combustion behavior of pulverized ooal … process are constant. (3) cokecombustion is neglected...
TRANSCRIPT

ISIJ International, Vol. 34 (1 994), No. 8, pp. 641-648
Combustion Behavior
Blast Furnace and Its
of Pulverized Ooal in aApplication to a Large
RacewayCavity Qf
AmountInjection
Yotaro OHNO.Takeshi FURUKAWA1)and Masahiro MATSU-URA1)
P]anning and Coordination Department, Research and DevelopmentDivision, NKKCorporation, Marunouchi. Chiyoda-ku,Tokyo, IOOJapan. 1)Materials and Processing Research Center. NKKCorporation, Minamiwatarida-cho, Kawasaki-ku,Kawasaki, Kanagawa-ken.21 OJapan.
(Received on December28. 1993; accepted in final form on May25. 7994)
For a large amountof pulverized coal injection into a blast furnace, the combustion of pulverized coal in
a raceway cavity has been studied theoretically and experimentally.
The theoretical formula, which can estimate the combustion efficiency of pulverized coal in a racewaycavity, were derived. The effects of the injecting and operation conditions on the limit of pulverized coalcombustion in a raceway cavity were evaluated.
Theeffect of mixing of pulverized coal with oxygenon the combustion rate of pulverized coal wasstudiedin a combustion test using both emptyand coke packed furnace. Fromthe results, the validity of the derivedtheoretical equation wasverified, and it wasalso confirmed that the making sure of a raceway depth andthe adoption of a injection technique which promotesthe mixing of pulverized coal with oxygenare importantto promote the combustion of pulverized coal.
Based on these discussions, the upper limit of pulverized coal injection rate in the hot blast furnaceoperation wasestimated. To inject a large amountof pulverized coal morethan the actually accomplishedamount, it is necessary to increase the oxygen concentration in blast and adopt a injection technique whichpromote the mixing of pulverized coal with oxygen.
KEYWORDS:blast furnace; pulverized coal; injection; oxygen; combustion; raceway.
1. Introduction
The pulverized coal injection into a blast furnace is
being used on a global scale to improve the stability
and reduce the cost of blast furnace operations. Fur-thermore, manycoke ovens have becometoo old for
work and the time has arrived for their replacement.Under these circumstances, replacing the large amountof the coke currently used with pulverized coal is verysignificant, especially from the view point of economics.
Muchattention has been directed to a large amountofpulverized coal injection into a blast furnace.1 ~3)
In order to inject a large amountof pulverized coalinto a blast furnace, a high combustion load of pulver-ized coal in the raceway is essential. The combustioncharacteristics of pulverized coal in the raceway mustbe clarified to allow a suitable injection method to beselected based on its ability to inject a large amountofcoal.
Narita et al.,4) Kaku et al.5) and Takeda et al.6)
developed a one-dimensional combustion model ofpulverized coal combustion in the raceway. However,they did not take the mixing process of pulverized coal
andoxygeninto account, andthe effects of mixing cannotbe evaluated under high pulverized coal~)xygen ratios.
Therefore, the model is not considered adequate for
applying to the current case.This paper describes the results of studies on the theory
of pulverized coal combustion in the raceway, the effects
of operational conditions on combtistion, the effect ofmixing of the pulverized coal andoxygenon combustionand the maximumrate of pulverized coal injection in acommercial blast furnace.
2. Theoretical Basis of Pulverized Coal Combustion in
Raceway
2.1. Size of RacewayCavity as CombustionZone
Aschematic representation of a raceway and a cavity
formed in the front of a tuyere is shownin Fig. I .Because
of the low ratio of coke present in this cavity, any injected
pulverized coal is burnt in preference to coke. Therefore,it is of critical importance that a stable raceway cavityis maintained and is as large as possible.
The following equations are used to estimate the
depth of a racewaycavity. 7) Theseequations werederived
from a wide range of conditions that include the rangefrom hot blast blowing of commercial blast furnaces to
model experiments carried out by blowing at normaltemperatures. Using the equations, the gas velocity at
the tuyere tips can be calculated from the bosh gas flow
rate and temperature.
641 C 1994 ISIJ

Pulverized coalOxygenControl gas
ISIJ
///
/ Fluidizing
Cavity
International, Vol
, \ \coke\
Fig. 1.
ll
\
Concept of combustion zone of pulverized coal in the
raceway.
••
•••(1)=
DR o521Uob 0.8
lb!DTwhere, DR: Racewaydepth (m)
DT: Tuyere diameter (m)Uob: Gasvelocity at tuyere tip referred to
bosh gas (m/s)
Dc: Cokediameter (m)pc : Apparent density of coke (kg/m3)
Pgb: Gasdensity referred to bosh gas (kg/m3)
g: Acceleration of gravity (m/s2).
For a raceway cavity that is assumedto be a truncatedcone spreading out from the tuyere tip at angle oe, thevolume Vf rs calculated from the following equation:
Vf=1c/12•DR'(D~+DT'DE+D~)•••........(2)
DE=DT+2• tan oe ' DRwhere, Vf : Volumeof raceway cavity (m3)
DE: Diameter of raceway cavity tip (m).
2.2. Formulation of CombustionRate of Pulverized Coalin RacewayCavity
Asimple modelwasdeveloped by making the follow-ing assumptions on the combustion of pulverized coalin the raceway cavity:
(1) The raceway cavity is surrounded by high tem-perature coke. The temperature of the gas and pulver-ized coal is constant and equal to the theoretical flametemperature. The gas pressure is constant.
(2) The particle diameter and density in the com-bustion process are constant.
(3) Coke combustion is neglected comparing withpulverized coal combustion.
(4) A combustion reaction at the surface of fine
carbon particle like pulverized coal is mainly C+1/202=COat high temperature.8) Therefore, onlyC+ l/2 02=COis considered as acombustion reaction.
(5) The combustion gas flow is constant and equalto the post combustion value of pulverized coal.
The combustion rate Rper unit combustion space is
obtained with the following equation by multiplying thedensity of the pulverized coal in the spaceand the specificsurface area per unit weight of pulverized coal by thecombustion reaction rate for a single pulverized coalparticle.
RW. 6
..........(3)
Vg Pp'Dp K Co
where, R: Combustionrate per unit volume
C 1994 ISIJ 642
34 (1 994). No. 8
(kmol-02/m3 ' s)
W*: Flow rate of pulverized coal (kg/s)Vg: Gasflow rate (m3/s)
pp : Apparent density of pulverized coal (kg/m3)Dp: Diameter of pulverized coal (m)K: Overall rate constant (m/s)
Co, : Mole concentration of oxygen in combus-tion space (kmol-02/m3).
Therate of changeof the oxygencontent per unit timecorresponds the combustion rate and is obtained by thefollowing equation, assuming that the gas flow rate is
constant.
dCo._dO~R=A'Co, ""'
..........(4)
where A=W* 6 KVg Pp' Dp
e: Time (s).
WhenassumingCo, =(Co,)o at e=0, Eq. (4) becomesCo./(Co,)o =exp(-A ' e). Therefore, it maybe approx-imated by exp( - A' O) I A Omthe range whereA Ois small.
Co/(Co.)0= I -A'O ..................(5)
The quantity of reaction oxygen during its retentiontime in the raceway cavity becomes Vg((Co.)o ~C02)(kmol-02/s), on the assumption that the gas flow is
constant. The quantity of carbon that enters the race-way cavity is Ws'E./12 (kmol-C/s) by assuming thatthe content of carbon in pulverized coal is Ec(~)'Therefore, the combustion ratio n(-) of the pulverizedcoal in the raceway cavity can be expressed by thefollowing equation:
n=2 V((Co,)o~Co,)
...........(6)
Ws'Ec12
For a retention time of pulverized coal in the racewaycavity equal to 1~, Eq. (7) is obtained from Eqs. (5) and (6):
24 6n= Ec
'
Dp'pp'K'T (Co )o """""'(7)
WhereT is obtained from the ratio of the volume ofraceway cavity Vf to gas flow rate Vg:
T=Vf/Vg......
..........(8)
The oxygen concentration (Co,)o is defined by usingthe inflow gas rate (Vg)o:
(Co,)o' Vg=(Co.)oo'(Vg)o """""""""'(9)
where, (Co,)oo : Oxygenconcentration of inflow gas(kmol-02/m3).
Thecombustion gas flow rate Vgvaries with the inflowgas rate (Vg)o, changes in temperature and the gas molnumber. Whenthe inflow gas temperature is assumedasTo (K), the pulverized coal~)xygen ratio as X (kg-coal/Nm3-02), and the ultimate analysis (C, H, N, O,S) (dry basis) as Ec, EH, EN, Eo and Es~), respec-tively, the gas flow ratio (Vg)o/Vg is expressed by the
ISIJ International, Vol.
following equation. Here, the chemical composition ofthe produced gas is assumedto be CO, H2, N2 andH2S.
(Vg)o 1 TVg I+B' (Yo,)o ' X T
where, B=22.4•(E0/32+Ec/24+EH/2+EN/28)
(Yo,)o : Oxygenmole fraction of inlet gas (-)T: Temperature in raceway cavity (K),
where,
(Co.)o0= P ..........(ll)
R'T(Yo)o
g o
P: Pressure in raceway cavity (atm)Rg: Gasconstant
(=0.082054m3' atm/K ' kmol).The following equation for estimating the combus-
tion ratio of pulverized coal in the raceway cavity is
derived from Eqs. (7), (9), (lO) and (1 l):
24 6 l P.
.(Yo.)o ' T' K' ~n= ' * .
Ec Rg Dp'pp l+B'(Yo)o'X.(12)
While the pulverized coal-oxygen ratio Xis a practi-cal parameter, numerical values differ with the chemi-cal composition of the pulverized coal. The value Xc,whenpulverized coal is completely burned to C02, H20,and S02, and the value XG, whencompletely gasified toCO, H2, and H2Sare calculated using the followingequations:
Xc= 1/22.4/(Ec/12 +EH/4+Es/32 -E0/32)....
(13)
XG=l/22.4/(Ec/24-E0132) ..............(14)
For example, the values for Witbank coal becomeXc=0.630 and XG=1.572 at Ec=0.74, EH=0.046,Eo 0.078, and Es=0.0053. The values do not indicatelarge differences betweenthe commoncoal grades, whichhave values of about 0.65 and 1.6 for Xc and XG,res pectively.
2.3. Rate Constant and Rate-controlling Process
The combustion reaction of pulverized coal particlesis comprised of three processes: chemical reaction, gasfilm diffusion on the particle surface and turbulentdiffusion of the particles and oxygen. The overall rate
constant is expressed by the following equations9):
1 1 1 1 ..........(15)+ +-K Kc Kf Kt "'
Kc 65xl05 T05.exp(-22000/T)........ (16)
Kf 1'7s .....(17)=3.7 x 10~ 5/(Dp ' P)(T/273).......
Kt=3'6 x 10~2. V'pp'Dp' Uf/Df """""""(18)
where, Kc: Rate constant for chemical reaction (m/s)
Kf : Rate constant for boundary film diffusion
(m/s)
Kt : Rateconstant forturbulent diffusion (m/s)
V: Volumeofcombustion gas per unit weight
34 (1994), No. 8
of particle (m3/kg)
Uf : Average velocity of combustion flame(m/ s)
Df : Average diameter of combustion flame(m)
.
where V, Uf and Df are obtained from the followingequations:
V=Vg/Ws"""••........(19)
Uf=DR/T•••••••••
..........(20)
0.5Df= (4 • Vf/DR •11:)
... .... ..(21)
WhenEq. (1 8) is rearranged by inserting Eqs. (10) and(19), an expression relating the coefficient of turbulentdiffusion Kt and the pulverized coal-oxygen ratio X is
obtained.
Kt =Fk • (3.6 x l0~2)(pp ' Dp)
Uf I+B•(YO)o'X T lDf (Y02)o'X 273 P
In order to express the mixing characteristics for a specific
injection method, Eq. (18) is multiplied by a correctionfactor FK. FK is experimentally determined.
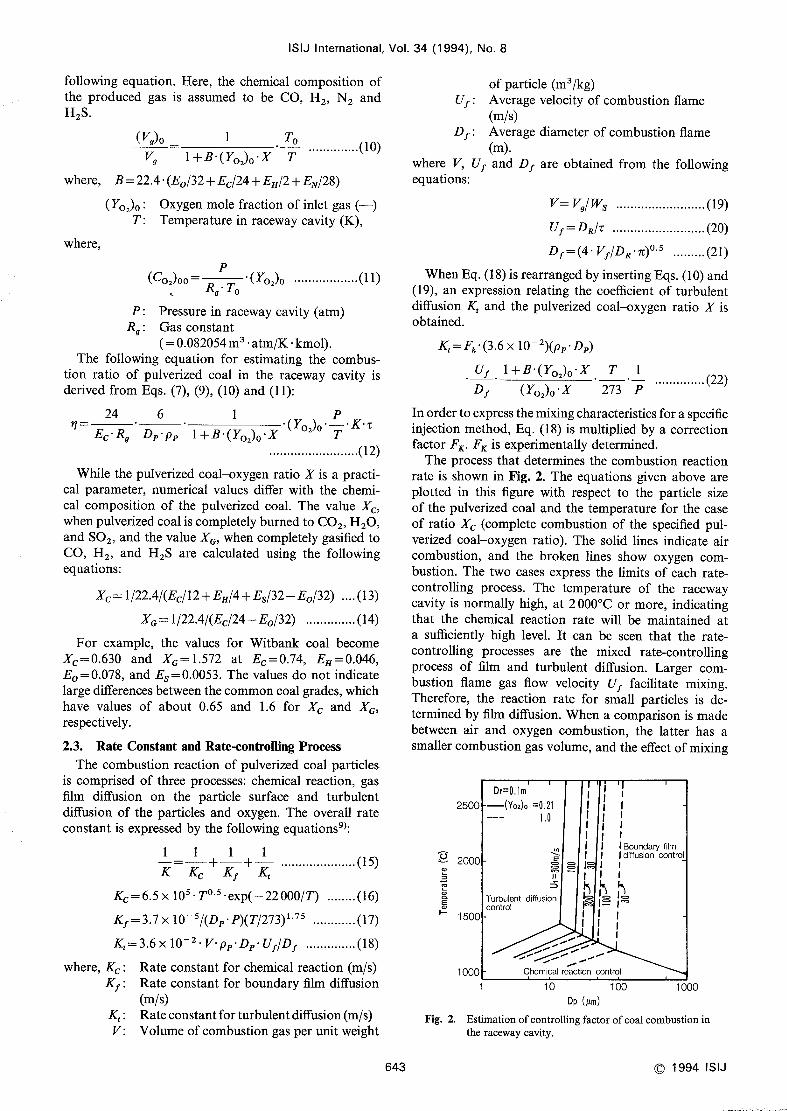
The process that determines the combustion reactionrate is shownin Fig. 2. The equations given above areplotted in this figure with respect to the particle size
of the pulverized coal and the temperature for the caseof ratio Xc (complete combustion of the specified pul-verized coal-oxygen ratio). The solid lines indicate air
combustion, and the broken lines show oxygen com-bustion. The two cases express the limits of each rate-controlling process. The temperature of the racewaycavity is normally high, at 2OOO'Cor more, indicatingthat the chemical reaction rate will be maintained at
a sufficiently high level. It can be seen that the rate-controlling processes are the mixed rate-controlling
process of film and turbulent diffusion. Larger com-bustion fiame gas flow velocity Uf facilitate mixing.Therefore, the reaction rate for small particles is de-termined by film diffusion. Whena comparison is madebetween air and oxygen combustion, the latter has asmaller combustion gas volume, and the effect of mixing
p
Eh
Df:sO, Im I Il l
2500 -(Y02)o s0.21 l I l1,o l l l
l I ll l l
~ l l lBoundary film
2000 ~ l l ldiftusion control
,::,,=,,:~ l t ,
ll l I l:)
Turbulent d'ftusionh th= I~=
~~ I~; lcv:,control
1500 l ll l l
I l/ I
/ // // // / / / // / //1ooo Chem'ca reaction contro
1 10 1oo 1ooc1ooo
643
Fig. 2.
Dp (~m)
Estimation of controlling factor of coal combustion in
the raceway cavity.
C 1994 ISIJ
'o Q,~E~:'gh'
4
2
ISIJ International, Vol. 34 (1994), No. 8
(a) (b) (c)6 3
\~
.~.___'_T'P'~"~_
\\
L '~'~~_T_
\\\
4 2 ~ \T \~' \\ \
\ ~;;PR
___~_,J~-
~B'--~_l
'\\ \OR
~ _l *h,2 1 1
\KEE~~K
)~\\)G11
1 1 24oo 1 2 3 4DT (~~) T ('c)
is small and the reaction rate for the larger particles is
dominated by turbulent diffusion.
2.4. Effect of Injection Conditions on CombustionLimitations
Thevalidity of Eq. (1 2) wasverified by the combustionexperiment using the cokepackedfurnace described later.
In this chapter, it is described that the studied results ofthe effect of the injection condition on the combustionlimitation of the pulverized coal in the raceway cavity,using Eq. (12).
According to Eq. (12), increasing the pulverizedcoal-oxygen ratio Xcauses the combustion ratio n todecrease. However, the combustion ratio n is greaterthan I with Xraised to a value. This indicates that thecombustion of pulverized coal in the raceway cavityhas been completed. The limit (n = 1) for the pulverizedcoal-oxygen ratio is defined as the maximumcombustiblepulverized coal-oxygen ratio X~. The limitations onpulverized coal injection are examined by studying its
dependenceon the tuyere diameter DT, raceway cavitytemperature T, pressure P, blast volume(Vg)o, Pulverizedcoal particle Dpandblast oxygenmolar fraction (Yo.)o'
Thereference conditions wereassumedas DT=0.08 m,T=2300'C, P=3.5atm, (Vg)0=90Nm3/min, Dp=50 ,Im, (Yo.)o =0.80, and FK=I .O.
The results are shownin Figs. 3to 6. The followingpoints were obtained from these results.
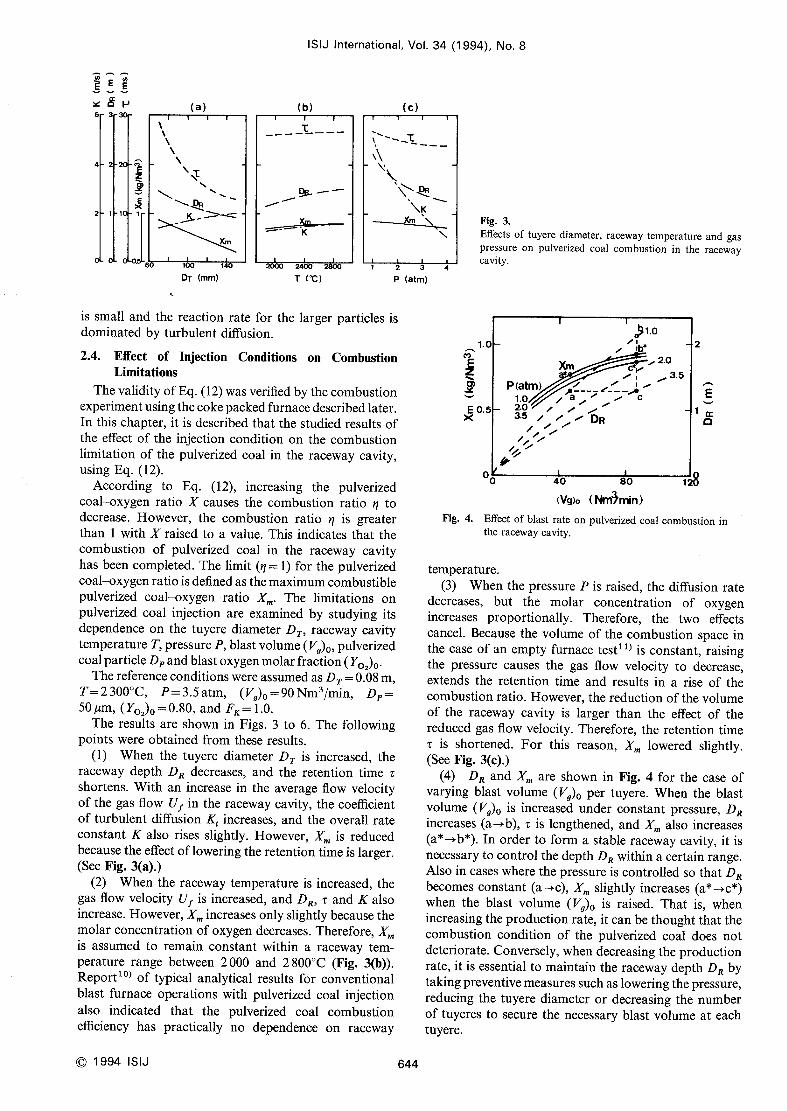
(1) Whenthe tuyere diameter DT is increased, the
raceway depth DRdecreases, and the retention time Tshortens. With an increase in the average flow velocityof the gas flow Uf mthe raceway cavity, the coefficient
of turbulent diffusion Kt increases, and the overall rateconstant Kalso rises slightly. However. X~ is reducedbecausethe effect of lowering the retention time is larger.(See Fig. 3(a).)
(2) Whenthe raceway temperature is increased, the
gas flow velocity Uf rs increased, and DR, T and Kalsoincrease. However,X~increases only slightly becausethemolar concentration of oxygendecreases. Therefore, X~is assumedto remain constant within a raceway tem-perature range between 2OOOand 2800'C (Fig. 3(b)).Reportlo) of typical analytical results for conventionalblast furnace operations with pulverized coal injection
also indicated that the pulverized coal combustionefficiency has practically no dependence on raceway
C 1994 ISIJ
(atm)
Fig. 3.
Effects of tuyere diameter, raceway temperature and gaspressure on pulverized coal combustion in the racewaycavity.
1'O,~
~2\JE0'5
)(
Oo
~1.0l'
/ fb*
e$F/ 1 2.0Xm/ 3.5li/_ IlP(atm) / l_'a~~~/~ ~l'
/ c1.0aO /
// // /
3.5 / / I DR////////////
~F
2
644
EI~
40 80(Vg). (NtTi~min)
l~8
Fig. 4. Effect of blast rate on pulverized coal combustion inthe raceway cavity.
temperature.
(3) Whenthe pressure Pis raised, the diffusion ratedecreases, but the molar concentration of oxygenincreases proportionally. Therefore, the two effects
cancel. Becausethe volume of the combustion space inthe case of an empty furnace testll) is constant, raisingthe pressure causes the gas flow velocity to decrease,extends the retention time and results in a rise of thecombustion ratio. However, the reduction of the volumeof the raceway cavity is larger than the effect of thereduced gas flow velocity. Therefore, the retention time1, is shortened. For this reason, X~ Iowered slightly.
(See Fig. 3(c).)
(4) DRand X~ are shownin Fig. 4 for the case ofvarying blast volume (Vg)o Per tuyere. Whenthe blast
volume (Vg)o is increased under constant pressure, DRincreases (a~,b), T is lengthened, and X~also increases(a*~,b*). In order to form a stable raceway cavity, it is
necessary to control the depth DRWithin a certain range.Also in cases where the pressure is controlled so that DRbecomesconstant (aH,c), X~ slightly increases (a*-~c*)when the blast volume (Vg)o is raised. That is, whenincreasing the production rate, it can be thought that thecombustion condition of the pulverized coal does notdeteriorate. Conversely, whendecreasing the productionrate, it is essential to maintain the racewaydepth DRbytaking preventive measuressuch as lowering the pressure,reducing the tuyere diameter or decreasing the numberof tuyeres to secure the necessary blast volume at eachtuyere.

ISIJ International, Vol.
(5) The coefficient of turbulent diffusion Kt and thecoefficient of film diffusion Kf and X~ for varying thepulverized coal particle diameter Dpare shownin Fig.5. WhenDp is decreased, Kf mcreases proportionallywith D; I
,while Kf decreases in direct proportion to Dp.
According to the figure, the effect of Dp reduction is
outstanding whenit is about 40 ,4m or less. Whenthemixing characteristics of pulverized coal and oxygenwhich correspond to the injection methodare poor (i.e.,
whenFKis small), the effect of K* dominates, diminishingthe Dpreduction effect.
(6) In Fig. 6, X~ is shownfor varying oxygenmolarfractions (Yo,)o of the blast, and also shownthe line ofconstant theoretic~1 flame temperature (Tf =2300'C).
When(Yo,)o is increased, X~is increased. Thegas volumeper pulverized coal particle is reduced with an increasein (Yo,)o and in the pulverized coal-oxygen ratio X.Therefore, whenmixing is poor and FK is small, Kt is
lowered, and the effect of an increase in (Yo,)o decreases.
l,\
\\ Kf
Xm'\
\.\ .~
__Ky;' ~
eo
~e
E~•*
10 -X
34 (1 994), No. 8
~zl
~E)(
0.525 50 75 100 O
Dp (Hm)
Fig. 5. Effect ofcoal diameter on pulverized coal combustionin the raceway cavity.
WhenFK is large at 2, X~ increases practically in line
with the increase in (Yo,)o' Therefore, it can be seen thatinjection technologies that are capable of attaining goodmixing conditions (i.e., ensuring a large FKValue) withincreases in (Yo,)o are important for achieving theinjection of pulverized coal in a large quantity.
3. Effect of Pulverized Coal and Oxygen MixingCharacteristics on CombustionRate
Thepulverized coal andoxygenmixing process can beimproved by optimizing the injection arrangement, (i.e.,
the burner structure). Therefore, combustion experi-
mentswere carried out to clarify the effect of the burnerstructure on the combustion conditions.
3.1. Experimental MethodAs shown in Fig. 7, the test furnace is square with
dimensions of 0.6m wide, 1.5m deep and 5.5m high.
Thefurnace walls were lined with refractory. Onetuyere
wasused. Awater-cooled probe was inserted from theopposite side of the tuyere to measurethe temperatureand to sample gas and dust. The furnace top had cokecharging equipment and TV cameras to monitor theinside of the furnace. Combustion tests can be carried
out with the furnace empty or filled with coke. Oxygenwas supplied into the furnace at a maximumrate of300Nm3/hand pulverized coal at a miximumrate of200kg/h. C02 Was used for adjusting the flame
temperature and as a carrier gas, assuming the oxygenblast furnace process. Witbank coal was used for the
EZ~)~e
E>
Inner volume
Hearth
Height
Tuyere
3,63 m3
I.5X0,6m
5,0 mDia. 80 mm
1.5
1.0
0.5
Xm- -- Tf=2300t
l,
,/
/I/,//////////
l//
FKl 2
l
0.75
0.50
400
300
~~)
*o(
o200 o.
1oo
Gas analysisTemperature measurementDust sampling
(300Nm3/h)
Fig. 7. Schematicdiagramofshaft-type combustion furnace.
A. Coaxial burner (DT=20mm) B, Coaxial burner(DT=35mm)
c02+c02L:~
- -~IIPulverized -~;~ - --~I=.~ coal
C, Swirl burner(DT=20mm) D, Multi'hole burner(DT=40mm)
--H-
OOo 0.4 0.6 1.O0.80.2
(Y02)o (~)
Fig. 6. Effect of oxygen mole fraction in blast on pulverizedcoal combustion in the racewaycavity.
-~,
Fig. 8. Structure of burner head.
645 C 1994 ISIJ
fOO
ISIJ International, Vol. 34 (1994), No. 8
50
~~
~ O+''~;
o'aEov),:'
's 50
,Coaxial burner(DT=20mm)
/
llAlIC02-1/ l
_-'o- CO02 '1:]
':/H2
C, Swirl burner(DT=20mm)
/1 /~l-~1
co_ H~-- _10~~ o
B,Coaxial burner(DT=35mm)
~/1/tlc~02 1
02
COd-.-.*-.-'.,*." H2
D. Multi-hol eburner( D1=40mm)
//!\ i C02
'\. /X''/'/ \I\ 02
!~~Oo
1000 O 500 1OOO500
Distance from burner head (mm)
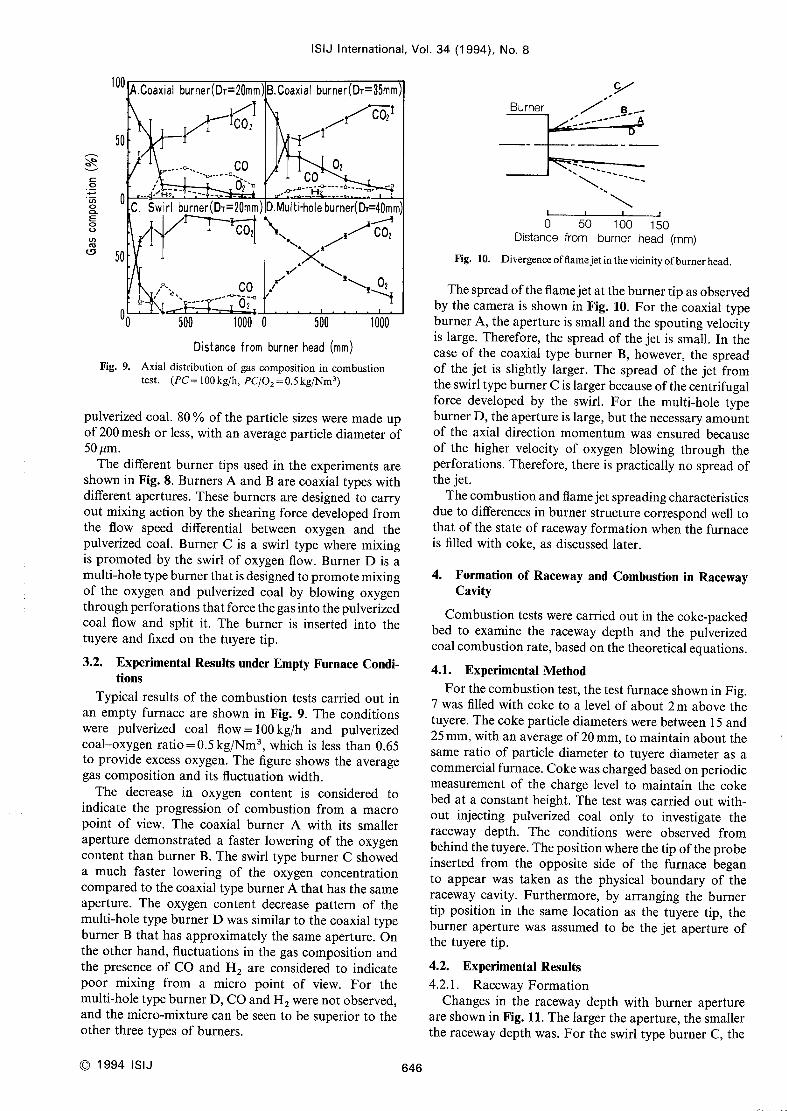
Fig. 9. Axial distribution of gas composition in combustiontest. (PC=100kg/h, PC/02=0.5kg/Nm3)
pulverized coal. 80 o/o of the particle sizes were madeupof 200meshor less, with an average particle diameter of50 ,tm.
The different burner tips used in the experiments areshownin Fig. 8. Burners Aand Bare coaxial types withdifferent apertures. Theseburners are designed to carryout mixing action by the shearing force developed fromthe flow speed differcntial between oxygen and thepulverized coal. Burner Cis a swirl type where mixingis promoted by the swirl of oxygen flow. Burner D is amulti-hole type burner that is designed to promotemixingof the oxygen and pulverized coal by blowing oxygenthrough perforations that force the gas into the pulverizedcoal fiow and split it. The burner is inserted into thetuyere and fixed on the tuyere tip.
3.2. Experimental Results under EmptyFurnace Condi-tions
Typical results of the combustion tests carried out in
an empty furnace are shownin Fig. 9. The conditions
were pulverized coal flow=100 kg/h and pulverizedcoal-oxygen ratio =0.5 kg/Nm3, which is less than 0.65to provide excess oxygen. The figure shows the averagegas composition and its fluctuation width.
The decrease in oxygen content is considered toindicate the progression of combustion from a macropoint of view. The coaxial burner A with its smalleraperture demonstrated a faster lowering of the oxygencontent than burner B. The swirl type burner Cshoweda much faster lowering of the oxygen concentrationcomparedto the coaxial type burner Athat has the sameaperture. The oxygen content decrease pattern of themulti-hole type burner Dwassimilar to the coaxial typeburner Bthat has approximately the sameaperture. Onthe other hand, fluctuations in the gas composition andthe presence of COand H2 are considered to indicate
poor mixing from a micro point of view. For themulti-hole type burner D, COandH2Werenot observed,and the micro-mixture can be seen to be superior to theother three types of burners.
C 1994 ISIJ 646
O 50 1OO 150Distance from burner head (mm)
Fig, ro. Divergence offlamejet in the vicinity ofburner head.
Thespread of the flame jet at the burner tip as observedby the camera is shownin Fig. 10. For the coaxial typeburner A, the aperture is small and the spouting velocityis large. Therefore, the spread of the jet is small. In the
case of the coaxial type burner B, however, the spreadof the jet is slightly larger. The spread of the jet fromthe swirl type burner Cis larger becauseof the centrifugalforce developed by the swirl. For the multi-hole typeburner D, the aperture is large, but the necessary amountof the axial direction momentumwas ensured becauseof the higher velocity of oxygen blowing through theperforations. Therefore, there is practically no spread ofthe jet.
Thecombustion and fiame jet spreading characteristicsdue to differences in burner structure correspond well tothat of the state of raceway formation whenthe furnaceis filled vvith coke, as discussed later.
4. Formation of Racewayand Combustion in RacewayCavity
Combustiontests were carried out in the coke-packedbed to examine the raceway depth and the pulverizedcoal combustion rate, basedon the theoretical equations.
4.1. Experimental MethodFor the combustion test, the test furnace shownin Fig.
7was filled with coke to a level of about 2mabove thetuyere. Thecoke particle diameters were between15and25mm,with an average of 20mm,to maintain about the
sameratio of particle diameter to tuyere diameter as acommercial furnace. Cokewascharged basedonperiodicmeasurementof the charge level to maintain the cokebed at a constant height. The test wascarried out with-out injecting pulverized coal only to investigate the
raceway depth. The conditions were observed frombehind the tuyere. Theposition wherethe tip of the probeinserted from the opposite side of the furnace beganto appear was taken as the physical boundary of the
raceway cavity. Furthermore, by arranging the burnertip position in the samelocation as the tuyere tip, theburner aperture was assumedto be the jet aperture ofthe tuyere tip.
4.2. Experimental Results
4.2.1. RacewayFormationChangesin the raceway depth with burner aperture
are shownin Fig. 11. Thelarger the aperture, the smallerthe racewaydepth was. For the swirl type burner C, the

ISIJ Internatiobal, Vol.
500 b:\E 400 Without swirl
E I e300
ac tO 200 A _oWith swirl
100 (Burner C)
Oo20 40 60 80 100
DT (mm)Fig. 11. Effect of diameter of burner out-let on raceway
depth. *
>~oo
F~
:~OC(D_
O~Ea)
~c,)
nEOO
1OO,\ *\ Kt
80 ~~'\ -A: JL AFK60 e40 Burner
e A,B 1'F
20 ' C IF0.25.JLD
Oo0,2 0.4 0.6 0,8
CoallOxygen ratio X (kg/Nm3)
Comparisonof calculated combustion efficiencies andmeasuredones.
34 (1 994), No. 8
1.0oCQ
c:(D
E 0.8(Do(Qc~(DCC 0.6
X (kg/Nrrl3)
0.6 04 0.3 0.2
FK I 075 0.5l .e'
IC"e ' .5 ee e '
e'e',,
,e,e
,,,,e
Fig. 12.
racewaydepth wasabout half of that for the coaxial typeburner with the sameaperture. As shownin Fig. 10, this
is considered to be due to the large spread angle (about30') of the swirl type burner jet, which causes faster
dampingof the gas flow velocity. The raceway depth is
important to blast furnace operations for supplying coketo the racewayand reducing the heat load on the furnacebody. Therefore, the decreased raceway depth fromexcessive swirl is undesirable.
4.2.2. Pulverized Coal Combustion in the RacewayCavity
Combustiontest results for the furnace filled with cokeare shownin Fig. 12. Onthe whole, the combustion ra-tio tended to decrease as the amountof pulverized coalincreased. The decrease was particularly large for theswirl type burner C, probably because of the shallow
raceway depth and the short retention time of thepulverized coal. The multi-hole type burner Ddemon-strated goodcombustioncharacteristics. For apulverizedcoal-oxygen ratio of about 0.6 kg/Nm3, the combustionratio wasgreater than 80 o/o
.Theeffect of burner struc-
ture on the combustion results corresponded well to theresults of the empty furnace test.
Thecalculated results from Eq. (12) are also shownin
Fig. 12. Experimental results of each burner corre-sponded to the calculated results with constant FK.Therefore, the validity of Eq. (12) was verified. Thecorrection factor FK, which indicates the mixingcharacteristics of each burner, can be evaluated bycomparison of the test and calculated values. Themulti-hole type burner Dhas a mixing characteristic of
647
Fig. 13.
O 1 2 3 4Excess oxygen coefficient ()
Effect of excess oxygen coefficient on replacementratio of pulverized coal to coke in a conventionalblast furnace operation.
about FK=2, while that of the coaxial type burners AandBare about FK=0.5. Thefigure also showsthe valuefor an infinite Kt' Theperformance of the multi-hole typeburner Dwas found to be quite high whencomparedwith that value.
Accordingly, since the combustion of pulverized coalin the raceway cavity is greatly affected by the burnerstructure, it is essential to use burners that mix thepulverized coal and oxygen effectively.
5. MaximumInjectable Quantity of Pulverized Coal in
CommercialBlast Furnaces
Figure 13 shows the results to estimate how the re-placement ratio of pulverized coal from coke changeswhenthe excess oxygen ratio (=Xc/X) is lowered. This
was accomplished by increasing the quantity of pul-verized coal injected into a commercial blast furnace.For a large excess oxygen ratio, the replacement rate is
virtually constant at I,and pulverized, coal is assumed
to be burned completely. Whenthe quantity of pul-verized coal is increased, and the excess oxygen ratiois lowered, the replacement ratio decreases rapidly. Upto a certain quantity of injection at the least maximuminjection quantity, 110kg/t, in this operation, the calo-rific value of the top gas was found to increase withoutpulverized coal remaining as dust at the top. The re-activity of unburnt pulverized coal char is so high thatit was probably consumedby reactions taking place inthe furnace, such as solution loss reactions.
Amathematical modelfor pulverized coal combustionwas evaluated, and the data plotted in the range ofFK=0.75 to 0.50. Therefore, it can be assumedthat thesevalues indicate the mixing characteristics for thepulverized coal injection methodin that blast furnace.
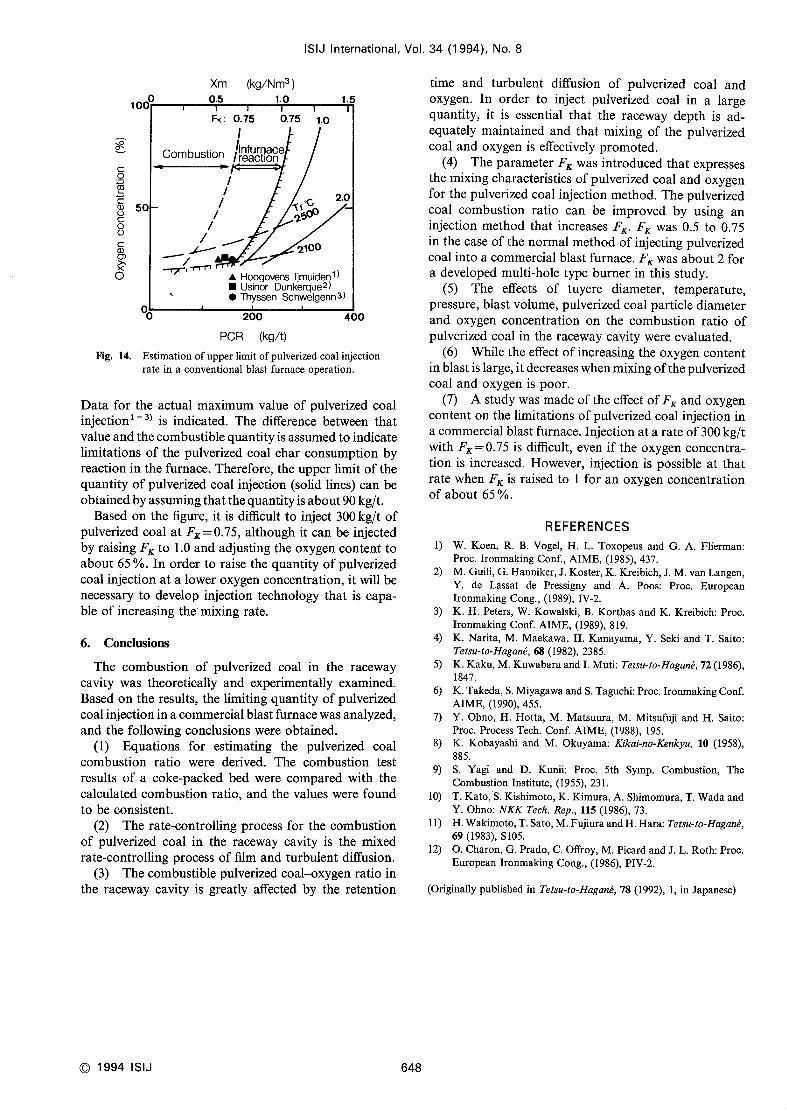
The relationship between the maximuminjectablepulverized coal X~ and the oxygen content in a com-mercial blast furnace was estimated, and the results
are shownas broken lines in Fig. 14 in a mannersimilar
to Fig. 6. For FK=0.75, the value of X~at 21 o/o oxygenis about 0.25. This indicates that the combustible quantityis about 60kg/t. Therefore, a quantity exceeding thatvalue must be consumedby reactions in the furnace.
C 1994 ISIJ
o1oo
Xm (kg/Nm3)0.5 1.0
ISIJ International, Vol.
1.5
34 (1994), No. 8
>:
cOCQ
cQ)ocOoce)O)~O
50
Fx : O.75 0.75 1.0
1lInftJrnaceCombustion lreactlon
/// I t
~) 2.0
// ,:~O
/ .l./ // 2100
/IT' 1lrl
A Hoogovensljmuidenl)
I Usinor Dunkerque2)e Tllyssen Schweigenn3)
Oo200 400
PCR (kg/t)
Fig, 14. Estimation of upper limit ofpulverized coal injection
rate in a conventional blast. furnace operation.
Data for the actual maximumvalue of pulverized coalinjectionl~3) is indicated. The difference between thatvalue andthe combustible quantity is assumedto indicatelimitations of the pulverized coal char consumption byreaction in the furnace. Therefore, the upper limit of thequantity of pulverized coal injection (solid lines) can beobtained by assumingthat the quantity is about 90kg/t.
Basedon the figure, it is difficult to inject 300kg/t ofpulverized coal at FK=0.75, although it can be injected
by raising FKto I.O and adjusting the oxygencontent toabout 65 o/o
.In order to raise the quantity of pulverized
coal injection at a lower oxygenconcentration, it will benecessary to develop injection technology that is capa-ble of increasing the mixing rate.
6. Conclusions
The combustion of pulverized coal in the racewaycavity was theoretically and experimentally examined.Basedon the results, the limiting quantity of pulverizedcoal injection in acommercialblast furnace wasanalyzed,and the following conclusions were obtained.
(1) Equations for estimating the pulverized coal
combustion ratio were derived. The combustion test
results of a coke-packed bed were comparedwith thecalculated combustion ratio, and the values were foundto be consistent.
(2) The rate-controlling process for the combustionof pulverized coal in the raceway cavity is the mixedrate-controlling process of film and turbulent diffusion.
(3) Thecombustible pulverized coal-oxygen ratio in
the raceway cavity is greatly affected by the retention
time and turbulent diffusion of pulverized coal andoxygen. In order to inject pulverized coal in a largequantity, it is essential that the raceway depth is ad-equately maintained and that mixing of the pulverizedcoal and oxygen is effectively promoted.
(4) Theparameter FKWasintroduced that expressesthe mixing characteristics of pulverized coal and oxygenfor the pulverized coal injection method. Thepulverizedcoal combustion ratio can be improved by using aninjection method that increases FK. FKWas0.5 to 0.75in the case of the normal methodof injecting pulverizedcoal into a commercial blast furnace. FKWasabout 2for
a developed multi-hole type burner in this study.(5) The effects of tuyere diameter, temperatuie,
pressure, blast volume, pulverized coal particle diameterand oxygen concentration on the combustion ratio ofpulverized coal in the raceway cavity were evaluated.
(6) While the effect of increasing the oxygencontentin blast is large, it decreaseswhenmixing of the pulverizedcoal and oxygen is poor.
(7) Astudy wasmadeof the effect ofFK and oxygencontent on the limitations of pulverized coal injection in
acommercial blast furnace. Injection at a rate of 300kg/twith FK=0.75 is difficult, even if the oxygen concentra-tion is increased. However, injection is possible at thatrate whenFK is raised to I for an oxygen concentrationof about 65 olo.
REFERENCESl) w. Koen. R. B. vogel, H. L. Toxopeusand. G. A. Fnerman:
2)
3)
4)
5)
6)
7)
8)
9)
1O)
l l)
l2)
Proc. Ironmaking Conf., AIME, (1985), 437.
M. Guili, G. Hanniker. J. Koster, K. Kreibich, J. M, van Langen,Y, de Lassat de Pressigny and A. Poos: Proc. Europeanlronmaking Cong., (1989), IV-2.
K. H. Peters, W. Kowalski, B. Korthas and K. Kreibich: Proc.lronmaking Conf. AIME, (1989), 819.
K. Narita, M. Maekawa,H. Kanayama,Y. Seki and T. Saito:
Tetsu-to-Hagan~, 68 (1982), 2385.
K. Kaku, M. Kuwabaraand I. Muti: Tetsu-to-Hagan~, 72 (1986),
1847.
K. Takeda, S. MiyagawaandS. Taguchi: Proc. Ironmaking Conf.AIME, (1990), 455.
Y. Ohno, H. Hotta, M. Matsuura, M. Mitsufuji and H. Saito:
Proc. Process Tech. Conf. AIME, (1988), 195.
K. Kobayashi and M. Okuyama:Kikai-no-Kenkyu, 10 (1958),
885.S. Yagi and D. Kunii: Proc. 5th Symp. Combustion. TheCombustionInstitute, (1955), 231.
T. Kato, S. Kishimoto, K. Kimura. A. Shimomura,T. WadaandY. Ohno: NKKTech. Rep., I15 (1986), 73.
H. Wakimoto,T. Sato, M. Fujiura andH. Hara: Tetsu-to-Hagan~,69 (1983). SI05.O. Charon, G. Prado, C. Offroy. M. Picard and J. L. Roth: Proc.Europeanlronmaking Cong., (1986), PIV-2.
(Originally published in Tetsu-to-Hagan~, 78 (1992), I,in Japanese)
C 1994 ISIJ 648