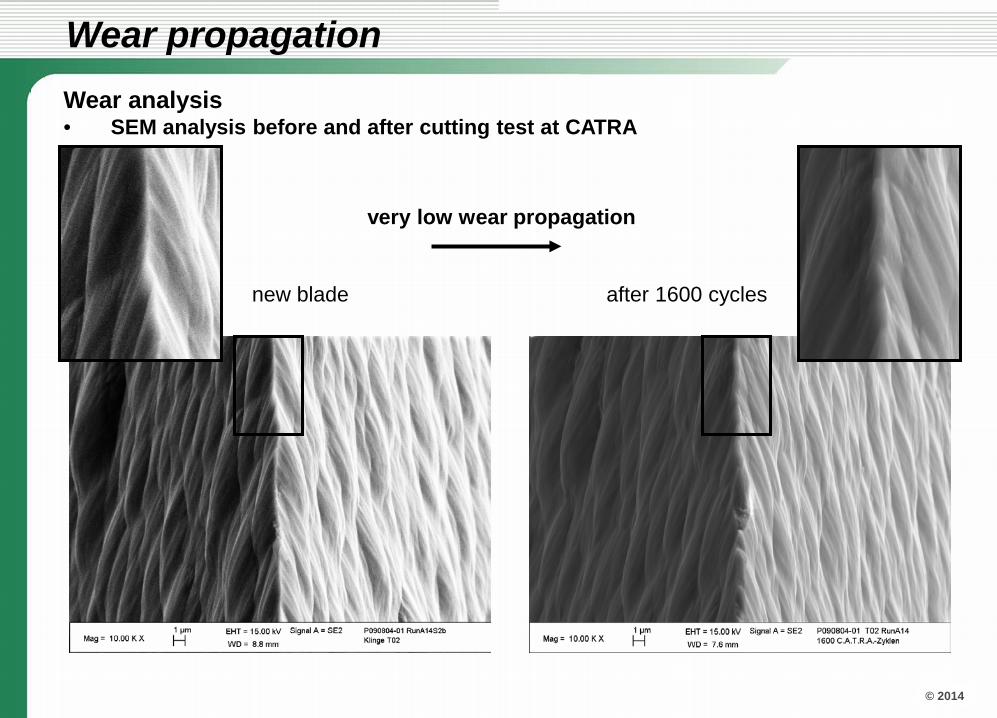
Wear analysis • SEM analysis before and after cutting test at CATRA
new blade after 1600 cycles
Wear propagation
very low wear propagation
© 2014
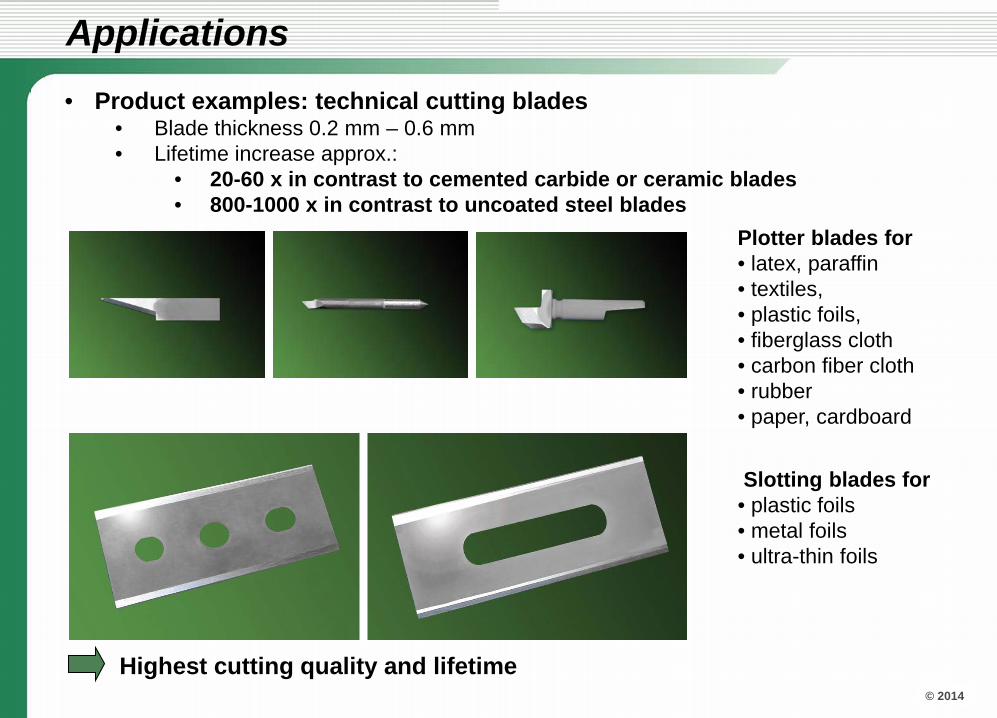
• Product examples: technical cutting blades • Blade thickness 0.2 mm – 0.6 mm • Lifetime increase approx.:
• 20-60 x in contrast to cemented carbide or ceramic blades • 800-1000 x in contrast to uncoated steel blades
Plotter blades for • latex, paraffin • textiles, • plastic foils, • fiberglass cloth • carbon fiber cloth • rubber • paper, cardboard
Slotting blades for • plastic foils • metal foils • ultra-thin foils
Applications
Highest cutting quality and lifetime
© 2014
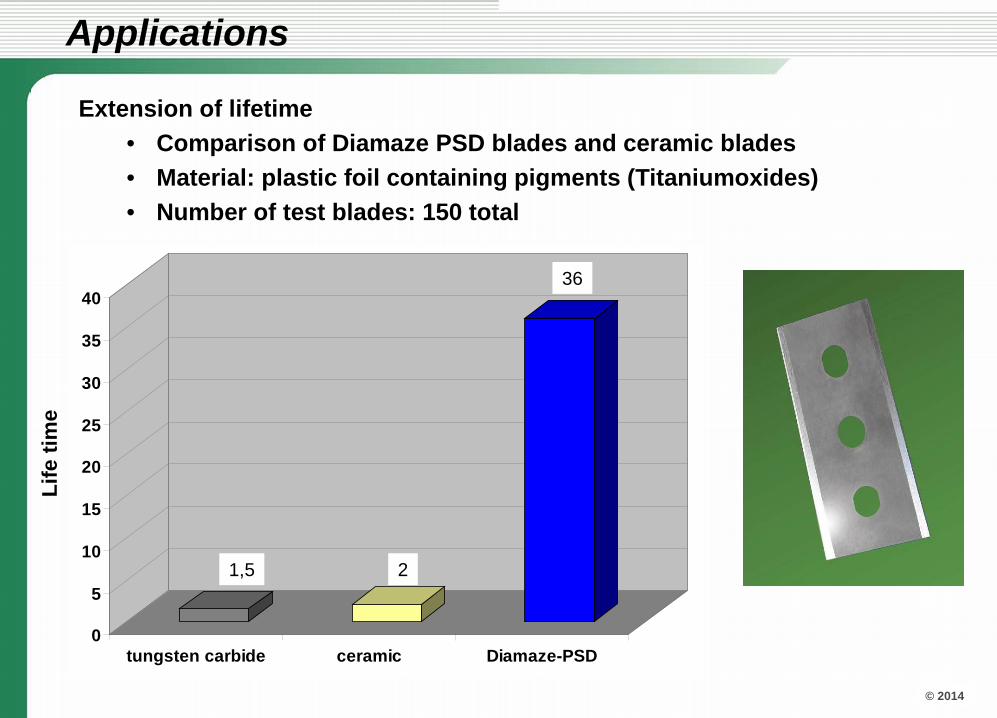
Extension of lifetime • Comparison of Diamaze PSD blades and ceramic blades • Material: plastic foil containing pigments (Titaniumoxides) • Number of test blades: 150 total
Life
tim
e
0
5
10
15
20
25
30
35
40
tungsten carbide ceramic Diamaze-PSD
1,5
36
2
Applications
© 2014
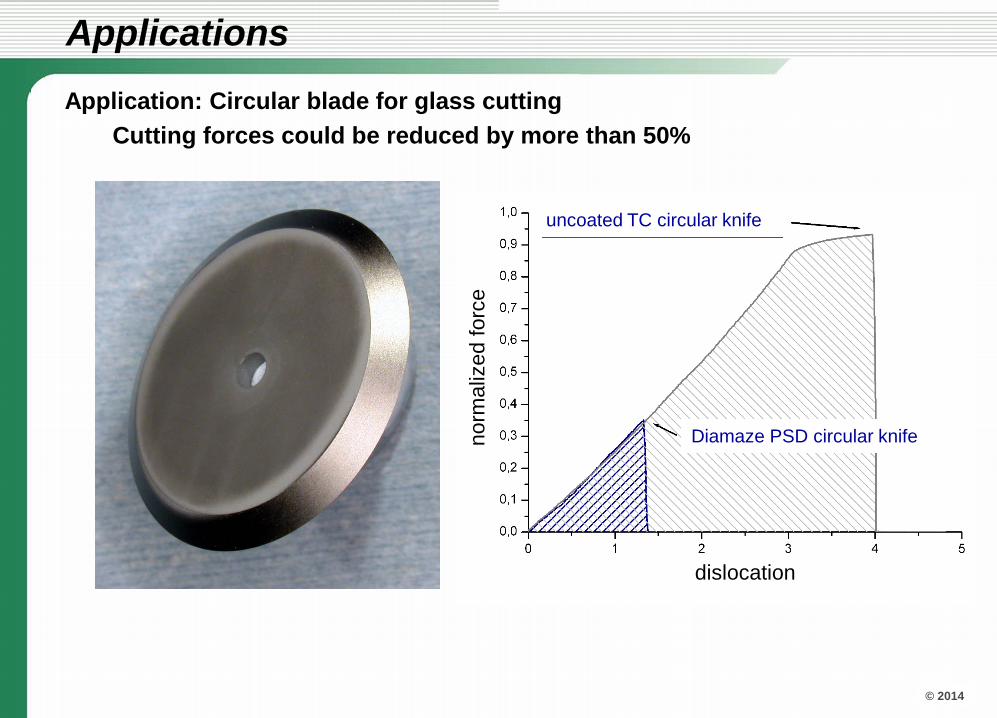
Application: Circular blade for glass cutting Cutting forces could be reduced by more than 50%
Diamaze PSD circular knife
uncoated TC circular knife
dislocation
norm
aliz
ed fo
rce
Applications
© 2014
0
10
20
30
40
50
60
70
tungsten carbide Diamaze-PSD
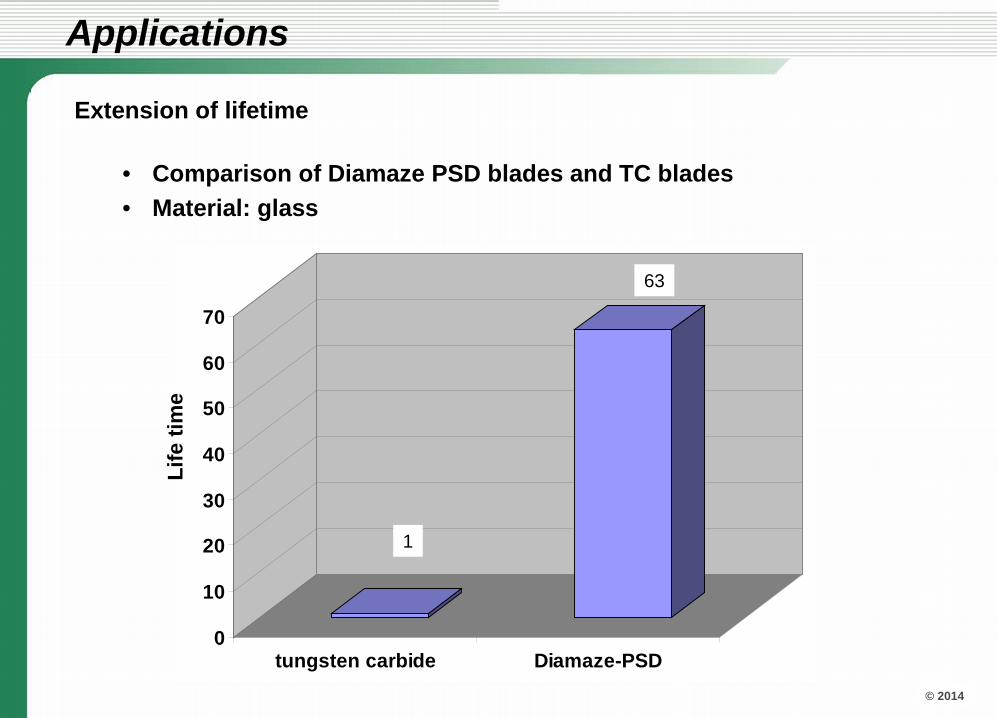
Extension of lifetime
• Comparison of Diamaze PSD blades and TC blades • Material: glass
1
63
Life
tim
e
Applications
© 2014
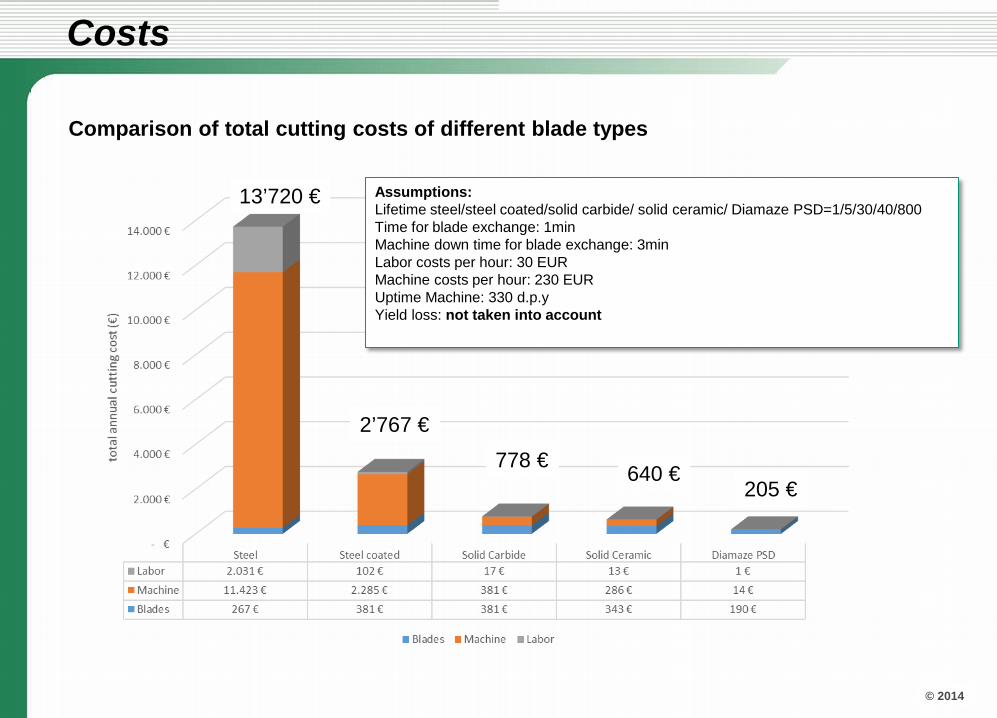
Comparison of total cutting costs of different blade types
Costs
13’720 €
2’767 €
778 € 640 € 205 €
Assumptions: Lifetime steel/steel coated/solid carbide/ solid ceramic/ Diamaze PSD=1/5/30/40/800 Time for blade exchange: 1min Machine down time for blade exchange: 3min Labor costs per hour: 30 EUR Machine costs per hour: 230 EUR Uptime Machine: 330 d.p.y Yield loss: not taken into account
© 2014
Conclusion
Thick hard-coating (diamond) Post treatment (plasma sharpening)
Adjustable sharpness (20 µm <rc< 20 nm) and micro geometry Cutting ability adjustable High wear volume (6-10 µm)
Extraordinary lifetime increase (up to 800-1000 x in contrast to steel) Extraordinary edge holding property (very low wear propagation)
© 2014
Time is over – Thank you
© 2014
Contact: Dr. Peter Gluche
GFD Gesellschaft für Diamantprodukte mbH Lise-Meitner-Str. 13
89081 Ulm, Germany Tel. +49 731 880 334 0 Fax +49 731 880 334 10
Email [email protected] www.diamaze.com