cover story building better supply...
TRANSCRIPT

www.industry20.com July 2013 PRICE 100A 99 MEDIA PUBLICATION VOLUME 12 ISSUE 11
Krishnakumar SrinivasanMD, Eaton’s Vehicle Groupin India
INDUSTRY 2.0 - TEC
HNO
LOG
Y MA
NA
GEM
ENT FO
R DECISIO
N M
AKERS
` 100jULY 2013 VO
L 12 ISSUE 11
CHALLENGES OF MSME SUPPLIERSLACK OF PLANNING ANDREGULAR FOLLOW-UPCREATE THE LACUNAPg 36
UNLOCK VALUE THROUGH STANDARDISATION,COLLABORATION AND MODERNISATION
Pg 10
Business Management
Supply Chain
BUILDING BETTER SUPPLY CHAINS
TOGETHER
COVER STORy
5 WAYS TO IMPROVEYOUR MARKET VISIBILITYSOCIAL MEDIA MARKETING IS ESSENTIAL FOR BUSINESSSUSTAINABILITYPg 42
Devdip PurkayasthaPresident, CHEP India

©2013 Schneider Electric. All Rights Reserved. Schneider Electric, MachineStruxure, SoMachine, and Make the most of your energy are are trademarks owned by Schneider Electric Industries SAS or its affiliated companies. All other trademarks are the property of their respective owners. • www.schneider-electric.com • 998-2701_IN
Visit www.SEreply.com Key Code 49939y
Download our “On the road to green machines” white paper today—it’s FREE and stand a chance to win an iPhone 5!
Machines today need to be faster, more flexible, and must be able to solve more complex automation functions than ever before. As a machine builder you must constantly look at innovative ways to build more energy-efficient machines, reduce development costs, and get your machines to market much faster.
Our new MachineStruxureTM solution is designed to answer these challenges and to help you take complexity out of the business through use of: Flexible Machine Control: SoMachineTM is a single software suite that runs
on multiple hardware control platforms to achieve 100% machine flexibility: HMI, motion, drive, and logic controllers. With SoMachine, you need only one software, one cable, and one download to design, commission, and service your machines from a single point.
Tested, Validated Architectures and Functions: Build a strong automation platform through the use of our ready-to-use, proven, and fully transparent automation architectures and application function libraries implemented with FDT/DTM technology. Our architectures are predefined and dedicated to your specific needs for optimum results.
Co-engineering Services: Design the optimal solutions for your customers with innovative help from our experts! We implement the latest technological evolutions and provide a unique hands-on industry application knowledge that helps you stay ahead of the competition.
New integrated machine building solution features single software, proven architectures, and design experts
cuts time to market by up to 50%
Tested, Validated Architectures and Functions: Pre-defined and dedicated to your specific needs for optimum results
Flexible Machine Control: 100% flexibility of your machines with a single software suite, SoMachine, plus multiple hardware control platforms
Co-Engineering Services: Design optimal machine solutions with innovative help from our experts
SoMachineSoftware
V2.0
© Schneider Electric Industries SA
S - 2010
“SoMachine offers optimal flexibility when implemented on a standard machine, and it has huge potential in terms of system implementation.”
Make the most of your energySM
Fabrizio Ghiro, software designer and machine developer at Costa Levigatrici in Italy
Industry2.0_0708_49939y_IN.indd 1 6/26/13 9:21 AM
www.industry20.com2 july 2013 | industry 2.0 - technology management for decision-makers
editorial
W hat are the pillars of efficient manufacturing? Had this question been asked to any Indian
manufacturing expert (say) around two decades back, obviously the answers would hover around one or more of the statements like – exercising control on consumption of raw materials or focusing on eliminating excess man-hours or deploying highly sophisticated and/or super-speed machinery in the factories and so on.
In last ten years or so, they have talked on creating real-time visibility at all stages of production – including incoming and outgoing supply chains, effective automation and fail-safe con-trol systems. Then, they also empha-sised on convergence of business and manufacturing processes.
Now, when the Indian manufactur-ing leaders try to integrate the world external to their enterprises with the internal ones, they face the major chal-lenge out of lack of standardisation of supply chain devices and equipment.
So far Indian supply chain experts have highlighted several shortcomings related to our poor infrastructure, lack of experienced manpower in the field and inappropriate taxation policy, how-ever, no much emphasis has been put to
standardise the machinery and equip-ment used in executing supply chain activities, which is one of the major causes behind inefficiency in this field.
In the present Indian circumstances, many manufacturing companies lose 0.5 to 5% of the contract values as liquidated damage, where supply chain inefficiency stands as one of the major causes. Growing packaging cost is also putting pressure on the manufacturers in a way that was never seen before. Owing to fast rising real estate cost in the country, maintaining a big ware-house or large docking area is a big challenge today. Thus, faster and safer shipment of goods has no alternative.
As a common practice, bulk trans-porters fill up their trucks with goods from different manufacturers, which are not packed in a standardised way. It is often found that the (inner) cubic capacity of a truck is not properly filled, and to utilise the maximum loading capacity (weight-wise), they hang prod-ucts dangerously on the trucks’ bodies.
A unitised goods transportation prac-tice can address almost all these chal-lenges. Thus, it is high time when our manufacturing and supply chain leaders should seriously focus on this practice, and pave the way for standardisation in all the material handling, storing and transporting devices.
Managing Director: Dr Pramath Raj SinhaPrinter & Publisher: Kanak Ghosh
EditorialGroup Editor: R GiridharManaging Editor: P K Chatterjee (PK)
dEsignSr. Creative Director: Jayan K NarayananSr. Art Director: Anil VKAssociate Art Directors: Atul Deshmukh & Anil TSr. Visualisers: Manav Sachdev & Shokeen SaifiVisualiser: NV BaijuSr. Designers: Raj Kishore Verma, Shigil Narayanan & Haridas BalanDesigners: Charu Dwivedi, Peterson PJ & Pradeep G NairMarCoMDesigner: Rahul BabustUdioChief Photographer: Subhojit PaulSr. Photographer: Jiten Gandhi
salEs & MarkEtingSr. Vice President: Krishna Kumar KG (09810206034)National Manager - Events & Special Projects: Mahantesh Godi (09880436623)Product Manager: Shreyans Daga (09999493430)GM (South & West): Vinodh Kaliappan (09740714817)Regional Mgr. (North): Rajesh Kandari (09811140424) North: Madhusudan Sinha (09310582516)East: Jayanta Bhattacharya (09331829284)
ProdUCtion & logistiCsSr. GM - Operations: Shivshankar M HiremathManager - Operations: Rakesh UpadhyayAssistant Production Manager: Vilas MhatreAd Coordination: Kishan SinghAssistant Manager - Logistics: Vijay MenonExecutive - Logistics: MP Singh, Mohamed Ansari &Nilesh Shiravadekar
offiCE addrEssNine Dot Nine Interactive Pvt Ltd Office No. B201-B202, Arjun Centre B Wing, Station Road,Govandi (East), Mumbai 400088. Board line: 91 22 67899666 Fax: 91 22 67899667
For any information, write to [email protected] subscription details, write to [email protected] sales and advertising enquiries, write to [email protected] any customer queries and assistance, contact [email protected]
Printed and published by Kanak Ghosh for Nine Dot Nine Interactive Pvt Ltd Plot No. 725 GES, Shirvane, Nerul, Navi Mumbai 400706. Board line: 91 22 67899666 Fax: 91 22 67899667
Editor: Anuradha Das MathurPlot No. 725 GES, Shirvane, Nerul, Navi Mumbai 400706.
Printed atTara Art Printers Pvt ltd.A-46-47, Sector-5, NOIDA (U.P.) 201301
P. K. Chatterjee (PK)[email protected]
VOl. 12 | ISSUe 11 | JULy 2013
UnitisedGoods Tranport

Job # PTC_IND_IND2.0_CNB PTC_IND_IND2.0_CNB_PG.indd 5-16-2013 3:26 PM
ClientBleedTrimLivePrinted AtColors Spec’dBy
PTC22 cm x 29 cm21 cm x 28 cm20 cm x 27 cm100%4/4Freelance User
Job info
None
Special Instructions
Industry2.0 - nine dot nine media
Job Description
Brand DirectorCreative DirectorStudio ArtistProduction Contact
jhjgthompclapp
Creative Team
FontsDIN Pro (Bold, Medium, Regular, Black, Bold Italic)ImagesCNB76_3D-08_v2_DKN.tif (RGB; 348 ppi; 86.18%), PTCgradients-8.56x11-blue.jpg (CMYK; 279 ppi; 107.33%)
Cyan Magenta Yellow Black
Fonts and Images Colors in Use
START WITH PTC Creo®.STOP AT NOTHING.
IDEA
PRODUCT
CREATIVITY
TEAMWORK
EFFICIENCY
PRODUCTIVITY
Ideas are your product team’s most valuable asset. Unleashing those ideas into real products that set your company apart is where PTC Creo comes in. As the world’s most scalable and easy-to-use suite of design software, PTC Creo maximizes every aspect of the design process. From creativity to productivity, teamwork to efficiency. All of which helps deliver the powerful product and service advantage you can expect from PTC.
Learn how the CNB 76 became a reality at www.ptc.com/go/sailLearn how the CNB 76 became a reality at www.ptc.com/go/sailLearn how the CNB 76 became a reality at www.ptc.com/go/sail

contents
www.industry20.com4 july 2013 | industry 2.0 - technology management for decision-makers
Editorial .................................................02
Advertisers’ Index .................................04
Industry Update ................................... 06
Product Gallery .....................................48
Business Index ......................................48
Control & AutomAtion28 Managing Convergence Issues
How to mitigate challenges out of manufacturing and business network convergence?
ChAllenges & solutions34 Supporting the Growth
Demand for engines for standby power solutions is increasing in the manufacturing sector...
supply ChAin36 Challenges of MSME Suppliers Most of the large scale manufacturers
depend on supplies from MSME suppliers. Thus, their challenges often disrupt big supply chains...
mAnAgement & strAtegy42 Improve Your Market Visibility Many innovative manufacturers
fail to reach the right customers because of their poor presence in social media...
departments
covEr STory
10 Building Better Supply Chains Together Pallets and crates, creating a $6 billion revenue global organisation based on supplying but not selling these products is not only intriguing but also a very interesting business to learn about. This is exactly what we planned to do, as we walked into the cHEP Mumbai office...
cover Design: Atul Deshmukh Photo credit: Jiten Gandhi
advertisers’ indexExxon Mobil ..........................................IFC
Schneider .................................................1
PTC .......................................................... 3
Zenith Computers ................................... 5
Siemens ................................................ 15
Rockwell .................................................17
Everest Pressure & Vacuum Systems ..... 21
Frost & Sullivan .....................................23
Dell ...................................................... IBC
Accenture ............................................. BC
44 Revolutionising Manufacturing A tightly integrated ErP solution
helps manufacturers consider and respond to various day-to-day challenges and variables...
event report46 Backup Power Increasing energy and power quality
requirement fuels the demand for backup power products, concludes industry expersrts...
Blog08 Building Excellence
In a disruptive age, the randomness component of supply chain rises high. Thus, strategies should consider that...
design & optimisAtion24 Optimising Power Plant Layout How were the design challenges
overcome in the Dhuvaran Phase III power project, which is going to be commissioned in September?


industry update
www.industry20.com6 july 2013 | industry 2.0 - technology management for decision-makers
ity stake in a single listed entity in India, which will continue to operate the current Systech automotive component businesses globally and include CIE’s European forg-ings operations.
“Eight years ago, we at Mahindra set out to build an Indian automotive supplier with a global foot-print and this drove a series of acquisitions
in India and Europe for us. We have been listening closely to our customers who have asked to step up our globali-sation efforts and follow them around the world. This Grand Alliance with CIE enables us to ‘Rise’ above competition, quickly extends our reach into new geographies, and grows our collective product portfolio in the coming years,” said Anand Mahindra, Chairman of the Mahindra Group.
in Eaton as Regional President – Asia Pacific, Hydraulics Business.
“Shyam’s diverse global experience along with his strong knowledge of market-ing and manufacturing make him ideally suited to lead our Ameri-cas region. I want to thank Shyam for the great job he’s done leading our Asia Pacific region, and wish him
the best as he steps into this new lead-ership role,” said VanArsdale.
Since joining Eaton (1995), Kambey-anda has held many roles of increasing responsibility at different countries in manufacturing and marketing.
Shyam Kambey-anda, who served
as Eaton’s Managing Director for India from 2007 to 2010, has been named Regional Presi-dent, Americas, for the company’s Hydraulics Business. In his new role, Kambeyanda will have responsibility for sales and operations in the Americas region. He will continue to report to Bill VanArsdale, President, Hydraulics Group, and will relocate to Eden Prairie, Minnesota.
Kambeyanda succeeds Joao Faria, who has moved into a new leadership role. A search is underway for a succes-sor for Kambeyanda in his current role
M&M, CIE Automotive form global alliance
The Mahindra Group (India) and CIE Automotive (Spain) have signed
a global alliance agreement between Mahindra’s automotive component businesses (held under its Systech Sec-tor) and CIE Automotive (involving also its subsidiary Autometal). The agree-ment will see the formation of a global automotive component supply network with combined annual sales of approxi-mately INR 15000 Crores / Euro 2.2 Billion / USD 3 Billion with operations in North America, South America, Europe and Asia held through listed businesses in Spain, Brazil and India.
As part of the transaction, CIE Automotive – through one of its sub-sidiaries – will acquire from Mahindra Group a stake in its listed and unlisted companies belonging to Systech Auto-motive Component business and CIE Automotive will contribute its forging businesses in Spain and Lithuania and together consolidate all companies under MFL, which will be rechristened Mahindra CIE. Mahindra CIE will continue to be listed on BSE (Bombay
Stock Exchange) and NSE (National Stock Exchange).
The proposed business transaction will be carried out in a series of steps over the next year that will culminate in: 1) M&M taking a stake of 13.5% in CIE Automotive, which is listed in Spain making it the second largest shareholder in CIE. M&M will nomi-nate two Directors to the CIE Board. 2) CIE Automotive taking a major-
BHEL, Alstom sign contract
Alstom will supply components
and services for the 2x660
MW Suratgarh Super Thermal
Power Project (STPP), in Rajasthan,
according to a contract worth
approximately Rs 206 crore, offered
by BHEL. The company will co-
operate with BHEL in designing
the boilers, and supply identified
pressure parts of the 660 MW
supercritical boilers, along with
windboxes. It will also assist BHEL
with technical advisors during
the erection and commissioning
of the units. All key components
will be manufactured in Alstom’s
manufacturing facilities in Concordia
(USA) and in Durgapur (India).
Eaton appoints new president for Americas
Shyam Kambeyanda
Anand Mahindra, Chairman, Mahindra Group (L) and Anton Pradera (R), Chairman, CIE Automotive during signing of a global alliance

www.industry20.com6 july 2013 | industry 2.0 - technology management for decision-makers
Exxon Mobil has opened its new Asia Pacific Signum Laboratory at
the Exxon Mobil Shanghai Technology Center. The new laboratory in China is the company’s first in the Asia Pacific region, and will provide customers direct access to high quality oil analysis to help improve their equipment performance.
Signum, ExxonMobil’s oil analy-sis program, leverages more than 40 years of oil analysis expertise – and is designed specifically to help evaluate the condition of in-service lubricants. It is a quick and non-invasive way to gauge the health of a machine and help achieve optimum performance.
“The new Signum Laboratory at the Shanghai Technology Center extends ExxonMobil’s technology footprint in China and the Asia Pacific region and enables us to better support customers in the region. With the Mobil branded
lubricant business growing steadily in China and the Asia Pacific region, more and more customers are request-ing superior oil analysis to improve
productivity and reduce downtime. The new Signum Laboratory will help meet customers’ requests quickly through technical application expertise,” said Darrin Talley, Vice President, Market-ing, ExxonMobil Fuels, Lubricants & Specialties Marketing Company.
The Signum Laboratory at the Shanghai Technology Center is designed to exacting laboratory stand-ards, and complies with stringent quality requirements. ExxonMobil has full control of the laboratory opera-tions, quality assurance, data integrity, equipment reliability, and safety stand-ards. The Signum Laboratory provides access to the Company’s centralised database of oil analysis results, and is capable of handling several hundred analyses a day. The lab then gener-ates a comprehensive analysis report for most client applications in 24 to 48 hours after sample reception.
Exxon Mobil inaugurates a new laboratory
Darrin Talley, Vice President, Marketing, Exxon Mobil Fuels, Lubricants & Specialties Marketing Company, is talking on the opening ceremony of the new laboratory in China.
The Global Favourite...in every industry
Control moisture /humidity most efficiently
COMPACT DEHUMIDIFIERS
®
www.bryair.comPhone: +91 11 23906777 • E-Mail: [email protected] 9001:2008 & 14001:2004 CERTIFIED
Write to us today for cost effective solutions
• Chemicals • Electronic Components • Food Products • Pharmaceuticals • Computers • Archives • Tea • Instrumentation Rooms • Research Labs • Food Products
• Welding Electrodes • Defence Equipment • Metal Parts• Seeds • Tobacco • Coffee • Fertilizer • Leather • Milk Powder • Snack Foods
RB
/BA
/130
2HH
CA
4
www.industry20.com8 july 2013 | industry 2.0 - technology management for decision-makers
blog
In a disruptive age, the randomness component of supply chain rises high, thus, any strategy to build a robust value chain
should take that into account. By Pinak Kulkarni
Building Excellence

www.industry20.com 9 industry 2.0 - technology management for decision-makers | july 2013
The author is a Supply Chain focused Business Performance Improvement Coach and Trainer. He is the founder of SPARK, an organisation focused on releasing and igniting organisational potential for Sustainable Excellence. Contact: [email protected].
Strategists consider scenarios of static, dynamic, complex and disruptive envi-ronments – in which industries operate. Paramaters for determining those are – number of variables in the environment,
and the rate of change of those variables. A disrup-tive environment is one when the rate of change is high, and the number of variables in the environ-ment is large. The industry context for that period of industry life cycle is a ‘chaotic’ environment. The current industry is passing through a phase like that – with no surety if that is a permanent change in the way it will need to operate for years to come.
Supply chains are structures, which support a random event called ‘sales.’ Each supply chain supports a systemic component of demand and a random component of demand. The state of supply chains in disruptive stage makes the component of ‘randomness’ increase. While enterprises may engage in the creation of their strategic plans, most of them are falling short of their desired outcomes.
A pro-active approach to reaching the desired goals would mean that the enterprise perceives the need to change, identifies the theme, and wishes to pursue to change – so that it is relevant for its markets and its needs. This approach would help in creating a sustainable organisation for creating supply chain excellence in the disruptive age.
The prominent pillars, which would create supply chain excellence for companies thriving on chaos, are Supply Chain Leadership, Revenue Growth through Supply Partner Collaboration, Sup-ply Chain Risk Management and Reducing Supply Chain Complexity.
Supply Chain Leadership: Supply chain lead-ers would need to get conversant with the financial lingos. The CEOs of companies would appreciate supply chain leaders, who would be able to talk and exhibit their positions using the balance sheet, P&L including the cash flow language. Supply chain typically contributes to 60 to 90 per cent of the COGS of the enterprise. The supply chain leader, hence, is a very important stakeholder for the CEO to offer his ears to. The future supply chain leaders will have to present the financial impact of the sup-ply chain to CEOs, if they want to create the next level of supply chain excellence.
Excellence lies in people. Today, supply chains lack ‘talents.’ An important dimension is the Tal-ent Management in Supply Chains. The excellent supply chains of future would recruit, nurture and retain talent better than their competitors.
Revenue growth through supply partner collaboration: Supply management organisations would need to develop supply strategies based on
the proposed supplier relation. The clarity, hence, the visibility of the type of relationship would help supply management activities. Relationships that are based on mutually congruent goals would lead to partnerships. Partnerships with critically chosen long term suppliers would support the customer organisation to generate significant value.
Risk management: The development of mod-ern processes and practices has gone towards making enterprises more complex with many links. Just-in-time process requirements, longer and more complex supply chains, leaner supply chains, strin-gent service level agreements, single source supply and greater regulatory requirements have reduced organisational buffers in the form of inventory, lead time and capacity. Added to it is worldwide sourc-ing and marketing, which creates new risks for the
enterprise. Organisations able to create a struc-tured process for risk management would manage the chaos better.
Reducing supply chain complexity: The search of low cost of supply base would tend to create longer supply chains with additional nodes of supply. The need for customisation would add to the variety at the input and process stage of supply chain. Supply chains would become com-plex. Supply chain excellence would be achieved if supply chains are able to reduce the complexity through idealised design leading to sourcing strate-gies, reducing the layers of channel partners, and improving the visibility of the chain.
The search of low cost of supply base would tend to create longer supply chains with additional nodes of supply.

www.industry20.com10 july 2013 | industry 2.0 - technology management for decision-makers
cover story

www.industry20.com 11 industry 2.0 - technology management for decision-makers | july 2013
Pallets and Crates, creating a $6 billion revenue global organisation based on supplying but not selling these products is not only intriguing but also a very interesting business to learn about. This is exactly what we planned to do, as we walked into the CHEP Mumbai office one overcast rainy evening. By P. K. Chatterjee
Pho
to: J
iten
Gan
dhi
Welcomed at the reception desk by the sight of a wall chest full of industry awards and a customer logo wall displaying the top industries in India, we realised that there is surely a powerful business model in play. We caught up with Devdip Purkayastha, President, CHEP India, to unravel the mystery and understand the dynamics of this business. “We recently celebrated our
5th Anniversary as a successful start-up in India, and we are now on our way to becoming a great organisation,” informed Devdip. We dug deeper, we delved further.
Fierce market competition, focus on mass market, inability to drive up prices, labour strife, adherence to safety and food standards – while comply-ing with stringent government regulations have forced the Indian business to focus and derive value from their operations. Businesses that can react faster to customer demands will command the markets. This need for agil-ity has pressurised operations to become lean and green, which in turn has forced organisations to focus on supply chain that was never on top of the management agenda.
TogeTher
Building BeTTer
SupplyChainS

cover story
www.industry20.com12 july 2013 | industry 2.0 - technology management for decision-makers
Success will be defined by the ability of the supply chain to respond effectively and quickly to customers. Being proactive rather than reactive is the need of the hour. “CHEP steps in to address these challenges based on our decades of experi-ence in working with large organisations in improv-ing their supply chains globally,” said Devdip. He added, “‘Value creation through collaboration at the back end, to compete in the front end’ is the new business mantra, as more and more organisa-tions shift focus on leveraging their supply chains through value unlocking to be profitable yet ensur-ing customer delight.” But how do ‘pallets and crates’ achieve this complex yet comprehensive task? Apart from a tête-à-tête, Devdip presented us with the CHEP business solutions that helped them create this global business.
Unlocking valueThe various operational challenges faced by an organisation actually are opportunities to value creation. This value can be generated through Auto-mation, Collaboration and Standardisation based Equipment Pooling, creating a dynamic, agile, sustainable and scalable supply chain. CHEP, with their talent pool of supply chain experts, work close-ly with the customers, to help unlock values from their operations. These experts study the upstream as well as the downstream supply lines – creating an opportunity to collaborate within the eco-system to enable seamless flow of goods right from the sup-plier location to the point of consumption.
CHEP FMCG supply chain solutionsPalletisation: This is a method of storing and transporting goods stacked on a standard pallet, and shipped as a unit load. It permits standardised ways of handling loads with common mechanical material handling equipment such as forklift trucks.
Palletisation enables collaborating across individual organisation supply chains in creating a seamless ecosystem. However, creating this robust ecosys-tem will require a standardised material handling environment.
Transfer hire model: The transfer hire model is built for the classic FMCG industry. This solution drives out the inefficiencies and create an ecosys-tem of collaboration where the supplier, manufac-turer, logistic partner and the retailer share the use of standard CHEP material handling platform such as pallets and containers. This collaboration leads to a seamless ecosystem, as goods move on standard CHEP pallets across the supply chain of all these entities.
In this model, CHEP issues ready to use con-ditioned pallets to the supplier, who palletises his load and dispatches to the manufacturer. The manufacturer unloads the raw material and can use the same pallet to palletise their finished goods. These goods are transported, again on pallets as unitised loads to the distribution centre or the 3PL warehouse for racking. Based on retailer’s orders, the palletised load is delivered. Once empty, the pallets are returned by the retailer to CHEP. These returned pallets are than conditioned by CHEP and kept ready for issue. This seamless movement of goods brings in efficiencies, better resource utilisa-tion, adds value at each node and greens the entire supply chain.
Palletisation helps in storing and transporting goods stacked on a standard pallet.
Standard CHEP material handling platform builds a seamless ecosystem.

www.industry20.com 13 industry 2.0 - technology management for decision-makers | july 2013
Use of standard pallets, crates and containers help reduce handling time, labour and space.
TCM facilitates shared use of standardised equipment by multiple customers.
CHEP has specifically designed automotive supply chain solutions for inbound component logistics.
The CHEP solution is a catalyst to standardisa-tion as all the proponents in the above ecosystem standardise their docking systems, material han-dling equipment, racking system and data stand-ards. The benefits derived from collaboration are shared by all. Use of standard pallets, crates and containers help reduce handling time, labour and space. It also helps avoid build-up of packaging waste such as cardboard, one-way pallets, wooden boxes, and the cost of their disposal, thereby green-ing the supply chain.
CHEP automotive supply chain solutionsThe CHEP automotive supply chain solutions are specifically designed for inbound component logis-tics. The solution is based on the concept of Total Crate Management (TCM), which is outsourcing of designing, development and management of reus-able packaging to CHEP. Vehicle manufacturers and their tier suppliers convert all packaging within their supply chain to high-quality, ready-to-use, and
reusable packaging, which is owned and managed by the service provider. In managing, the packag-ing, and the cleaning, conditioning and on-time delivery are handled as well.
TCM is also built around the concept of equip-ment pooling, which is the shared use of standard-ised equipment by multiple customers. The outer crate is standardised to achieve optimum results during transportation and handling, yet internally customisable by placing low-cost durable component specific insert, which can be reused throughout the life cycle of the auto component. These crates move seamlessly from the point of production at the tier-1 or tier-2 manufacturer to the OEM assembly line.
Benefits of TCM: TCM is successful because it delivers value through reduced overall supply chain managed packaging costs to the industry, while providing on-time delivery of reusable packaging, resulting in a better quality component being deliv-ered to the line. TCM standardises all crates and pallet footprints throughout the industry. The ben-efits are shared by each business participating in the end-to-end supply chain, be it, the component supplier or the vehicle manufacturer.
As the component moves from the point of production to the point of consumption in stand-ard packaging, space saving and labour reduction are visible – as neither decanting is required along the supply chain nor is there a need for separate storage area for each supplier at the OEM loca-tion. Reusable packaging also reduces damage, especially during monsoon. Eliminating the need for removal of unwanted waste and the space and labour required thereon, in the warehouses, it pro-vides saving. Standardised solutions can facilitate international logistics, not just local and national. All this leads to a positive impact on the environ-ment. This model follows the 5S methodology. Built around the proven cost efficiencies of pallet and plastic crate pooling, TCM will be a game changer for the automotive logistics industry in India.
The Supplier
OEM
The suppliers pack with components and ship them through the supply chain to other Tier Suppliers or OEMs
Crates arrive loaded for use by the receiving Tier Suppliers or OEMsEmpty crates
are returned to the nearest CHEP Service Centre
CHEP manages the whole backend for the packaging equipment relocation, cleaning, conditioning, tracking and on time delivery
High quality clean CHEP crates are delivered to Tier suppliers

cover story
www.industry20.com14 july 2013 | industry 2.0 - technology management for decision-makers
Standardisation: Driver of unlocking valueIt is observed that value unlocking happens through automation and collaboration based on standardisa-tion across the eco-system. Standardisation in: • Racking system and material handling equipment• Handling platforms: pallets and crates• Standard trucking body sizes
Racking system and material handling equipment: Pallet rack is a material handling stor-age aid system – designed to store materials on pallets or skids. Although there are many varieties of pallet racking, all types allow for the storage of palletised materials in horizontal rows with multiple levels. Forklift trucks are usually an integral part of any pallet rack system – as they are usually required to place the loaded pallets onto the racks for storage.
Selective pallet racking is the most common pallet racking system in use today. Selective pallet racking typically comes in one of two configura-tions: a roll formed or clip-in configuration and a structural bolt-together configuration. Roll-formed selective rack is most commonly manufactured in a teardrop style (so named as the holes on the col-umn of the upright are shaped like a teardrop).
Pallets then rest on the horizontal load beams that are held in place by mounting clips. Because the clips on teardrop configurations can be quickly moved, the shelves can be easily adjusted to dif-ferent heights to accommodate various load sizes. This is convenient for a warehouse that needs to store a variety of product sizes. Structural pallet rack systems are very similar to roll-formed pallet rack systems except the horizontal load beams are attached to the uprights with bolts and have much greater weight-bearing capacity. The bolt fixings make this a form of adjustable shelving. Racks can be constructed, reconfigured, and dismantled and reused as necessary.
Selective pallet rack systems provide easy acces-sibility to all products at all times. A selective pallet
rack system is commonly used in a ‘big-box’ distri-bution application – as well as in retail store inven-tory rooms, cold storage applications and wholesale stores. It is important that racking design is as per global standards, capable of handling standard pal-lets and other material handling platforms.
Pallet trucks are then used to handle unitised loads. They are either mechanised or hand operat-ed. The pallet truck is an integral part of any ware-house, and standardisation of handling platforms enable optimised usage.
Handling platforms (Pallets): Standardisation of these material handling platforms is core to pal-letisation and the collaboration model. It also leads to ease of operation, optimisation of equipment and multiple other benefits. In Asia, a working group of Efficient Consumer Response (ECR), a joint trade and industry body working toward making the gro-cery sector as a whole more responsive to consumer demand – and promote the removal of unnecessary costs from the supply chain, carried out a study in 1997 in Singapore to rationalise the 13 differ-ent pallet sizes that were in use by the local FMCG industry. It resulted in the development of the four-way 1 m x 1.2 m standard pallet that is currently in use for the storage and transportation of goods for
Selective pallet racking is the most common pallet racking system in use today.
Pallet trucks are used to handle unitised loads.
The Value Creation Matrix
Reduced Cost• No Capex• Lesser Damages• Lower Losses Expert
Agile
Depend-able
Transparent• Ordering &
fulfillment• Visibility and
accessibility• Easy to contact• Focus on your core
Consistent Quality• Operational
excellence• Service excellence• Quality
consistency
Proactive and Responsive• Preventative analytics
& resolution• Proactive account
management• Capable & empowered
Broad distribution• Customer and
retailer coverage• Supplier coverage• Geographic
coverage
Flexible• Service choice• Product range• Customized
solutions and support
Secuity of supply• Financial stability• Quantity of product• Service &
operations infrastructure
OptimizedPerformance• E2E Supply chain
coverage• Logistics optimization
Sustainability• Environmental &
social leadership• Sustainable
business model• Beyond compliance
We Are
We Deliver
We EnsueYou
AchieveCreative
Value
YouExperience
You Receive
Ease ofdoing
Business
Reliable

�
�
��
S7-400H High-availability and S7-400FH Safety Controller
www.siemens.com/industry
Answers for industry.
• Failsafe automation system for plants with increased safety requirements • Complies with safety requirements to SIL 3 in accordance with IEC 61508 and IEC 61511,
AK6 in accordance with DIN V 19250, and Cat. 4 in accordance with EN 954-1 • Synchronized hardware solution without information loss • Standard modules for non-safety-related applications can also be used in the automation
system • Fail safe and standard modules can coexists in Failsafe solution • Controllers (CPUs) in Hot Stand by system can be separated and installed in separate
cabinets far from each other (up to 10km)• Unique state of art 'Event Synchronization' as a basis for hot stand by systems
For more details mail to : [email protected]
Protect the availability and productivity of your plant
s
C KM Y
C KM Y

cover story
www.industry20.com16 july 2013 | industry 2.0 - technology management for decision-makers
the FMCG industry. The 4-way 1,000 mm x 1,200 mm pallet is recommended by the pallet standardi-sation working group as the standard. The 1,000 mm x 1,200 mm pallet has the following benefits:• Compatible with standard ocean going contain-
ers and the majority of trucks• Dominant size used across the globe• Endorsed by ECR Asia• Conform to international standard (ISO 6780
General) purpose flat pallets for through transit of goods - principal dimensions and tolerances
• Wide acceptance in major FMCG and allied industries, 3PL, retailers
• Sufficiently wide for drive-in racking• Ability for sharing among multiple trading
partners.Crates and containers: New generation Fold-
able Plastic Crates (FPCs) have been specifically designed to integrate supply chain activities while reducing costs and environmental impact. Com-bining the features of a variety of crates into one, FPCs offer a unique design providing distinct value in supply chain efficiencies. The crates are modu-lar by design and may be column stacked, cross stacked or a combination of both, when erected. Similarly, Foldable Large Containers (FLCs) are
used for bulkier goods. These robust crates and containers provide maximum load carrying capacity for improved product protection. They also provide safe, efficient movement of products enabling end-to-end value through various supply chains in a range of industries. Some benefits of these stand-ard crates are:• Load flexibility allows mixed crate sizes on a pallet• Heavier load capacity allows increased stacking
heights, reducing warehouse space• Reduces reverse logistics transport costs• Enables OHS handling efficiencies• Reduces product damage by eliminating bulg-
ing, breaking and collapsing• Enhances load stability• Reduces waste material• Increases internal volume capacity, improving
pack density• Reduces carbon footprint• Suits roller conveyors.
Standard trucking body sizes: The unorgan-ised truck body building industry in India does not follow any standards in body sizes, thus, leading to cube loss, product damage and shrinkage. The vehicle manufacturers deliver bare shell chassis, and the transporters decide on the dimensions of the truck body. Standard truck sizes will eventually lead to shipment of unitised loads – that is goods moving on pallets. However, there are several chal-lenges when these pallets start moving across the supply chain from one entity to another. This will create a need for optimised infrastructure at the warehouses such as dock levellers.
Building the avenue for standardisationAs a concept, the industry recognises the potential of these solutions in making their operations, lean and green. Many of CHEP customers are already collaborating, but at a very nascent level. The desired level of collaboration is based on the prem-ise of standardisation and for this to happen, there are many external barriers. Today in India, there is no standard for sizes of trucking body. Racking layouts are different not only across customers but even across a single customer’s various locations. The traditional trend to own equipment versus leasing is one such hurdle CHEP is trying to cross. This has led to different types of material handling equipment like pallet jacks, pallet trucks and a conundrum of shipping platforms.
CHEP is working closely with all the stakehold-ers to bring about the required change. High-level engagement with its customers as well as industry bodies like CII, RAI, SIAM, ACMA and ECR to cre-ate awareness and acceptance is the way forward.
New generation Foldable Plastic Crates from CHEP
The 1,000 mm x 1,200 mm pallet has multiple benefits.


cover story
www.industry20.com18 july 2013 | industry 2.0 - technology management for decision-makers
Q How is CHEP’s business shaping up in the Indian sub-continent?A We have just completed five years in India. We look at our business from various stake holders’ aspects. First of all from the industry point of view, pooling, palletisation etc., are quite new concepts. If you look at the industry acceptance, I’ll say, today we are well accepted in the industry. The evidence for that is – in the last five years, many industry bodies have recognised us with awards for ‘Innovation’, ‘Sustainability’ and ‘Returnable Pack-aging’. There is a lot of interest in trying to under-
stand our business model. For a sunrise industry, the most important thing is acceptance.
Then the question arises, within the industry are the customers accepting us? Two years back, we were engaged with just the top few international FMCG customers. Today, we have penetrated this industry a bit more. Most of the national and inter-national FMCG industries, which are operating in India, are working with us. If you look at the 3PL industry, most of the top players in this segment, both international and national, are now working with us in India.
Material handling at all stages of supply chains becomes faster and cheaper with standard pallets and crates. In a tête-à-tête, D. Purkayastha, President, CHEP India, explains to P. K. Chatterjee, how the company is creating value to some Indian manufacturers, especially from FMCG and Automotive segments.
“We are in the business of modernising our customers’ supply chains”

www.industry20.com 19 industry 2.0 - technology management for decision-makers | july 2013
One big change in the last two years is – for automobile industry, now we have got a different set of solutions.
In FMCG industry, we built a solution around pallets, for the automobile industry, we have built a solution around a range of plastic crates and containers. That is now very well accepted. Many of the tier 1 suppliers, some of the tier 2 suppliers and several OEMs are with us. Parts are flowing from the suppliers to the OEMs in our crates. We have done millions of such movements last year. Each crate contains 20 to 40 parts, I mean multiple components. That shows how well we are being accepted by the industry.
Q How is CHEP India transforming as an organisation? A We have successfully managed to transition from an expatriate-based management team to an Indian team. Today, the leadership team includes all Indians, which is a big achievement for a new company in the industry. Secondly, our attrition rate is very low. Thirdly, we are investing heavily into our human capital development.
As it is a new kind of industry, nobody has actu-ally worked in this kind of a business. We need to source employees from other industries and train them well. One indicator of our progress is shown by whether our employees are leaving after joining us. We hardly have any attrition.
Q How do you manage so many activities across the big country?A Now we have over thirty warehouses, where-from we can issue our pallets and crates, and collect them back. Our penetration has reached pan-India. Moreover, we are ensuring that we can maintain consistency of our service, quality, dis-patch and retrieval.
We have a core CHEP organisation, which consists of highly talented and motivated people. Also, we are supported by a network of service providers. We work with C&F providers, trans-port providers, 3PLs and other kinds of manpower service providers. The CHEP core team owns the execution, processes and systems – and looks after the service quality.
We are a 3PL service provider in one way, but we engage with other 3PLs too. Our warehouses are managed, processed and supervised by us, but may not be owned by us. Day to day execution is done by 3PLs.
We follow a Zero Harm Charter for safety, a commitment made by our CEO and every employ-ee of CHEP. All our associates are also included
in this charter. Our training programmes are also applicable to CHEP associates. Our Tool Box meet-ing (a weekly meeting at each site) is conducted by a CHEP manager but includes everyone working for CHEP at that site.
Q How challenging is it to maintain the pallets’ quality?A A pallet is a very simple product. But the chal-lenge comes when you scale up. Making millions of pallets – all of the same consistent quality – is a big challenge.
Secondly, as pallets are made of a natural resource, we are very much careful about the compliance – the Indian forest conservation act. Therefore, we avoid using any illegal wood. For our Indian operations, we source wood from certified and harvested forests in Europe, which is com-pletely sustainable.
Food contamination is a very big thing. For example, if a packet of biscuits, chocolates or a cola bottle is contaminated, there are many compli-ance issues around that. We ensure that the wood in clean and in dry condition (moisture taken out through technical process to make it light and free from fungal attack), and don’t use any chemicals on the wood.
So the third challenge is to get so much of wood and complying with various safety acts – so that the wood does not get contaminated. Any Indian wood without chemical treatment will catch fungi, but our imported woods will seldom be contaminated.
As we have several government welfare projects like NREGA, labourers are gainfully employed in different parts of the country. This increases costs of getting manpower to engage as workers in fac-tories. Another challenge for organisations is the need to be compliant with the labour laws of the land. So, we need automation to the extent possible and CHEP helps customers achieve this.
When a pallet is pulled through the assem-bly line or a conveyor belt, even for a tolerance of ½ cm, the line or belt may get stuck causing a disaster. Thus, a pallet is a low-tech product, yet manufacturing millions of standardised pallets with high level of dimensional consistency is a big chal-lenge. Our ability to turn this very challenge into an opportunity is a huge differentiator for us from the locally available white wood pallets of dubious source and quality.
We have three manufacturing locations for pallets in India, one in north, one in west and one in south. We use a type of epoxy-coated nails to fix each joint, so that there is no rust even in the extreme weather condition. P
hoto
s: J
iten
Gan
dhi

cover story
www.industry20.com20 july 2013 | industry 2.0 - technology management for decision-makers
We follow two sets of standards. One is PQS (Pallet Quality Standard), whereby we check and maintain compliance, quality and load bearing capacity of each pallet. If we make any modifica-tion in design, we need to get that approved by our global engineering team. Also, we have a Core Work Process to ensure the timeliness of delivery (within 48 hours), taking back the damaged pallets etc. We have a quality team to look after all the products’ and processes’ quality.
Q What are the specialties of your innovative plastic crates?A We import some of the plastic crates from Europe, others we get from the Indian suppliers adhering to our quality standards. All our plastic crates, which are mainly used for automotive logis-tics, are foldable. So, bringing them back to our warehouses is quite easy.
They look flimsy, but actually they are very tough as they are made of reinforced plastic. Those are light yet strong. Even if one part of the crate is damaged, that part can be replaced. They are stackable, and have a long life. The stacked crates can be put on a pallet and moved with a forklift.
Also, our crates provide a dust and waterproof cover on the high-value components. We have got almost 150 kinds of inserts that fit inside a crate to prevent shaking of the parts. We have a design team in India, they design all these inserts. Some very sophisticated designs are made in Germany. Our dedicated team of solutions designers works closely with the customers in mapping their needs and providing optimum solutions. Like pallets, for crates also, we maintain two quality practices.
Q How do the customer benefit from using standardised pallets?A A pallet can take up to a ton of material. Natu-rally, there is an issue of industrial safety. Making pallets in bulk quantity is not easy. Then comes up their maintenance issues, any failure during use is very costly.
So, there is a whole bunch of non-monitory ben-efits that a customer can get by using a standard pallet pool. They are not violating the laws of the land, they are not wasting labour for non-core activ-ities and most importantly, high levels of safety and compliance standards are maintained.
We have companies handling two or three hun-dred-thousand pallets across the locations. Even if a company can manage those on their own, the question arises – how do they link those? For exam-ple, you are a manufacturer; you get raw materials from your suppliers. Also, you are feeding to your
distributors. If you manage your own pool, your suppliers are not getting access to that pool. Your customers also may not be getting the access…
To understand the whole beauty of a standard pallet pool – let us take an example. PET bottles come to a beverage company not as a bottle but in pre-form shape, the beverage manufacturer blows and then fills them. Now, we can supply pallets to the PET manufacturer (pre-form supplier). From there, pre-form bottles can move to the beverage manufacturer. The beverage plant can again use the same pallets to ship their filled bottles to the distributor. A pallet can take any kind of load, only the packaging of the products are changed, which can be kept on the same pallet.
Q Can you focus on the value proposition part of it?A We create value for the customer through our drive for excellence. There are five areas of the value proposition. First is that the user company need not invest in pallets or crates. A good qual-ity pallet made from legal wood and adhering to stringent quality criteria will cost Rs. 1500 to 2000. Imagine the cost for 50,000 or more pallets that a company uses. There is always a capital advantage if they rent it.
Secondly, if a company loads a truck without using pallets, it will take two to three hours of time. Obviously, it will take another three hours to get unloaded. Whereas with palletised loads, a truck can be loaded or unloaded in just 15 to 20 minutes. Thus, the trucks’ turn around goes up drastically.
With unpalletised load, one dock can load eight trucks in a day, whereas with palletised load the number can go up to 90 or more. Idle truck is a cost. Thus, with palletised load truck depreciation (truck-hour) reduces drastically.
Dock itself is costly being a part of real estate. The land required to set it up has a huge cost. If you block the docking area for long, there is a huge increase in cost.
Then look at the labour cost. For loading and unloading non-palletised loads, you need to engage at least six labourers per truck at each end (loading or unloading).
Also, you know, many FMCG products are very seasonal. If it is a cola, the peak sales will be in summer, but for tea or coffee, the peak sales will be in winter. Many companies find peak sales in the last week of each month. So, when the demand is so fluctuating, every company can save through a good throughput – in terms of better truck utilisa-tion, better dock utilisation, better labour utilisation and so on. When a company needs more pallets, we


cover story
www.industry20.com22 july 2013 | industry 2.0 - technology management for decision-makers
will issue that, again when that company has low demand, we will put our pallets in a different product segment. So, our busi-ness model is highly scalable for the customer.
Q How do you fix price for your service?A We do not talk of pricing typically. We are not actually into pallet or crate selling. We are in the business of building better supply chains for our custom-ers. Suppose you are a manufac-turer, you have got suppliers, you have got customers. Goods are flowing through the eco-system – raw material is coming from the suppliers to your manufacturing plant, finished goods are again going out to your customers. We improve the flow of goods through this supply chain in dif-ferent ways.
So, when we talk to (say) an FMCG manufacturer, we study their entire supply chain. We show this is what is coming from your supplier, and this is what you are pumping out to your retailer or customer, and this is what you are doing to store the product at different stages. We point out (say) this is the lead time, this is your throughput, this is your docking efficiency, this is your space and labour utilisation, this is your safety, standards and compliance risks and so on… we show the value of each event. Then we explain, if you do so and so things, you will be able to unlock so and so values – leading to so and so amount of savings. Also, we highlight how much of sales are being lost because of the inefficiency in their supply chain.
Then we say, out of this saving, let us share this much. So, it is a value minus pricing and not a cost plus pricing that we offer to our customers. We don’t quote that this is our costs and you have to pay us this.
We just present what we can do for each eco-system, and from the value unlocked, we propose to share a percentage.
This business has a long ges-tation period. There is a capital cost around the product itself. Also, there is a cost of service, and costs involved in managing manpower, IT, legal compliance, etc. We need to maintain the whole network; we do forward logistics, reverse logistics, repair and conditioning etc.
We have a web-based tool called ‘Portfolio Plus,’ which is like a control tower. We can track anything that is coming in from the suppliers, anything that is flowing out from the manu-facturer, anything that we issue from CHEP and anything that is not returned back to CHEP. Our whole business model is around – ‘can we improve your supply chain?’
Q How is the concept of standardisation catching up in India?A If you look at our products – all are standardised. Whatever be the size of the consumer goods or automotive parts, we fit them in our pallets or crates. Within our offerings, we are quite standardised.
The Indian eco-system is not standardised. We have ware-houses with different kinds of racks, different kinds of trucks and forklifts for moving goods as well as different types of mate-rial handling platforms. Those things are unfortunately not yet standardised.
We are doing ‘thought advocacy’ in this area. We are working with the industry bodies to make them feel that India needs standardisation in supply chain eco-system. If you have one type of truck, one type of pallet, one type of rack, one type of forklift and so on, everything moves smoothly.
If you look at shipping containers, they were standardised 60/70 years back. The entire global cargo runs on standard containers. Many of the advanced countries have standardised on trucks, racks, forklifts, pallets and so on. Why not to drive India too – to reap the benefits of standardisation in supply chain equipment?
“The Indian eco-system is not standardised. We have warehouses with different kinds of racks, different kinds of trucks and forklifts for moving goods as well as different types of material handling platforms.”

2nd India Backup Power
Industry Excellence
Awards 2013
Congratulations to all the award recipients of
2nd India Backup Power Industry Excellence Awards 2013!
Product Category Award Category Award Recipient 2013
Diesel Genset Most Preferred Brand - Customer Service Leadership (Up to 250 kVA)
Kirloskar Oil Engines Limited
Diesel Genset
Diesel Genset
Diesel Genset
Diesel Genset
Diesel Genset
Diesel Genset
Diesel Genset
UPS
UPS
UPS
UPS
UPS
UPS
UPS
UPS
Battery
Battery
Battery
Most Preferred Brand - Customer Service Leadership (Above 250 kVA)
Most Preferred Brand - IT/ITES, Realty and Hospitality
Most Preferred Brand - Construction & Infrastructure
Most Preferred Brand - Telecom
Most Preferred Brand - Manufacturing & Process Industries (Up to 250 kVA)
Most Preferred Brand - Manufacturing & Process Industries (Above 250 kVA)
Customer Value Enhancement
Most Preferred Brand - IT/ITES
Most Preferred Brand - BFSI Ofce
Most Preferred Brand - BFSI Retail Branch & ATM Infrastructure
Most Preferred Brand - Manufacturing & Process Industries
Most Preferred Brand - Power and Oil & Gas
Most Preferred Brand - Hospitality
Most Preferred Brand - Customer Service Leadership (Up to 20kVA)
Most Preferred Brand - Customer Service Leadership (Above 20kVA)
Most Preferred Brand - Telecom
Most Preferred Brand - Residential
Most Preferred Brand - Manufacturing & Process Industries
Cummins India Limited
Cummins India Limited
Cummins India Limited
Mahindra Powerol Business
Kirloskar Oil Engines Limited
Cummins India Limited
Mahindra Powerol Business
Emerson Network Power (India) Pvt. Ltd.
Schneider Electric IT Business India Pvt Ltd
NUMERIC
Emerson Network Power (India) Pvt. Ltd.
Emerson Network Power (India) Pvt. Ltd.
Schneider Electric IT Business India Pvt. Ltd.
Schneider Electric IT Business India Pvt. Ltd.
Emerson Network Power (India) Pvt. Ltd.
Amara Raja Batteries Limited
Exide Industries Limited
Exide Industries Limited
Battery
Power Inverter
Power Inverter
Most Preferred Brand - Commercial Sector
Most Preferred Brand - Commercial & Industrial
Most Preferred Brand - Residential
Exide Industries Limited
Su-Kam Power Systems Ltd.
Microtek International Pvt Ltd.
M E D I A PA RT N E R S
To know more about India Backup Power Industry Excellence Awards, please contact:
Saurav Mitra - M: +91 9818192407 l T: +91 11 66071007 l E: [email protected]
Anindya Das - M: +91 9830080724 l T: +91 33 66273362 l E: [email protected]

design & optimisation
www.industry20.com24 july 2013 | industry 2.0 - technology management for decision-makers
The 375 MW Dhuvaran Phase III Combined Cycle Power Project is scheduled to be commissioned by September 2013. Accommodating the entire plant within a small available area was a big challenge. Let us see how the design has been done, and what kind of innovative equipment the power plant hosts.
also offers a big source of employment and will fur-ther catalyse the developments in this area.
L&T Power, in global competitive bidding pro-posed gas-based single shaft combined cycle power plant to the owner GSECL, and it was very well
Gujarat State Electricity Corporation Ltd. (GSECL) is currently setting up a 375 MW Thermal Power Station at Dhuvaran, Khambat District in Gujarat. The thermal power station at Dhuvaran was the first
power station of erstwhile GEB (Gujarat Electricity Board). It was a coal-based power station with four units of 63.5 MW each, two units of 140 MW each, and a total installed capacity of 534 MW.
All the above units were commissioned between 1964 and 1972. Now, all those units are closed, and these ageing plants are being replaced with plants of very high efficiency, which will bring a great relief in terms of power supply to the entire zone. Dhuvaran is geographically located at sea coast, and the complete town is being developed due to setting up of this thermal power plant, which
Power Plant Optimising
layout
www.industry20.com 25 industry 2.0 - technology management for decision-makers | july 2013
• One of the largest vertical HRSG manufactured by L&T
• India’s largest three phase single transformer• Largest common foundation of gas turbine,
generator, steam turbine condenser and GTG exhaust duct
• 375 ton EOT crane for turbine building• Bypass de-aerator on BFP building
The client demanded: each and every facil-ity required for the combined cycle power plant, viz., power block, IDCT (Induced Draft Cooling Tower), 7 bay switchyard, water pre-treatment and post-treatment facilities and 150m3/hr ETP, cool-ing water system, overhead tanks, central con-trol building for plant DCS, and also switch yard SCADA system, service building, stores, workshop, canteen, fire station and gate complex etc. They had also desired that this size of the plant would be standardised for their future combined cycle plant.
It was quite a big challenge to prepare the most compact plot plan in a brown field project – con-sidering the construction sequence to meet the completion schedule. The best way was to pre-pare the entire plot plan with actual 3D models of various facilities. This ensured the most opti-mum utilisation of the entire plot area and perfect visualisation of the facilities for the client, and it obviously helped in the faster approval of the plot plan and all building drawings from the client end. The entire 3D model was prepared by in-house PLADES software.
Single shaft combined cycle projectIn the single shaft arrangement, the gas turbine, generator, HP turbine, IP/LP turbine, condenser, the SSS clutch and the GTG exhaust duct is on the common foundation. The land required for power block area including the transformer and HRSG and BFP building is reduced by 20 per cent as compared to multi shaft combine cycle power plant:• In multi shaft arrangement land required is
10500 m2 approx• In single shaft arrangement land required is
8600 m2 approxHowever, the design of the building, the founda-
tion and the piping layout along with the bus duct for the generator becomes a real challenge. Sie-mens has installed many such machines and they have perfected the entire piping layout and the entire auxiliaries to meet the best optimised result. However, L&T-S&L was doing the engineering for the first time, and it was a great challenge since the benchmark was already fixed by Siemens and the Client, and L&T Power was expecting perfectly
accepted by them. L&T was awarded the work on EPC basis by GSECL. As part of L&T, L&T-S&L (Larsen & Toubro - Sargent & Lundy) was engaged to carry out the complete proposal engineering before the award of work, and later complete detail engineering for this project.
Dhuvaran single shaft combined cycle power plantA gas-based Combined Cycle Power Plant (CCPP) is defined by the arrangement of main equipment, viz. gas turbine, steam turbine and generator. For a multi shaft CCPP, gas turbine and steam turbine are on different shafts with separate generators. However, single shaft CCPP, gas turbine and steam turbine are on the same shaft with a common gen-erator between them.
The engineering carried out in Dhuvaran Single Shaft Combined Cycle Power Plant is exemplary, because of its unique features as briefed below:• Single shaft arrangement – first in India by a
non-OEM/EPC contractor

design & optimisation
www.industry20.com26 july 2013 | industry 2.0 - technology management for decision-makers
similar result from its end with all the auxiliary equipment made in India. Again, the perfect 3D modeling helped meet all the requirements of Sie-mens interconnecting piping, main steam piping, cooling waters system, IPBD and also electrical and control equipment.
Civil and structural designThe design of the power block building along with the common foundation of single shaft train of GTG-STG-Generator-condenser-GTG Exhaust duct was the biggest challenge. The power block building column and foundation was designed by L&T-S&L civil and structural engineers for 375 T EOT crane. Later the 375 T EOT crane was successfully used for the erection of the 370 T Generator.
In order to meet the stringent plant conditions, innovations were required at every stage of the project backed by high degree of accurate 3D mod-eling platform. The integrated link between analy-sis and modeling software provided by Bentley Solution was very useful for successful implementa-tion of the desired optimised layout. The controlled and accurate modeling potentials of Bentley aided in identifying the hindrances in key areas of the TG Building – at a very premature stage that could have been a constraint later on.
While working for the first time on process design and erection of single shaft train, L&T-S&L, with its process driven and coordinated environ-ment, worked out a complete 3D Model of the basic
plant and auxiliaries. Development of each facil-ity from right from start and bringing to reality required a high accuracy. Models were exported to create 3D PDF having facilities to provide details of member properties at a click of button, which were provided for site execution. Civil design of support-ing structure was done using STAAD V8i, hav-ing excellent interface with Excel helped manage changes at a much faster pace. Standard depart-mental calculations and innovative tools were used for application of loads, properties and design parameters to the STAAD Model.
Another challenge was – to route the four num-bers of main steam piping of 1200 mm dia (includ-ing insulation) and feed water piping along with the main pipe rack within the confined space of 5m wide corridor between BFP building and HRSG. All the auxiliaries of steam cycle were required to be planned within a 13m wide corridor only on one side of turbine train below 2m level, so as to clear the GTG air intake duct. All the models were prepared on 3D platform, which helped in resolv-ing inter disciplinary interferences very easily, efficiently and within the scheduled time. Naviga-tion tools were used to have actual walk through to study and solve the critical congested areas includ-ing installation and removal procedure.
The use of Bentley solar time feature integrated with project scheduling software was used for com-plete scheduling of structural erection of compact main pipe rack. The elements erection procedure of the main pipe rack was identified step by step to facilitate the construction group to avoid unfore-seen circumstances – which might arise within a compact area. The schedule, erection procedure, hindrances etc., were studied using 3D modeling.
The common foundation was of size 57m long, 10m wide and 9m deep. The concrete quantity is 2400 m3, and reinforcement is 285 tonnes. The total structural steel in the power block is approxi-mately 1300 tonnes.
India’s largest three phase single transformer of 477 MVAAn advantage of three phase single transformer is reduction in number of equipment, which in turn requires less land. However, its main advantage lies in installation, maintenance and operating cost – which is lesser as compared to three-phase three transformers. Being a very compact plant, there was a requirement for providing a perfect solution for removal (for maintenance) of the heavy (425 MT) three-phase Generator Transformer (GSU). A 3D video simulation was prepared for removal of the GSU from its foundation.
Bentley Solution was very useful for successful implementation of the desired optimised layout.
www.industry20.com 27 industry 2.0 - technology management for decision-makers | july 2013
375T EOT crane Siemens single shaft arrangement generator stator and rotor needed to be lifted together. EOT (Elec-tric Overhead Travelling) Crane of power block building was selected for combined lifting weight of the generator stator and rotor. Single EOT capac-ity of 375T was installed in power block building, and the power building columns are designed for 375T crane load. The installation plan was actually demonstrated through the video for the purpose of approval of the entire TG hall design.
Power cycle with bypass de-areatorIn conventional CCPP, de-aerator will always remain in service throughout the power plant operation cycle. In Dhuvaran, de-aerating con-denser with bypass de-aerator has been installed in the system in place of the conventional de-aerator. This system will perform the required de-aerating of condensate, and at the same time reduce equip-ment cost considerably. The advantages of this system are multifold, like reduction in plant cost, increased power output and improved efficiency, improved plant reliability, etc. The other unique feature of this de-aerator design was the installa-tion of the de-aerator above BFP building at 18 m level on steel structure; however the BFP building was RCC building.
New concept of PRDS system in place of auxiliary boilerAll combined cycle power plant with single unit uses auxiliary boiler to generate auxiliary steam. Auxiliary steam is required at very early stage of start-up of plant for packing steam turbine glands. In the Dhuvaran project, gland sealing steam will be generated from cold reheat line with the help of PRDS, where the steam is available within required range of parameters and in very short time. The main advantage of PRDS is reduction in number of equipment, which directly reduces plant installa-tion and operation & maintenance cost.
Higher combined cycle plant efficiencyThe single shaft arrangement has gross plant effi-ciency of 58.67 per cent, which is the highest in its class. It also possesses the best possible gross heat rate of 6136 kJ/kWhr, which in turn will directly benefit in lesser tariff to the user – and savings of the precious natural gas, which is being supplied by GAIL.
Reduced water consumptionThe cooling water system is provided with two types of water. Pond water will be used from
November to March, and the brackish bore well water will be used for summer seasons. According-ly, the entire cooling water system is planned with dual water system. The CCPP has been planned with an Effluent Treatment Plant (ETP) with RO system of 150 m3/hr, which is installed inside the plant boundary to recycle plant waste water. The treated effluent water of 90m3/hr is being used in CW cooling water system. Further, sweet bore-well water through RO-DM plant is being converted into the potable water, and other steam cycle makeup water. This potable water is being supplied to the township and nearby areas. It has helped in overall reduction of the water requirement of the plant.
One of the largest natural circulation vertical HRSGDhuvaran project will have India’s one of the larg-est natural circulation vertical HRSG used in this project. It is a triple pressure HRSG capable of producing steam, which can run steam turbine up to 150 MW. The complete design, fabrication and execution is being carried out by L&T. HRSG is triple pressure with reheat, natural circulation and the flow inside the HRSG evaporator is through natural circulation. The biggest advantage of the natural circulation HRSG is reduced auxiliary power consumption of 100 kW.
Key technical Features
• Switchyard control and operation by SCADA
• Natural Circulation Vertical Heat Recovery
Steam Generator (HRSG) by L&T
• Siemens SGT5-4000F Gas Turbine, capacity
245 MW
• Siemens SST5-3000 Steam Turbine of capac-
ity 130 MW, two cylinder (HP, IP-LP) axial
exhaust
• GT/ST common generator rated 471 MVA,
20 kV
• Cycle auxiliaries like BFP, CEP, DM, CW pump,
vacuum pumps and heat-exchangers etc.
• By-pass de-aerator and de-aerating condens-
ers by L&T
• Induced draft cooling tower by L&T
• Balance of plant including water system with
ETP RO facilities, HVAC, firefighting, fuel gas
system etc.
• Generator transformer – 3-phase unit, 20/235
kV, 477 MVA
• Power evacuation by 220 kV outdoor switch-
yard – 2M+1T, 7 bays
control & automation
www.industry20.com28 july 2013 | industry 2.0 - technology management for decision-makers
The emergence of manufacturing IT, distinct from enterprise IT, takes this collaboration to a com-pletely new level.
Control and information convergence In the manufacturing industry, islands of auto-mation for production and control systems have increasingly converged into an integrated plant-wide control and information platform.
Users also unite disparate batch, continuous process, discrete, safety, motion, and drive control industrial network technologies into a multi-disci-plined industrial network by utilising EtherNet/IP, a standard Ethernet technology.
Wide deployment of EtherNet/IP in manufactur-ing triggered migration from the traditional 3-tier network model to a converged Ethernet model, as shown in Figure 1. Convergence has not flattened the network model. Segmentation of functions, geographic areas, and security for domains of trust requires a multi-tier model.
The traditional 3-tier network model evolved during the early days of Ethernet. Proprietary, ven-dor-specific industrial networks proliferated early on, until organisations like ODVA began promoting a Common Industrial Protocol (CIP).
By dividing a network by function and geograph-ic area into smaller Local Area Networks (LAN), the 3-tier network model provides natural segmen-tation. This lessens the impact of traffic manage-ment and security. By connecting devices such as drives and robots with a controller, a device-level network controls, configures and collects data from
The convergence of manufacturing and enterprise networks increases access to manufacturing data, which assists manufacturers in making better business decisions. However, the process offers various challenges. How to mitigate them?
ConvergenceManaging
Issues
Industry adoption of EtherNet/IP for control and information resulted in the wide deploy-ment of standard Ethernet in manufacturing. This deployment acts as the technology ena-bler for the convergence of manufacturing
and enterprise networks. By gaining timely access to production Key Performance Indicators (KPIs) at the right levels, manufacturers benefit from network convergence. Information convergence between manufacturing and business systems also enables greater business agility and opportunities for innovation.
This technology and network convergence creates an unclear demarcation line for network ownership. Groups that traditionally had limited interaction within manufacturers now collaborate.
To support this network convergence, control engineers and Information Technology (IT) profes-sionals experience both organisational and cul-tural convergence as well as share best practices.

www.industry20.com 29 industry 2.0 - technology management for decision-makers | july 2013
these intelligent devices. A device-level network in one area does not typically interact with other device-level networks. By acting as a backbone for device-level networks, control networks interlock controllers and provide connectivity to supervisory computers. A gateway maps information from the manufacturing systems to the enterprise systems. The manual, store-and-forward mapping mecha-nism required significant implementation and sup-port efforts.
The naturally information-enabled, converged Ethernet model eliminates the need for dedicated gateways. Although the technology has converged, the model has not flattened. Data access from any-where at anytime presents a new challenge. Manu-facturers must protect their assets from both inter-nal and external threats because users typically know how to plug into Ethernet. No longer isolated in the manufacturing realm, industrial networks make manufacturing computing and controller assets susceptible to the same security vulnerabili-ties as their enterprise counterparts.
Plant-wide networking with Ethernet technol-ogy requires planning and structure. Establishing smaller LANs, to shape and manage network traf-fic as well as creating domains of trust – that limit access to authorised personnel requires a multi-tier, segmented methodology.
Built on industry standards and methodologyDesigning and deploying a robust and secure net-work infrastructure requires a well-planned road-map. The manufacturing process dictates usage of equipment such as sensors and actuators as well as their geographic deployment. By consult-
ing operations, users can determine information flow requirements. Users should also identify what production information the business system needs. Finally, the roadmap should address standards implementation for common terminology, method-ology and best practices.
RAfM are built on technology and manufacturing standards common between IT and manufacturing. These include technology standards such as IEEE’s 802.3 standard, unmodified Ethernet, Internet Engineer Task Force (IETF) Internet Protocol (IP), and ODVA’s CIP. Additionally, RAfM uses manu-facturing standards to establish a Manufacturing Framework as shown in Figure 2. This framework establishes a foundation for network segmentation for traffic management and policy enforcement.
Rockwell Automation and Cisco share a com-mon technology view by supporting the facilitation and acceleration of network convergence as well as the promotion of standard, unmodified Ethernet. In addition to jointly serving as principle members of ODVA, the companies individually participate in standard organisations like ISA.
Throughout the Reference Architectures for Manufacturing, terminology refers to ‘layers,’ ‘levels,’ and ‘zones.’ The Open Systems Intercon-nection (OSI) seven-layer reference model defines layers – e.g., layer 1 for Physical, layer 2 for Data Link, layer 3 for Network. Layer 2 devices forward data and provide network services based on Data Link layer characteristics – such as Media Access Control (MAC). Layer 3 devices forward data and provide network services based on IP.
Figure 2 depicts levels and zones of the Manu-facturing Framework. Both ISA-95 and the Purdue Reference Model for Control Hierarchy segment
Figure 1: Traditional 3-Tier Manufacturing Network Model and Converged Ethernet Manufacturing Network Model

control & automation
www.industry20.com30 july 2013 | industry 2.0 - technology management for decision-makers
industrial control devices into hierarchical ‘lev-els’ of operations within a manufacturing facil-ity. Using ‘levels’ as common terminology breaks down and determines plant-wide information flow. For enhanced security and traffic management, ISA-99 segments levels into ‘zones.’ Zones estab-lish domains of trust for security access and small-er LANs to shape and manage network traffic.
The Manufacturing Framework groups levels into the following zones for specific functions:
Enterprise Zone — Levels 4 and 5 handle IT networks, business applications/servers (e.g., email, enterprise resource planning – ERP) as well as intranet.
Demilitarized Zone (DMZ) — This buffer zone provides a barrier between the Manufactur-ing and Enterprise Zones, but allows for data and services to be shared securely. All network traffic from either side of the DMZ terminates in the DMZ. No traffic traverses the DMZ. That is, no traffic directly travels between the Enterprise and Manufacturing Zones.
Manufacturing Zone — Level 3 addresses plant-wide applications (e.g., historian, asset management, Manufacturing Execution Systems - MES), consisting of multiple Cell / Area Zones.
Cell/AreaZone — Levels 0, 1 and 2 manage industrial control devices (e.g., controllers, drives, I/O and HMI) and multi-disciplined control appli-cations (e.g., drive, batch, continuous process and discrete).
Shaping and managing network traffic Developing a robust and secure network infra-structure requires protecting the integrity, avail-ability and confidentiality of control and informa-
tion data. Users should address the following when developing a network: • Is the network infrastructure resilient enough to
ensure data availability? • How consistent is the data? Is it reliable? • How are data used? Are those secure from
manipulation? RAfM provides recommendations, design guid-
ance, best practices, methodology (Figure 3) and documented configuration settings. This helps establish a robust and secure network infrastruc-ture for control and information data availability, integrity, and confidentiality. Built on industry standards and a future-ready network foundation, it addresses today’s applications like safety through CIP Safety, and tomorrow’s applications like motion through CIP Motion, time synchronisation through IEEE 1588 Precision Time Protocol (PTP) with CIP SyncTM, an d incorporation of Voice over IP (VoIP) and video on demand (VOD).
IT professionals frequently use reference archi-tectures as a common concept and tool within the enterprise. From retail companies to data centers, Cisco develops reference architectures for a variety of industries and applications. Reference Archi-tectures for Manufacturing, as shown in Figure 3, incorporates the Rockwell Automation Integrated Architecture and Cisco Ethernet-to-the-Factory, a Cisco Validated Design.
To align with the Manufacturing Framework, as shown in Figure 2, RAfM utilises the Campus Network Reference Model. Common with enter-prise networks, this multi-tier model naturally seg-ments traffic into three main tiers: core, distribu-tion and access.
Layer 2 access switches aggregate control devices within the Cell/Area Zones. Addition-ally, layer 2 provides network services such as switching, resiliency via Spanning Tree Protocol (STP), Quality of Service (QoS), Vir-tual Local Area Network (VLAN) and secu-rity. Multilayer (layers 2 and 3) distribution switches reside in the Manufacturing Zone (level 3), brings together access switches from the Cell/Area Zones and provide net-work services. Services include layer 2 and 3 switching, routing, load balancing, resiliency via Hot Standby Routing Protocol (HSRP), QoS and security. Finally, the core switch aggregates distribution switches and provides high speed switching.
Designing a resilient network infrastruc-ture with low latency and jitter increases the availability and integrity of control and infor-mation data. Latency, or delay, represents the Figure 2: Manufacturing Framework
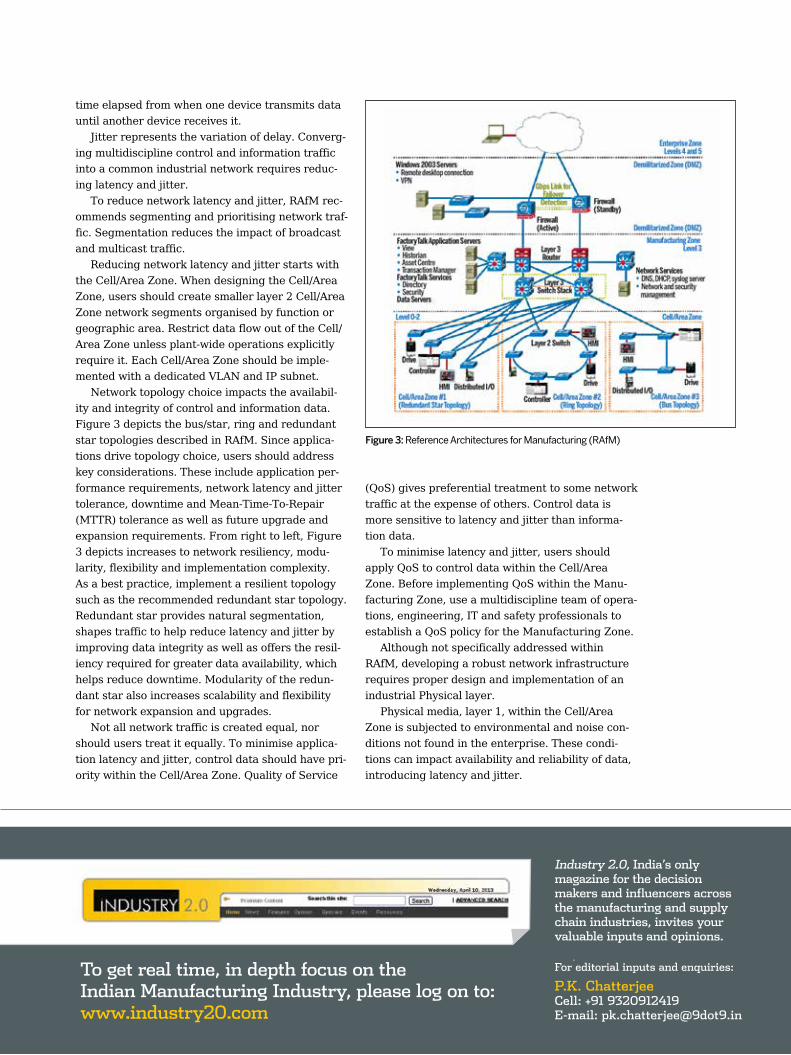
www.industry20.com 31 industry 2.0 - technology management for decision-makers | july 2013
time elapsed from when one device transmits data until another device receives it.
Jitter represents the variation of delay. Converg-ing multidiscipline control and information traffic into a common industrial network requires reduc-ing latency and jitter.
To reduce network latency and jitter, RAfM rec-ommends segmenting and prioritising network traf-fic. Segmentation reduces the impact of broadcast and multicast traffic.
Reducing network latency and jitter starts with the Cell/Area Zone. When designing the Cell/Area Zone, users should create smaller layer 2 Cell/Area Zone network segments organised by function or geographic area. Restrict data flow out of the Cell/Area Zone unless plant-wide operations explicitly require it. Each Cell/Area Zone should be imple-mented with a dedicated VLAN and IP subnet.
Network topology choice impacts the availabil-ity and integrity of control and information data. Figure 3 depicts the bus/star, ring and redundant star topologies described in RAfM. Since applica-tions drive topology choice, users should address key considerations. These include application per-formance requirements, network latency and jitter tolerance, downtime and Mean-Time-To-Repair (MTTR) tolerance as well as future upgrade and expansion requirements. From right to left, Figure 3 depicts increases to network resiliency, modu-larity, flexibility and implementation complexity. As a best practice, implement a resilient topology such as the recommended redundant star topology. Redundant star provides natural segmentation, shapes traffic to help reduce latency and jitter by improving data integrity as well as offers the resil-iency required for greater data availability, which helps reduce downtime. Modularity of the redun-dant star also increases scalability and flexibility for network expansion and upgrades.
Not all network traffic is created equal, nor should users treat it equally. To minimise applica-tion latency and jitter, control data should have pri-ority within the Cell/Area Zone. Quality of Service
(QoS) gives preferential treatment to some network traffic at the expense of others. Control data is more sensitive to latency and jitter than informa-tion data.
To minimise latency and jitter, users should apply QoS to control data within the Cell/Area Zone. Before implementing QoS within the Manu-facturing Zone, use a multidiscipline team of opera-tions, engineering, IT and safety professionals to establish a QoS policy for the Manufacturing Zone.
Although not specifically addressed within RAfM, developing a robust network infrastructure requires proper design and implementation of an industrial Physical layer.
Physical media, layer 1, within the Cell/Area Zone is subjected to environmental and noise con-ditions not found in the enterprise. These condi-tions can impact availability and reliability of data, introducing latency and jitter.
Figure 3: Reference Architectures for Manufacturing (RAfM)
To get real time, in depth focus on the Indian Manufacturing Industry, please log on to: www.industry20.com
For editorial inputs and enquiries:
P.K. ChatterjeeCell: +91 9320912419E-mail: [email protected]
Industry 2.0, India’s only magazine for the decision makers and influencers across the manufacturing and supply chain industries, invites your valuable inputs and opinions.

control & automation
www.industry20.com32 july 2013 | industry 2.0 - technology management for decision-makers
The Manufacturing Zone contains all systems, devices and controllers critical to controlling and monitoring plant-wide operations. This zone includes Site Manufacturing Operations and Con-trol functions (level 3) as well as multiple Cell/Area Zones. To preserve smooth plant-wide operations and functioning of the systems and network, this zone requires clear isolation and protection from the Enterprise Zone via the Demilitarized Zone (DMZ). All manufacturing assets required for the operation of the Manufacturing Zone should remain there. Assets include Rockwell Automation Factory Talk Integrated Performance and Production Suite as well as other applications and services, such as Active Directory, DNS, and DHCP.
Level 3, Site Manufacturing Operation and Con-trol, has a dedicated network segment within the Manufacturing Zone, and contains the FactoryTalk servers. Users should assign this network segment with its own IP subnet and VLAN. The FactoryTalk servers connect to a dedicated multilayer access switch, which aggregates into the layer 3 distribu-tion switches. The distribution switches act as the network segment’s default gateway. To provide redundant default gateways to the Cell/Area Zones, distribution switches should use Hot Standby Rout-ing Protocol (HSRP) or Gateway Load Balancing Protocol (GLBP). Distribution switches will route all traffic to and from the level 3 network segment.
Securing manufacturing assets The recommended ‘defense-in-depth’ approach, depicted in Figure 4, helps in addressing inter-nal and external security threats as well as helps provide confidentiality for control and information
data. By utilising multiple layers of defense (physi-cal and electronic) at different levels within manu-facturing, this approach addresses disparate types of threats. No single technology or methodology fully secures industrial networks. A comprehensive security model should be designed and implemented as a natural extension to the manufacturing process. Security should not be implemented as an afterthought or bolt-on component. ‘Defense-in-depth’ layers for securing manufacturing assets include: • Physical Security — This limits physical access
to authorised personnel for areas, control pan-els, devices, cabling, control rooms and other locations – as well as escorts and tracks visitors.
• Network Security — This contains the infra-structure framework, such as firewalls with intrusion detection and intrusion prevention systems (IDS/IPS).
• Computer Hardening — This includes patch management and antivirus software – as well as removal of unused applications, protocols and services.
• Application Security — This contains authenti-cation, authorisation and audit software.
• Device Hardening — This handles change management and restrictive access.The recommended Manufacturing Network
Security Framework, utilising ‘defense in depth’ is depicted in Figure 5 and includes: • Manufacturing Security Policy — This secu-
rity policy roadmap identifies vulnerability mitigation. A multidiscipline team of operations, engineering, IT and safety should develop this manufacturing security policy.
• Demilitarized Zone (DMZ) — This buffer zone provides a barrier between the Manufac-turing and Enterprise Zones, while allowing users to securely share data and services. All network traffic from either side of the DMZ terminates in the DMZ. No traffic traverses the DMZ, which means that traffic does not direct-ly travel between the enterprise and manufac-turing zones.
• Defending the Manufacturing Edge — Users should deploy Stateful Packet Inspection (SPI) firewalls (barriers) with intrusion detection/pre-vention systems (IDS/IPS) around and within the industrial network.
• Protecting the Interior — Users should imple-ment Access Control Lists (ACLs) and port secu-rity on network infrastructure devices such as switches and routers.
• Endpoint Hardening — This restricts access, prevents ‘walk up, plug in’ access and uses Figure 4: Defense -in- Depth Multiple Layers

www.industry20.com 33 industry 2.0 - technology management for decision-makers | july 2013
change management to track access – as well as changes.
• Domains of Trust — Users should segment the network into smaller areas based on function or access requirements.
• Physical Security — This restricts physical access to manufacturing assets and network infrastructure devices.
• Security, Management, Analysis and Response System — This monitors, identifies, isolates and counters network security threats.
• Remote Access Policy — For employee and partner remote access, implement policies, pro-cedures and infrastructure.
Information convergence via the DMZ Information convergence has helped provide manufacturers with greater business agility and opportunities for innovation. With these opportuni-ties, come challenges. Manufacturing computing and controller assets have become susceptible to the same security vulnerabilities as their enterprise counterparts. Protecting manufacturing assets requires a ‘defense-in-depth’ security approach.
The first best practice calls for establishing a DMZ between the Enterprise Zone and the Manu-facturing Zone. As noted earlier, the DMZ is a buffer zone providing a barrier between the Manu-facturing and Enterprise Zones, but allows for data and services to be shared securely. All network traffic from either side of the DMZ terminates in the DMZ. No traffic traverses the DMZ. That is, no traffic directly travels between the Enterprise and Manufacturing Zones. Finally, users should contain all manufacturing assets, such as FactoryTalk, required for manufacturing operations within the Manufacturing Zone.
To maintain these best practices while allowing information convergence between the Enterprise and Manufacturing Zones, Manufacturing Zone applications should replicate data to an application mirror within the DMZ. Users should then replicate the data from this application mirror to an applica-tion within the Enterprise Zone. This can be either unidirectional or bidirectional.
An example of data mirroring is shown in Fig-ure 6. Since traffic cannot traverse the DMZ, an MSSQL server in the Manufacturing Zone cannot directly transfer data to and from an MSSQL server in the Enterprise Zone. This means that all traffic between the two zones must be initiated or termi-nated in the DMZ.
Users should implement the methodology shown in Figure 6 to enable information convergence while maintaining DMZ best practices. The Fac-
toryTalk Transaction Manger with MSSQL server solution involves: • The FactoryTalk Transaction Manager server
(level 3) is configured to read/write its SQL data to and from an MSSQL server (data mirror) located in the DMZ.
• The MSSQL server data mirror in the DMZ then replicates the data to and from the Enterprise Zone MSSQL server.
• Business systems within the Enterprise Zone only access the enterprise MSSQL server.
Figure 5: Manufacturing Network Security Framework
Figure 6: Users should implement the above methodology for information convergence

challenges & solutions
www.industry20.com34 july 2013 | industry 2.0 - technology management for decision-makers
Over the last few years, the shortfall in the power requirements needed to sustain
the demands of a rapidly growing market and economy, has driven increased demand for and reliance on standby power, delivered through a range of generator sets powered by reliable, dependable and cost effective diesel engines.
Clean, reliable and efficient power, when and where you need it, is a key requirement for any rapidly developing country. For that reason, today India is an important market for standby
Supportingthe Growth
Historically, India has been regarded by many in the industry as a prime power market, but times are changing, and today manufacturers are seeing an increased demand for engines for standby power solutions. By Nigel Baseley
power – as people, public services and businesses, both large and small, strive to deliver services, protect livelihoods and ensure the future wellbeing of their families.
The investment, development work and delivery programme for a new wave of power plants required to meet the insatiable domestic demand for power has been identified in India’s 12th Five-Year-Plan, but in the meantime peoples’ need for a reliable source of power contin-ues to place a strain both on the grid and on the power distribu-tion system. Latest reports show that electricity losses in India
during transmission and distribu-tion currently stands at around 32 per cent, while overall power shortages in India are, according to statistics, in the range of 10 to 12 per cent, with that figure reaching as high as 15 per cent in the south of the country.
Through the Five Year Plan, a phenomenal $1 trillion invest-ment is being made in the country’s infrastructure, which will support the long term stability required to sustain and grow India’s economy. However, in the interim, these activities necessarily require a standby power supply, which is both ‒ reliable and cost effective.

www.industry20.com 35 industry 2.0 - technology management for decision-makers | july 2013
While India has, until now, been regarded by many as a prime power market, the industry and Perkins are seeing an increased demand for standby power generator sets.
Requests for standby power in public services, such as Delhi Airport Metro line, where our Perkins 4000 Series engines provide standby power at six tube stations in case the lights go out, or at the Reliance Hospital in Mumbai, where our 4000 Series engines provide reassur-ance that should be there when the mains power fail (lives will not be in danger), are increasing in their frequency.
Reliability and durability are of course, essential features for any trusted supplier of backup power. The engine and generator set must be a dependable and reliable source of power; able to work at a moment’s notice, and deliver the power that is required in an instant. The engine must be efficient in terms of running and maintenance costs, and be supported by an aftermarket network that can respond quickly.
In conjunction with our distribution partners in India, we at Perkins have been working closely with many businesses and generator set manufacturers, to provide the most appropriate power solutions for a rapidly
changing marketplace that is contributing significantly to a positive future for India.
This has resulted in the market for diesel engines within EP, whether for prime or standby power requirements, witnessing a significant growth. Peak power shortages across the country and the business development that is being seen, have driven a previously unprecedented demand for generator sets as a source of backup power.
This has resulted in many of our customers witnessing substantial growth in their domestic sales over the last few years, supported by customer requests to have the reassurance of a reliable Perkins engine as part of their standby solution.
While each and every individ-ual installation has its own unique challenges, there are some common themes.
Reliability, cost-effectiveness and product support are mes-sages at the forefront of people’s thoughts, and while each of these are synonymous with most global markets, there are situations that are very much distinct to the Indian continent.
For example, standby power in India is very different from that in a more mature market,
with generator sets in standby mode running for eight or more hours a day when brown-outs occur; a much longer period that normally associated with that mode of operation.
From a technological point of view that means the engine has to overcome the challenges posed by its application, its location, its installation and its on-going maintenance.
Reliability is a key requirement and that is why mechanical engines are so predominant. These engines offer simplicity, yet are extremely robust and capable of withstanding the challenging environment and conditions often imposed on them, while being technologically advanced.
The independent power sector has an important role to play in helping India meet its energy needs, for the time being as well as in future. It complements the grid, and on occasions it takes its (grid’s) place.
Perkins 4000 Series Engine
Perkins 4016 - 61 TRG Front View
the Growth
The author is the Marketing Director at Perkins Engines Company Limited.

supply chain
www.industry20.com36 july 2013 | industry 2.0 - technology management for decision-makers
Most of the Indian large scale manufacturers depend on supplies from Micro, Small or Medium Enterprises (MSMEs). These MSMEs face many challenges that often disrupt their supply chains. Unless
their challenges are reasonably addressed, it is very difficult even for the large enterprises to buid a robust supply chain. By Pavan V. Murthy
SuppliersMSME Challenges of
Pho
to C
redi
t: w
ww
.pho
tos.
com
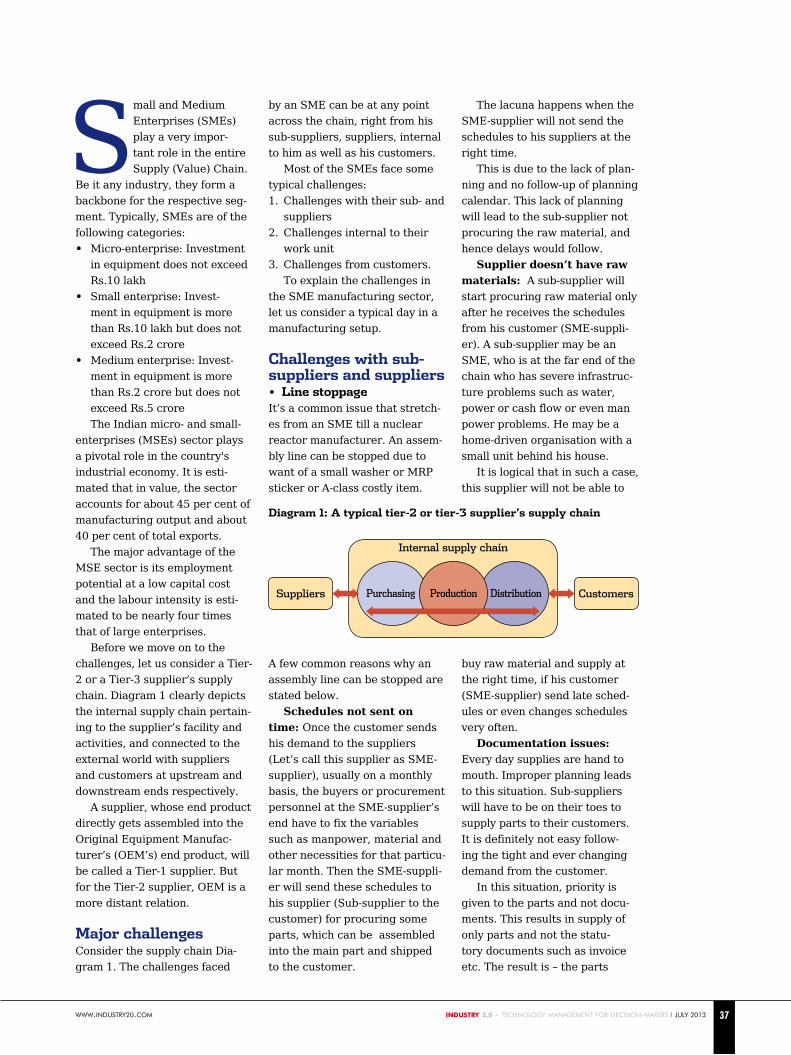
www.industry20.com 37 industry 2.0 - technology management for decision-makers | july 2013
Small and Medium Enterprises (SMEs) play a very impor-tant role in the entire Supply (Value) Chain.
Be it any industry, they form a backbone for the respective seg-ment. Typically, SMEs are of the following categories:• Micro-enterprise: Investment
in equipment does not exceed Rs.10 lakh
• Small enterprise: Invest-ment in equipment is more than Rs.10 lakh but does not exceed Rs.2 crore
• Medium enterprise: Invest-ment in equipment is more than Rs.2 crore but does not exceed Rs.5 croreThe Indian micro- and small-
enterprises (MSEs) sector plays a pivotal role in the country's industrial economy. It is esti-mated that in value, the sector accounts for about 45 per cent of manufacturing output and about 40 per cent of total exports.
The major advantage of the MSE sector is its employment potential at a low capital cost and the labour intensity is esti-mated to be nearly four times that of large enterprises.
Before we move on to the challenges, let us consider a Tier-2 or a Tier-3 supplier’s supply chain. Diagram 1 clearly depicts the internal supply chain pertain-ing to the supplier’s facility and activities, and connected to the external world with suppliers and customers at upstream and downstream ends respectively.
A supplier, whose end product directly gets assembled into the Original Equipment Manufac-turer’s (OEM’s) end product, will be called a Tier-1 supplier. But for the Tier-2 supplier, OEM is a more distant relation.
Major challengesConsider the supply chain Dia-gram 1. The challenges faced
by an SME can be at any point across the chain, right from his sub-suppliers, suppliers, internal to him as well as his customers.
Most of the SMEs face some typical challenges:1. Challenges with their sub- and
suppliers2. Challenges internal to their
work unit3. Challenges from customers.
To explain the challenges in the SME manufacturing sector, let us consider a typical day in a manufacturing setup.
Challenges with sub-suppliers and suppliers• Line stoppageIt’s a common issue that stretch-es from an SME till a nuclear reactor manufacturer. An assem-bly line can be stopped due to want of a small washer or MRP sticker or A-class costly item.
A few common reasons why an assembly line can be stopped are stated below.
Schedules not sent on time: Once the customer sends his demand to the suppliers (Let’s call this supplier as SME-supplier), usually on a monthly basis, the buyers or procurement personnel at the SME-supplier’s end have to fix the variables such as manpower, material and other necessities for that particu-lar month. Then the SME-suppli-er will send these schedules to his supplier (Sub-supplier to the customer) for procuring some parts, which can be assembled into the main part and shipped to the customer.
The lacuna happens when the SME-supplier will not send the schedules to his suppliers at the right time.
This is due to the lack of plan-ning and no follow-up of planning calendar. This lack of planning will lead to the sub-supplier not procuring the raw material, and hence delays would follow.
Supplier doesn’t have raw materials: A sub-supplier will start procuring raw material only after he receives the schedules from his customer (SME-suppli-er). A sub-supplier may be an SME, who is at the far end of the chain who has severe infrastruc-ture problems such as water, power or cash flow or even man power problems. He may be a home-driven organisation with a small unit behind his house.
It is logical that in such a case, this supplier will not be able to
buy raw material and supply at the right time, if his customer (SME-supplier) send late sched-ules or even changes schedules very often.
Documentation issues: Every day supplies are hand to mouth. Improper planning leads to this situation. Sub-suppliers will have to be on their toes to supply parts to their customers. It is definitely not easy follow-ing the tight and ever changing demand from the customer.
In this situation, priority is given to the parts and not docu-ments. This results in supply of only parts and not the statu-tory documents such as invoice etc. The result is – the parts
Diagram 1: A typical tier-2 or tier-3 supplier’s supply chain
Internal supply chain
Suppliers CustomersPurchasing Production Distribution
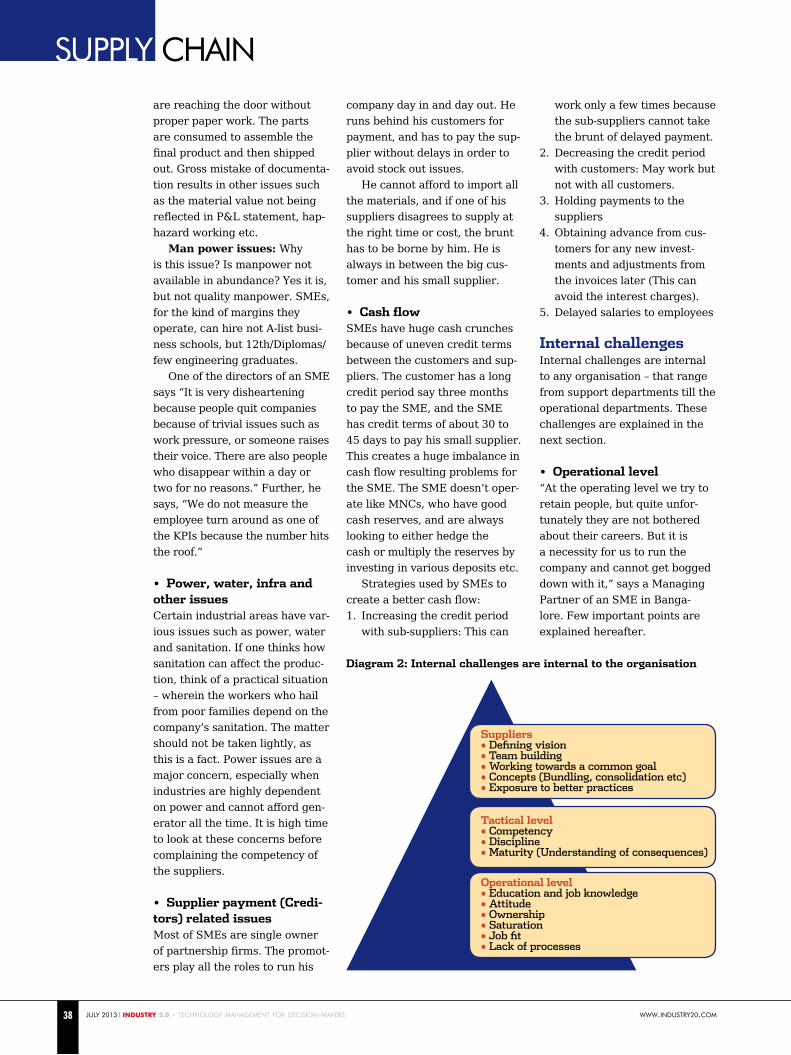
supply chain
www.industry20.com38 july 2013 | industry 2.0 - technology management for decision-makers
are reaching the door without proper paper work. The parts are consumed to assemble the final product and then shipped out. Gross mistake of documenta-tion results in other issues such as the material value not being reflected in P&L statement, hap-hazard working etc.
Man power issues: Why is this issue? Is manpower not available in abundance? Yes it is, but not quality manpower. SMEs, for the kind of margins they operate, can hire not A-list busi-ness schools, but 12th/Diplomas/few engineering graduates.
One of the directors of an SME says “It is very disheartening because people quit companies because of trivial issues such as work pressure, or someone raises their voice. There are also people who disappear within a day or two for no reasons.” Further, he says, “We do not measure the employee turn around as one of the KPIs because the number hits the roof.”
• Power, water, infra and other issuesCertain industrial areas have var-ious issues such as power, water and sanitation. If one thinks how sanitation can affect the produc-tion, think of a practical situation – wherein the workers who hail from poor families depend on the company’s sanitation. The matter should not be taken lightly, as this is a fact. Power issues are a major concern, especially when industries are highly dependent on power and cannot afford gen-erator all the time. It is high time to look at these concerns before complaining the competency of the suppliers.
• Supplier payment (Credi-tors) related issuesMost of SMEs are single owner of partnership firms. The promot-ers play all the roles to run his
company day in and day out. He runs behind his customers for payment, and has to pay the sup-plier without delays in order to avoid stock out issues.
He cannot afford to import all the materials, and if one of his suppliers disagrees to supply at the right time or cost, the brunt has to be borne by him. He is always in between the big cus-tomer and his small supplier.
• Cash flowSMEs have huge cash crunches because of uneven credit terms between the customers and sup-pliers. The customer has a long credit period say three months to pay the SME, and the SME has credit terms of about 30 to 45 days to pay his small supplier. This creates a huge imbalance in cash flow resulting problems for the SME. The SME doesn’t oper-ate like MNCs, who have good cash reserves, and are always looking to either hedge the cash or multiply the reserves by investing in various deposits etc.
Strategies used by SMEs to create a better cash flow:1. Increasing the credit period
with sub-suppliers: This can
work only a few times because the sub-suppliers cannot take the brunt of delayed payment.
2. Decreasing the credit period with customers: May work but not with all customers.
3. Holding payments to the suppliers
4. Obtaining advance from cus-tomers for any new invest-ments and adjustments from the invoices later (This can avoid the interest charges).
5. Delayed salaries to employees
Internal challengesInternal challenges are internal to any organisation – that range from support departments till the operational departments. These challenges are explained in the next section.
• Operational level“At the operating level we try to retain people, but quite unfor-tunately they are not bothered about their careers. But it is a necessity for us to run the company and cannot get bogged down with it,” says a Managing Partner of an SME in Banga-lore. Few important points are explained hereafter.
Diagram 2: Internal challenges are internal to the organisation
Suppliers• Defining vision• Team building• Working towards a common goal• Concepts (Bundling, consolidation etc)• Exposure to better practices
Tactical level• Competency• Discipline• Maturity (Understanding of consequences)
Operational level• Education and job knowledge• Attitude• Ownership• Saturation• Job fit• Lack of processes
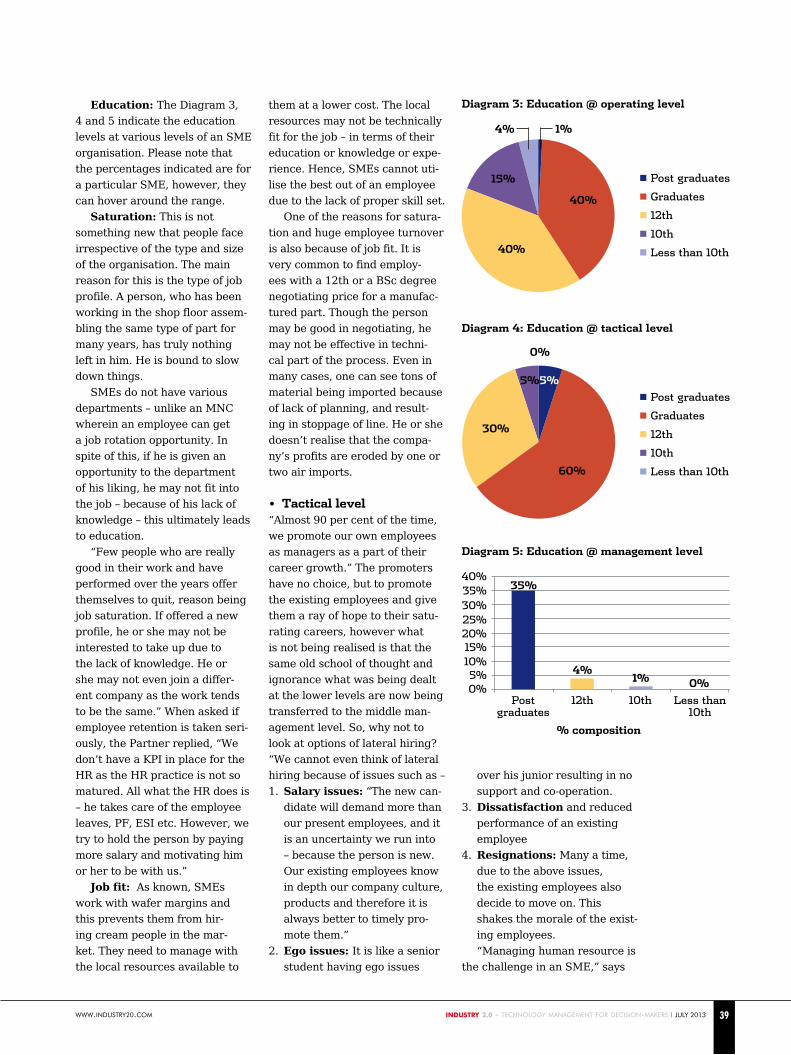
www.industry20.com 39 industry 2.0 - technology management for decision-makers | july 2013
Education: The Diagram 3, 4 and 5 indicate the education levels at various levels of an SME organisation. Please note that the percentages indicated are for a particular SME, however, they can hover around the range.
Saturation: This is not something new that people face irrespective of the type and size of the organisation. The main reason for this is the type of job profile. A person, who has been working in the shop floor assem-bling the same type of part for many years, has truly nothing left in him. He is bound to slow down things.
SMEs do not have various departments – unlike an MNC wherein an employee can get a job rotation opportunity. In spite of this, if he is given an opportunity to the department of his liking, he may not fit into the job – because of his lack of knowledge – this ultimately leads to education.
“Few people who are really good in their work and have performed over the years offer themselves to quit, reason being job saturation. If offered a new profile, he or she may not be interested to take up due to the lack of knowledge. He or she may not even join a differ-ent company as the work tends to be the same.” When asked if employee retention is taken seri-ously, the Partner replied, “We don’t have a KPI in place for the HR as the HR practice is not so matured. All what the HR does is – he takes care of the employee leaves, PF, ESI etc. However, we try to hold the person by paying more salary and motivating him or her to be with us.”
Job fit: As known, SMEs work with wafer margins and this prevents them from hir-ing cream people in the mar-ket. They need to manage with the local resources available to
them at a lower cost. The local resources may not be technically fit for the job – in terms of their education or knowledge or expe-rience. Hence, SMEs cannot uti-lise the best out of an employee due to the lack of proper skill set.
One of the reasons for satura-tion and huge employee turnover is also because of job fit. It is very common to find employ-ees with a 12th or a BSc degree negotiating price for a manufac-tured part. Though the person may be good in negotiating, he may not be effective in techni-cal part of the process. Even in many cases, one can see tons of material being imported because of lack of planning, and result-ing in stoppage of line. He or she doesn’t realise that the compa-ny’s profits are eroded by one or two air imports.
• Tactical level“Almost 90 per cent of the time, we promote our own employees as managers as a part of their career growth.” The promoters have no choice, but to promote the existing employees and give them a ray of hope to their satu-rating careers, however what is not being realised is that the same old school of thought and ignorance what was being dealt at the lower levels are now being transferred to the middle man-agement level. So, why not to look at options of lateral hiring? “We cannot even think of lateral hiring because of issues such as –1. Salary issues: “The new can-
didate will demand more than our present employees, and it is an uncertainty we run into – because the person is new. Our existing employees know in depth our company culture, products and therefore it is always better to timely pro-mote them.”
2. Ego issues: It is like a senior student having ego issues
over his junior resulting in no support and co-operation.
3. Dissatisfaction and reduced performance of an existing employee
4. Resignations: Many a time, due to the above issues, the existing employees also decide to move on. This shakes the morale of the exist-ing employees.“Managing human resource is
the challenge in an SME,” says
Diagram 3: Education @ operating level
Diagram 4: Education @ tactical level
Diagram 5: Education @ management level
Post graduates
Graduates
12th
10th
Less than 10th
Post graduates
Graduates
12th
10th
Less than 10th
% composition
1%4%
15%
40%
40%
60%
30%
5%5%
0%
Post graduates
12th
40%35%30%25%20%15%10%5%0%
10th Less than 10th
35%
4%1% 0%

supply chain
www.industry20.com40 july 2013 | industry 2.0 - technology management for decision-makers
Swaroop Srinivas, an IIMB grad, who was an ex-consultant of PwC and presently an entrepreneur.
At the middle management level, it is very important to identify the potential employees across various segments or skill sets ‒ and define a career path for them.
This is the usual practice of any MNC. However, this is not very relevant in an SME for the reasons explained in previous paragraphs. Nevertheless, the situation is changing.
• Top management levelDoes the root cause lie here?
Maybe yes or maybe not. Let us get some more insights into the gaps.
Vision: This is what you define where your company should be, and this is what most of the companies are lacking in. Promoters shall not only induce capital, but also vision and define the mission of the company. Ask any operating level employee of where the company wants to head to, he has no answer.
Reason being the top manage-ment has no vision. Yes, one of the primary reasons for running a business is to increase net worth, but that is not all. Defin-ing vision is where SMEs lack. Once a vision is defined, there is a definite guide path and direc-tion to where the company is heading to.
Team building and moti-vation: “It is surprising to see when people backstab each other and unwilling to help, especially, those who are working with us since the inception of the com-pany. SMEs have a handful of employees, yet there are issues when it comes to helping each other. We need to blame our-selves ‒ because of the culture that we have imbibed into our people,” says an Owner of an SME in Bangalore.
Motivation is another huge issue, wherein companies fail to motivate the employees. The only way of motivation that SMEs can think of is increasing salaries. Yes, it may work but not at all times. Employees, who are stuck within the same job roles for the past few years, usually are de-motivated due to being with the same working conditions or the routine. But he or she may be working due to various other priorities and family commit-ments. Ganesh, a HR Manager of an SME explains the measures that are being taken to motivate the employees:1. Salary increase2. Department change (The
employee refuses because he may not have the right skill set)
3. Paid leave etc.On suggestion of the follow-
ing options,.Ganesh says, “The management may not agree for the same because it may spread as a wild fire to other employees as well.” In such a case why not to make it as a policy?
Options suggested:1. One or two days paid compa-
ny sponsored trip to the family2. Sanction of loans at lesser
interest rate3. Change of food menu4. Company sponsored health
check-up5. Company sponsored train-
ings, workshops and higher education
6. Team building exercises etc.Nevertheless the companies
have to think of ways and meas-ures in order to pump up the energy levels of the people.
Exposure to better practices: Do not re-invent the wheel. In today’s world, where informa-tion is oozing out of everywhere, one just needs to benchmark and emulate the best practice. The initiation and drive has to be from the top management.
We have observed the education levels of the top management, and the vision earlier. Each one of the issues is inter-linked.
Maturity is a major concern in the top management cadre. Many top management person-nel have no visions. All they need is to run the line for a particular day. This may hap-pen in infrastructure industry, because people will have to work in dangerous conditions, new environments etc, – but will not work in a manufacturing set-up. One cannot be stone hearted that he overlooks the needs of the down the level employees. There are successful companies, which were once SMEs, now huge con-glomerates that have maturely handled the issues.
Challenges from customers• Bloated demandThe customers are directly answerable to the market’s demand, and hence the fluc-tuations will be more. Hence in order to cover up these fluc-tuations, in spite of knowing the challenges of the suppliers, they tend to push this to the supplier. In the supply chain language, this will end up in a bullwhip effect. Diagram 6 shows the dra-matic flow of a bullwhip effect!
The suppliers are at the receiving end of the chain, and they need to plan for the raw materials to supply the parts to the customers.
In case, the customers go on changing the demand pattern very often, the suppliers cannot bear the brunt.
For example, a supplier may have planned for production due to X demand from the customer. Suddenly, if the customer chang-es the demand at the end of the month, it would be impossible for the supplier to bear the inventory and the raw material cost, espe-
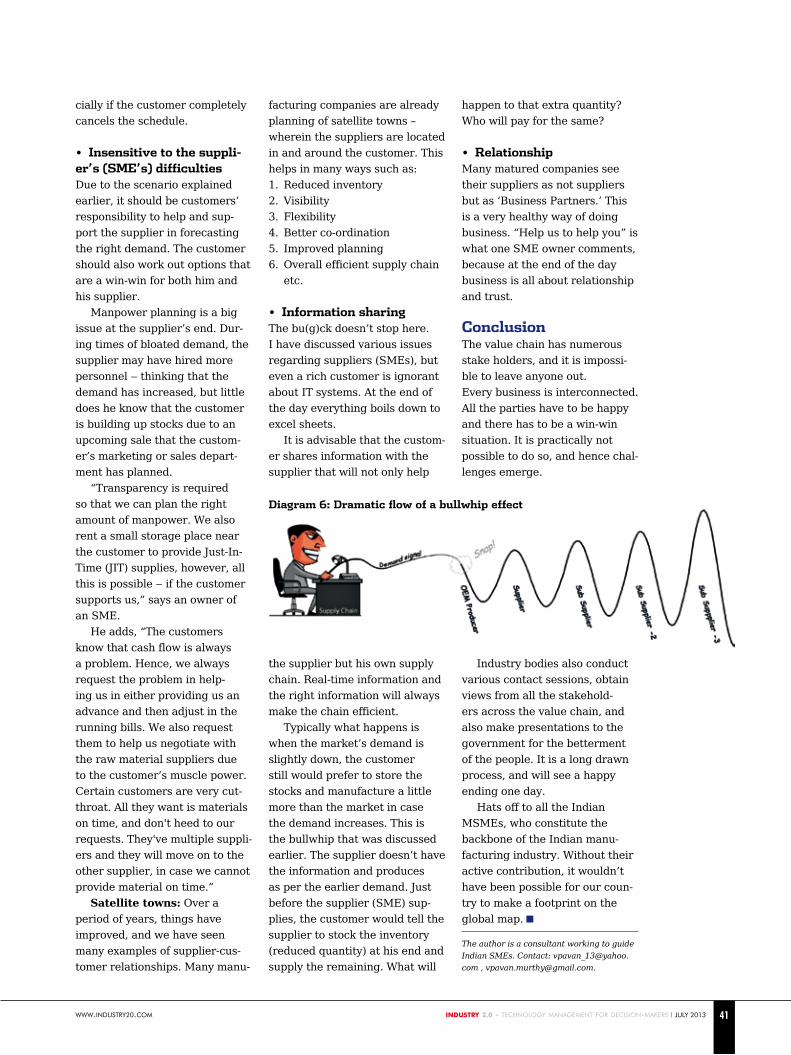
www.industry20.com 41 industry 2.0 - technology management for decision-makers | july 2013
cially if the customer completely cancels the schedule.
• Insensitive to the suppli-er’s (SME’s) difficultiesDue to the scenario explained earlier, it should be customers’ responsibility to help and sup-port the supplier in forecasting the right demand. The customer should also work out options that are a win-win for both him and his supplier.
Manpower planning is a big issue at the supplier’s end. Dur-ing times of bloated demand, the supplier may have hired more personnel ‒ thinking that the demand has increased, but little does he know that the customer is building up stocks due to an upcoming sale that the custom-er’s marketing or sales depart-ment has planned.
“Transparency is required so that we can plan the right amount of manpower. We also rent a small storage place near the customer to provide Just-In-Time (JIT) supplies, however, all this is possible ‒ if the customer supports us,” says an owner of an SME.
He adds, “The customers know that cash flow is always a problem. Hence, we always request the problem in help-ing us in either providing us an advance and then adjust in the running bills. We also request them to help us negotiate with the raw material suppliers due to the customer’s muscle power. Certain customers are very cut-throat. All they want is materials on time, and don't heed to our requests. They've multiple suppli-ers and they will move on to the other supplier, in case we cannot provide material on time.”
Satellite towns: Over a period of years, things have improved, and we have seen many examples of supplier-cus-tomer relationships. Many manu-
facturing companies are already planning of satellite towns – wherein the suppliers are located in and around the customer. This helps in many ways such as:1. Reduced inventory2. Visibility3. Flexibility4. Better co-ordination5. Improved planning6. Overall efficient supply chain
etc.
• Information sharingThe bu(g)ck doesn’t stop here. I have discussed various issues regarding suppliers (SMEs), but even a rich customer is ignorant about IT systems. At the end of the day everything boils down to excel sheets.
It is advisable that the custom-er shares information with the supplier that will not only help
the supplier but his own supply chain. Real-time information and the right information will always make the chain efficient.
Typically what happens is when the market’s demand is slightly down, the customer still would prefer to store the stocks and manufacture a little more than the market in case the demand increases. This is the bullwhip that was discussed earlier. The supplier doesn’t have the information and produces as per the earlier demand. Just before the supplier (SME) sup-plies, the customer would tell the supplier to stock the inventory (reduced quantity) at his end and supply the remaining. What will
happen to that extra quantity? Who will pay for the same?
• Relationship Many matured companies see their suppliers as not suppliers but as ‘Business Partners.’ This is a very healthy way of doing business. “Help us to help you” is what one SME owner comments, because at the end of the day business is all about relationship and trust.
ConclusionThe value chain has numerous stake holders, and it is impossi-ble to leave anyone out. Every business is interconnected. All the parties have to be happy and there has to be a win-win situation. It is practically not possible to do so, and hence chal-lenges emerge.
Industry bodies also conduct various contact sessions, obtain views from all the stakehold-ers across the value chain, and also make presentations to the government for the betterment of the people. It is a long drawn process, and will see a happy ending one day.
Hats off to all the Indian MSMEs, who constitute the backbone of the Indian manu-facturing industry. Without their active contribution, it wouldn’t have been possible for our coun-try to make a footprint on the global map.
Diagram 6: Dramatic flow of a bullwhip effect
The author is a consultant working to guide Indian SMEs. Contact: [email protected] , [email protected].

management & strategy
www.industry20.com42 july 2013 | industry 2.0 - technology management for decision-makers
Although in today’s business arena, it is no longer necessary to make any C-level manager understand that social media is not a fad, but an essential way to business success; worldwide more than 60 per cent of CEOs are still far from social networks.
1. Visibility Enhancement
The age-old wisdom teaches us what is seen that is
sold. Thus, creating ubiquitous product visibility is absolutely important in today’s competi-tive age. This is possible only through active presence in the social media (Internet).
4. Understanding Customers
Before launching a new product or
a value added version of an existing prod-uct, it is important to understand the emerging customers’ demands. Social media is a good platform to gener-ate enormous data in this regard, which helps read users’ minds perfectly.
5. Closing New Deals
Continued blog-ging is a strong
marketing tool. According to Aren Grimshaw, Strategic Marketing Consultant & Trainer, “B2B companies that blog generate 67 per cent more leads per month than those who do not.”
2. Awareness Generation
Putting advertisements are not enough today. Custom-
ers need more details of the product being advertised. The cheapest way to demonstrate the product to people world-wide is through discussions in social media and webinars.
3. Trust Building
Focus on a prod-uct from dif-
ferent angles help customers understand the product in a better way. Also, when users voluntarily comment on a product, potential users gain confidence to buy the same. At least they feel like testing that.
5WAYSto IMPRoVE YoUR MARKET VISIBILITY
Pho
to C
redi
t: w
ww
.pho
tos.
com

Initiative by Event by
Apply TODAy AT www.nexT100.inDownload the NEXT100 App to register and track your application
Do you have future CIOs in your team?
FIND OUT NOW!INDIA’s FUTURE CIOs
VisiT www.nexT100.in TO knOw mOre
About NEXT100NEXT100 is the Indian IT industry’s premier awards program that identifies and honors 100 experienced IT managers who have the skills and talent to become CIOs and leaders. All NEXT100 award winners are selected through a rigorous and comprehensive evaluation process that reviews techno-commercial, management and leadership skills. The final selection of the award recipients is made by a prestigious committee comprising India’s top business and technology leaders
NEXT100 Award Process• Applicants need to complete the online
registration and application form (Last date is 04-Aug-2013)
• All applicants have to take the online
psychometric tests that assesses personality traits and leadership style
• Qualified applicants are shortlisted for interview by jury panel. Each candidate is independently interviewed by two jury members
• Reference checks of qualified candidates are done with work supervisors and designated referees
• The list of NEXT100 award winners is announced by the jury, and award winners are
invited to attend an all-expense paid gala awards night
How to ReferYou can nominate candidates by going to http://goo.gl/X7kWo. The last date for nominations is 31st July, 2013.
PARTNERS
Platinum Partner
NEXT100 Book Partner
Technology Partner

www.industry20.com44 july 2013 | industry 2.0 - technology management for decision-makers
management & strategy
If a country has little capac-ity to manufacture, then it also has limited poten-tial to achieve economic growth. Manufacturing is
a wealth-producing sector that needs to be constantly expanded and enhanced. By harnessing tools such as ERP, manufactur-ers can gain a competitive edge in today’s extremely aggressive business landscape. An ERP solu-tion is not a ‘silver bullet.’ Con-siderable thought and planning must be invested in identifying and acquiring the right ERP solu-tion to achieve the right results.
ERP software as a business boosterIn the past, Material Require-ments Planning (MRP) systems simply focused on materials, and making sure that the cor-rect materials were available at
the right time. Today, leading ERP systems are much more advanced. They focus on the customer and offer significantly more end-to-end support and information. They provide one solution with one set of data accessed through one interface.
ERP software enables enter-prises to use integrated applica-tions to manage all aspects of
operations, including develop-ment, manufacturing, sales and marketing.
ERP systems facilitate the flow of information across all internal business functions, and also manage connections to external stakeholders. They help achieve many manufacturing business goals, such as increas-ing efficiency, reducing the num-
A tightly integrated ERP solution helps manufacturers consider and respond to various day-to-day challenges and variables. It is important to choose a solution that offers an end-to-end support. By Anish Kanaran
Revolutionising Manufa cturing
www.industry20.com 45 industry 2.0 - technology management for decision-makers | july 2013
Pho
to C
redi
t: ©
iSto
ckph
oto.
com
/dub
assy
ber of independent systems, and streamlining operations.
An ERP system represents a major corporate investment that goes beyond simply buy-ing software. Manufacturers must consider their system requirements, the total cost of ownership involved – and how a particular solution complements their business objectives. An ERP purchase should be justified against an organisation’s busi-ness goals – to ensure that it not only supports them but acts as a vehicle to realising them.
Ensuring proper management of organisational change and business transformation are also essential to the overall success of the system.
Facilitating the transition from the organisation’s old busi-ness model to the new, stream-lined structure of operations requires planning and effective communication with stakehold-ers. This will help create a posi-tive environment, smoothen the path for change and inspire man-agement think differently about how they do things.
Key business software technologies for successful manufacturingERP software that is scalable and modular with rich functional-ity sets to support growth with
rapid implementation and flex-ibility, irrespective of the size and complexity of the manufacturing process at hand, is paramount for successful manufacturing.
Production planning is paramount to the feasibility and profitability of the manufactur-ing process. It is very important to be able to accurately cost and execute a job using a single busi-ness platform, which provides the right tools to efficiently assemble, ship and deliver – so that customers receive the goods they want, when they want them at the right price.
Scheduling assists manufac-turers with day-to-day control, long-term planning and decision making to support business strat-egies – ensuring that customer deadlines and demands are met.
Materials management capabilities ensure that the cor-rect components are available at exactly the right time.
Lean production is crucial in a highly aggressive global market. Being productive using fewer resources while being flexible enough to meet varying customer requirements are essential for gaining competitive edge and ensuring profitability.
Manufacturing Execution Systems (MESs) are most effec-tive when they allow real-time visibility throughout the manu-facturing process. It is essential
that they are integrated, accurate, and offer up-to-the-minute data to management (on what is occurring on the plant floor) – by employee, job and scheduling priorities. It must also easily allow the plant floor to access vital data – such as prod-uct drawings, process drawings and detailed instructions.
Quality management capa-bilities ensure that manufactur-ers have complete visibility of the quality of operations right down to individual item level tying together all quality functions from scrapping end-parts, reject-ing raw materials or tracking first article inspections.
Technology for growthAdvanced ERP solutions from leading vendors such as Epicor are crucial to the country’s devel-opment plans for its manufactur-ing base. Today’s manufacturing landscape requires out-of-the-box, cutting-edge strategies for addressing challenges and raising productivity with fewer resourc-es. Innovative ERP technologies being built by developers, such as Epicor, are enabling manufac-turers to hurdle obstacles and streamline their business process-es – while remaining agile and responsive to customer needs.
The author is the Director, Channel, Middle East, Africa and India, Epicor Software.
Manufa cturing

event report
www.industry20.com46 july 2013 | industry 2.0 - technology management for decision-makers
Backup Power Increasing energy and power quality requirement fuels the demand for backup power products, says Frost & Sullivan (F&S) at its Second India Backup Power Executive Summit and Awards banquet recently held in New Delhi.
Power is one of the key infrastructure elements supporting a nation’s growth. India has grappled with a power deficit
situation for several decades now. In fact, the power generation capacity addition has rarely been able to keep pace with the demand for power. An outdated Transmission and Distribution (T&D) network also results in high Aggregate Technical and Commercial (AT&C) losses, as well as poor power quality. While proliferation of industrial, commercial, retail, and residential complexes is increasing the overall power demand, growth in mission-critical equipment is resulting in increased demand for high-quality reliable power.
Several alternative power sources have attained strategic importance in addressing this deficit and meeting consumers’ power requirements. In fact, backup power has become a ‘way of life’ in India for consumers ranging from households to large commercial complexes, hospitals, data centers, pro-cess industries etc.
With this backdrop, F&S’s recent event aimed to bring under one roof representatives of the entire gamut of the multi-product backup-power
industry – from diesel generators and power invert-ers, to UPS and industrial batteries – to create an interactive forum for the exchange of knowledge and ideas. The summit also had representations from prominent end-user segments. Additionally, customer-research-based excellence awards were bestowed upon companies that have demonstrated excellence on various parameters within their respective product categories.
Amol Kotwal, Associate Director, Energy & Power Systems Practice, F&S presented a perspec-tive on ‘Mega trends shaping the Indian economy and its impact on the Backup Power Industry.’ He focused on seven mega trends - Urbanisation, Infrastructure Development, Generation Y, Work-ing Age Population, The Middle Bulge, Connec-tivity, Future Economic Growth and other facts related to these mega trends, highlighting what potential impact these are expected to have in driv-ing consumerism, infrastructure requirement etc. Kotwal said, “These could further act as growth drivers for various backup power products across industries and applications such as realty, IT/ITeS, malls, industrial, and the manufacturing sector etc.
Anindya Das, Industry Manager, Energy & Power Systems Practice, Frost & Sullivan, is moderating the panel discussion in the summit.
Krishna Srinivasan, Global President & Managing Partner, Frost & Sullivan is welcoming the delegates.

www.industry20.com 47 industry 2.0 - technology management for decision-makers | july 2013
Despite aggressive plans of power capacity addi-tions within the country over the next decade, the increasing energy and power quality requirement fuels the demand for backup power products like UPS, diesel gensets, inverters, batteries etc.”
Krishna Srinivasan, Global President & Manag-ing Partner, F&S spoke on the Top 10 Markets to Watch (viz. Smart Energy, Smart Grids, Smart Buildings etc.) till 2020. He said, “These markets are picking up growth globally, and are expected to emerge in the Indian context in the mid-to-long term, thereby impacting the growth of backup power industry in India as well.”
The Chief Guest for the summit was Sunil Khanna, President & MD, Emerson Network Power (India). Other eminent industry personali-ties present at the summit included Marc Werle, CEO, Numeric; Manas Kundu, Director, Energy Solutions, International Copper Promotion Council India; Damien Carroz, President, R&D and Indus-trial, Luminous Power Technologies; K. V. Nachi-appan, Director, Marketing and R&D, Numeric; Dr. Dipak Sen Chaudhuri, Executive VP and Chief, R&D, Industrial, Exide Industries; P. Palaniappan, Senior VP and Business Head, Mahindra Powerol Business; Tarit K. Ray, VP – Institutional UPS, Rail-ways, Telecom and Solar, Exide Industries; Sameer Saxena, VP, Marketing Group, Legrand India; R. Vasudevan, VP, Enterprise and Telecom Business, Emerson Network Power (India); Rahul Mundra, Director, True Power International; R. G. Thalwani, Technical Advisor, Desein; and G. N. Dwivedi, Sen-ior VP (O&M) - Viom Networks.
The 2nd India Backup Power Industry Excel-lence Awards 2013 were given for two categories – Diesel Genset (DG) and UPS, which are the main two sources for emergency power in India.
In DG category, following firms received awards – Kirloskar Oil Engines (Award: Most Preferred Brand - Customer Service Leadership - Up to 250 kVA), Cummins India (Awards: Most Preferred Brand - Customer Service Leadership - Above 250 kVA, Most Preferred Brand - IT/ITES, Realty and Hospitality, Most Preferred Brand - Construc-tion & Infrastructure, and Most Preferred Brand - Manufacturing & Process Industries - Above 250 kVA), Mahindra Powerol Business (Award: Most Preferred Brand – Telecom, and Customer Value Enhancement), Kirloskar Oil Engines (Award: Most Preferred Brand - Manufacturing & Process Indus-tries - Up to 250 kVA).
In UPS, award winners were – Emerson Net-work Power – (I) (Awards: Most Preferred Brand - IT/ITES, Most Preferred Brand - Manufacturing & Process Industries, Most Preferred Brand - Power
and O&G, and Most Preferred Brand - Customer Service Leadership - Above 20kVA), Schneider Electric IT Business India (Awards: Most Preferred Brand - BFSI Office, Most Preferred Brand – Hos-pitality, and Most Preferred Brand - Customer Ser-vice Leadership -Up to 20kVA), Numeric (Award: Most Preferred Brand - BFSI Retail Branch & ATM Infrastructure), Amara Raja Batteries (Award: Most Preferred Brand - Telecom), Exide Industries (Awards: Most Pref. Brand – Residential, Most Preferred Brand - Manufacturing & Process Indus-tries, and Most Pref. Brand - Commercial Sector), Su-Kam Power Systems (Award: Most Pref. Brand - Commercial & Industrial) and Microtek Interna-tional (Award: Most Preferred Brand - Resident.).
Amol Kotwal, Associate Director, Energy & Power Systems Practice, Frost & Sullivan, is making his presentation on the ‘Mega trends shaping the Indian economy and its impact on the backup power industry’.
Delegates from various Indian industries are getting exposed to the present power scenario in India, emerging global trends and the market potential of the backup power industry in the summit.

product gallery
Specialised Steel
Essar Steel has launched
wood-finish steel prod-
ucts for the Indian market.
These products are a
subsitute for wood laminates
used for interiors. The wood-
finish products are made
from steel that is recycleable, and are easier to use, last
longer, re-resistant and environment friendly. Unlike
laminates, these products are termite resistant, easy to
maintain, light weight, fully recycleable, and also does
not requires any post treatment. These products can
be used for both internal and external requirements.
According to the manufacturer, these products are
alternatives for laminates with unique features and
benefits, and are cheaper by 20 per cent. These are
environmet-freindly too.
Essar SteelTel.: +91 22 6733 5000Website: www.essarsteel.com
3D Measurement Software
FARO Technologies has released the new FARO
CAM2 SmartInspect measurement software.
The software is suited to take measurements
without CAD data. In developing the software,
the focus was on - simple,intuitive operation and
a short learning phase. This means that even
users with minimal background knowledge of 3D
measurement technology can achieve very good measuring results within a
short period of time. It is available in two versions: a Basic version, and a Pro
version with an extended range of functions.
The Basic version of CAM2 SmartInspect has a clear and self-explana-
tory user interface, as well as very usable functions. For example, helpful im-
ages can be added to the features to be measured, so that even untrained
personnel can handle the programs very easily.
In the Pro version of CAM2 SmartInspect, the 3D live view functions as
a visual interface to present the recorded dimensions to optimum effect.
Other feature includes measuring length and angle in combination.
FARO TechnologiesTel.: +91 11 4646.5644Website: www.faroasia.com
Company .....................................................................................Page No.
ACMA.......................................................................................................... 16
Alstom ....................................................................................................... 06
Amara Raja Batteries .................................................................................47
Bentley Solution ....................................................................................... 26
BHEL ......................................................................................................... 06
CHEP ...........................................................................................................11
CIE Automotive (Spain) ............................................................................ 06
Cisco ......................................................................................................... 29
Confederation of Indian Industry (CII) ...................................................... 16
Cummins India ...........................................................................................47
Desein ........................................................................................................47
Eaton ......................................................................................................... 06
ECR ............................................................................................................. 16
Emerson Network Power (India) ...............................................................47
Epicor Software ........................................................................................ 45
Essar Steel ................................................................................................ 48
Exide Industries .........................................................................................47
Exxon Mobil ................................................................................................07
FARO Technologies ................................................................................... 48
Frost & Sullivan ..........................................................................................47
Gujarat State Electricity Corporation Ltd (GSECL) ..................................24
International Copper Promotion Council India .........................................47
Company .....................................................................................Page No.
International Society of Automation (ISA) .............................................. 29
Kirloskar Oil Engines ..................................................................................47
Legrand India .............................................................................................47
L&T-S&L .....................................................................................................25
Luminous Power Technologies ..................................................................47
Mahindra CIE ............................................................................................ 06
Mahindra Group (India) ............................................................................ 06
Mahindra Powerol Business ......................................................................47
Microtek International ...............................................................................47
Numeric .....................................................................................................47
ODVA ......................................................................................................... 28
Perkins Engines Company .........................................................................35
PricewaterhouseCoopers ......................................................................... 40
Retailers Association of India (RAI)........................................................... 16
Rockwell Automation ................................................................................ 29
Schneider Electric IT Business India .........................................................47
Siemens .....................................................................................................25
Society of Indian Automobile Manufacturers (SIAM) ............................... 16
SPARK ....................................................................................................... 09
Su-Kam Power Systems ............................................................................47
True Power International ...........................................................................47
Viom Networks ..........................................................................................47
Business index
www.industry20.com48 july 2013 | industry 2.0 - technology management for decision-makers

