conception moule
TRANSCRIPT

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 1108
C F P
Concevoir unproduit injecteacute
Conception moules
Reacutefeacuterence stage 2029
(C)entre de (F)ormation de la (P)lasturgie39 rue de la Citeacute ndash 69441 LYON CEDEX 03
Teacutel 0472682828 ndash Fax 0472360080
E-Mail plastcfp-lyoncom
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 2108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 2 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 3108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 3 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
SOMMAIRE
I METHODOLOGIE DE CONCEPTION DUN MOULE 4
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE 7
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UN MOULEDINJECTION 13
IV LA CONCEPTION DES MOULES 18
V ARCHITECTURE DrsquoUN MOULE 20
VI LES ACIERS 24
VII LE CENTRAGE 32
VIII LES TECHNIQUES DALIMENTATION 35
IX LE MOULAGE SANS DECHET 49
X EVENTATION DU MOULE 63
XI FONCTION MISE EN FORME 64
XII FONCTION REFROIDISSEMENT 68
XIII DEMOULAGE 80
XIV EJECTION 87
XV RESUME (PRIX DE REVIENT PREVISIONNEL) 100
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 4108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 4 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
I METHODOLOGIE DE CONCEPTION DUN MOULE
A CONTEXTE DE LETUDE DUN MOULE
Deux situations sont possibles
983214 Lentreprise sous-traite le moule chez un mouliste apregraves consultationagrave partir du dessin de deacutefinition
Cest le bureau d eacutetude mouliste qui exeacutecute leacutetude du moule et il doitinteacutegrer toutes les fonctions dans sa reacutealisation deacutefinition de
lalimentation du bloc empreinte de leacutejection du refroidissement de lacineacutematique de ladaptation agrave la machine et des fonctions seacutecuriteacute et
maintenance
Cette eacutetude donne le plan densemble la nomenclature des eacuteleacutements
constitutifs avec les aciers et les traitements
Une validation par les speacutecialistes processus et production du donneur
dordre donnent le visa bon pour exeacutecution apregraves avoir demandeacutes lesmodifications ou ameacuteliorations dans la deacutefinition de leacutetude
983214 Lentreprise garde la maicirctrise du processus de moulage et la deacutefinition
des fonctions principales du moule alimentation bloc empreinterefroidissement eacutejection et cineacutematique des mouvements
Un dessin de deacutefinition et un cahier des charges concernant la deacutefinition
des aciers des traitements et des eacuteleacutements standards est transmis soit agrave
latelier moule inteacutegreacute ou au mouliste exteacuterieur qui exeacutecutera les plans
densemble en compleacutetant les fonctions non deacutefinies
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 5108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 5 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
B LE GROUPE DETUDE MOULE
Leacutequipe d eacutetude est modifieacutee pour faire appel agrave trois fonctions
- Concepteur moule speacutecialiste des dessins deacutetude moule (DAO ou
autres) de lorganisation du moule de sa cineacutematique et avoir une bonne
connaissance des eacuteleacutements standards et de leur utilisation Il doit aussi
maicirctriser le choix des aciers et de leur traitement
- Le speacutecialiste processus qui va conseiller le concepteur dans ledomaine des eacutecoulements de la thermique et des ameacuteliorations de
laspect et des performances de la piegravece injecteacutee (tensions internes lignede soudure brucirclures )
- Le speacutecialiste de l usinage adapteacute au moule parcours doutil en CNfaisabiliteacute en eacutelectro eacuterosion
La deacutefinition par le dessin du moule se reacutesume souvent agrave un plan
densemble et aux dessins de deacutetails des blocs empreintes Cette approche
est rendu possible par le fait qu un moule est un prototype et que les professionnels qui le reacutealisent sont capable dextraire les dessins de
deacutetails du plan densemble
Le plan densemble du moule deacutefinit par 3 vues principales et des coupes
complexes la structure de la carcasse la disposition des empreintes de
lalimentation des mouvements de leacutejection et du refroidissement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 6108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 6 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
C METHODOLOGIE DE LETUDE DUN MOULE
La meacutethodologie deacutetude du moule permet de deacutefinir par une succession
deacutetapes le deacuteroulement et la validation
983214 Des donneacutees eacuteconomiques
- productiviteacute du moule cest agrave dire le produit de la cadence
preacutevisionnelle annuelle et la dureacutee de vie du produit (nombre danneacutees de
vie du produit)- optimisation du nombre dempreintes prix de revient de la piegravece
mouleacutee (valeur ajouteacutee en fonction de la production horaire du taux
horaire de la presse agrave utiliser) avec part matiegravere y compris alimentation
(suivant possibiliteacute de recyclage ou non) Ce prix de revient est agrave mettre
en rapport avec lamortissement moule dont le prix eacutevolue lui aussi avec
le nombre dempreinte Le nombre dempreinte optimum sera rameneacute agrave
un nombre pair de preacutefeacuterence multiple de 2 pour des questionsdeacutequilibrage de longueur de canaux dalimentation
983214 De l optimisation des performances du moule par r apport auprocessus de moulage
- eacutelimination des deacutefauts lieacutes agrave leacutecoulement et agrave la thermique
- optimisation des pertes de charges et des cisaillement matiegravere
- fiabiliteacute par une cineacutematique adapteacutee et par un dimensionnement
tenant compte de la fatigue du moule-adaptation agrave plusieurs modegraveles de presse pour augmenter la
flexibiliteacute
Les phases de leacutetude du moule sont deacutecrites dans le diagramme ci-dessous
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 2108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 2 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 3108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 3 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
SOMMAIRE
I METHODOLOGIE DE CONCEPTION DUN MOULE 4
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE 7
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UN MOULEDINJECTION 13
IV LA CONCEPTION DES MOULES 18
V ARCHITECTURE DrsquoUN MOULE 20
VI LES ACIERS 24
VII LE CENTRAGE 32
VIII LES TECHNIQUES DALIMENTATION 35
IX LE MOULAGE SANS DECHET 49
X EVENTATION DU MOULE 63
XI FONCTION MISE EN FORME 64
XII FONCTION REFROIDISSEMENT 68
XIII DEMOULAGE 80
XIV EJECTION 87
XV RESUME (PRIX DE REVIENT PREVISIONNEL) 100
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 4108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 4 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
I METHODOLOGIE DE CONCEPTION DUN MOULE
A CONTEXTE DE LETUDE DUN MOULE
Deux situations sont possibles
983214 Lentreprise sous-traite le moule chez un mouliste apregraves consultationagrave partir du dessin de deacutefinition
Cest le bureau d eacutetude mouliste qui exeacutecute leacutetude du moule et il doitinteacutegrer toutes les fonctions dans sa reacutealisation deacutefinition de
lalimentation du bloc empreinte de leacutejection du refroidissement de lacineacutematique de ladaptation agrave la machine et des fonctions seacutecuriteacute et
maintenance
Cette eacutetude donne le plan densemble la nomenclature des eacuteleacutements
constitutifs avec les aciers et les traitements
Une validation par les speacutecialistes processus et production du donneur
dordre donnent le visa bon pour exeacutecution apregraves avoir demandeacutes lesmodifications ou ameacuteliorations dans la deacutefinition de leacutetude
983214 Lentreprise garde la maicirctrise du processus de moulage et la deacutefinition
des fonctions principales du moule alimentation bloc empreinterefroidissement eacutejection et cineacutematique des mouvements
Un dessin de deacutefinition et un cahier des charges concernant la deacutefinition
des aciers des traitements et des eacuteleacutements standards est transmis soit agrave
latelier moule inteacutegreacute ou au mouliste exteacuterieur qui exeacutecutera les plans
densemble en compleacutetant les fonctions non deacutefinies
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 5108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 5 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
B LE GROUPE DETUDE MOULE
Leacutequipe d eacutetude est modifieacutee pour faire appel agrave trois fonctions
- Concepteur moule speacutecialiste des dessins deacutetude moule (DAO ou
autres) de lorganisation du moule de sa cineacutematique et avoir une bonne
connaissance des eacuteleacutements standards et de leur utilisation Il doit aussi
maicirctriser le choix des aciers et de leur traitement
- Le speacutecialiste processus qui va conseiller le concepteur dans ledomaine des eacutecoulements de la thermique et des ameacuteliorations de
laspect et des performances de la piegravece injecteacutee (tensions internes lignede soudure brucirclures )
- Le speacutecialiste de l usinage adapteacute au moule parcours doutil en CNfaisabiliteacute en eacutelectro eacuterosion
La deacutefinition par le dessin du moule se reacutesume souvent agrave un plan
densemble et aux dessins de deacutetails des blocs empreintes Cette approche
est rendu possible par le fait qu un moule est un prototype et que les professionnels qui le reacutealisent sont capable dextraire les dessins de
deacutetails du plan densemble
Le plan densemble du moule deacutefinit par 3 vues principales et des coupes
complexes la structure de la carcasse la disposition des empreintes de
lalimentation des mouvements de leacutejection et du refroidissement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 6108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 6 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
C METHODOLOGIE DE LETUDE DUN MOULE
La meacutethodologie deacutetude du moule permet de deacutefinir par une succession
deacutetapes le deacuteroulement et la validation
983214 Des donneacutees eacuteconomiques
- productiviteacute du moule cest agrave dire le produit de la cadence
preacutevisionnelle annuelle et la dureacutee de vie du produit (nombre danneacutees de
vie du produit)- optimisation du nombre dempreintes prix de revient de la piegravece
mouleacutee (valeur ajouteacutee en fonction de la production horaire du taux
horaire de la presse agrave utiliser) avec part matiegravere y compris alimentation
(suivant possibiliteacute de recyclage ou non) Ce prix de revient est agrave mettre
en rapport avec lamortissement moule dont le prix eacutevolue lui aussi avec
le nombre dempreinte Le nombre dempreinte optimum sera rameneacute agrave
un nombre pair de preacutefeacuterence multiple de 2 pour des questionsdeacutequilibrage de longueur de canaux dalimentation
983214 De l optimisation des performances du moule par r apport auprocessus de moulage
- eacutelimination des deacutefauts lieacutes agrave leacutecoulement et agrave la thermique
- optimisation des pertes de charges et des cisaillement matiegravere
- fiabiliteacute par une cineacutematique adapteacutee et par un dimensionnement
tenant compte de la fatigue du moule-adaptation agrave plusieurs modegraveles de presse pour augmenter la
flexibiliteacute
Les phases de leacutetude du moule sont deacutecrites dans le diagramme ci-dessous
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 3108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 3 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
SOMMAIRE
I METHODOLOGIE DE CONCEPTION DUN MOULE 4
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE 7
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UN MOULEDINJECTION 13
IV LA CONCEPTION DES MOULES 18
V ARCHITECTURE DrsquoUN MOULE 20
VI LES ACIERS 24
VII LE CENTRAGE 32
VIII LES TECHNIQUES DALIMENTATION 35
IX LE MOULAGE SANS DECHET 49
X EVENTATION DU MOULE 63
XI FONCTION MISE EN FORME 64
XII FONCTION REFROIDISSEMENT 68
XIII DEMOULAGE 80
XIV EJECTION 87
XV RESUME (PRIX DE REVIENT PREVISIONNEL) 100
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 4108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 4 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
I METHODOLOGIE DE CONCEPTION DUN MOULE
A CONTEXTE DE LETUDE DUN MOULE
Deux situations sont possibles
983214 Lentreprise sous-traite le moule chez un mouliste apregraves consultationagrave partir du dessin de deacutefinition
Cest le bureau d eacutetude mouliste qui exeacutecute leacutetude du moule et il doitinteacutegrer toutes les fonctions dans sa reacutealisation deacutefinition de
lalimentation du bloc empreinte de leacutejection du refroidissement de lacineacutematique de ladaptation agrave la machine et des fonctions seacutecuriteacute et
maintenance
Cette eacutetude donne le plan densemble la nomenclature des eacuteleacutements
constitutifs avec les aciers et les traitements
Une validation par les speacutecialistes processus et production du donneur
dordre donnent le visa bon pour exeacutecution apregraves avoir demandeacutes lesmodifications ou ameacuteliorations dans la deacutefinition de leacutetude
983214 Lentreprise garde la maicirctrise du processus de moulage et la deacutefinition
des fonctions principales du moule alimentation bloc empreinterefroidissement eacutejection et cineacutematique des mouvements
Un dessin de deacutefinition et un cahier des charges concernant la deacutefinition
des aciers des traitements et des eacuteleacutements standards est transmis soit agrave
latelier moule inteacutegreacute ou au mouliste exteacuterieur qui exeacutecutera les plans
densemble en compleacutetant les fonctions non deacutefinies
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 5108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 5 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
B LE GROUPE DETUDE MOULE
Leacutequipe d eacutetude est modifieacutee pour faire appel agrave trois fonctions
- Concepteur moule speacutecialiste des dessins deacutetude moule (DAO ou
autres) de lorganisation du moule de sa cineacutematique et avoir une bonne
connaissance des eacuteleacutements standards et de leur utilisation Il doit aussi
maicirctriser le choix des aciers et de leur traitement
- Le speacutecialiste processus qui va conseiller le concepteur dans ledomaine des eacutecoulements de la thermique et des ameacuteliorations de
laspect et des performances de la piegravece injecteacutee (tensions internes lignede soudure brucirclures )
- Le speacutecialiste de l usinage adapteacute au moule parcours doutil en CNfaisabiliteacute en eacutelectro eacuterosion
La deacutefinition par le dessin du moule se reacutesume souvent agrave un plan
densemble et aux dessins de deacutetails des blocs empreintes Cette approche
est rendu possible par le fait qu un moule est un prototype et que les professionnels qui le reacutealisent sont capable dextraire les dessins de
deacutetails du plan densemble
Le plan densemble du moule deacutefinit par 3 vues principales et des coupes
complexes la structure de la carcasse la disposition des empreintes de
lalimentation des mouvements de leacutejection et du refroidissement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 6108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 6 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
C METHODOLOGIE DE LETUDE DUN MOULE
La meacutethodologie deacutetude du moule permet de deacutefinir par une succession
deacutetapes le deacuteroulement et la validation
983214 Des donneacutees eacuteconomiques
- productiviteacute du moule cest agrave dire le produit de la cadence
preacutevisionnelle annuelle et la dureacutee de vie du produit (nombre danneacutees de
vie du produit)- optimisation du nombre dempreintes prix de revient de la piegravece
mouleacutee (valeur ajouteacutee en fonction de la production horaire du taux
horaire de la presse agrave utiliser) avec part matiegravere y compris alimentation
(suivant possibiliteacute de recyclage ou non) Ce prix de revient est agrave mettre
en rapport avec lamortissement moule dont le prix eacutevolue lui aussi avec
le nombre dempreinte Le nombre dempreinte optimum sera rameneacute agrave
un nombre pair de preacutefeacuterence multiple de 2 pour des questionsdeacutequilibrage de longueur de canaux dalimentation
983214 De l optimisation des performances du moule par r apport auprocessus de moulage
- eacutelimination des deacutefauts lieacutes agrave leacutecoulement et agrave la thermique
- optimisation des pertes de charges et des cisaillement matiegravere
- fiabiliteacute par une cineacutematique adapteacutee et par un dimensionnement
tenant compte de la fatigue du moule-adaptation agrave plusieurs modegraveles de presse pour augmenter la
flexibiliteacute
Les phases de leacutetude du moule sont deacutecrites dans le diagramme ci-dessous
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 4108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 4 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
I METHODOLOGIE DE CONCEPTION DUN MOULE
A CONTEXTE DE LETUDE DUN MOULE
Deux situations sont possibles
983214 Lentreprise sous-traite le moule chez un mouliste apregraves consultationagrave partir du dessin de deacutefinition
Cest le bureau d eacutetude mouliste qui exeacutecute leacutetude du moule et il doitinteacutegrer toutes les fonctions dans sa reacutealisation deacutefinition de
lalimentation du bloc empreinte de leacutejection du refroidissement de lacineacutematique de ladaptation agrave la machine et des fonctions seacutecuriteacute et
maintenance
Cette eacutetude donne le plan densemble la nomenclature des eacuteleacutements
constitutifs avec les aciers et les traitements
Une validation par les speacutecialistes processus et production du donneur
dordre donnent le visa bon pour exeacutecution apregraves avoir demandeacutes lesmodifications ou ameacuteliorations dans la deacutefinition de leacutetude
983214 Lentreprise garde la maicirctrise du processus de moulage et la deacutefinition
des fonctions principales du moule alimentation bloc empreinterefroidissement eacutejection et cineacutematique des mouvements
Un dessin de deacutefinition et un cahier des charges concernant la deacutefinition
des aciers des traitements et des eacuteleacutements standards est transmis soit agrave
latelier moule inteacutegreacute ou au mouliste exteacuterieur qui exeacutecutera les plans
densemble en compleacutetant les fonctions non deacutefinies
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 5108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 5 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
B LE GROUPE DETUDE MOULE
Leacutequipe d eacutetude est modifieacutee pour faire appel agrave trois fonctions
- Concepteur moule speacutecialiste des dessins deacutetude moule (DAO ou
autres) de lorganisation du moule de sa cineacutematique et avoir une bonne
connaissance des eacuteleacutements standards et de leur utilisation Il doit aussi
maicirctriser le choix des aciers et de leur traitement
- Le speacutecialiste processus qui va conseiller le concepteur dans ledomaine des eacutecoulements de la thermique et des ameacuteliorations de
laspect et des performances de la piegravece injecteacutee (tensions internes lignede soudure brucirclures )
- Le speacutecialiste de l usinage adapteacute au moule parcours doutil en CNfaisabiliteacute en eacutelectro eacuterosion
La deacutefinition par le dessin du moule se reacutesume souvent agrave un plan
densemble et aux dessins de deacutetails des blocs empreintes Cette approche
est rendu possible par le fait qu un moule est un prototype et que les professionnels qui le reacutealisent sont capable dextraire les dessins de
deacutetails du plan densemble
Le plan densemble du moule deacutefinit par 3 vues principales et des coupes
complexes la structure de la carcasse la disposition des empreintes de
lalimentation des mouvements de leacutejection et du refroidissement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 6108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 6 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
C METHODOLOGIE DE LETUDE DUN MOULE
La meacutethodologie deacutetude du moule permet de deacutefinir par une succession
deacutetapes le deacuteroulement et la validation
983214 Des donneacutees eacuteconomiques
- productiviteacute du moule cest agrave dire le produit de la cadence
preacutevisionnelle annuelle et la dureacutee de vie du produit (nombre danneacutees de
vie du produit)- optimisation du nombre dempreintes prix de revient de la piegravece
mouleacutee (valeur ajouteacutee en fonction de la production horaire du taux
horaire de la presse agrave utiliser) avec part matiegravere y compris alimentation
(suivant possibiliteacute de recyclage ou non) Ce prix de revient est agrave mettre
en rapport avec lamortissement moule dont le prix eacutevolue lui aussi avec
le nombre dempreinte Le nombre dempreinte optimum sera rameneacute agrave
un nombre pair de preacutefeacuterence multiple de 2 pour des questionsdeacutequilibrage de longueur de canaux dalimentation
983214 De l optimisation des performances du moule par r apport auprocessus de moulage
- eacutelimination des deacutefauts lieacutes agrave leacutecoulement et agrave la thermique
- optimisation des pertes de charges et des cisaillement matiegravere
- fiabiliteacute par une cineacutematique adapteacutee et par un dimensionnement
tenant compte de la fatigue du moule-adaptation agrave plusieurs modegraveles de presse pour augmenter la
flexibiliteacute
Les phases de leacutetude du moule sont deacutecrites dans le diagramme ci-dessous
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 5108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 5 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
B LE GROUPE DETUDE MOULE
Leacutequipe d eacutetude est modifieacutee pour faire appel agrave trois fonctions
- Concepteur moule speacutecialiste des dessins deacutetude moule (DAO ou
autres) de lorganisation du moule de sa cineacutematique et avoir une bonne
connaissance des eacuteleacutements standards et de leur utilisation Il doit aussi
maicirctriser le choix des aciers et de leur traitement
- Le speacutecialiste processus qui va conseiller le concepteur dans ledomaine des eacutecoulements de la thermique et des ameacuteliorations de
laspect et des performances de la piegravece injecteacutee (tensions internes lignede soudure brucirclures )
- Le speacutecialiste de l usinage adapteacute au moule parcours doutil en CNfaisabiliteacute en eacutelectro eacuterosion
La deacutefinition par le dessin du moule se reacutesume souvent agrave un plan
densemble et aux dessins de deacutetails des blocs empreintes Cette approche
est rendu possible par le fait qu un moule est un prototype et que les professionnels qui le reacutealisent sont capable dextraire les dessins de
deacutetails du plan densemble
Le plan densemble du moule deacutefinit par 3 vues principales et des coupes
complexes la structure de la carcasse la disposition des empreintes de
lalimentation des mouvements de leacutejection et du refroidissement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 6108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 6 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
C METHODOLOGIE DE LETUDE DUN MOULE
La meacutethodologie deacutetude du moule permet de deacutefinir par une succession
deacutetapes le deacuteroulement et la validation
983214 Des donneacutees eacuteconomiques
- productiviteacute du moule cest agrave dire le produit de la cadence
preacutevisionnelle annuelle et la dureacutee de vie du produit (nombre danneacutees de
vie du produit)- optimisation du nombre dempreintes prix de revient de la piegravece
mouleacutee (valeur ajouteacutee en fonction de la production horaire du taux
horaire de la presse agrave utiliser) avec part matiegravere y compris alimentation
(suivant possibiliteacute de recyclage ou non) Ce prix de revient est agrave mettre
en rapport avec lamortissement moule dont le prix eacutevolue lui aussi avec
le nombre dempreinte Le nombre dempreinte optimum sera rameneacute agrave
un nombre pair de preacutefeacuterence multiple de 2 pour des questionsdeacutequilibrage de longueur de canaux dalimentation
983214 De l optimisation des performances du moule par r apport auprocessus de moulage
- eacutelimination des deacutefauts lieacutes agrave leacutecoulement et agrave la thermique
- optimisation des pertes de charges et des cisaillement matiegravere
- fiabiliteacute par une cineacutematique adapteacutee et par un dimensionnement
tenant compte de la fatigue du moule-adaptation agrave plusieurs modegraveles de presse pour augmenter la
flexibiliteacute
Les phases de leacutetude du moule sont deacutecrites dans le diagramme ci-dessous
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 6108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 6 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
C METHODOLOGIE DE LETUDE DUN MOULE
La meacutethodologie deacutetude du moule permet de deacutefinir par une succession
deacutetapes le deacuteroulement et la validation
983214 Des donneacutees eacuteconomiques
- productiviteacute du moule cest agrave dire le produit de la cadence
preacutevisionnelle annuelle et la dureacutee de vie du produit (nombre danneacutees de
vie du produit)- optimisation du nombre dempreintes prix de revient de la piegravece
mouleacutee (valeur ajouteacutee en fonction de la production horaire du taux
horaire de la presse agrave utiliser) avec part matiegravere y compris alimentation
(suivant possibiliteacute de recyclage ou non) Ce prix de revient est agrave mettre
en rapport avec lamortissement moule dont le prix eacutevolue lui aussi avec
le nombre dempreinte Le nombre dempreinte optimum sera rameneacute agrave
un nombre pair de preacutefeacuterence multiple de 2 pour des questionsdeacutequilibrage de longueur de canaux dalimentation
983214 De l optimisation des performances du moule par r apport auprocessus de moulage
- eacutelimination des deacutefauts lieacutes agrave leacutecoulement et agrave la thermique
- optimisation des pertes de charges et des cisaillement matiegravere
- fiabiliteacute par une cineacutematique adapteacutee et par un dimensionnement
tenant compte de la fatigue du moule-adaptation agrave plusieurs modegraveles de presse pour augmenter la
flexibiliteacute
Les phases de leacutetude du moule sont deacutecrites dans le diagramme ci-dessous
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 7108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 7 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
II FACTEURS INFLUENCcedilANT LA CONCEPTION DU MOULE
Piegravece - Forme
- Poids
- Epaisseur- Nombre
- Cadence
Le facteur humain - Les ideacutees de geacuteniedu concepteur
- Labominablehomme des non
Matiegravere - Caracteacuteristiques rheacuteologiques- Caracteacuteristiques thermiques
- Le retrait- Coloration
- Nature- Prix
- Toleacuterances
- Versions
- Aspect
Le mouli ste - Le parc machine
- La capaciteacute des machines- Le savoir-faire
Deacutelai Conception du moule Les facteur s eacuteconomiques
- Investissement
- Amortissement
Presse - Parc disponible- IAG- Multi matiegraveres
- Montage- Buse- Raccords
- Caracteacuteristiques
Accessoires
- Robot- Reacutegulation
- Eau- Huile- Puissance eacutelectrique
- Courses- Puissance- Vitesses
- Entre colonnes- Plastification
Main dœuvre - Disponibiliteacute
- Qualification
- Coucirct- Habitudes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 8108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 8 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
A PIECE
1 Formes
Moule agrave gauffre agrave tiroirs agrave deacutevissagehellip
Injection deacuteporteacutee injections multiples seacutequenceacuteeshellipMouvements agrave lrsquoouverture du moule film charniegravere preacute fermeture ou preacute
enfonccedilage drsquoeacuteleacutementshellip
2 Poids
Grosses piegraveces tregraves petites piegraveces (lt agrave 1 gr) utilisation de ceintures anti
statiquehellip
3 Epaisseur
Parois tregraves eacutepaisses ou tregraves minces (02 agrave 03 mm)
Longueur drsquoeacutecoulement le nombre de points drsquoinjectionhellip
4 Nombre
Quantiteacute de piegraveces agrave produirePetite quantiteacute moule en PT certaines fonctions en reprise (perccedilage
taraudagehellip)Moule prototypehellip
Grande quantiteacute (plusieurs millions corps de stylo rasoirshellip) acier de
grandes performances eacutetudes rheacuteologique et thermique tregraves pousseacutees
5 Cadence
Nombre drsquoempreintes moule agrave eacutetagehellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 9108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 9 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
6
Toleacuterances
Deacutecompression deacutevecirctissage ouvertures multiples assistance par air
comprimeacuteThermique du moule piloteacutee
Equilibrage des injections eacuteleacutements rapporteacuteshellip
7 Versions
Changement rapide des eacuteleacutements
8 Aspect
Acier eacutetats de surface (polissage grainagehellip)
B FACTEURS HUMAINS
Les ideacutees nouvel les
Il ne sera jamais garanti que la conception drsquoun moule est la meilleure
Il y a toujours moyen de trouver de nouvelles techniques de nouveauxeacuteleacutements standards plus performants plus simples plus fiables donc
moins chegraveres
On entend trop souvent dire laquo On ne change pas quelque chose qui
marche raquo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 10108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 10 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C MATIERE
1 Caracteacuteristi ques rheacuteologiques
Section des canaux adapteacutes agrave la viscositeacute laquo pas raquo de canaux chauds pour
les matiegraveres thermosensibles
2 Caracteacuteristiques thermiques
Moule isoleacute
3 Coloration
Deacutegagement de gaz +- agressifs
4 Nature
Matiegraveres corrosives (PVC) utilisation drsquoaciers inox
Matiegraveres alleacutegeacutees moule en alliages leacutegers avec une bonne eacuteventation
5
Prix Matiegraveres chargeacutees (Isxef 50 FV moins cher qursquoun Ixef)
D LE MOULISTE
1 Le parc machine
Erosion agrave fil rectifieuses de profil presse drsquoenfonccedilagehellip
2
La capaci teacutedes mach ines
Faces drsquoappui fraiseacutees ou bouchonneacutees mais pas rectifieacutees
Empreintes rapporteacutee dans la masse elle ne passerait pas dans le bac delrsquoeacuterosionhellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 11108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 11 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
E LE DELAI
Pour hier utilisation de carcasse standard avec lrsquoempreinte rapporteacutee en
preacutetraiteacute
F LES FACTEURS ECONOMIQUES
1 L rsquo investissement
Calcul du nombre drsquoempreintes eacuteconomiques
2 L rsquo amortissement
Nombre de cycles pour amortir un bloc chaud pour amortir un moulehellip
G LA PRESSE
1 Le parc disponible
Force de fermeture volume injectable capaciteacute plastification horairenombre drsquoasservissementshellip
2 Montage
Fixation par brides boutonniegraveres automatiquehellipLe centrage lrsquoappui de la buse lrsquoattelage drsquoeacutejection les raccordshellip
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 12108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 12 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
H LA MAIN DrsquoŒUVRE
1 Quali fi cation
2 Disponibil i teacute
3 Habitudes
4 Coucirct
Moule exploiteacute dans les pays ougrave la main drsquoœuvre est bon marcheacute (reprise
drsquousinage eacutebavurage des piegraveces pose drsquoinsertshellip)
I LES ACCESSOIRES
1 Robots
2 Tapis
3 Convoyeur
4 Reacutegulateur
5 Fr igo
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 13108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 13 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
III CALCUL DU NOMBRE DEMPREINTES OPTIMUM DANS UNMOULE DINJECTION
Le calcul est neacutecessaire chaque fois que lon aura le choix du nombre
dempreintes agrave disposer dans un moule dinjection sans que celui-ci
modifie notablement larchitecture geacuteneacuterale du moule ou le choix de la
presse
X ndash le prix du moule agrave 1 empreinte en FrancsY ndash le coucirct de lempreinte additionnelle en Francs
Q ndash le coucirct horaire de la presse en Francs
S ndash le coucirct horaire des salaires en FrancsN ndash le nombre total de piegraveces agrave fabriquer
t ndash la dureacutee du cycle en minute
Soit n le nombre dempreintes rechercheacute
Coucirct du moule pour n empreintes
Cn = X + Y (n-1) = (X - Y)+ Yn
Coucirct du fonctionnement de la presse
Qu = n60
Qt
Coucirct du salaire par piegravece
Su = n60
St
Coucirct du moule par piegravece
Cu = N
Cn
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 14108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 14 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
En remplaccedilant Cn par sa valeur
Cu = N
Yn)YX( +minus
Coucirct de moulage dune piegravece Cum = Qu + Su + Cu
En remplaccedilant Qu Su et Cu par leurs valeurs
N
Yn
N
YX
n60
St
n60
QtCum +
minus++=
N
Yn
N
YX)SQ(
n60
tCum +
minus++=
Si lon trace la courbe des points repreacutesentant le coucirct de moulage
fonction du nombre dempreintes on saperccediloit que cette courbe passe
par un minimum
Pour trouver la valeur de ce nombre dempreintes nous donnant le coucirct
minimum nous proceacutedons agrave la deacuteriveacutee de la fonction puis nous eacutegalons
agrave zeacutero pour trouver son minimum
Rappel deacuteriveacutee de 23 x3x =
x2x2=
1x =
dune constante = 0
dex
1
x
12
=
Ici la fonction est sous la forme de cbxx
ay ++=
dou 0bx
ay
2
++=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 15108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 15 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Deacuterivons donc par rapport agrave n
( )N
YSQ
n60
t
dn
dCum2
++minus
=
Egalons agrave zeacutero
( ) 0N
YSQ
n60
t2
=++minus
dou( )
Y
Nt
60
SQn2 +
=
( )Y 60
NtSQn
+=
Nota Nous remarquons que x a disparu dans la deacuteriveacutee Ceci paraicirct
normal puisque le calcul na dinteacuterecirct quagrave partir de la deuxiegravemeempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 16108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 16 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 17108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 17 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
NOMBRE OPTIMAL DEMPREINTE
1 Seacuterie 400 000 piegraveces2 Coucirct horaire machine+salaire 250Fh
3 Pivot I agrave relier avec point 4
4 Coucirct pour une empreinte 12 500 F5 Pivot II agrave relier avec point 6
6 Temps de cycle 15s
7 Nombre dempreintes optimal 6
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 18108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 18 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
IV LA CONCEPTION DES MOULES
Le moule a plusieurs fonctions agrave remplir
1 Fonction alimentation
Le moule doit conduire la matiegravere en fusion depuis la buse de presse jusquagrave lempreinte
2 Fonction mise en forme
Cest la forme et les dimensions des parties moulantes qui deacuteterminent la
forme et les dimensions de la piegravece plastique
3 Fonction refroidissement
La matiegravere entre en fusion dans les parties moulantes Il faut donc la
refroidir pour quelle se solidifie Cest souvent le refroidissement qui est
le temps le plus important dans un cycle de moulage
4
Foncti on deacutemoulagePour deacutemouler les piegraveces plastiques il faut souvent faire des
mouvements plus ou moins complexes avant de les eacutejecter
5 Foncti on seacutecuri teacute
Les pressions neacutecessaires pour le remplissage et le compactage sont
consideacuterables Elles creacuteent des forces pouvant atteindre plusieurs milliersde KdaN
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 19108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 19 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Architecture geacuteneacuterale d un moule
Dans un moule nous trouverons donc
983214 un systegraveme dalimentation
983214 des parties moulantes
983214 un systegraveme de refroidissement
983214 un systegraveme deacutejection
En plus il devra ecirctre assez fort pour supporter les hautes pressions
Il doit aussi permettre une adaptation facile sur la machine pour cela ilcorrespond au cahier des charges du transformateur
983214 identification du moule
983214 levage et manutention
983214 centrage sur la presse
983214 bridage du moule
983214accouplements (attelage deacutejection raccords des circuits de
refroidissement des circuits hydrauliques pneumatiques eacutelectriquesthermocouples et puissances les deacutetecteurs de position le controcircle de
rentreacutee deacutejection)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 20108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 20 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
V ARCHITECTURE DrsquoUN MOULE
La plupart des moules sont conccedilus selon ce scheacutema
Moule fermeacute pendant la phase drsquoinjection et de refroidissement
Ouverture du moule au plan de joint 1
egravere
phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 21108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 21 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
Ejection de la piegravece 2egraveme phase du deacutemoulage
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 22108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 22 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 23108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 23 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
V6 Vis Chc 2 M6x20V5 Vis Chc 2 M6x12
V4 Vis Chc 6 M8x18
V3 Vis Chc 2 M12x25
V2 Vis Chc 4 M10x25
V1 Vis Chc 4 M10x100
Q Joint torique 16 J-Franccedilais φ 25x25
P Anneau de levage 1 Rabourdin 1022 M 16
O Ressort de compression 4 355 φ 16x75
N About de raccordement 4 901 φ 14
M Bouchon 2 1203 φ 18
L Reccedilu de buse 1 619 φ 20x63
K Repos de batterie 6 608 φ 16x4
J Poussoir de remise agrave zeacutero 4 628 φ 8x100 (9400)
I Ejecteur 4 628 φ 6x160 (11259)
H Arrache carotte 1 628 φ 4x100 (88)
G Goupille 8 501 φ 4x12
F Bague de centrage 1 617 φ 100
E Bague de guidage eacutepauleacutee 2 1061 φ 12x10x25
D Colonne de guidage 2 651 φ 12x50x20
C Douille de centrage 4 551 φ 16x90
B Bague de guidage 4 1071 φ 16x32
A colonne de guidage 4 Rabourdin 651 φ 16x40x32
14 Barrette de seacutecuriteacute 1 30x5x11013 Attelage deacutejection 1 φ 25x100
12 Rondelle 1 φ 22x3
11 Plot de soutien 1 φ 20x5000
10 Poinccedilon 4 φ 38x5059
9 Empreinte 4 φ 38x3200
8 Semelle 1 160x20x200
7 Plaque deacutejection 1 92x16x160
6 Contre plaque deacutejection 1 92x12x160
5 Tasseau 2 52x32x160
4 Contre plaque 1 160x32x160
3 Plaque porte poinccedilon 1 160x32x160
2 Plaque porte empreinte 1 160x32x1601 Semelle 1 160x20x200
Rep Deacutesignation Nb Matiegravere Traitements Cotes finies
Indice Modification Date Dessinateur
BOUCHON
CIRFAP
10 Bd Edmond Michelet69008 LYONTeacutel 04-78-77-05-35
Poids du moule 37Kg Echelle 1 Date 1er Avril 2000 Dessinateur JPL
Presse Billion Matiegravere ABS Retrait 05 Reacutef Ndeg3615
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 24108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 24 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
VI LES ACIERS
Deacutefinition Cest un alliage Fer Carbone
0 17 667 de Carbone
Ferszlig ______ aciers _________ agraveszlig ________ fontes _________ agrave
A LA NORME AFNOR (AVANT 1995)
1 Les aciers fins non al l ieacutes dune grande pureteacutechimique
(soufre+phosphore lt0065)
123
XC 48 impureteacutes
igrave euml Acier fin 048 de Carbone
2 Les aciers faiblement al l ieacutes
Aucun eacuteleacutement daddition ne deacutepasse la teneur de 5
035 de Carbone egrave 35 N C D 16 ccedil valeur du 1er eacuteleacutement
igrave eacute euml
Nickel Chrome Molybdegravene
La valeur des eacuteleacutements est agrave diviser par 4 pour C K M N S pour obtenir le
reacuteel par 10 pour les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 25108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 25 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
3 Les aciers for tement al l ieacutes
1 eacuteleacutement daddition au moins a une teneur de 5
Acier fortement allieacute egrave Z 38 C D V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml Vanadium
038de Carbone Chrome Molybdegravene
On nindique pas les valeurs dont la teneur est lt agrave 1
B LA NORME AFNOR DEPUIS 1995
1
Les aciers f ins non al l ieacutes C 48eacute
Acier fin agrave 048 de Carbone
2 Les aciers faiblement al l ieacutes
Teneur en manganegravese le 1
Teneur de chaque eacuteleacutement dalliage lang 5
La deacutesignation comprend dans lordre
- un nombre entier eacutegal agrave cent fois le pourcentage de la teneur moyenne encarbone
- un ou plusieurs groupes de lettres qui sont les symboles chimiques deseacuteleacutements daddition rangeacutes dans lordre des teneurs deacutecroissantes
- une suite de nombre rangeacutes dans le mecircme ordre que les eacuteleacutements dalliage et
indiquant le pourcentage de la teneur moyenne de chaque eacuteleacutement
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 26108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 26 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Ces teneurs sont multiplieacutees par un facteur variable en fonction des eacuteleacutementsdalliage
035 de Carbone egrave 35 Ni Cr Mo 16 ccedil valeur du 1er eacuteleacutementigrave eacute euml
Nickel Chrome Molybdegravene
Eleacutement dalliage Facteur
Cr Co Mn Ni Si W 4
Al Be Cu Mo Nb
Pb Ta Ti V Zr
10
Ce N P S 100
B 1000
3 Les aciers for tement al l ieacutes
Teneur dau moins un eacuteleacutement dalliage ge 5
La deacutesignation commence par la lettre X suivie de la mecircme deacutesignation que celle
des aciers faiblement allieacutes agrave lexception des valeurs des teneurs qui sont en
pourcentage reacuteel
Acier fortement allieacute egrave X 38 Cr Mo V 5 ccedil reacuteel du 1er eacuteleacutement daddition
igrave eacute euml euml
038 de Carbone Chrome Molybdegravene Vanadium
On nindique pas les valeurs dont la teneur est lang agrave 1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 27108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 27 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
Eleacutement dalliage Symbolemeacutetallurgique Symbole chimique
Aluminium A Al
Antimoine R Sb
Argent Ag
Beacuteryllium Be Be
Bismuth Bi Bi
Bore B
Cadmium Cd
Ceacuterium Ce
Chrome C CrCobalt K Co
Cuivre U Cu
Etain E Sn
Fer Fe Fe
Gallium Ga
Lithium Li
Magneacutesium G Mg
Manganegravese M Mn
Molybdegravene D Mo Nickel N Ni
Niobium Nb
Plomb Pb Pb
Silicium S Si
Strontium Sr
Titane T Ti
Tungstegravene W W
Vanadium V V
Zinc Z Zn
Zirconium Zr
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 28108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 28 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
C ACIERS LES PLUS UTILISES POUR LA FABRICATION DESMOULES DrsquoINJECTION
THYSSEN AFNOR DIN daNmm
2
Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
HM 75 XC 48 1730 6570
GLHAX 40CMD8+S 2312 105120 Oui Non laquolaquo laquo
40CMD8 2311 105115 Oui laquolaquo laquo laquolaquo 34
Z35CD17+S 2394 95110 Non laquo laquolaquolaquo laquo 17
55NCDV7+S 2792 125140 laquo laquolaquo
CNL 45NCD16 2767 5254 Hrc (Non) Oui laquolaquolaquo laquo laquolaquolaquo 28
35NCD16 2766LBV
5052 Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo
W66 EFS Z38CDV5 2343EFS
5054 Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo 27
Thyrinox LBV Z40CNDV14 5052 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 22
SS 116 Z155CDV12-1 2379 6062 Hrc Oui laquo laquo laquolaquolaquo laquo 16
ALUMEC 89 5560 laquolaquolaquo 165
Cu U E-Cu 58 22 395
ELMEDUR X Cu Cr Zr 4447 320
ELMEDUR HA CU Co Ni Be 7090 210
ELMEDUR
B2
Cu Be 3843 Hrc 120
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 29108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 29 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
AUBERT
amp
DUVAL
AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm Kdeg
SM2G 55CND4 100110 Oui Oui laquolaquo laquo laquolaquolaquo 46
PLASTAL 55CNDV4 135145 Oui laquo laquolaquo laquolaquo 46
819B 35NCD16 5052Hrc (Non) Oui laquolaquolaquolaquo laquo laquolaquolaquolaquo 33
SMV3 (W) Z40CDV5 5054Hrc Oui Oui laquolaquo laquo laquolaquo laquolaquolaquo(laquo) 25
X13T6 Z40CD15 5052Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 23
SANCY 2 Z165CDWV12 6062 Hrc Oui laquo laquo laquolaquolaquo laquolaquo 23
APX Z16CN17-2 3243 Hrc Oui laquo laquolaquolaquo laquolaquo laquolaquolaquo 19
XDBD Z100CD17 5458 Hrc Oui laquolaquo laquolaquolaquo laquo 25
ST25 Cu Be 4244 Hrc laquolaquolaquo laquolaquolaquo laquo laquolaquolaquo 105
UDDEHOLM AFNOR DIN daNmm2 Trempe +
revenu
Traitement
de surface
Grainage Teacutenaciteacute Corrosion Usure Polissa
ge
λ Wm Kdeg
HOLDAX 40CMD8+S 2312 105120 Oui Non 29
IMPAX 35CND7 100110 Oui Oui 29
RAMAX S Z33CMD17+S 100110 Non laquolaquolaquo 23
ORVAR Z40CDV5 5052 Hrc Oui laquolaquo 25
STAVAX-ESR Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquo 23
OPTIMAX Z38CSMV14 5254 Hrc laquolaquo laquolaquolaquo laquolaquo laquolaquolaquolaquo
23
MOLDMAX Cu Be 12O130
laquolaquolaquo laquolaquolaquo 130105
PROTHERM Cu Co Be 80 245
AMPCO AFNOR DIN daNmm2 Trempe +revenu
Traitementde surface
Grainage Teacutenaciteacute Corrosion Usure Polissage λ Wm K
AMPCO 18 CU Al Fe 70 63
AMPCOLOY 97
AMPCOLOY 972
Cu Cr
Cu Cr Zr
36
53
333
320
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 30108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 30 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
14 Barrette de seacutecuriteacute 1
13 Attelage drsquoeacutejection 1
12 Rondelle 1
11 Plot de soutien 1
10 Poinccedilon 4
9 Empreinte 4
8 Semelle 1
7 Plaque drsquoeacutejection 1
6 Contre plaque drsquoeacutejection 1
5 Tasseau 2
4 Contre plaque 1
3 Plaque porte poinccedilon 1
2 Plaque porte empreinte 1
1 Semelle 1
Petite seacuterie Grande seacuterie
Petits moules
Grand
moules
Rep Deacutesignation Nb Traitements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 31108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 31 Module Ndeg 2029
copy Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 32108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 32 Module Ndeg 2029 copy Centre de Formation de la Plasturgie
VII LE CENTRAGE
Fixation du moule Bilan des centrages et des guidages
Bague de
centrage sans
eacutepaulement
Bague de centrage
eacutepauleacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 33108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 33 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La pression dans lempreinte peut entraicircner unglissement entre la partie fixe et la partie
mobile
Le centrage eacutevite le glissement entre les deu parties du moule
Les parties du moule peuvent sexcentreacutees sous leffet de la pressionmatiegravere Le remplissage peut ecirctre favoriseacute dans une partie du moule ce
qui amplifie le deacutefaut
Pour eacuteviter une excentration des deux parties du moule on procegravede agrave un
recentrage soit par un cocircne soit par des faces inclineacutees Ce recentrage
peut ecirctre dans le 1er
cas en protection du plan de joint et dans le second
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 34108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 34 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
cas en maintien de lempreinte
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 35108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 35 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
VIII LES TECHNIQUES DALIMENTATION
A CAROTTE DIRECTE
Coniciteacute 4deg Maxi
R=1
(Attention un rayon tropfort peut creacuteer une masse)
E Maxi
D=E Maxi+1
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 36108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 36 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Injection par carotte inclineacutee
B CAROTTE INCLINEE
La carotte inclineacutee est une solution simple pour reacutesoudre le problegravemedexcentration dune empreinte
Son utilisation eacutevite lemploi dun bloc chaud ou de faire travailler les
meacutecanismes de fermeture de presse en porte agrave faux
Linclinaison est le agrave 30deg le rayon de deacutemoulageau pied de la carotte est
tregraves important plus il est grand plus il facilite le deacutemoulage mais plus ilaugmente la masse vers larrache carotte et plus il augmente le temps de
cycle Attention linclinaison est limiteacutee avec des matiegraveres rigides
notamment celles chargeacutees fibres de verre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 37108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 37 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LES CANAUX DALIMENTATION
Equilibrage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 38108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 38 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 39108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 39 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Avantages amp inconveacutenients des diffeacuterents profils des canauxdalimentation
D D D
D
d
D D
Avantages Inconveacutenients
Canal cylindrique Cest le canal le plus
perfomant car il offre une
section deacutecoulement
maximale pour un peacuterimegravetre
minimal
Usinage sur 2 plaques du
moule Cependant avec les
machines agrave commande
numeacuterique cet inconveacutenient
disparaicirctUtilisation difficile avec les
moules 3 plaques
Canal cylindrique plus
deacutepouille pour deacuteporter le
plan de joint
Usinage sur une seule plaque
Utilisation avec les moules 3
plaques
-Difficulteacute pour la reacutealisation
de loutil speacutecial affutage
deacutelicat
-Perte de matiegravere par rapport
au canal rond
Canal trapeacutezoiumldal Usinage sur une seule plaque
Utilisation avec les moules 3
plaquesOutil speacutecial plus facile agrave
affuter
-Perte de matiegravere par rapport
au canal rond
Canal frac12 cylindrique Mauvais eacutecoulement
Canal rectangulaire Faciliteacute dexeacutecution Mauvais deacutemoulage
Mauvais eacutecoulement
Lefficaciteacute dun canal se deacutetermine par son Dh (diamegravetre hydraulique)
P
S4Dh =
S=sectionP=peacuterimegravetre
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 40108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 40 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES POINTS DINJECTION SOUS-MARIN
Ce type dinjection permet une seacuteparation entre la piegravece et le systegravemedalimentation On parle alors de deacutegrappage automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 41108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 41 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Fonctionnement du deacutecarottage automatique
Deacutegrappage pendant louverture Deacutegrappage pendant leacutejection
Forme des sous- marin pour matiegraveres non chargeacutees
Sous-marin conique Sous-marin tronc-conique Sous-marin spheacuterique
Forme des sous- marin pour matiegraveres chargeacutees
Position du canal par rapport au point dinjection
Correct Correct A eacuteviter
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 42108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 42 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 43108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 43 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
E LES TUNNELS INCURVES
Cette technique permet de positionner le point dinjection en dehors dune
zone visible sans toutefois ecirctre obligeacute de retourner tout le moule
Attention cette technique se limite au matiegraveres non chargeacutees fibres de
verre
D
d3
d2
d1
X
Y
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 44108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 44 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
F MOULE 3 PLAQUES
1 I njection capill aire ou pin-point
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 45108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 45 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
Moules 3 plaques
Le moule agrave 2 plans de joint
1 plan de joint
pour la carotte
1 plan de joint
pour la piegravece
1egravere
ouverture plan de joint
carotte
(impeacuteratif
pour une
bonne casse
du point
dinjection)
2egraveme
ouverture
plan de joint
piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 46108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 46 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Moule 3 plaques
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 47108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 47 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
G LES SYSTEMES DINJECTION
a b dc
Alimentation piegraveces fermeacutees
Alimentation piegraveces tubulaires
e f g h
i j k
Alimentation piegraveces plates
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 48108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 48 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Les systegravemes dinjection
a ndash Carotte directe centraleRemplissage facile de
lempreinte
Phase de maintien efficace
Deacutecarottage meacutecanique
b ndash Capill aire ou pin-poin tRemplissage correct
Phase de maintien peu efficace
Deacutecarottage automatique
Moule 3 plaques
c ndash Lateacuterale seui l di rectLigne de soudure
Phase de maintien peu
efficace
Ovalisation des piegravecesDeacutecarottage en reprise
d ndash Lateacuterale sous-mar ineLigne de soudure
Phase de maintien peu efficace
Ovalisation des piegraveces
Deacutecarottage automatique
e ndash Canal annul air e + nappePas de lignede soudure
Phase de maintien meacutediocre
Moule multi-empreintes
Deacutecarottage meacutecanique
f ndash Canal annulai re + napp ou diaphragme
Pas de lignede soudure
Phase de maintien meacutediocre
Moule mono-empreinte
Deacutecarottage meacutecanique
g ndash 4 seui ls directs ou sous- marinsLignes de soudure
Phase de maintien efficace
Deacuteformations agrave crainde
Deacutecarottage plus facile ouautomatique
h ndash Entreacutee en entonnoirRemplissage facile
Phase de maintien efficace
Cylindriciteacute parfaite
Deacutecarottage meacutecanique
i ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage meacutecanique
j ndash Entreacutee en nappeRemplissage correct
Phase de maintien correctDeacutecarottage manuel oumeacutecanique
k ndash Entreacutee en nappeSous-marin possible
Remplissage correctPhase de maintien correct
Deacutecarottage meacutecanique ou
automatique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 49108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 49 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
IX LE MOULAGE SANS DECHET
A GENERALITES
Lindustrie de la transformation des matiegraveres plastiques est en continuelle
eacutevolution
Face au pays agrave main dœuvre bon marcheacute il faut que notre industrie
sautomatise et soptimise
La suppression des carottes et des canaux dalimentation permet
dautomatiser la production
Lutilisation de systegraveme agrave canaux chauds permet une diminution des
coucircts matiegraveres (plus de deacutechet dalimentation) et une diminution des
cycles de moulage (bien souvent la carotte et les canaux dalimentation
par leur section importante donnent un refroidissement long)
Pour meacutemoire
tR = t1mm x e 2
tR temps de refroidissement
t1mm temps de refroidissement pour 1mm
e eacutepaisseur
Le moulage en canaux chauds permet de reacutesoudre ces problegravemes
Cette technique oblige une adaptation des savoirs faire et des
investissement plus important agrave court terme
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 50108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 50 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Dans linjection des thermoplastiques ougrave chaque piegravece chaque matiegraveresont un cas particulier le concepteur de moule a le choix entre plusieurs
techniques mateacuteriels en fonction des critegraveres imposeacutes
B INTERET ECONOMIQUE DUN SYSTEME A CANAUXCHAUDS
Lanalyse qui suit met en eacutevidence les conseacutequences eacuteconomiques de
lutilisation dun systegraveme agrave canaux chauds
Pour cette analyse nous avons tenu compte des facteurs suivants
983214 coucirct supleacutementaire du moule
983214 prix de la matiegravere injecteacutee983214 eacuteconomie de matiegravere
983214 taux horaire machine
983214 temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 51108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 51 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Nous navons pas tenu compte des autres avantages du systegraveme qui sont beaucoup plus difficiles agrave chiffrer mais qui apportent un plus par rapport
agrave un canal froid
Absence de coucirct de stockage des carottes
Absence de systegraveme de tri piegravecescarottes
Absence de deacutecoupe des carottes
Absence de matiegravere rebroyeacutee (souvent cause de panne)Travail en automatique sans personnel
Nous pouvons calculer le nombre de cycles pour amortir le systegraveme par
la formule
)th0t(3600
CmEcmp
CaAc
minus+
=
Ac Nombre de cycle de production agrave partir duquel lutilisation du
systegraveme est amortie
Ca Coucirct additionnel conseacutecutif agrave lemploi du systegraveme y compris
lamortissement du mateacuteriel de reacutegulation
mp (FKg) Prix de la matiegravere plastique utiliseacutee
Ec (Kg) Economie de poids des carottes reacutealiseacutee par lemploi du
systegraveme
Cm (Fh) Coucirct le lheure machine + opeacuterateur
th (s) Cadence de production avec utilisation du systegraveme agrave canaux
chauds
t0 (s) Cadence de production sans systegraveme agrave canaux chauds
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 52108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 52 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C LE MOULAGE PAR INJECTION
Le moulage par injection de piegraveces plastiques consiste agrave transfeacuterer de la
matiegravere agrave leacutetat plastifieacute dans une ou plusieurs empreintes par
lintermeacutediaire dun systegraveme dalimentation
3 techniques sont possibles
1 1 egravere technique
Les canaux permettant le transfert sont comme une piegravece il faut pouvoirles deacutemouler les laisser se solidifier dans le moule dougrave une perte de
temps et de matiegravere mecircme si ces canaux sont rebroyeacutes et reacuteutiliseacutes en
faible pourcentage pour ecirctre de nouveau introduit dans le moule(uniquement pour les thermoplastiques avec en geacuteneacuteral une perte des
caracteacuteristiques meacutecaniques de la nouvelle piegravece et une perte de retrait
mecircme si le premier moulage a eacuteteacute fait dans de bonnes conditions detransformation)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 53108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 53 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
1egravere ouverture2egraveme ouverture
Moule 3 plaquesLa carotte se solidifie en mecircme temps que
les piegraveces dougrave un deacutechet important de
matiegravere
Alimentation 16 empreintes en canal froidinjection lateacuterale au plan de joint du moule
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 54108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 54 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
2
2 egraveme technique
La matiegravere dans les canaux de transfert reste agrave la tempeacuterature de moulage
jusquagrave lentreacutee de lempreinte ce qui se traduit par une diminution des pertes de matiegravere et un gain de productiviteacuteen effet le temps de
solidification de la matiegravere nest plus que celui propre de la piegravece de
mecircme que lon gagne le temps de remplissage du systegraveme dalimentation
Bloc chaud
Isolateur
Alliage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule multi-empreintes
Canal chaud ndash bloc chaud
Can al chaud agrave latempeacuterature d inject ion
Piegravece
Alimentation de 16 empreintes sans
deacutechet au sommet de la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 55108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 55 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
3
3 egraveme technique
Cest un compromis entre les deux premiegraveres techniques une partie des
eacuteleacutements de transfert garde la matiegravere chaude tandis quune autre solidifiedes petits canaux (cas des petites piegraveces ou dinjections lateacuterales deacutecaleacutees
de laxe de la machine)
Ce compromis permet de limiter les investissements notamment sur les
busettes Les petits canaux ne produisants que peu de deacutechet ne perturbent pas le temps de refroidissement
Canal chaudMini carotte
Moule multi-empreintes
Alimentation mixte canaux chauds + canaux
froids
Canal chaud agrave latempeacuterature dinjectio
Piegravec
Canalfroid
Alimentation mixte de 16 empreintes
- canaux chauds pour alimenter un groupede 4
- canux froids pour alimenter les 4 piegraveces
du groupe
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 56108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 56 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
D LES DIFFERENTS SYSTEMES DE CANAUX CHAUDS
1 Dimensions des seui ls d in jection
Les mecircmes regravegles sont agrave appliquer pour les moules agrave canaux chauds que
pour les moules agrave canaux froids
2 La reacutegulation thermi que des eacuteleacutements chauffants
Les polymegraveres thermoplastiques sont des produits dont la viscositeacute varie
selon la tempeacuterature Il est impeacuteratif de preacutevoir un investissement ensystegravemes de reacutegulation et de controcircle des tempeacuteratures Lutilisation de
moules agrave canaux chauds sans systegraveme de pilotage megravene agrave leacutechec
3 Moule mono emprein te agraveanti chambre sans obturation
Buse machine
Matiegravere froideisolante
Matiegravere chaude
Antichambre
Contre deacutepouille pour accrochage du tamponen cas de refroidissement
Buse agrave anti chambre Buse agrave anti chambre avec accrochagetampon
De tels systegravemes permettent de mouler le polyeacutethylegravene et le
polypropylegravene agrave grande cadence Pour le polystyregravene il est neacutecessaire
dadjoindre un embout de buse en alliage agrave haute conductibiliteacute
thermique
(On utilise des alliages agrave base de cuivre fortement deacuteconseilleacutes pour latransformation du polyeacutethylegravene et du polypropylegravene)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 57108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 57 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Buse machineEmbout de buse enalliage de cuivre
Buse machine agrave pointe en alliage agrave haute
conductibiliteacute thermique
(Bronze au beacuteryllium
Cuivre au chrome-zirconiumhellip)
4 Moule mono empreinte agraveanti chambre agraveobturation
Dans le cas ougrave le temps de plastification est supeacuterieur au temps de
refroidissement il est neacutecessaire dobturer le seuil dinjection dougrave
lutilisation de buse agrave obturateur (buse agrave aiguille)
Levier de commandedu ointeau
Buse de moulerefroidie
Pointeau
Sonde
Collier
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 58108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 58 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
5
Moule mul ti - empreintes agravecanaux chauds bloc fr oid
Apregraves avoir utiliseacute avec succegraves les buse agrave antichambre les concepteurs
de moules ont eu lideacutee dutiliser cette technique pour les moules multi-empreintes Le principe est tregraves simple plus le canal dalimentation a
une grosse section plus il faut de temps pour quil se solidifie Dougrave la
conception de moule selon le scheacutema suivant
Moule agrave canaux chauds bloc froid appeleacute aussi canaux canadiens
De tels systegravemes marche tregraves bien avec des seuils dinjection supeacuterieur agrave
15mm et si les cadences sont rapides pour des polyeacutethylegravenes et des polystyregravenes (sinon solidification des seuils)Cette technique est tregraves bien
adapteacutee pour une alimentation mixte sur mini carotte
Cette technique porte aussi le nom de canal canadien
Il est eacutevident qun tel systegraveme est tregraves eacuteconomique agrave reacutealiser
Pour un changement de couleur on retire tout le systegraveme dalimentation
ce qui permet un nettoyage tregraves pousser du mouleLa section de la veine fluide va se calibrer automatiquement selon le
besoin et son parcour va trouver le chemin le plus efficace
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 59108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 59 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 60108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 60 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
6
Moule multi - emprein tes agravecanaux chauds bloc froid avecassistance thermique
Dans le cas de moules agrave canaux canadiens il est freacutequent que le seuildinjection se solidifie au moindre arrecirct de production Il faut alors
deacuteplaquer pour retirer tout le systegraveme dalimentation et proceacuteder agrave un
deacutemarrage
Pour eacuteviter ces opeacuterations les concepteurs ont eu lideacutee dapporter descalories au niveau du seuil dinjection en utilisant des busettes avec un
eacuteleacutement chauffantCes busettes ont pour rocircle de maintenir ouvert le seuil dalimentation encas darrecirct en cours de production Les gros canaux dalimentation ont un
temps de figeage tregraves long
Moule froid
Cartouche chauffante Busette
Canaux chauds isoleacutes
Moule agrave canaux canadiens avec assistance thermique au point dinjectionCe systegraveme a permis dinjecter la plupart des matiegraveres thermoplastiques
quelque soit la tempeacuterature du moule Leacutenergie eacutelectrique consommeacutee
pour maintenir la tempeacuterature des seuils eacutetant tregraves reacuteduiteDu fait de la reacutealisation des canaux dans les plaques il est facile de voir
en changeant de couleur le parcour de la matiegravere lors de linjection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 61108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 61 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
7
Moule multi - emprein tes agravecanaux chauds bloc f roid avecassistance thermique sur tout le parcour de la matiegravere
Dans les techniques preacuteceacutedentes il reste un inconveacutenient pour proceacutedeacutesau deacutemarrage du moule il faut deacuteplaquer pour retirer le systegraveme
dalimentation puis suivre une proceacutedure pour remplir le canal avant de
deacutemarrer linjection
Leacutevolution fut dapporter une assistance thermique tout au long du canaldalimentation Cette technique consiste agrave apporter par lintermeacutediaire
deacuteleacutements chauffants les calories neacutecessaires pour remonter le polymegravereagrave sa tempeacuterature de tranformation
Tube agrave eacuteleacutement chauffant + sonde
Matiegravere chaude
Blocs froids
Busette agrave eacuteleacutement chauffant + so nde Moule agrave canaux chauds bloc froid avec assistance thermique agrave linteacuterieur
du canal
Il en reacutesulte une bonne reacutegulation thermique et une perte tregraves faible en
eacutenergie (les masses agrave mettre enchauffe eacutetant reacuteduites au minimum) De
plus cette technique permet darrecircter et de redeacutemarrer sans ecirctre obligeacute
denlever le canal dalimentation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 62108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 62 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8
Moule agravecanaux chauds bloc chaud
Cette technique consiste agrave garder la matiegravere chaude par une
assistancethermique jusquagrave lempreinte
Cela permet darrecircter et de redeacutemarrer sans que la matiegravere se solidifie
dans le canal dalimentation
Bloc chaud
Isolateur
Al liage conducteur thermique
Empreinte froide
Canal chaud matiegravere agrave latempeacuterature dinjection
Moule agrave canaux chauds bloc chaud
Toutefois du fait que le bloc chaud se trouve agrave la tempeacuterature detransformation de la matiegravere il en reacutesulte une dilatation importante des
eacuteleacutements les uns par rapport aux autres et une importante perte deacutenergie
thermique (certaine parties du moule eacutetant chaudes et dautres eacutetant
froides)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 63108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 63 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
X EVENTATION DU MOULE
Pour que la matiegravere peacutenettre facilement dans les empreintes il faut que
lair contenu dans celles-ci puisse seacutechapeacute
Dougrave la neacutecessiteacute de faire des eacutevents pour eacuteviter la compression de lairsa monteacutee en tempeacuterature et des brucirclures sur la piegravece
Zone ougrave les gaz
emprisonneacutes vontprovoquer desbrucirclures
Event
Fuite dair
Cas des formes borgnes
(nervureshellip)
Utilisation des eacutejecteurs pour faire des
eacutevents dynamiques
On reacutealise les eacutevents dans les zones de fin de remplissage La profondeur
dun eacutevent deacutepend de la viscositeacute du polymegravere de la distance qui le
seacutepare du point dinjection du savoir faire du transformateurhellip
Cependant des eacutevents placeacutes tout le long du parcour de la matiegraverefaciliterons leacutevacuation de lair et le remplissage des empreintes
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 64108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 64 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XI FONCTION MISE EN FORME
A LES DEPOUILLES
Pour faciliteacute le deacutemoulage de la piegravece le moule doit avoir des deacutepouilles
qui doivent ecirctre inteacutegreacutee dans la forme de la piegravece
La deacutepouille deacutepend essentiellement de leacutetat de surface de la piegravece et de
la preacutecision de la geacuteomeacutetrie des surfaces (grainage poli glace planeacuteiteacuterectitudehellip)
Angle de deacutepouille
Plan de joint du moule
Piegravece agrave mouler
Direction du deacutemoulage
Dans une moindre mesure la deacutepouille deacutepend aussi de leacutelasticiteacute du
thermoplastique
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 65108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 65 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B LE PLAN DE JOINT
C LE RETRAIT
On entend par retrait les processus qui conduisent agrave la reacuteduction desdimensions de la piegravece par rapport agrave celles du moule froid
Le retrait exerce une influence directe sur les dimensions dune piegravece
mouleacutee par injection
Un retrait diffeacuterentiel provoque des deacuteformations (gauchissement ouvoilage)
Le blocage du retrait (maintien prolongeacute de la piegravece dans le moule ouutilisation de conformateur) engendre des tensions internes qui dune part
altegraverent la reacutesistance globale de la piegravece et dautre part se libeacutereront dans
le temps entraicircnant des deacuteformations
Le retrait commence agrave se produire pendant la transformation lorsque la
matiegravere passe de leacutetat plastique agrave leacutetat solide (refroidissement) et que la
masse fondue amorphe se transforme en une matiegravere partiellementcristalline en se contractant
Ainsi une piegravece mouleacutee par injection est plus petite que la cote du moule
froid correspondant
Le retrait de moulage des matiegraveres partiellement cristallines est plus
important que pour les matiegraveres amorphes
On appelle retrait de moulage Rm la diffeacuterence entre la cote du moule
froid Mf et la cote L de la piegravece mouleacutee refroidie (24h apregraves safabrication DIN 16 901)
Le retrait de moulage est indiqueacute en
100Mf
LMf Rm
minus=
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 66108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 66 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
La diminution de volume de la piegravece mouleacutee nest pas encore termineacutee leretrait se poursuit dans le temps et tend vers une valeur deacutefinitive
dautant plus vite atteinte que la tempeacuterature de stockage est eacuteleveacutee
Ce pheacutenomegravene essentiellement ducirc agrave une post-cristallisation est appeleacute
Post-retrait Pr Selon la norme DIN 53464 on entend par post-retrait la
diffeacuterence calculeacutee entre la cote L de la piegravece mouleacutee et la cote L1 de
cette mecircme piegravece apregraves un traitement ulteacuterieur agrave une tempeacuterature donneacutee
Le post-retrait est indiqueacute en
100L
1LLPr minus=
Le post-retrait des matiegraveres plastiques partiellement cristallines est
toujours infeacuterieur au retrait de moulage
La somme du retrait de moulage et du post-retrait est appeleacute retrait total
RtPrRmRt +=
Repreacutesentation scheacutematique du retrait de moulage Rm du post-retrait Pr et du retrait total Rt
Moule froid
Moule chaud
Piegravece agrave la sortiedu moule
Piegravece apregraves stockage de 24h
dans les conditions normaliseacutees
Piegravece apregraves stockageprolongeacute
Retrait de moulage
Post-retrait
Retrait total
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 67108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 67 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Tous les pheacutenomegravenes de retrait deacutependent non seulement de la matiegravere plastique elle-mecircme mais aussi dun grand nombre de paramegravetres de
transformation ou inheacuterents agrave lutilisation de la piegravece ou agrave la piegravece elle-mecircme Cest pourquoi nous ne pouvons donner que des valeurs
indicatives
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 68108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 68 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XII FONCTION REFROIDISSEMENT
A GENERALITES
Cest souvent le parent pauvre du moule
En effet une fois que le systegraveme dalimentation est mis en place que les
eacuteleacutements de deacutemoulage occupent le terrain et que lon fasse quelques
reacuteserves pour la mise au point ou pour des modifications eacuteventuelles il
ne reste plus beaucoup de possibiliteacute pour implanter un systegraveme derefroidissement
Cest pourtant une fonction tregraves importante car elle influence la qualiteacute
de la piegravece ainsi que son cycle de moulage
Au moment ougrave le polymegravere entre dans lempreinte se constitue une gaine
solide au contact du moule et une veine fluide au milieu de leacutepaisseur de
paroi Il est tregraves important que la thermique soit eacutequilibreacutee pour que laveine fluide soit bien centreacutee sur leacutepaisseur
Si ce nest pas le cas au moment du refroidissement de la veine fluide ilva y avoir un couple qui deacuteformera la piegravece
Pour eacuteviter une deacuteformation on maintient la piegravece plus longtemps dans
le moule jusquagrave ce que la piegravece soit suffisamment solide Cela se traduit
par un allongement du cycle et une perte de qualiteacute (contraintes internes)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 69108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 69 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Front matiegravereV e ine fluideG a ine froide P aroi du m oule
Lorsque la thermique est deacuteseacutequilibreacuteela veine fluide est deacutecentreacutee par rapport
agrave leacutepaisseur de la paroi
Le retrait de la veine fluide geacuteneacuterera un
couple qui deacuteformera la piegravece
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 70108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 70 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TECHNIQUES DE REFROIDISSEMENT
On refroidit les moules par rapport agrave la tempeacuterature dinjection du
polymegravere Bien souvent la tempeacuterature des moules est comprise entre
40degC et 100degCLa plupart du temps on perce des trous pour faire circuler un liquide de
refroidissement
4
d4
4
D 22π
geπ
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
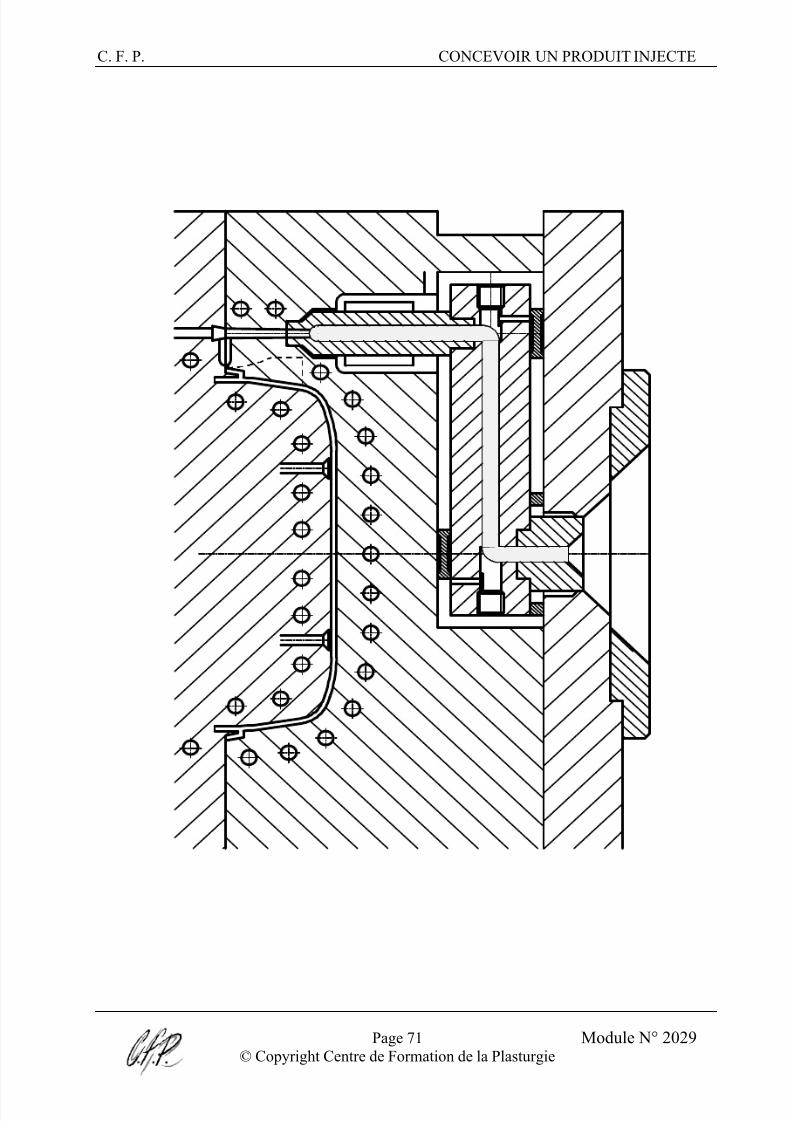
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 71108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 71 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 72108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 72 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Une autre technique consiste agrave faire des rainures soit sur un fond soit surle peacuterimegravetre dune piegravece circulaire
Spirale simple
Cercles complets avectocircles de seacute aration Cercles deacutecaleacutes fraiseacutes
Spirale simple
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 73108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 73 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 74108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 74 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Le refroidissement des broches
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre lt agrave 2 pendant
lrsquoouverture du moule
apregraves eacutejection
air
Refroidissement agrave lrsquoair
pour broches de petit
diamegravetre gt agrave 3 pendantlrsquoouverture air
Refroidissement par
eacutechange thermique avec
insert en cuivre pour
broche de diamegravetre gt agrave 4 CU
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 75108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 75 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Pour broche gtφ 8
Refroidissement enfontaine dans un puits
alimenteacute par un tube
Pour broche gtφ 20
Refroidissement par
spirale simple filet avec
arriveacutee par le centre par
eacuteleacutement rapporteacute
Refroidissement par
spirale double filet +
puits central sur broche
rapporteacutee
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 76108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 76 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Les caloducs
E n v e l o p p e
R eacute s e a u c a p illa i re
C o n d u it a d ia b a tiq u e
P o in t c h a u dE v a p o r a t e u r
R e fro id is s e m e n tC o n d e n s e u r
L i q u i d eV a p e u r
1
10
100
1000
Puissancetransporteacutee
-50 0 60 100 200
BT
300 400330
MT
500 600 700630
HT
Tempeacuteraturedutilisation
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 77108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 77 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 1
Electro-vanne 2
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 78108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 78 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
Logic-seal
Electro-vanne 3
fermeacutee
fermeacutee
ouverte
Electro-
vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 79108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 79 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Logic-seal
Electro-vanne 3fermeacutee
fermeacutee
ouverte
Electro-vanne 1
Electro-vanne 2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 80108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 80 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
XIII DEMOULAGE
A ORIFICES
Pour des raisons eacuteconomiques le projeteur concevra une piegravece
neacutecessitant quun moule en deux parties
Les contre deacutepouilles exigent des moules agrave tiroir agrave coquilles commande
de noyaux agrave noyaux mobiles ou reacutetractables
Ces moules coucirctent chers dun fonctionnement deacutelicat sensibles agrave
lusure avec des frais dentretiens plus eacuteleveacutesLes machines doivent ecirctre eacutequipeacutees de dispositifs de commande et de
controcircle le cycle sera plus long
Il convient deacuteviter les orifices
lateacuteraux et les contre deacutepouilles
comme les nervures peacuteripheacuteriques
et lorifice lateacuteral de la piegravece ci-
contre
Orifice lateacuteral obtenu par tiroir
Lorifice vertical reacutealiseacute par une
rainure sur la paroi lateacuterale
eacutevite tiroir coquille ou autres
eacuteleacutements mobiles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 81108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 81 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
Orifice lateacuteral dun piegravece posseacutedant une grande deacutepouille de deacutemoulage
de lempreinte de la piegraveceV ue e xteacuterieure
du poinccedilonV ue inteacuterieure Vue exteacuterieure
Cas dun aeacuterateur le plan de joint interne en oblique ne neacutecessite ni tiroirs
ni parties mobiles
Axe de deacutem oulage
Linteacutegration de fonctions rend les piegraveces plastiques de plus en plus
compliqueacutees Celles ci exigent des moules complexes agrave tiroirs coquilles
noyaux deacutevissage que lon aura soin de limiter au juste neacutecessaire
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 82108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 82 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
B LES TIROIRS
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 83108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 83 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
V 1
V 1
V 1
V 1
V 1
V 2
V
2
V 2
V 2
V
2
V 2
V 2
V 3
V 3
V 3
V 3
V 3
V 3
V 3
V 4
V 4
V 4
V 4
V 4
V 4
V 4
V 5
V 5
V 5
V 6
V 6
V 6
V 6
V 7
V 7
V 7 V
7
V 7
V 8
V 8
V 8
V 8
V 8
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 84108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 84 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
1
Buteacutees et retenue de ti roi r
Lemploi dun bonhomme agrave bille permet dimmobiliser le tiroir en
position ouverte afin que le doigt de deacutemoulage retrouve son orifice aumoment de la fermeture
Une buteacutee deacutemontable assure une seacutecuriteacute en cas de fausse manœuvre
Course
Course + 1
Lorsque la graviteacute peut permettre au
tiroir de se refermer par son poids il
faut utiliser un dispositif plus efficace
Le ressort de compression est possible
pour des courses faibles
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 85108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 85 Module Ndeg 2029 copy Copyright Centre de Formation de la Plasturgie
2
Ti roir avec une cour se longue
Les systegravemes meacutecaniques atteignent rapidement leurs limites quand la
course de deacutemoulage de la contre deacutepouille est importante
Lutilisation de veacuterins hydrauliques est tregraves reacutepandue dans ce cas
Course de recul
Pression
Moule fermeacute
Pression
Moule ouvert
Piston
Tige de veacuterinCorps du veacuterin
Les supports de veacuterins peuvent ecirctre rapporteacutes ou inteacutegreacutes dans le maicirctremoule ce qui permet de supprimer la plupart des flexibles Les circuits
sont reacutealiser directement dans les plaques
Lutilisation de veacuterin implique des controcircles de position
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 86108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 86 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C COQUILLES
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de mouleou frette
Veacuterin hydraulique
Coquille
Guidage par Teacute ou colonnes obliques
Plaqueporte poinccedilon
Plaqueporte empreinte
Fonddempreinte
Piegravece
Poinccedilon
Corps de m ouleou frette
V eacuterin hydraulique
Coquille
G uidage pa r Teacute ou colonnes obliques
Recul
C o u r s e
d o u v e r t u r e
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 87108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 87 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
XIV EJECTION
A ARRACHE CAROTTE
Cest un eacuteleacutement strateacutegique du moule car cest souvent de lefficaciteacute de
larrache carotte que deacutepend le temps de cycle
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 88108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 88 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
B EJECTEURS CYLINDRIQUES
2
S=1110mm
S=354mm
2
S=18mm2
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 89108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 89 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 90108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 90 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 91108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 91 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 92108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 92 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
C EJECTEURS LAMES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 93108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 93 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
D EJECTEURS TUBULAIRES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 94108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 94 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
E EJECTION PAR SOUPAPES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 95108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 95 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
F EJECTION PAR DEVETISSEUSE
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 96108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 96 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
G COMMANDE DE LA DEVETISSEUSE
Dans le cas dun moule multi
empreintes nous pouvons conserver le
systegraveme deacutejection central
Pour un moule mono empreinte la
commande de la plaque
deacutevecirctisseuse peut se faire par
lintermeacutediaire dune batteriedeacutejection
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 97108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 97 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
Lutilisation de buteacutees lateacuterales fixeacutees
sur le plateau deacutejection permet de
compacter le moule
La deacutevecirctisseuse peu ecirctre commandeacutee
par veacuterins incorporeacutes dans le moule
cest le cas lorsque le moule est
inverseacute (eacutejection coteacute fixe)
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 98108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 98 Module Ndeg 2029
copy Copyright 1993 ndash 1999 Centre de Formation de la Plasturgie
H LES CALES MONTANTES OBLIQUES
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 99108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 99 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 100108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 100 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
XV RESUME (PRIX DE REVIENT PREVISIONNEL)
Afin drsquoeacutetablir un prix de revient preacutevisionnel il faut suivre le synoptique
ci-dessous
OPERATION DOCUMENT DE REFERENCE
CHOIX DU PLAN DE JOINT Cahier des charges piegravece aspect
deacutecoration dimensionnel cotesdeacutependantes du moule
SURFACE PIECE Surface de projectionVOLUME PIECE Cours les principaux volumes
POIDS PIECE Densiteacute matiegravere choix de la matiegravere en
fonction du cahier des charges piegraveces
NOMBRE EMPREINTES Calcul nombre empreintes (seacuterie prixmoule)
ENCOMBREMENT MOULE Implantation des empreintes choix des
emplacements des seuils
drsquoalimentation cineacutematique moule
CHOIX PRESSE Calcul force de fermetureCHOIX PRESSE Calcul volume injecteacute
CALCUL CYCLE Deacutecomposition en
TEMPS DYNAMIQUE
REFROIDISSEMENTENTRE CYCLE
TAUX HORAIRE Travail en automatique avec
opeacuterateur part de lrsquoopeacuterateur
CADENCE MOULAGE Cycle x nombre empreintes
PART MATIERE Poids brut (la mouleacutee) poids net
(piegravece) part de carotte broyeacutee agravereacuteincorporer
COUT MATIERE TARIFICATION MATIERE
OPERATIONS FINITION Calcul des coucircts par rapport agrave une
cadence et taux horaire
CONDITIONNEMENT Calcul des coucircts drsquoemballage unitaire
carton palette
TRANSPORT Calcul des coucircts indexeacutes au poids et
volume
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 101108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 101 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
A PLATINE ELECTRIQUE
CAHIER DES CHARGES
Seacuterie totale 300000
Cadence mensuelle 10000
Toleacuterances geacuteneacuterales +- 02 mm
Aspect 983214 Pas de retassures
983214 Face visible coteacute opposeacute au bossage
Deacutepouille autoriseacutee 2
PRIX pour 1 et 2 empreintes
Autres deacutefinitions
983214 Matiegravere Polycarbonate noir prix au kg 500 euro
983214 Prendre pression dans lrsquoempreinte 450 bars
983214 Densiteacute 118
983214 Si 1 empreinte carotte dans le trou de rayon 15 mm
Calculer
983214 Volume piegravece carotte
983214 Poids piegravece carotte
983214Surface de projection
983214 Force de fermeture
Prix de lrsquooutillage
983214 1 empreinte 10700 euro
983214 2 empreintes 13000 euro
Amortir le prix du moule sur la seacuterie preacutevue
Se servir des documents du cours pour trouver les autres eacuteleacutements
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 102108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 102 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
P L A T I N E
E L E C T R I Q
U E
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 103108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 103 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
Carotte Longueur 40 mm
Diam 5 mm
diam 3 mm
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 104108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 104 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 105108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 105 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
B PLATINE 1 EMPREINTE
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 1
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 25 gr
POIDS BRUT 568 gr
CAROTTE POIDS BRUT 4
MOULAGE
PRESSE identification TAUX HORAIRE PRESSE 2038 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2657 Nbre PIECES HEURE 135 piegraveces
CYCLE RETENU 26 PIECESH RETENUES 138 piegraveces
FORCE VERROUI(tonnes) 90 Surface PROJECTION 14594 cm2PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 788076 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 164 cm Diametre VIS 38 mm
13 capacite 55 cm3
volume injecteacute 60 cm OK
34 capaciteacute 123 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 106108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 106 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
COUT PRESSE 0168 euro
COUT MATIERE
VIERGE + MAGASINAGE 0289 euro
RECUPERATION BROYE 4 ( CAROTTE) 4
MOINS VALUE RECUP BROYE 0012 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0009 euro
COUT MOULAGE 0455 euro
FORFAIT FRAIS DEMARRAGE 61 euro HEURES PRODUCTION 74
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro
BENEFICE 500 VALEUR BENEFICE 0029 euro
Coef FRAIS GENE SOCIETE 2200 Valeur FGSOCIETE 0100 euroCoef FRAIS USINE 000 Valeur FUsine 0000 euro
Coef COMM COMMERCIAL 000 Valeur COMMISSION 0000 euro
PRIX DE VENTE MINI 0702 euro
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 107108
C F P CONCEVOIR UN PRODUIT INJECTE
Page 107 Module Ndeg 2029
copy Copyright Centre de Formation de la Plasturgie
C PLATINE 2 EMPREINTES
DEVIS PIECE NUMERO DATE 280102
CLIENT DEVIS PIECE
PIECE REFERENCE PLATINE ELECTRIQUE POIDS NET 543 gr
PIECE REFERENCE POIDS NET gr
PIECE REFERENCE POIDS NET gr SERIE moulage 10000 Nbre EMPREINTES 2
MATIERE REFERENCE DENSITE 118
VIERGE PRIX AU KG 500 euro euros
BROYE PRIX AU KG 070 euro euros
FRAIS MAGASINAGE PRIX AU KG 0093 euro euros
CAROTTE POIDS 10 gr
POIDS BRUT 1186 gr
CAROTTE POIDS BRUT 8
MOULAGE
PRESSE identification 200T TAUX HORAIRE PRESSE 3187 euro euros
MO OPERATEUR 20 TAUX HORAIRE MOULEUR 1450 euro eurosCYCLE secondes calculeacute 2860 Nbre PIECES HEURE 252 piegraveces
CYCLE RETENU 29 PIECESH RETENUES 248 piegraveces
FORCE VERROUI(tonnes) 200 Surface PROJECTION 292 cm2
PRESSION dans EMPR(bars) 450 VERROUI NECESSAIRE 15768 tonnes
LA PRESSE CHOISIE EST CONFORME AU VERROUILLAGE
CAPACITE INJECTION 499 cm Diametre VIS 55 mm
13 capacite 166 cm3
volume injecteacute 126 cm ATTENTION
34 capaciteacute 374 cm3
8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro

8202019 Conception Moule
httpslidepdfcomreaderfullconception-moule 108108
C F P CONCEVOIR UN PRODUIT INJECTE
COUT PRESSE 0140 euro
COUT MATIERE
VIERGE + MAGASINAGE 0302 euro
RECUPERATION BROYE 8 ( CAROTTE) 8
MOINS VALUE RECUP BROYE 0024 euro
COUT FINAL MATIERE 0278 euro
TAUX DECHET 200
PLUS VALUE DECHETS 0008 euro
COUT MOULAGE 0427 euro
FORFAIT FRAIS DEMARRAGE 103 euro HEURES PRODUCTION 40
COUT FRAIS DEM 0000 euro FORFAIT HSANS FRAIS 24
AUTRES FRAIS DEMARRAGE 0000 euro
AUTRES FRAIS
FINITION
TAUX HORAIRE 000 euro
QTE HEURE 0
DECORATION
TAUX HORAIRE 000 euro
QTE HEURE 0 ASSEMBLAGE
TAUX HORAIRE 000 euro
QTE HEURE 0
EMBALLAGE 0018 euro
COUT EMBALLAGE 0910 euro
NOMBRE PIECES 50
TRANSPORT 010 euro 0100 euro
TOTAL AUTRES FRAIS 0118 euro