coating application - pacific southwest coatings
TRANSCRIPT

3/5/2006 1
Coating Application

3/5/2006 2
Introduction
• The most important single aspect of a successful coating system lies in the application process.
• This process includes proper specification, proper surface preparation, proper application, proper inspection and proper dry/cure schedule.

3/5/2006 3
Agenda
• In this section, we’ll discuss the different types of coating application techniques, where to use which technique, and the consequences of each.
• We’ll incorporate the necessary steps towards a successful coating application.

3/5/2006 4
Overview
In order to be successful, the coating process must pay strict attention and adhere to the following criteria:

3/5/2006 5
Overview
• Proper specification i.e. Engineering
• Meeting of the minds i.e. specifier, owner, manufacturer, applicator, and inspector must be of one mind….understand the job requirements
• Proper surface preparation

3/5/2006 6
Overview
• Proper application methods & technique
– Appropriate coating system– Appropriate mixing– Appropriate application technique– Appropriate time between coats– Appropriate dry/cure time for service– Appropriate inspection

3/5/2006 7
Specification (Engineering)
• The coatings specification must be a proper one for the job at hand. For example, if the job calls for an external pipe coating for buried pipe and the engineer specifies an IOZ primer topcoated with a Long Oil Alkyd, we’re off to a bad start.

3/5/2006 8
Meeting of the minds
• All concerned must understand the job at hand and be “on the same page” as far as what is expected of whom and who will do what. This is best accomplished at a pre-job conference where the specifier, owner, manufacturer, applicator and inspector meet to discuss the specification. This is the time to raise questions and concerns.

3/5/2006 9
Surface preparation
• We’ve covered this in another session, but suffice it to say that an SSPC-SP 1 as a surface preparation for a tank lining should raise an alarm in your minds.

3/5/2006 10
Surface prep example• 32 ton pressure hopper – can run 8
blast nozzles

3/5/2006 11
Surface preparation example• # 7 Venturi blast nozzle

3/5/2006 12
Surface preparation example
• Dead man’s switch
3/5/2006 13
Coating system
• Goes back to the specification. If the spec calls for an IOZ tank lining for 50% NaOH, it’s time to raise a flag during the pre-job conference.

3/5/2006 14
Mixing of components
• Stir each component individually, then combine in the appropriate ratio per the manufacturer’s PDS/AI.

3/5/2006 15
Mixing
• Adding zinc

3/5/2006 16
Mixing• Extra pair of hands helps
3/5/2006 17
Application technique• Workmanship is everything. This is where
most coating jobs go wrong.
Too thick, too thin, holidays, runs, sags, chewing tobacco spit……..anything that can wrong will go wrong (Murphy’s law).

3/5/2006 18
Dry/cure times• Allow appropriate time between coats. Too
soon leads to solvent entrapment and other problems. Too long between coats can lead to delamination. Follow spec and PDS.
• Placing work in service too soon can ruin an otherwise perfect coating job.

3/5/2006 19
Appropriate inspection• Inspection is covered elsewhere, but:
– Proper inspection can save a lot of headaches if heeded.
– Authority of inspector should be spelled out at pre-job conference.
– Everyone is an inspector. Don’t overlook obvious wrongs to “be the good guy”.

3/5/2006 20
MSDS• The Material Safety Data Sheet outlines
pertinent information relating to the safety and health issues of the coating. All sites storing or using a coating product should have these readily available for review. Do not work with any chemical if you are unsure of the consequences of mishandling it.

3/5/2006 21
Methods of Coating Application• Brush• Roller• Mitt• Conventional Spray• Airless Spray

3/5/2006 22
Methods of Coating Application
• HVLP (High Volume Low Pressure)• Air Assisted Airless• PC (Plural Component)• Electrostatic
3/5/2006 23
Coating Application
The choice of application method used may be influenced by one or more of the following:
*Type of coating*Size and type of Job*Accessibility of areas to be coated*Configuration of areas to be coated

3/5/2006 24
Coating Application
The choice of application method used may be influenced by one or more of the following:
*Presence of critical areas that could bedamaged by overspray
*Availability of skilled workmen
*Budget constraints

3/5/2006 25
Brush Application
• Brushing is slower than other methods and generally used:
– For smaller jobs (new construction and maintenance) where application by roller or spray may not be feasible
– For cutting in corners or edges, and for crevices, such as pits

3/5/2006 26
Brush Application
-In critical areas where spray application, if used, may cause damage due tooverspray
-For striping of welds, rivets, bolts, nuts, edges, flanges, corners, etc.

3/5/2006 27
Types of Brushes• Two types of bristles are used
– Natural bristles made from china hog, ox hair, mohair, camel, and horse hair. These type of bristles wear well under continued use, but are not recommended for water soluble coatings.
– Synthetic bristles, such as nylon and polyester. Polyester holds up better than nylon, both are more resistant to water than natural bristles.

3/5/2006 28
Paint Mitts
• Mitts are made of lambskin and are lined with solvent-resistant material. They have limited use in the application of coatings for industrial use. Generally, they are used on small projects, such as for coating handrails, piping in racks, etc, where roller or spray application is not feasible. The mitt is dipped in paint and the coating is wiped onto the surface.

3/5/2006 29
Rollers
• Roller covers may be made of fabrics such as polyester, mohair or wool, lambskin, or nylon. The choice of fabric and nap (fiber length) depends on the type of coating and the condition of the surface. The core of the roller may be wire mesh, plastic, or phenolic-treated fiber.

3/5/2006 30
Rollers
• Rollers are not as effective as spray application in applying coatings evenly and uniformly, nor are they as effective on such surfaces as hand-cleaned, rusted or pitted steel.

3/5/2006 31
Rollers• Rollers are excellent for large, flat
surfaces, such as tank shell or roof, floors, concrete pits, etc. Rollers hold much more coating than the typical brush, and application is two to three times as fast.

3/5/2006 32
Rollers
• The coating should be thin enough to adhere to the surface and not allow the roller to pull the coating back off the surface. If the applicator allows the coating to “tack up” during application, the coating will pull back from the surface.

3/5/2006 33
Pressure Rollers
• These rollers allow for a continuous coating film by steadily supplying material from a pressurized tank directly into the roller.The roller cover is made of a perforated metal case which allows the coating to flow from inside the roller to the outer surface of the roller, where it is steadily available for application.
3/5/2006 34
Brush, Roller and Mitt• Brush, roller and mitt are useful
methods of coating application, but are significantly slower than spray application. Additionally, the film build is less, so more coats will be needed to achieve comparable film build (DFT) than would be needed using spray application.

3/5/2006 35
Spray Application• There are two major types of spray
application:
– Conventional spray – The coating is atomized by a stream of compressed air and semi-floats to the surface on a current of air. Both air and coating enter the gun through separate passages, are mixed, and are driven through the air cap in a controlled spray pattern.

3/5/2006 36
Spray Application• Airless spray – The coating is
atomized without the use of compressed air. The coating is pumped under high pressure to an airless spray gun, where it is forced (under high pressure) through a precisely shaped and sized opening at the front of the valve, called the orifice or spray tip, as it is being driven to the surface.
3/5/2006 37
45/1 Graco Bulldog pump

3/5/2006 38
2 gallon pressure pot

3/5/2006 39
MBC spray gun

3/5/2006 40
Application method right way
3/5/2006 41
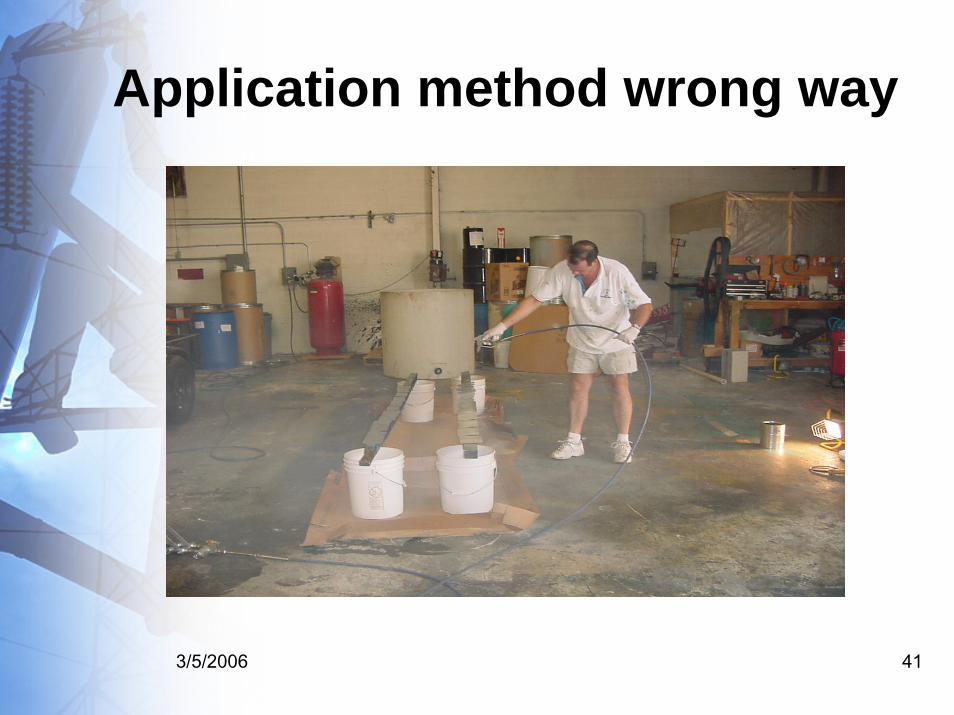
Application method wrong way

3/5/2006 42
Spray Applications – derivatives
• Both conventional and airless spray equipment are sometimes modified i.e.– Plural component– Hot spray– Electrostatic– HVLP– Air assisted airless

3/5/2006 43
Airspray Advantages
• Spray pattern is easily adjusted to almost any desired fan width
• High-quality finishes, such as required for automobiles and/or furniture can be produced

3/5/2006 44
Airspray Disadvantages
• High losses due to overspray
• Billowing and air turbulence are created by compressed air required
• Reduction of coatings with solvent is often necessary for proper atomization, resulting in lowered DFT/coat and higher VOC

3/5/2006 45
Airless Spray Advantages• Overspray and bounce back are reduced
• Heavier film build are usually possible
• Compressed air is not required for atomization
• Pressure pot is not required
• Equipment can be powered by air, electricity or hydraulics
• Faster production rates

3/5/2006 46
Airless Spray disadvantages
• Fixed fan width……..not variable
• Little control of quantity of coating applied except by changing tips
• Difficult to coat small, intricate items because of the speed of fluid flow
3/5/2006 47
Airspray Equipment• Pressure pot
• Pressure regulators and gauges
• Hose lines (air and fluid)
• Moisture and oil traps
• Agitator (pressure pot)
• Spray guns

3/5/2006 48
Airspray Coatings Handling
• Mixing
• Thinning
• Agitation (for heavy pigments, such as zinc)

3/5/2006 49
Airspray ApplicationTechniques• Proper working pressures
• Uniform distance from work piece
• Specified WFT and DFT
• Proper coating of hard-to-reach areas

3/5/2006 50
Airspray Safety Considerations
• Fire hazard
• Breathing equipment

3/5/2006 51
Airspray Fire Hazard• Deadly explosions can and have occurred,
resulting in injuries and death to workers. Fire requires three things to occur.
– Ignition source (spark)
– Combustible item (something that can burn)
– Oxygen (to feed the flame)

3/5/2006 52
Breathing Apparatus• There are four (4) primary types of
respirators available to protect the worker:
– Hood
– Air supplied
– Organic Vapor
– Dust
3/5/2006 53
Hood Respirators• Designed to cover the entire head and
neck area and supply the wearer with clean, dry air. They protect the wearer from heavy concentrations of vapor, fumes, dust, and dirt that might be harmful.

3/5/2006 54
Air-supplied Respirators• Similar to hood respirators, but operates
from an external air supply. It covers the nose and mouth only and would not provide the degree of protection against splash and spill that a full hood respirator would. Other safety equipment, such as eye protection should be worn, along with the air-supplied respirator.

3/5/2006 55
Organic Vapor Respirator
• Covers the nose and mouth and is equipped with a replacement cartridge designed to remove organic vapors by chemical absorption. Not recommended for use in commercial coating operations, and must not be used in oxygen-deficient areas.

3/5/2006 56
Dust Respirators• Usually only used in preliminary surface
preparation operations like sanding, grinding, or buffing. Not designed to remove vapors. Separate eye protection must be worn. Not to be used in oxygen-deficient areas.

3/5/2006 57
Air Control Equipment• Installed between the air compressor and
the point of use to control the airstream modifying:
– Volume of air
– Air pressure
– Combinations of the above
3/5/2006 58
Air Control Equipment
– Cleanliness of the air at the spray gun
– Distribution of air to multiple equipment

3/5/2006 59
Types of Equipment Control• Air transformers (filters)
– Remove oil, dirt and moisture from compressed air
– Regulate and indicate by gauge, the regulated air pressure
– Provide multiple air outlets for spray guns and other air –operated tools

3/5/2006 60
Types of Equipment Control
• Air Condenser– Basically a filter installed in the air
line between the compressor and the point of use. It separates out solid particles as oil, water and dirt and cools the compressed air. Not capable or regulating air pressure.

3/5/2006 61
Types of Equipment Control
• Air regulator– Reduces the main line air pressure
as it comes from the compressor. Automatically maintains the desired air pressure with minimum fluctuations.

3/5/2006 62
Types of Equipment Control
• Lubricators– Some air-powered tools require a
very small amount of oil mixed in the air supply that powers them. Lubricators are often combined with air filters and regulators in a given unit. The air supply line for airspray SHOULD NOT contain a lubricator.

3/5/2006 63
Airspray Equipment• Conventional spray equipment consists of:
– Air compressor to provide continuous supply of compressed air.
– Spray Pot to contain coating to be applied.
– Hoses to transport air and coating.
– Conventional gun to mix air and coating
– Air control equipment to provide supply of clean, dry air
3/5/2006 64
Conventional spray hoses• Two hoses involved:
– Air hose (usually red) transfers compressed air from the air regulator to the gun. Air hoses should not be used for coatings.
– Fluid hoses (usually black) are electrically conductive so the system can be grounded. They are lined with solvent-resistant materials to prevent chemical attack.

3/5/2006 65
Conventional spray pot• Typical pressure feed pot consists of:
– The shell
– Clamp-on lid
– Fluid tube and header
– Regulator and gauge
– Safety relief valve
– Agitator

3/5/2006 66
Regulators
• Industrial spray pots should have double regulators.
– One regulator controls the air pressure on the material in the tank, controlling the fluid flow.
– The other regulator controls atomization air pressure to the spray gun.

3/5/2006 67
Conventional spray gun
• There are two types:
– Automatic guns which are mounted on fixed or moving apparatus to paint objects which are carried past them on a conveyor.
– Manual guns which are help by an operator who triggers the flow of air and material.

3/5/2006 68
Conventional spray gun
• Principal components of the gun are:
– Air flow
– Fluid flow
– Gun body

3/5/2006 69
Conventional spray gun
• Air flow components
– Air control valve
– Air adjusting valve
– Pattern adjusting valve
– Air cap

3/5/2006 70
Conventional spray gun• Air flow parts
– Air control valve – on the gun’s handle directly behind the trigger and allows air to pass through the gun
– Air adjusting valve (screw) – typically located adjacent to the air inlet at the base of the handle. Controls flow of air (CFM) with no effect on pressure (PSI)
3/5/2006 71
Conventional spray gun• Air flow parts – continued
– Pattern-adjusting valve (or screw) is located at the back of the gun. The stem of the valve seats in the front of the gun in either the air baffle or the air port. Regulates air to the horns of the air cap. The horn air controls the the shape of the spray pattern. A closed valve results in a round pattern, as it is opened, a wider fan pattern develops.

3/5/2006 72
Conventional spray overview• Conventional air spray is a common
application method when speed, versatility, and aesthetics are considerations.
• We will now discuss a somewhat different application process known as Airless Application

3/5/2006 73
Airless spray introduction• Airless spray differs from conventional
airspray because it does not use compressed air to atomize the coating.
• The coating is pumped from a container through a supply line to the airless spray gun, forced through a small orifice under high pressure atomizing the fluid as it discharged from the gun.

3/5/2006 74
Airless spray• In airless spray, the material is under high
pressure between the pump and the gun, but not in the container.
• Remember in airspray the material was under pressure from the container (pressure pot).

3/5/2006 75
Airless spray• Some advantages of airless over airspray:
– Production rates are increased due to faster application
– Overspray is reduced due to lack of air flow
– Blowback is minimized

3/5/2006 76
Airless spray
– Coating has a tendency to penetrate better into pits, crevices, recessed areas and hard-to-reach areas such as corners

3/5/2006 77
Airless spray - safety• The same precautions we discussed for
airspray apply with the following addition:
• Due to the high pressure of the atomized product at the exit of the gun, there is a real danger of accidental injection of product (like “air injections”)
• It is advisable to treat an airless spray gun as you would a loaded firearm

3/5/2006 78
Airless spray - equipment• Typical direct airless spray system
consists:
– Paint supply (container)
– Pump
– Filter
– Hose
– Spray gun

3/5/2006 79
Airless spray - pump• The spray pump draws the coating
from the container and supplies it under pressure to the rest of the airless spray system. Most are reciprocating, positive-displacement types and deliver coating under pressure on the up and the down stroke.

3/5/2006 80
Airless spray – pump volume• Pump volume is rated in gallons per
minute (gpm) which is dependent on the pump displacement and the number of cycles per minute at which it operates. Usually, coating application pumps deliver between 2.5 gpm and 15 gpm.

3/5/2006 81
Airless spray – pump pressure
• Fluid pressure can vary from 100 to 6500 psi, depending on pump design.
• Most commonly used airless spray pumps deliver paint at pressures between 1500 to 2500 psi.
• Pumps may be driven by air, but the air does not come in contact with the paint and is not used to atomize the paint.
3/5/2006 82
Airless spray – pump ratio• The pump output pressure (in psi) is
dependent on the ratio of air-motor piston area to paint-pump piston area and incoming air pressure. Ex: a 30:1 pump, driven by 80psi incoming air would deliver approximately 2400 psi (30 X 80).
• Typical ratios are 25:1, 28:1, 45:1, 65:1, and 75:1.

3/5/2006 83
Airless spray - hoses• Airless spray hoses are typically made of
nylon, teflon or polyurethane.
• They are chemically resistance to the coatings and solvents that will flow through them.
• Their pressure rating is typically to 7500 psi.

3/5/2006 84
Airless Spray - guns
• Airless spray guns force the coating through a small orifice at high pressure, thus atomizing the coating and shaping the coating into an oval pattern.

3/5/2006 85
Airless gun components• The major components are:
– Inlet – usually ¼” nipple to which the grounded fluid hose is attached
– Material port – carries pressurized coating from inlet to diffuser
– Tip guard – Safety OSHA Orange colored tip designed to prevent air injection by coating

3/5/2006 86
Airless gun components
• Components – continued
– Orifice – Available in a wide variety of sizes, it’s the only way to control the spray pattern
– Gasket – Ensures a tight seal between fluid tip and diffuser
– Diffuser – Aids atomization efficiency. Splits high-pressure stream of material.
– Gun body and trigger

3/5/2006 87
Airless spray tip sizes
• Typical choices:– Shop primers: 0.007 to 0.011”– Finish coatings: 0.009 to 0.013”– Industrial primers: 0.013 to 0.017”– High-build: 0.019 to 0.025– GF coatings: 0.040 to 0.080”

3/5/2006 88
Airless spray tip types• Typically:
– Standard tip – Provides a single fan width and a single orifice size. System must be shut down to clean out if plugged.
– Reversible tip – If plugged, it can be reversed by turning a lever, then the gun is triggered and the obstruction is cleared.

3/5/2006 89
Painting Safely• Lastly we’ll briefly work safety.
– Why last?
– Why Briefly?
Not because it’s the least important aspect, but because it’s the most important aspect and requires it’s own coverage by experts in the field.
3/5/2006 90
Safety
• Every year there are several million industrial accidents in the US, thousands of which result in fatalities.
• The majority of accidents in the painting field are related to falling.

3/5/2006 91
Safety• Causes of these accidents range from:
– Unsafe working equipment
– Unsafe working conditions
– Unsafe personnel
– Unsafe attitudes

3/5/2006 92
Safety improvements• Steps to improve safety include:
– Thorough medical examination prior to employment and at intervals thereafter
– Elimination of faulty attitudes
– Reasonable set of personnel safety rules and rules for safe working conditions
– Rules of the use of working equipment

3/5/2006 93
Safety improvements
– Instruction in the toxicity, health hazard, and flammability of the coating materials
– Instruction in the use of protective devices and protective clothing
– A continued program of painter education

3/5/2006 94
Safety checklist• A typical safety checklist for a safe painter
should include:
– Clothing: proper clothing in good state of repair are a must
– Eye protection: There is no more important safety rule than using proper eye protection
– Respiratory protection: Hold your breath and see how long you last

3/5/2006 95
Safety checklist
– Safety belts: Have saved many lives
– Warning tags: Lockout tags for example; obey them
– Toxic materials: Know what is safe and act accordingly
– Falling objects: Always know what’s overhead and how it could affect you

3/5/2006 96
Safety checklist– Electrical hazards: Know what they are
and how to handle them
– Footing: Once again, falling is the #1 cause of accidents
– Moving objects: Cranes, etc.; know their location and follow accepted safety rules
– Safety showers, eye wash: Know their location and how to operate them

3/5/2006 97
Safety checklist
– Fire alarm stations: Know where they are and how to sound an alarm, if needed
– Fire extinguishers: Know which is your assigned extinguisher and how to operate it
– Nearest phone: Sometimes life and death is determined by a matter of minutes

3/5/2006 98
Safety checklist
– Barricades: They exist for a reason; obey them

3/5/2006 99
Safety checklist
– Grounding: Your equipment should be properly grounded to avoid fires
– Sparkproof tools: Remember – an ignition source is one of the requirements for a fire
– Safety and work permits: Most jobsites require them for “hot work”, “enclosed entry”, etc

3/5/2006 100
Safety
• There is NO MORE IMPORTANT phase of the job than working safely
• Safety is EVERYONE’S responsibility, including the paint salesman’s
• When on the job, follow all implemented safety rules……..remember, you are a “guest” on the job site

3/5/2006 101
Summary
This concludes this presentation on coating applications. Is that all there is to know? Not by a long shot. Watch, study, learn, do. Never give up on an opportunity to learn something from an “old pro”.
On the other hand……..”we’ve always done it this way” could mean they’ve always done it wrong.