conclusiones y soluciones horno de fundiciÓn
TRANSCRIPT
CONCLUSIONES Y SOLUCIONES PLANTEADAS
SISTEMA DE FILTRACIÓN DE HUMOS CON COLECTOR DE POLVOS DE MAGAS FILTRANTES
HORNOS ROTATIVOS FUNDICIÓN O REDUCCIÓN HORNOS ROTATIVOS FUNDICIÓN O REDUCCIÓN DE PLOMO SECUNDARIO
(Presentación 3)
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
1- Los materiales que se introducen al horno rotativo frecuentemente se introducen húmedos, algunos de ellos (sobres plásticos con residuos de plomo, hojas plásticas que sirven como aisladores dentro de las baterías) escurriendo agua ,debido a que salieron de la máquina partidora de baterías y separadora de productos en medio acuoso y no fueron secados previamente. Esta agua al evaporarse se va hacia el filtro colector en el flujo de gases y si baja demasiado la temperatura de estos ( menor o igual a la temperatura de condensación) se condensa dentro del cuerpo del la temperatura de condensación) se condensa dentro del cuerpo del colector y humedece la tela filtrante en la superficie que está en contacto con el polvo, produciéndose el lodo que se observó en la revisión visual.Esta condensación del vapor de agua en los gases produce gotas de agua que al mezclarse con los productos sulfurosos producen ácidos sulfúricos suaves de diferentes concentraciones, que son los causantes de la corrosión interna del equipo
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
2- Es importante mencionar que los materiales utilizados en el proceso de oxido reducción generan un mayor cantidad de particulado que los materiales que se usan en el proceso de fundido, de ahí que el sistema de filtrado debe tener una capacidad de filtrado que asegure buen funcionamiento con la cantidad de particulado que se genera en el proceso oxido reducción y no de fundido
3- Las temperaturas observadas en el interior del horno tienen variaciones significativas, las causas principalesvariaciones significativas, las causas principales
a- control del quemador totalmente manualb- No se tiene un equipo que este indicando la temperatura en su interior constantemente C- mucha variación en la viscosidad del aceite usado utilizado como combustible, produciendo combustiones ineficientes
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
4- En el proceso de fundido normalmente se lleva la temperatura al valor más alto para aumentar la velocidad de fundido, sin embargo esto produce un aumento sustancial de humos con partículas, aumentando la carga de partículas en el sistema de filtrado. Si se tiene un sistema limitado en su capacidad es recomendable llevar la temperatura a valores mínimos que aseguren la reducción de la generación de humos y hacer más eficiente el sistema de filtrado instalado.
5- La variación de presión en las bombas (causada posiblemente por gasto en los engranajes o por filtros atascados), genera una variación en la cantidad de combustible a atomizar, las fugas de aire en el ducto que lo alimenta al quemador y el mal funcionamiento de la válvula reguladora de flujo de combustible a la entrada del quemador, dan como resultado una muy mala atomización lo que produce una mala combustión y partículas de aceite que no se queman, se van en la corriente de gases hacia el equipo filtrante.
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
6- En relación a el nivel de contaminación del aceite usado, es alto, especialmente agua y lodos, estos causan frecuentemente problemas en las bombas, los filtros, el calentador y la boquilla.Estos daños están causando serios problemas en la combustión y en el control de la llama.Las bombas tienen desgaste en sus engranajes causando una variación en el volumen de aceite alimentado al horno. El calentador presenta su resistencia de calentamiento con una capa de lodo adherida a esta, causando un calentamiento ineficiente y muy poco control de la causando un calentamiento ineficiente y muy poco control de la temperatura en el aceite antes de entrar al quemador.
7- boquilla de quemador con daños no reparables, especialmente en la parte donde se regula la posición para modular el atomizado del combustible. La deformación en su salida no permiten tener una forma de la llama adecuada, al introducir más aire para la combustión se hace mayor el problema de la deformación de la llama.Hay gran cantidad de gotas de combustible que no combustionan y sonLlevadas por el flujo de aire a lo largo de todo el sistema de extracción y filtración. Hay aceite quemado en ductos y filtros
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
8- Velocidad de rotación de 3 rpm/minuto muy alta para estehorno, produce gran cantidad de polvo dentro del horno al inicio delciclo de producción, que es cuando se tienen la carga en formasólida. Esta cantidad de polvo es mayor cuando se realiza elproceso de oxido reducción para obtener plomo elemental.
9- En lo relacionado a los materiales de la carga, hacemosreferencia especialmente a la forma como los cargan; introducenmaterial por material por la boca del horno, quedando dentro delmaterial por material por la boca del horno, quedando dentro delmismo capas de cada uno, si por desgracia introdujeron la sosacaustica o la antracita por último, estos se escapan fácilmente porel ducto de extracción de gases al iniciar el ciclo, lo que causamayor carga al equipo filtrante. Lo normal es que la carga semezcle fuera del horno y luego se introduzca ya sea manualmente ocon un equipo preparado para la tarea
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
10- El mal sello que tiene la compuerta frontal es debidoprincipalmente a una inadecuada instalación del cemento refractariode aislamiento, a la deformación de la superficie de la compuertapor efectos de la temperatura y a daño en la superficie de la bocadel cuerpo del horno (por golpes, mal aislamiento térmico ydeformación por temperatura); este problema permite que seescapen partículas de materiales sólidos y gases por la partefrontal del horno, los cuales deben ser captados por la campanainstalada en la parte superior del cuerpoinstalada en la parte superior del cuerpo
11- Se presenta un problema grabe de mala atomización, causadopor la falta de control y capacidad del aire de atomización, elinyector de aire no tiene la capacidad de suministrar el volumenadecuado para un buen atomizado debido a que ha sido reparadovarias veces y a perdido las condiciones de presión y volumen deaire inyectado; las rpm son menores a las establecidas en la placa.Por otro lado se tiene fugas en el sistema que lleva el aire alquemador y el damper de regulación de flujo está desajustado.
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
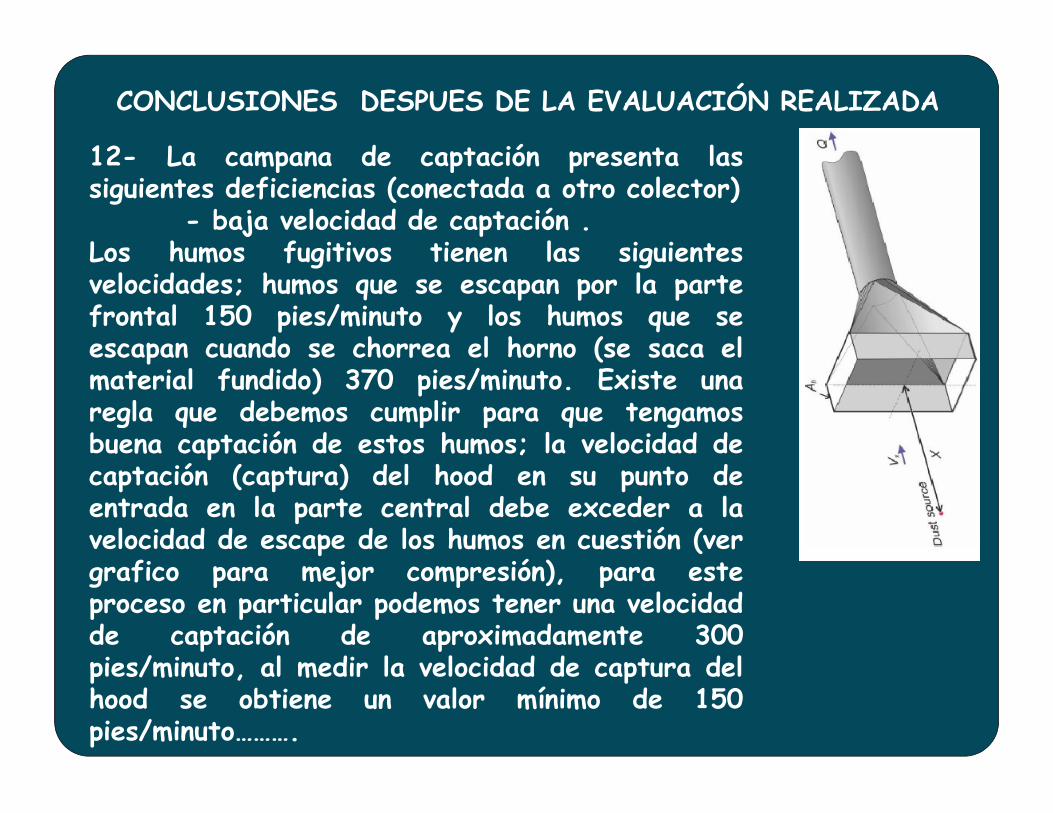
12- La campana de captación presenta lassiguientes deficiencias (conectada a otro colector)
- baja velocidad de captación .Los humos fugitivos tienen las siguientesvelocidades; humos que se escapan por la partefrontal 150 pies/minuto y los humos que seescapan cuando se chorrea el horno (se saca elmaterial fundido) 370 pies/minuto. Existe unaregla que debemos cumplir para que tengamosregla que debemos cumplir para que tengamosbuena captación de estos humos; la velocidad decaptación (captura) del hood en su punto deentrada en la parte central debe exceder a lavelocidad de escape de los humos en cuestión (vergrafico para mejor compresión), para esteproceso en particular podemos tener una velocidadde captación de aproximadamente 300pies/minuto, al medir la velocidad de captura delhood se obtiene un valor mínimo de 150pies/minuto……….

CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
….. Esta velocidad no es suficiente para captar los humos de chorreado, loscuales salen a mayor velocidad de escape por la mayor temperatura que tieneny el volumen de estos.Así: Flujo actual del hood= Área del hood x Velocidad de captaciónFlujo= 95 pies² x 150 pies/minuto = 14,250 pies³/ por minuto
La velocidad de captura que se debe tener para una buena captación de loshomos de chorreado es de 450 pies/minuto; esto nos exigiría un flujo en elsistema del hood de 42,750 pies³/minuto.
El flujo necesario para asegurar una buena captación es un valor prohibitivopara un horno de esta capacidad, el error que se ha cometido es utilizar unhood sobre todo el cuerpo del horno, un segundo error es usa un hood tipocanopy sin paredes que encierren al horno o que lleguen a una menor alturasobre el cuerpo del horno.Formula para cálculos de flujos en hood
Flujo en hood tipo canopy situado a un lado de la fuente
Flujo de hood tipo canopy situado sobre la fuente
Flujo de hood con paredes que rodean a la fuente
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
13- Tanque de choque presenta daños en su interior, tiene zonas donde existen entradas de aire en gran cantidad. Al momento de realizar las medidas de velocidad dentro del cuerpo, se tenia gran cantidad de material particulado recolectado en su interior, el cual estaba formando falsas paredes en el espacio cilíndrico interno; esto no permitió tomar mediciones de velocidad confiables, por lo cual solo serán tomados como referencia y no para obtener conclusiones sobre el funcionamiento del tanque de choque Es importante mencionar que un tanque de choque funcionando correctamente debe permitir bajar las velocidades del flujo en su interior a valores máximos de 300 pies/minuto, de preferencia menores. Al lograr esas velocidades se de 300 pies/minuto, de preferencia menores. Al lograr esas velocidades se asegura la captación del particulado mas grueso y pesado.
14- Anormalidades encontradas en los ductos- Diámetros diferentes (variación de velocidad del flujo)- Compuertas de limpieza con mal sello (entradas de aire perdida de succión en puntos de captación)- Picaduras en los ductos- Flanges de unión entre ductos deformados y sin la totalidad de los pernos de apriete (entrada de aire perdida de succión) - Ductos curvos usados para cambio de dirección con altas perdidas por utilizar relación R/D muy pequeñas (valor mínimo recomendado R/D=2), esto causa menor presión de succión en puntos de captación
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
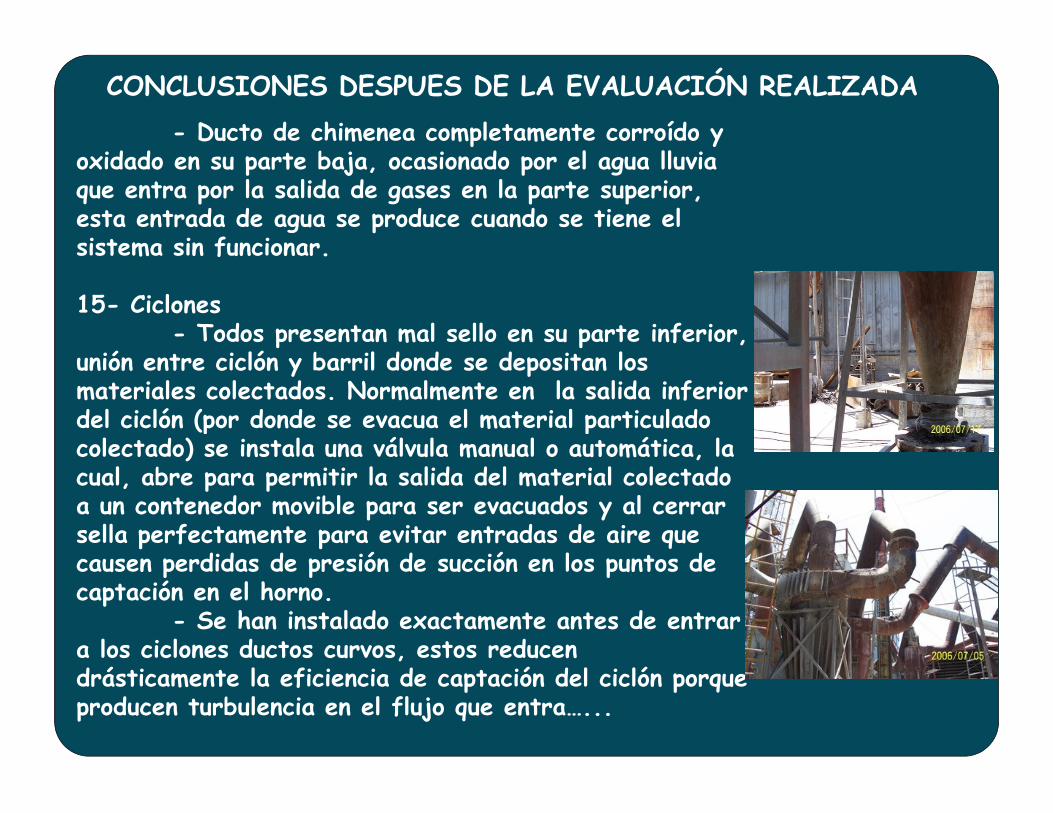
- Ducto de chimenea completamente corroído y oxidado en su parte baja, ocasionado por el agua lluvia que entra por la salida de gases en la parte superior, esta entrada de agua se produce cuando se tiene el sistema sin funcionar.
15- Ciclones- Todos presentan mal sello en su parte inferior,
unión entre ciclón y barril donde se depositan los materiales colectados. Normalmente en la salida inferior del ciclón (por donde se evacua el material particulado del ciclón (por donde se evacua el material particulado colectado) se instala una válvula manual o automática, la cual, abre para permitir la salida del material colectado a un contenedor movible para ser evacuados y al cerrar sella perfectamente para evitar entradas de aire que causen perdidas de presión de succión en los puntos de captación en el horno.
- Se han instalado exactamente antes de entrar a los ciclones ductos curvos, estos reducen drásticamente la eficiencia de captación del ciclón porque producen turbulencia en el flujo que entra…...

CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
…..este flujo turbulento al iniciar el movimiento helicoidal en el ciclón no sigue el camino en su totalidad hacia abajo y algunas partículas entran al flujo de salida (el cual sube por la parte central del ciclón) que lleva dirección ascendente buscando la salida del ciclón. Lo anterior reduce la eficiencia de captación especialmente en las partículas más pequeñas.
- Se obtuvieron las medidas de los cuerpos de los ciclones para clasificarlos por eficiencias de filtrado (existen tablas que relacionan las dimensiones y las eficiencias de estos); de los tres ciclones instalados, el más cercano al colector es de baja eficiencia (alta capacidad), y los otros dos convencionales. Fueron construidos para filtrar flujos que pueden estar dos convencionales. Fueron construidos para filtrar flujos que pueden estar en un rango desde 4,000 a 6,000 pies³/minuto produciendo caídas de presión en ellos de entre 3 y 4 pulgadas de agua.
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
….. Los ciclones instalados pueden manejar un mayor flujo que el de diseño, sin embargo, está comprobado que aumentando el flujo fuera del valor de diseño, se aumenta la caída de presión en el equipo (perdidas) a valores que pueden ser prohibitivos para el cálculo del extractor porque pueden aumentar sustancialmente el costo.
16- Colector de polvos está completamente deteriorado en su estructura, las causas principales son a saber
- Condensación del vapor de agua contenido en el flujo de gases en el interior del cuerpo. Esta humedad se mezcla con los diferentes elementos que contienen sulfuros en los gases produciendo un acido elementos que contienen sulfuros en los gases produciendo un acido suave, el cual ataca a la lamina de hierro.- Los daños externos son producto de la falta de mantenimiento del equipo.
17- El sistema de limpieza tipo pulse jet, esta inoperante las electroválvulas dañadas por roturas de membrana, tubos de disparo rotos y con los agujeros de salida del aire comprimido deformados y tapados, sistema electrónico de control de disparo con el 70% delas salidas funcionando. Los daños han sido causados por la humedad y aceite en el aire comprimido, descargas atmosféricas que han dañado al sistema electrónico, y polvo endurecido (que ha pasado del lado sucio al lado limpio) pegado a los orificios de salida del aire.
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
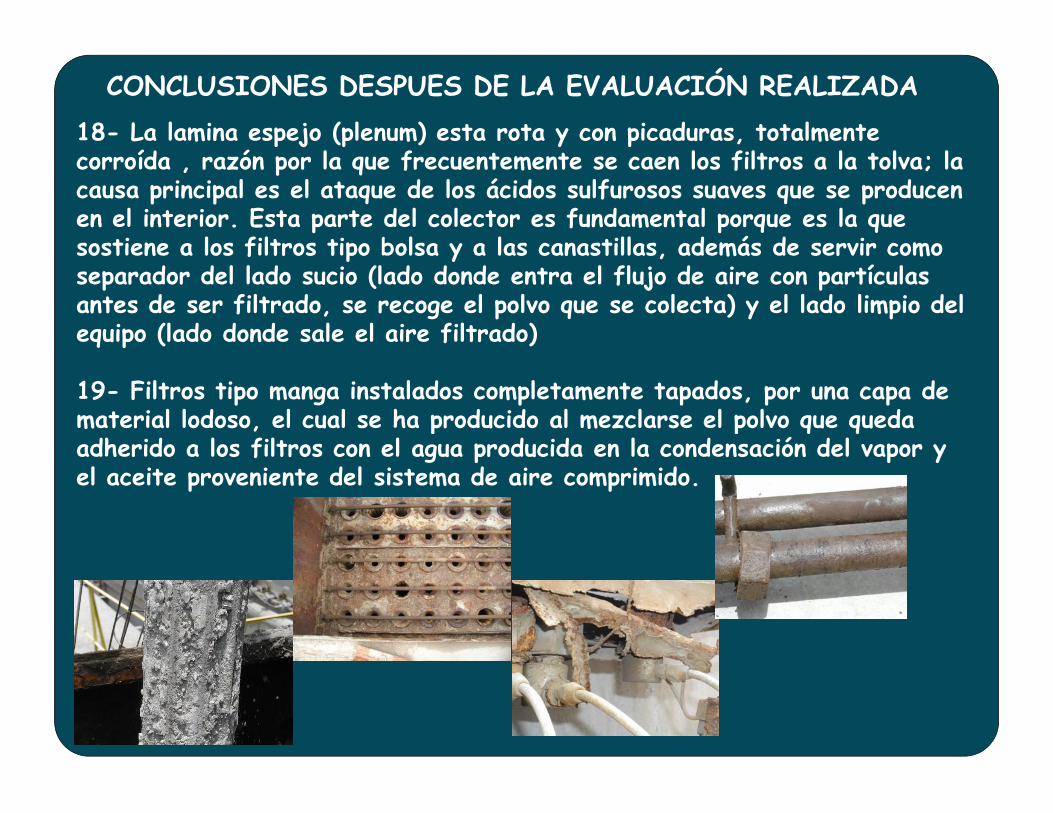
18- La lamina espejo (plenum) esta rota y con picaduras, totalmente corroída , razón por la que frecuentemente se caen los filtros a la tolva; la causa principal es el ataque de los ácidos sulfurosos suaves que se producen en el interior. Esta parte del colector es fundamental porque es la que sostiene a los filtros tipo bolsa y a las canastillas, además de servir como separador del lado sucio (lado donde entra el flujo de aire con partículas antes de ser filtrado, se recoge el polvo que se colecta) y el lado limpio del equipo (lado donde sale el aire filtrado)
19- Filtros tipo manga instalados completamente tapados, por una capa de material lodoso, el cual se ha producido al mezclarse el polvo que queda material lodoso, el cual se ha producido al mezclarse el polvo que queda adherido a los filtros con el agua producida en la condensación del vapor y el aceite proveniente del sistema de aire comprimido.
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
20- El daño causado por la condensación es grande, la causa principal que la produce es la disminución de la temperatura de los gases a valores menores o iguales a los del punto de rocío del vapor, produciéndose gotas de agua, las cuales se mezclan con los compuestos sulfurosos produciendo ácidos débiles. Al observar el funcionamiento del sistema en condiciones normales encontramos valores de temperaturas de gases entrando al colector de 80 grados centígrados (en el turno de noche), valor que dadas las condiciones de temperatura en el ambiente y de humedad relativa (cercana a 87% época lluviosa), son suficientes para que se produzca condensación del vapor de agua.de agua.Cuando preguntamos porque bajaban tanto la temperatura se nos indicó que era porque los filtros tipo manga estaban hechos de una tela que no soportaba más de 130 grados centígrados de forma permanente ( se compraban esos por ser más económicos). Al analizar como se reducía la temperatura desde más o menos 1,000 grados centígrados (salida del horno) en el proceso de oxido reducción hasta 80 grados a la entrada del colector pudimos comprobar que parte se reduce por transferencia al ambiente por medio de los ductos, ciclones y tanque de choque los cuales no están aislado, pero la reducción más drástica se hace con una entrada de aire fresco que se abre de forma manual en los ductos cercanos al colector……
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
….. Esa compuerta deja entrar aire que se mezcla con el flujo de gases calientes que llegan, reduciendo la temperatura a valores que los filtros puedan soportar sin dañarse. En el día la mezcla con el aire fresco baja la temperatura a valores en el proceso de fundido en un rango de 120 a 130 grados. Pudimos comprobar que la compuerta se mantiene siempre abierta aún sin que sea necesario (cuando se realiza el proceso de fundido o cuando en el tuno de noche la perdida de calor al ambiente por los ductos etc. Es mayor debido a que la temperatura del ambiente ha disminuido).es en esta condición cuando se obtienen los valores mínimos que producen la condensación.
También es importante hacer notar que la introducción de aire fresco reduce la cantidad de flujo de gases extraídos de los puntos de captación.
21- utilizando todas las mediciones de flujos, velocidades, temperaturas, presiones (PS, PV, PT) de succión, y datos de los parámetros de los procesos (producción, inyección de aire al quemador, temperaturas. Etc.) hemos preparado las capacidades que debe tener el sistema de extracción y filtrado, las describimos a continuación:……………..
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
….. PARAMETROS DEL SISTEMA
-Flujo de gases fugitivos que se deben captar en los hood (equipos de captación) que se colocan en la parte externa del horno, 2,000 pies³/minuto en el frente del horno y de 4,000 pies³/minutos en el punto donde se chorrea el material fundido. Total de flujo a extraer 6,000 pies³/minuto. Como son flujos que no es necesario que se capten simultáneamente podemos diseñar el sistema de filtrado para que tenga la capacidad de filtrar 4,000 pies³/minuto.
-Flujo de gases principal salida del gases del cuerpo del horno, para el -Flujo de gases principal salida del gases del cuerpo del horno, para el proceso de fundido hemos calculado un flujo principal de 5,300 pies³/minuto y para el proceso de oxido reducción 7,200 pies³/minuto. Si introducimos aire fresco para reducir la temperatura de los gases antes de entrar al colector debemos incrementar en 1,570 pies³/minuto al flujo total a filtrar, si se utilizan filtros para mayor temperatura (Nomex o similar para 180 grados centígrados) no será necesario el aire fresco y el volumen total de gases extraídos 7,200 pies³/minuto (empresa decidió utilizar filtros Nomex para mayor temperatura) -Volumen total a filtrar en colector, 7,200 pies³/minuto.
La empresa tiene un pequeño colector llamado manga sanitaría, ………….
CONCLUSIONES DESPUES DE LA EVALUACIÓN REALIZADA
….. Este se habilitará y usará para filtrar el flujo captado por los hood externos, de tal forma que solo nos quede el flujo principal de 7,200 pies³/minuto a filtrar en el sistema que está instalado.
SOLUCIONES IMPLEMENTADAS
1- Se implementó el acondicionamiento de los materiales a cargar al horno, se les reduce la humedad y se preparan cargas mezclando todos los materiales antes de introducirlas al horno
2- Se mejoró el sistema de filtrado del aceite usado en las líneas que llevan del tanque de uso diario hacia las bombas que lo envían a los hornos
3- Se limpiaron los tanques de almacenamiento del aceite usado evacuándoles el agua y los lodos que estaban sedimentados en la parte inferior de estos. Se implementará la limpieza delos mismos cuando sea necesario y se utilizará Se implementará la limpieza delos mismos cuando sea necesario y se utilizará el análisis Termográfico para evaluar cuando deben ser limpiados.
4- Se cambiaron los filtros de la línea que alimenta el aceite a los calentadores eléctricos que acondicionan la viscosidad del aceite antes de que este llegue a los quemadores.
5- Se limpiaron internamente los calentadores para eliminar una costra de material adherido a la resistencia que disminuía la transferencia de calor al aceite haciendo necesario un gasto mayor de energía para reducir la viscosidad por medio del calentamiento
SOLUCIONES IMPLEMENTADAS
6- Se cambio la boquilla del quemador y su bayoneta para eliminar los problemas ocasionados por el deterioro de este equipo (se compro repuesto original MONOMETER (no es recomendable fabricar este tipo de equipos)
7- Se instaló un control electrónico de velocidad para tener completo control de las RPM de rotación del horno, con el nuevo control se puede disminuir las RPM a menos de 3 RPM (velocidad fija que tenía el horno) o aumentarla según la etapa del proceso. Esto mejoró el proceso productivo y ayuda a disminuir la carga de particulado en el flujo de gases, especialmente al inicio del proceso de oxido reducción.de oxido reducción.
8- Se reparó la compuerta frontal de carga y la boca del horno para permitir un buen sellado cuando estas se unen al cierre de la compuerta y evitar el rebote de la llama.
9- Se cambio el motor del inyector de aire de atomización por uno que tuviera las RPM adecuadas que nos proporcionara la presión máxima de inyección y el volumen máximo de aire para atomizar
10- Se repararon las mangueras y el dámper de regulación de flujo del aire
SOLUCIONES IMPLEMENTADAS
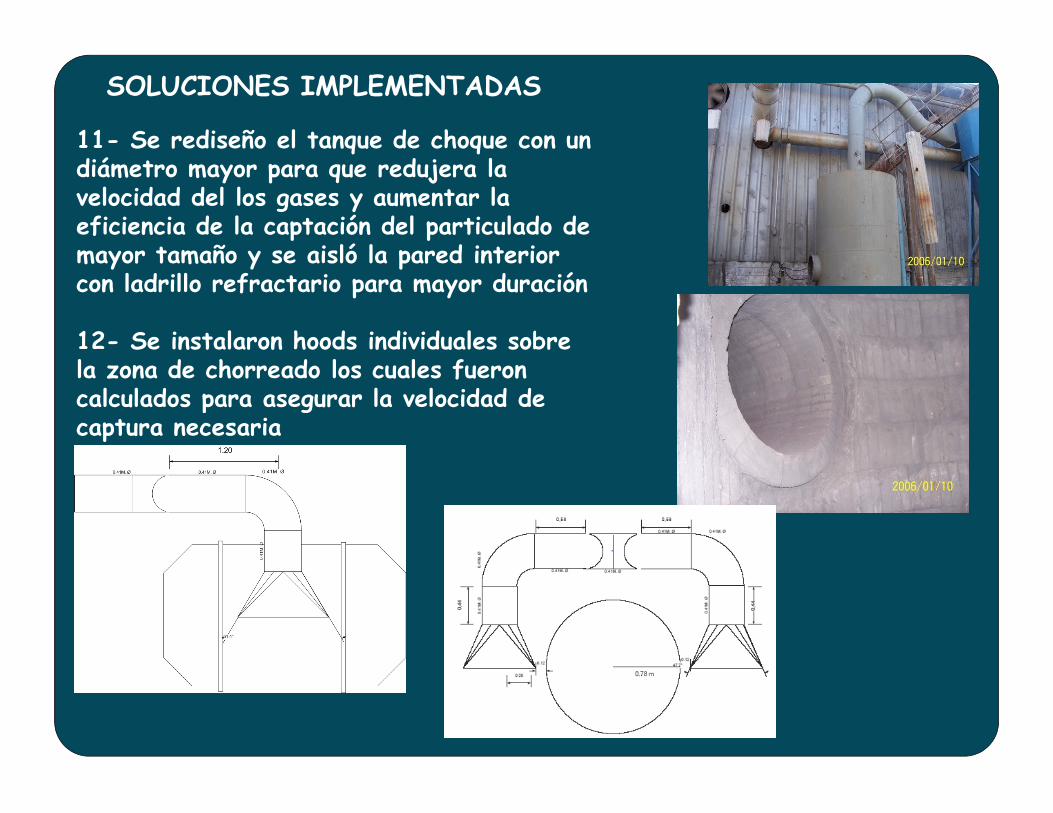
11- Se rediseño el tanque de choque con un diámetro mayor para que redujera la velocidad del los gases y aumentar la eficiencia de la captación del particulado de mayor tamaño y se aisló la pared interior con ladrillo refractario para mayor duración
12- Se instalaron hoods individuales sobre la zona de chorreado los cuales fueron calculados para asegurar la velocidad de calculados para asegurar la velocidad de captura necesaria
SOLUCIONES IMPLEMENTADAS
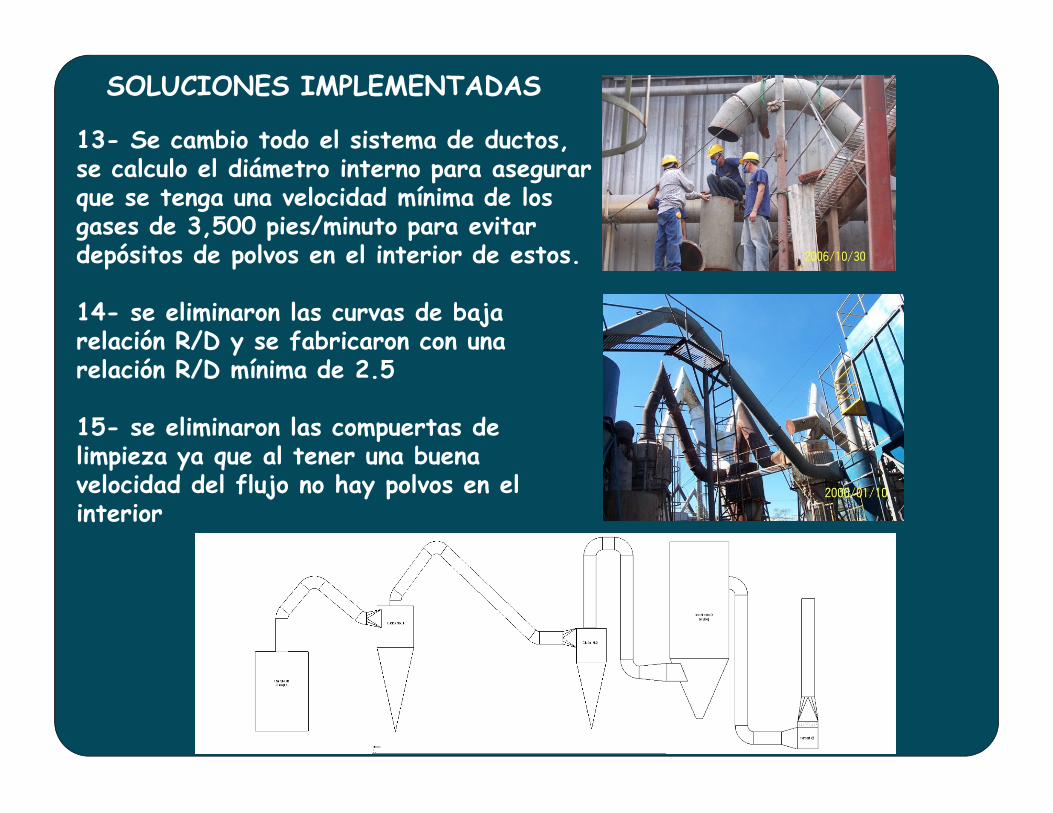
13- Se cambio todo el sistema de ductos, se calculo el diámetro interno para asegurar que se tenga una velocidad mínima de los gases de 3,500 pies/minuto para evitar depósitos de polvos en el interior de estos.
14- se eliminaron las curvas de baja relación R/D y se fabricaron con una relación R/D mínima de 2.5
15- se eliminaron las compuertas de limpieza ya que al tener una buena velocidad del flujo no hay polvos en el interior
SOLUCIONES IMPLEMENTADAS
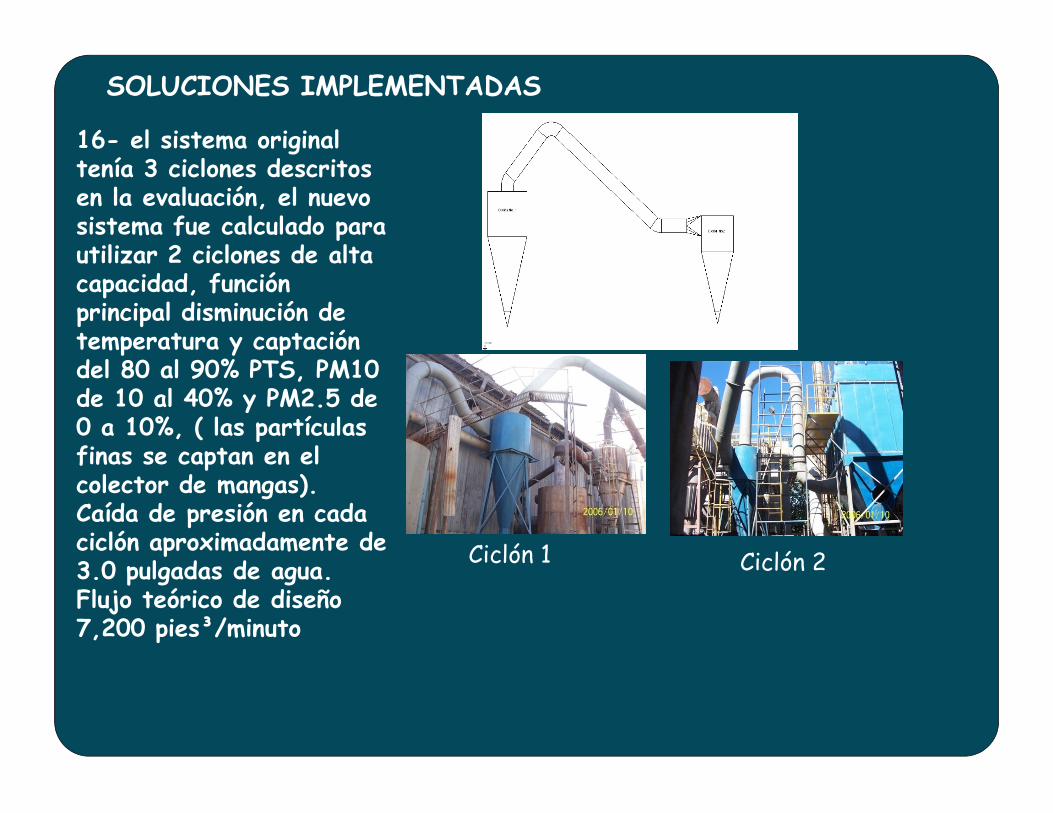
16- el sistema original tenía 3 ciclones descritos en la evaluación, el nuevo sistema fue calculado para utilizar 2 ciclones de alta capacidad, función principal disminución de temperatura y captación del 80 al 90% PTS, PM10 de 10 al 40% y PM2.5 de de 10 al 40% y PM2.5 de 0 a 10%, ( las partículas finas se captan en el colector de mangas). Caída de presión en cada ciclón aproximadamente de 3.0 pulgadas de agua. Flujo teórico de diseño 7,200 pies³/minuto
Ciclón 2Ciclón 1
SOLUCIONES IMPLEMENTADAS
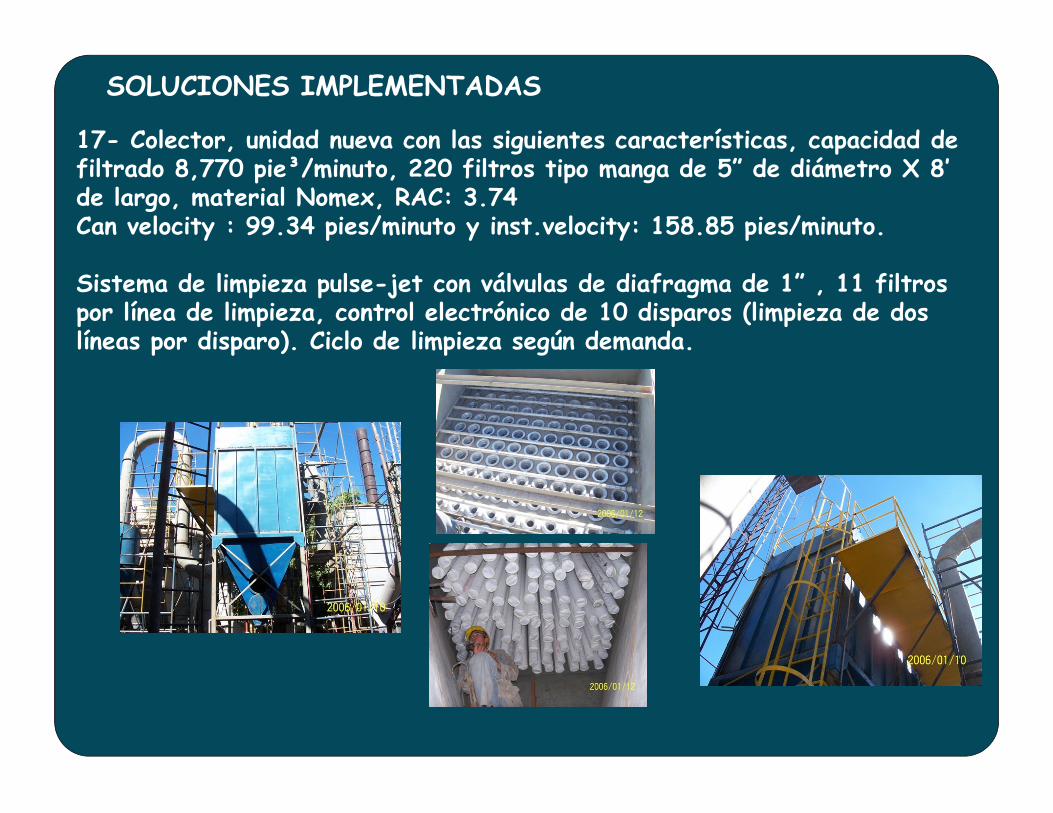
17- Colector, unidad nueva con las siguientes características, capacidad de filtrado 8,770 pie³/minuto, 220 filtros tipo manga de 5” de diámetro X 8’ de largo, material Nomex, RAC: 3.74Can velocity : 99.34 pies/minuto y inst.velocity: 158.85 pies/minuto.
Sistema de limpieza pulse-jet con válvulas de diafragma de 1” , 11 filtros por línea de limpieza, control electrónico de 10 disparos (limpieza de dos líneas por disparo). Ciclo de limpieza según demanda.

Con esta serie de presentaciones de un caso real no hemos querido profundizar en extremo cada tema desarrollado; nuestro fin principal ha sido dar una guía practica de cómo evaluar, diagnosticas y resolver un problema de un sistema de colección y filtrado de aire usando colector de mangas, en un tipo de industria de usando colector de mangas, en un tipo de industria de las más complicadas.Esperamos haber logrado el objetivo
hasta la próximawww.taconsult.org
[email protected].(503) 2130-2621Skype: ctomasinor