decommissioning and residuals management plan (dmp) · rotary vacuum filter. at this filter the...
TRANSCRIPT

1
Decommissioning and Residuals Management Plan (DMP)
College Proteins,
College Road,
Nobber,
Co. Meath.
IEL Register Number P0037-03
Revision date: April 2018
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15
2
Contents
1.0 Introduction ............................................................................................................... 3
1.1Summary Information.......................................................................................................... 3
1.2 Background ........................................................................................................................ 3
1.3 Site Process ........................................................................................................................ 4
2.0 Decommissioning Management Plan (DMP) ................................................................ 8
2.1 Licence Requirements ......................................................................................................... 8
2.2 Site Evaluation .................................................................................................................... 9
2.3 Decommissioning considerations ...................................................................................... 12
2.4 Decommissioning methods ............................................................................................... 14
2.5 Criteria for successful closure ............................................................................................ 18
2.6 Environmental monitoring during decommissioning .......................................................... 19
2.7 Closure Plan Costing ......................................................................................................... 19
3.0 Financial Provisions .................................................................................................. 21
Amendment List
Amendment
No.
Date Section Involved
Brief Description of Change Inserted by
5 October2015 All Updated MPT
6 October 2016 All Updated MPT
7 October 2017 All Updated MPT
8 April 2018 All Updated: Site evaluation, cost of closure, production process flow.
MPT
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

3
1.0 Introduction
1.1 Summary Information
Licence Register Number: P0037-03
Company Register Number: 136971
Planning Permission: 011363
Licensee: College Proteins
Location of Installation: College Road, Nobber, County Meath
NACE Code: 1011
Activities licensed class: Class 7.7.1 and Class 11.1
1.2 Background
College Proteins is located in the townland of Nobber, Co. Meath. It is 2.2km north of
Nobber, a town on the R162 in County Meath. Kingscourt (Co. Cavan) is a much larger
settlement lying 6.7km northwest of the site while Drumcondrath lies 6.0km to the east on
the R165. The river Dee lies 1.7-2.5km to the south and east.
College Proteins was established in the 1st half of 1989 at College Road, Nobber, Co. Meath.
Since that date it has become one of Ireland main processors of animal by products. College
Proteins is a category 1 rendering plant. The activity operates under the EU Regulation S.I. No.
187/2014 and in accordance with EC Regulation 1069/2009 and EU 142/2011. which licences for
the rendering of animal by products and the safe disposal of food waste. The facility is
committed to constantly refining the rendering process to incorporate the best available
technologies in the industry. The facility employs 60 personnel on a full-time basis and
operates 24 hours a day, 6 days a week.
The waste processed by College Proteins generates two by products, Meat/bone meal
(MBM) and Tallow. Both are used as fuels and are carbon neutral. The MBM is used as a
component in cement or is burned in combined heat and power plants in Europe.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

4
1.3 Site Process
The production process within the plant is as follows:
The Production Process Flow:
MEAT & BONE MEAL TALLOW
Raw material intake
All loads received are scheduled in advance and, on arrival all vehicles are checked for
correct documentation and are weighed across the weighbridge and directed to their final
destination. The mass of fuel, Raw Material intake and final product dispatched are recorded
in accordance with the Animal By-Products Regulation.
RAW MATERIAL
INTAKE
CRUSHING
PREHEATING
PRESSING
DRYING
STERILISING
COOLING
TRICANTING
FILTERING
STORAGE
DISPATCH
(GREEN FUEL)
STERILISING
MILLING
STORAGE
DISPATCH
LIQUID TO
EVAPORATOR
CONCENTRATE TO
DRIERS
BLOOD INTAKE
COAGULATING
SCREENING
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

5
There are two intake hoppers 150 m3 each in the raw material building in College Proteins.
Raw material is received into one of the two hoppers. The third hopper takes shells and other
unusual material. The raw material is moved towards the crushers by two large screws at the
bottom of the hopper.
Crushing Process
The mixed material is then passed by screw to a pre-crusher and then passed over an electro
magnet to a second crusher where it is crushed to a particle size of less than 50 mm at its
widest. The crushed material is then passed into a buffer bin where it is stored until is
required for the cooking process. From the bin the raw material is pumped to a fine crusher
where the material is crushed to a particle size of less than 25mm. The crushed material is
sent to the pre-heater.
Pre-heater
The pre-heater consists of a stator and a screw-shaped rotor. The rotor is placed on two roller
bearings. The pre-heater heats raw materials that are continuously filled into one end and
discharged from the other. The steam heats the material indirectly. The material from the pre-
heater is at 90°C. GTH is added to the product before pressing. From the pre-heater the
heated material drops on to the sieve where the liquid is separated from the solid material.
The liquid will then go to a rotary screen where excess solids are separated and then to the
evaporator. The solid material will go to the Twin Screw Press.
Twin Screw Press
In the twin screw press the moisture and the fat are squeezed out from the heated material.
The hot wet material is fed into the inlet chute at the end of the press, where it reaches the
active pressing device consisting of two slowly rotating screws. The wet material fills the free
space between the screw flights, and the dewatering is achieved by rotation of the screw the
material is conveyed into the closely fitted strainer housing and simultaneously submitted to a
steadily increasing pressure, which causes the liquid to drain off through the perforated
strainer plates. The pressure is produced by the screws which are designed so that the
channel, i.e. the space between the flights through which the material is forced steadily
narrows from inlet to outlet end. After pressing the material leaves the press through the
outlet chute. The strainer housing, i.e. the press cage, comprises the strainer plates and the
relevant clamping structure. Underneath the cage there is a tray collecting the press liquid,
allowing it to drain through the flanged outlet at the bottom. Due to the intermeshing of the
flights of the two counteracting screws, the material is prevented from sticking to the screws
and rotating with them. The liquid material is then pumped along with the sieved liquid to tri-
canter and then to the evaporator.
Cooking/Drying Process
College Proteins operate a continuous cooking system. The driers are Atlas Ring Channel
Cookers. They are heated by indirect steam generated by the boiler. They have a heated
surface area of 265 square meters each. The material resides inside the drier for between 2.5
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15
6
and 3 hours and reaches temperatures in excess of 120ºC before discharge. Moisture (60%) is
removed from the material as vapour. The cooked product now called greaves is made up of
fat 14% and solids 28% approximately. The greaves are then passed through a drain hopper
where the free oil is allowed to separate from the solids. The material is then passed through
metal detection and then through a roller crusher where the particle size is further reduced to
less than 20 mm.
Tallow Filtration Process
Tallow is pumped from the Tri-canter to a holding tank. From there the tallow is pumped to a
Rotary Vacuum Filter. At this filter the Tallow is drawn through the drum of the filter, which
is coated with Wood Flour by a vacuum pump. Any insoluble particles in the Tallow are
collected on the surface of the coating and scraped off using a knife and is collected in the
Raw material hopper No.1. From there the clean Tallow is pumped to a pre-coat tank from
where it will make up the next coating. Once the pre-coat tank is full the clean Tallow is
pumped to the storage tank and onto the Sterilisation process.
Meal Sterilising
The pressed cake is screw conveyed into the meal Steriliser. Load cells record the net weight
of the product in the vessel. When approximately eight tonne has been loaded the Steriliser is
closed, sealed and indirect steam is switched on until the internal pressure and temperature is
in excess of 3 bar absolute pressure and 133ºC respectively. When the two parameters are
reached, the timing commences for a minimum of 20 minutes. The Steriliser rotates which
keeps the material agitated.
Tallow Sterilising
Tallow is pumped from the tallow filter to a holding tank. From there the product is
pumped/weighed into the Steriliser. When it reaches the required tonnage (up to ten tonne)
the vessel is closed. Once sealed indirect steam is switched on until the internal pressure and
temperature is in excess. When the two parameters reach minimum pressure of 3 bar absolute
and temperature in excess of 133ºC, the timing commences for a minimum of 20 minutes.
Once the process is completed the Steriliser is vented and the Tallow is pumped to the storage
tanks.
Milling Process
When sterilisation completed, the dried cake is passed through an air cooler. It is then passed
to a holding bin where it is held for milling. Dried cake is milled and passed to a storage silo
where it is stored before being loaded on to trailer for dispatch.
Evaporation
The evaporator utilises the heat contained in process gases from the driers. The discharge
gases from driers contain water vapour. The idea is to release the energy contained in the
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

7
gases by condensing the water vapour. The use of this heat to concentrate liquid which would
normally be evaporated fully in the drier provides a significant fuel saving by cooling the
gases in the evaporator thus part of the heat energy used in the drying process is recovered.
The heat generated by the condensing of the water vapour are used to concentrate the stick
water generated from tricanters. The concentrated stick water (40% solids) is then sent to the
driers. The clear liquid (condensate) will go to the onsite waste water treatment plant.
Waste Water Treatment Plant facility
The wastewaters originating from processing, biofilters, domestic and boiler/TEAP unit
blowdowns, condensate and surface water run off flow through the foul water drains and by
gravity flow to the sump. Once the level of wastewater in the sump reaches a
predetermined level, the pumps in the sump automatically switch on, and the wastewater is
pumped to the Balancing tank in the WWTP. The wastewater is then pumped to the
Dissolved Air Floatation unit (DAF) and the high suspended solids levels are removed using
coagulants and white-water system. The effluent from the DAF unit can achieve a reduction
in suspended solids up to 80% and then range from 50 to 1000 mg/l and 30 to 40 % of the
BOD is removed. This effluent is then pumped to the covered balance tank and is mixed
with condensate from the cooking process. The contents of the Balance tank are aerated
using fine bubble diffusers this ensures that the influent is kept aerobic. The content of the
Balance tank is pumped to the contact tank and mixed with the sludge recycle and then
pumped into the aeration tanks. The organic matter in the influent is removed by bacterial
floc, which is suspended using aerators, and these also add the oxygen needed to remove
the organics. The bacteria remove the organic matter and in turn divided and multiply, so
sludge is produced.
The sludge needs to be separated from the effluent so that it is clean and suitable for
discharge to the irrigation lands, this is done by using a clarifier. A stilling box reduces the
incoming liquor velocity so that the settling velocity of the suspended particles in the
wastewater is increased and the highest efficiency possible of the aeration tanks are
achieved. The Sludge generated is displaced to the centre of the clarifier by scrapers and
which causes the sludge to concentrate in the centre of the tank. The clarifier supernatant is
collected and flows by gravity to a distribution tank behind the clarifier where floats control
the level.
Biofilters
There are 6 biofilters in operation at College Proteins. A biofilter consists of a waterproof
tank consisting of a lower air space to receive the odorous air at the bottom above which is
a mesh floor. This floor supports a material which is woodchip. This media does not remove
odour but rather provides surface area for bacteria to grow on. It is the bacteria which
removes the odours. Odorous air is drawn through washers which removes most of the dirt
and fat from the air. The washed odorous air is then blown into the air space below the
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

8
media. This air moves upwards through the media and the bacteria feed on the odorous
gases within the air. The biofilter works to the same rules as an effluent plant. They do prefer a
stable environment that promotes bacterial growth. The bacteria in the biofilter require.
2.0 Decommissioning Management Plan (DMP)
The Plan provides details for the disposal/recovery of waste and for the protection of the
environment in the event of the cessation of the activity, or part thereof, and the return of the
site to a satisfactory state. The Closure Plan is reviewed and updated annually and takes
account of any site or process changes, technology changes and costing changes. The
financial provision is reviewed accordingly.
2.1 Licence Requirements
15.1 Decommissioning & Residuals Management
15.1.1 Following termination, or planned cessation for a period greater than six months,
of use or involvement of all or part of the site in the licensed activity, the
licensee shall, to the satisfaction of the Agency, decommission, render safe or
remove for disposal/recovery, any soil, subsoils, buildings, plant or equipment,
or any waste, materials or substances or other matter contained therein or
thereon, that may result in environmental pollution.
15.1.2 Residuals Management Plan:
(i) The licensee shall prepare, to the satisfaction of the Agency, a fully detailed
and costed plan for the decommissioning or closure of the site or part
thereof. This plan shall be submitted to the Agency for agreement within
six months of the date of grant of this amendment.
(ii) The plan shall be reviewed annually and proposed amendments thereto
notified to the Agency for agreement as part of the AER. No
amendments may be implemented without the agreement of the Agency.
15.1.3 The Residuals Management Plan shall include as a minimum, the following:
(i) A scope statement for the plan.
(ii) The criteria which define the successful decommissioning of the activity or
part thereof, which ensures minimum impact on the environment.
(iii) A programme to achieve the stated criteria.
(iv) Where relevant, a test programme to demonstrate the successful
implementation of the decommissioning plan.
(v) Details of costings for the plan and the financial provisions to underwrite
those costs.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

9
15.1.4 A final validation report to include a certificate of completion for the residuals
management plan, for all or part of the site as necessary, shall be submitted to
the Agency within three months of execution of the plan. The licensee shall
carry out such tests, investigations or submit certification, as requested by the
Agency, to confirm that there is no continuing risk to the environment.
2.2 Site Evaluation
A site evaluation was carried out and the main closure considerations were found to relate
to materials and residues, buildings, wastes, plant and equipment. All buildings, plant and
equipment were accounted for and were fully costed.
Category 1 material shall comprise animal by-products of the following description, or any
material containing such by-products:
(a) all body parts, including hides and skins, of the following animals:
(i) animals suspected of being infected by a TSE in accordance with Regulation (EC) No 999/2001 or
in which the presence of a TSE has been officially confirmed,
(ii) animals killed in the context of TSE eradication measures,
(iii) animals other than farmed animals and wild animals, including in particular pet animals, zoo
animals and circus animals,
(iv) experimental animals as defined by Article 2 of Council Directive 86/609/EEC of 24 November
1986 on the approximation of laws, regulations and administrative provisions of the Member States
regarding the protection of animals used for experimental and other scientific purposes (1), and
(v) wild animals, when suspected of being infected with diseases communicable to humans or
animals;
(b) (i) specified risk material, and
(ii) where, at the time of disposal, specified risk material has not been removed, entire bodies of
dead animals containing specified risk material;
(c) products derived from animals to which substances prohibited under Directive 96/22/EC have
been administered and products of animal origin containing residues of environmental contaminants
and other substances listed in Group B(3) of Annex I to Council Directive 96/23/EC of 29 April 1996
on measures to monitor certain substances and residues thereof in live animals and animal products
and repealing Directives 85/358/EEC and 86/469/EEC and Decisions 89/187/EEC and 91/664/EEC (2),
if such residues exceed the permitted level laid down by Community legislation or, in the absence
thereof, by national legislation;
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

10
(d) all animal material collected when treating waste water from Category 1 processing plants and
other premises in which specified risk material is removed, including screenings, materials from
desanding, grease and oil mixtures, sludge and materials removed from drains from those premises,
unless such material contains no specified risk material or parts of such material;
(e) catering waste from means of transport operating internationally; and
(f) mixtures of Category 1 material with either Category 2 material or Category 3 material or both,
including any material destined for processing in a Category 1 processing plant.
Site Assets register:
Plant Equipment Current Estimated Value (€)
Boilers and Thermal
Oxidizer
Thermal Oxidizer
Boiler 1 : Wellman Robey
Boiler 2 : Wellman Robey
Electrical/ Mechanical Installation
900,000
150,000
150,000
400,000
Process buildings Meal Silo & transfer system
Milling Plant
Sterilizer x 2
Meal Cooler x 2
Meal Loading System
Raw Material hopper x 2
Crushers x 7
Pumps
Tanks & screws
Cookers x 2
Presses x 4
Tricanters x 3
Tallow unloading & transfer system
Tallow woodfilter
Evaporator & Tanks
Electrical/ Mechanical Installation
200,000
250,000
400,000
200,000
150,000
180,000
560,000
550,000
300,000
1,800,000
360,000
540,000
70,000
90,000
700,000
1,100,000
Tallow Storage Storage Tanks 380,000
Air Treatment Biofilters 800,000
Workshop Area Maintenance and Engineering Equipment 100,000
Laboratory Lab equipment 20,000
WWTP & fresh water
treatment systems.
Including all tanks, aerators, mixers, DAF
unit, decanter, pumps and sensors
1,700,000
Total Value of Assets 12,050,000 (€)
Table 1: Site Asset Register
Inventory of materials stored, storage capacity and bund status:
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

11
Table 2: Inventory of materials stored, storage capacity and bund status
Information on each waste stream:
Ancillary materials Total Capacity Bund
Sodium Hydroxide (caustic) 1000 litres
Lab testing chemicals 10 litres
Sodium Hypo-chlorite (bleach) 1000 liters
Bentonite 10 tonne N/A
Mineral Oils and Industrial Grease 800 liters
Paints 100 liters
Variety of metals sheets & pipes Not applicable N/A
Diesel 75,000 liters
Ferric sulphate 1000 liters
GTH 1000 liters
Salt 10 tonne N/A
Antifoam 100 liters
Disinfectants and cleaning agents 1000 liters
Polyelectrolyte 1000 liters
Meat & Bone meal 60 tonne
Tallow 100 tonne
European Waste
Catalogue Code
Hazardous
(Yes/No) Description of Waste Location of Disposal/ Recovery
Name of Waste Disposal
Recovery Contractor
20 01 40 No Metals
Villa Maria, Balrath Rd., Kells, Co.
Meath Nicro Metals Recycling Ltd
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15
12
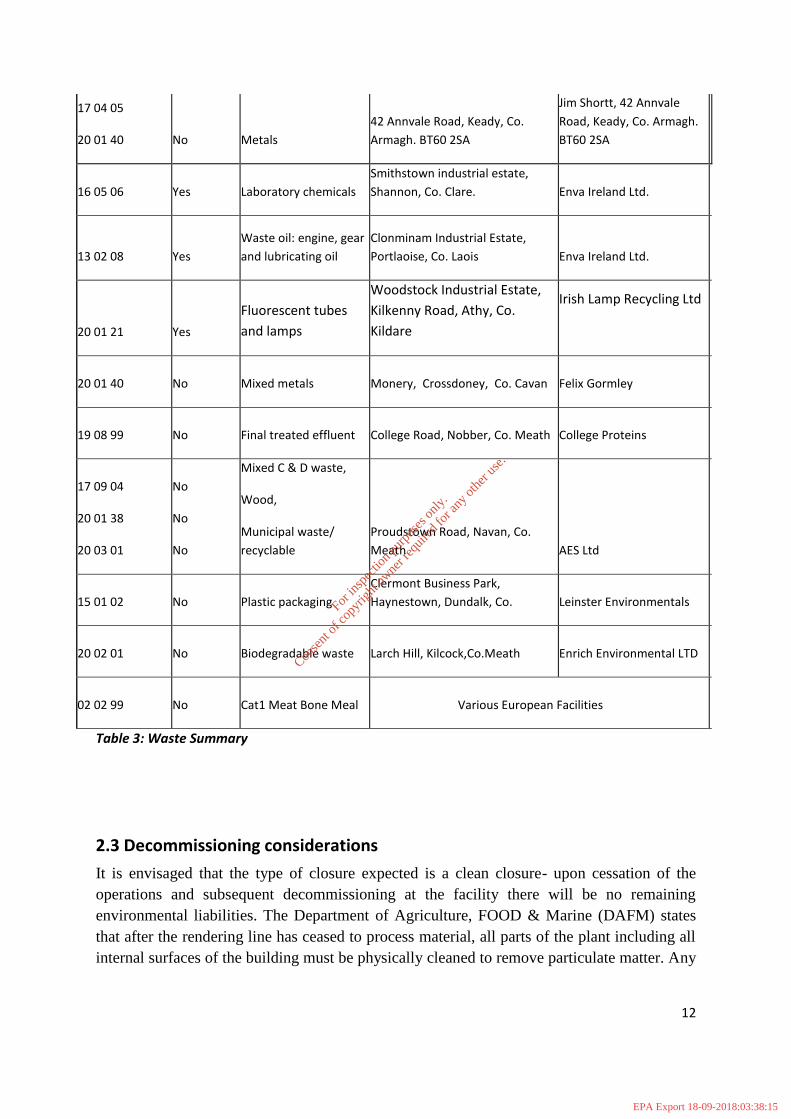
Table 3: Waste Summary
2.3 Decommissioning considerations
It is envisaged that the type of closure expected is a clean closure- upon cessation of the
operations and subsequent decommissioning at the facility there will be no remaining
environmental liabilities. The Department of Agriculture, FOOD & Marine (DAFM) states
that after the rendering line has ceased to process material, all parts of the plant including all
internal surfaces of the building must be physically cleaned to remove particulate matter. Any
17 04 05
20 01 40 No Metals
42 Annvale Road, Keady, Co.
Armagh. BT60 2SA
Jim Shortt, 42 Annvale
Road, Keady, Co. Armagh.
BT60 2SA
16 05 06 Yes Laboratory chemicals
Smithstown industrial estate,
Shannon, Co. Clare. Enva Ireland Ltd.
13 02 08 Yes
Waste oil: engine, gear
and lubricating oil
Clonminam Industrial Estate,
Portlaoise, Co. Laois Enva Ireland Ltd.
20 01 21 Yes
Fluorescent tubes
and lamps
Woodstock Industrial Estate,
Kilkenny Road, Athy, Co.
Kildare
Irish Lamp Recycling Ltd
20 01 40 No Mixed metals Monery, Crossdoney, Co. Cavan Felix Gormley
19 08 99 No Final treated effluent College Road, Nobber, Co. Meath College Proteins
17 09 04
20 01 38
20 03 01
No
No
No
Mixed C & D waste,
Wood,
Municipal waste/
recyclable
Proudstown Road, Navan, Co.
Meath AES Ltd
15 01 02 No Plastic packaging
Clermont Business Park,
Haynestown, Dundalk, Co. Leinster Environmentals
20 02 01 No Biodegradable waste Larch Hill, Kilcock,Co.Meath Enrich Environmental LTD
02 02 99 No Cat1 Meat Bone Meal Various European Facilities
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

13
solid material must be treated as Category 1 material and be sent to a Category 1 rendering
plant for processing.
Closure would take place where all plant is safely removed for reuse or recycling and all
wastes are removed off site at the time of closure for appropriate recovery or disposal.
Monitoring would take place to show that there are no outstanding environmental issues and
no long-term issues.
If the site has to be decommissioned the following procedure would be implemented:
Planned Cessation
1. The Company would stop accepting raw material from suppliers.
2. The Environmental Protection Agency would be notified.
3. Arrangements for the diversion of raw material would be implemented.
4. All raw materials on site would be processed.
5. All end products produced would be dispatched.
6. All processing plant equipment would be thoroughly disinfected, removed, sold or
dispatched as scrap.
7. All unused material on-site (including chemicals) would be returned to the suppliers
or sent for disposal to approved contractors.
8. All waste water on site would be fully treated and discharged or landspread and any
remaining sludge would be disposed of by approved procedure through an approved
contractor.
Sudden or Enforced Cessation
1. The reason for the sudden or enforced cessation would be identified as soon as
possible.
2. Upon identification the emergency would be dealt with in accordance with relevant
procedures.
3. If the emergency is outside of procedures outlined in the emergency response
procedure manual it shall be dealt with the utmost consideration for safety of staff and
the environment.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

14
In the event of a permanent cessation of process it is unlikely that any potentially polluting
residuals would be present because all areas within the factory are bunded and as such would
not be a post closure threat to the environment.
2.4 Decommissioning methods
This section details the plant, buildings, equipment and other materials which require
consideration as part of the closure process. It is envisaged that the type of closure expected
is a clean closure- upon cessation of the operations and subsequent decommissioning at the
facility there will be no remaining environmental liabilities.
It is envisaged that the type of closure expected is a clean closure- upon cessation of the
operations and subsequent decommissioning at the facility there will be no remaining
environmental liabilities. Decommissioning involves the following:
• All mobile plant will be decontaminated and sold for scrap or resale.
• All abandoned fixed plant to be drained of oils and decontaminated.
• All containers of fuels, oils and greases will be removed to a safe bunded area.
• All rubber based materials e.g. conveyor belts to be removed.
• All entries and shafts will be sealed and stabilised for Environmental and Health and
Safety reasons.
Building Demolition
• Where buildings require demolition; there will be a logical sequence of works.
• Demolition debris will be segregated into steelwork, masonry and other materials for
efficient recycling or disposal. There may be no need to demolish buildings if they are
not posing environmental and safety risks and which could be used by a future
occupier.
Materials and Residues
Provision is made for the appropriate and authorized disposal of the following:
• Process chemicals and reagents and laboratory reagents
• Fuels and oils
• Operational equipment wastes
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

15
• Other hazardous and non-hazardous wastes
Removal of infrastructure and services
• All drainage and associated services including sumps to be carefully removed. For
Environmental and health & safety reasons all entries and holes in the ground will be
sealed and stabilised.
• Our energy provider would be contacted regarding the electrical isolation of plant,
keeping minimum power requirements for fire alarm systems, security, lighting etc.
• Management would take out new security contract on site until such time that site
activity is disposed of.
• Pipes ranges for water, gas and electrical cables to be carefully removed.
• Decontamination to be carried out if necessary.
Decontamination Works
• All contaminants will be removed, drained or flushed from all plant, tanks and
pipelines. All residues containing fuels, oils and other contaminants will be removed
off site for recovery or disposal. All other residues to be handled within the onsite
waste water treatment plant.
• All metal surfaces will be scraped and brushed to remove all contamination of
processed animal by-product. All animal by-product removed will be reprocessed in
the plant. All surfaces will be subjected to saturated steam cleansing. All surfaces will
be exposed to a caustic wash of Sodium Hypochlorite at a dilution of 20,000 ppm and
then rinsing with water will follow.
• All buildings, structures, plant and surfaces will be hosed down or flushed out with
high pressure water. The wash water will be treated in the waste water treatment
plant. All production areas will be thoroughly washed down in accordance with
Department of Agriculture guidelines and all gross debris from the cleaning procedure
would be directed to the waste collection area for transport to a suitable recycling
facility or an alternative rendering plant.
Decommissioning involves the following:
No. Plant equipment Decontamination methods
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

16
1 Thermal oxidiser The thermal oxidiser will be dismantled decontamination steps applied removed and sold
for second hand reuse.
2 Boilers Decontamination steps applied, removed and sold for second hand reuse.
3 Cookers Decontamination steps applied, removed and sold for second hand reuse.
4 Presses The presses will be dismantled, decontamination steps applied, removed and sold for
second hand reuse.
5 Rotating meal sterilizer The rotating meal steriliser will be dismantled, decontamination steps applied, removed
and sold for second hand reuse.
6 Mill The mill is dismantled, decontamination steps applied, removed and sold for second
hand reuse.
7 Meal cooler The meal cooler will be dismantled, decontamination steps applied, removed,
reassembled and sold for second hand reuse.
8 Tallow filter The tallow filter is dismantled, decontamination steps applied, removed, reassembled
and sold for second hand reuse.
9 Crushers The decontamination steps will be applied, removed and sold for second hand reuse.
10 Blood decanter Dismantled, decontamination steps applied, reassembled removed and sold for second
hand reuse.
11 Tallow decanter The tallow decanter will be dismantled, decontamination steps applied, reassembled
removed and sold for second hand reuse.
12 Air cooled condensers The air-cooled condensers will get decontamination steps applied, removed and sold for
second hand reuse.
13 Drain hopper The drain hopper will have the decontamination steps applied, removed and sent for
scrap or recycling.
14 Tallow sterilizer The tallow sterilizer will have the decontamination steps applied removed and sold for
second hand reuse.
15 Numerous storage tanks The storage tanks will have the decontamination steps applied, removed and sold for
second hand reuse or dismantled and sent for recycling
16 Lorries & Trailers Lorries will be sold, and the trailers will have the decontamination steps applied and sold
or scrapped.
17 Fork trucks The fork trucks are leased and will have the decontamination steps applied & returned to
the company.
18 Teleporter and cherry picker The teleporter and cherry picker will have the decontamination steps applied and sold.
19 Biofilters The media from the biofilters will be removed and sent for recycling. The concrete walls
will be decontaminated demolished and removed of site to licensed centres.
20 Fresh water treatment systems
(Softeners, Iron filters and a reverse
osmosis system)
The fresh water treatment systems would be sold.
21 Ducting The ducting would have the decontamination steps applied and be removed and sent off
site for recycling.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

17
Table 4: Decommissioning methods
The proposed method for decontamination of plant items that require disinfecting is to
wash the items with a dilution of caustic and disinfectant to remove any microbiological or
viral contamination.
Site wastes Action to be taken
Raw materials All raw materials on site would be processed.
Meat & bone meal and tallow All end products produced would be dispatched.
Processing plant equipment. All processing plant equipment would be decontaminated
removed, sold or dispatched as scrap.
Unused materials on site e.g. chemicals,
diesel, heavy fuel oil, pumps, steel.
All unused material on-site would be returned to the suppliers or sent for disposal to approved contractors or disposed of in a manner to eliminate any impact on the environment.
Waste water All waste water on site would be fully treated and discharged or
land-spread and any remaining sludge would be disposed of by
approved procedure through an approved contractor. The
cleaning water used to clean the tanks would be tankered off site.
Biofilter media Would be removed by an approved contractor.
Concrete Removed to an approved C&D waste facility.
Waste steel & metals Removed to an approved scrap facility.
Cladding The cladding would be removed to an approved C&D waste
facility.
Table 5: Site wastes
Sequence of decommissioning
1. The decontamination of the equipment and plant will take place first.
22 2 Hoppers The hoppers would have the decontamination steps applied before being removed and
recycled or scrapped.
23 Transport systems e.g screws,
conveyors
Removed, decontamination steps applied and sold.
24 2 weigh bridges The weigh bridges would have the decontamination steps applied, removed and C&D
waste sent for disposal.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

18
2. The cladding will then be removed from the walls and ceiling of the buildings to
allow the removal of the plant.
3. The concrete will then be knocked.
4. The biofilter media will be removed and sent for recycling, the concrete walls of
the biofilters will be demolished.
5. The office block staff will need to remove all equipment and paperwork before
the building will be demolished.
6. The waste water treatment plant tanks would need to treat all the effluent water
and drain the tanks the sludge & water used to clean the tanks would have to be
sent to licensed facility. All mixers, aerators and pumps should be removed, and
the concrete tanks can then be demolished. The steel tanks will have to be
dismantled and the steel is to be sent for scrap.
7. All drainage and associated services including sumps bunds are to be carefully
removed, the holes are to be filled in to avoid any health and safety risks.
8. All roads and other infrastructure to be removed.
Materials & Residues
Provision is made for the appropriate and authorized disposal of the following;
• Process Chemicals & Reagents
• Laboratory Reagents
• Fuels & Oils
• Operational equipment wastes
• Other hazardous and non-hazardous wastes.
2.5 Criteria for successful closure
Successful clean closure will be expected to be achieved when it can be demonstrated that
there are no remaining environmental liabilities at the site. In practice this will require
demonstration that the following criteria have been met:
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

19
• All plant will be safely decontaminated using standard procedures and authorised
contractors.
• All Wastes will be handled, packaged, temporarily stored and disposed or recovered
in a manner which complies with regulatory requirements.
• All relevant records relating to waste and materials movement and transfer or
disposal will be managed and retained throughout the closure process.
• The soil /groundwater will be monitored at the time of closure (if required).
• The Environmental Management System will remain in place and will be actively
implemented during the closure period.
• In the event of a permanent cessation of process it is unlikely that any potentially
polluting residuals would be present because all areas within the factory are bunded
and as such would not be a post closure threat to the environment.
The overall objective is to achieve clean closure of the site with no environmental
liabilities or constraints.
2.6 Environmental monitoring during decommissioning
An Environmental Exit Audit of the site will be carried out following the announcement
of closure and prior to actual decommissioning and closure operations taking place. The
audit will devise an accurate inventory of all plant, equipment and wastes on the site. This
inventory will be used as a benchmark against which successful decommissioning will be
assessed. All license monitoring with respect to surface water, effluent, groundwater, soil,
waste management and noise will remain in effect over the course of the
decommissioning phase. It is envisaged that clean closure would take place where all
plant is safely removed for reuse or recycling and all wastes are removed off site at the
time of closure for appropriate recovery or disposal. Monitoring would take place to show
that there are no outstanding environmental issues and no long-term issues.
2.7 Closure Plan Costing
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

20
Estimates are prepared for all closure items and included in tabular format within this
section of the report. The costings are estimated under the following main headings:
• Plant Removal
• Decontamination
• Waste disposal / recovery
• Decommissioning supervision
• Demolition
• Environmental Monitoring
• Verification audit/certification
• Report to EPA
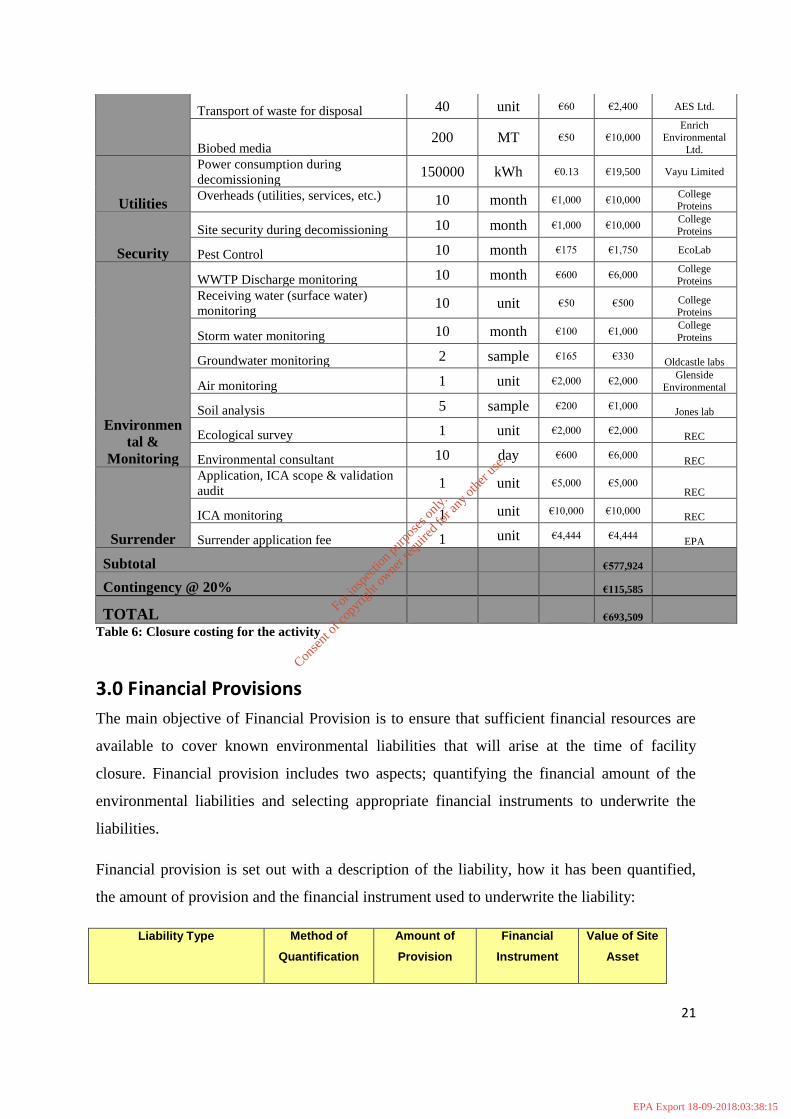
The expected costs associated with site closure are outlined in Table 6:
Task Description
Quantity
(No.)
Measu
rement
Unit
Unit
Rate
(€)
Cost
(€)
Source of
Unit Rates
General
General Decontamination of plant &
equipment- power washing &
disinfection of all equipment in situ. 30 day €1,920 €57,600
Cavan
Industrial Cleaners
Dispath of raw materials to
suppliers/other plants €0 €0
Raw materials
have value.
Decomissioning main plant and
equipment & off site transport €100,000
College
Proteins
Crane including driver 20 day €1,000 €20,000 Crane Hire LTD
Excess fuel €0 €0 Various/Return
to supplier
Production chemicals disposal €0 €0 Various/Return
to supplier
Electrical services 10 month €5,000 €50,000 Gene Smith Electrical
Management and administration 10 month €3,500 €35,000 College
Proteins
Personel costs/wages 10 month €12,500 €125,000 College Proteins
Any demolition works required to
remove any risk of environmental
pollution €30,000
Cabra Court
Construction
Water
Jet vac foul and surface water
systems 30 day €1,000 €30,000
McBreen
WWTP chemical usage 10 month €1,500 €15,000 College Proteins
Waste
Transport of WWTP sludges 50 unit €200 €10,000 College
Proteins
Non-hazardous waste disposal 80 MT €145 €11,600 AES Ltd.
Hazardous waste disposal 5 unit €360 €1,800 Enva
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15
21
Transport of waste for disposal 40 unit €60 €2,400 AES Ltd.
Biobed media 200 MT €50 €10,000
Enrich Environmental
Ltd.
Utilities
Power consumption during
decomissioning 150000 kWh €0.13 €19,500 Vayu Limited
Overheads (utilities, services, etc.) 10 month €1,000 €10,000 College Proteins
Security
Site security during decomissioning 10 month €1,000 €10,000 College
Proteins
Pest Control 10 month €175 €1,750 EcoLab
Environmen
tal &
Monitoring
WWTP Discharge monitoring 10 month €600 €6,000 College
Proteins
Receiving water (surface water)
monitoring 10 unit €50 €500 College
Proteins
Storm water monitoring 10 month €100 €1,000 College
Proteins
Groundwater monitoring 2 sample €165 €330 Oldcastle labs
Air monitoring 1 unit €2,000 €2,000 Glenside
Environmental
Soil analysis 5 sample €200 €1,000 Jones lab
Ecological survey 1 unit €2,000 €2,000 REC
Environmental consultant 10 day €600 €6,000 REC
Surrender
Application, ICA scope & validation
audit 1 unit €5,000 €5,000
REC
ICA monitoring 1 unit €10,000 €10,000 REC
Surrender application fee 1 unit €4,444 €4,444 EPA
Subtotal €577,924
Contingency @ 20% €115,585
TOTAL €693,509
Table 6: Closure costing for the activity
3.0 Financial Provisions
The main objective of Financial Provision is to ensure that sufficient financial resources are
available to cover known environmental liabilities that will arise at the time of facility
closure. Financial provision includes two aspects; quantifying the financial amount of the
environmental liabilities and selecting appropriate financial instruments to underwrite the
liabilities.
Financial provision is set out with a description of the liability, how it has been quantified,
the amount of provision and the financial instrument used to underwrite the liability:
Liability Type Method of
Quantification
Amount of
Provision
Financial
Instrument
Value of Site
Asset
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15

22
Known Liability: Site closure
and decommissioning
Cost estimates €693,509 Liquid assets €12,050,000
Table 7: Financial Provision
It is estimated that in the event of closure, the costs would be €693,509. The financial
provision for known liability is covered by assets in College Proteins as the total Value of
Site Evaluation is €12,050,000.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 18-09-2018:03:38:15