decko muebles. (1)
TRANSCRIPT

Ingeniería De Métodos y Tiempos
Semanario
“ANÁLISIS DE METODOS Y TIEMPOS PARA
LA EMPRESA DECKO MUEBLES”
Presentado Por:
Jeyson Andrés Aguirre
Juliana mesa rosas
Edwar Pérez López
Estd. Ing. Industrial
Presentado A:
Guillermo Jarro Tobo
Ing. Industrial y Director del curso de
Ingeniería de métodos y tiempos
Universidad Pedagógica y Tecnológica de Colombia
Facultad Seccional Sogamoso
Escuela de ingeniería Industrial
Sogamoso, Boyacá
2013

Ingeniería De Métodos y Tiempos
Semanario
INTRODUCCION
Al pasar el tiempo se han logrado grandes avances en la ingeniería Industrial pero actualmente
existen empresas que no han identificado la importancia de la utilización de herramientas como
lo es la ingeniería de métodos y tiempos. Si se logra la adecuada implementación de esta, se
podrán obtener beneficiosos; como lo es el aprovechamiento eficiente de los recursos y
materiales de producción para un aumento en la productividad. Esta es una de las técnicas de gran
éxito implementadas por las industrias modernas para mejorar los procesos de elaboración de
productos y servicios.
La Ingeniería de Métodos y tiempos es el conjunto de procedimientos sistemáticos de las
operaciones actuales, para introducir mejoras que faciliten la realización del trabajo y permita que
este sea realizado en el menor tiempo posible y con una menor inversión por unidad producida,
eliminando todos los desperdicios de materiales, tiempo y esfuerzo. Procurando hacer más fácil y
lucrativa cada tarea, generando un aumentando en comparación con el método actual.
Los estudios del trabajo permiten diseñar, seleccionar e implementar los mejores métodos,
procesos y procedimientos, a la vez que permite visualizar las necesidades reales de cada uno de
los recursos, minimizando así el desperdicio de los mismos, optimizando el proceso productivo y
generando un incremento considerable en la producción parcial y total del sistema.
Las empresas están obligadas a realizar un constante análisis de los costos variables y fijos, para
mantener un control de estos, logrando tenerlos en los estándares adecuados respecto a las
utilidades y esta manera determinar el mejor método que contenga técnicas o habilidades
disponibles, con fin de lograr una eficiente interrelación de todos los elementos de la empresa.
La empresa que decidimos escoger para realizar este trabajo es “DECKO MUEBLES”, donde
logramos conocer el proceso que se lleva acabo para realizar un semanario. En esta empresa
podremos aplicar los conocimientos vistos en el curso de Ingeniería de métodos y tiempos. El
trabajo recopilara los métodos, procesos y procedimientos actuales que maneja la empresa, los
cuales analizaremos para poder brindar una ayuda generando soluciones a problemas o mejoras
si es requerido.
Ingeniería De Métodos y Tiempos
Semanario
OBJETIVOS
GENERAL:
Realizar el estudio de métodos y tiempos en la empresa “DECKO MUEBLES”, partiendo de un
método actual y sugiriendo un cambio o mejora a este, aplicando conocimientos adquiridos en el
curso de Ingeniería de métodos y tiempos.
ESPECÍFICOS:
Identificar grupalmente los factores que alteran una eficacia en el proceso de la
elaboración del semanario.
Brindar posibles soluciones o mejoras a ciclo productivo de la elaboración del semanario,
el cual ya establecido por “DECKO MUEBLES”.
Determinar los posibles MUDA que se presenten en el proceso de elaboración del
semanario.
Ingeniería De Métodos y Tiempos
Semanario
HISTORIA DE DECKO MUEBLES
“DECKO MUEBLES” lleva más de 15 años funcionando como empresa, pero posicionándose en el
mercado, alrededor de 8 años. El señor Alberto Medina su propietario principal, inicio sus
primeros trabajos como tallador en una carpintería reconocida de la ciudad. Poco después al
reunir experiencia y capital con sus primeros años de trabajo decidió realizar una asociación
con Yenny Buitrago para formar una empresa con mayor comercio, contando con 3 trabajadores y
2 socios. Sociedad la cual se impondría en el mercado por su modernidad, elegancia, estilos,
diseños e innovación acompañada de la tecnificación de maquinaria y la actualización del proceso
de elaboración de muebles por parte de la mano de obra, la cual fue seleccionada y es destacada
por su constante capacitación, siendo certificada por el SENA.
La sociedad comienza por la elaboración de juegos de camas, comedores, salas y otros muebles
que son fabricados por encargo. Después de lograr formarle una gran imagen acompañada de
experiencia reconociéndose en el sector por esto, el espacio se iba haciendo más pequeño, lo
que llevo a pensar en ampliar y cambiar la ubicar de las instalaciones, así que traslado la
empresa para poder aumentar su producción y trabajar con nuevos mercados, mejorar su
productividad y maximizar sus utilidades, lo cual implico ampliar nómina y dividir las instalaciones
en 4 sedes. LA PRIMERA es la sede de ventas y asesorías, la cual está ubicada en la calle 11 Nº 26-
18 en Sogamoso, donde es la exhibición de los materiales, características, diseños y costos de los
muebles para la venta por catálogo, en la cual trabaja una persona encargada de las ventas y
asesorías. LA SEGUNDA es la sede de fabricación ubicada en la calle 9 Nº 26-12 en Sogamoso,
donde es la fabricación de los muebles listos para su pintado, terminado y empacado, en la cual
trabajan 8 personas encargados de las operaciones del proceso de fabricación. LA TERCERA es la
sede de terminado y acabados, la cual está ubicada en la calle 9 Nº 28-03 en Sogamoso, donde
realizan el terminado a los muebles, dejándolos listos para empaque y traslado a la primera sede
o la ubicación según la venta, en la cual trabajan 4 personas encargados de las operaciones del
proceso de terminado. LA CUARTA es la sede se procesamiento de la madera de Perillo, ubicada
en Bogotá, en la zona industrial, donde se realiza el procesamiento de la madera, en la cual
trabajan 3 personas encargadas de las operaciones moldeo, secado y alistamiento de la madera
de perillo para ser utilizada en la elaboración de los muebles.
Hoy en día “DECKO MUEBLES” cuenta con una gran cantidad de variedad en productos de
muebles, de uso exclusivo por una selecta clientela, lo que ha dejado como resultado aparte de las
utilidades y de sus clientes satisfechos, es posicionar a la empresa como una de las más
destacadas y reconocidas en el mercado de Sogamoso, por sus productos de excelencia y calidad.
Esto solo se puede logran después de años de posicionamiento y reconociendo que el costo tener
la empresa que es hoy en día no es nada fácil y que gracias a su trabajo, esfuerzo, constancia y
la colaboración de sus empleados, se pueden lograr resultados extraordinarios. “DECKO
MUEBLES” espera es que la empresa siga creciendo de la manera que lo está haciendo.
Ingeniería De Métodos y Tiempos
Semanario
DECKO MUEBLES
MISIÓN:
Decko Muebles es una empresa enfocada en su mercado objetivo y a la ves vanguardista
orientada en todo momento a lograr que nuestros productos de muebles para decoración de
interiores, cuenten con la elegancia, moda, tendencia y calidad que nuestros clientes más
exigentes merecen tener para proporcionar soluciones factibles a costos adecuados según sus
características para destacarnos en el mercado a través de la responsabilidad y ética como nuestro
compromiso.
VISIÓN:
Decko Muebles desea en los próximos años ser una empresa reconocida, distinguida,
recomendada y demandante, en el mercado objetivo de muebles de decoración de interiores,
enfocada a la elegancia y vanguardia. Gracias a la buena reputación y distinción adquirida por
nuestros productos de gran calidad siempre en contacto con la tendencia y moda, logrando así
enfrentar nuevos mercados en los cuales desea ser una empresa líder con nuestros productos,
con los más altos estándares de calidad y diseño.

Ingeniería De Métodos y Tiempos
Semanario
PLANOS Y LA DISTRIBUCIÓN EN PLANTA DE LA EMPRESA
“DECKO MUEBLES”
“PARA VER LOS PLANOS Y LA DISTRIBUCIÓN EN PLANTA DE LA
EMPRESA “DECKO MUEBLES” IR AL ANEXO EN EL PROGRAMA OFFICE
VISIO 2007, EL CUAL SE ENCUENTRA EN LA CARPETA PRINCIPAAL”.

Ingeniería De Métodos y Tiempos
Semanario
MATERIALES, MAQUINARIA Y PRODUCTO COMO TAL EL
SEMANARIO
MATERIALES
PERILLO NEGRO, ROPA:
NOMBRE CIENTÍFICO:
(2,3) Couma Macrocarpa Bard. Rodr.
SINONIMO:
Couma Guatemalensis Standl.
FAMILIA:
Apocynaceae
PRESERVACION: (4)
Es fácil de tratar mediante los sistemas de vacío - presión o inmersión, presentando la albura una
retención de 150 a 200 kg/m3 y de 100 a 150 kg/m3 para duramen y penetración parcial
periférica.
TRABAJABILIDAD: (6,7)
Fácil de trabaja r con herramientas manuales y de todas las operaciones de maquinado. Recibe y
retiene bien los clavos. Fácil de encolar.
DURABILIDAD NATUAL: (4, 6,7)
No es resistente al ataque de hongos e insectos. Posee una duración en uso exterior menos a un
año.
USOS ACTUALES: (1, 6, 7)
Cojinería, revestimiento de interiores, artesanías, carpintería, muebles sencillos y pulpa para
papel.
USOS POTENCIALES: (1, 5, 6)
Tableros aglomerados y enlistonados, molduras, construcciones normales y chapas para triplex;
Inmunizada se puede utilizar para postes y durmientes.
DISTRIBUCION GEOGRAFICA: (2,3)
Se encuentra desde América Central, Panamá, Brasil, Venezuela hasta Perú. En Colombia se halla
en el Carare - Opón, Serranía de San Lucas, Amazonia, Caquetá, Choco, Sarare (Arauca), Bajo
calima y Vaupés.
CARACTERISTICAS SOBRESALIENTES DEL ARBOL: (2, 3, 7)
Árbol que alcanza una altura hasta de 40 m. y un diámetros de 1.0 m. Tronco recto y cilíndrico. La
corteza interna es de color crema, sabor amargo y exuda rápidamente un látex acuoso al córtala.
Hojas verticales, en grupos de tres, agrupadas al final de las ramas, ovadas, base cordada, ápice
abruptamente acuminado. Flores en dicasios de una pulpa comestible, semejante a una goma de
mascar.
Crece en las formaciones vegetales bosque húmedo tropical (bh – t ) y bosque muy húmedo
tropical (bmh – T ).

Ingeniería De Métodos y Tiempos
Semanario
CARACTERISTICAS EXTERNAS DE LA MADERA: (6, 7)
La albura es de color rosado- amarillento, poco diferenciable del duramen de color marrón muy
claro, casi rosado. Olor y sabor no distintivos. Grano de algo oblicuo a entrecruzado. Textura
mediana. Brillo mediano. Veteado Suave.
SECADO: (6,7)
La madera seca fácilmente al aire libre y en cámaras de secado. No presenta deformaciones ni
rajaduras severas durante el proceso de secado.
PROPIEDADES FÍSICAS:
PROPIEDADES MECÁNICAS:
Las propiedades son medianas, lo cual concuerda con su densidad y las claves para identificación
de resultados.
Ingeniería De Métodos y Tiempos
Semanario
MDF:
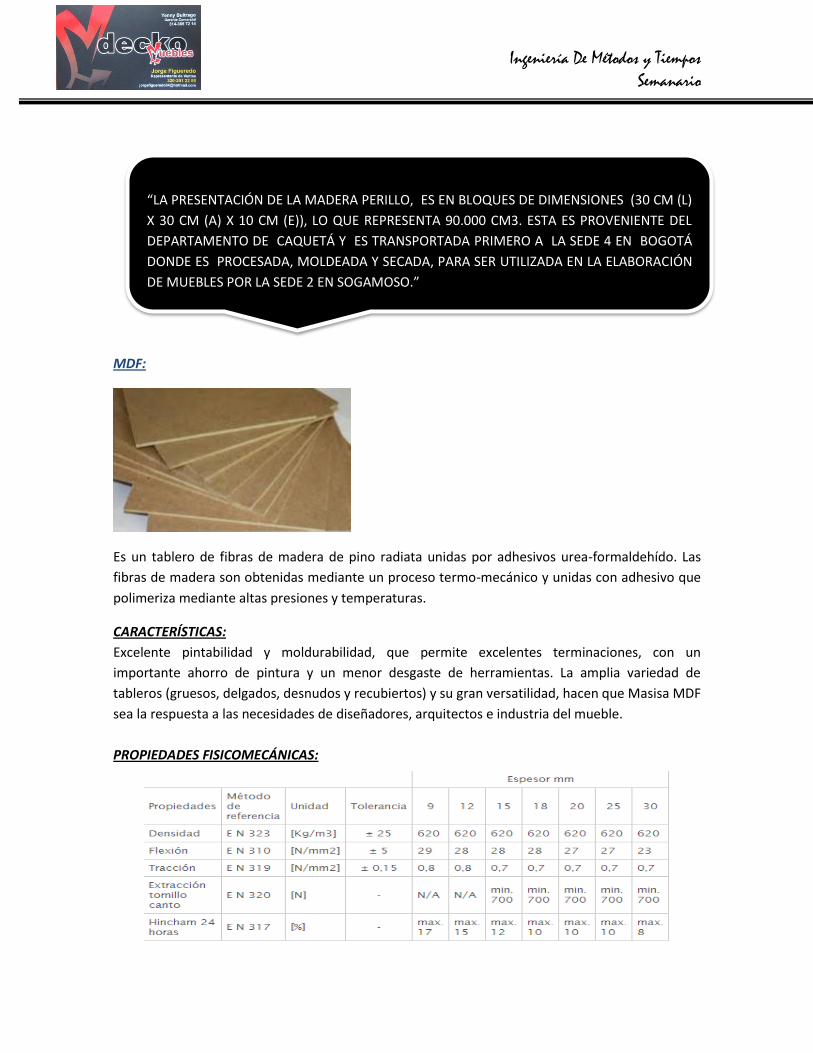
Es un tablero de fibras de madera de pino radiata unidas por adhesivos urea-formaldehído. Las
fibras de madera son obtenidas mediante un proceso termo-mecánico y unidas con adhesivo que
polimeriza mediante altas presiones y temperaturas.
CARACTERÍSTICAS:
Excelente pintabilidad y moldurabilidad, que permite excelentes terminaciones, con un
importante ahorro de pintura y un menor desgaste de herramientas. La amplia variedad de
tableros (gruesos, delgados, desnudos y recubiertos) y su gran versatilidad, hacen que Masisa MDF
sea la respuesta a las necesidades de diseñadores, arquitectos e industria del mueble.
PROPIEDADES FISICOMECÁNICAS:
“LA PRESENTACIÓN DE LA MADERA PERILLO, ES EN BLOQUES DE DIMENSIONES (30 CM (L)
X 30 CM (A) X 10 CM (E)), LO QUE REPRESENTA 90.000 CM3. ESTA ES PROVENIENTE DEL
DEPARTAMENTO DE CAQUETÁ Y ES TRANSPORTADA PRIMERO A LA SEDE 4 EN BOGOTÁ
DONDE ES PROCESADA, MOLDEADA Y SECADA, PARA SER UTILIZADA EN LA ELABORACIÓN
DE MUEBLES POR LA SEDE 2 EN SOGAMOSO.”

Ingeniería De Métodos y Tiempos
Semanario
TOLERANCIAS DIMENSIONALES:
Espesor ± 0,2 mm
Largo y ancho ± 2,0 mm/m
Diferencia entre Diagonales ± 2,0 mm/m
Rectitud de los cantos ± 2,0 mm/m
Tableros MDF de uso general en ambiente seco. Los tableros tienen un contenido de humedad
entre 5% y 11% al momento del despacho, medida usando método estándar EN 322.Los tableros
cumplen los estándares clase E-1 en emisión de formaldehído según norma europea EN 622-
1:2004. Las tolerancias especificadas tienen una confianza estadística del 95%
MANIJAS CROMO MATE:
CORREDERAS TANDEMBOX BLUM GRIS:
SELLADOR CATALIZADO Y LACA:
Selladores y lacas catalizadas cuya función principal es sellar la madera
parcial o totalmente y promover la adherencia entre el sustrato y el
acabado final.

Ingeniería De Métodos y Tiempos
Semanario
ADHESIVO :
Esta desarrollado para se empleado en las industrias de carpinteria, enchapes, tapiceria,
decoracion, construccion y muchas mas.
PASTICO DE BURBUJAS: Tiene 4 capas de polietileno que encapsula aire formando una barrera, para brindar una protección adecuada al momento del empaque, 100 % materia prima original. ATRIBUTOS FÍSICOS:
Transparencia ( Facilita la identificación del producto)
Ligero ( pesa tan poco pero protege que los costos de envíos son bajos)
Amortigua
Fuerte y Resistente
No absorbente
No abrasivo
Flexible
No toxico (Es limpio de aspecto y libre de polvo)
Memoria de impacto ( Se adapta a cualquier superficie)
Reciclable
Ingeniería De Métodos y Tiempos
Semanario
MAQUINARIA UTILIZADA
SIERRA RADIAL DW725: Sierra de brazo radial tiene una capacidad de corte transversal de 460mm, 720mm longitudinal y 90mm de profundidad de corte, disco de 12" - 3000 RPM. Brazo de hierro colado de gran robustez con el motor montado con 4 rodamientos de agujas - El motor de inducción (8.8 Amp. 230 Vol.) se usa principalmente para realizar cortes a lo ancho manejando unas medidas de tolerancia, profundidad con un ángulo de corte exacto a las piezas propios de la empresa.
SIERRA CIRCULAR: Esta máquina se usa para realizar cortes de longitudinales o transversales a las piezas de madera como también para seccionarlas y retirar partes dañadas . Dotada de un motor eléctrico que hace girar a gran velocidad una hoja circular esta hoja es de 185 mm de diámetro. PLANEADORA: REFERENCIA HJ-912: Se utiliza para perfilar la pieza de madera por su mejor lado.
Capacidad de motor 3.0 HP 3 F 220V
Diámetro del porta cuchillas 100 mm ( 4" )
numero de cuchillas en el mandril 4
dimensión de las cuchillas 300 x 30 x 3.0 mm
Dimensión de la guía 1000 x 150 mm CEPILLO PARA MADERA C45: El cepillo eléctrico es una máquina con una superficie plana por abajo, en la que sobresale un tambor giratorio dotado de cuchillas, que son las que van cortando el material. Esto se hace con el fin de darle una textura lisa a la superficie de la pieza o material que se desea desbastar. TORNO PARA MADERA: El torno para madera mecánico se usa `para darle forma cilíndrica a diferentes piezas de un producto o simplemente para decoración del mismo es una herramienta para mecanizar piezas por revolución sacando material en forma de viruta o aserrín mediante una herramienta de corte. Generalmente el movimiento de corte que se le imparte a la pieza gira rotando en su propio eje gracias a un motor eléctrico que transmite su giro al husillo mediante un sistema de engranajes. Este husillo posee distintos sistemas para la sujeción del objeto, por ejemplo pinzas, platos de garras, madrinos auxiliares, etc., los cuales tienen por función sujetar la pieza que va a ser cortada. Posee un movimiento de avance que se debe al movimiento longitudinal o transversal de a pieza sobre la que se está trabajando. Junto con el husillo este movimiento determina el espacio recorrido por cada vuelta que da la pieza sobre la herramienta. El movimiento de un torno para madera puede ser también no paralelo a los ejes causando así la producción de conos. En este caso se debe girar el carro que se encuentra debajo del transversal y ajustando el ángulo requerido en una escala graduada lo que será la mitas de la forma cónica deseada.

Ingeniería De Métodos y Tiempos
Semanario SIERRA SIN FIN VERTICAL: Presenta una sierra sin fin vertical, que consta de una maquina ajustable, y a una distancia se dispone de un vaciado para el soporte de la banda de sierra y para el material a serrar, así como un portador de rueda motriz dispuesto esencialmente en forma vertical. Sobre esta rueda motriz, se desplaza la banda de sierra sin fin y, tanto en la parte superior como inferior del material a serrar, se encuentra un dispositivo para permitir movimiento de torsión al portador de la rueda motriz. De esta forma, tanto el material como la banda de sierra, pueden moverse uno en dirección contraria al otro en un plano horizontal para permitir la dirección de los distintos caminos de serrado. Se ha previsto también, que el portador de la rueda motriz sea giratorio alrededor de un eje vertical siendo ajustable en cada posición de giro correspondiente. TALADRO ESTATICO: Un taladro tiene forma de pistola. De hecho, cuenta con una especie de gatillo que es el interruptor con que se acciona. Posee una carcasa, generalmente plástica, que recubre el motor, y en el extremo lleva una pieza (porta brocas o mandril) que permite acoplar los complementos o brocas. Trabaja a una potencia de 600 a 700 w y a dos velocidades. LIJADORA DE BANDA: Consta de una banda cerrada de lija sujeta con tensión entre dos rodillos. Un rodillo genera el movimiento de la banda de lija, mientras que el otro sirve para controlar la tensión y el desplazamiento lateral de la misma. Una placa situada entre ambos rodillos mantiene la banda de lija contra la pieza a lijar. Está indicada para lijar grandes superficies planas. Se trabaja en el sentido de la veta dando pasadas paralelas y superpuestas. Hay que tener bastante tacto sobre todo al iniciar el lijado, ya que no se puede dejar parada la máquina en ningún momento debido a su gran poder de lijado. No es necesario ejercer gran presión sobre ella. Esta máquina se puede fijar con sargentos o gatos a un banco de trabajo, convirtiéndola de esta forma en una lijadora de banda estacionaria. En este caso lo que moveremos será la pieza a lijar. COMPRESOR DE AIRE 2.5HP CON TANQUE DE 25LTS OKLAND: 110 V. 120 PSI. Tanque de 25 lb. Para trabajos de pintura. CARACTERISTICAS TECNICAS:
Presión máxima: 115/125 psi
Paro automático.
Potencia: 2.5hp
Entrega de aire: 5.89cfm
Voltaje: 120v/60hz
Rpm: 3400rev/min
Tanque: 25lts
Peso: 25kg

Ingeniería De Métodos y Tiempos
Semanario
PRODUCTO SEMANARIO

Ingeniería De Métodos y Tiempos
Semanario
SEMANARIO
Los muebles son el corazón de toda decoración, por ende, de los ambientes. Pero no sólo en su
forma radican sus atributos, estos se lucen adecuadamente si cada pieza está en el lugar correcto,
es decir, debemos tener especial cuidado al disponer el mobiliario en cada habitación.
Aunque parezca obvio, hay que remarcar que es muy distinta la colocación de los muebles en un
espacio reducido como el de un departamento a como se hace en una casa donde las dimensiones
siempre son mayores.
Tomar parte en el diseño interior de nuestro hogar es una tarea que a la mayor parte de las
personas –sobre todo a las mujeres– les resulta atractiva, aunque hay muchos que se estresan
pues hay que poder coordinar muchos detalles. Por eso, y para preservar una línea estética,
siempre es posible pedir asistencia al equipo de vendedores o contratar un profesional que nos
guíe.
En cada cuarto hay que elegir un mueble que será el destacado, y a partir de él se pueden armar
distintas combinaciones, ya sean haciendo juego o contrastando (una tendencia que viene
creciendo ya que se han puesto de moda los ambientes eclécticos). Al disponer los muebles es
importante dejar espacio entre uno y otro para no cortar la circulación de la casa.
En las habitaciones, la cama debe ir de manera que la luz de la ventana no moleste, pero tampoco
es bueno perder la vista si es buena. Las cortinas acá juegan un rol fundamental. En el dormitorio
también es adecuado tener muebles personalizados, como un vestidor, una cómoda, un
semanario o un escritorio con tapa rebatible.
Por esta razón en “DECKO MUEBLES” contamos con asesores para su mayor comodidad y
elegancia a la hora de decorar su hogar o lugar de trabajo. Para nosotros es importante dar a
conocer los materiales y el procedimiento de elaboración de las líneas de muebles que
manejamos. En esta ocasión les daremos a conocer a los estudiantes de Ingeniería Industrial el
proceso de elaboración de un “SEMANARIO”, facilitándoles información como las instalaciones y
cada una de las sedes si es necesario para el desarrollo adecuado de su trabajo de ingeniería de
métodos y tiempos.
“DECKO MUEBLES” espera como respuesta por parte de los estudiantes las posibles mejoras que
se le pueden plantar al proceso de elaboración del mueble escogido por ellos el “SEMANARIO”
como las observaciones pertinentes que puedan ayudar al mejoramiento de la empresa.
Ingeniería De Métodos y Tiempos
Semanario
PROCESO DEL SEMANARIO
Para la elaboración de un semanario en “DECKO MUEBLES” se lleva a cabo a partir del primer
proceso que se realiza en la cuarta sede de la empresa, ubicada en Bogotá, en la zona industrial,
donde se realiza el procesamiento de la madera, en la cual trabajan 3 personas encargadas de las
operaciones de moldeo, secado y alistamiento de la madera de perillo para ser utilizada en la
elaboración de los muebles. De allí es transportada la materia prima principal para la sede
segunda sede de fabricación, ubicada en la calle 9 Nº 26-12 en Sogamoso, donde se realiza el
proceso de fabricación de los muebles listos para su pintado, terminado y empacado, en la cual
trabajan 8 personas encargados de las operaciones del proceso de fabricación. Al terminar esta
operación, el producto es llevado a la tercera sede, la cual está ubicada en la calle 9 Nº 28-03 en
Sogamoso, donde realizan el terminado a los muebles, dejándolos listos para empaque y traslado
a la primera sede o la ubicación según la venta, en la cual trabajan 4 personas encargados de las
operaciones del proceso de terminado.
A continuación daremos una breve explicación de proceso que se lleva a cabo en la segunda y
tercera sede de la empresa “DECKO MUEBLES”.
SEGUNDA SEDE “FABRICACIÓN”
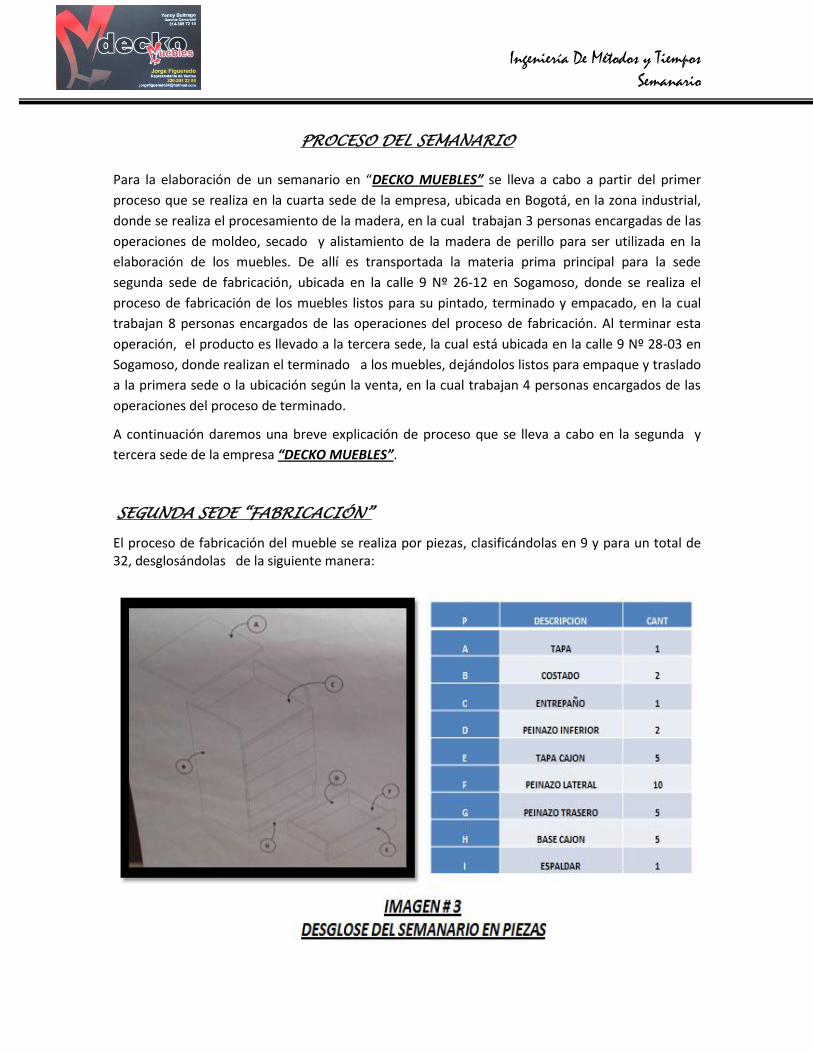
El proceso de fabricación del mueble se realiza por piezas, clasificándolas en 9 y para un total de 32, desglosándolas de la siguiente manera:
Ingeniería De Métodos y Tiempos
Semanario
PARA CADA UNA DE LAS PIEZAS DESDE LA (P) HASTA LA (G), SE
REALIZA EL SIGUIENTE PROCESO:
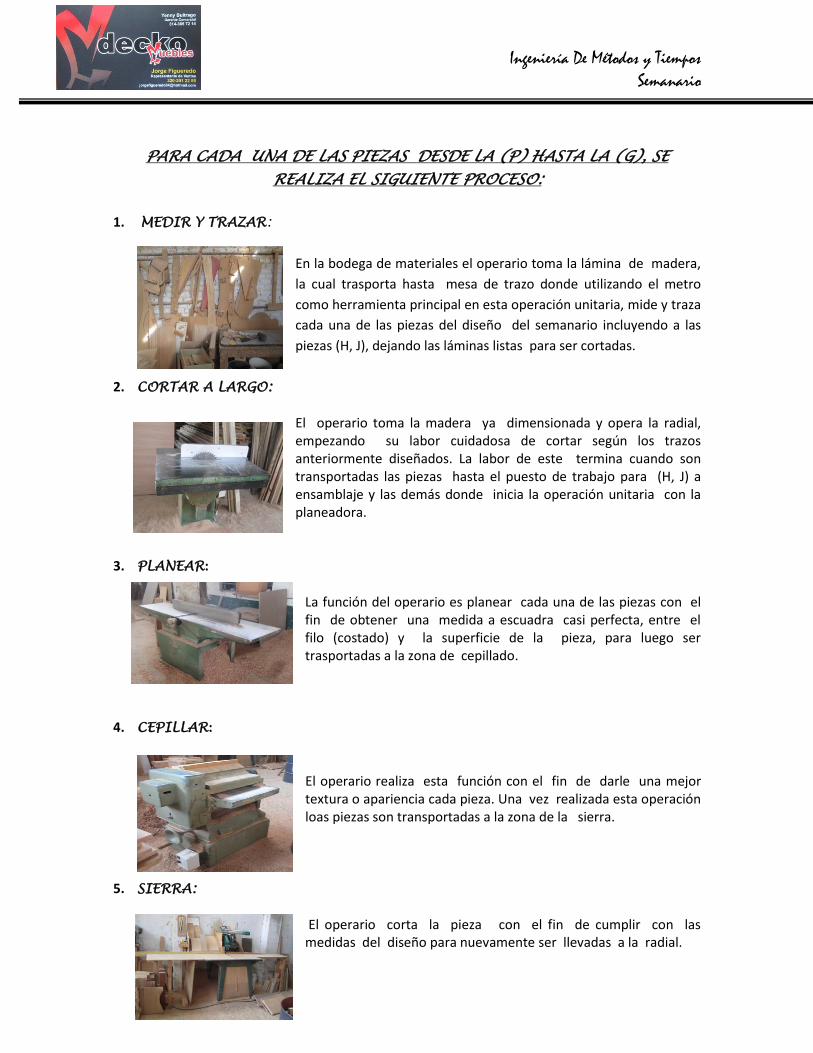
1. MEDIR Y TRAZAR:
En la bodega de materiales el operario toma la lámina de madera,
la cual trasporta hasta mesa de trazo donde utilizando el metro
como herramienta principal en esta operación unitaria, mide y traza
cada una de las piezas del diseño del semanario incluyendo a las
piezas (H, J), dejando las láminas listas para ser cortadas.
2. CORTAR A LARGO:
El operario toma la madera ya dimensionada y opera la radial, empezando su labor cuidadosa de cortar según los trazos anteriormente diseñados. La labor de este termina cuando son transportadas las piezas hasta el puesto de trabajo para (H, J) a ensamblaje y las demás donde inicia la operación unitaria con la planeadora.
3. PLANEAR:
La función del operario es planear cada una de las piezas con el fin de obtener una medida a escuadra casi perfecta, entre el filo (costado) y la superficie de la pieza, para luego ser trasportadas a la zona de cepillado.
4. CEPILLAR:
El operario realiza esta función con el fin de darle una mejor textura o apariencia cada pieza. Una vez realizada esta operación loas piezas son transportadas a la zona de la sierra.
5. SIERRA: El operario corta la pieza con el fin de cumplir con las medidas del diseño para nuevamente ser llevadas a la radial.

Ingeniería De Métodos y Tiempos
Semanario 6. RADIAL:
El operario realiza esta función de nuevo con el fin de que las piezas en sus vértices formen ángulos a 90º para que en la operación de ensamblaje, esta sea perfecta y no haya ningún problema.
7. ESPIGADO:
En esta operación unitaria el operario pasa por un trompo de disco cada una de las piezas, para hacer una dilatación, con la que se realizara la operación de ensamblaje. Luego selecciona y transporta las piezas necesarias para el barrenado en el taladro estático.
8. BARRENADO: El operario pasa las piezas por un taladro estático, el cual trabaja con una broca de ¼ “, abriendo un orificio para que todas las piezas encajen a la perfección en la operación unitaria de ensamblaje, luego transporta las piezas utilizadas en la zona de barrenado asía a la zona de lijado de banda.
9. LIJADORA DE BANDA:
El operario lija todas las superficies de cada una de las piezas con el fin darle un acabado a las piezas. Una vez terminada la función, el operario trasporta las piezas a la zona de ensamble.
10. ENSAMBLADO:
El operario clasifica todas las piezas por parejas, esto se realiza con el fin de buscar sus mejores caras, para luego ensamblarlas y que casen perfectamente, en un todo; obteniendo así el producto en obra gris. El producto terminado, es trasportado a la zona de bodegaje de productos fabricados, esperando ser trasportados a la tercera sede de la empresa de terminados y acabados.

Ingeniería De Métodos y Tiempos
Semanario
TERCERA SEDE “TERMINADOS Y ACABADOS”
En la sede de terminados y acabados, se realiza las últimas operaciones unitarias de las cuales
consta la fabricación del semanario para por ultimo ser transportado el producto a su lugar de
destino que puede ser la primera sede de ventas y asesorías o el destinos según lo solicite el
cliente.
PARA CADA UNO DE LOS PRODUCTOS, SE
REALIZA EL SIGUIENTE PROCESO:
11. LIJADO:
Ente es lugar es inspeccionado el producto fabricado y procedente de la segunda sede de la empresa de fabricación por dos operarias las cuales detectan los posibles defectos que pueda tener el mueble y si existen dichos imperfectos ellas se encargan de corregirlos o pulirlos. De allí es trasportando el producto a la zona de empapelado.
12. EMPAPELADO:
El producto deber ser empapelado por el operario en algunas partes para no afectarlas en la operación unitaria de pintado.
Ingeniería De Métodos y Tiempos
Semanario
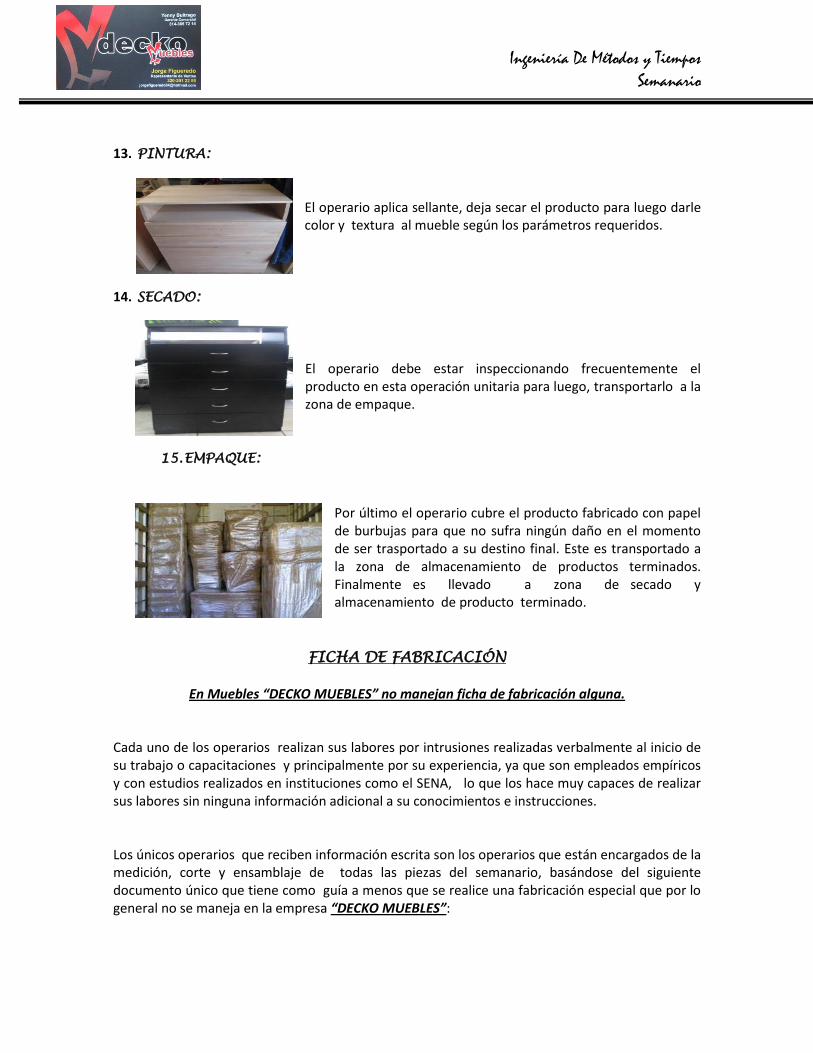
13. PINTURA:
El operario aplica sellante, deja secar el producto para luego darle color y textura al mueble según los parámetros requeridos.
14. SECADO: El operario debe estar inspeccionando frecuentemente el producto en esta operación unitaria para luego, transportarlo a la zona de empaque.
15. EMPAQUE:
Por último el operario cubre el producto fabricado con papel de burbujas para que no sufra ningún daño en el momento de ser trasportado a su destino final. Este es transportado a la zona de almacenamiento de productos terminados. Finalmente es llevado a zona de secado y almacenamiento de producto terminado.
FICHA DE FABRICACIÓN
En Muebles “DECKO MUEBLES” no manejan ficha de fabricación alguna.
Cada uno de los operarios realizan sus labores por intrusiones realizadas verbalmente al inicio de su trabajo o capacitaciones y principalmente por su experiencia, ya que son empleados empíricos y con estudios realizados en instituciones como el SENA, lo que los hace muy capaces de realizar sus labores sin ninguna información adicional a su conocimientos e instrucciones. Los únicos operarios que reciben información escrita son los operarios que están encargados de la medición, corte y ensamblaje de todas las piezas del semanario, basándose del siguiente documento único que tiene como guía a menos que se realice una fabricación especial que por lo general no se maneja en la empresa “DECKO MUEBLES”:

Ingeniería De Métodos y Tiempos
Semanario
Ingeniería De Métodos y Tiempos
Semanario
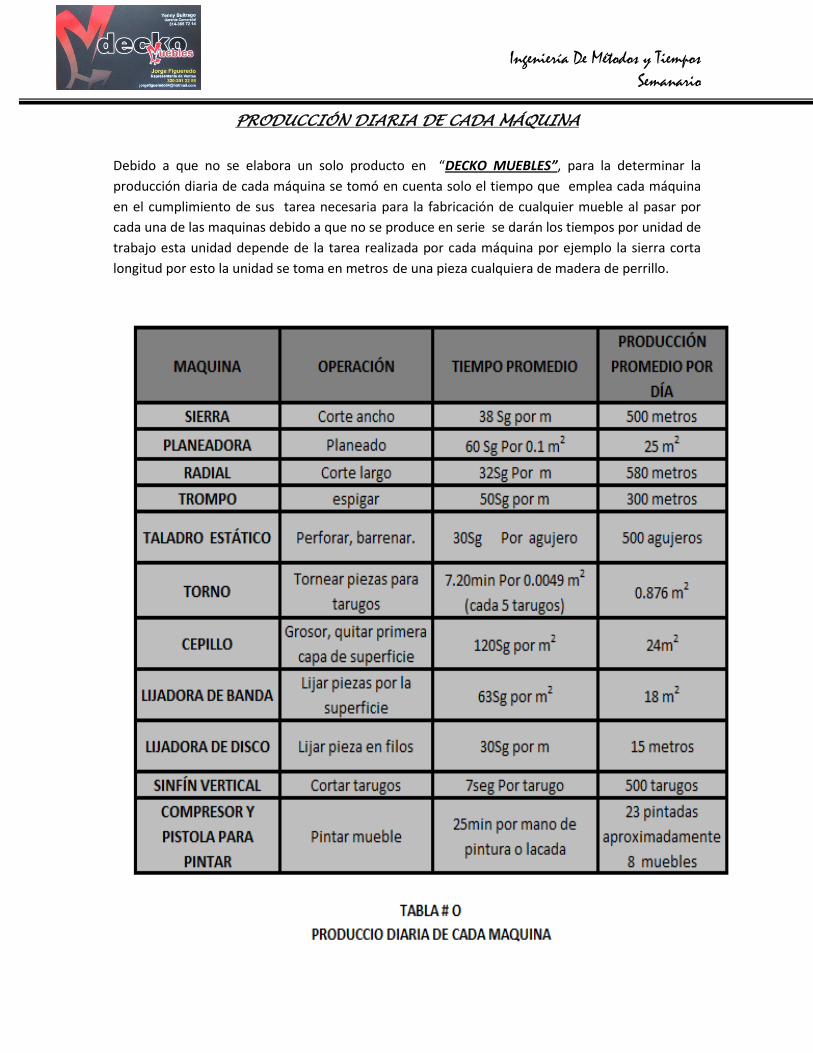
PRODUCCIÓN DIARIA DE CADA MÁQUINA
Debido a que no se elabora un solo producto en “DECKO MUEBLES”, para la determinar la
producción diaria de cada máquina se tomó en cuenta solo el tiempo que emplea cada máquina
en el cumplimiento de sus tarea necesaria para la fabricación de cualquier mueble al pasar por
cada una de las maquinas debido a que no se produce en serie se darán los tiempos por unidad de
trabajo esta unidad depende de la tarea realizada por cada máquina por ejemplo la sierra corta
longitud por esto la unidad se toma en metros de una pieza cualquiera de madera de perrillo.

Ingeniería De Métodos y Tiempos
Semanario
APROVECHAMIENTO ACTUAL DE CADA MÁQUINA
El aprovechamiento de las maquinas utilizadas en la fabricación de los productos fabricados por la
empresa “DECKO MUEBLES” es muy relativo ya que no se mantiene una producción de un solo
producto sino que al contrario hay una variación de estos, lo cual hace relativo el
aprovechamiento de cada una de las máquinas y también debemos tener en cuenta que la
empresa procura trabajar por lotes.
Partiendo de ello podemos decir que para la fabricación de un semanario en la empresa “DECKO
MUEBLES” se trabaja un turno de 8 horas diarias con un aprovechamiento por máquina de la
siguiente manera:
MAQUINAS EMPLEADAS PARA PROCESAR MADERA:
En “DECKO MUEBLES” se trabajan 8 horas diarias, pero esto no quiere decir que todas las
maquinas trabajen tiempo completo, por lo que hay una variación en el aprovechamiento diario
de las máquinas.
Debido al tiempo de usó empleado por máquina, trabajaremos con una razón o proporción del
tiempo trabajado respecto al de trabajo, para ello nos basaremos de la siguiente formula, para
cada una de las máquinas de la siguiente manera.
Ingeniería De Métodos y Tiempos
Semanario
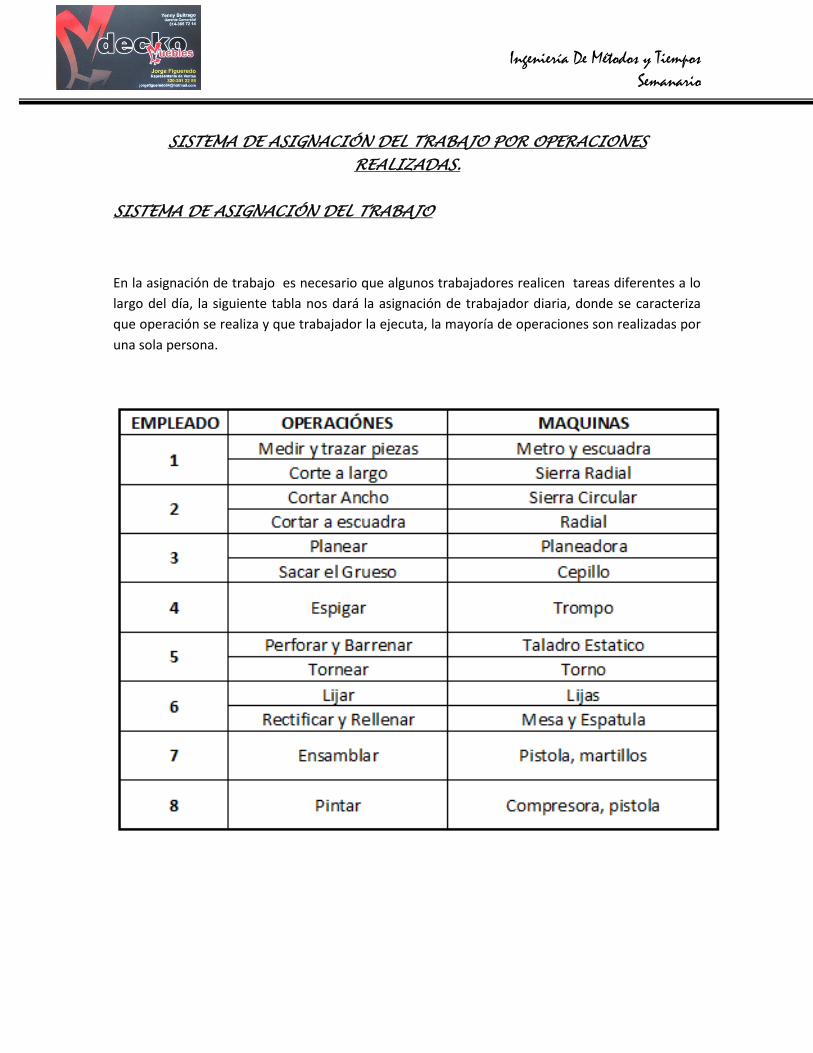
SISTEMA DE ASIGNACIÓN DEL TRABAJO POR OPERACIONES
REALIZADAS.
SISTEMA DE ASIGNACIÓN DEL TRABAJO
En la asignación de trabajo es necesario que algunos trabajadores realicen tareas diferentes a lo
largo del día, la siguiente tabla nos dará la asignación de trabajador diaria, donde se caracteriza
que operación se realiza y que trabajador la ejecuta, la mayoría de operaciones son realizadas por
una sola persona.
Ingeniería De Métodos y Tiempos
Semanario
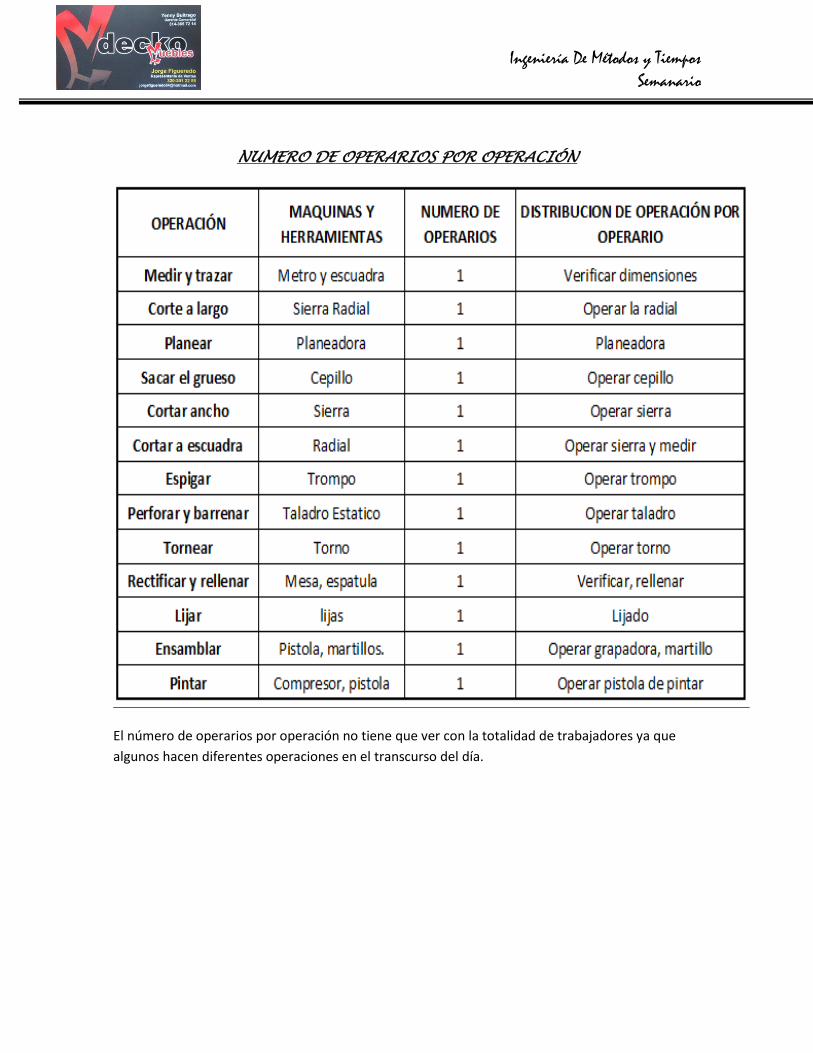
NUMERO DE OPERARIOS POR OPERACIÓN
El número de operarios por operación no tiene que ver con la totalidad de trabajadores ya que
algunos hacen diferentes operaciones en el transcurso del día.
Ingeniería De Métodos y Tiempos
Semanario
PRODUCCIÓN DIARIA.
En “DECKO MUEBLES” se trabaja a pedido y esta no produce semanarios continuamente, por
esta razón se han logrado fabricar 18 semanarios en 10 días, aclarando que esto sucede muy pocas
veces y solamente se han dedicado a producir semanarios durante este tiempo, se aclara que
“DECKO MUEBLES” elabora una gran variedad de artículos para el hogar.
Debido a esto podemos decir que la producción diaria de semanarios en la fábrica “DECKO
MUEBLES” está dada por la relación de cantidad de muebles sobre el número de días así:
Esto indica que en “DECKO MUEBLES” se produce un semanario y queda en proceso otro con un
porcentaje de terminación del 80%.
Ingeniería De Métodos y Tiempos
Semanario
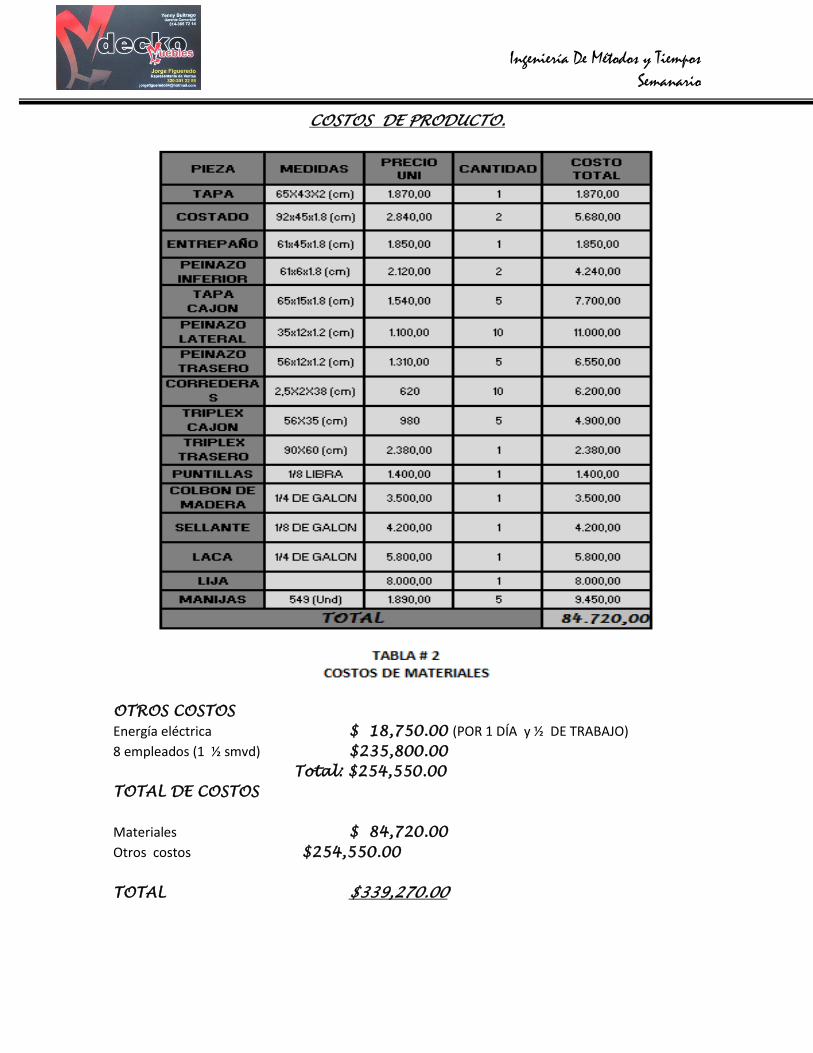
COSTOS DE PRODUCTO.
OTROS COSTOS
Energía eléctrica $ 18,750.00 (POR 1 DÍA y ½ DE TRABAJO)
8 empleados (1 ½ smvd) $235,800.00
Total: $254,550.00
TOTAL DE COSTOS
Materiales $ 84,720.00
Otros costos $254,550.00
TOTAL $339,270.00

Ingeniería De Métodos y Tiempos
Semanario
DIAGRAMAS DE OPERACIÓN, DEL RECORRIDO, DE CIRCULACIÓN, HOMBRE
MÁQUINA, MANO DERECHA MANO IZQUIERDA.
ANALISIS DE LA OPERACIÓN
“PARA VER LOS DIAGRAMAS SOBRE LA FABRICACIÓN DE UNA
SEMANARIO DE LA EMPRESA “DECKO MUEBLES” IR AL ANEXO EN EL
PROGRAM VISIO 2007, EL CUAL SE ENCUENTRA EN LA CARPETA
PRINCIPAAL”.
Ingeniería De Métodos y Tiempos
Semanario
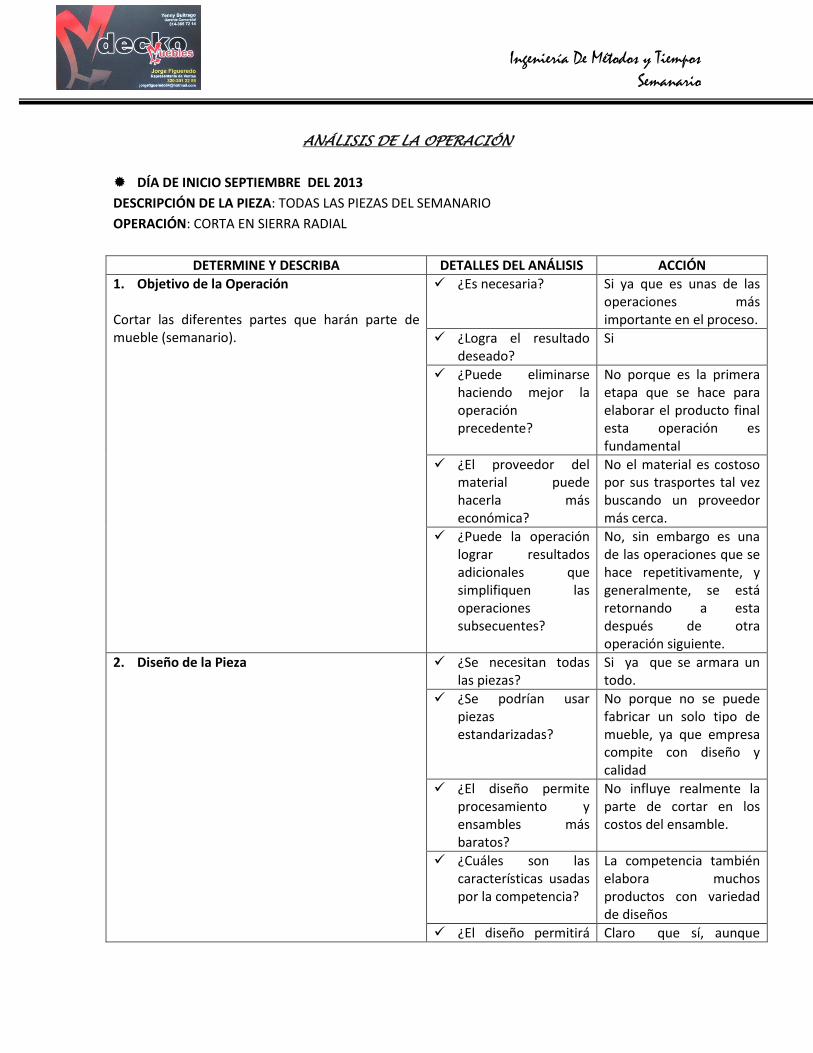
ANÁLISIS DE LA OPERACIÓN
DÍA DE INICIO SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: TODAS LAS PIEZAS DEL SEMANARIO
OPERACIÓN: CORTA EN SIERRA RADIAL
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1. Objetivo de la Operación Cortar las diferentes partes que harán parte de mueble (semanario).
¿Es necesaria? Si ya que es unas de las operaciones más importante en el proceso.
¿Logra el resultado deseado?
Si
¿Puede eliminarse haciendo mejor la operación precedente?
No porque es la primera etapa que se hace para elaborar el producto final esta operación es fundamental
¿El proveedor del material puede hacerla más económica?
No el material es costoso por sus trasportes tal vez buscando un proveedor más cerca.
¿Puede la operación lograr resultados adicionales que simplifiquen las operaciones subsecuentes?
No, sin embargo es una de las operaciones que se hace repetitivamente, y generalmente, se está retornando a esta después de otra operación siguiente.
2. Diseño de la Pieza ¿Se necesitan todas las piezas?
Si ya que se armara un todo.
¿Se podrían usar piezas estandarizadas?
No porque no se puede fabricar un solo tipo de mueble, ya que empresa compite con diseño y calidad
¿El diseño permite procesamiento y ensambles más baratos?
No influye realmente la parte de cortar en los costos del ensamble.
¿Cuáles son las características usadas por la competencia?
La competencia también elabora muchos productos con variedad de diseños
¿El diseño permitirá Claro que sí, aunque

Ingeniería De Métodos y Tiempos
Semanario
llegar a la automatización
siempre se está dependiendo del avance tecnológico.
3. Análisis de procesos al realizar la operación el operario debe seguir este procedimiento:
Tomar pieza
Colocar pieza en la mesa de radial
Empezar a cortar según trazos o especificaciones
Dejarla en el suelo
¿La operación analizada puede ser eliminada?
No, porque la operación es primordial para la elaboración del producto.
¿Combinar con otra? No, es difícil el acoplamiento de maquinas
¿Ejecutarse durante el período de espera de otra?
Si, debido a que esta operación es la más usada dentro del proceso; así que mientras se ejecuta una, esta se está haciendo
¿La secuencia de la operación es la óptima?
No, debido a que es la operación más usada y se repite constantemente, esto genera desorden, en el espacio de trabajo
¿Debería hacerse en otro departamento para disminuir costos de manejo?
No, ya que el lugar no afecta los costos de producción, el orden o la distribución de planta habría que replantear.
4. Requisitos de inspección Tolerancias y especificaciones Todas las piezas se deben inspeccionar ya que al no hacerlo esto podría genera un retraso al programa de producción y mal case entre las piezas para el conjunto.
¿La tolerancia, acabados y otros requisitos son necesarios?
Si para no afectar las operaciones siguientes
¿Demasiado costosos?
No, siempre se hace un previo cálculo para saber en realidad cuanto material se “desperdicia” o se pierde en cada operación.
¿Adecuados para el objetivo?
Sí, porque de la correcta inspección de medidas, acabado, etc., depende el éxito del ensamble y por ende la buena calidad del mueble.
¿Se debe usar control estadístico de calidad?
Sí, pero esto ocasionaría costos, además pues no es un producto que se
Ingeniería De Métodos y Tiempos
Semanario
esté realizando continuamente.
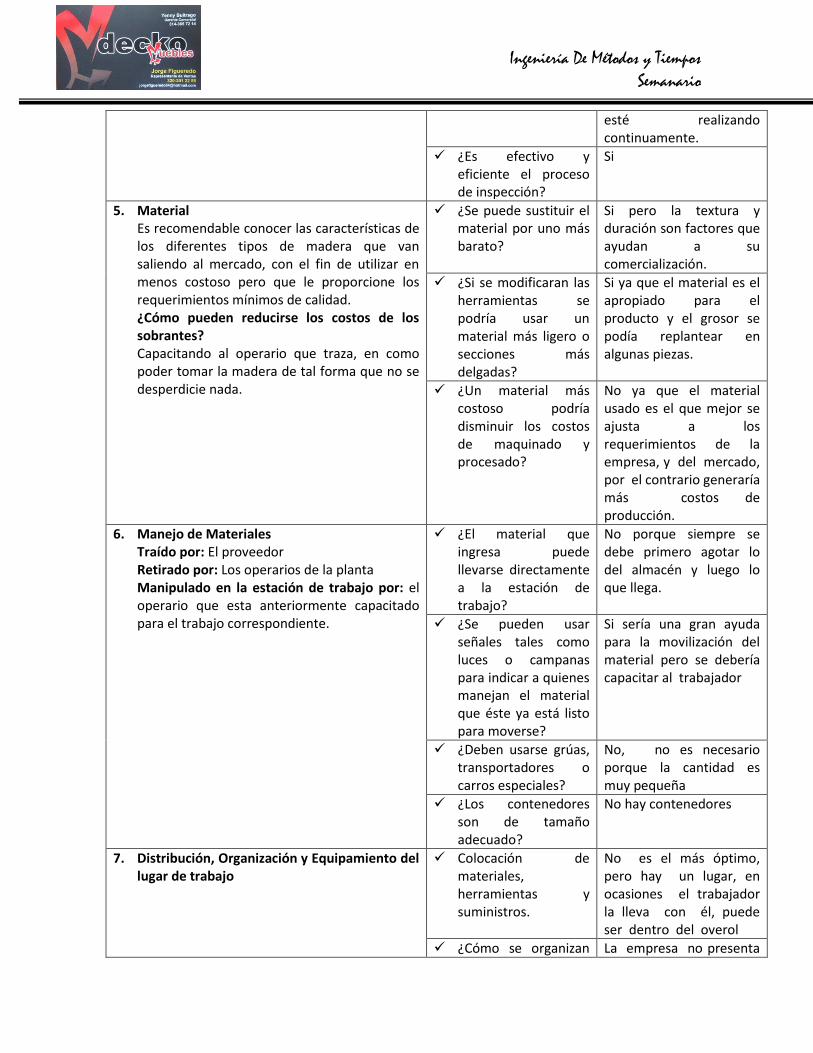
¿Es efectivo y eficiente el proceso de inspección?
Si
5. Material Es recomendable conocer las características de los diferentes tipos de madera que van saliendo al mercado, con el fin de utilizar en menos costoso pero que le proporcione los requerimientos mínimos de calidad. ¿Cómo pueden reducirse los costos de los sobrantes? Capacitando al operario que traza, en como poder tomar la madera de tal forma que no se desperdicie nada.
¿Se puede sustituir el material por uno más barato?
Si pero la textura y duración son factores que ayudan a su comercialización.
¿Si se modificaran las herramientas se podría usar un material más ligero o secciones más delgadas?
Si ya que el material es el apropiado para el producto y el grosor se podía replantear en algunas piezas.
¿Un material más costoso podría disminuir los costos de maquinado y procesado?
No ya que el material usado es el que mejor se ajusta a los requerimientos de la empresa, y del mercado, por el contrario generaría más costos de producción.
6. Manejo de Materiales Traído por: El proveedor Retirado por: Los operarios de la planta Manipulado en la estación de trabajo por: el operario que esta anteriormente capacitado para el trabajo correspondiente.
¿El material que ingresa puede llevarse directamente a la estación de trabajo?
No porque siempre se debe primero agotar lo del almacén y luego lo que llega.
¿Se pueden usar señales tales como luces o campanas para indicar a quienes manejan el material que éste ya está listo para moverse?
Si sería una gran ayuda para la movilización del material pero se debería capacitar al trabajador
¿Deben usarse grúas, transportadores o carros especiales?
No, no es necesario porque la cantidad es muy pequeña
¿Los contenedores son de tamaño adecuado?
No hay contenedores
7. Distribución, Organización y Equipamiento del lugar de trabajo
Colocación de materiales, herramientas y suministros.
No es el más óptimo, pero hay un lugar, en ocasiones el trabajador la lleva con él, puede ser dentro del overol
¿Cómo se organizan La empresa no presenta
Ingeniería De Métodos y Tiempos
Semanario
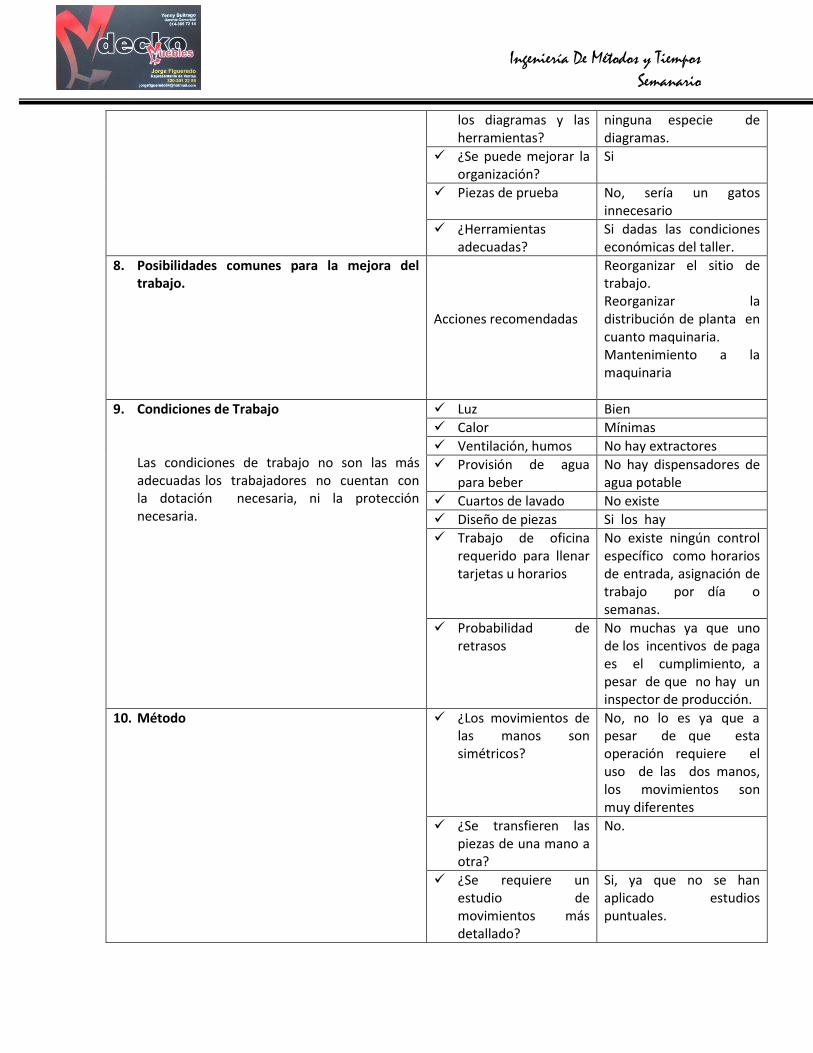
los diagramas y las herramientas?
ninguna especie de diagramas.
¿Se puede mejorar la organización?
Si
Piezas de prueba No, sería un gatos innecesario
¿Herramientas adecuadas?
Si dadas las condiciones económicas del taller.
8. Posibilidades comunes para la mejora del trabajo.
Acciones recomendadas
Reorganizar el sitio de trabajo. Reorganizar la distribución de planta en cuanto maquinaria. Mantenimiento a la maquinaria
9. Condiciones de Trabajo Las condiciones de trabajo no son las más adecuadas los trabajadores no cuentan con la dotación necesaria, ni la protección necesaria.
Luz Bien
Calor Mínimas
Ventilación, humos No hay extractores
Provisión de agua para beber
No hay dispensadores de agua potable
Cuartos de lavado No existe
Diseño de piezas Si los hay
Trabajo de oficina requerido para llenar tarjetas u horarios
No existe ningún control específico como horarios de entrada, asignación de trabajo por día o semanas.
Probabilidad de retrasos
No muchas ya que uno de los incentivos de paga es el cumplimiento, a pesar de que no hay un inspector de producción.
10. Método
¿Los movimientos de las manos son simétricos?
No, no lo es ya que a pesar de que esta operación requiere el uso de las dos manos, los movimientos son muy diferentes
¿Se transfieren las piezas de una mano a otra?
No.
¿Se requiere un estudio de movimientos más detallado?
Si, ya que no se han aplicado estudios puntuales.
Ingeniería De Métodos y Tiempos
Semanario
¿Se ha pensado en la seguridad?
No
DÍA DE INICIO SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: PIEZAS DEL SEMANARIO CON EXCEPCIÓN LAS DE MDF.
OPERACIÓN: PLANEAR LAS PIEZAS CORTADAS
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Dejar las piezas cortadas de la manera más pulcra
y con la calidad requerida a la hora del ensamble y
así evitar demora o problemas con las dimensiones
de las piezas cortadas.
Otro fin es que las caras queden perfectamente
rectas o planas con respecto a la maquina
¿Es necesaria? Si ya que el corte no
genera los estándares de
calidad requeridos.
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
precedente?
No, es muy necesaria
para la pulcritud y
ensamblaje de piezas.
¿El proveedor del
material puede
hacerla más
económica?
No, el proveedor no tiene
influencia en la
operación.
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
No porque su operación
no tiene nada en común
con la siguiente.
2 Diseño de la Pieza ¿Se necesitan en
todas las piezas?
No
¿Se podrían usar
piezas
estandarizadas?
No aplicaría a la
operación
¿El diseño permite
procesamiento y
Tal vez pero no aplica
para todas la pieza

Ingeniería De Métodos y Tiempos
Semanario
ensambles más
baratos?
¿Cuáles son las
características usadas
por la competencia?
Están en las mismas
condiciones.
¿El diseño permitirá
llegar a la
automatización
Si y esto sería lo ideal y se
llevaría a cabo con la
visión de la empresa.
3 Análisis de proceso
El operario toma la pieza cortada
anteriormente y una a una la va pasando por la
planeadora con la experiencia adquirida y con
la ayuda de los sentidos el operario sabe
cuándo la pieza ya está lista, termina su
operación llevando la pieza al lugar del cepillo.
¿La operación
analizada puede ser
eliminada?
No, es muy esencial para
el acabado del producto
¿Combinar con otra? Si, con una inspección de
acabado o lijado de
banda con continuidad a
esta operación.
¿Ejecutarse durante
el período de espera
de otra?
No
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
No.
4 Requisitos de inspección
Tolerancias y especificaciones
La inspección la realiza el operario ya que su
experiencia y con la ayuda de los sentidos sabe
cuándo la pieza está bien o está mal. Todo
basado en las especificaciones de la pieza
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si para no ocasionar
problemas a la hora de
armar todas las piezas.
¿Demasiado
costosos?
No
¿Adecuados para el Si

Ingeniería De Métodos y Tiempos
Semanario
objetivo?
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
Es recomendable conocer las características de
los diferentes tipos de madera que van
saliendo al mercado, con el fin de utilizar en
menos costoso pero que le proporcione los
requerimientos mínimos de calidad.
Y conocer el comportamiento de este
material al ser sometido por esta operación.
¿Cómo pueden reducirse los costos de los
sobrantes?
Para este caso no
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No ya que el material es
el apropiado para el
producto que se está
realizando. Es la materia
prima fundamental y
única
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No ya que el material
usado es el que mejor se
ajusta a los
requerimientos de la
empresa
6 Manejo de Materiales
Traído por: El proveedor
Retirado por: Los operarios de la planta
Manipulado en la estación de trabajo por: el
operario capacitado para la labor y que tenga
experiencia ya que es una operación de gran
importancia
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No porque siempre se
debe primero agotar lo
del almacén y luego lo
que llega.
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Si sería una gran ayuda
para la movilización del
material pero se debería
capacitar al trabajador
¿Deben usarse grúas, No, no es necesario

Ingeniería De Métodos y Tiempos
Semanario
transportadores o
carros especiales?
porque la cantidad es
muy pequeña
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo es muy pequeño para esta
operación ya que la empresa tiene una mala
distribución de los lugares de trabajo, en
especial para este caso
¿Los contenedores
son de tamaño
adecuado?
No hay contenedores
Colocación de
materiales,
herramientas y
suministros.
No es el más óptimo,
pero hay un lugar, en
ocasiones el trabajador
la lleva con él, puede
ser dentro del overol
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no presenta
ninguna especie de
diagramas.
¿Se puede mejorar la
organización?
Si
8 Posibilidades comunes para la mejora del
trabajo.
Piezas de prueba No, sería un gatos
innecesario
9 condiciones de trabajo
¿Herramientas
adecuadas?
Si dadas las condiciones
económicas del taller.
Acciones recomendadas
Reorganizar el sitio de
trabajo.
Reorganizar la
distribución de planta en
cuanto maquinaria.
Mantenimiento a la
maquinaria
Luz Bien
Calor Mínimas
Ventilación, humos No hay extractores

Ingeniería De Métodos y Tiempos
Semanario
Provisión de agua
para beber
No hay dispensadores de
agua potable
10 Método
Cuartos de lavado No existe
Diseño de piezas Si los hay
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
específico como horarios
de entrada, asignación de
trabajo por día o
semanas.
Probabilidad de
retrasos
No muchas ya que uno
de los incentivos de paga
es el cumplimiento, a
pesar de que no hay un
inspector de producción.
¿Los movimientos de
las manos son
simétricos?
No, no lo es ya que a
pesar de que esta
operación requiere el
uso de las dos manos,
los movimientos son
muy diferentes
¿Se transfieren las
piezas de una mano a
otra?
No.
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
¿Se ha pensado en la
seguridad?
No

Ingeniería De Métodos y Tiempos
Semanario
DÍA DE INICIO SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: PIEZAS DE SOPORTE, ESTRUCTURA, TARUGOS, PIEZAS DE CAJÓN,
PEINAZO DE SOPORTE Y PATAS SEGÚN DIMENSIONES.
OPERACIÓN: CEPILLAR
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Cepillar las diferentes partes que harán parte de
la cómoda. Con el fin de segur dándole un
acabado y un volumen especifico a la pieza.
¿Es necesaria? Si ya que es una
operación primordial para
la realización del
producto, en cuanto a
diseño
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
precedente?
No ya que no influye en
la siguiente
¿El proveedor del
material puede
hacerla más
económica?
No ya que la calidad del
producto final entraría en
riesgo.
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
No
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que se armara un
todo.
¿Se podrían usar
piezas
Sí, pero al igual debe ser
pasada por este proceso.
Ingeniería De Métodos y Tiempos
Semanario
estandarizadas?
¿El diseño permite
procesamiento y
ensambles más
baratos?
Si ya que el diseño de la
pieza va de acuerdo al
diseño del mueble de
madera
¿Cuáles son las
características usadas
por la competencia?
No se tiene información
alguna sobre la
competencia
¿El diseño permitirá
llegar a la
automatización
Si y esto sería lo ideal y se
llevaría a cabo con la
visión de la empresa.
3 Análisis de procesos
al realizar la operación el operario debe seguir este
procedimiento:
Tomar la pieza a cepillar
Colocarla en posición de operación
Comenzar la operación
Llevar la pieza a la siguientes estación de
trabajo
¿La operación
analizada puede ser
eliminada?
No, porque es una
operación primaria en el
proceso de fabricación de
cocinas integrales.
¿Combinar con otra? No
¿Ejecutarse durante
el período de espera
de otra?
No, ya que es una
operación que da las
pautas a seguir en las
otras estaciones de
trabajo.
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
Si por la cantidad de
desperdicios que se
obtienen como resultado
de esta operación.
4 Requisitos de inspección
Tolerancias y especificaciones
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si, son las
especificaciones del
diseño
Ingeniería De Métodos y Tiempos
Semanario
La piezas no son inspeccionadas ya que los
errores se va corrigiendo por el recorrido de la
operación
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Sí.
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
No
5 Material
Es el adecuado para esta operación, ya que
es la materia prima primordial.
¿Cómo pueden reducirse los costos de los
sobrantes?
Capacitando al operario que traza, en cómo es
la mejor forma de realizar el trazo para no
desaprovechar ni un milímetro de materia
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No ya que el material es
el apropiado para el
producto que se está
realizando.
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No influye en el proceso,
no importaría el precio,
para el caso de
fabricación, de todas
manera se debe utilizar
el mismo material.
6 Manejo de Materiales
Traído por: El proveedor
Retirado por: Los operarios de la planta
Manipulado en la estación de trabajo por: el
operario que esta anteriormente capacitado
para el trabajo correspondiente.
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No porque siempre se
debe primero agotar lo
del almacén y luego lo
que llega.
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
Si sería una gran ayuda
para la movilización del
material pero se debería
capacitar al trabajador

Ingeniería De Métodos y Tiempos
Semanario
manejan el material
que éste ya está listo
para moverse?
¿Deben usarse grúas,
transportadores o
carros especiales?
No, no es necesario
porque la cantidad es
muy pequeña
¿Los contenedores
son de tamaño
adecuado?
No hay contenedores
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo no es el más adecuado para
la operación ya que donde se realiza esta
cerca, a la planeadora lo que genera más
desechos. E incomodidad de movilización entre
los operarios que allí laboran.
Colocación de
materiales,
herramientas y
suministros.
No es el más óptimo,
pero hay un lugar, en
ocasiones el trabajador
la lleva con él, puede
ser dentro del overol
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no presenta
ninguna especie de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No, sería un gatos
innecesario
¿Herramientas
adecuadas?
Si dadas las condiciones
económicas del taller.
8 Posibilidades comunes para la mejora del
trabajo.
Acciones recomendadas
Reorganizar el sitio de
trabajo.
Reorganizar la
distribución de planta en
cuanto maquinaria.
Mantenimiento a la
maquinaria
9 Condiciones de Trabajo Luz Bien
Ingeniería De Métodos y Tiempos
Semanario
Las condiciones de trabajo no son las
adecuadas para esta importante operación del
proceso
Calor Mínimas
Ventilación, humos No hay extractores
Provisión de agua
para beber
No hay dispensadores de
agua potable
Cuartos de lavado No existe
Diseño de piezas Si los hay
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
específico como horarios
de entrada, asignación de
trabajo por día o
semanas.
10 Método
Probabilidad de
retrasos
No muchas ya que uno
de los incentivos de paga
es el cumplimiento, a
pesar de que no hay un
inspector de producción.
¿Los movimientos de
las manos son
simétricos?
No, no lo es ya que a
pesar de que esta
operación requiere el
uso de las dos manos,
los movimientos son
muy diferentes
¿Se transfieren las
piezas de una mano a
otra?
No.
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
¿Se ha pensado en la
seguridad?
No
Ingeniería De Métodos y Tiempos
Semanario
DÍA DE INICIO SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: PIEZAS DE SOPORTE, ESTRUCTURA, TARUGOS, PIEZAS DE CAJÓN,
PEINAZO DE SOPORTE Y PATAS SEGÚN DIMENSIONES.
OPERACIÓN: SERRAR
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Cortar el ancho de las diferentes piezas, con las
dimensiones exactas del diseño (piezas de
soporte, estructura, tarugos, piezas de cajón,
peinazo de soporte y patas según dimensiones.)
¿Es necesaria? Si porque finalmente se
cortara a las diferentes
piezas con el ancho
requerido por el diseño
¿Logra el resultado
deseado?
Sí
¿Puede eliminarse
haciendo mejor la
operación
precedente?
No
¿El proveedor del
material puede
hacerla más
económica?
No, n influye en esta
operación
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
En cierto grado sí, ya que
si se hace bien, sin
embargo la pieza debe
retornar a la operación
inicial como lo es la radial
que acá tendrá otro fin.
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que se armara un
todo.
¿Se podrían usar
piezas
NO

Ingeniería De Métodos y Tiempos
Semanario
estandarizadas?
¿El diseño permite
procesamiento y
ensambles más
baratos?
Si ya que dependiendo
del diseño se irá más o
menos material.
¿Cuáles son las
características usadas
por la competencia?
No se posee información.
3 Análisis de procesos
El operario toma la pieza y corta al ancho de la
pieza según especificaciones del diseño.
¿La operación
analizada puede ser
eliminada?
No, porque la operación
es primordial para la
elaboración del producto.
¿Combinar con otra? No
¿Ejecutarse durante
el período de espera
de otra?
No, ya que es una
operación de cuidado y es
u proceso en línea.
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
Debería redistribuirse las
maquinas.
4 Requisitos de inspección
Tolerancias y especificaciones
Una vez cortada la piza, esta debe cumplir
con las dimensiones de ancho para el
ensamblaje, con tolerancias no grandes, para
cuestiones de ensamble.
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si ya que de esto
depende el tiempo de
demora en ensamblaje
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Si
¿Se debe usar control
estadístico de
No. Sería algo innecesario
Ingeniería De Métodos y Tiempos
Semanario
calidad?
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No.
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No ya que el material
usado es el que mejor se
ajusta a los
requerimientos de la
empresa
6 Manejo de Materiales
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No porque siempre se
debe primero agotar lo
del almacén y luego lo
que llega.
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Si sería una gran ayuda
para la movilización del
material pero se debería
capacitar al trabajador
¿Deben usarse grúas,
transportadores o
carros especiales?
No, no es necesario
porque la cantidad es
muy pequeña
¿Los contenedores
son de tamaño
adecuado?
No hay contenedores

Ingeniería De Métodos y Tiempos
Semanario
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo no es lo suficientemente
grande para lo que se tiene que cortar para el
caso de estructuras más grandes.
Colocación de
materiales,
herramientas y
suministros.
No es el más óptimo,
pero hay un lugar, en
ocasiones el trabajador
la lleva con él, puede
ser dentro del overol
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no presenta
ninguna especie de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No, sería un gatos
innecesario
8 Posibilidades comunes para la mejora del
trabajo.
¿Herramientas
adecuadas?
Si dadas las condiciones
económicas del taller.
9 Condiciones de Trabajo
Las condiciones de trabajo son muy regulares
ya que es una operación de mucha exigencia-
Acciones recomendadas
Reorganizar el sitio de
trabajo.
Reorganizar la
distribución de planta en
cuanto maquinaria.
Mantenimiento a la
maquinaria
Luz Bien
Calor Mínimas
Ventilación, humos No hay extractores
Provisión de agua
para beber
No hay dispensadores de
agua potable
Cuartos de lavado No existe
Diseño de piezas Si los hay

Ingeniería De Métodos y Tiempos
Semanario
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
específico como horarios
de entrada, asignación de
trabajo por día o
semanas.
10 Método
Probabilidad de
retrasos
No muchas ya que uno
de los incentivos de paga
es el cumplimiento, a
pesar de que no hay un
inspector de producción.
¿Los movimientos de
las manos son
simétricos?
No, no lo es ya que a
pesar de que esta
operación requiere el
uso de las dos manos,
los movimientos son
muy diferentes
¿Se transfieren las
piezas de una mano a
otra?
No.
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
¿Se ha pensado en la
seguridad?
No
DÍA DE INICIO: SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: PIEZAS DE SOPORTE PARA EL MDF.
OPERACIÓN: ESPIGADO
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación ¿Es necesaria? Si , ya que con ella
lograremos ensamblar la
parte posterior, superior

Ingeniería De Métodos y Tiempos
Semanario
Hacer una dilatación o abertura en los costados
para el ensamblado de la lámina de MDF.
e interiores del producto
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
precedente?
No
¿El proveedor del
material puede
hacerla más
económica?
No.
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
No.
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que hace parte
fundamental de la
estética y comodidad del
diseño,
¿Se podrían usar
piezas
estandarizadas?
Si, si el producto es
único, con únicas
especificaciones en
cuanto dimensiones.
¿El diseño permite
procesamiento y
ensambles más
baratos?
No influye
¿Cuáles son las
características usadas
por la competencia?
Las mismas.
3 Análisis de procesos ¿La operación No, porque la operación
Ingeniería De Métodos y Tiempos
Semanario
El operario debe tomar la pieza llevar a la
máquina, realizar el proceso de perforación
(abertura) a lo largo de la pieza según la
dimensión de la lámina de MDF, inicia cuando
ingresa la broca y el operario le da el largo y
profundo de la dilatación y termina cuando el
operario, con su experiencia determina el fin de
esta operación
analizada puede ser
eliminada?
es primordial para la
elaboración del producto.
¿Combinar con otra? No
¿Ejecutarse durante
el período de espera
de otra?
No, porque es una
operación de gran
duración e importancia
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
No, ya que le lugar no
afecta los costos de
producción
4 Requisitos de inspección
Tolerancias y especificaciones
Al final de la operación toda la pieza debe ser
inspeccionada cuidadosamente, para evitar
devoluciones del departamento de
ensamblado
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si para no afectar la
calidad esperada del
producto, ni mucho
menos el ensamblado
de la pieza.
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Si, ya que permite el
ingreso o ensamble de
otra pieza sobre esta
pieza
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si

Ingeniería De Métodos y Tiempos
Semanario
5 Material
Es el óptimo para este proceso y
obviamente para el resto de las operaciones
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No
6 Manejo de Materiales
.
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No porque siempre se
debe primero agotar lo
del almacén y luego lo
que llega.
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Si sería una gran ayuda
para la movilización del
material pero se debería
capacitar al trabajador
¿Deben usarse grúas,
transportadores o
carros especiales?
No, no es necesario
porque la cantidad es
muy pequeña
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo es adecuado, aunque se
debería realizar estudio que permita la
optimización del lugar de trabajo.
¿Los contenedores
son de tamaño
adecuado?
No hay contenedores
Colocación de
materiales,
herramientas y
suministros.
No es el más óptimo,
pero hay un lugar, en
ocasiones el trabajador
la lleva con él, puede

Ingeniería De Métodos y Tiempos
Semanario
ser dentro del overol
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no presenta
ninguna especie de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No, sería un gatos
innecesario
8 Posibilidades comunes para la mejora
del trabajo.
¿Herramientas
adecuadas?
Si dadas las condiciones
económicas del taller.
9 Condiciones de Trabajo
Las condiciones de trabajo son adecuadas
teniendo cuenta los gastos que generaría
colocar de manera adecuada todo.
Acciones recomendadas
Reorganizar el sitio de
trabajo.
Reorganizar la
distribución de planta en
cuanto maquinaria.
Mantenimiento a la
maquinaria
Luz Bien
Calor Mínimas
Ventilación, humos No hay extractores
Provisión de agua
para beber
No hay dispensadores de
agua potable
Cuartos de lavado No existe
Diseño de piezas Si los hay
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
específico como horarios
de entrada, asignación de
trabajo por día o
semanas.

Ingeniería De Métodos y Tiempos
Semanario
10 Método
Probabilidad de
retrasos
No muchas ya que uno
de los incentivos de paga
es el cumplimiento, a
pesar de que no hay un
inspector de producción.
¿Los movimientos de
las manos son
simétricos?
No, no lo es ya que a
pesar de que esta
operación requiere el
uso de las dos manos,
los movimientos son
muy diferentes
¿Se transfieren las
piezas de una mano a
otra?
No.
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
¿Se ha pensado en la
seguridad?
No
DÍA DE INICIO: SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: PIEZAS DEL SEMANARIO.
OPERACIÓN: BARRENADO
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Hacer una perforación a las piezas con un taladro
estático, el cual tiene una broca de ¼ “, abre un
orificio para que el tarugo entre allí y sirva como
medio de unión o encaje con el resto de las demás
piezas para que encajen a la perfección.
¿Es necesaria? Si , ya que con ella
lograremos ensamblar
las piezas que encajaran
con el resto de las piezas
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
No

Ingeniería De Métodos y Tiempos
Semanario
precedente?
¿El proveedor del
material puede
hacerla más
económica?
Si siempre y cuando
cumpla con los
estándares de calidad.
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
No.
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que hace parte
fundamental del
ensamblaje de las piezas
¿Se podrían usar
piezas
estandarizadas?
Si, si el producto es
único, con únicas
especificaciones en
cuanto dimensiones.
¿El diseño permite
procesamiento y
ensambles más
baratos?
Si, gracias a los tarugos,
permite en ocasiones (
no aplica para todos los
diseños) eliminar
ensambles con pegante
lo que genera ahorro
en la compra de este
material
¿Cuáles son las
características usadas
por la competencia?
No se tiene información
alguna sobre la
competencia
3 Análisis de procesos
¿La operación
analizada puede ser
eliminada?
No, porque la operación
es primordial para el
armado del producto
¿Combinar con otra? No
Ingeniería De Métodos y Tiempos
Semanario
El operario debe tomar la pieza madera llevarla a
la máquina, perforar o agujerar la pieza con las
especificaciones propias del diseño.
La operación inicia cuando el operario comienza
agujerar la pieza, hasta cuando el mismo
determina en qué momento parar, para que
encaje el tarugo sin problemas
¿Ejecutarse durante
el período de espera
de otra?
No
¿La secuencia de la
operación es la
óptima?
SI
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
No, ya que le lugar no
afecta los costos de
producción
4 Requisitos de inspección
Tolerancias y especificaciones
Al final de la operación toda la pieza debe ser
inspeccionada cuidadosamente, para evitar
devoluciones del departamento de
ensamblado
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si para no afectar la
calidad esperada del
producto, ni mucho
menos el ensamblado
de la pieza.
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Si, ya que permite el
ingreso o ensamble de
otra pieza sobre esta
pieza
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
Es el óptimo para este proceso y
obviamente para el resto de las operaciones
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
No

Ingeniería De Métodos y Tiempos
Semanario
podría usar un
material más ligero o
secciones más
delgadas?
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No
6 Manejo de Materiales
.
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No, debido a la línea de
producción
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Si
¿Deben usarse grúas,
transportadores o
carros especiales?
No la pieza no necesita
de este tipo de
transporte
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo es adecuado, aunque se
debería realizar estudio que permita la
optimización del lugar de trabajo.
Colocación de
materiales,
herramientas y
suministros.
El adecuado, aunque hay
que aclarar que en estas
operaciones de pre-
maquinado solo se usan
las maquinas
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no cuenta
con la utilización de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No,

Ingeniería De Métodos y Tiempos
Semanario
¿Herramientas
adecuadas?
Si toda la herramienta es
la más adecuada.
8 Posibilidades comunes para la mejora
del trabajo.
Acciones recomendadas
Dejar las piezas a operar
de manera que el
operario no tenga
levantarse buscar,
ordenar y por ultimo
realizar su trabajo
9 Condiciones de Trabajo
Las condiciones de trabajo son adecuadas
teniendo cuenta los gastos que generaría
colocar de manera adecuada todo.
Luz Bien
Calor Mínimas
Ventilación, humos No existe ventilación
adecuada
Provisión de agua
para beber
No hay
Cuartos de lavado No existe a pesar de que
son necesarios
Diseño de piezas Depende del producto
de fabricación
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
de horario se confía en el
operario ciegamente.
Probabilidad de
retrasos
Por parte de los operarios
que ordenan la piezas
para la siguiente
operación
10 Método
¿Los movimientos de
las manos son
simétricos?
Si, debido a la diversidad
de movimientos que se
deben aplicar con las
manos
¿Se transfieren las
piezas de una mano a
No,

Ingeniería De Métodos y Tiempos
Semanario
otra?
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
Postura del trabajo Un poco incomoda ya que
el operario debe
permanecer sentado.
DÍA DE INICIO: SEPTIEMBRE 2013
DESCRIPCIÓN DE LA PIEZA: TARUGOS DE ENSAMBLE Y TARUGOS DE CAJONES
OPERACIÓN: TORNEAR
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Dar forma cilíndrica tanto a tarugos “pasantes”
como a los de cajones, para el ensamblaje
posterior.
¿Es necesaria? Si ya que es una
operación primordial para
la realización del
producto; en cuanto
ensamble y estética del
producto.
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
precedente?
Dependería de un nuevo
diseño de cómoda u otro
¿El proveedor del
material puede
hacerla más
económica?
No ya que la calidad del
producto final entraría en
riesgo.
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
No

Ingeniería De Métodos y Tiempos
Semanario
operaciones
subsecuentes?
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que se armara un
todo.
¿Se podrían usar
piezas
estandarizadas?
Sí, pero se tendría que
trabajar solo un tipo de
cómodas
¿El diseño permite
procesamiento y
ensambles más
baratos?
Si ya que el diseño de la
pieza va de acuerdo al
diseño del mueble de
madera para el caso de
los tarugos
¿Cuáles son las
características usadas
por la competencia?
No se tiene información
alguna sobre la
competencia
¿El diseño permitirá
llegar a la
automatización
Si y esto sería lo ideal y se
llevaría a cabo con la
visión de la empresa.
3 Análisis de procesos
Al realizar la operación el operario debe seguir este
procedimiento:
Tomar la trozo o bloque de madera
pequeño
Colocar la pieza en el torno
Comenzar a operar el torno y con las
gubias dar forma, y dividir la pieza
El operario determina en qué momento
la pieza esta lista
Llevar la pieza a la siguiente operación
¿La operación
analizada puede ser
eliminada?
No, porque es una
operación muy
importante en el proceso
de ensamblaje de
cómodas
¿Combinar con otra? No
¿Ejecutarse durante
el período de espera
de otra?
si, ya que es una
operación muy sencilla y
fácil de ejecutar
¿La secuencia de la
operación es la
óptima?
No
¿Debería hacerse en
otro departamento
No, ya que le lugar no
afecta los costos de
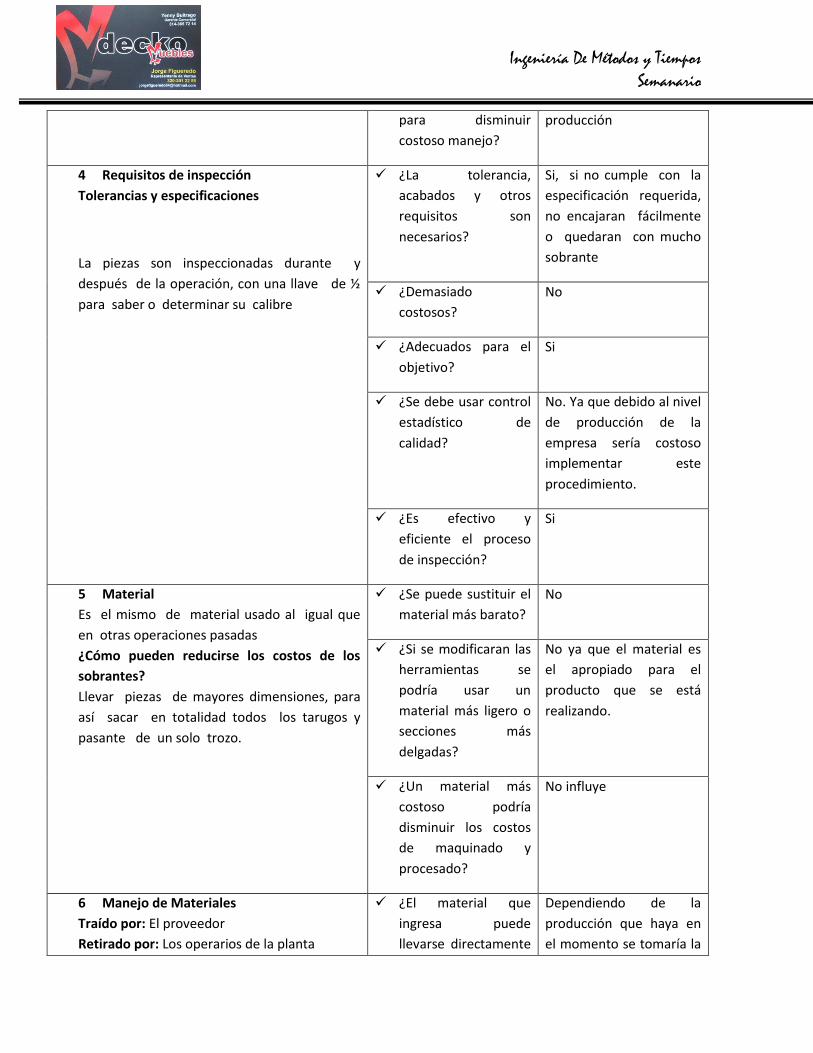
Ingeniería De Métodos y Tiempos
Semanario
para disminuir
costoso manejo?
producción
4 Requisitos de inspección
Tolerancias y especificaciones
La piezas son inspeccionadas durante y
después de la operación, con una llave de ½
para saber o determinar su calibre
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si, si no cumple con la
especificación requerida,
no encajaran fácilmente
o quedaran con mucho
sobrante
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Si
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
Es el mismo de material usado al igual que
en otras operaciones pasadas
¿Cómo pueden reducirse los costos de los
sobrantes?
Llevar piezas de mayores dimensiones, para
así sacar en totalidad todos los tarugos y
pasante de un solo trozo.
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No ya que el material es
el apropiado para el
producto que se está
realizando.
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No influye
6 Manejo de Materiales
Traído por: El proveedor
Retirado por: Los operarios de la planta
¿El material que
ingresa puede
llevarse directamente
Dependiendo de la
producción que haya en
el momento se tomaría la

Ingeniería De Métodos y Tiempos
Semanario
Manipulado en la estación de trabajo por: el
operario que esta anteriormente capacitado
para el trabajo correspondiente.
a la estación de
trabajo?
decisión.
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Sí.
¿Deben usarse grúas,
transportadores o
carros especiales?
El material no quiere
transportes especiales
¿Los contenedores
son de tamaño
adecuado?
No hay contenedores
para este material
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar no e s el más óptimo pero se debería
tener en cuenta es que la maquina s en
cuenta muy cerca de una pared, lo que hace
a veces un poco difícil la circulación del
operario
Colocación de
materiales,
herramientas y
suministros.
En esta operación es
donde se requieren
además que la maquina
herramientas
adicionales, estas están
en el sitio de trabajo
pero en desorden
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no cuenta
con la utilización de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No, sería un gasto
innecesario
¿Herramientas
adecuadas?
Si son las más
apropiadas
8 Posibilidades comunes para la mejora del
trabajo.
Reorganizar el sitio de
trabajo.
Un manejo adecuado a

Ingeniería De Métodos y Tiempos
Semanario
Acciones recomendadas
los desperdicios y
sobrantes de la
operación.
Tener un sitio de corte
alejado del sitio d
soldadura para no afectar
la seguridad de los
empleados
Comprar nueva
maquinaria ya que la
existente está muy
deteriorada.
9 Condiciones de Trabajo
Las condiciones de trabajo no son las
adecuadas para esta importante operación del
proceso
Luz Bien
Calor Mínimo
Ventilación, humos No posee
Provisión de agua
para beber
No existe agua para la
hidratación de los
empleados
Cuartos de lavado No
Diseño de piezas Depende del pedido
hecho por el cliente
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No se realiza ningún tipo
de control
10 Método
¿Los movimientos de
las manos son
simétricos?
No, debido a la diversidad
de movimientos que se
deben aplicar con las
manos
¿Se transfieren las
piezas de una mano a
otra?
Si,
¿Se requiere un
estudio de
Si, ya que no se han
aplicado estudios

Ingeniería De Métodos y Tiempos
Semanario
movimientos más
detallado?
puntuales.
¿Se ha pensado en la
seguridad?
No
DÍA DE INICIO: SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: PIEZAS DE SOPORTE, ESTRUCTURA, PIEZAS DE CAJÓN, PEINAZO DE
SOPORTE Y PATAS SEGÚN DIMENSIONES.
OPERACIÓN: LIJADO EN LA LIJADORA DE BANDA
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Quitar imperfecciones de cortado y de torneado, e
iniciar a darle un acabado final, tomando un
color blanco o beis
¿Es necesaria? Si , ya que con ella
lograremos una
presentación adecuada
del producto
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
precedente?
No, se puede reducir
teniendo personal
correctamente
capacitado
¿El proveedor del
material puede
hacerla más
económica?
No
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
Si ya que es una de las
operaciones finales.
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que se debe pulir
uniformemente.
¿Se podrían usar No (todo depende del

Ingeniería De Métodos y Tiempos
Semanario
piezas
estandarizadas?
diseño)
¿El diseño permite
procesamiento y
ensambles más
baratos?
No influye
¿Cuáles son las
características usadas
por la competencia?
No se tiene información
alguna sobre la
competencia
3 Análisis de procesos
El operario debe tomar la pieza madera y la debe
llevar hacia su lugar de trabajo, con ayuda de
lijadora de banda o de disco se procede a realizar
el trabajo, se pule de manera uniforme para que
no quede ninguna aspereza.
Es un proceso que es demorado porque es un
proceso que proporciona un valor mucho más
agregado a la pieza.
La operación termina cuando el operario deja la
pieza lista para la siguiente operación.
¿La operación
analizada puede ser
eliminada?
No, porque la operación
es primordial para la
elaboración del producto.
¿Combinar con otra? Si, haciendo estudios se
podría combinar con el
brillado y pulido final a la
vez
¿Ejecutarse durante
el período de espera
de otra?
No, porque es una
operación de gran
duración e importancia
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
No, ya que le lugar no
afecta los costos de
producción
4 Requisitos de inspección
Tolerancias y especificaciones
Al final de la operación toda la pieza debe ser
inspeccionada por medio de los sentidos del
operario, cuidadosamente, para evitar
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si para no afectar la
calidad esperada del
producto
¿Demasiado
costosos?
No

Ingeniería De Métodos y Tiempos
Semanario
devoluciones y evitar gastos innecesarios ¿Adecuados para el
objetivo?
Si, ya que le da un
aspecto más agradable a
la pieza.
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
Es el más apropiado
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No
6 Manejo de Materiales
.
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
Si ya que viene de una
operación anterior
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
Si

Ingeniería De Métodos y Tiempos
Semanario
para moverse?
¿Deben usarse grúas,
transportadores o
carros especiales?
No la pieza la puede
mover dos operarios
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo es adecuado, aunque se
debería realizar estudio que permita la
optimización del lugar de trabajo.
Colocación de
materiales,
herramientas y
suministros.
Las herramientas
empleadas se encuentra
en el mismo ligar de la
operación
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no cuenta
con la utilización de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No,
¿Herramientas
adecuadas?
Si toda la herramienta es
adecuada.
8 Posibilidades comunes para la
mejora del trabajo.
Acciones recomendadas
Al igual que en los
anteriores procesos se
debe re ubicar la
maquina ya que se
encuentra en muy cerca
a la pared y esto dificulta
la limpieza de la maquina
9 Condiciones de Trabajo
Las condiciones de trabajo son adecuadas
teniendo cuenta los gastos que generaría
colocar adecuado todo.
Luz Bien
Calor Mínimas
Ventilación, humos No existe ventilación
adecuada
Provisión de agua
para beber
Faltan dispensadores de
agua potable
Cuartos de lavado No existe y no son
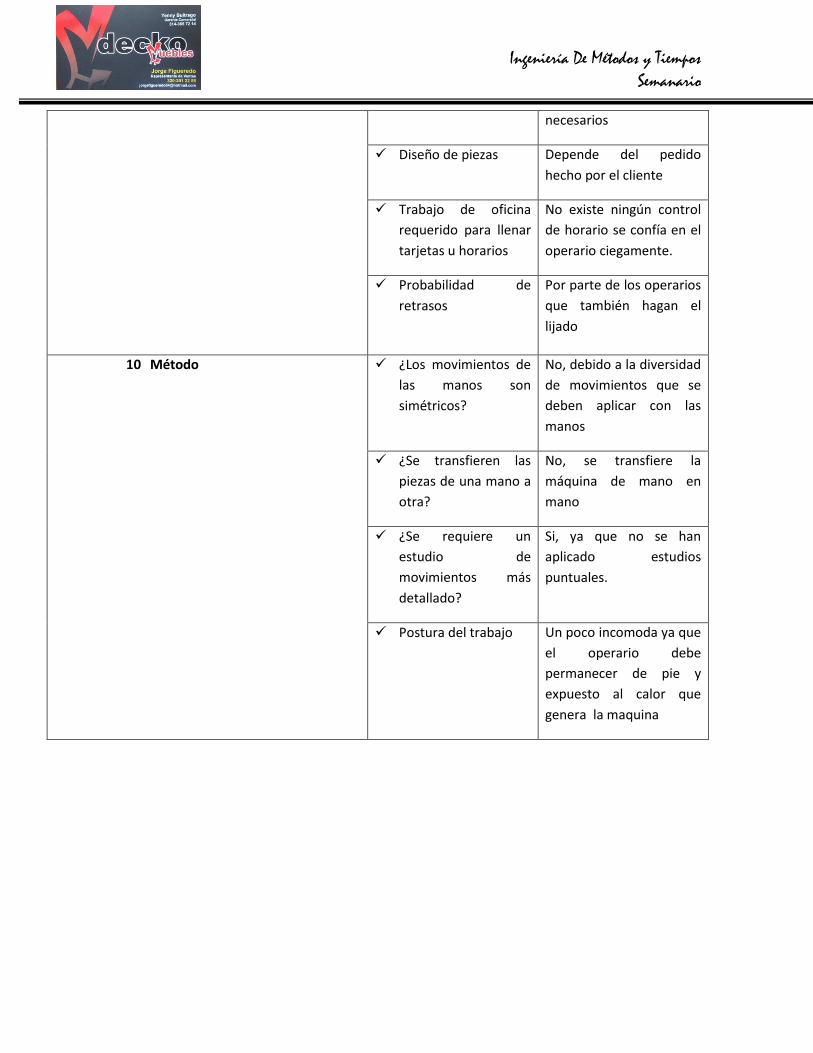
Ingeniería De Métodos y Tiempos
Semanario
necesarios
Diseño de piezas Depende del pedido
hecho por el cliente
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
de horario se confía en el
operario ciegamente.
Probabilidad de
retrasos
Por parte de los operarios
que también hagan el
lijado
10 Método
¿Los movimientos de
las manos son
simétricos?
No, debido a la diversidad
de movimientos que se
deben aplicar con las
manos
¿Se transfieren las
piezas de una mano a
otra?
No, se transfiere la
máquina de mano en
mano
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
Postura del trabajo Un poco incomoda ya que
el operario debe
permanecer de pie y
expuesto al calor que
genera la maquina
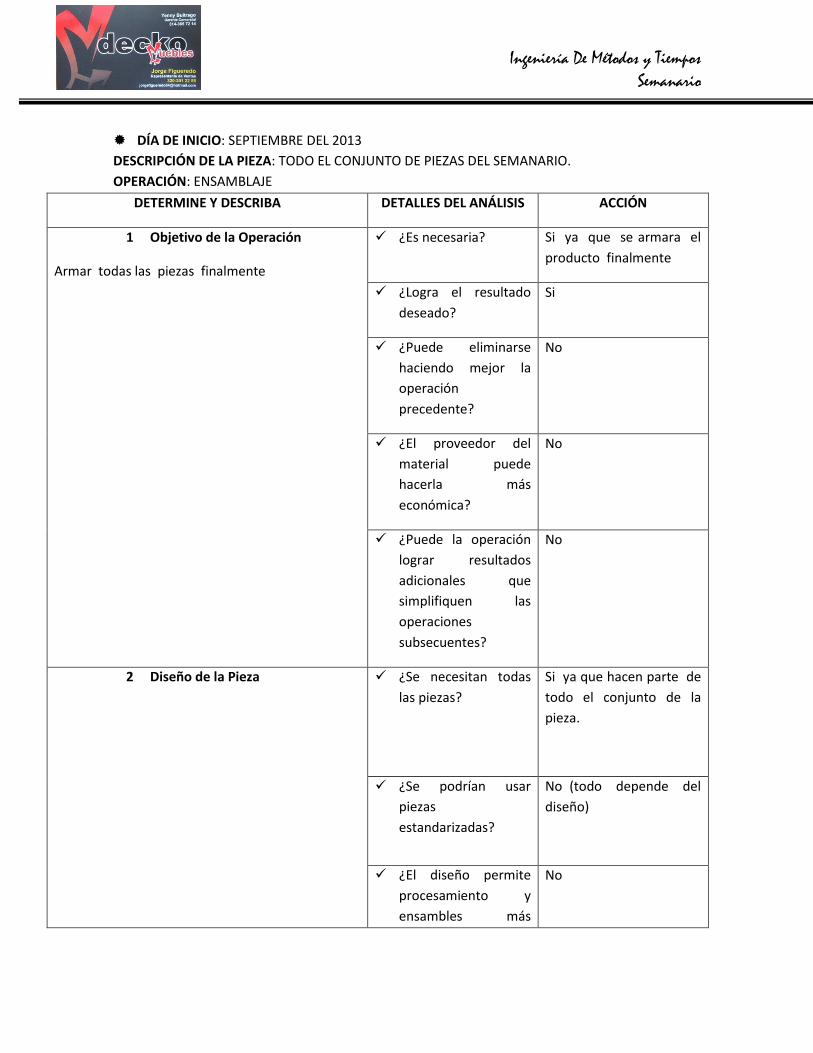
Ingeniería De Métodos y Tiempos
Semanario
DÍA DE INICIO: SEPTIEMBRE DEL 2013
DESCRIPCIÓN DE LA PIEZA: TODO EL CONJUNTO DE PIEZAS DEL SEMANARIO.
OPERACIÓN: ENSAMBLAJE
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Armar todas las piezas finalmente
¿Es necesaria? Si ya que se armara el
producto finalmente
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
precedente?
No
¿El proveedor del
material puede
hacerla más
económica?
No
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
No
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que hacen parte de
todo el conjunto de la
pieza.
¿Se podrían usar
piezas
estandarizadas?
No (todo depende del
diseño)
¿El diseño permite
procesamiento y
ensambles más
No

Ingeniería De Métodos y Tiempos
Semanario
baratos?
¿Cuáles son las
características usadas
por la competencia?
No se tiene información
alguna sobre la
competencia
3 Análisis de procesos
El operario clasifica todas las piezas por parejas,
con el fin de buscar sus mejores caras, para
luego ensamblarlas, en un todo; obteniendo así el
producto en obra gris o en blanco. Luego es
llevado a la zona de lijadoras o de pulido final.
¿La operación
analizada puede ser
eliminada?
No, porque la operación
es primordial para la
terminación del producto
¿Combinar con otra? Si, haciendo estudios se
podría combinar con el
brillado y pulido final a la
vez
¿Ejecutarse durante
el período de espera
de otra?
No, porque es una
operación de gran
duración e importancia y
hace parte de las últimas
operaciones
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
No, ya que le lugar no
afecta los costos de
producción
4 Requisitos de inspección
Tolerancias y especificaciones
Al final de la operación toda la pieza debe ser
inspeccionada por medio de los sentidos del
operario, cuidadosamente, para evitar
devoluciones y evitar gastos innecesarios,
revisando que el producto quede
correctamente armado sin desniveles.
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si para no afectar la
calidad esperada del
producto
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Si
¿Se debe usar control No. Ya que debido al nivel

Ingeniería De Métodos y Tiempos
Semanario
estadístico de
calidad?
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
Es el más apropiado y único
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
delgadas?
No
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No
6 Manejo de Materiales
.
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Para este proceso no
son necesarias, a menos
de que sea automático
el proceso
¿Deben usarse grúas,
transportadores o
carros especiales?
No la pieza la puede
mover dos operarios

Ingeniería De Métodos y Tiempos
Semanario
7 Distribución, Organización y
Equipamiento del lugar de trabajo
El lugar de trabajo es adecuado, aunque se
debería realizar estudio que permita la
optimización del lugar de trabajo.
Colocación de
materiales,
herramientas y
suministros.
Las herramientas
empleadas se encuentra
en el mismo ligar de la
operación
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no cuenta
con la utilización de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No,
¿Herramientas
adecuadas?
Si toda la herramienta es
adecuada.
8 Posibilidades comunes para la
mejora del trabajo.
Acciones recomendadas
Al igual que en los
anteriores procesos se
debe re ubicar la
maquina en este cado la
mesa de trabajo,
presenta mucho
desorden. Hay bancos
muy cerca de otros
9 Condiciones de Trabajo
Las condiciones de trabajo son adecuadas
teniendo cuenta los gastos que generaría
colocar adecuado todo.
Luz Bien
Calor Mínimas
Ventilación, humos No existe ventilación
adecuada
Provisión de agua
para beber
Faltan dispensadores de
agua potable
Cuartos de lavado No existe y no son
necesarios
Diseño de piezas Depende del pedido
hecho por el cliente
Trabajo de oficina No existe ningún control

Ingeniería De Métodos y Tiempos
Semanario
requerido para llenar
tarjetas u horarios
de horario se confía en el
operario ciegamente.
Probabilidad de
retrasos
Por parte de los operarios
que también hagan el
ensamblaje
10 Método
¿Los movimientos de
las manos son
simétricos?
No, debido a la diversidad
de movimientos que se
deben aplicar con las
manos
¿Se transfieren las
piezas de una mano a
otra?
Si
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
Postura del trabajo Un poco incomoda ya que
el operario debe
permanecer de pie
DÍA DE INICIO: MARZO 2011
DESCRIPCIÓN DE LA PIEZA: SEMANARIO,
OPERACIÓN: PULIDO FINAL Y PINTURA
DETERMINE Y DESCRIBA DETALLES DEL ANÁLISIS ACCIÓN
1 Objetivo de la Operación
Darle el acabado final al producto.
¿Es necesaria? Si ya que se revisaran
algunas imperfecciones
no detectadas en la
lijadora de banda
¿Logra el resultado
deseado?
Si
¿Puede eliminarse
haciendo mejor la
operación
No

Ingeniería De Métodos y Tiempos
Semanario
precedente?
¿El proveedor del
material puede
hacerla más
económica?
No
¿Puede la operación
lograr resultados
adicionales que
simplifiquen las
operaciones
subsecuentes?
No
2 Diseño de la Pieza ¿Se necesitan todas
las piezas?
Si ya que hacen parte de
todo el conjunto de la
pieza.
¿Se podrían usar
piezas
estandarizadas?
No
¿El diseño permite
procesamiento y
ensambles más
baratos?
No influye ya que es la
última operación
¿Cuáles son las
características usadas
por la competencia?
No se tiene información
alguna sobre la
competencia
3 Análisis de procesos
El operario por medio de sus tacto y visión revisa
el producto detallando algunas imperfecciones,
una vez hecho esto de aplica la pintura o laca
¿La operación
analizada puede ser
eliminada?
No, porque la operación
es primordial para la
terminación del producto
¿Combinar con otra? Si, se puede pulir y pintar
a la vez todo depende
de un estudio y un
análisis más profundo
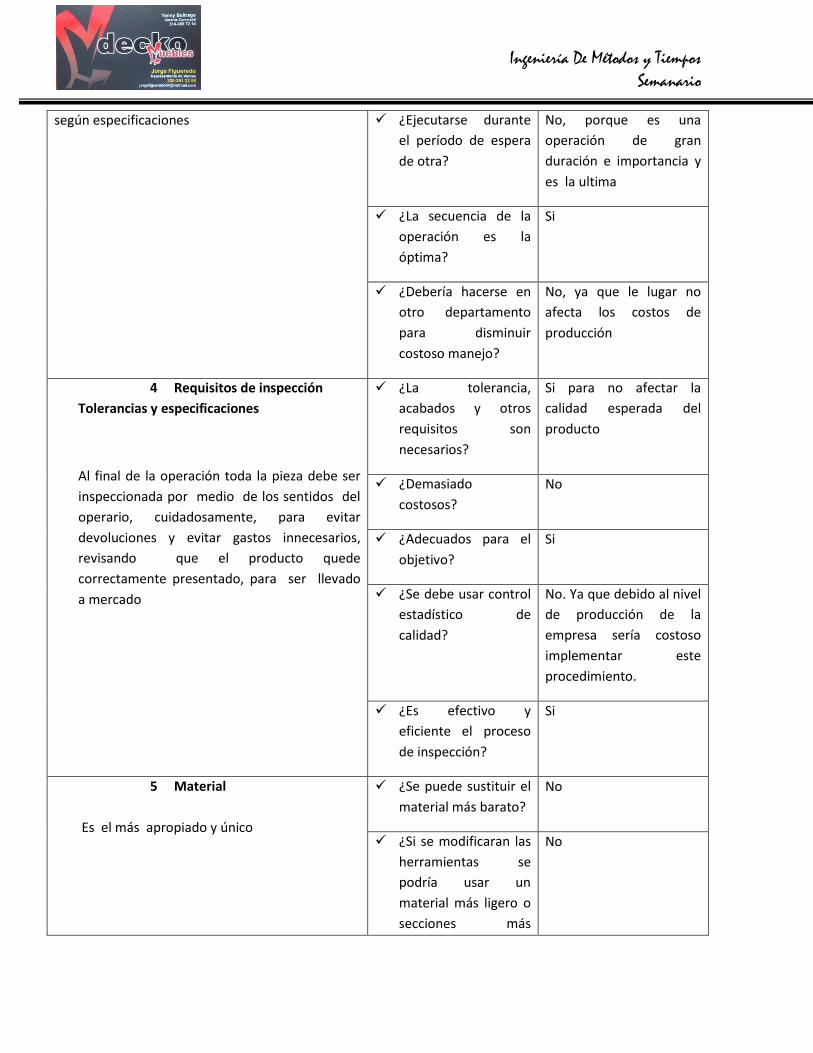
Ingeniería De Métodos y Tiempos
Semanario
según especificaciones
¿Ejecutarse durante
el período de espera
de otra?
No, porque es una
operación de gran
duración e importancia y
es la ultima
¿La secuencia de la
operación es la
óptima?
Si
¿Debería hacerse en
otro departamento
para disminuir
costoso manejo?
No, ya que le lugar no
afecta los costos de
producción
4 Requisitos de inspección
Tolerancias y especificaciones
Al final de la operación toda la pieza debe ser
inspeccionada por medio de los sentidos del
operario, cuidadosamente, para evitar
devoluciones y evitar gastos innecesarios,
revisando que el producto quede
correctamente presentado, para ser llevado
a mercado
¿La tolerancia,
acabados y otros
requisitos son
necesarios?
Si para no afectar la
calidad esperada del
producto
¿Demasiado
costosos?
No
¿Adecuados para el
objetivo?
Si
¿Se debe usar control
estadístico de
calidad?
No. Ya que debido al nivel
de producción de la
empresa sería costoso
implementar este
procedimiento.
¿Es efectivo y
eficiente el proceso
de inspección?
Si
5 Material
Es el más apropiado y único
¿Se puede sustituir el
material más barato?
No
¿Si se modificaran las
herramientas se
podría usar un
material más ligero o
secciones más
No
Ingeniería De Métodos y Tiempos
Semanario
delgadas?
¿Un material más
costoso podría
disminuir los costos
de maquinado y
procesado?
No
6 Manejo de Materiales
.
¿El material que
ingresa puede
llevarse directamente
a la estación de
trabajo?
No
¿Se pueden usar
señales tales como
luces o campanas
para indicar a quienes
manejan el material
que éste ya está listo
para moverse?
Para este proceso no
son necesarias, a menos
de que sea automático
el proceso
¿Deben usarse grúas,
transportadores o
carros especiales?
No la pieza la puede
mover dos operarios
7 Distribución, Organización y
Equipamiento del lugar de
trabajo
El lugar de trabajo es adecuado, aunque se
debería realizar estudio que permita la
optimización del lugar de trabajo. Y
comodidad del operario
Colocación de
materiales,
herramientas y
suministros.
Las herramientas
empleadas se encuentra
en el mismo ligar de la
operación
¿Cómo se organizan
los diagramas y las
herramientas?
La empresa no cuenta
con la utilización de
diagramas.
¿Se puede mejorar la
organización?
Si
Piezas de prueba No,
¿Herramientas
adecuadas?
Si toda la herramienta es
adecuada.

Ingeniería De Métodos y Tiempos
Semanario
8 Posibilidades comunes para la
mejora del trabajo.
Acciones recomendadas
Se debe realizar esta
operación un poco más
alejada de la otras,
porque implica que
caería partículas sobre la
pieza, lo que afectaría el
acabado del producto
9 Condiciones de Trabajo
Las condiciones de trabajo son adecuadas
teniendo cuenta los gastos que generaría
colocar adecuado todo.
Luz Bien
Calor Mínimas
Ventilación, humos No existe ventilación
adecuada
Provisión de agua
para beber
Faltan dispensadores de
agua potable
Cuartos de lavado No existe y no son
necesarios
Diseño de piezas Depende del pedido
hecho por el cliente
Trabajo de oficina
requerido para llenar
tarjetas u horarios
No existe ningún control
de horario se confía en el
operario ciegamente.
Probabilidad de
retrasos
Por parte de los operarios
que también hagan el
ensamblaje
10 Método
¿Los movimientos de
las manos son
simétricos?
No, debido a la diversidad
de movimientos que se
deben aplicar con las
manos
¿Se transfieren las
piezas de una mano a
otra?
No

Ingeniería De Métodos y Tiempos
Semanario
¿Se requiere un
estudio de
movimientos más
detallado?
Si, ya que no se han
aplicado estudios
puntuales.
Postura del trabajo Un poco incomoda ya que
el operario debe
permanecer de pie