definição de um sistema de gestão de estoque em uma ... · definição de um sistema de gestão...
TRANSCRIPT
FAQ - Faculdade XV de Agosto
Definição de um sistema de gestão de estoque em uma empresa do ramo elétrico
Miguel Antonio Tedeschi
Socorro – 2005
FAQ - Faculdade XV de Agosto
Definição de um sistema de gestão de estoque em uma empresa do ramo elétrico
Aluno: Miguel Antonio Tedeschi Orientador: Prof. Ms. Laszlo Péter Andras Ürményi
Trabalho de Conclusão de Curso apresentado à Faculdade XV de Agosto, curso de Administração de Empresas com Ênfase em Sistema de Informação Gerencial.
Socorro – 2005

Dedicatória
Dedico meu trabalho ao consultor Francisco de Nadai que não mede esforços
para meu crescimento profissional, agregando muito ao conhecimento que eu recebi
na faculdade. E também por contribuir decisivamente para a realização de meu
estágio, em todas as suas fases.
Não poderia deixar de dedicar este trabalho ao Prof. Ms. Laszlo Péter Andras
Ürményi, que durante esses quatro anos de faculdade mostrou extrema dedicação,
e, muito mais que um professor, um grande amigo.

Agradecimentos
Agradeço a Deus por minha perfeição física, à minha família e à minha
namorada, Rita de Cássia de Toledo, por terem me dado incentivos e condições de
cursar uma faculdade.
Aos professores, a dedicação ímpar que nos foi dada, estando sempre
próximos e prontos para o atendimento, de caráter acadêmico ou não, dentro ou fora
da faculdade.
Aos funcionários da FAQ, que sempre mostraram interesse em ouvir e
resolver problemas que cruzaram nossos caminhos.
Aos colegas de classe, de viagem, que durante esses quatro anos de convívio
contribuíram muito para minha formação pessoal e com quem construí um laço de
amizade. Não poderia de deixar de citar a Telma Aline Torricelli, que, se a
considerava especial antes de nossa convivência, depois desses quatro anos, fez
crescer minha admiração pela sua pessoa.
A Stieletrônica Isoladores S/A, por ter me dado oportunidade de desenvolver
este trabalho, ao Engº Luiz Fernando Silva por ter me acompanhado durante o
desenvolvimento.
Muito obrigado a todos.
Resumo
O trabalho teve como objetivo encontrar a(s) melhor(es) ferramenta(s) para o controle de estoques de uma empresa de produção de chaves para instalações elétricas. Empresas desse ramo fogem ao padrão de administração de estoque de matéria-prima por possuírem produção sob encomenda e materiais fabricados especificamente para um determinado produto. Tendo sido realizado um levantamento das vendas, no período de 01 de janeiro de 2004 até 30 de junho de 2005, foi calculada a previsão de demanda através de regressões e análise de mercado. O resultado obtido foi insatisfatório, por isso foram necessárias algumas adaptações das ferramentas de administração de materiais para poder aplicar neste caso. Ao invés de usar a previsão de demanda, foi analisado o consumo de matéria-prima no período, em porcentagem, em freqüência média e os materiais de consumo ininterrupto para poder aplicar as ferramentas, como Lote Econômico de Compras, Demanda Média e Estoque de Segurança entre outras. Os resultados e os números obtidos exibem grande dificuldade na prática da administração de estoque para este tipo de produção.

Sumário
1 – Introdução --------------------------------------------------------------------------------- 08 1.1 – A empresa -------------------------------------------------------------------------- 09 1.1.1 – Os produtos ------------------------------------------------------------------ 09 2 – Referencial teórico ----------------------------------------------------------------------- 11 2.1 – Processo de manufatura -------------------------------------------------------- 11 2.1.1 – Processos por projeto ----------------------------------------------------- 11 2.1.2 – Processos de Jobbing ----------------------------------------------------- 11 2.1.3 – Processos por lotes -------------------------------------------------------- 11 2.1.4 – Processos de produção em massa ------------------------------------ 12 2.1.5 – Processos contínuos ------------------------------------------------------- 12 2.2 – Estoques ---------------------------------------------------------------------------- 12 2.2.1 – Tipos de estoques ---------------------------------------------------------- 13 2.2.2 – Decisões de estoque ------------------------------------------------------ 14 2.3 - Ferramentas de decisão de estoque ------------------------------------------ 14 2.3.1 – Custo de Carregamento (CC) ------------------------------------------- 14 2.3.2 – Lote Econômico (LEC) ---------------------------------------------------- 15 2.3.3 – Desvio Padrão ( ) -------------------------------------------------------- 15 2.3.4 – Estoque de Segurança (ES) --------------------------------------------- 15 2.3.5 – Ponto de Reposição (PR) ------------------------------------------------- 16 2.4 – Previsão de Demanda ------------------------------------------------------------ 17 2.4.1 – Características dos métodos de previsão ---------------------------- 17 2.4.2 – Classificação dos métodos de previsão ------------------------------- 18 2.5 – Correlação e regressão----------------------------------------------------------- 19 2.5.1 – Correlação linear ------------------------------------------------------------ 19 2.5.2 – Correlação de séries temporais------------------------------------------ 19 2.5.3 – Teoria amostral de correlação ------------------------------------------- 19 2.5.4 – Coeficiente de Perason ---------------------------------------------------- 20 3 – Metodologia ------------------------------------------------------------------------------- 21 3.1 – Desenvolvimento do estudo de caso ----------------------------------------- 21 3.1.1 – Venda de produtos por mês --------------------------------------------- 22 3.1.2 – Consumo por mês ---------------------------------------------------------- 22 3.1.3 – Porcentagem de consumo por mês ------------------------------------ 22 3.1.4 – Freqüência de consumo por mês --------------------------------------- 22 3.1.5 – Se houve consumo ou não no mês ------------------------------------ 23 3.1.6 – Valor de consumo por mês ----------------------------------------------- 23 3.1.7 – Consumo máximo por mês ----------------------------------------------- 23 3.1.8 – As decisões de controle de estoque ----------------------------------- 24 3.1.9 – O Cálculo do Lote Econômico de Segurança ----------------------- 25 4 – Os resultados ----------------------------------------------------------------------------- 26 5 – Análise dos resultados ----------------------------------------------------------------- 29 6 – Considerações finais -------------------------------------------------------------------- 30

Referências bibliográficas ------------------------------------------------------------------ 32 Anexo I – Demanda de chaves por mês ------------------------------------------------ 33 Anexo II – Consumo de material por mês ----------------------------------------------- 38 Anexo III – Consumo de material em porcentagem ---------------------------------- 39 Anexo IV – Freqüência de consumo de material por mês -------------------------- 40
Anexo V – Consumo de material por mês sim/não

8
1 - Introdução A falta de ferramentas para o controle do estoque da montagem de chave
ocasiona atrasos na entrega de produtos, causa complicações na administração da
produção, estoques altos, capital de giro muito alto e dificuldades de planejamento
de produção. Foi realizado um estudo de caso que relata quais as melhores ferramentas
para o controle de estoque da montagem de chaves da empresa Stieletrônica
Isoladores S/A. As ferramentas envolvidas na pesquisa foram: Regressão
Geométrica, Linear, Exponencial, Logarítmica; Ponto de Reposição; Demanda
Média; Estoque de Segurança; Compra Programada; e Manutenção (no sentido de
manter) de Estoques. Como a produção é feita sob encomenda, a previsão de
vendas acaba se tornando pouco eficiente, gerando diversos complicadores na
administração do estoque.
O problema levantado foi: Qual a melhor ferramenta de controle para o
estoque de matéria-prima da montagem de chaves?
Com base no problema apresentado, foi definido o objetivo de apontar qual o
melhor método de controle de estoque de matéria-prima de montagem de chave na
Stieletrônica Isoladores S/A.

9
1.1 - A empresa
O estágio foi realizado na Stieletrônica Isoladores S/A, empresa do ramo
cerâmico/elétrico, localizada na cidade de Monte Alegre do Sul - SP. Possui em
torno de 90 funcionários, tem como clientes empresas privadas e estatais de
distribuição de energia, como por exemplo, a CPFL, a ELEKTRO e a CEMIG.
Também são exportados produtos para Grécia, Cuba, Estados Unidos e Argentina,
entre outros.
1.1.1 - Os Produtos A empresa produz isoladores de porcelana e chaves para fins de instalações
elétricas, tais como: postes de luz e subestações. Os produtos seguem padrões
determinados, ora por cliente, ora por norma da ABNT (Associação Brasileira de
Normas Técnicas). Os isoladores são mais simples, tendo um número bem menor
de produtos e raros casos de desenho específico do cliente. Na montagem de
chaves, seguem-se padrões mais específicos, algumas alterações são de diâmetro
de furação ou comprimento de parafusos. Devido à necessidade de seguir os
padrões, existe uma grande variedade de produtos com pequenas alterações dentro
de seu grupo. Esses padrões são enviados junto com o pedido de venda, em forma
de desenhos e normas técnicas específicas de cada cliente ou empresa, à qual ele
presta serviço. Um outro fato relevante na administração do estoque é a fabricação
de componentes (materiais) exclusivos. Os produtos são confeccionados sob
encomenda, proporcionando uma enorme diversidade de componentes, sendo o
controle de estoque um ponto estratégico para o desenvolvimento dos objetivos de
produção. Por esse motivo, o trabalho foi desenvolvido no estoque de componentes.
Após a fabricação, os produtos são selecionados ao acaso, em grupo de
aproximadamente quatro, que são submetidos ao controle de qualidade com
realização de ensaios determinados por normas, especificações técnicas e
acompanhamento de engenheiro enviado pelo cliente. Exemplo de testes: Tensão
Aplicada Suportável a seca e sob chuva; Elevação de Temperatura, Tensão
Aplicada a Alta Freqüência, Ensaios de Resistência Mecânica e outros.
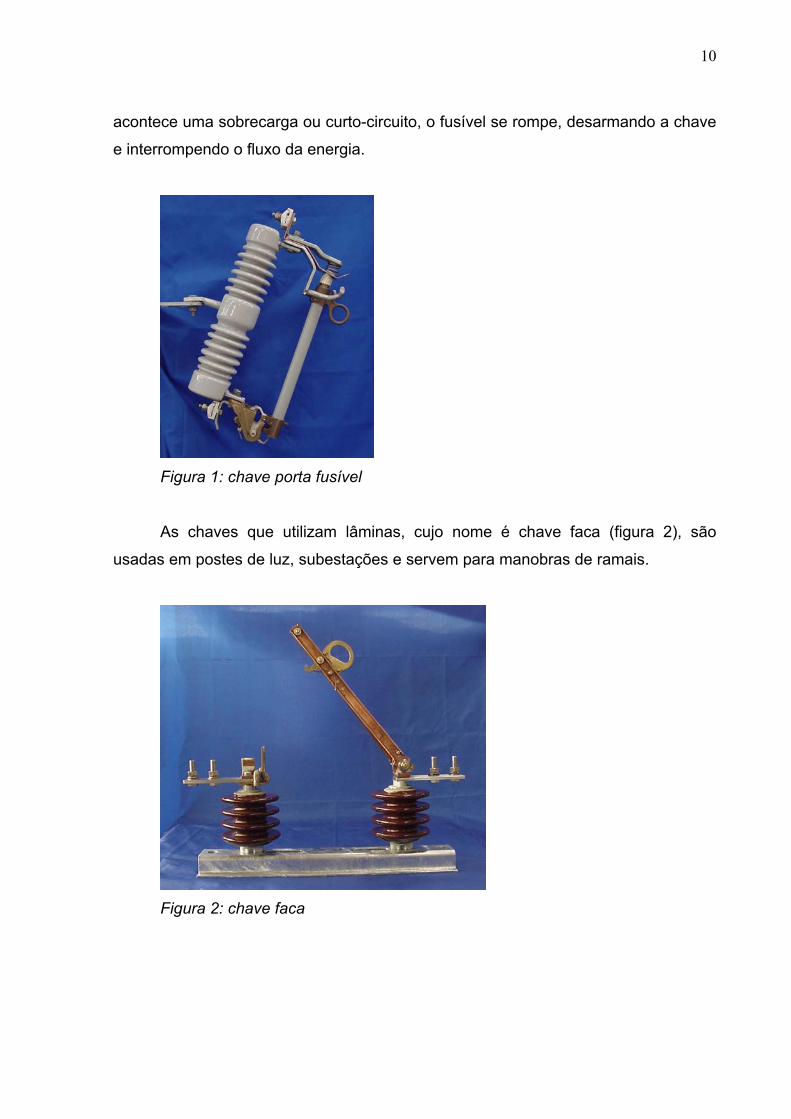
As chaves têm, a princípio, duas utilidades: Proteção e Manobra.
As chaves porta fusível, como exibido na figura 1, são utilizadas geralmente
em postes de luz e servem de proteção contra carga excessiva de energia. Quando
10
acontece uma sobrecarga ou curto-circuito, o fusível se rompe, desarmando a chave
e interrompendo o fluxo da energia.
Figura 1: chave porta fusível
As chaves que utilizam lâminas, cujo nome é chave faca (figura 2), são
usadas em postes de luz, subestações e servem para manobras de ramais.
Figura 2: chave faca

11
2 - Referencial Teórico Nesta seção será apresentado o referencial teórico. Base para o estudo,
aplicação e desenvolvimento do projeto. 2.1 - Processo de Manufatura Segundo Slack et al (1999, p. 104), o tipo de processo de manufatura utilizado
em uma empresa depende do volume e da variedade de produtos que oferece.
Os processos de manufatura são divididos em cinco tipos:
1 – Projeto
2 – Jobbing
3 – Lotes
4 – Produção em Massa
5 – Contínuos
2.1.1 - Processos por Projeto De acordo com Slack et al (1999, p. 105), o processo de manufatura por
projeto apresenta muito baixo volume e grande variedade de produtos, são comuns
customizações. Os produtos têm partes ou todo definidos pelo cliente, tornando os
mesmos bastante particulares. Geralmente têm tempo de produção longo e
tendência a preço elevado. A essência do projeto é que cada um deles tem começo
e fim determinados.
2.1.2 - Processos de Jobbing
Parecido com o processo de projeto, o Jobbing também possui baixo volume
e grande variedade. A diferença entre eles é que nesse caso são compartilhados os
recursos de produção com outros produtos, diferenciando-se pelas necessidades
exatas. Possui pouca repetição de trabalhos, chegando muitas vezes a ser único
(SLACK et al, 1999, p. 105-106).
2.1.3 - Processos por Lotes
Conforme Slack et al (1999, p. 106), neste tipo de processo de manufatura,
produzido em lotes, os quais podem variar de três peças a lotes grandes. Pode
12
repetir produtos, não sendo fabricados uma única vez como nos processos
anteriores. Possui volume e variedade médios.
2.1.4 - Processos de Produção em Massa Segundo Slack et al (1999, p. 106), em grande volume e com pequena
variedade, as variações de seus produtos não geram grandes alterações nos
processos básicos da produção.
2.1.5 - Processos contínuos Para Slack et al (1999, p. 106-107), esses processos possuem volume ainda
maior e variedade mais baixa que o processo de produção em massa, chegando, em
alguns casos a ser realmente ininterrupto. Tem uso mais comum em casos de
necessidade de suprir uma demanda sem parada em empresas de produtos que
sofrem pouca alteração tecnológica.
A montagem de chaves da Stieletrônica Isoladores S/A se enquadra mais no
Processo por Lotes, apesar de também ter variáveis de outros, como processo por
Projeto ou por Jobbing. Os produtos são feitos em lotes sob encomenda do cliente.
Depois de realizado um projeto, fica arquivado e poderá ser reutilizado, bastando
apenas a aprovação do cliente que irá averiguar se não houve alterações em sua
norma.
2.2 - Estoques Conforme Slack et al (1999, p. 278), entende-se por estoque a quantidade de
material, objeto ou produto armazenado, seja de matéria-prima, material em
processo, produto acabado, insumos, manutenção, etc.
Os estoques têm finalidades, valores e administração diferentes, dependendo
de sua utilização na empresa. Os estoques mais importantes e os que serão
tratados neste trabalho são: estoque de Produtos Acabados, estoque de
Componentes (geralmente material em processo ou material semi-acabado) e
estoque de Matéria-Prima.
Slack et al (1999, p. 279-282) aponta alguns motivos para se manter
estoques: evitar que a produção pare e a empresa deixe de vender por falta de

13
produtos. Os estoques servem como segurança para os casos como perdas,
oscilações na produção, quebra de máquinas, falta de funcionário, vendas
imprevistas etc.
Para Bowersox e Closs (2001, p. 223 - 224), o estoque tem um papel muito
importante na administração da empresa, servindo para amenizar oscilações de
mercado, atrasos de mercadoria, despesas de fretes, etc. mas também sua
armazenagem gera despesas como capital de giro empatado, custos de seguros,
obsolescência, deterioração, entre outros gastos que reduzem a lucratividade. Os
estoques exigem muita atenção em relação a funcionalidade da empresa, para isso
existem regras para gerenciamento e administração.
Para Ballou (2004, p. 200 - 201), se fosse conhecida a demanda do produto,
não precisaria de materiais armazenados. Quanto mais precisa for a previsão de
demanda, mais simples de controlar os estoques. Como, praticamente não existe
previsão de demanda exata, as empresas utilizam de estoques para reduzir os
efeitos causados pelas variações de oferta e procura e, consequentemente,
aumentar seus lucros. Assim sendo, a estocagem acaba sendo mais uma
conveniência econômica do que uma necessidade.
2.2.1 - Tipos de estoques Existem quatro tipos de estoques, a saber:
1 – Estoque de segurança: também citado por alguns autores como “estoque
isolador”, serve como precaução contra variações de fornecedores e demanda. Por
ser praticamente impossível para a maioria dos ramos de atividade saber a
quantidade exata que será vendida em determinado período, ou também saber
quando o fornecedor vai falhar com sua obrigação, é mantido um saldo para cobrir
eventualidades (SLACK et al, 1999, p. 281).
2 – Estoque de ciclo: é usado quando um ou mais estágios da produção não
conseguem fabricar todos os itens ao mesmo tempo. Nesse caso, se fabrica uma
produção X que suprirá a necessidade desse material até que se possa fabricá-lo
novamente(SLACK et al, 1999, p. 281).
3 – Estoque de antecipação: é indicado para empresas com produtos com
demandas grandes concentradas em determinado período. Como sorvetes que têm
consideráveis quedas em períodos de frio. Para evitar reestruturações grandes a
cada temporada de calor ou frio, a empresa pode ir produzindo no decorrer do ano,

14
estocando produtos para quando chegar a demanda excessiva. Esse tipo de
estoque requer muitos cuidados por parte de empresas de produtos perecíveis,
produtos com modismos muito influentes e quanto ao valor para estocar materiais
que requerem condições especiais (SLACK et al, 1999, p. 281).
4 – Estoque de canal: são materiais em fase de processo em uma empresa
diferente da que o gerou ou vai consumir. Geralmente utilizado para distribuição,
para produtos em consignação ou terceirização de serviços. O material ou produto
estocado não pertence à empresa que o está estocando. Pode estar alocado em
uma distribuidora, transportadora, ou estar sendo feito um beneficiamento em cima
do material (SLACK et al, 1999, p. 281-282).
2.2.2 - Decisões de estoque
Para Slack et al (1999, p. 282 - 285), manter estoque evita que pare a
produção ou perca venda por falta de produto, mas em contrapartida tem um custo
em se manter estoque. Materiais e produtos estocados representam dinheiro parado,
que poderia ser empregado em melhorias e/ou lucro para a empresa. Por esse
motivo, o controle de estoque é tão importante para a empresa.
Para o controle de estoque é necessário dispor de duas informações: quanto
e quando pedir. Quanto mais precisas forem essas informações, melhor será o
controle de estoque.
2.3 - Ferramentas de decisão de estoque Neste trecho será abordado algumas ferramentas para administração de
estoques.
2.3.1 - Custo de carregamento (CC) Segundo Fernandes (2003), é o valor de estocagem do material. Custo de
Armazenagem (CA) somado ao Custo de Capital (CP) que é a taxa de aplicação ou
empréstimo (i), multiplicado pelo preço de compra do item (p). As fórmulas são:
CP = i * p
CC = CA + CP
15
Na Stieletrônica os cálculos produziram o seguinte resultado:
i = 0,56% (juros médio de poupança)
CA = (‘salário hora do funcionário que faz o recebimento’ + ‘90% de
encargos’) * (‘tempo de contagem e armazenagem para 100 unidades’ / 100)
2.3.2 - Lote Econômico (LEC) Segundo Fernandes (2003) e Corrêa, Gianesi e Caon (2001, p. 57 – 59), este
indicador leva em conta o melhor equilíbrio entre quantidade a pedir e o custo da
compra.
2 * P * D / CC LEC =
Na fórmula temos:
P custo de fazer o pedido é a soma de todos os gastos com o pedido de
compra. Por exemplo: papel, tinta de impressora (se for impresso o pedido) etc.
D demanda é a quantidade consumida em um determinado período.
CC custo de carregamento, que foi explicado no item anterior.
O Custo de Carregamento foi resolvido no item acima.
2.3.3 - Desvio Padrão ( ) Segundo Fernandes (2003), é a variação da demanda ou consumo de um
item no decorrer de um período. Sua fórmula é:
=n - 1
(D1-Média)2 + (D2-Média)2 + ... (Dn-Média)2 +
2.3.4 - Estoque de Segurança (ES) Também chamado de estoque mínimo, é a quantidade a manter no estoque
para garantir o abastecimento caso o fornecedor atrase a entrega ou a previsão não
tenha sido perfeita.( FERNANDES 2003).
FS * (LT / PP)
ES =

16
Onde FS é o Fator de Segurança, ou seja, o nível de serviço que se pretende
atender. Provém de uma tabela, como se mostra abaixo:
FS – Função Normal Nível de Serviço Fator de serviço
50% 0 60% 0,254 70% 0,525 80% 0,842 85% 1,037 90% 1,282 95% 1,645 96% 1,751 97% 1,880 98% 2,055 99% 2,325
99,90% 3,100 99,99% 3,620
Tabela 1: Fator de Segurança
Fonte: FERNANDES (2003)
Para os levantamentos do estágio, trabalhamos com nível de serviço de 85%.
, esse símbolo é do desvio padrão tratado no item acima.
LT é o Lead Time, tempo entre a colocação do pedido e o recebimento do
material. É função de tipo de materiais e fornecedores.
PP é periodicidade, escala de tempo com que se calculou o desvio padrão.
No estágio, o PP é de 30 dias.
2.3.5 - Ponto de Reposição (PR) Conforme Fernandes (2003), é a quantidade que indica a hora de fazer nova
compra. Existem ferramentas de administração de estoque que se baseiam no
tempo para fazer compras, por exemplo: 14 t a cada 15 dias. Outras ferramentas se
baseiam em quantidade: quando o estoque atinge uma determinada quantidade, faz-
se novo pedido de compra. O Ponto de Reposição indica justamente a quanto deve
chegar o estoque para se efetuar o pedido de compra. Sua fórmula é:
17
PR = (LT * D) + ES
Onde:
LT significa Lead Time
D é a Demanda
ES é Estoque de Segurança
Todos esses itens foram abordados anteriormente.
2.4 – Previsão de Demanda Segundo Moreira (2004, p. 317), qualquer tipo de atividade ou tamanho de
empresa utiliza previsão de maneira formal ou informal. Quando o dono do
mercadinho escolhe no catálogo o que e quanto comprar, está tomando uma
decisão com base no que ele ‘acha’ (prevê) que vai vender ‘logo’. As decisões
variam em função de fatores:
- quanto e quando fabricar;
- que produtos o mercado irá aceitar agora e no futuro;
- tecnologia empregada;
- investimentos;
- ampliação de patrimônio e pessoas;
- compra de matéria-prima; etc.
Embora existam muitas previsões que utilizam dados dos mais diferentes
tipos, a previsão de demanda é fundamental para qualquer empresa. Com base
nesses valores é que se programam todos os outros.
2.4.1 – Características dos métodos de previsão Segundo Moreira (2004, p. 318), existem vários métodos de previsão de
demanda que podem ser usados, dependendo de alguns fatores, dos quais os dois
principais são:
1 – disponibilidade de dados, tempos e recursos – são as pessoas, os
equipamentos e, principalmente dos dados numéricos precisos;
2 – horizonte de previsão – conforme o método utilizado é o prazo que se
espera como resultado.
Os métodos têm algumas características em comum:

18
a) os métodos geralmente se baseiam em dados históricos para gerar
provisões futuras com o uso de regressões;
b) quanto maior o horizonte futuro, maior a probabilidade de erros.
2.4.2 – Classificação dos métodos de previsão Conforme Moreira (2004, p. 318-321), a classificação mais simples é quanto
ao tipo de abordagem da previsão. Os dois tipos podem ser:
1) Qualitativos – são baseados em julgamentos de pessoas direta ou
indiretamente envolvidas com o produto e que tenham condições de opinar sobre as
vendas. O método não tem um modelo específico e é muito usado quando não
possui dados para análises. As decisões podem ser tomadas por executivos da
área, do setor comercial em geral, que têm uma base de como se comportará o
mercado. A característica marcante dessa situação é o talento dos profissionais
envolvidos na decisão. As de cisões podem ser tomadas também pelo pessoal de
marketing, que cria uma nova propaganda e uma previsão de quanto espera vender.
O problema desse método é que nem sempre se vende o que os vendedores
esperavam. A terceira forma de decisão, usando o modo qualitativo, é uma pesquisa
direta com os clientes, geralmente com formulários. Se escolhida a forma certa de
conseguir a informação, se possuir um questionário bem elaborado e se atingir um
público certo, as chances de resultados positivos são grandes.
2) Quantitativos – também chamados de métodos matemáticos, são os que
se baseiam em valores numéricos para chegar a um resultado. Permite um maior
controle sobre desvios e erros. O método causal é usado quando a demanda do
produto está vinculada a fatores como PIB (Produto Interno Bruto), crescimento
industrial, cotação do dólar, etc. Através do conhecimento desses fatores,
geralmente em valores, é possível prever quanto irá variar a venda dos produtos. O
outro método é o de séries temporais, que se baseia em dados históricos para gerar
regressões. Quando os cálculos de regressão resultam em uma equação cujo
ajustamento consegue representar ao menos 75% dos pontos reais da série, então
será possível efetuar projeções analíticas e estimar de forma aceitável os valores
futuros.

19
2.5 – Correlação e regressão Segundo Spiegel (1993, p. 359), quando todos os valores das variáveis
satisfazem exatamente uma equação, pode dizer que há correlação perfeita ou que
as variáveis estão perfeitamente correlacionadas. Correlação e regressão simples é
quando existem somente duas variáveis, quando são mais de duas é correlação e
regressão múltipla.
2.5.1 – Correlação Linear Para Spiegel (1993, p. 359 - 360), sendo que X e Y representam as duas
variáveis consideradas, um diagrama de dispersão mostra a localização dos pontos
em um sistema de coordenadas retangulares. Se todos os pontos desse diagrama
ficarem próximos de uma reta, a correlação é considerada Linear.
Conforme Spiegel (1993, p. 360), se os valores de X forem crescendo na
medida que cresce também o valor de Y, então a correlação é considerada direta ou
positiva. Caso os valores de X diminuírem enquanto aumenta os valores de Y a
correlação é denominada inversa ou negativa.
2.5.2 – Correlação de série temporais De acordo com Spiegel (1993, p. 368), se as variáveis de X e Y, dependem
do tempo, pode ser que exista uma relação entre elas, mesmo que essa não seja
uma dependência direta e que possa conduzir a uma “correlação sem sentido”.
Consegue-se o coeficiente de correlação pela simples consideração dos pares de
valores correspondentes as várias épocas. Se denomina autocorrelação o fato de
tentar correlacionar os valores de uma variável X, em certas épocas, como os
correspondentes de Y, em ocasiões anteriores.
2.5.3 – Teoria amostral da correlação Para Spiegel (1993, p. 368), os N pares de valores X e Y , de duas variáveis
constituem uma amostra. Como são duas variáveis implicadas, é denominada
bidimensional e admite-se que ela represente uma distribuição normal bidimensional.
20
2.5.4 – Coeficiente de Pearson Para Levin (1979, p. 215 – 220) e Shimakura (s. d.), o mais eficiente
instrumento para estabelecer uma correlação é o coeficiente de Pearson. Ele
quantifica a força de associação linear entre duas variáveis, e portanto descreve
quão bem uma linha reta se ajustaria através de nuvem de pontos. O coeficiente de
correlação de Pearson é definido como:
Se os pontos caem exatamente sobre uma linha crescente então , e se
eles caem exatamente sobre uma linha decrescente, . Caso o resultado
seja baixo (menos que 0,75), não tendo outro método, utilize-o com ressalva.
Perason também pode ser usado para valor temporal logo subseqüente.

21
3 - Metodologia
Estudo de caso usando como ferramenta de informática o Microsoft Access,
onde se encontram os dados e onde foram aplicadas as fórmulas.
Estudo de caso é uma técnica, onde se faz uma pesquisa sobre um caso
particular, para tirar conclusões sobre princípios gerais daquele caso específico.
(SIMON, s. d).
Foi realizado um levantamento de previsão de demanda por regressões,
análise da possibilidade de controlar estoque usando Ponto de Reposição e Estoque
de Segurança. Para caso negativo, controlar apenas com Estoque de Segurança e
Demanda Média como indicadores de compra. Em terceira possibilidade a Compra
Programada de Materiais, usando-se um planejamento de necessidade de materiais
para programar a compra. E como última solução, manter estoques, calculando-se a
quantidade a ser estocada baseando-se no consumo máximo atingido, e de seu
valor financeiro.
3.1 - Desenvolvimento do estudo de caso A empresa não faz previsão de demanda, apenas se baseia em vendas atuais
para refazer o estoque. Utiliza da experiência da diretoria para analisar o mercado, e
considera incentivos governamentais ou estatais para expansão de energia como o
Programa Luz Para Todos (hoje Programa de Universalização do Acesso e Uso da
Energia Elétrica), criado pela CPFL Paulista. Deve-se levar em conta que não
existem clientes fiéis nessa área. Para todo investimento é feita uma cotação,
ganhando quem tiver o melhor preço, não existindo diferencial no produto de uma
empresa para outra por se usar os padrões dos clientes. Por ser vendido para o
mundo todo, não é possível avaliar fatores relevantes em todo o mundo.
O método de regressões não pode ser usado devido a produção ser sob
encomenda. No período em estudo, de dezoito meses, foram faturados 117 produtos
diferentes, o que não representa nem 15% dos produtos do cadastro. Dos 117
produtos, apenas 13 apresentaram condições para ser testada a viabilidade das
regressões.
Foi levantada a demanda de produtos e o consumo de materiais, no período
de janeiro de 2004 até junho de 2005, totalizando um período de 18 meses de
dados, com os seguintes apontamentos:

22
• Venda de produtos por mês
• Consumo por mês
• Porcentagem de consumo por mês
• Freqüência de consumo por mês
• Se houve consumo ou não no mês
• Valor de consumo por mês
• Consumo máximo por mês
3.1.1 - Venda de produtos por mês A venda de produtos foi conseguida, obtendo-se o código e quantidade do
produto na tabela de faturamento. Os valores de 2005 já constavam com código no
sistema da empresa. Os valores do ano de 2004 tiveram de ser levantados, nota por
nota, levando-se em conta desenho e cliente para apropriar o código. Ver Anexo I p.
33
3.1.2 - Consumo por mês Para se obter a quantidade de consumo de cada mês, foi feita uma explosão
da quantidade de produtos vendida, de seus respectivos componentes e
quantidades. Dessa maneira está se levando em conta a demanda dependente1.
Esse levantamento, base para várias ferramentas, serve para muitos cálculos e para
outros levantamentos. Ver Anexo II p. 38
3.1.3 - Porcentagem de consumo por mês Utilizando o consumo por mês, é feita uma porcentagem de consumo para
cada mês, conseguindo-se assim uma visão do comportamento mensal de cada
material. Ver Anexo III p. 39
3.1.4 - Freqüência de consumo por mês Esse cálculo tem a seguinte fórmula:
(100/18) +/- 4
Onde:
100 indica 100%, ou seja, consumo total do material;
1 A demanda dependente é o consumo baseado no consumo do material ao qual ele serve de matéria-prima.

23
18 o número de meses do período, de janeiro de 2004 até junho de
2005;
(100/18) é a porcentagem média de consumo do material;
4 é o fator de variação aceito dentro da freqüência;
+/- 4 são os indicadores mínimos e máximos de freqüência.
O mês que o material se enquadrou na freqüência, recebeu valor 1.
Ver Anexo IV p. 40
3.1.5 - Se houve consumo ou não no mês Apenas leva em conta se o consumo foi maior que zero naquele mês. Serve
para verificar quais materiais têm consumo contínuo ou quais são consumidos
poucos meses por ano. Esse apontamento servirá para indicar os materiais que
devem ter um estoque, mesmo que não apresentem freqüência estável. O mês que
o material teve consumo recebeu valor 1. Ver Anexo V p. 41
3.1.6 - Valor de consumo por mês Mostra o quanto em dinheiro foi consumido por mês em cada material. É
simplesmente a quantidade consumida multiplicada pelo preço unitário de estoque.
O preço unitário de estoque é conseguido através do preço unitário de compra
multiplicado por impostos (IPI e ICMS), e o valor rateado do frete. O rateio de frete é
feito em cima do valor do material.
3.1.7 - Consumo máximo por mês Este valor é obtido através de uma explosão semelhante àquela que se obtém
no consumo por mês, mas é colocada a quantidade máxima que se consegue
produzir de cada subgrupo de material. Os subgrupos são os três primeiros números
do código do produto, por exemplo, 12.1. As variações dos produtos dentro de cada
grupo são pequenas, podendo ser usada a quantidade montada para o grupo como
referência para cada produto. O valor máximo de consumo de cada material é
multiplicado por 22, número obtido através do arredondamento do seguinte calculo:
(‘quantidade de dias no ano’ / (‘quantidade de semanas no ano’ * 2 ) ) / ‘número de
meses no ano’
O 2 da fórmula representa sábado e domingo. Substituindo em números,
encontramos:
24
( 365 / ( 53 * 2 ) ) / 12
3.1.8 – As decisões de controle de estoque Para se conseguir tomar alguma decisão de estoque, foi preciso fazer uma
adaptação das ferramentas de administração nos matérias por consumo médio. Foi
dividido o consumo de materiais em quatro situações. Os itens que forem se
enquadrando em uma situação não serão avaliados nas situações posteriores.
Temos as seguintes situações:
1. Materiais com soma de Freqüência de Consumo > 12;
2. Materiais com Consumo ou Não no mês > 15;
3. Materiais com Lead Time > 30 dias;
4. Materiais com compra programada.
A situação 1 indica materiais que apresentam consumo relativamente
freqüente e que podem ser controlados sem maiores levantamentos. Nesse caso
foram usados o Ponto de Reposição e o Lote Econômico de Compra.
A situação 2 exibe os materiais que têm consumo em muitos meses, mas não
seguem uma freqüência determinada, variando muito de mês para mês. Para esses
casos, é importante que se mantenha sempre um estoque médio para suprir a
maioria das necessidades. Os mais indicados foram também o Ponto de Reposição
e o Lote Econômico para o controle.
A situação 3 mostra materiais que possuem um Lead Time acumulado muito
complicado. Esses materiais são beneficiados interna ou externamente. Juntando o
Lead Time de fabricação da peça mais o Lead Time de compra da matéria-prima,
ultrapassam o tempo de entrega do produto. Para essa situação mantém-se um
estoque da matéria-prima na quantidade suficiente para cobrir a Demanda Média do
material de maior consumo.
A situação 4 indica que os materiais não se enquadraram em nenhuma das
anteriores, têm um caráter específico, e que só devem ser adquirido através de um
cálculo de necessidades após o pedido entrar em carteira.

25
3.1.9 – O Cálculo do Lote Econômico de Segurança O cálculo do Lote Econômico de Segurança, usado nos materiais com soma
de Freqüência de Consumo > 12 e materiais com Consumo ou Não no mês > 15,
ficou assim:
Para o custo de fazer o pedido (P) entrou:
o Papel de impressão: R$ 70,00 caixa de 3000 folhas = 0,0233 cada
folha. No pedido são usadas três folhas.
o Fita de impressora: R$ 3,50 cada fita. São trocadas três fitas por mês.
Utilizam-se aproximadamente 1000 folhas de papel por mês,
resultando em: 3,50 * 3 / 1000
o Horas homens: um funcionário com salário hora de R$ 7,00. Para um
pedido se gasta aproximadamente meia hora. Então: 7,00 / 2
o Fax 1 – papel: R$ 4,80 a bobina de 30 metros. Cada confirmação de
envio no fax consome 7 centímetros de papel, resultando em: 4,80 / 30
* 0,70.
o Fax 2 – ligação: média de R$ 0,60 por ligação.
Resumidamente, temos:
Papel de impressão 0,0699
Fita de impressão 0,0105
Hora homens 3,5000
Papel do fax 0,1120
Ligação de telefone 0,6000
Total 4,2924
A Demanda foi o somatório do consumo dos 18 meses dividido por 18 para
cada material.
26
4 - Os resultados As previsões de demanda, tanto com as regressões (geométrica, linear,
exponencial e logarítmica), quanto com a possibilidade de pesquisa de mercado, se
mostraram pouco eficientes, levando a adaptações das ferramentas para o controle
do estoque. Com o levantamento e análise dos dados foram obtidos os seguintes
números:
A tabela de produtos de chaves possui 847 itens, dos quais 117 foram
faturados no período em estudo.
A tabela de materiais de chaves possui 895 itens, dos quais 512 constaram
como componentes ou matérias-primas dos produtos.
Nas situações analisadas ficaram assim:
1ª – situação: Materiais com soma de Freqüência de Consumo > 12
Enquadraram-se 45 materiais;
2ª – situação: Materiais com Consumo ou Não no mês > 15
Enquadraram-se 15 materiais;
3ª – situação: Materiais com Lead Time > 30 dias
Enquadraram-se 100 materiais;
4ª – situação: Materiais com Compra Programada
Enquadraram-se 352 materiais.
Para 512 materiais que apresentaram consumo nos 18 meses de
levantamento, 60 apresentaram condições para controle de estoque. Esse resultado
representa 11,72% dos materiais consumidos no período e 6,70% da tabela de
materiais toda. 100 materiais tem necessidade de manter uma quantidade em
estoque devido ao seu Lead time muito longo, embora não possuam uma freqüência
de consumo. E os outros 352 materiais devem ser comprados/fabricados apenas no
momento da confirmação do pedido de venda.

27
������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
15 45
100
352
Freqüência de Consumo > 12�������� Consumo ou Não no mês > 15
����Lead Time > 30 dias
����Compra programada
Gráfico 1: Situações analisadas

28

29
5 – Análise dos resultados Em empresas de montagem de chaves para fins elétricos não se consegue
prever demanda, não é possível um estudo de mercado e progressões não podem
ser usadas devido aos produtos serem sob encomenda.
Apenas 9% dos materiais possuem freqüência de consumo suficiente para
controle, 3% tem consumo freqüente. Dessa forma, 12% dos materiais podem ser
controlados por ferramentas como Ponto de Reposição e Lote Econômico de
Compra. 20% dos materiais, por coincidência, estão entre os mais caros, precisam
ser mantidos em estoque devido ao tempo de compra ser mais longo que o tempo
de entrega do produto acabado. E, 69% dos materiais não devem ser comprados
antes da confirmação da venda do produto.
Os números mostram a dificuldade da administração de um estoque desse
tipo e, que uma política de estoque zero não pode ser usada em alguns itens e deve,
obrigatoriamente, ser usada em outros.

30
6 - Considerações Finais
A dificuldade de administração de estoques em empresas que trabalham sob
encomenda é bastante grande por não ter demanda previsível. No caso de
empresas que produzem chaves para fins elétricos, a matéria-prima é relativamente
cara e com Lead Time longo, chegando a ter o mesmo ou maior prazo de entrega do
que o produto acabado.
A grande maioria dos materiais depende de uma explosão logo após o
recebimento do pedido, exigindo assim muito do setor de compras que precisa
trabalhar rápido e manter um bom relacionamento com fornecedores. Essa
exigência, que recai sobre o setor de compras, também gera um complicador na
escolha de fornecedores. Nem sempre se pode optar por aquele que tenha o menor
preço ou melhor serviço, devido a muitos materiais serem exclusivos de algumas
chaves, pede-se beneficiar ou comprar poucas peças por lote. Nessas condições
não é fácil conseguir fornecedor que atenda em pequenas quantidades e com prazo
rigoroso para entrega.
Há ainda o fato de muitos materiais possuírem compra mínima para conseguir
preço de mercado e nem sempre têm consumo freqüente, aumentando o capital de
giro necessário.
Os produtos têm prazo de inspeção e entrega pré-definido pelo cliente. Caso
haja atraso na entrega, paga-se multa ou chega-se ao cancelamento do pedido. Não
se pode repassar a exigência para os fornecedores devido às nossas condições
para compras/beneficiamentos.
A solução para um controle de estoque é o uso de mais de uma ferramenta,
conforme o consumo do material. Para os casos de materiais com boa freqüência
de consumo e/ou consumo freqüente, é aplicado o conceito de Ponto de Reposição
e quantidades sugeridas pelo Lote Econômico de Compra. Para materiais com Lead
Time acumulado de mais de 30 dias, mantém-se matéria-prima suficiente em
estoque para a fabricação dos materiais em tempo hábil. Para os materiais que não
se enquadram em nenhum desses casos, por serem materiais específicos de uma
chave ou um grupo de chaves, não sendo viável a manutenção em estoque devido
ao pouco uso.
A manutenção constante desses dados é extremamente importante devido ao
aprimoramento de materiais e técnicas de produção na empresa. Dois outros fatores

31
que geram muita alteração: o aumento da estamparia interna e a grande variação de
produtos em nosso cadastro.

32
Referências Bibliográficas
CORRÊA, Henrique L.; GIANESI, Irineu G. N.; CAON, Mauro. Planejamento, programação e controle da produção – MRP II / ERP. 4ª ed.. São Paulo: Atlas, 2001. p. 57-59 FERNANDES, Luiz Antônio. Administração de recursos materiais/patrimoniais . Socorro: Faculdade XV de Agosto 2003. (apostila) LEVIN, Jack. Estatística Aplicada ás ciências humanas. São Paulo: Editora Harper & Row do Brasil, 1979. p. 215-220 MOREIRA, Daniel A.; Administração de produção e operações. São Paulo: Pioneira Thomson, 2004. p. 318-321 SHIMAKURA, Silvia; O Coeficiente de correlação de Pearson. Disponível em: http://www.est.ufpr.br/~silvia/CE701/node79.html. Acesso em 16.12.05 SIMON, Inre. Um Estudo de Caso: A Produção e disseminação da literatura acadêmica. Disponível em: http://www.ime.usp.br/~is/ddt/mac339. Acesso em : 26.07.2005 SLACK, Nigel et al. Administração da produção. Edição Compacta. Trad. Ailton Bomfim Brandão et al; . São Paulo: , Atlas, 1999. p. 526 SPIEGEL, Murray R.; Estatística. 3ª edição. São Paulo: Makron Books, 1993. p. 359-368 ÜRMÉNYI, Laszlo Péter A. Tabulador genérico (software) versão 1.7, ano 1985