development of polyurethane sheet … 1 development of polyurethane sheet molding compound d. park1,...
TRANSCRIPT

Page 1
DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND
D. Park1, R. Maertens2, M. Connolly3, K. Gleich4, V. Ugresic1, F. Henning2 1Fraunhofer Project Centre for Composites Research
2Department of Polymer Engineering 3Huntsman Polyurethanes
4Johns Manville Europe GmbH
Abstract
The rapid increase in viscosity associated with highly reactive polyurethane (PU) resins have been prohibitive to their use in sheet molding compound. Recent advancements in catalyst chemistry in conjunction with direct sheet moulding compound (D-SMC) technology has allowed for the continuous compounding and molding of polyurethane based SMC. The PU system in this study maintains a low viscosity during compounding for effective fibre impregnation. The tunable viscosity of PU-SMC facilitates the uniform transport of fibers during the flow phase of molding, with a snap-cure at molding temperature. A molding window of up to several hours is attainable.
A filled, glass fiber reinforced PU system has been investigated with fire retardant additives to comply with regulations for rail applications. Very good molding, de-molding and surface appearance was observed in demonstration parts. Initial testing showed PU formulations with a 23% increase in tensile strength, 25% increase in tensile strain at break and an increase in energy absorbed in impact over conventional polyester SMC formulations of similar fiber content and filler loading. The most recent study of PU SMC has been formulated for structural applications with improved properties will also be discussed in this paper. The structural formulation demonstrated a high strength, toughness and elongation material for an SMC system.
Introduction
Sheet moulding compound (SMC) is a well understood process in respect to polyester (PE), vinyl-ester (VE) and hybrid resin systems. Decades of formulating and compounding experience has enabled the reliable production of SMC components.
Polyurethane resins exhibit a superior mechanical property set to the conventional PE/VE resin systems used in SMC. Relatively high toughness and strength make PU resin systems attractive when compared to standard resins. The high reactivity of PU resin, which leads to short cycle times, is usually associated with a rapid increase in viscosity over time. The SMC process by design requires a window of sufficiently low viscosity to ensure wet-out of the fibres during compaction. This requirement has previously limited the use of PU systems in SMC.
Recent developments by Huntsman Polyurethanes has produced a PU system with decoupled viscosity and cure profiles. This major change in processability has made the implementation of PU resins in many composite manufacturing processes feasible, including SMC. While the challenge of viscosity control has been addressed, the reactivity of the PU resin systems still limits shelf life for the semi-finished SMC. This issue has been addressed by direct sheet molding compound technology (D-SMC) where inline heating has been used to mature the SMC to a molding viscosity quickly allowing for a continuous compounding and molding process. The continuous process gives near instantaneous feedback when compared to conventional SMC

Page 2
systems and limits the need for material storage and handling.
This report highlights the results of two studies conducted at the Fraunhofer Project Centre in collaboration with Huntsman Polyurethanes and Johns Manville GbmH. The system in question has been compared to VE and PE systems with similar fibre and filler content and processing. Finally, a structural system with high glass content has been investigated for applications without flammability requirements.
Experimental
Resin Paste Characterization
Viscosity measurements were used to track the resin paste behavior after mixing that is related to fibre wet out during compounding of the SMC sheet. Viscosity measurements were carried out using a Brookfield DVII+ Pro HB viscometer with a TA spindle at 20 rpm. The viscometer was fitted with a helipath stand to cycle the t-spindle vertically through the resin paste during the measurement. Due to the size of the paste sample, 500 ml, heat generation accelerated the thickening reaction which is not necessarily representative of the compounded SMC sheet which has a much larger relative surface area to dissipate heat. The measurements obtained represent a worst case scenario and are a conservative estimate of the resin paste pot life.
Direct Sheet Molding Compound (D-SMC) Production
PU SMC was compounded using the Deiffenbacher Direct Sheet Moulding Compound Line (D-SMC) at the Fraunhofer Project Center. In practice the resin paste is mixed and dosed automatically using a gravimetric dosing system in line with a twin screw extruder. For the purposes of these trials the resin paste was mixed using a 2 hp cowels type mixer with a 3.5 inch saw-tooth dispersion blade.
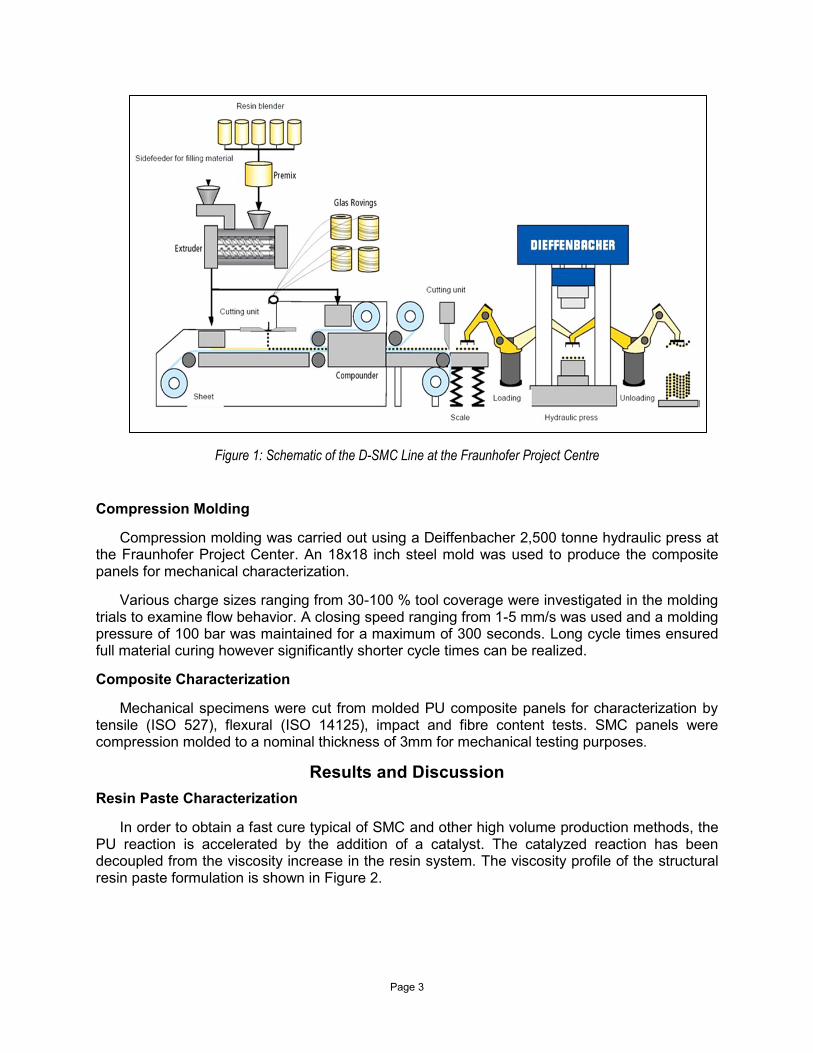
After compaction the semi-finished SMC passed through a series of flat heated belts and a cooling belt to quickly remove the heat from the sheet stabilizing the material at room temperature. After exiting the SMC line the sheet was cut into charges and prepared for compression molding. The SMC was handled in a tack free state immediately after production. A schematic of the D-SMC line is shown in Figure 1.
Page 3
Figure 1: Schematic of the D-SMC Line at the Fraunhofer Project Centre
Compression Molding
Compression molding was carried out using a Deiffenbacher 2,500 tonne hydraulic press at the Fraunhofer Project Center. An 18x18 inch steel mold was used to produce the composite panels for mechanical characterization.
Various charge sizes ranging from 30-100 % tool coverage were investigated in the molding trials to examine flow behavior. A closing speed ranging from 1-5 mm/s was used and a molding pressure of 100 bar was maintained for a maximum of 300 seconds. Long cycle times ensured full material curing however significantly shorter cycle times can be realized.
Composite Characterization
Mechanical specimens were cut from molded PU composite panels for characterization by tensile (ISO 527), flexural (ISO 14125), impact and fibre content tests. SMC panels were compression molded to a nominal thickness of 3mm for mechanical testing purposes.
Results and Discussion
Resin Paste Characterization
In order to obtain a fast cure typical of SMC and other high volume production methods, the PU reaction is accelerated by the addition of a catalyst. The catalyzed reaction has been decoupled from the viscosity increase in the resin system. The viscosity profile of the structural resin paste formulation is shown in Figure 2.

Page 4
Figure 2: Viscosity profile of PU SMC resin paste
Composite Panel Characterization
PU composite panels were produced in both fire retardant and a structural formulation. The fire retardant formulations have been compared to a PE and VE formulation of similar fiber content. The structural formulation was produced with increased glass content and no fire retardant additives. Specimens for mechanical characterization were machined from the molded composite panels. A nominal thickness of 3 mm was used for all tests. A summary of the PU-SMC formulations tested is shown in Table 1.
Table 1: PU-SMC Formulation Summary
PU-SMC Composition
EB-67 EB-67 ATH ATH Structural PU-SMC
% Volume Fraction
Glass Fiber 20.7 19.5 18.8 27.0
PU Resin 45.8 52.4 53.9 52.6
Internal Mold Release 8.4 9.6 9.9 5.8
Fire Retardant Additives 5.0 12.4 17.4 0.0
Solid Glass Beads 20.2 6.1 0.0 0.0
Milled Glass Fiber 0.0 0.0 0.0 14.6
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
0 500 1000 1500 2000 2500 3000 3500
Vis
cosi
ty (
cPs)
Time (Seconds)
Viscosity Profile PU-SMC Resin Paste
Loss of Wetting
Paste Viscosity
Paste Mixing

Page 5
Tensile and Flexural Characterization
Tensile and flexural properties were measured following ISO 527 and ISO 14125 respectively. The results of the testing are shown in Figure 3-Figure 5. It should be noted that the structural PU formulation has a higher glass fiber content relative to the other PU and conventional formulations.
Figure 3: Flexural and Tensile Strength of PU and Conventional SMC

Page 6
Figure 4: Flexural and Tensile Modulus of PU and Conventional SMC
Figure 5: Flexural and Tensile Strain at Break of PU and Conventional SMC

Page 7
The results of the mechanical characterization in tension and flexure showed structural PU-SMC that exhibited high strength and elongation. The relatively low modulus when compared to VE and PE formulations is attributed to a low filler content in the PU formulations. Compatibility issues with certain fillers such as calcium carbonate and the PU resin system limit their use in this application.
Impact Properties
The impact properties of PU and conventional SMC was characterized by Dynatup falling dart impact. The results of the impact testing are shown in Figure 6. The structural PU formulation was tested as-made (AM) and after a hot-wet-dry (HWD) cycle. The HWD cycle consisted of 24 hours at 80 °C and 95% relative humidity followed by 24 hours at 110 °C.
Figure 6: Dynatup Impact Results of PU and Conventional SMC
The most recent structural formulations of PU-SMC shown a significant increase in total energy adsorbed in Dynatup impact testing over past formulations.
Demonstration Parts
A molding trial was conducted based on the results of the initial mechanical testing to demonstrate the ability of PU-SMC to be molded into complex geometries. A seat pan structure was used which includes nearly vertical walls with rib support structures. The seat pan demonstration part is shown in Figure 7.

Page 8
Figure 7 : PU-SMC Demonstration Seat Pan
Summary and Next Steps
The results presented in this paper represent the initial work conducted on the development of an SMC with glass reinforcement in a PU matrix. This work has demonstrated the feasibility of processing PU-SMC at full scale, its good molding characteristics, visual appearance and attractive mechanical properties. PU-SMC shows its main advantages in applications that require high toughness.
Future work will look at further improvements in strength properties by achieving higher glass content. A newly developed glass fiber sizing from Johns Manville will be investigated in future trials. Suitable fillers should also be investigated to target low cost formulations in conjunction with structural formulations.
References
Bruijn, M., Vangrimde, B., & Verbeke, H. (2015). Latest Generation of Polyurethane Resins with Superior Process Control for Fast-Cycle Manufacturing of Structural Composites. SPE Automotive Composites Conference & Exhibition. Novi, MI.
Maertens, R. (2015). Processing Polyurethane Material on a D-SMC Line for the Rail Application (Masters Thesis). Institute of Vehicle System Technology, Faculty of Engineering. Karlsruhe: Karlsruhe Institute of Technology.
Acknowledgements
This project was the collaborative effort of Johns Manville Europe, Huntsman Polyurethanes and the Fraunhofer Project Center for composites research. Initial developments of PU-SMC with flammability requirements was made possible by the "Clean Rail Academic Grant Program" from Transport Canada and the work of Robert Maertens towards the completion of his master thesis.