control automatico de la producci´ on de cepillos de bamb´ u´
TRANSCRIPT

Control automatico de la produccion de cepillos de Bambu
Juan Camilo Acosta Salguero1 Nicolas Villamizar Sanchez2 Alejandro Lopez Giraldo3
Angy Paola Vivaldo Cordero4 Cristian Camilo Salon [email protected] ,[email protected] ,[email protected] ,
[email protected] ,[email protected]
Abstract— Este documento contiene el desarrollo del trabajode automatizacion de la manufactura de cepillos dentales conmango de bambu, cerdas de Nylon. Dicho proceso cuentacon maquinaria que integra una serie de actuadores, sensores,controladores y conexiones para finalmente generar el productodescrito, expresando las caracterısticas teoricas que rigen elcomportamiento adecuado de la cadena de produccion generalen terminos de los elementos de control mencionados.
I. INTRODUCCION
Uno de los productos de higiene usados por todos es el
cepillo de dientes, siendo el mas comun el de plastico. Se
estima, que una persona a lo largo de su vida llega a utilizar
aproximadamente 300 cepillos (se recomienda cambiarlo
cada 3 meses), y si se intenta multiplicar por la cantidad de
personas en el valle de Aburra (localizacion de la empresa),
se llega a la conclusion de que la demanda del producto
es todo un reto para la empresa Valle Verde S.A. Estos
cepillos plasticos al ser desechados, representan una amenaza
para el medio ambiente ya que por ejemplo el 1 % de los
residuos plasticos del mar son cepillos dentales. Es por esto,
que en el presente trabajo se desarrolla una simulacion de
control automatico para una planta productora de cepillos
de bambu, con el fin de ofrecerle a un publico adulto
otra alternativa de cepillos dentales, siendo los de bambu
mas amigables con el medio ambiente debido a que son
biodegradables y sus fibras al ser hechas con fibra vegetal
son 100 % ecologicas. El objetivo general al cual responde la
solucion al problema de automatizacion planteado, es lograr
una produccion automatizada que permita generar cepillos
de bambu en una tasa de produccion que compita en el
mercado con los cepillos dentales de plastico, conservando
los estandares de calidad. Con el fin de lograr dicha meta,
los objetivos especıficos planteados radican en primer lugar,
implementar una automatizacion basada en control logico
por medio de MEF, en segundo lugar, es el conocimiento
completo de la razon y funcionamiento de cada uno de los
subprocesos que conforman la manufactura del producto,
en tercer lugar, la investigacion e implementacion adecuada
de cada uno de los sensores y actuadores que hacen parte
de los subprocesos planteados, y por ultimo, la definicion
de los espacios asociados a la distribucion de cada una
de las maquinas, con su respectivo flujo de materia y
datos. El proceso que se quiere automatizar, tiene como
materia prima: latillas de bambu que viene previamente
cortadas por el proveedor y rollos de nylon, ambas al pasar
por el sistema de produccion se convierten en un cepillo
dental de bambu. Se va automatizar dicho proceso por
medio de una programacion en un software GX WORK2
de la empresa Mitsubishi Electric Software/MELSOFT
utilizando un lenguaje Ladder a partir del concepto de MEF
abstrayendo los diferentes sensores y actuadores que hacen
parte del sistema, entre otros. Las razones por las cuales se
desea realizar una automatizacion del proceso productivo
radica en que las caracterısticas medioambientales del
producto final, benefician en gran medida a los entornos
naturales y fuentes hıdricas, y en busqueda de lograr ello, es
necesario implementar un sistema que aumente la capacidad
de produccion de una planta regular, ası como lograr
implementar dicho proceso en aun mas lugares, puesto que
al fin y al cabo es un producto de primera necesidad, cuya
competencia directa (cepillos dentales plasticos) lidera los
mercados en general gracias a sus bajos costos y facilidad
de fabricacion.
Ahora, se dara paso al desarrollo del presente informe de
“Control automatico de cepillos” organizado en diferentes
secciones; comenzando con la descripcion del proceso.
II. DESCRIPCION DEL PROCESO
El proceso es un sistema de produccion lineal, el cual cuen-
ta con una lınea principal y otra secundaria. En la principal,
la materia prima es la latilla de bambu y se compone por
los subprocesos de moldeado, perforado, enhebrado, pulido,
calidad y empaquetado; en la lınea secundaria estan los de
subdividido y desempaquetado. Ambas lıneas, se encuentran
en el subproceso de enhebrado.
II-A. Descripcion de subprocesos
II-A.1. Moldeado
Las latillas de bambu, son puestas en una banda trans-
portadora hasta llegar a un tope donde son dosificadas, para
ası ingresarlas en la prensa giratoria. Al estar en la prensa
giratoria, se le da la forma del mango a la latilla de bambu
con a una fresadora CNC, que tiene una herramienta de corte
con una superficie de papel de lija, que logra un acabado
suavizado sin bordes en el cepillo.

Fig. 1: Subproceso de moldeado de mango de Bambu.
II-A.2. Perforado
Se utiliza una fresadora vertical con semejanza a un taladro;
conformada por un sistema de control (CNC), que mediante
una programacion establecida activara los movimientos de la
maquina, realizando varios agujeros en el material (madera
de bambu). Para la anterior operacion, se utilizara una broca
de metal siendo la adecuada para trabajar madera; Esta es
sostenida en el usillo.
Fig. 2: Subproceso perforado.
II-A.3. Subdividido
El rollo de nylon es posicionado en la maquina y es
detectado, la banda para cuando se tiene la longitud deseada,
para que la herramienta de corte baje y corte. Luego se
enciende la banda para seguir con el proceso.
Fig. 3: Subproceso de subdividido.
II-A.4. Desempaquetado
Los trozos del rollo de fibras se deslizan libremente por
la accion de la gravedad dosificandose. Al caer, son alma-
cenados por dos placas, de las cuales una es fija y la otra
se traslada lateralmente, una vez hecho esto ambas placas
se mueven verticalmente hacia abajo quitando la envoltura .
Posteriormente una barra movil desciende y captura las fibras,
para depositarlas en un dispositivo que las dosifica, estas son
alineadas y compactadas en hilera,donde se mueven a traves
de una banda transportadora, para formas un flujo constante
de fibras.
Fig. 4: Subproceso de desempaquetado de fibras.
II-A.5. Enhebrado
La enhebradora con los cepillos ya almacenados, dosifica
cada uno de ellos por medio de la apertura de una compuerta
manejada por un actuador. Al abrirse la compuerta una serie
de mecanismos acomoda los cepillos para que estos queden en
la posicion deseada. Posterior a este proceso, con las fibras
de nylon ya almacenadas en la maquina, sigue el paso de
insertarlas en el cabeza del cepillo. Del almacenamiento de las
fibras, se dosifican la cantidad de fibras que se requieren para
el cepillo. El mecanismo enhebrador tiene 3 grados de libertad
ya que se puede mover en los ejes x,y,z para colocar las fibras
en los agujeros.Cuando el cepillo esta listo, el mecanismo que
sostiene el cepillo de dientes da apertura a este, para que el
cepillo caiga al proximo proceso.
Fig. 5: Subproceso de enhebrado, orientado de mangos.
Fig. 6: Subproceso de enhebrado, ensamblado de fibras.
II-A.6. Pulido
Los cepillos son capturados por un brazo mecanico que
los trasladada verticalmente, lateralmente y los rota alrededor
de su base, este los deposita en cada ala de la matriz de
desbaste y emparejado, la cual, a su vez, rota con pausas en
9 estaciones, la primera estacion es una cuchilla que, a traves
de un movimiento lateral, corta los filamentos de los cepillos
dejandolos de la misma longitud, las siguientes 8 estacio-
nes son cuchillas curvas que rotan constantemente, estas se
encargan de moldear con la forma deseada el los filamentos.
Cuando un cepillo termina su novena estacion, este es soltado
en un canal que finaliza en una banda transportadora que lo
dirige hacia el siguiente proceso.

Fig. 7: Subproceso de pulido, emparejamiento de fibras.
II-A.7. Calidad
En ambos lados de la banda encargada de transportar los
cepillos, se tienen sensores encargados de escanear y crear
un modelo virtual de los cepillos; este es comparado con
un modelo ideal para saber si el cepillo cuenta con todos
los requisitos y es apto. Si el cepillo cumple con todas las
condiciones seguira hasta la zona de empaquetado, mientras
que, si este ultimo es defectuoso un dispositivo de expulsion
lo retira de la banda transportadora hacia una caja que
almacena los elementos defectuosos.
Fig. 8: Subproceso de calidad, sensores reconstructivos.
II-A.8. Empaquetado
El empaquetado del cepillo se logra por medio del trasporte
de este en una cinta accionada por un motor de tipo continuo,
allı se incorpora el material de envoltorio el cual es BOPP
(el mas amigable ambientalmente). Una vez incorporado el
material a la cinta de transporte, este envuelve el cepillo
por medio de un sistema de poleas controlado por un motor
continuo, para que finalmente un rodillo selle el empaque
en su parte posterior, tras ello, otros dos motores electricos
continuos controlan un par de rodillos dispuestos en forma
de C, que sellan los extremos del empaque al presionarlos
con otro par identico accion elaborada por el controlador en
funcion de la informacion suministrada por otro sensor de
temperatura que reconoce la temperatura de los rodillos para
realizar los sellados.
Fig. 9: Subproceso de empaquetado, entrada de linea de
produccion.
II-B. Diagrama de flujo de materia del proceso
Segun los subprocesos presentados, el flujo de materia por
cada uno de ellos se representa en la siguiente figura.
Fig. 10: Flujo de materia del proceso productivo.
II-C. Layout de la empresa ToothBoo
A partir de las caracterısticas de cada uno de los
subprocesos y su respectiva maquinaria, el layout o
distribucion y adecuacion general del espacio de produccion
esta representado en la siguiente figura. Las maquinas 1
y 3 representan los subprocesos en los cuales se reciben
materias primas distintas, y posteriormente convergeran
en el subproceso y maquina 5, por ello su ubicacion en
paralelo y a los extremos o vertices del piso en vista aerea.
La ubicacion del proceso 5 corresponde a la facilidad con
que incorpora las maquinas 1 y 2, y 3 y 4, como entradas
distintas. Finalmente, los subprocesos 6, 7 y 8, se ubican
de la manera dispuesta en el Layout (figura 2), por la
continuidad que otorga una banda transportadora posicionada
entre ellas, conectando y finalizando el proceso.
Fig. 11: Layout con adecuacion de la empresa
III. INSTRUMENTACION
Los elementos necesarios para la automatizacion del pro-
ceso productivo de cepillos de Bambu, estan compuestos
por sensores, actuadores, sistemas de adquisicion y PLC’s,
todo con el fin de adquirir informacion con respecto a las
propiedades del producto o el proceso, generar cambios sobre
estas, recibir correctamente dichos datos y finalmente ejecutar
las acciones adecuadas segun la necesidad y objetivo de cada
subproceso.
Los actuadores y sensores asociados al proceso productivo se
numeran en la siguiente tabla (tabla 1):

Subproceso Actuadores Sensores
Moldeado 5 10
Perforado 6 7
Subdividido 2 5
Desempaquetado 9 13
Enhebrado 19 23
Pulido 22 9
Calidad 2 9
Empaquetado 7 8
Total 72 84
TABLE I: Actuadores y sensores correspondientes al proceso
productivo
El numero de PLCs a utilizar para automatizar el proceso
productivo de cepillos de Bambu es de 5, por su parte, el
numero total de actuadores y sensores a controlar es 72 y
84, respectivamente. Todos los controladores son de la marca
Mitsubishi FX3G-40MR/DS. La razon de la eleccion de este
modelo y referencia radica en la mayor cantidad de actuadores
y sensores contenidos en una sola maquina: la enhebradora,
con un total de 19 actuadores y 23 sensores; puesto que este es
el tipo PLC de marca Mitsubishi mas pequeno en terminos de
capacidad, pero aun ası con el poder de cubrir esta demanda,
y es por ello que fue seleccionado. Para las demas maquinas,
se utiliza un PLC por cada pareja de maquinas, esto para
todos los casos excepto para la maquina de desempaquetado,
que es la segunda maquina con mayor demanda de actuadores
y sensores segun la tabla I. A continuacion se muestran los
actuadores y sensores del proceso con sus correspondientes
PLC’s, anexos (datasheet), variables, entradas y salidas.
III-A. Sensores empleados en el proceso productivo
Sensor Variable PLC Entrada Dispositivo Anexo
Posicion AS 1 1 X000 A.1
Posicion AS 2 1 X001 A.1
Posicion AS 3 1 X002 A.1
Posicion AS 4 1 X003 A.1
Posicion AS 5 1 X004 A.1
Posicion AS 6 1 X005 A.1
Posicion AS 7 1 X006 A.1
Posicion AS 8 1 X007 A.1
Boton AB stop 1 X010 A.2
Boton AB start 1 X011 A.2
Posicion BS 1 1 X012 A.1
Posicion BS 2 1 X013 A.1
Posicion BS 3 1 X014 A.1
Posicion BS 4 1 X015 A.1
Posicion BS 5 1 X016 A.1
Boton BB stop 1 X017 A.2
Boton BB start 1 X020 A.2
Posicion CS 1 2 X000 A.1
Posicion CS 2 2 X001 A.1
Posicion CS 3 2 X002 A.1
Boton CB stop 2 X003 A.2
Boton CB start 2 X004 A.2
Posicion DS 1 2 X005 A.1
Posicion DS 2 2 X006 A.1
Posicion DS 3 2 X007 A.1
Posicion DS 4 2 X010 A.1
Posicion DS 5 2 X011 A.1
Posicion DS 6 2 X012 A.1
Posicion DS 7 2 X013 A.1
Posicion DS 8 2 X014 A.1
Sensor Variable PLC Entrada Dispositivo Anexo
Posicion DS 9 2 X015 A.1
Posicion DS 10 2 X016 A.1
Posicion DS 11 2 X017 A.1
Boton DB stop 2 X020 A.2
Boton DB start 2 X020 A.2
Posicion ES 1 3 X000 A.1
Posicion ES 2 3 X001 A.1
Posicion ES 3 3 X002 A.1
Posicion ES 4 3 X003 A.1
Posicion ES 5 3 X004 A.1
Posicion ES 6 3 X005 A.1
Posicion ES 7 3 X006 A.1
Posicion ES 8 3 X007 A.1
Posicion ES 9 3 X010 A.1
Posicion ES 10 3 X011 A.1
Posicion ES 11 3 X012 A.1
Posicion ES 12 3 X013 A.1
Posicion ES 13 3 X014 A.1
Posicion ES 14 3 X015 A.1
Posicion ES 15 3 X016 A.1
Posicion ES 16 3 X017 A.1
Posicion ES 17 3 X020 A.1
Posicion ES 18 3 X021 A.1
Posicion ES 19 3 X022 A.1
Posicion ES 20 3 X023 A.1
Posicion ES 21 3 X024 A.1
Posicion ES 22 3 X025 A.1
Posicion ES 23 3 X026 A.1
Posicion FS 1 4 X000 A.1
Posicion FS 2 4 X001 A.1
Posicion FS 3 4 X002 A.1
Posicion FS 4 4 X003 A.1
Posicion FS 5 4 X004 A.1
Posicion FS 6 4 X005 A.1
Posicion FS 7 4 X006 A.1
Boton FB stop 4 X007 A.2
Boton FB start 4 X010 A.2
Tamano GS 1 5 X000 A.3
Tamano GS 2 5 X001 A.3
Posicion GS 3 5 X002 A.1
Posicion GS 4 5 X003 A.1
Posicion GS 5 5 X004 A.1
Posicion GS 6 5 X005 A.1
Posicion GS 7 5 X006 A.1
Boton GB stop 5 X007 A.2
Boton GB start 5 X010 A.2
Posicion HS 1 5 X011 A.1
Posicion HS 2 5 X012 A.1
Temperatura HS 3 5 X013 A.7
Temperatura HS 4 5 X014 A.7
Posicion HS 5 5 X015 A.1
Boton B stop 1 5 X016 A.2
Boton B stop 2 5 X017 A.2
Boton B start 5 X018 A.2
TABLE II: Sensores correspondientes al proceso productivo
III-B. Actuadores empleados para el proceso productivo
Actuador Variable PLC Salida Dispositivo Anexo
Piston AA 1 1 Y000 A.4
Piston AA 2 1 Y001 A.4
PistonAA 3 ad 1 Y002 A.4AA 3 at 1 Y003 A.4
Motor AA 4 1 Y004 A.5
Motor AA 5 1 Y005 A.5
Piston BA 1 1 Y006 A.4
MotorBA 2 de 1 Y007 A.5

Actuador Variable PLC Salida Dispositivo Anexo
BA 3 iz 1 Y010 A.5
MotorBA 4 de 1 Y011 A.5BA 5 iz 1 Y012 A.5
Piston BA 6 1 Y013 A.4
Bombillo BA 7 1 Y014 A.6
Bombillo BA 8 1 Y015 A.6
Motor CA 1 2 Y000 A.5
MotorCA 2 de 2 Y001 A.5CA 2 iz 2 Y002 A.5
Motor DA 1 2 Y003 A.5
Piston DA 2 2 Y004 A.4
Motor DA 3 2 Y005 A.5
Motor DA 4 2 Y006 A.5
Motor DA 5 2 Y007 A.5
Motor DA 6 2 Y010 A.5
Piston DA 7 2 Y011 A.4
Piston DA 8 2 Y012 A.4
Piston DA 9 2 Y013 A.4
Motor EA 1 3 Y000 A.5
Motor EA 2 3 Y001 A.5
Piston EA 3 3 Y002 A.4
Piston EA 4 3 Y003 A.4
Motor EA 5 3 Y004 A.5
Piston EA 6 3 Y005 A.4
Piston EA 7 3 Y006 A.4
Motor EA 8 3 Y007 A.5
Piston EA 9 3 Y010 A.4
Piston EA 10 3 Y011 A.4
MotorEA 12 ab 3 Y013 A.5EA 12 ar 3 Y014 A.5
PistonEA 13 3 Y015 A.4EA 14 3 Y016 A.4
Piston EA 15 3 Y017 A.4
Motor EA 16 3 Y018 A.5
MotorEA 17 de 3 Y021 A.5EA 17 iz 3 Y022 A.5
MotorEA 18 de 3 Y023 A.5EA 18 iz 3 Y024 A.5
Piston EA 19 3 Y025 A.4
MotorFA 1 ar 4 Y000 A.5FA 1 ab 4 Y001 A.5
Piston FA 2 4 Y002 A.4
MotorFA 3 de 4 Y003 A.5FA 3 iz 4 Y004 A.5
MotorFA 4 de 4 Y005 A.5FA 4 iz 4 Y006 A.5
Motor FA 5 4 Y007 A.5
Piston FA 6 4 Y010 A.4
Piston FA 7 4 Y011 A.4
Piston FA 8 4 Y012 A.4
Piston FA 9 4 Y013 A.4
Piston FA 10 4 Y014 A.4
Piston FA 11 4 Y015 A.4
Piston FA 12 4 Y016 A.4
Piston FA 13 4 Y017 A.4
Piston FA 14 4 Y020 A.4
Piston FA 7 4 Y011 A.4
Piston FA 8 4 Y012 A.4
Piston FA 9 4 Y013 A.4
Piston FA 10 4 Y014 A.4
Piston FA 11 4 Y015 A.4
Piston FA 12 4 Y016 A.4
Piston FA 13 4 Y017 A.4
Piston FA 14 4 Y020 A.4
Motor FA 15 4 Y021 A.5
Motor FA 16 4 Y022 A.5
Motor FA 17 4 Y023 A.5
Motor FA 18 4 Y024 A.5
Motor FA 19 4 Y025 A.5
Motor FA 20 4 Y026 A.5
Motor FA 21 4 Y027 A.5
Motor FA 22 4 Y030 A.5
Motor GA 1 5 Y000 A.5
Motor GA 2 5 Y001 A.5
Actuador Variable PLC Salida Dispositivo Anexo
Motor HA 1 5 Y002 A.5
Motor HA 2 5 Y003 A.5
Motor HA 3 5 Y004 A.5
Motor HA 4 5 Y005 A.5
Motor HA 5 5 Y006 A.5
Resistencia HA 6 5 Y007 A.8
Motor HA 7 5 Y010 A.5
TABLE III: Actuadores correspondientes al proceso produc-
tivo
III-C. Graficos sensores, actuadores, PLC’s, DAC y ADC
A continuacion algunas graficas que ilustran la distribucion
de actuadores, sensores, PLC’s y sistemas de adquisicion.
Fig. 12: Numero de actuadores por PLC
Fig. 13: Numero de sensores por PLC
Fig. 14: Conversores ADC y DAC necesarios
(a) (b)
Fig. 15: Tipos de actuadores y sensores

III-D. Diagrama-ESCADA
Fig. 16: Diagrama tipo SCADA para sensores y actuadores

IV. PROTOCOLO
IV-A. Moldeado
La maquina comienza detenida, al oprimir el pulsador
(START) se enciende un motor electrico que rota la
herramienta de moldeo.
La maquina tiene un sensor que detecta la presencia de
material, cuando el anterior sensor anterior se activa,
un primer piston neumatico que transporta el bloque de
madera hasta que un segundo sensor se activa, donde se
activa un segundo piston neumatico que prensa el bloque
de madera, cuando el bloque esta totalmente prensado,
un tercer piston neumatico gira al respecto de un pivote
hasta colocar la herramienta de moldeo en contacto con
el bloque de madera para darle la forma de cepillo a
esta, luego de esto el segundo piston se desactiva y
la herramienta de moldeo vuelve a su posicion inicial,
finalmente el mango de bambu pasa al siguiente proceso.
Cada uno de los tres pistones neumaticos cuenta con dos
sensores de posicion.
La maquina puede ser detenida en cualquier momento
por medio de un pulsador (STOP).
Para encender nuevamente la maquina se debe oprimir
el pulsador (START) se reanuda nuevamente el proceso.
Fig. 17: Diagrama de bloque subproceso de moldeado.
Fig. 18: MEF subproceso de moldeo.
IV-B. Perforado
Cuando se detecta un cepillo en la zona de perforado
(sensor BS1) se enciende una bombilla BB1 durante 2
segundos, esto es, que se debe de mantener al cepillo
durante ese tiempo mientras el piston de agarre (BA4)
captura por completo al cepillo.
Luego el piston de perforado BA1 entra hasta BS2 y
luego vuelve hasta BS3, acto seguido el motor BA2
mueve el cepillo hacia la derecha durante 0,2 segundos y
se perfora nuevamente, Este ciclo de perforado se repite
10 ocasiones.
Al llegar al decimo agujero, un motor BA3 traslada
al cepillo hacia arriba durante 0,2 segundos; luego
el piston de perforado BA1 entra hasta BS2 y luego
vuelve hasta BS3, acto seguido el motor BA2 mueve
el cepillo hacia la izquierda durante 0,2 segundos y se
perfora nuevamente, Este ciclo de perforado se repite 10
ocasiones.
Al llegar nuevamente a la decima ocasion el motor
BA3 traslada otra vez al cepillo hacia arriba durante
0,2 segundos y se perforan otras 10 veces.
Se alterna entre estos ciclos de perforado en 4 ocasiones,
lo que representa a 4 filas de agujeros. Al llegar a
este punto el piston BA4 libera al cepillo y se activa
un segundo bombillo BB2 durante 2 segundos, esto
representa el intervalo disponible para retirar el cepillo
de la maquina.
Una vez pasado ese tiempo y que el sensor BS1 no
detecte un cepillo en la zona de perforado el motor BA3
mueve el cabezal de la maquina perforadora hasta su
posicion de inicio, esto es, hasta que se active BS4.
Fig. 19: Diagrama de bloque para subproceso de desempa-
quetado.
Fig. 20: MEF correspondiente a subproceso de perforado.
IV-C. Subdividido
El proceso comienza por medio de una banda transpor-
tadora movida por un motor electrico.
Cuando el rollo de fibras de nylon lo detecta un sensor
optico, se activa una cuchilla accionada por un motor
electrico para cortar el rollo de fibras de nylon.
Cuando la cuchilla esta abajo se enciende un sensor
optico indicando que esta se encuentra abajo.
Cuando la cuchilla termina de cortar, esta se devuelve
hacia arriba por medio del mismo motor electrico, pero
ahora rotando en sentido inverso.
Cuando la cuchilla esta totalmente arriba se enciende un
sensor optico indicando que esta arriba, y ası volver a
comenzar el proceso.
Este proceso tiene un pulsador de detencion para detener
el proceso de la maquina en cualquier momento y
ademas un pulsador START para reanudar el proceso.
Fig. 21: Diagrama de bloque para subproceso de subdividido.
Fig. 22: MEF subproceso de subdividido.
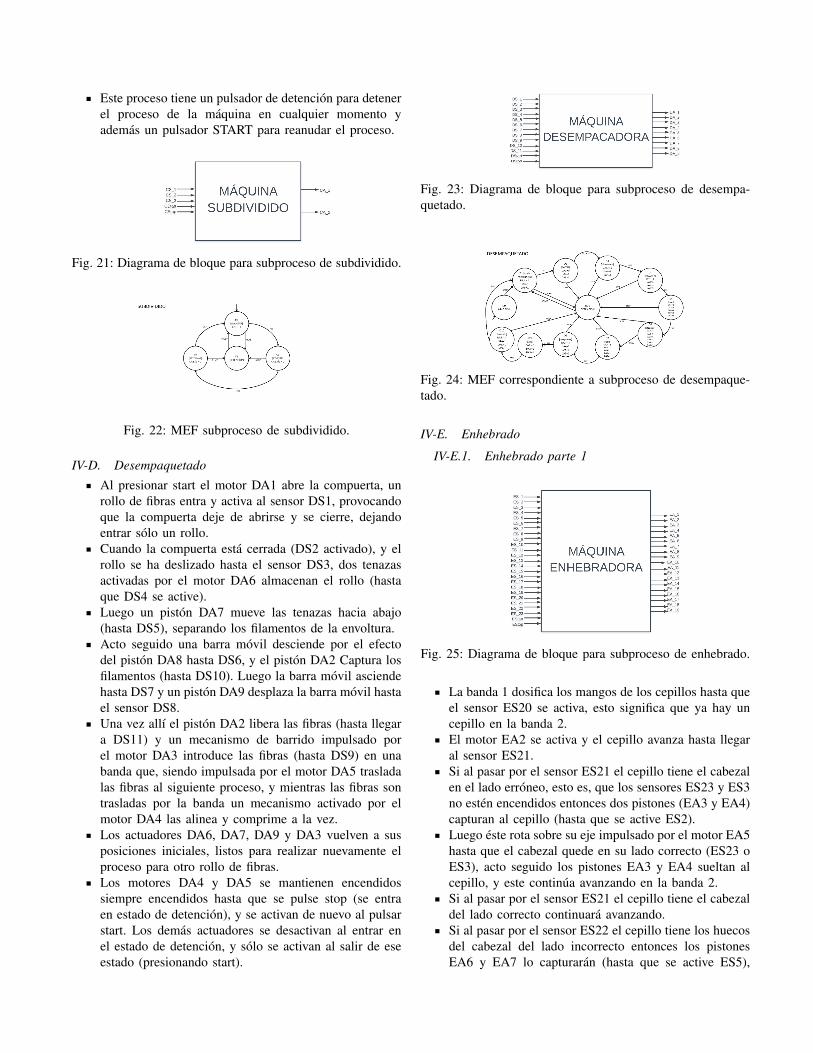
IV-D. Desempaquetado
Al presionar start el motor DA1 abre la compuerta, un
rollo de fibras entra y activa al sensor DS1, provocando
que la compuerta deje de abrirse y se cierre, dejando
entrar solo un rollo.
Cuando la compuerta esta cerrada (DS2 activado), y el
rollo se ha deslizado hasta el sensor DS3, dos tenazas
activadas por el motor DA6 almacenan el rollo (hasta
que DS4 se active).
Luego un piston DA7 mueve las tenazas hacia abajo
(hasta DS5), separando los filamentos de la envoltura.
Acto seguido una barra movil desciende por el efecto
del piston DA8 hasta DS6, y el piston DA2 Captura los
filamentos (hasta DS10). Luego la barra movil asciende
hasta DS7 y un piston DA9 desplaza la barra movil hasta
el sensor DS8.
Una vez allı el piston DA2 libera las fibras (hasta llegar
a DS11) y un mecanismo de barrido impulsado por
el motor DA3 introduce las fibras (hasta DS9) en una
banda que, siendo impulsada por el motor DA5 traslada
las fibras al siguiente proceso, y mientras las fibras son
trasladas por la banda un mecanismo activado por el
motor DA4 las alinea y comprime a la vez.
Los actuadores DA6, DA7, DA9 y DA3 vuelven a sus
posiciones iniciales, listos para realizar nuevamente el
proceso para otro rollo de fibras.
Los motores DA4 y DA5 se mantienen encendidos
siempre encendidos hasta que se pulse stop (se entra
en estado de detencion), y se activan de nuevo al pulsar
start. Los demas actuadores se desactivan al entrar en
el estado de detencion, y solo se activan al salir de ese
estado (presionando start).
Fig. 23: Diagrama de bloque para subproceso de desempa-
quetado.
Fig. 24: MEF correspondiente a subproceso de desempaque-
tado.
IV-E. Enhebrado
IV-E.1. Enhebrado parte 1
Fig. 25: Diagrama de bloque para subproceso de enhebrado.
La banda 1 dosifica los mangos de los cepillos hasta que
el sensor ES20 se activa, esto significa que ya hay un
cepillo en la banda 2.
El motor EA2 se activa y el cepillo avanza hasta llegar
al sensor ES21.
Si al pasar por el sensor ES21 el cepillo tiene el cabezal
en el lado erroneo, esto es, que los sensores ES23 y ES3
no esten encendidos entonces dos pistones (EA3 y EA4)
capturan al cepillo (hasta que se active ES2).
Luego este rota sobre su eje impulsado por el motor EA5
hasta que el cabezal quede en su lado correcto (ES23 o
ES3), acto seguido los pistones EA3 y EA4 sueltan al
cepillo, y este continua avanzando en la banda 2.
Si al pasar por el sensor ES21 el cepillo tiene el cabezal
del lado correcto continuara avanzando.
Si al pasar por el sensor ES22 el cepillo tiene los huecos
del cabezal del lado incorrecto entonces los pistones
EA6 y EA7 lo capturaran (hasta que se active ES5),

luego el motor EA8 lo girara hasta que los huecos
queden en la posicion correcta (hasta que se active ES4).
Luego los pistones EA6 y EA7 volveran a su posicion
inicial (hasta que se active ES6) y el piston EA9 lo
subira.
Si al pasar por el sensor ES22 el cepillo tiene los huecos
del cabezal del lado correcto entonces el piston EA9 lo
subira.
El piston EA9 lo subira el cepillo hasta llegar al sensor
ES7, donde el piston EA10 lo empujara hasta llegar al
sensor ES9. Acto seguido, los pistones EA9 y EA10
retornan a su posicion inicial, sensores ES10 y ES8,
respectivamente. Al activarse estos la banda 1 dosificara
nuevamente.
Fig. 26: MEF subproceso de enhebrado parte 1.
IV-E.2. Enhebrado parte 2
Si hay cepillos almacenados (sensor ES11) entonces el
piston EA11 sale hasta ES12, luego la barra movil baja
hasta el sensor ES14.
Una vez abajo los pistones EA13 y EA14 se cierran para
capturar el cepillo, la barra movil sube hasta ES13 y el
piston EA11 entra hasta ES11.
Luego el piston EA15 captura el cepillo y una vez este
lo tiene los pistones EA13 y EA14 se abren, luego la
barra movil asciende hasta ES13.
Estando el cepillo en el cilindro de enhebrado, el motor
EA16 lo rota en X durante 0,5 segundos. El piston de
enhebrado EA19 se activa hasta llegar a ES16, luego
se desactiva hasta llegar a ES17 y el motor EA17
hace avanzar al cepillo hacia la derecha durante 0,2
segundos. Este proceso se repetira 10 ocasiones, luego
el motor EA18 traslada al cepillo hacia arriba durante
0,2 segundos.
Nuevamente el piston de enhebrado EA19 se activa
hasta llegar a ES16, luego se desactiva hasta llegar a
ES17 y el motor EA17 hace avanzar al cepillo hacia la
izquierda durante 0,2 segundos. Este proceso se repetira
10 ocasiones, luego el motor EA18 traslada al cepillo
hacia abajo durante 0,2 segundos.
El proceso alterna entre los pasos 1.4 y 1.5 durante 4
ocasiones, esto equivale a 4 filas de enhebrado.
Una vez llegado a este punto, el motor EA16 gira al
cepillo durante 0,5 segundos y la senal SEF1 se activara,
esta senal le avisa a la maquina de pulido que continua,
luego se esperara la senal SEF2 de la maquina de pulido
para poder finalmente abrir el piston EA15 y liberar el
cepillo, activando ası la tercera senal SEF3.
Luego el motor EA15 girara al cilindro de enhebrado
(sin cepillo) hasta llegar a la posicion inicial (hasta
activar el sensor ES19). Se evaluara nuevamente si hay
cepillos almacenados y se reiniciara el proceso.
Fig. 27: MEF subproceso de enhebrado parte 2.
IV-F. Pulido
La maquina arranca prendida, dicha maquina cuenta con
un brazo robotico y un brazo de agarre, en primera
instancia el brazo robotico asciende en direccion vertical
hasta llegar a un primer sensor optico.
Cuando el primer sensor optico se activa, el brazo agarra
el cepillo, y lo comienza a bajar hasta otro sensor optico,
despues de esto, el brazo traslada en direccion horizontal
el cepillo hasta un tercer sensor optico.
Cuando se activa el tercer optico, el brazo rota durante
un segundo, despues de esto, el brazo asciende en
direccion vertical hasta llegar a un cuarto sensor optico.
Cuando se activa el cuarto sensor optico, se acciona
un brazo de agarre que funciona con piston neumatico,
dicho brazo sujeta el cepillo, despues de esto el brazo
robotico vuelve a su posicion inicial.
El brazo de agarre gira por ocho estaciones de pulido,
con un intervalo de 0,5 segundos en cada giro, cuando
el brazo de agarre pasa por la ultima estacion de pulido
se activa un quinto sensor optico, cuando se activa el
quinto sensor optico, el brazo de agarre suelta el cepillo
para que este ultimo pase al siguiente proceso.
El brazo robotico cuenta con tres motores electricos, ya
que tiene tres grados de libertad.
La maquina puede ser detenida en cualquier momento
por medio de un pulsador (STOP).
Para encender nuevamente la maquina se debe oprimir
el pulsador (START) se reanuda nuevamente el proceso.
Fig. 28: Diagrama de bloque de materia subproceso de pulido

Fig. 29: MEF subproceso de pulido parte 1.
Fig. 30: MEF subproceso de pulido parte 2.
IV-G. Calidad
El proceso de calidad es iniciado en una banda trans-
portadora movida por un motor electrico.
Cuando pasa por un sensor optico, la banda se debe
de detener para que dos sensores ultrasonicos modelen
el cepillo en un tiempo total de 2 segundos y poder
verificar la calidad de este.
Luego del modelado se enciende nuevamente la banda.
Cuando el cepillo llega a un segundo sensor optico,
la banda nuevamente se detendra para que un piston
neumatico que tiene dos sensores opticos para verificar
si esta activado la expulse si el cepillo no concuerda con
la calidad necesaria.
La maquina tiene un pulsador de STOP para detener
en cualquier momento la accion que este realizando,
igualmente tiene un pulsador de START para reanudar
la operacion.
Fig. 31: Diagrama de bloque para subproceso de control de
calidad.
Fig. 32: MEF subproceso de control de calidad.
IV-H. Empaquetado
El subproceso de empaquetado inicia con una banda
transportadora que traslada de manera dosificada los
cepillos de manera individual
Al final de la banda se encuentran dos sensores de posi-
cion infrarrojos que detectan que efectivamente exista un
cepillo, de manera que en caso de no haberlo, no exista
un vacio en los pasos siguientes del empaquetado.
Una vez detectado, el cepillo pasa a otra banda donde
junto al material de empaquetado pasan sobre una ranura
que sella la parte inferior del arreglo logrado por la
forma en la que el material entra al sistema, gracias a
otro motor y sensor que detecta la presencia de un rollo
de estos.
Una vez sellada la parte inferior del empaque gracias a
un rodillo con temperatura suficiente (regulada gracias
a dos sensores termicos de maximo y mınimo, y una
resistencia termica), el cepillo para a otra banda donde
es aplastado por dos placas que se accionan gracias al
mismo motor electrico, ası, se sellan los extremos del
empaque.
Finalmente, el cepillo con el empaque sellado y separado
del resto de material, se incorpora sobre una ultima
banda transportadora que lo despacha hacia el final de
todo el proceso productivo.
Fig. 33: Diagrama de bloque para subproceso de empaqueta-
do.
Fig. 34: MEF subproceso de empaquetado.

V. IMPLEMENTACION
El proceso productivo implementa un total de 8 MEF’s,
una por cada subproceso. La implementacion de estas a
los 5 PLC’s se establece segun el numero de actuadores y
sensores por maquina, resultando en la siguiente lista:
PLC 1: Implementa las MEF’s correspondiente al sub-
proceso de moldeado y perforado (A y B), para un total
de 11 actuadores y 17 sensores.
PLC 2: Implementa las MEF’s correspondiente al sub-
proceso de Subdividido y desempaquetado (C y D), para
un total de 11 actuadores y 18 sensores.
PLC 3: Implementa la MEF correspondiente al subpro-
ceso de enhebrado (E), para un total de 19 actuadores y
23 sensores.
PLC 4: Implementa la MEF correspondiente al subpro-
ceso de pulido (F), para un total de 22 actuadores y 9
sensores.
PLC 5: Implementa las MEF’s correspondiente al sub-
proceso de control de calidad y empaquetado (G y H),
para un total de 9 actuadores y 15 sensores.
V-A. Sistema de carpetas PLC
Dentro del sistema de carpetas que esta adjunto a este
documento se encuentra una carpeta denominada PLC, dentro
de ella se encuentran 5 carpetas diferentes denominadas segun
el numero de PLC (ejemplo PLC1), dentro de ellas se encuen-
tran los archivos .gxw correspondientes a la programacion de
cada una de las MEF’s que pertenecen a dicho PLC, estos se
denominan segun la letra correspondiente al subproceso y el
nombre del mismo (por ejemplo AMoldeado.gxw, donde A
corresponde al subproceso A y moldeado al nombre de este),
cada uno de estos ultimos archivos representan las MEF’s de
cada maquina.
V-B. Programacion PLC’s
La programacion de cada una de las MEF’s dentro de los
PLC’s se logra por medio del software GX-Work2, por el
cual se establecen las variables globales y locales de cada
subproceso, definiendo entradas y salidas requeridas, ademas
de estados, contadores, temporizadores y marcas especificas;
Seguido de ello, se construyen bloques de programacion que
establecen los estados y las transiciones correspondientes a
cada MEF.
En las figuras (35, 36 y 37) correspondientes a capturas
de pantalla, se ejemplifica la programacion del subproceso
de subdividido (C), implementandose al PLC numero 2.
Teniendo esto en cuenta, la incorporacion de dos subprocesos
distintos a un mismo PLC se logra por medio de la correcta
definicion de sus entradas y salidas al dispositivo, esto quiere
decir que la ultima entrada por ejemplo del subproceso C
(X006), es el punto de partida del subproceso D (X007) que
se incorpora al mismo PLC. El procedimiento para cada una
de las siguientes y anteriores MEF’s es el mismo.
Fig. 35: Captura de pantalla para definicion de variables
globales en subproceso C (subdividido).
Fig. 36: Captura de pantalla para primeros bloques de pro-
gramacion GX-Work2 subproceso C (subdividido).
Fig. 37: Captura de pantalla para ultimos bloques de progra-
macion GX-Work2 subproceso C (subdividido).

V-C. Interfaz Hombre Maquina (IHM)
La interaccion entre operarios del proceso se da por medio
de una interfaz de control, dentro de ella se monitorean los
estados de actuadores y sensores. En el proceso de produccion
de cepillos de Bambu, se realiza la construccion de 5 IHM’s,
una por cada PLC utilizado en el proceso, segun las descrip-
ciones e implementaciones anteriormente mencionadas. Las
5 pantallas se exponen en las siguientes imagenes, de manera
respectiva al numero de PLC correspondiente.
Fig. 38: IHM correspondiente a PLC numero 1, para los
subprocesos de moldeado y perforado (A y B).
Fig. 39: IHM correspondiente a PLC numero 2, para los
subprocesos de subdividido y desempaquetado (C y D).
Fig. 40: IHM correspondiente a PLC numero 3, para los
subproceso de enhebrado (E).
Fig. 41: IHM correspondiente a PLC numero 4, para los
subproceso de pulido (F).
Fig. 42: IHM correspondiente a PLC numero 5, para los
subprocesos de control de calidad y empaquetado (G y H).
VI. CONCLUSIONES
La automatizacion del proceso de produccion de cepillos
de dientes de bambu requiere la implementacion de
la ingenierıa para generar un aumento en la tasa de
produccion de cepillos. Aun ası, la automatizacion
del proceso en su totalidad requiere de sensores y
actuadores, disposicion de maquinarias especıficas
que ejecutan acciones necesarias, y ademas, los datos
otorgados que reflejan el valor de estas tecnologıas
(todos lo anexos).
La metodologıa utilizada para automatizar los subpro-
cesos de la linea de produccion se basa en un control
logico por medio de MEF’s, esto aunque es factible,
resulta en constantes dificultades puesto que este proceso
productivo requiere de un proceso de control continuo.
VII. REFERENCIAS
La descripcion del proceso productivo se puede evidenciar
por medio de vıdeos anexos que incorporan el funcionamiento
automatizado de maquinaria utilizada en cada subproceso,
estos estan dispuestos en forma de enlaces, ubicados en la
carpeta archivos fuentes en el sistema de carpetas el cual se
adjunta a este documento.
VIII. ANEXOS
Los datos tecnicos correspondientes a sensores, actuadores,
PLCs y sistemas de adquisicion se encuentran adjuntos a este
documento en la carpeta Cepillo.zip.