destructive testing of pp and pe pipe joints · destructive testing of pp and pe pipe joints...
TRANSCRIPT
DestructiveDestructive testingtesting of PP and PE of PP and PE pipepipejointsjoints
Dr.-Ing. Joachim HesselHESSEL Ingenieurtechnik GmbH; Roetgen (Germany)
DAP-PL-3760.00Accredited Testing Laboratory according to DIN EN ISO/IEC 17025
by DAP Deutsches Akkreditierungssystem Prüfwesen GmbH
1: 1: BendBend testtest
2: 2: TensileTensile testtest
3: 3: TensileTensile creep testcreep test
4: Peel test4: Peel test
5: 5: MacroscopicMacroscopic examinationexamination
6: 6: LowLow temperaturetemperature tensiletensile testtest
7: 7: TensileTensile test test withwith waistedwaisted test test specimensspecimens
8: 8: RequirementsRequirements
EN 12814EN 12814
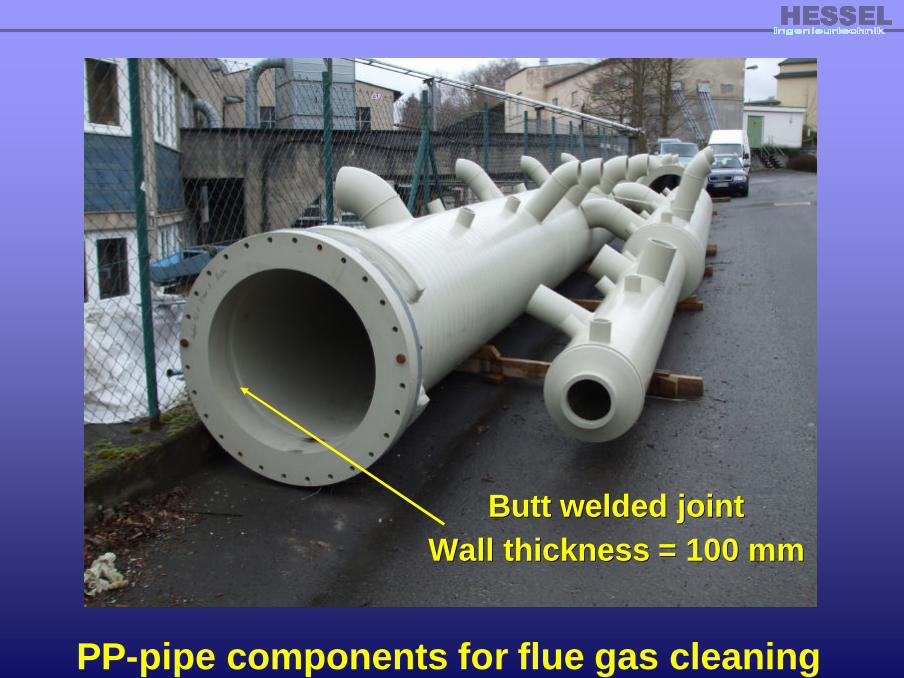
PP-pipe components for flue gas cleaning
Butt Butt weldedwelded jointjointWall Wall thicknessthickness = 100 mm= 100 mm
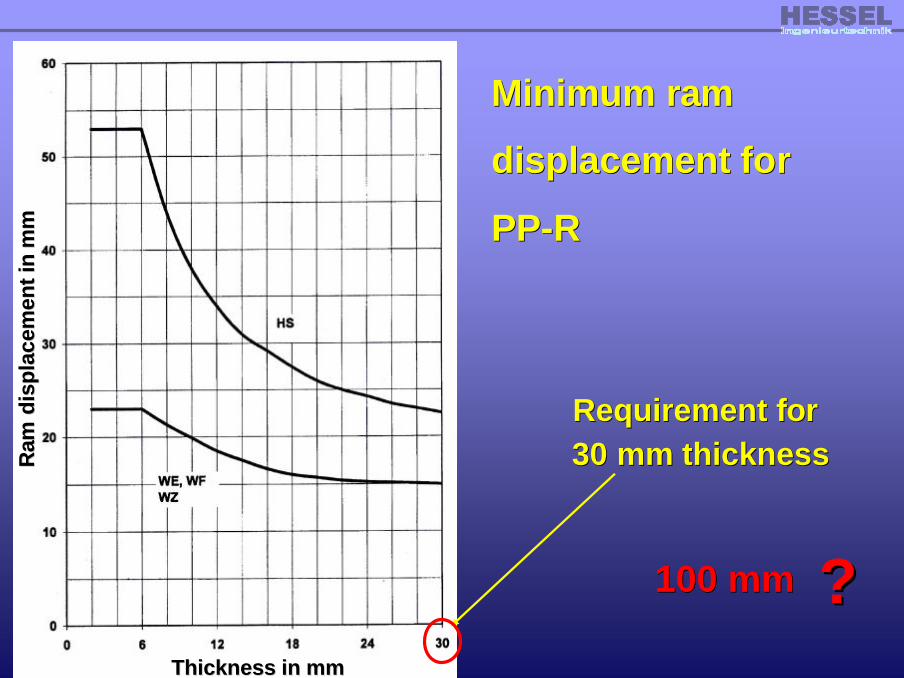
Minimum Minimum ramram
displacementdisplacement forfor
PPPP--RR
RequirementRequirement forfor30 mm 30 mm thicknessthickness
100 mm100 mm ??ThicknessThickness in mmin mm
Ram
Ram
dis
pla
cem
ent
dis
pla
cem
ent i
n m
min
mm

Test Test weldweld
HeatedHeated elementelement buttbutt weldingwelding of of pipespipes mademade fromfrom
PPPP--H and PPH and PP--R R withwith outsideoutside diameterdiameter betweenbetween 600 and600 and
800 mm and wall 800 mm and wall thicknessesthicknesses s = 25, 50, 75 and 100 mms = 25, 50, 75 and 100 mm

ResultResult: : TechnologicalTechnological bendingbending testtest
0 20 40 60 80 100 1200
20.000
40.000
60.000
80.000
100.000
Weg [mm]
Kraft [N]
0 20 40 60 80 100 1200
20.000
40.000
60.000
80.000
100.000
Weg [mm]
Kraft [N]
0 20 40 60 80 100 1200
20.000
40.000
60.000
80.000
100.000
Weg [mm]
Kraft [N]
0 20 40 60 80 100 1200
20.000
40.000
60.000
80.000
100.000
Weg [mm]
Kraft [N]
0 20 40 60 80 100 1200
20.000
40.000
60.000
80.000
100.000
Weg [mm]
Kraft [N]
0 20 40 60 80 100 1200
20.000
40.000
60.000
80.000
100.000
Weg [mm]
Kraft [N]Force in NForce in N
DisplacementDisplacement in mmin mm
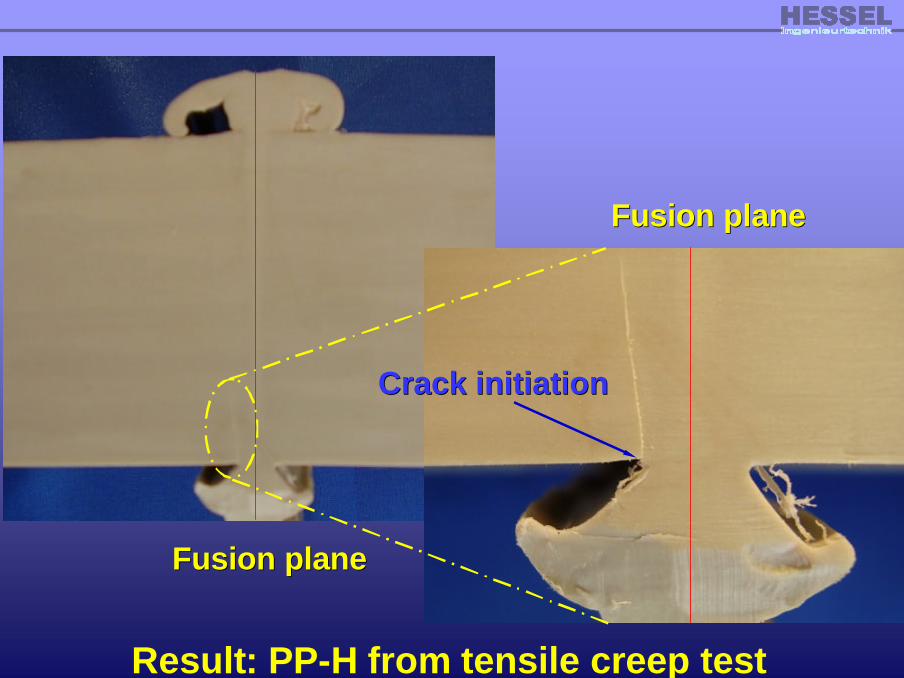
Result: PP-H from tensile creep test
Fusion planeFusion plane
Crack Crack initiationinitiation
Fusion planeFusion plane
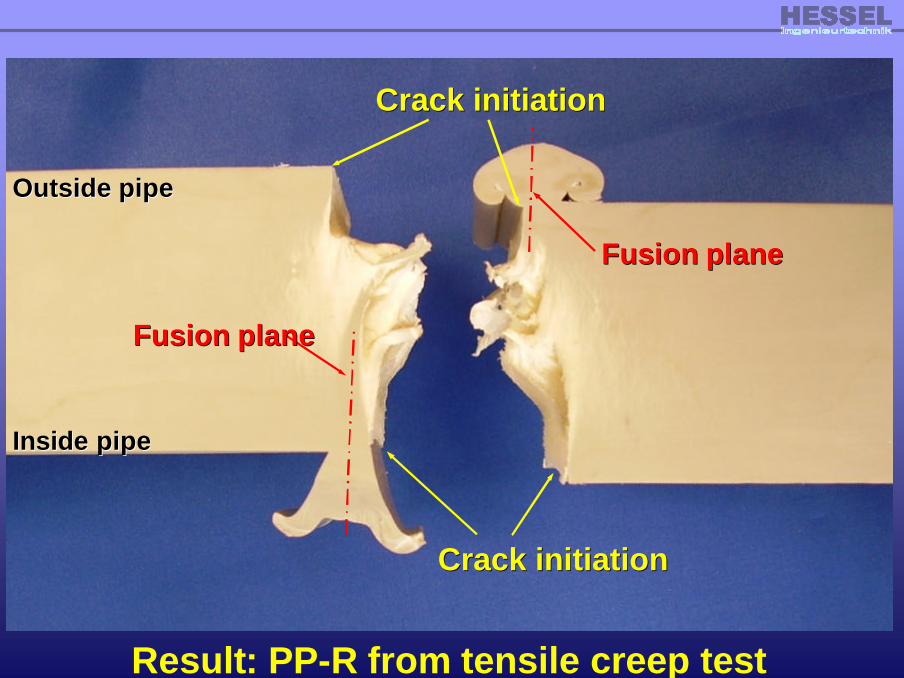
Fusion planeFusion plane
Crack Crack initiationinitiation
Fusion planeFusion plane
Crack Crack initiationinitiation
OutsideOutside pipepipe
InsideInside pipepipe
Result: PP-R from tensile creep test
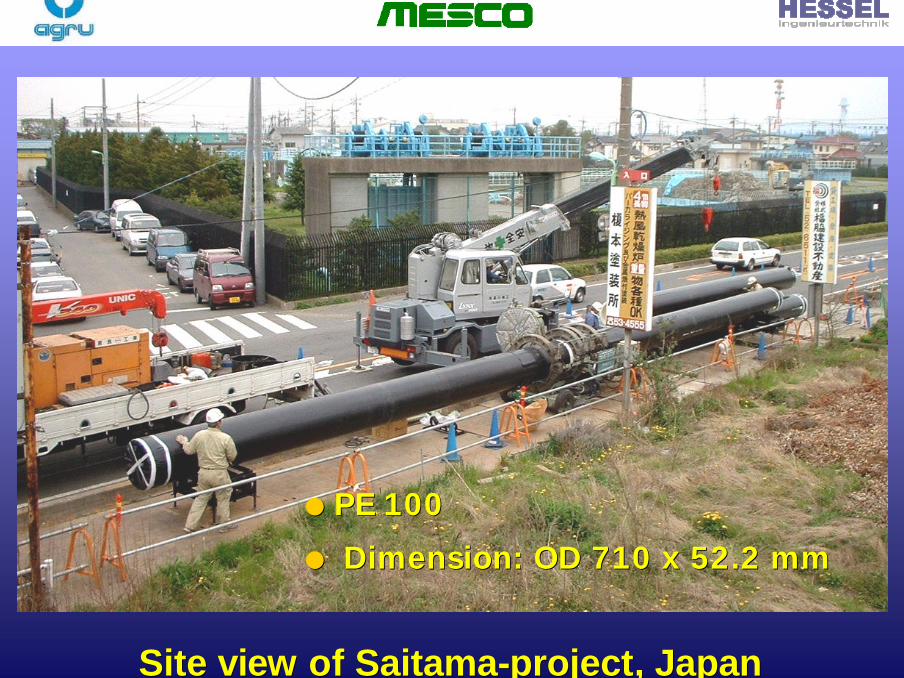
Site Site viewview of of SaitamaSaitama--projectproject, Japan, Japan
ll PE 100PE 100
ll Dimension: OD 710 x 52.2 mmDimension: OD 710 x 52.2 mm

Butt welding at pipe relining, Butt welding at pipe relining, FloritsdorfFloritsdorf
ll Butt fusion and electro fusionButt fusion and electro fusion
ll Working pressure up to 10 barWorking pressure up to 10 bar

Fusion Fusion levellevel
TypicalTypical fracturefracture at a at a PEPE--buttbutt weldweld
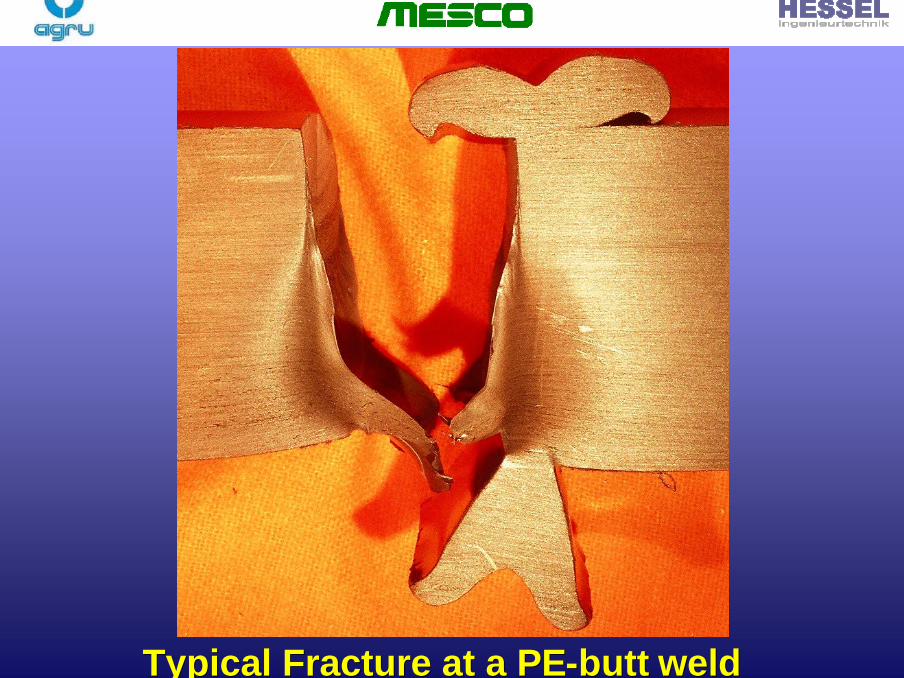
TypicalTypical FractureFracture at a at a PEPE--buttbutt weldweld

TypicalTypical FractureFracture at a at a PEPE--buttbutt weldweld
ENEN--Peel TestsPeel Tests
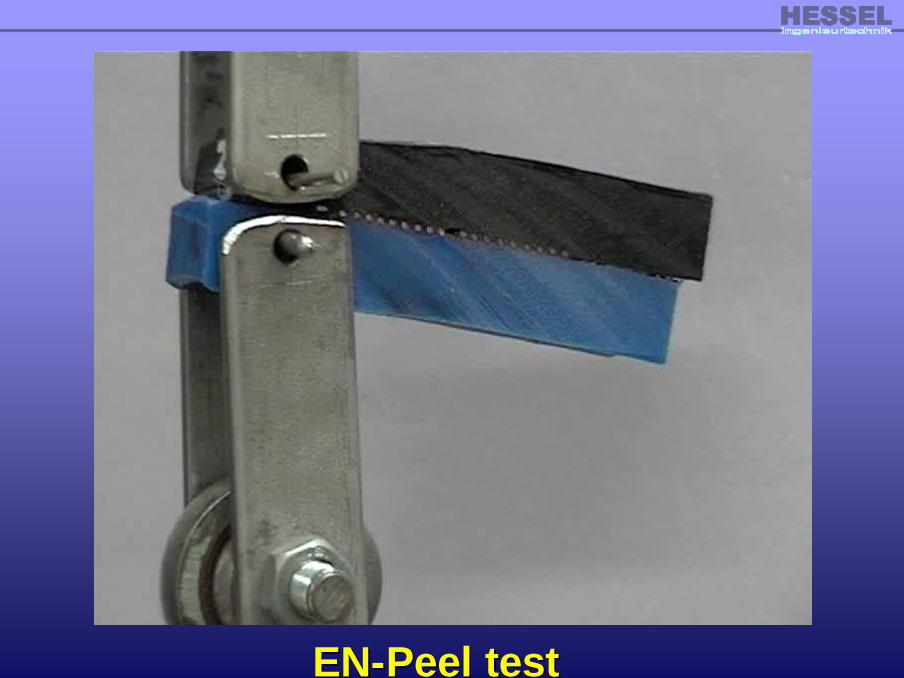
ENEN--PeelPeel testtest

PreparationPreparation of test of test specimensspecimens

ElectrofusionElectrofusion jointjoint afterafter removingremovingspecimensspecimens forfor tensiletensile creep creep teststests
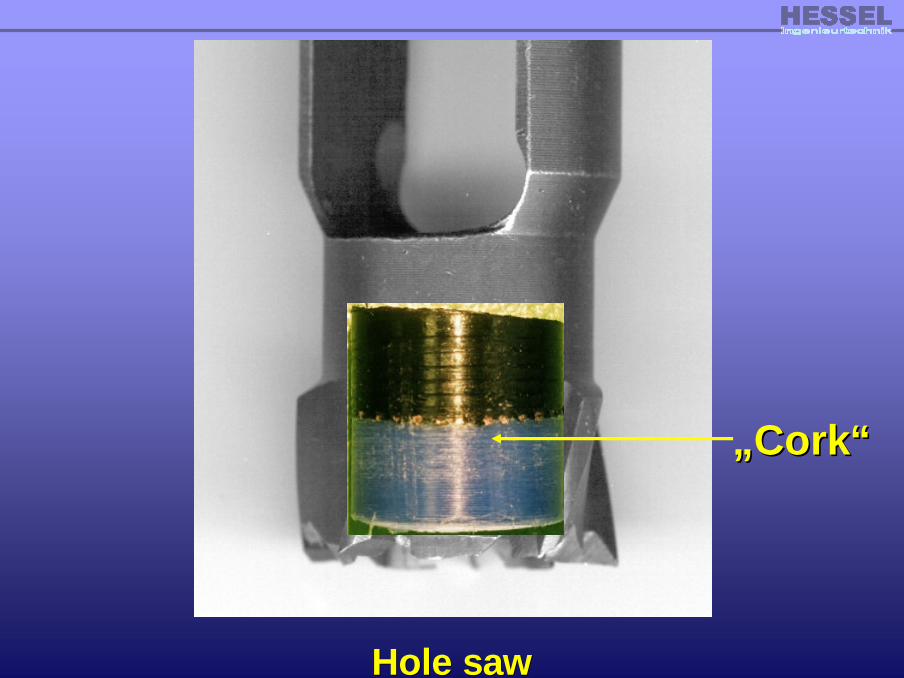
Hole Hole sawsaw
„„CorkCork““
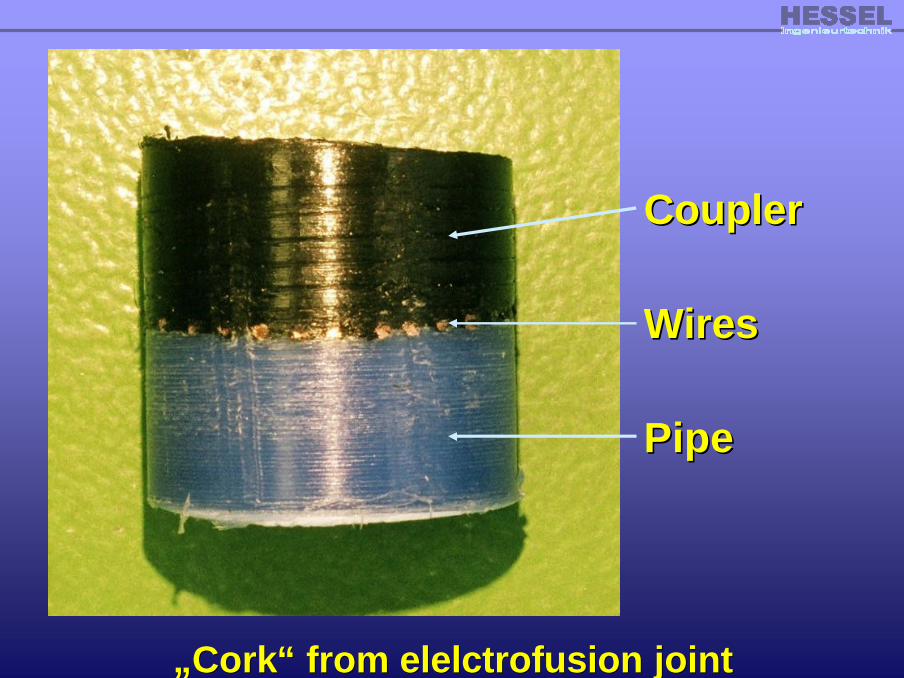
„„CorkCork““ fromfrom elelctrofusionelelctrofusion jointjoint
CouplerCoupler
WiresWires
PipePipe
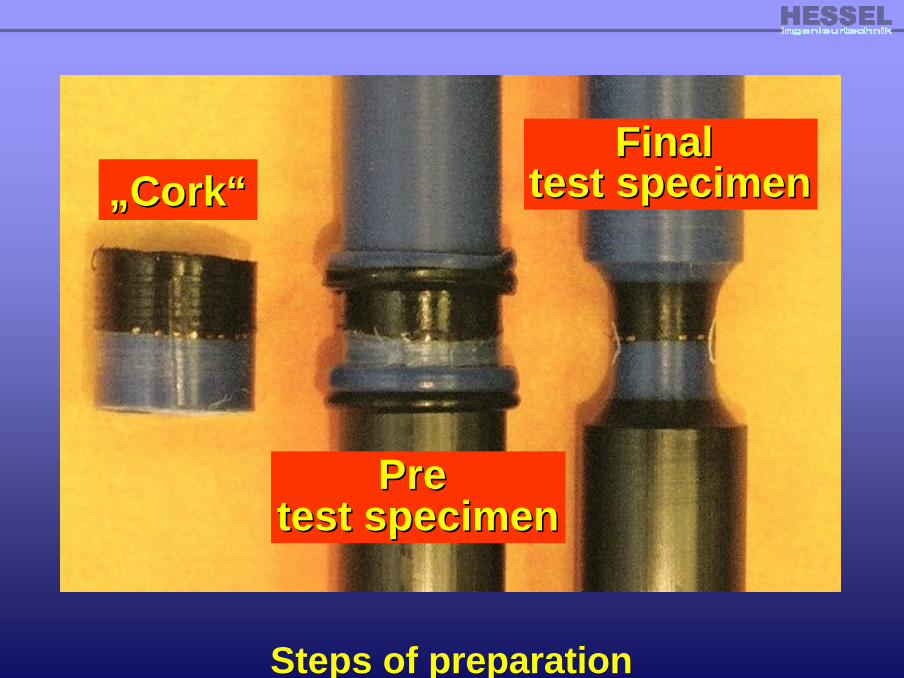
StepsSteps of of preparationpreparation
„„CorkCork““Final Final
test test specimenspecimen
PrePretest test specimenspecimen

PrePre--testtest specimenspecimen forfor tensiletensile creep testcreep test
CouplerCoupler
WiresWires
PipePipe
Extension barExtension barforfor couplercoupler
Extension barExtension barforfor pipepipe
Bu
tt
Bu
tt W
eld
sW
eld
s

Final test Final test specimenspecimen forfor tensiletensile creep testcreep test
CouplerCoupler
WireWire
PipePipe
Extension barExtension barforfor couplercoupler
Extension barExtension barforfor pipepipe
General General aspectsaspects of of fracturefracturebehaviourbehaviour in in tensiletensile creep creep teststestsof of EFEF--jointsjoints
Fügeebene
Heizwendelebene
Rohr
Muffe
Belastung
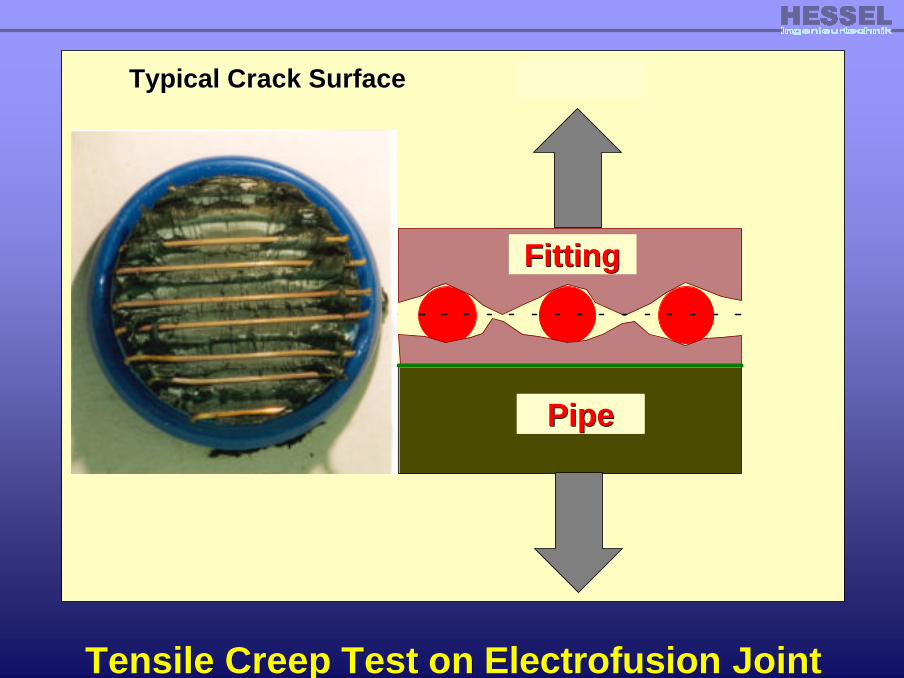
FittingFitting
PipePipeFusion LevelFusion Level
WireWire LevelLevel
TypicalTypical Crack Crack SurfaceSurface
TensileTensile Creep Test on Creep Test on ElectrofusionElectrofusion JointJoint
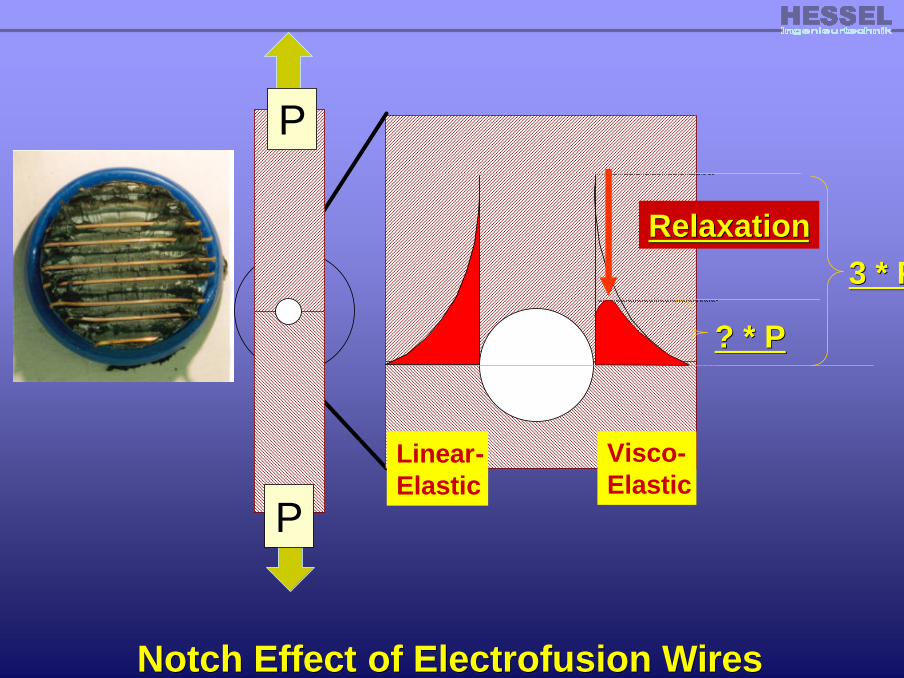
NotchNotch EffectEffect of of ElectrofusionElectrofusion WiresWires
? * P? * P
3 * P3 * PRelaxationRelaxation
Linear-Elastic
Visco-Elastic
P
P