dialysis and ultrafiltration of molasses for fermentation enhancement
TRANSCRIPT
Separation and Purification Technology 22-23 (2001) 239–245
Dialysis and ultrafiltration of molasses for fermentationenhancement
Deirdre Ryan, Robert Johnson *Centre for Instrumental and De6elopmental Chemistry, Queensland Uni6ersity of Technology, 2 George Street,
Brisbane 4001, Australia
Received 10 October 1999; received in revised form 2 January 2000; accepted 15 February 2000
Abstract
The pore structure of a commercially available dialysis membrane was modified by the deposition of crystals ofcalcium octanoate in the membrane matrix. The modified structure resulted in a significant reduction in sucrose losswhen dialysis was used to reduce the potassium concentration of a solution of sucrose and potassium chloride. Theresults of fermentation studies of artificial molasses substrates using a proprietary strain of Saccharomyces cere6isiaeshowed that the optimum potassium concentration for micro-organism activity was �10.5 g l−1. Subsequentfermentation studies on an authentic Australian molasses substrate with an initial potassium concentration (11.0 gl−1) close to the optimum value showed the predicted decrease in micro-organism activity following potassiumremoval using the modified membrane. However, molasses from most Australian sources has a potassium concentra-tion substantially higher than the optimum value when diluted for use as a substrate and in that case fermentationperformance would be expected to be enhanced by potassium removal. Also, it was shown that the rate offermentation of molasses could be increased by macromolecule removal using an ultrafiltration membrane with anominal molecular weight cut-off of �300 000 Da. © 2001 Elsevier Science B.V. All rights reserved.
Keywords: Dialysis; Fermentation; Molasses; Ultrafiltration; Yeast
www.elsevier.com/locate/seppur
1. Introduction
Final (blackstrap) molasses, a by-product of thesugar industry, typically contains �35% w/w su-crose and 15% w/w reducing sugars (mainly glu-cose and fructose). Consequently, this materialhas been used extensively as a fermentation sub-
strate in industrial alcohol and rum production.Strains of the yeast Saccharomyces cere6isiae havetraditionally been used for this purpose [1]. Therehas however been recent interest in the use of thebacterium Zymomonas mobilis. The latter micro-organism has been shown to produce a betterconversion efficiency and fermentation rate thanclassical yeast strains when grown on laboratorymedia [2,3].
In molasses fermentation however, a high saltcontent, and in particular a high potassium con-
* Corresponding author. Tel.: +61-7-38642016; fax: +61-7-38641804.
E-mail address: [email protected] (R. Johnson).
1383-5866/01/$ - see front matter © 2001 Elsevier Science B.V. All rights reserved.
PII: S 1383 -5866 (00 )00122 -2
D. Ryan, R. Johnson / Separation/Purification Technology 22-23 (2001) 239–245240
centration, has been shown to reduce the rate ofethanol production by both S. cere6isiae [4] andZ. mobilis [5]. It would therefore be advantageousto have a suitable method for reducing the con-centration of potassium in molasses prior to fer-mentation when required. Ideally, theconcentration would be reduced to the optimumlevel with respect to the essential growth require-ment of the micro-organism on one hand and theinhibitory effect on fermentation on the other.Electrodialysis and ion exchange can be used forpotassium removal but these processes are notcommercially viable for the production of lowvalue fermentation products [5].
Dialysis provides a means by which the eco-nomic desalting of molasses may be achievable. Inthis process, the feed material (molasses) andstripper (water) are separated by a dense, hy-drophilic membrane through which low molecularweight species such as potassium are able to dif-fuse at a greater rate than larger species such assucrose. Nevertheless, dialysis invariably results inhigh sugar loss and therefore has not found ac-ceptance in the fermentation industry.
According to established dialysis theory [6]however, it should be possible to decrease thissugar loss relative to potassium loss by an in-situreduction in the effective pore size of commer-cially available membranes. A reduction in porediameter increases the interaction between thesolute and pore wall proportionately more forlarger solutes such as sucrose than for smallersolutes such as potassium. The greater the interac-tion, the greater is the hindrance to diffusionthrough the membrane. Dialysis membranes donot have pores in the conventional sense butrather there are voids between the polymerstrands in the water-swollen membrane matrix.
The present work entailed the modification of acommercially available dialysis membrane by de-position of calcium octanoate crystals in the mem-brane matrix. The performance of this membranewas compared with that of an unmodified mem-brane using a solution of sucrose and potassiumchloride. Also, fermentation trials using S. cere-6isiae and artificial molasses solutions with arange of potassium concentrations were con-ducted in order to predict the performance of this
micro-organism in the fermentation of authenticmolasses that had been subjected to dialysis. Themodified membrane was then used to reduce thepotassium concentration of an authentic molassessubstrate for comparison of its fermentation prop-erties with those of the untreated product. Ultrafi-ltration was also used in the pretreatment ofauthentic molasses to ascertain the effect on fer-mentation properties. It was considered likely thatthe removal of part of the macromolecule compo-nent would enhance the rate of fermentationthrough a reduction in any inhibitory effects asso-ciated with macromolecules.
2. Experimental
2.1. Microorganism
The micro-organism selected for use in thiswork was a proprietary strain of S. cere6isiaeobtained from an Australian brewing company.The organism was maintained on a sterile beadsystem stored at −70°C. One bead was asepti-cally transferred to 10 ml of Sabouraud DextroseBroth that contained 10 g l−1 mycological pep-tone and 40 g l−1 glucose. This culture wasmaintained at 28°C. Prior to inoculation in eachfermentation trial, the culture was subcultured byloop transfer to 10 ml volumes of the same broth.This was followed by incubation at 28°C for 48 h.
2.2. Substrate
Sugarcane final molasses was obtained fromBundaberg Sugar Company Pty Ltd., Queens-land, Australia. Commercial grade refined sucrosewas used in the preparation of artificial molassesand to replace that lost during the dialysis ofauthentic molasses. The latter procedure was car-ried out to enable the true effect of potassiumremoval to be assessed. Reducing sugars were notconsidered in the present study.
2.3. Bioprocess
Artificial molasses solutions used as substratescontained 100 g l−1 sucrose and 0.4, 1.5, 3.5, 7.5,

D. Ryan, R. Johnson / Separation/Purification Technology 22-23 (2001) 239–245 241
10.5 or 13.5 g l−1 potassium. In each case, potas-sium was added as KH2PO4. These synthetic me-dia also contained 5.19 g l−1 (NH4)2SO4, 0.55 gl−1 MgSO4 · 7H2O, 0.13 g l−1 CaCl2 · 2H2O,0.01 g l−1 H3BO3, 0.001g l−1 CoSO4 · 7H2O,0.004 g l−1 CuSO4 · 5H2O, 0.01 g l−1
ZnSO4 · H2O, 0.003 g l−1 MnSO4 · 7H2O, 0.001g l−1 KI, 0.002 g l−1 FeSO4 · 7H2O, 0.003 g l−1
Al2(SO4)3, 0.000125 g l−1 biotin, 0.000625 g l−1
pantothenate, 0.125 g l−1 inositol, 0.005 g l−1
thiamin, 0.00625 g l−1 pyridoxine, 0.001 g l−1
p-aminobenzoic acid, 0.005 g l−1 nicotinic acid,and 10 g l−1 peptone.
In authentic molasses fermentations, molassesnot subjected to dialysis was firstly diluted to28°Brix with deionised water in order to simulateindustrial fermentation conditions. The dilute mo-lasses was found to have a sucrose concentrationof 170.0 g l−1 and a potassium concentration of11.0 g l−1. The latter corresponds to a concentra-tion of 3.0% w/w in 83°Brix molasses, which is atthe lower end of the scale for Australian molasses(3.0–4.5% w/w). Molasses required for dialysiswas firstly diluted to 32°Brix only, as furtherdilution to 28°Brix occurred during dialysis as aresult of water transfer from the stripper side ofthe membrane by osmosis. Molasses was not sup-plemented with mineral salts, vitamins or growthfactors.
Batch cultivations were carried out in a 1.25 lNew Brunswick Scientific fermentation vessel(Bioflo 3 model). The vessel was loaded with 1000ml of solution that was maintained at 32°C andstirred continuously at 300 rpm to ensure homo-geneity throughout. Each batch was inoculatedwith a quantity of yeast culture equivalent to a 5ml volume with a viable cell count of �105 cellsml−1. All materials used in the preparation ofartificial media were sterilised prior to use andaseptic techniques were followed. Molasses how-ever was not sterilised, in order to be consistentwith industrial practice.
The requirement to inoculate each batch with asimilar number of viable yeast cells for compari-son purposes necessitated the initial determinationof a correlation between cell number and ab-sorbance. This was carried out by measuring theabsorbance at 600 nm of samples taken from a S.
cere6isiae culture at 15-min intervals for a periodof 8 h and simultaneously counting the cells usinga haemocytometer slide viewed using an electronmicroscope. From the resulting linear correlationit was established that 5 ml of culture with anabsorbance reading of 1.74 contained �105 cellsml−1. Numbers of this magnitude are indicativeof activity in the exponential phase of growth inwhich the cells would be expected to be moreadaptable to environmental changes such astransfer to another medium. Accordingly, ab-sorbance measurements of each subculture weretaken prior to inoculation and the volume ad-justed to provide approximately the same totalnumber of cells as that contained in 5 ml with areading of 1.74.
2.4. Dialysis
Dialysis was carried out using two Gambro GF180M hollow fibre dialysers, one of which con-tained membranes that were modified as part ofthis work in an attempt to reduce sucrose loss.The hollow fibre membranes, of which there wereseveral thousand per module, consisted ofcuprophan (cupro-ammonium reconstituted cellu-lose) and had a wall thickness of 17 mm and aninternal diameter of 200 mm. The total membranesurface area of each dialyser was 1.8 m2. In thepresent work, the feed material and water stripperpassed through the fibre lumens and the shell side,respectively.
Membrane modification involved the deposi-tion of crystals of calcium octanoate in thecuprophan fibre matrix. The resulting pore sizereduction was expected to enhance the interactionbetween the barrier and sucrose relative to thatbetween the barrier and potassium. Calcium oc-tanoate has a water, or stripper, solubility of 3.1 gl−1 at 20°C [7]. Using this value, the solubility inthe feed molasses was estimated to be �0.7 gl−1. This decreased solubility is due to the salting-out effect of calcium already present in the mo-lasses. The calcium concentration in 28°BrixAustralian molasses is typically �0.5 g l−1. Al-though the crystals were expected to redissolve onuse of the membrane, it was anticipated that theeffect of reduced pore size could be determined

D. Ryan, R. Johnson / Separation/Purification Technology 22-23 (2001) 239–245242
prior to substantial dissolution taking place. Thedeposition of co-crystals of barium sulfate and asilica complex into isotropic membranes has beenreported previously [5].
The technique used in the present work in-volved pumping a mixture of octanoic acid (7 gl−1) and water through the inside of the hollowfibres while calcium hydroxide solution (2 g l−1)was pumped through the shell side of the module.The flow-rate of both solutions was 600 mlmin−1. This procedure allowed the diffusionfronts of the calcium and hydroxide ions movingfrom the outside to the inside of the fibre wall toencounter that of the octanoic acid moleculesmoving in the opposite direction. The calciumoctanoate that precipitated remained trapped inthe membrane matrix, thereby reducing the voidvolume. Pumping was continued for 45 min afterwhich both solutions were kept in stationary con-tact with the membrane for a further 96 h. Bothsides were then flushed with deionised water toremove the reagents and any crystals that hadgrown externally to the polymer matrix.
2.5. Ultrafiltration
Ultrafiltration was performed using an Osmon-ics Sepra flatsheet membrane module containing aDesal EW E500 polysulfone membrane with anominal pore diameter of 0.04 mm. This pore sizecorresponds to a nominal molecular weight cut-off of �300 000 Da [8]. However, the develop-ment of a dynamic secondary membrane ofmacromolecules on the upstream surface duringoperation reduces the effective pore size substan-tially. Molasses was diluted to 28°Brix, with orwithout desalting, and ultrafiltered using atransmembrane pressure of 200 kPa. A 100-foldconcentration of the macromolecular fraction wasachieved in each case.
2.6. Analytical methods
Ethanol was analysed by gas chromatography(Hewlett Packard HP 6890 series apparatus with aHewlett Packard HP-5, crosslinked 5% PH MEsilicone column and a flame ionisation detector)using three internal standards (1% methanol, 1%
butanol, 1% pentanol). The carrier gas waspurified helium (24 ml min−1). Sucrose wasanalysed by high performance liquid chromatog-raphy (Varian 5000 apparatus with an ActivonRheos pump operated at 90°C and 66 bar and aPolymer Laboratories PL-EMD 950 evaporativemass detector). The liquid and air flowrates were0.3 ml and 9.8 l min−1, respectively. Biomass wasmonitored by a Pharmacia Ultraspec 3 UV/Visi-ble Spectrophotometer. The full wavelength rangeof the instrument (200–900 nm) was used toensure that all changes were observed. All ab-sorbance measurements were taken using a 1-cmsample cell. The only changes observed in thespectrum during fermentation occurred in the 600nm region. Potassium analyses were carried outby the ICP method using a Spectro AnalyticalInstruments Spectroflame equipped with a 22.76mHz generator operating at 0.5 A. This instru-ment was also fitted with a concentric nebuliserwith a double pass spray chamber and demount-able torch, and a 766.49 nm line polychromator.
3. Results
3.1. Effect of potassium concentration on ethanolfermentation in artificial molasses solutions
Profiles of the variation of ethanol concentra-tion with time for the range of potassium concen-trations studied are shown in Fig. 1. The figureshows that fermentation occurred at all potassiumconcentrations within the range. Each consecutiveincrease in potassium concentration up to 10.5 gl−1 was accompanied by an increase in the rate ofethanol production. This was followed by a sub-stantial decrease at 13.5 g l−1 to below thatobserved for the lowest concentration tested.These data indicated that there was an optimumpotassium concentration in the region of 10.5 g l−1. The volumetric ethanol productivity obtainedwith a potassium concentration of 10.5 g l−1 was1.2 g l−1 per h, compared with 0.2 g l−1 per h for13.5 g l−1.
Profiles of the variation of ethanol concentra-tion with biomass for solutions with potassiumconcentrations of 0.4, 7.5 and 13.5 g l−1 are

D. Ryan, R. Johnson / Separation/Purification Technology 22-23 (2001) 239–245 243
Fig. 1. Variation of ethanol concentration with time for the fermentation of artificial molasses having a range of potassiumconcentrations.
shown in Fig. 2. Here, the biomass is expressed asabsorbance at 600 nm. For each potassium con-centration the ethanol concentration increasedwith increasing biomass. This observation sug-gested that the changes in fermentation rate withpotassium concentration (Fig. 1) resulted at leastin part from changes in specific growth rate.Minimal growth was observed for a potassiumconcentration of 13.5 g l−1 while the largestgrowth observed in this experiment was that asso-ciated with a potassium concentration (7.5 g l−1).The different rates of increase in ethanol produc-tion with increasing cell growth suggested thatpotassium concentration also affected specific eth-anol productivity, albeit in the opposite sense tospecific growth rate.
3.2. Membrane modification for molassesdesalting
In order to determine the effectiveness of mem-brane modification and to select an appropriatefeed flow-rate for the desalting of authentic mo-lasses, a solution with sucrose and K+ (as KCl)concentrations approximating those in 32°Brixmolasses was desalted using an unmodified and amodified membrane. The flow-rate of the water
stripper was maintained at 600 ml min−1 whilethat of the feed was varied between 100 and 1200ml min−1.
Fig. 3 shows that there was a general decreasein both potassium and sucrose loss with increas-ing flow-rate, that is, as feed residence time de-creased, for both the untreated and modifiedmembranes. The reduction in potassium obtainedusing the modified membrane was the same as
Fig. 2. Variation of ethanol concentration with biomass forthe fermentation of artificial molasses with potassium concen-trations of 0.4, 7.5 and 13.5 g l−1.
D. Ryan, R. Johnson / Separation/Purification Technology 22-23 (2001) 239–245244
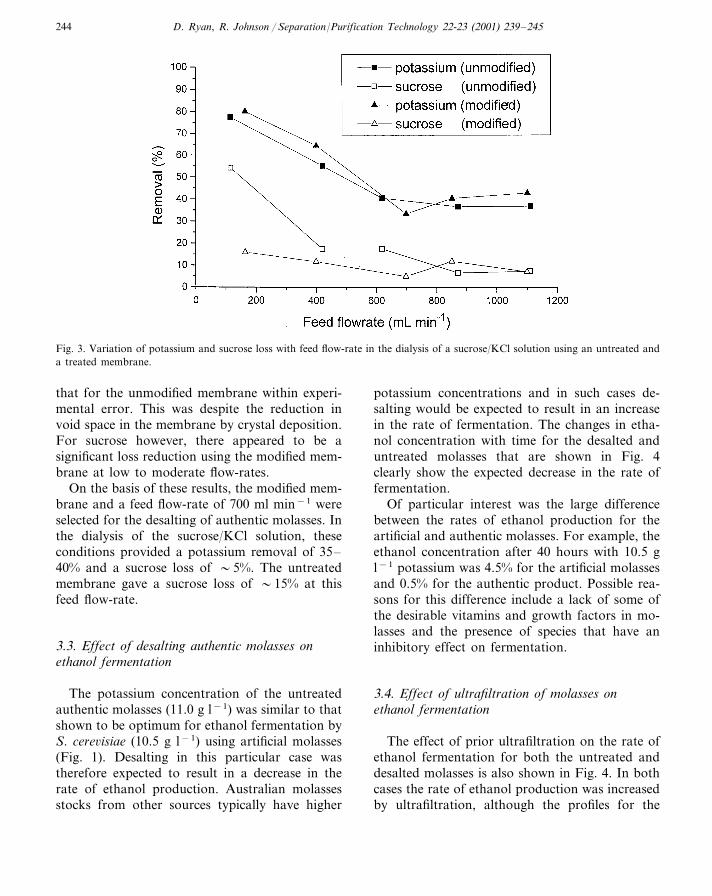
Fig. 3. Variation of potassium and sucrose loss with feed flow-rate in the dialysis of a sucrose/KCl solution using an untreated anda treated membrane.
that for the unmodified membrane within experi-mental error. This was despite the reduction invoid space in the membrane by crystal deposition.For sucrose however, there appeared to be asignificant loss reduction using the modified mem-brane at low to moderate flow-rates.
On the basis of these results, the modified mem-brane and a feed flow-rate of 700 ml min−1 wereselected for the desalting of authentic molasses. Inthe dialysis of the sucrose/KCl solution, theseconditions provided a potassium removal of 35–40% and a sucrose loss of �5%. The untreatedmembrane gave a sucrose loss of �15% at thisfeed flow-rate.
3.3. Effect of desalting authentic molasses onethanol fermentation
The potassium concentration of the untreatedauthentic molasses (11.0 g l−1) was similar to thatshown to be optimum for ethanol fermentation byS. cere6isiae (10.5 g l−1) using artificial molasses(Fig. 1). Desalting in this particular case wastherefore expected to result in a decrease in therate of ethanol production. Australian molassesstocks from other sources typically have higher
potassium concentrations and in such cases de-salting would be expected to result in an increasein the rate of fermentation. The changes in etha-nol concentration with time for the desalted anduntreated molasses that are shown in Fig. 4clearly show the expected decrease in the rate offermentation.
Of particular interest was the large differencebetween the rates of ethanol production for theartificial and authentic molasses. For example, theethanol concentration after 40 hours with 10.5 gl−1 potassium was 4.5% for the artificial molassesand 0.5% for the authentic product. Possible rea-sons for this difference include a lack of some ofthe desirable vitamins and growth factors in mo-lasses and the presence of species that have aninhibitory effect on fermentation.
3.4. Effect of ultrafiltration of molasses onethanol fermentation
The effect of prior ultrafiltration on the rate ofethanol fermentation for both the untreated anddesalted molasses is also shown in Fig. 4. In bothcases the rate of ethanol production was increasedby ultrafiltration, although the profiles for the

D. Ryan, R. Johnson / Separation/Purification Technology 22-23 (2001) 239–245 245
Fig. 4. Variation of ethanol concentration with time for the fermentation of untreated molasses and of samples subjected toultrafiltration, to dialysis, and to dialysis and ultrafiltration.
molasses not subjected to dialysis converged after�40 h.
4. Discussion
The results presented here have demonstratedthat the deposition of calcium octanoate within thecellulosic matrix of dialysis membranes provides ameans of significantly reducing the normally highsucrose losses, while at the same time providingsubstantial potassium removal. Nevertheless, thesucrose loss of 5% reported here for the treatmentof sucrose/KCl solutions remains economicallyprohibitive to the commercial production of indus-trial alcohol or rum from molasses. However, avariation of this technique that includes the utilisa-tion of a salt with negligible solubility or thechemical grafting of a suitable compound onto thecellulosic matrix may reduce sucrose loss to anacceptable level of, say, below 1%.
Ultrafiltration, on the other hand, may have thepotential to provide an immediate benefit to fer-menters of molasses through an increase in the rateof ethanol production. This may be attributable, in
part, to a reduction in the concentration of macro-molecules that have an inhibitory effect on fermen-tation. In this process, the small amount of sucroseremaining in the retentate may be utilised as thesubstrate in a separate fermentation. However, theeconomic viability of the inclusion of an ultrafiltra-tion step would be largely dependent on otherfactors such as plant throughput and ethanol price.
References
[1] K. Pandey, P.K. Agarwal, Enzyme Microb. Technol. 15(1993) 887.
[2] M.B. Doelle, H.W. Doelle, Appl. Microbiol. Biotechnol.33 (1990) 31.
[3] S.C. Park, J. Baratti, Appl. Microbiol. Biotechnol. 38(1993) 542.
[4] K. Akrida-Demertzi, A.A. Koutinas, Appl. Biochem. Bio-technol. 30 (1991) 1.
[5] S.K. Rhee, R.J. Pagan, M.F. Lefebvre, L. Wong, P.L.Rogers, J. Ferment. Technol. 62 (1984) 297.
[6] J.H. Perry, Chemical Engineers’ Handbook, 5th edn., Mc-Graw Hill, New York, 1974, p. 42.
[7] W.F. Linke, Solubilities of Inorganic and Metal OrganicCompounds, vol. 1, 4th edn., American Chemical Society,Washington, DC, 1958, p. 521.
[8] M.C. Porter, Ind. Eng. Chem. 11 (1972) 234.
.