cnc system 10 t - douglasrudd.com
TRANSCRIPT

CNC SYSTEM 10 T
Operator’s manual
ETA-172004


�������

66666 ��������

77777�����������������
����� ������ ��������������� �������
��������
�������������� ����������� ���� �� �� ����������� ���������
��� ���������
���������������� ��� ������������������ ��� ���������������� ���������� ��
���� ���������
�������������� ����� ����������������� ���������� �����������������
� ���� ������������������� ���������������
���������
� ������������� ������ ��
� ������������ ���
� ���������������� �
� ����� �������
� �������������������
� ��������
!��� �� ���� ����� �� �� ��� � �� ���������� ��� ������ ������� ���� �
��������� ���������������������������������� ����
�������� ����� ��� ������������������������������� ��"�������������������
�����������������#����� ����� ������������� ��������������

88888 ��������
!����� �������������������"� �������������
�������������10 � ���������!��� �"#���� $������
%���&�'�(')*�)(�)+�&��,)���*-���*)&.,�%�*,�-��������-,��
$� �������������#����������"�������� ���%�������"����������������
�����������"����������
�/�&�#���� ������������������ ������������������������"� ���!�����������
�� ���� ���������"���������������0����"����
������������������������ ������� ���� ������������������
1/�����������"���������� ���'������������������������
(���������������������������� ����������������������������� ��������)�� ������
���������������*�� ���'�����������"�����
!���'����� ������������ �������������������� ��������������+������������
���������������������������� ��"�������������������� �����������������( ���
������������� ���������� ��������,������������������������ � ����"��#�����
� ��������� ���������������� ��� ����� �)���������'����� *�
���� ��� ���� ������ ��� ��� ��� ��� ������� ��� �� ��� ������ ��� �����
����������
������������ ��!��"��##$�"$�%&"��'��#�(��!���������#���$�$�"
�����)��(!$����
��� ���� ����������� ������������� ����
���������������� ����������� ������������ ���
���� � ������������ ������������ �����������
������ �������������������������� ���

99999�����������������
���������������������������������
������������������������� ������������ ������ ���� �� �����������
����������� � ��������� ��������� �
�)����)��2���)(��-,�����2�'
�/�����*$�$�$�&���#���$���+ $!!�')$��,�,���� �� ��� �����������
���������� ������� ������ �������� �������������������� ����������������������-�
�� �������� ��������������������� �������������������� ���������������������
����� ���������������������������� ��� � ������������ ��� �������� ������������
��������������� �������������� ��� ��
!����� ��������������������������� ����� �����������.�������������
� ������� �������� �������� ���%�������"����������������������������� ���
���������������� ���������������"����������#��������� ������������� ����
1/��&��%&!��"��#&���#���$�$�"������������������������������������������
����������� �� �� ��� � ���������������� �������
( ��� �������������� ������"� ���"������/����0�"���������������������������
������"� ���������������������������� ������������������������� ��( ��������
������������������� ��� �������������� ��������������� ��������������������
����������

1010101010 ��������
"/��$&#�� ����$�&��'�&��$*������������������������������� ���0�"���������
��������������������������� ����������� ������������������������ ������� ��
������ ��� �� ���� ������ ��� �������������� ���� ��� ����� � ������� �� �� ���� �
����������������������� ������ ��������������� ����������������������
�# ��(����+&���2�,)��
!����������������������������������� ��������������������������������
(���������� ������������� ���������������������������� ����������������� �����
���� ����%�������"������� ��)������������������������ �������� *�
����������������������� �������������������������� � ������� ��������������
������������������ ������ ��,�,��� ���
1��������������������������������� ����������������� ���������������
� ����� ���������������������� ���������������2�������������������������
���� �����������������������������������������������"������� ����� ������ ���
������������������ ��������������
!����������������������� ����������������������� �����������������������
���������� ������������� ������� � ����������������� ��
�����-!���� �$��&������&&$�$�'$������.����!���&�
�#�%���&�'���(����+&���2�,)��
1#�*�&�,�%��&�'���0��)�+&)%&���,�%
"#�*�&�,�%��&�'���0��)�-��0',�%
3#�*�&�,�%��&�'���0��)�0�,'����,��������

1111111111�����������������
�#� %���&�'���(����+&���2�,)��
�/���/������������ � ����"��#������"������������#� �����������
��������� ���2���������� �������� � ��������� ������������� �����"��#� �
����������3����� ��������#��� ��� ����������� ��������#����������������������4��
���� ������������"���� ����������� �����"��#��������� ���
�������� ������������� ������������ ����� ���������� ������������ ���
���� ������� ������������������� ������!�������� ��� ���������� �"���������
��������
1/�������������� �������� �����#������������ �����
#�� ����� ��� ��� ��� �� ��� � �� �������� ��� ��� ������� �� ��� ������
��� ���� ��� ��� �� ���� ���� ���� ��� ��� ����� ��� ��� ����� ���� ��!��� ��
�� ��� ���������� �"������������������
"/���& ��� �� �� ���������� �������� ��� ����������� ���� �� � � ���
������� �������������� �������������'���������"��������������!������������
������������������� �� ��� ���� � ����������� ��5����������� �������������"�
������ ���������� ������'���������"�������������������$�"���#���$��)$��
)���"/�� � ��� ���'����#�- ��& �� $� ��.!����'*���/$� ��� ���#���$��0
!�&&$*�-�� &$�"'�#�"������)��(!$�����'1�����#���$��$�&���0��$�2 �-��
����!�������
3/�3������� ������������� ���� ��� ��� ����#�������������������������
� �������������������� ���� ���!����$�"���#���$��)$��)���"'���#�-��& ��
$� ��.!����' *���/$� � �� ��� #���$��0 !�&&$*�- �� &$�" '�#�"� �� ���
)��(!$�����'1�����#���$��$�&���0��$�2 �-������!������#
4/����!���#����&����������� ��+������������������� ����������
6� ������������� ������ �� �������$� ��"������������� ���������� ������
�� �� ��������������� �������������������� ����� ��������������� ��� �
���������#� ��� ���� ����������$�"�)���"/�� �����!���#����#�-��& ��$�
��.!����'*���/$� ������#���$��0!�&&$*�-�� &$�"'�#�"������)��(!$���
��'1�����#���$��$�&���0��$�2 �-������!�������

1212121212 ��������
5/������� ������ ��� ����0,��� ��������������������"��� ���
��"���� ��� ������� ��� ��������)��"� ��������� �"�������� ������������ �"�
������*��.������������ ��� ����0,��� ��������������������������� � � ���������
������������� ��� �� ��� ��������� ������������� ��� �� ������������������ �
��� �������������� ������ �����������/������ ���������� ��� ����������������
��������������
�/���$&#�� ������������"��������� ���� �� ���� �������������� ���
���������� ���� ��� ��� ����� ���������� ����� ��� ��
���� ������� ��������� ������������������� �������������������#������������
��� ��� ����� ��������� ���� �� � ������������������������� ����� ����
��� ��������������� �������������������� � �� ����������� ���
6/���#��������� ��� ������������� �������� ���������%��������
���� ���������������$� ���� �������� ��� �������������� �����������������
���� ������������������������������������� ���������������� �� ������
�����
$��� ���� ��� ������� ��� ���,�,� ���� ��� � �������� ��� �� ��������
����������������� �����������%������������ �������� ��������������� ���
&������ ������������������ ��������������������������������� �������
� ��� ��� ���� � ��� ����� ��� �� ��� ������ '������ ��������(�� #�� �� �� ���
� ��� ��������������� ���������� ����������� ��� ����������� ������,�,
�������������������������� �������������� �� ������������

1313131313�����������������
�#1 *�&�,�%��&�'���0��)�+&)%&���,�%
!�������� ������������� ��������������� �������������������� ���2�����
����� ��������������������� ��������������������� ���������# �" ������ � ��
�/�,���'$����&-&��#&���$�"
(���������� ������������ ��������������������� ������������� �'��������
�������������������������������������� ����.���� �������� �����������
����������������������� �����������"��#���������� 4����������������
1/���&$�$��$�"*-����$����$����!����$��
$� ������� � ����� � �� ����� �������� ��������������)������ � ����� � �� ���
������ ���"�� ������ ��� ����� �*���������������������������������� ��
��������������� ����������� ��� ����� � ��� ����������������������(��������������
��"��#������"�������� ���������������������������������������� ����������
"��#���������� 4����������������
"/�4 ���$��$�/��/$�"������$���.$&
2�� ����� �������� "� � ��������� �� �� ������ ��� �� ����� � �'���� (�������
��������������������������������������� � ��� ��������� ��������������"���
����������#����������������� ���"��#������������������� ����� �������������!��
��������� ��������������������������� �����������"��#���������� 4����������������
3/�����1#���$����/��&$��
."��� ����"�� �� ��� ��������� ���� ���� ���� ��������������� �� ��
����������������"��#����������� ������������������� ������� ������� ��2�����
���� �������� ������ ������������� �� ��������������!����������'������
����� ��"��� ��������������������������������������������� ����������
"��#���������� 4����������������
4/�,��&����& �����&!��'�������
$� �� ��'���"������ �� ������������������������"��#������������ ���
������������������'��������������!������������� ����������������� ������'����
����"�����������
�!��$�-$�"�$��������/�� ������$&&!��'#�-���'��'�#�"����������0
���#���$��$�&���0���)��(!$�����$�2 �-������!�������

1414141414 ��������
5/�����(�����(
������� � ������"���� ������ ���������� ��������� ����� ���������������.��#�
���#��� ������ ���������������� ����� ��7����8�+7�"� ������"������������ �
+�����"� ����#�����#��������������� ���������� ������������ ���������#�������
�����'��������!��������������������������������������� �����������"��#�����
���� 4����������������
�/�$����$#�"�!��"��##$�"
+��� �� ��������� �� ������� "� � ������� ������ ��������� �� �� ��� � ��
��������
6/�,�#!��&��$��� ���$��
(��������� ��������� ������� �������� ������������������ ��������� �����
����'������� ������������ ���� ��� ��� ��������� ���� ����������������� ������
"������������ �'������������������������ ��
2�������'���� �����������������"� ������� ������"������ ��������� ����
�� ��� �������

1515151515�����������������
�#" *�&�,�%��&�'���0��)�-��0',�%
!�������� ������ ���������������� ����������������� ��"�������� ��
2����������� ���������� �������� ��������������������� ���������# �" ���
�� � ��
�/��� ���!����$��
$� ������� �������� ���� �������������������# �" �������� ������� ���
������� ����"��#������� ��� ��������������� ��'����������� �� ���������
������� �������������������������������!����$�������#���$��#�-���'��'�#�"�
���������0���#���$��$�&���0���)��(!$�����$�2 �-������!�������
1/��� �����������!�&$�$����� ��
������� � ������"���� ���� ���������� ��������� ����� ���������������(���
���� �������������"���������� ��������� ����� �������������������� �'��������
��� ��.!����'*���/$� ������#���$��#�-���'��'�#�"����������0���
#���$��$�&���0���)��(!$�����$�2 �-������!�������
"/��� ��� #��$���##��'
$� ������ ������ ���� ������������ ���������������# �" �������� �������
���������� ����"��#������� ��� ��������������� ��'����������� �� ���������
������� ������������������������������$�! �'���#�-���'��'�#�"����������0
���#���$��$�&���0���)��(!$�����$�2 �-������!�������
3/��� �����'�����'
( ��� ����� ������������� ����� ����"����������������������)�����'�����
788*�������������������� ��������������������
,�����&& &� #�- ���' �� '�#�"� �� ��� ����0 ��� #���$�� $�&���0 ���
)��(!$�����$�2 �-������!�������
4/�,���"����������'$����&-&��#&
��� ���� ����������������������� ����������"� ������� ������ ���
���� ������������������/��"���������� ������������� �'��������"������
������������������������������ �����������"��#���������� 4����������������

1616161616 ��������
5/3��(!$�������'$����&-&��#&�$��
&� ���� � ���� �� �� ���� �� ���#� �� ��� � ��� ������� ����� �� ���� ���� �
"��#������ ������ ��� �������2������ ����� �� �� ������� ������ �� � ���� �
�� ������������������� ����� �� �������� ��������� ��� ��� ����������/��"���
������������������������������������� �����������"��#���������� 4�������
��������
�/��� ��$����/���$��
(���� ����� ���� �� ������������������ ����������� ���������� ��������
��� ���� �� ��� ����� �� ����������� ������� �� 2������ �� � �� �� ����������
������� �������� ����� ���� �� ���� ������������ ������������� ������� ����
�� �����"�����������������������������)�����'�������������9� ����� ��*�����
�����������
6/���-� �
������ ����������� ����������� �������������� ���������� ���( ��������
������ ��"��#��"������������������������� ��"�������� �� ��!����������
��������������������������������
+������������� �������������������� ��������������������
9/������'$ &��#!��&��$��$���#�'�
������������� �� ����������������������� ��� ��0,��������������� �
������ ���� ������� ����� ���� � ��� �����������$� � �� ����� �� "��� � ������
��������������� ������������ ��0,������� ��� ������������������������� ���� �
���� �� �� � �� �� ���� ��� ����� ������ �� �� �������� ������� �� ���� �������
� ������� �������������������������� ���������� �� ���� ��� ��
��/����"��#�'$�$�"
(�������� ������������� �����'�����������������������)"������������ �
� ����� ���������� *�������� ������������� �'������������������� ���������
������� �� �������� �����������������������( �����"�������� ���� ������������
���� ���'����� �

1717171717�����������������
�#3 *�&�,�%��&�'���0��)�0�,'����,��������
�/��#��-*��( !*�����-��!����#����
$����������� ��������������#�����������#��������"�������������� �� �
��������������� ���������������� ���,� &���$&)��($&!�����#�')$��!�)��
����'��*$����!��0���-+ ��$�$�'!��&�����&�� �'!�����#��$&)��(�
%�������� ����������������������������������� ���������� ��� ����#��� ��
���������� ���������� ��� ��������������� ����������������������� �������)���
�����
#��,�,���������������������������������������� ������������������ ������
��� �� ��� ���� �� ��������� ����� ������� ����� ���������� ����� � ��� ��
� ������������ ����������������������������������,�,�� ���������������� ��
����������������������� ������� ���������� ����������������������
���� �� ������� ��� � �� ���� ��� ������� ����� ��� �������� �� ��� �������
*���� ���������������������,�,��������� ������������+�� �������������������
������������������������������� �
1/�4 &���!����#���
2������������� �������" ��������������������������� �����������������
�������"� ��������������� �� ���%�������������� ����� ������������"��#�

���������

:��������
�#��,��&)02��,)�
( ������ ���������������������� ����������#� ����������
���� ���� � �� �� "��#������� ��� �� ���+�� � )�������
+����������� ���*����� �������ETA-17 SYSTEM10 !����� ������ ��� �������.������.��"������������"#�����
�"���)�����-������� *��2����������� ��� ��������+�
���� ��������� ������ ��� ���� ����+����-��"������
�� ��� ��� ��������� �������������� ������ ����������� �
����'������ ����������( ��������������������������������
������ ��:������� ����� ������� �;!��:�7<-������������
��� �$�#��� ;<: ��&��/�& ��� �$"�� ����������$��&��'
� � ��$#!��/�#���&$���$&#�� ���

= ��������
1#��)��&)''�0���:��
1#���;���� ������$�<=������=���
&��� �'�� ���� ���
�&� ����)&�(* =�>�7 ?��@�>�.
���������)�1!/* =�>�7 ?��@�>�.
�;�(! 8 :
�&� ����)A/6* = ?��@
�&� ����)0�+��;* = ?��@
�!;��0 = ?��@
"�����0, � �2�) � �0,� � >)% � -��0'��� ������-����� �� ����� ��� �
���� �-��������� ��: �?�� ���������� ���������������� � ���'���� ������� ����
1#1�'����, ����, ����� �
(� ��� �'�������� � � �� �������� � ���"���������� � ����� ��� �� ���� � ��
������ ���������� �������������
1#"�'����)������@����� $/�, ����� �
(�����'��������� ����� ������ ������������� �������� �������� �� ������ ����
�������� ��� ������ �� ������������"�������������
X: 0.001 mm (Dia.)Z: 0.001 mm
X: 0.001 mm (Dia.)Z: 0.001 mm
X: 0.0001 inch (Dia.)Z: 0.0001 inch
X: 0.0001 inch (Dia.)Z: 0.0001 inch
X: 0.001 mmZ: 0.001 mm
X: 0.001 mmZ: 0.001 mm
X: 0.0001 inchZ: 0.0001 inch
X: 0.0001 inchZ: 0.0001 inch
Input / Output system Least input increment Least commandincrement
X: 0.001 mm (Diameter designation)Z: 0.001mm
X: 0.0001 inch (Diameter designation)Z: 0.0001 inch
X: 0.001 mm (Diameter designation)Z: 0.001 mm
X: 0.0001 inch (Diameter designation)Z: 0.0001 inch
X: 0.001 mm (Radius designation)Z: 0.001mm
X: 0.0001 inch (Radius designation)Z: 0.0001 inch
X: 0.001 mm (Radius designation)Z: 0.001mm
X: 0.0001 inch (Radius designation)Z: 0.0001 inch
mm input / mm output
inch input / mm output
mm input / inch output
inch input / inch output

>��������
For radius designation, select the parameter for XXXXX axis radius designation.
The increment units of the least command increment are depend on the machine.
the choice of measurement units should be selected by establishing beforehand the
parameter No. 001 (SCW). The choice of measurement units of the least input increment
should be selected by the G G G G G code.
G20 -G20 -G20 -G20 -G20 - least input increment 0.0001 inches
G21 -G21 -G21 -G21 -G21 - least input increment 0.001 inches
The state of the system when the power is switched on will be the state of G20G20G20G20G20
and G21 G21 G21 G21 G21 at the time of the power was switched off.
2.4 Maximum strokes2.4 Maximum strokes2.4 Maximum strokes2.4 Maximum strokes2.4 Maximum strokes
The maximum strokes that can be commanded by this control system are shown
in the table below:
mm input mm output inch input mm output inch input inch outputmm input inch output
±9999.999mm ±999.9999inches ±9999.999mm ±999.9999inches

< ? ��������
"#+&�+�&��)&��(2���,)����@%��)0�/
��"��:������ �����������"� ����������%������� �������� � ������������ �
���������#��� ��� ����!��%�������������������� ���������"� ��"�������
���/ ��:����%��������!��%���������������� �����������#�� �"�����"�������������
���&�����%��������!��%���������������� ���� ����%������� ����������������
����� ����
, �����
���%���� ��%�������������%�������� �87������
G01 X10. Z10;X20. Z20. F20;X0. Z0. F12.6;G00 X20. 10Z;
G01 is effective in this range
!��������"���������%��������/ ��������� �����%�������� �������������
���������%��������;������ ����������������%��������� �������������������������(
����� ����� �� �����%� ����� ��� ������ !�� ��������%� ����� � �� �� �������� �� �
�� �����%�����������" �� ��������"� �������������������� ��� ����'�����%9�
� ���%9��
G90G90G90G90G90 command specifies absolute dimensions and XXXXX and Z Z Z Z Z used in G90G90G90G90G90 mode are the
same as XXXXX and ZZZZZ respectively under standard GGGGG code.
G91G91G91G91G91 command specifies incremental dimensions and X X X X X and Z Z Z Z Z used in G91G91G91G91G91 mode are
the same as UUUUU and W W W W W respetively under standard GGGGG code.
( � �� ��������%� ����� ������ ����������2� � ��*� �������� � ����� ��� ����
���� ������ �� �%9�������
( ��0,�������� ����������:�� ��?�������������� �������������� ���� ��2�� �
*�:�� �� ����� �������� ����� �����������������%9�A%9��

< <��������
Standard G code Special G code Group Function
G00
G01
G02
G03
G04
G10
G20
G21
G25
G26
G27
G28
G30
G31
G00
G01
G02
G03
G04
G10
G20
G21
G25
G26
G27
G28
G30
G31
01
Positioning (rapid traverse)
Linear interpolation (cutting)
Circular interpolation CW
Circular interpolation CCW
Dwell
Data setting
Inch data input
Metric data input
Spindle speed fluctoation detect OFF
Spindle speed fluctoation detect ON
Reference point return check
Return to reference point
2nd reference point return
Skip cutting
00
06
08
00
* *
* *
G32
G36
G37
G40
G41
G42
G50
G65
G68
G69
G33
G36
G37
G40
G41
G42
G92
G65
G68
G69
Thread cutting
Automatic tool compensation X
Automatic tool compensation Z
Tool nose radius compensation cancel
Tool nose radius compensation left
Tool nose radius compensation right
Coordinate system setting, max. spindlespeed setting
Custom macro call
Mirror image for double turrets ON
Mirror image for double turrets OFF
01
00
07
00
04
* *
* *

< 5 ��������
����&�
;�&�'�������� ������������� ��)%4�*����������"� ����� �� ��������������
���� ����������������
;�!��%����������#���"��B��������"� �����"�������"������ �
;�!��%�������� ���������������� ��������
;�� ��������������"� ���%������ ��������� ��������������������������
��)+�����*�
;$� ��� ���������%����������������������������������������%�����
�����������������������������
;�%����������������������������������
GroupStandard G code Special G code Function
G70 G70 Finishing cycle
G71
G72
G73
G74
G75
G76
G90
G92
G94
G96
G97
G98
G99
-
-
G71
G72
G73
G74
G75
G76
G77
G78
G79
G96
G97
G94
G95
G90
G91
Stock removal in turning
Stock removal in facing
Pattern repeating
Peck drilling on Z axis
Grooving on X axis
Multiple threading cycle
Outer diameter/internal diameter cutting cycle
Thread cutting cycle
Endface turning cycle
Constant surface speed control
Constant surface speed control cancel
Per minute speed
Per revolution feed
Absolute programming
Incremental programming
00
01
02
05
03
* *
* *
*
Continue

1 31 31 31 31 3��������
3#�,���&+)'��,)���(2���,)��
3#��+��� ��@%��/
%������������������� � ������������������������ ������� �� ���"��#������� ��
������"� �������������� ������������������ ������� ����������� �� ��������
���� ���"� �� ����� �������� ���( ���������������� � ��������������������
������������������
�����- %���:@2/CCCCCC?@*/CCCCCCD
����-
��:@2/�� ��?@*/������������� )� ����� ��*���������������'������������� �
� ����� �������� ����� ����������������������
��7D7���� ��� ���������#�)�������(./��������5�����;(������*�
!������������������ ������ � ��� ����� �������� ����������� � ��� ����� � �
����� �����������'��������������!��������� ������������ ������������� ��
.��� ����������� � �� ��-
Z
5.6
X
3.05
3.0
∅4.
0
(Radius programming)G00X2.0Z5.6; (Absolute command) orG00U-3.0W-3.05; (Incremental command)
!���������������������� ���%�������� �����������������'���� ���� �� ��
���������������+���8B7C�� ��8B7D��!���������������������� � ����������������
����������(�"� ���������� ��

< 7 ��������
( ��������� � �����������������%������������������������������������
����#�� ��������������������� �����������#��(��������������������� ��� :������
���#� �������� ������'����� �������������� �'�����#�������� ����� ����� :
������ �
E( :������ E� ��� �� �� �� �'��� ��� ������ ��� � � �� ���� � �� ��� ���� �� �
����������������� �
3#1�' ����, ��������� �@%��/
The linear interpolation can be performed by commanding G01G01G01G01G01.
Format: G01 X(U)_____Z(W)_____F_____;G01 X(U)_____Z(W)_____F_____;G01 X(U)_____Z(W)_____F_____;G01 X(U)_____Z(W)_____F_____;G01 X(U)_____Z(W)_____F_____;
X(U)X(U)X(U)X(U)X(U) and Z(W)Z(W)Z(W)Z(W)Z(W) are absolute (incremental) commands for movement along the
axes.
The tool moves to a certain point in the selected coordinate system along the
straight line at the feedrate specified by the F code. Since the feedrate remains effective
until a new feedrate is commanded, it need not be respecified. The feedrate which has
never been specified by the FFFFF code is regarded as zero.
Example:
Z
2.01
X
∅4.
0
(Diameter programming)
G01X4.0Z2.01 F20; (Absolute command)G01U2.0W-2.59 F20; (Incremental command)
4.6
∅2.
0Endpoint
Start point

1 51 51 51 51 5��������
!����������� ������'���������� �������������"��)� ������������ �������*�
%���2ααααα��*βββββ��(�D
��������� �:��'���������� ���(;E�ααααα#�A'
��������� �?��'���������� ���(FE β β β β β#�A'
����-�������L 2 2F >α β
3#"���������, ��������� �@%�1 �%�"/
!�������"� ������� ��"������������������� �����������������
Data to be begin Command Meaning
G02
G03
Clockwise direction (CW)
Counterclockwise direction (CCW)1 Rotation direction
Absolutecommand
Incrementalcommand
X, Z
U, W
End point position in the workcoordinate system
Distance from start point to endpoint
2
3
4
End pointposition
Distance from start point tocenter
I, K
R
F
Distance from start point to center.
Radius of arc..
Feedrate along the arc.
Radius of arc.
Feedrate
!������#"���������� ������#"����������� ��������� ������������� �������� ��
������
X X
Z
G02 G03
Right hand
ZX X
Z Z
G02 G03
Left hand

< 9 ��������
, �����-
K
I
Center of arc
(Diameter programming)
Start point
End point
Z
X axis
X
Z axis
K
(Diameter programming)
X axis
X
Z axis
I
Z
Center of arc
(Diameter programming)
Start point
End point
Z
X axis
X
Z axis
R

1 71 71 71 71 7��������
X axis
Z
1.0
1.5
2.5 radius
3.0
5.0
X
∅5.
0
(Diameter programming)
G02X5.0Z3.0I2.5F0.03;or G02U2.0W-2.0I2.5F0.03or G02X5.0Z3.0R2.5F0.03or G02U2.0W-2.0R2.5F0.03
(For absolute command)
!������������������������ �������� �����������������(�������!������������� �
� ���������� ������������ �� ���������������������
!�������� ��� ����������� ��� ������������� ��������� ����"���
!������������� ������������� ��������� ����������������������� ������:
�'���������������� �������?��'����!��� ����� ����� ����������������������������
)� ����� ��*������ ���:@2/�� ��?@*/��!�������� �����������������������������,�� �
.�������:�� ��?��'����������������!������������,�� ��.��� ������� ���������� ���
��������� ��!����������� ��������������"����������&�� ���������������� ������ ��
���,����.�
i
k
Start point
End point (z, x)X
Z
Center
!����������������������������������&��( ���������� ������'����� ��7C8G���� � �
�������� ����

< = ��������
, �����-
r=50mm
End point
Start pointr=50mm
X
Z
For arc (less than 180 )
G02Z60.0X20.0 .0F300.0;
o
R50
For arc (greater than 180 )(Can not be specified in 1 block)
o
������,�� ��.���� ������������:@2/�� ��?@*/��� ���������������� �����
���������������������������� ������������� �)�����������������HI8 G*�
!����������"�� ���������������������� ������������������������
J=K���������
(���, �.�� ��&������������������������������� ��������������������������
��������&��#���������� ���� ��������������� �����
(��,����.������������������� ���� �������������������������� ��� �
��� ������ ���������� ��������� �������

< >��������
4#��-&��0���2��,�%�@%"1/
.������������������������ ���������������� ������������� ��������� �
%"1�
������������������������������������
L L
Straight thread Tapered screw
4��#����%"1�:@2/CCCCC�?@*/CCCCC�(CCCCCD
����-
����������:@2/�� ��?@*/������������ ��������� ����� ��(�����������������
( ��� �������������� ��������������'���� ������������������ ��� ������ ���
����� ��� ������������ ������ ��"� ������ ���� �����������������"� �������� �
������������������������������������� ����������( ��������������� ������������
�� ����� ������������������� ���
( ���������������������� ������� �������������������������� ������������:�� �
?��'���
������������������
α
δ1
X axis
Z δ2
XZ axis
0
L
End point
Start point
!�����������������������������������������������

5 ? ��������
( ��� ����������������������������"����������������"��� ��������������
������ ��� ��� �� ����� ����������������!���������"� ������������������ ��
����� ��������������������� ����� ��� ����������������� ���
, ����-�.������������� �
�����������
X axis
δ2 δ13
inch
esZ axis
7 inches
The following values are used inprogramming:Thread lead : 0.4 inch
: 0.3 inch: 0.15inch
Depth of cut : 0.1 inch (Cut twice)
δδ
1
2
, ����-�!������������� �
�����������������������
δ1
X axis
δ2
Z axis0
1.4d
ia.
5.0d
ia.
4.3d
ia.
3.0 4.0
5 <��������
���� ������������ ������������������������'�����788K��(����������� ������
����������� ��������������"��������� ������� �����!���"��������� ���� ������
����� �������!�-��"������ ������������ ������� ��� ��;;��0/����'�����
"� ��������������#������ ������������������ ���!������������������������'�����
����#� ��� ����#��$� � ������� ��� �� ���� ����� ���������� ������� � �� �� ���
������� ����� ���������� ���������������������������#� ���������� ������
��� ��� ��� ���������� ������ ����
$� ����������������#�"������������� ������#������� �� ������������� ���
��� �������#������ ���� �������������:������� �������� �����#�
������ �� ������������������������� ������������������������������� ���
������ ������������������ ������� �� ����������������� ���������� �������������� �
�������� ��
������#��������� ������������ ������#����� ����������������� �������� ��
&�
�� ������� ��������� ������ ������������� �����'����� �

5 5 ��������
5#�(��0��(2���,)��
5#��&��$����!���
����� � ������� ��� ����������� ������������ � ������� ��%����!������� �
�������������������������������������������������������� �������������+��8B7C
� ��+���8B7D�
5������������������� ������������� �������"���� ������� ���������-�
�� ���
��������������������������������� (�D� 14GD� 4�GD� ���G
����- (��������� �� ����������������������+��8BHH�
5#1����� ��(��$�&���
���������������� ����� �������� �)%��*�� ������������ �������� �)%�1 �%�"*���
�������������(������
5#1#���� �� �������$��� �� ���� ����
!��� �� ���������������������� �������� ���� ��������������!����������
�� �� �������������� ��"����������� �������������
XX
ZZ
Fz
Fz
Fx
Fx
Start point
End point
F
F
For arcFor linear
End point
Startpoint
F : Feedrate of tangent directionFx: Feedrate component of X-axis directionFz: Feedrate component of Z-axis direction
F = Fx + Fz√ 2 2

5 6��������
5#1#1����� �����$�����������
!��������������������� ������������� �������������������+��8B=<��(���������
��� ������������������� �����'����� ��������������������������������������� �
�'����� ���������������������
5#1#"�+���� �������$�@%96/
����� ������������������������������������%96��!�������������������������
����� ������������(��/ �������� ����%96����������������� ���%99�)������������
����*�������
�����������������������������������������
fMovement amount per minute(mm/min or inch/min)
Per minuts feed
5#1#3�+�����!����� ����$�@%99/
����������� ����������������������������������%99�������"� ��(�����������������
��������������������� ������������ ��( �������������� �������������� ���������
������� ������ �����%99����������������%99������������������������������ ���%96���
���������
���������������������������������
fMovement amount per revolution(mm/rev or inch/rev)
Movement per revolution

5 7 ��������
!���� #���"�� ������� ��������� �������������� ������������� �����������"� �
��������
(�E(��#�&
����-
(��: ������ ����������
(��: ������������ ��������
&�: ��� ����������� ����
!����������������� ���� �������+��������� �"������������������ �
����������������������J�=K�
��������������������� ��������������������������%�������������������
���� ����'����� ��B88����������������� �����������������������
����������������������������'����������'��������$� ����������'����� ���
������ ����������������������������������������������
5#"�)!���$�
5#"#��(��$�������!���$�
!�������� ��������)%96*���������������� ������)%99*��� ������������� �����
�"���� ����������-���� ����8���7B8K�)����������78K*�
��������� ��� ����������� ����� ��� ������������� �� � �"������������ ��
� ������)�������'�����788K*�
5#"#1�&��$����!�����!���$�
5������������������� ������������� �������"���� ��������-���� ���
(� � 14G � 4�G � ���G#
(��:����� �� ��������� �������������������+��8BHH�

5 8��������
5#3�������������������� A0���������
5#3#��������������������� A$��������� ������� ���������
�������� ���������� 9���������� � ��� ���������� "� � ���� �� � �� � �� �
������ �������� �� � ���������� ������������������������� 9���������� � ��
���������������"� ������������ ����
�$�������($�'&�����������$��1'��������$����� &�'�
/� ���������- ;��� �������������� 9���������� ���(�������������������
���+�� 8B==�� ���+���8B=H�
0��� �������- ��;'�� � �������������� 9���������� ��(���������
�����������+���8B=D�
1��� ��- ��!��������������� �������
��������������������������������������
Speed
Time
Rate after interpolationRate after acceleration/deceleration control
�����������������������������
Speed
Time
FR
MA
X
TR TR
Rapid traverse
F : Rapid traverseT : Acceleration/deceleration
time constant(Parameter No.No 522, 523)
RMAX
R

5 9 ��������
���������������������������
JOG feed
Speed
Time
FJ
FL
��TJ
F :J
F :L
T :J
Jog feed rate
Jog feed time constant(Parameter No.529)Low feed rate after deceleration(Parameter No.530)
5#4�����$������ $������� ��
�������� ����������������� �������������� ������������������������"�������
�� �� ������������ ��������������� ��4�������2����������������������������
� ������������ ���� �������� �������������(��������� ������������"��������)%�3*
��"�� �������#����������������� ���
( ����������� �������� �������������������������������� ������������������
�����!����������� ������ ���,��������#� �������������� 9���������� ������� ��
�����������������
����������������������������
Insert here the dwell command
X
Z
Programmed path
Actual tool path
!�� �����"� �� ���� ��"�� �������� �� ���� ��"�� � ����#�� ��� � �������
�������� ��������� ��������������� �

5 :��������
�������
Previous block
Positioning Feed Not movingNew block
Positioning
Feed
Not moving
X
X
X
X
0
X
X
X
X
:��!�� �'�����#�����'���������������� ����������������������,����
)��!�� �'�����#�����'��������%�� ������������������������ ���� ���
���������
5#5�0�����@%�3/
�"��������'����������������"� ������� ���
%�3�:�
%�3�2�
%�3�+�
����-�����������"��������� ����
!��������������������������"�� �7I����
!����'���������� ���������DDDD�DDD���
$����������+������������� ��� � ����������
�"�������� �������������� ����������������������������#���� ��,����

5 = ��������
�#�&�(�&�����+),��
�#�����������&����� ���+� ��&���� �@%16/
!������� � �%16�:@2/CCCCC�?@*/CCCCCD
���������������������� ����������� ���� �)&+*������������������'����:@2/�� �
?@*/����� � ��������������� ����� ����������� ������������������ � ����� ��
�������
5����� ������ ������� � ������� ��"����������������������������'����)+�
�� ���������� � �*
������������������������������������������
Intermediate point(4.0, 5.0)
Reference point
Z
G28x40.0Z50.0;
X
( ��� �������������� ������������������������������ �� ��)�!�*��!��������
���������������������������������� ���������������'���� ���������� ��
$� �������� ��%16��������������� ��"� ��� �������� ����������� ��
��� ���� ����� ��������������������"��������� ��� ���� ���������� �����
��� ������������ ��������������� ��� �������� ����������� ������ �
�#1�&����� ���+� ��&���� �����H�@%1�/
!��%1������� �������������� �����"������� �������������������
������ ������ �
4��#���%1��:@2/CCCCC�?@*/CCCCCD

5 >��������
!�������������������������������� �����������������������"� ��������
����� �����������$� ���������������������� ������ ��������� ������ �����
����������� ��(���������� ������ �� ��������������'������ ����������� ���������
����������
(��� ������������� �������������������� ����������������%1������� ��"������
������
�#"����� $�&����� ���+� ��&���� �@%"�/
4��#���%"��:@2/CCCC�?@*/CCCCD
$����%"������� ���������� �����'���"������������� ����������� �
������ ������ ��.�������� �������� ������ ������� ������������������� ������ ���
����������)+���8<HB�� ��+���8<HI*��!����� ��� ���������������������"�������� ����
� �������� ������ ����� ���������������(�������������������� ������ ����� �%16
�'������������ ���������� �������� ������ ��!��%16������ �����������������
"� ������������� ����������� ������������ ������ �

6 ? ��������
6#��))&0,�������������
$� � ���� ������ � ��� ����������� �� ������ �� "��� ���� ��� �������� ��
����� ������������� ����������� ��������� ����������!��������� ����������������
����������������'���������� ���������������'���:�� ��?�����������������������"��
:CCC�?CCC
�������������������������������
Z
X
Zero point
α
β
Position of tool when X Z is commandedα β
6#���))&0,����������������,�%�@%4�/
6#�#������$ ����=������� �
!����� ������� �"������� �������������'����������������"��
%4��:CCCC�?CCCCD
������'����� ������������ ���������� ���� ����������:�L-�������� ���� �L-
������� ����� ��� ������� ���� ������ ���� � �� ���� �����%�� � ����� ��� �� ���
����� ������������� �������� ���� ��� �"������� ����������!��������� ��
�������������������������"��#������� ����������!�����������:����������������
��������"� �������������� ��� ������� ����������� ����������������������"�
������������ ��� ������� ���������

6 <��������
���������������������������������
Z
X
Zero point
3751
∅12
8.7
Start point
G50 X128.7 Z375.1; (diameter designation)
/��� �������������������� �������������� ���"����������� ������" �� ��
��������� ��������� ����"��#������� ���������������� ���������� �
������������������������������ Z
X
Start point(standard point)
700.0
∅12
00.0
�����" �� ������������ ���������������� ������ �� ��������������� ���"�
��������� �� ���������� �������������������������������������$� ��
������������� ���������� ������������ ������ �"������������������� ������ ����
( ��������������������������� ����������������� ������ ����������� ��
��"�� ��������� ������ �� ��������������� ��������������� ������������������

6 5 ��������
6#�#1�����$ ����=�������
�����-
%4��2CCCC�*CCCCD
!�������� ����������� �"������� ���������"������������� ����������
"��������� �� ��"���� ����� ����� ����2�� ��*�
�������������������������������� Z
X
10.2
30.56
AB
6#�#"��������������$ ����=������� �
$� �����������+&��)+���878����<*������������������� ������������ ����
���� ����� ������"��#���������� �������������������������������� ������ ����� �
!���"��#������� ��������� ��������� ������������+���8<8C�� ��+���8<8D��!�
������� ��������������"� ��������"� ������� ���������� �������������� ��
���
%4��:CCCC�?CCCCD
�����������������������
Z
X
Zero point
α
βStart point(standard point)
Standardtool
When the tool tip of the standard tool is set as the standard point

6 6��������
6#�#3��������������$ ����=�������
;'��������������� ��%4����������� ����������� ���������������� ����
��� ���������������������������������� ������������� ����������!���#� ����
������ ���������������������������������$.�!�)+���878����I*�
6#�#4�0�����������$�!����� �����������H�����$ ����=�������
( ����������������������� ������������ �����%4����� ����������� ��
�������� ����������� �������������� ���������������� ������� ����������!��������
��������� ����� �����������������������������"��
�����������������������������Z
Xx
z
O
O'Shift
α
Surface B
Surface AZero point inprogramming
β
@�/�0����������� �������������������.��� ���������������� ������
������������ ���
@1/�/������������������� ������� ���� ���� �����@ ���������������������
�������� �����
@"/�2������� ������βββββ���������)������ ��� ��������� ��������������
@3/�0����������� ������������������������������� ���
@4/�/������������������� ��@� ���� ���� ������� ���������������������
�������� �����
@5/�2���������� ������ ααααα����������� ��
@�/�&��������������������α����β� ������� �������������� ������������ ���

6 7 ��������
9#��))&0,������I�'2��
9#���<������� $�, ����� ����+������� �
!��������"��"����������� ���������������'���:���������������� ��� �
�� � ����� ��� ����� ��������� ������������ ��� ����� � �������������� � � �
������������� ���( ���� ����� �������� ������������ ���������'��� ������ ��
�����������
������������������������������������������
X
Z100.040.0
70.0
30.0
End point
Start point
����-��:��#��?3�#�������������������� �
�� ��23�#��*��5�#������� ��������������� �
����������
Absolute command Incremental command Notes
X
Z
U
W
X axis move command
Z axis move command
���� ��������%� ������ ����� �������� ����� �� ��� � ����� ��� ����� �� ��
����� ����� �%9��A�%9��
%9����������������� �
%9����� ����� �������� �

6 8��������
, ����-
���������������������������������������Z
5.0
X
∅40
.0
45.0
∅20
.0
A
B
Programzero point
.��������������� ��- %9��:��#��?3�#�D
����������� ������� ��- %9��:3�#��?���5�#�D
���������
Absoluteprogramming
Incrementalprogramming
Command specifyingmovement fromB to A above
Specifies an endpoint in the workcoordinate system
AddressCommand method
Specifies adistance fromstart point toend point
X (Coordinate valueon the X axis)
Z (Coordinate valueon the Z axis)
U (Distance alongthe X axis)
W (Distance alongthe Z axis)
X40.0Z50.0;
U20.0W - 40.0;
�*&�� ����'$����#�������##��'&���*� &�'��"�����$��*���(�
$� ����:�� ��2����?�� ��*����������������� �������#����� �����������
�����������������
9#1�, ��A�������=�������� �#
&������������� ����������%1���� ��� ���������� ����������%1���!����%
������������������������ �� �� ���� �� �����#����������� ���������� ��������
�������� � ���������������
!�������"� ��� ��������������� �������%������

6 9 ��������
��������������������������
Unit system G code Least input increment
Inch
Millimetre
G20
G21
0.0001 inch
0.001mm
@�/������������������4������
@1/�3�� � �� ����������
@"/�*�����������
@3/�4� ����������������������������������
@4/�&�������������
$� �����"���"��������� ������������������������ ����������%1��� �
%1������ ����������� �� ����������
9#"�0������+� ��+������� �
!����������� � � ��� ����������������"��������������� ��0�"����������
������������ � ������������������� ��������������� �������������"������� ������
���� ����������!������������� ���� ������������� ����7888��������� ������ ��
� ������������� ����78888������ ����
�����������������
Usual typedecimal point input
Pocket calculator typedecimal point input
Program command
X1000 1mm 1000mm
X1000. 1000mm 1000mm

6 :��������
9#3�0�������� $�&�$��+������� �
.� ��� �� "��#������ ������ ����� � ��� �������� ��������� � ����� ���� �� ���
��������� ���������� �� ���� ��������������� �"��"�������������� ���������
������������������������
D1
D2 R1
R2
AB
X axis
Z axis
D , D . . . . . . Diameter programmingR , R . . . . . . Radius programming
1 2
1 2
!����������������������5������ �������� ���� �������������������������
:&��)+���87D����=*��$� ���� ��������������������� ��� ���:��'�������� ���� �
������� ��������"� �����������������
��������Item Notes
Z axis command Specified independently of diameter or radius value
X axis command Specified with a diameter value
Incremental command withaddress U
Specified with a diameter value.In the above figure, specifies from D to D for toolpath B to A.
2 1
Coordinate system setting (G50) Specifies a X axis coordinate value with a diameter
X component of tool offset value Parameter setting (No. 0001, ORC) determineseither diameter or radius value.
Parameters in G90-G94, such ascutting depth along X axis. (R) Specifies a radius value.
Radius designation in circularinterpolation (R, I, K) Specifies a radius value.
Feedrate along X axis Change of radius/revChange of radius/min
Display of X-axis position Displayed as diameter value.

6 = ��������
��#��+,�0'����+��0��(2���,)����@���(2���,)���/
��#���� $�������$������ $
!����� ��������������������������2���=�:�������������� ��������+����� ����� �
���B�:����������������� ��������� ������� �����( ��������� ��������������������������
��:������
$� � �� ����� ����� �� � �� ���:����� ���� ���������� � � �� ����� ����#�� �
����� ����� �����'������� �� ������������"� ��"��"��������� �� ��� ������� �
������������
@�/�& ����������� ���� ������������������������&������
@1/�, ���� ������������������� ��������������� ������������������
!������ �� ������������������� �������� ����������+��BDD��$� ���� ���
� ����������������������������������������
������������������������ �������������������� ���������������
��#1��� �� ��������������$���� �����@%95 �%9�/
(����������������)����������������"�� �"��#������� �����*�������������������
��� ����� �������������������������������������������������"���������������
������� ��������� �� ���"�������������� �
!��� ��������������������������������"��
���( ���������������������� ��9��
���( ���������� ����������� ����9��
��#1#������� $
�� �� �.�������.������� ���������������������������"� ������� ��
%95��CCCCCD
�� �� �.�������.������� ��������� �����������������"� ������� ��
%9���CCCCCD

6 >��������
$� ��� �� ����������������� ���������������"��#������� ������������
��������������� ����������� ���� ��������?�:��'���):E�*�
�������������������������������
X
Z(X=0)
��������������������
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
20 40 60 80 100 140 180 220 260 300
600m/ min400
30020010050
Surface speed
(n)
Spindle speed (rpm)
The spindle speed (rpm) coincides with thesurface speed (m/min) at approx. 160mm(radius)
Spindle speed specified with the S code
radius (mm)
Work radius and surface speed in each surface speed
��#1#1��� $������$��!���$�
� ����������������������������� ����������������������������� ��������������
������ ���� ���� ���������������"���B8��I8���<8��C8��D8��788��778����7=8K�

7 ? ��������
��#1#"������ ����;����� $������$�@%4�/
&�'�������� ��������������������������������� ��
%4���CCCCD
��#1#3�&��$����!���� ��� �� ������������$��� ����
( �����#��� ����� ����%�������� ���������������������� ������������������� �
�������������� ���������������� ����� ������ �������������������!���� ��
���������������������������� ���� �������� ����������#�� ���
(������'�������� ������������� �����"� �����"��������������"������ ���
��������� ����������
(������'�������� ���������������������%91������ ��������� �����������������
%95�� ������������� ���������������%9��
%4��� �������������� �����������������������8�����
!������������������������ � �%95��������� �������������%9��� �������������"�
���� � ��� �%95�
!���� �� ������������������������������� �"� ������� ����������� ���
L-&��0(+;��/�MN������
!���� �� ����������������� ����������������� ��������� ��������!��������
�������������� ������ �� ����������������������� �������%9������������ ��
( ����������"��� �������%95���%9�������"������������ ������������� �%9��
�������������� ��������������� ������� ������� ��������� ������ ���� �"��������
( ����������"��� �������%9����%95��������������������������� �����������
����#����%95�������������
!���� �� ����������������������������� ������������������ ������������
"�������������������������������������������

7 <��������
����������������������������������
400
400
300
200
100
500
600675700
700 900 1100 1400 1500
Programmed pathTool path after offset
N16
N16N15
N14
N14N11
N11
N15
1
43
2X
Z
1050 1475
(Radius value)
600d
ia
400d
ia
��#"��� $�������$�0������
$� ������ ������������������������������ ������������ �������������
���� �������
!���� ��� �����������"� ��������
%15�+CCCC�JCCCC�&CCCCD
����- +��!����� ������������ �����#�"� �������� ������������� �
������������������������ ����
J��!����� ���)K*���"�������������� �����������������������
����������������� �������
&��.�� ������������������ �)K*���"���� ����������� �������"�
���������� ������������ �������� ����������
%15��� ��� ��������� ��������� ������������������ �� ��%14��� ��������
����+ �J�� ��&����� ���� �"� �%14��������� ����

7 5 ��������
�������������
Commanded speed
Fluctuation at which an alarmis indicated (r)
Actual speed(detected by the position coder)
r
Tolerance atwhich checkis started (q)
Check Check
Nocheck
Spindle speed
TimeDesignation ofanother speed
Startof check
Alarm
������������
Commanded speed
Fluctuation at which an alarmis indicated (r)
Actual speed(detected by the position coder)
r
Tolerance atwhich checkis started (q)
Check Check
Spindle speed
TimeDesignation ofanother speed
Startof check
Alarm
No check
!��� �� ��� � ��� ������ � ���"� � �� �� �� � �������� ������ �� ���� ���� � ��
��������
$� �� ������������������ ����������������� ��L-.(+6�;�2�/�M�.!/ N���
���������!����� ��������������������� �������� ���TFT�;�� �"� ����������� �������������������������������������� �����������
� ����������������������������������
!�����#���� ������������� �L-. (+��;�.!/ N�����)O..! F8*

7 6��������
��#��))'��(2���,)���@��(2���,)��/
��#�������������� �(� ���
!�� ���� ������� � ��� ��������������� �������� �� �� ��������� ������ �����"� �
��������������2����������� ���� ������������� ��������� �����������+������ �
�����( �� ������#�� ����������� ��������� ����
!�������� ����������"�������������������� �� ��� �������������10�)+���87P
��� 8*��$� � ������� ����� �� � �� ���� ����� ���� ���������� � � �� ����� ����#�� �
����� ��������'������� �� ������������"� ��"��"����
@�/�& ����������� ���� ������������������������������� ���
@1/�, ���� ���������������� ��� �������� ���������������� ����������������
/ �������������������������������� ��������������������� ����������
������ �������!�������"� ��"��#� ����������������� ���� ������������
@�/�������������������"������� ������� ��������� ������������ �����
������ �����
@��CC�/
@1/����������������������������� ������� ��������"������������� ����
������ �����
@��CCCC�/
, ����- ���%���:�����?�3��D
�1���"�"D�)����������+��H�� ��������������+��7H*
�"�:3���?��4�D
����� .������������������ ������'���������� �����������%������
��#1�-� $=������'������ ����� �
!����������� ���� �������������������� � ���������)�"�������1*����
��������� ���$� ��� �����������������������������������)��������*���������
4�����������������������������!����������� ��������������� ��� ����������
�������� ����(������ ������������������"��������� ������������������� ���
���������� �

7 7 ��������
��#1#��0���=�� $���� �����$������K���$���������������� ����� �
.����������#��������L-/��.;!N�� �������� ��!�������"� ���������������
����������� �������� �
7�))'��',(�7 ����� �������������������������������� ��������� ��
������������� ���7
7+�&�����)2���@',(�/7�������� ��������� ��
7',(�� �)2��7 ������������� ����%�� ����
7+�&����)2��@�)��'/7����������������
��#1#1������ ��� ��������������$�����$�
!������������������������::����������� ����������� � ���������� �����
������ ������::��( ������������������'����������������::�!������� ��� ���
������ ��::����� ���� ��� ���� ��������� ���
@�/�5��������� ������� ����� ��
!����������� � ������))�E���
!���������� ������::�E�;;
@1/�.��������� ����� ��
!����������� � ������))E��8)����������� � ����������� ���� ������*
!���������� ������::E;;8)������ ����������� ���� ������*
@"/�.������������ ��
!����������� � ������))E��8)������������ � ����������� ���� *�'�+
!���������� ������::E;;8)������ ����������� ���� ������*�'�+

7 8��������
, ����-
3�������-����� ���� ���������������� ������F�C
&�'�������������������� ������F�7I
!����������� ������ ���� �F78
&�'������������������������� � ������F�DD
Program Program Program Program Program After first life After first life After first life After first life After first life After second life After second life After second life After second life After second life
T0101 T1109 T2101 . . . . . .
T0203 T1211 T2203 . . . . . .
T0305 T1313 T2305 . . . . . .
T0100 T1100 T2100 . . . . . .
T0001 T0009 T0001

7 9 ��������
�1#��,���''���)2���(2���,)����@����(2���,)���/
�1#�������� ������ ���
���� ��� ���������������������"������� ������� �������� �������������� �
���2�������������������������������� � ��/+9/������� ������������� ���� ��� ��(
� ������#���������������� ����� ���� ����������!����� � ������������������� ��
� ������� ��������������
$� � �� ����� ����� �� � ���� ������ ���� ���������� � � �� ����� ����#�� �
����� ��������'������� �� ������������"� ��"��"����
@�/�& ����������� ���� ����������������������������� ��
@1/�, ���� �������� ����������������������� ��������������������
������� ���� ��
, ����-
����������������� �
���%���:�����#��?4�#����4D
������
50 50
50 50
Move command and spindle stopcommand are started at the
same time
X X
Z Z
Sequence i Sequence ii
The spindle stops at the endof move command execution.
!�� ������� � ��� ����� ��%�� ��� ���� ��� � � �� ���� �� ���� ������� -�
����������� ��
!�������"� ������������������������������
@�/���1 ��"��� ,������������
!����������� ��������� ���������� ���������

7 :��������
@1/������ 3����������
������������� �����������������#��� �� � �������$� ��
������� �����������������'���� ��������� ������� ������ �
� �������� �����'����� ��� ������ � ������������� ����#��
E.!�5!E��!��������� �������������������������#��
E.(+6�;�2�/�ME�
@"/������ *�� ��������
!��������� ������������������������������"������������ ����
���'����� ����� ���� ��������� ������L-/ !(/+���.!/
.$(!�0N�� ������� �-���� ���
@3/���6�� >?������������ � �������
��������� ������������������������������ ���������� � ��
!�������������� ���� ������������&D8;+2) 87P����<*��$�
�9������������������� �������� ��� � ����������������� �������
����������"����
@4/��96�� 0�� ���������������
!������������������������� ����������������
@5/��99�� ,���������������
!��������� ���������� �����������������;'���� ���99����� �
�� ����������� ���������
(���������������#������"� ����� ���� ���1�����"�������� �������� ����������
��������.����������������#����������������� � ������ ������ ������������������
����������������+��777�� ��+��77=�
$� � �'���� ���9� � �96� ����99� �� 2��� ����� � �� �� ������ ��� ��� ���� �
�� ������
�������������'���������9� ��96�� ���99������������������������ ������
����������������������� �������������������� ��������������

7 = ��������
�"#�+&)%&�����)�(,%2&��,)�
�������������� ����������������� ����� �������� �����������������������!�
������������ �������������������#�)�� � ��*��2���#���� ���� ���������!���������
�� ������������#���"��������'������� �������� ����
������������ ���������������"� �������
@�/�5�� �� ���������������
@1/�3���������������
@"/�,������������
;'����������������������� ��������
G
)����D
%16�:��?��),�������� *D
%���:��#�?��#
%96�(4���)"��#��������*D
%���*�1�#D
2�4�D
*1�#�D
��1D
G
�"#��L�� ����������������
!������ � ��������������������������������������"� �������������#�
G� ;;;;;'(� �&
�����
'(��',���(��0� ����,,��� $��$
�&����&&,�%��&��2&�� ����,,��� $��$
!������������"�� �MNGO�� ��'(����� ��������� ����������� �����)�#�����*��
������� ���������������

7 >��������
�"#1�+��������$�L���H
!������#�� �� ���� ��� �����������������"������ ��A� �������#����� ����� ��
������� ��"���������������� ���������#�)7�D�7�� �,�)*�
����������������������������������������
X - 1000
NumberWord
Address
!�������������������������������������"��
/ ��� ���������������� �������������� ����� � ������ �� ��� �������#��
"������#����������� �������� ��� �����������
;��������������� ����������� ���������
2���������������� ���� ����������� ���������
�������� ���� ������
����������� �� �����������
�������������� � ��������������
����������������� � ������������������������������������������������ ����!
" �# �$ �% �&������������������'��
�(���������������������������������������������
)*
( (���������������
+ �, (�������������������
������������ � ��������������������� �����������������������
�������������������� � ��������������������������
-������������ -������������������������� ��������������������������
�����
��������������������� ������������������.�������������������������
�/��� � �$ �" ���������������/��������
��������������������
������ �����������������������������
�����������������������
������ �0
��������������������������������������������������
��������������������
)�������&������� � ���������������������������������

8 ? ��������
;�������#��� �������%�� ��� ��������!����%�� ��� �������� ��������� ���
�������������+�� ������������ ������������������ ������� � �����������#�
, ����-
������%���:3#�?�#1D
�"#"�0���� ��������+������� ����������=
1 ���B7=������������ ����������� ����������������������!������������
�� ������� ����������� ���������������;��������������� ��"����������)�� ���
�������������������)���������� �����*�
);;;;
����- ��;;;;����− − − − − 9999� ��<��
�������� ���� +���������� +������������
����������� �� 123333 123333
�������������� � 123333 123333
����������������� � 4233 4233
��% �# �$
���% �) �(
� �+ �,
53333*333�� 5333*3333����
�������������� � 1216444��.��� 4*412744*44����.���
��������&�������
���������� 4*44412644*4444��.�& 4*44444123*333333����.���
��������������� � 423333 423333
-������������� - 423389 423389
��������������������� 4233 4233
�/��� " �$ �� 423333*333��� 423333*333���
�����������������������
����� ���������
������������
� 123333333 123333333
�����������������������
������ �0 123333 123333

8 <��������
�����������������
Information 2
Information 1
Information 2
Follow the information in the subprogram
Information n
Information n + 1
Return to main program
Main program Subprogram
Information 1
Program# 1
Program# 2
Program# n
Program# 1
Program# 2
Program# n
C N C
Memory

8 5 ��������
�"#3���<�������
!���������������������������������������%�� ��������������� ����� �
�'���� �������� ��� ���������������� �"��������� �����������
���������������������
00001;
M98P1000;
M30;
01000;
M98P2000;
M99;
02000;
M98P3000;
M99;
Main program Subprogram Subprogram
1- loop nesting 2 - loop nesting
�"#3#����<������������ �
!�������������� ������������������ �����������"��
#�#�#
�96�+;;; D
#�#�#
(��������������������������96�� ��� �����������+������������� ����
����������������������) *�� �� ��������������������� ��);;;*�����������������
(�� �� ������� � ��� �� ���� �� ����������� ��� �'������ � ��� � ���� ����� �� ��� �
������������� ��������� ���� � � �����������#���� �������� ������ ���!�
������������� ������������������������ ������ ������� ����������������� ���
������������������ ������������� ��������"����������� �������� �����������
���������� ����������$� ����������� ����������� ����"����������+���� �
��� ���������+��<C����� ��������(������������������������������������������� �� �
�96�+;;;;���������0,������

8 6��������
, ����-
���������������������������
N0010_________ ;N0020_________ ;N003OM98P21010;N0040_________ ;N0050M98P1010 ;N0060_________ ;
Main program 2 1 3 Subprogram
01010; ;N1020 ________ ;N1030 ________ ;N1040 ________ ;N1050 ________ ;N1060 _____M99;
�"#3#1���<�������������
!��� �������������������������� ��������������"� ������� ��
�99�+ D
"��� �������� ��� ������+��������� �� ��������
$� �+�������������� ������� �������� ������������������ ���������� �
�� � ���������������#�"���� ���������� ��(��+��������� ������� ������� ���
���� ��������� ���������� ���'����� ��� � ���������������#�4��� �'�������
����� ������������������
$� � �99� ��� � ���������� � � �� ��� � ��������� �� �'����� � ����� ����� �
���� � ���������������
$� ��99�+ ��������������� ������ �������������'����� ��� � ��������
������#�"������%�� ��� ���������� �� �������� ���������
, ����-
�����������������������������
N0010 ___________ ;N0020 ___________ ;N0030 ___________ ;N0040M98P1010 ;N0050 ___________ ;N0060 ___________ ;N0070 ___________ ;
Main program Subprogram
01010; ________ ;N1020 ________ ;N1030 ________ ;N1040 ________ ;N1050 ________ ;N1060 ________ ;N1070M99P0070 ;

8 7 ��������
�"#4������ �
!���������-������� ����������� ��������������"� ��������
@�������������;�/D
!������� ������������������7@7�� ���� ����������������7/7��!����� �� �
�� ��� �� ��� ����������������������1��� ����,,��� �����
!����������� ������ ����� ��� ���� ��������'����� ��������������� �
���������������� ���!�������������������������� ����� ����������'��� ��� �� �
���#� �� ��� �� ���������� &���� � � � �� ����� � �� � � ���� � � �� ����#�� +����
����� ������ ����������
�"#5�)��� ���L���H��H�
������#� ���������� ���"� �������� �����"�������� ������ ��������������� �
���� � �����������#�
������#�"���������)� A� *� ����'��������� ������� �� ��� ��������� ���� �
E/ !(/+���2�/�M�.M( E��"����$� ������� �������#��"���������)((��������#
����������(������"���������)���������#�"���������)�A�*�����#������
, ����-
A������:���D
"� �����������7A7���� ���������� � ��������� � ����������������������
��������"������������"��������������������� ������������� �� �� �E/ !(/+��
2�/�M�.M( E�
�"#��� $�����������
!��� ������������������� �������"������������7�G�7�

8 8��������
�3#�(2���,)����)���,�+',(���+&)%&���,�%
����������������� � ��������������� � ������������������������ ��������� ��
����������������������������������� ����� ������������������#���� ��������������� �� �
����#����������������� ���� ������������������������"���������������������
�3#����� �$��=���
�3#�#��)����A ��� ���$����������� ���=���
!����������������������"���������"� ������� ��
%9��:@2/CCCC�?@*/CCCC�&CCCCC�(CCCCD
������������������������������������� Z axis
X axis
4(R)
3(F) 1(R)2(F)U/2
X/2
Z
R
W
����- &�:��������������
(�:��������������(�����

8 9 ��������
���� �� ��� ������ ������2�� ��*���������������������
��/�2�P�� ��*�P�� ��&�P�� ����������1/�2�Q�� ��*�P�� ��&�Q��
����
4(R)
4(R)
U/2
U/2
1(R)
1(R)
2(F)
2(F)
R
R
W
W
X X
Z Z
3(F)
3(F)
�������" 2 � * � & � ��&2
1* � � �Q Q R ≤ ���������������������������������������3 2 � * � & � ��&
2
1* � � �R Q Q ≤
���
4(R)
4(R)
U/2
U/2
1(R)
1(R)
2(F)
2(F)
R
R
W
W
X X
Z Z
3(F)
3(F)

8 :��������
�3#�#1������$����� ���=����@%91/
!��������������������������������"� ������� ��
%91�:@2/CCCC�:@*/CCCC&CCCC�(CCCCD
�������������������
4(R)
3(R)1(R)
2(F)
X axis
Z axis0
L
U/2
X/2R
Z W
(R) . . . . . Rapid traverse(F) . . . . . Specified by F code
����- &�:��������������
(�:���������������(�����
'�:��������� �
( �� ����� ������������ ������������������������� �%9���!���� ����������
�������������� ������� ������������������������� �%"1�)�������� �*��( ���E.(+6�;
2�/�ME����������"��������#��������������"��������#�
�3#�#"�� $��������� ���=����@%93/
!���������� �������������������������������"� ������� ��
%93�:@2/CCCC�?@*/CCCC&CCCC�(CCCCD
"���� &�:��������������
(�:��������������(�����

8 = ��������
1(R)
2(F)
4(R)
3(F)
X axis
U/2
X/2
Z W
(R) . . . . . Rapid traverse
(F) . . . . . Specified by F code
Z axis0R
��$����#�����!��"��##$�"��������)$�"��&�&������&$'���'�
�/�2�P�� ��*�P�� ��&�P�� ����1/�2�Q�� ��*�P�� ��&�P��
��������
U/2U/2
R
R
W
W1(R)
1(R)
2(F)
2(F)
3(F)
3(F)
4(R)4(R)
�����������" 2 � * � & � ��&2
1* � � �Q Q R ≤ ���3 2 � * � & � ��&
2
1* � � �R Q R ≤
����������
U/2U/2
R
RW W
1(R)
1(R)2(F)
2(F)
3(F)
3(F)
4(R)4(R)
X
Z

8 >��������
��"������0�����������'�-���&�
��"� ������ �7(��0��-)'07��������������� ������������ ���'�����
� ������� ���� ������������#� ��������� �������������� �� ��� ���������
�������
�����������������������
66
48
1216
0
X axis
Z axisWork
������������������:@2/�� ��?@*/�� ���������������%9� �%91����%93�����������
���"� ������� ������������ �� ��������'���� ��������� �� ��������������������
��������������
��"��%9��2�6����*�55����(3��D
��"�� 2��5���D
��"1� 2�13���D
��""� 2�"1���D
������������� ������ ���������� ����0,�������� ������ ����S�,�+2��T���� �
�������������"��������������������� �
�������� ���������� ��� ��������� �������� ������ ������������������� ��
������� ��� �� ���� ����������� �������������������� ��������(��������� �����������
� ��������� ����� ���������� ��� ��%������%���������������� �������� ����������

9 ? ��������
, ����-
�����%9��:1�����?������(1��D
�����%�����1��D
���1�%9��:1�4���?����D
�3#�#3�2��������� �$��=���
�������������������������
� �������������� ��������������������������� �����������������������
� ���������������������
���������
Shape of material Shape of material
Shape of product Shape of product
1. Straight cutting cycle 2. Taper cutting cycle
������
Shape of materialShape ofmaterial
Shape ofproduct
Shape of product
3. Face cutting cycle 4. Face taper cutting cycle

9 <��������
�3#1���������&�����!���=����@%������%�5/
�3#1#������H�����!��� ���� ��@%��/
(������ ������������������R����L�������� ������������������ ��������������"���
�����������������������������∆∆∆∆∆$�)���������*��"���� ��� ������"� ���∆∆∆∆∆�A1�� ��∆∆∆∆∆�
����
������������������
Dd
∆u/2
∆wA'
e45°
(F) (R)
(R)
(F)
C
AB
(F) : Feed
(R) : Rapid traverse
Program command
%���2@∆∆∆∆∆$/�&@�/D
%���+@ /�J@ �/�2@∆∆∆∆∆�/�*@∆∆∆∆∆�/�(@�/��@/��@�/D
����-
∆∆∆∆∆$� ���������������� ���"������� ��!�������� ��� ����������� ����������
� ����� ������������������ ��������������������� ������������������
���������+��<7<��� ������������������ ���������������������� �
�� ������ ������ ��!�������� ��� ����������� ��������� ���� ���������
�������� ��������������������� ����������������������������+��<7C
� ������������������ ���������������������� ��
� ��%�� ��� ��������������������#���������������������� ��� ������
�� ��%�� ��� �������������������#���������������������� ��� ������

9 5 ��������
∆∆∆∆∆�� ���� ���� ��������� ������ ��� ������"� ���� �:��������
∆∆∆∆∆�� ���� ���� ��������� ������ ��� ������"� ���� �?�������� �
!�������"� ���������� ������ �������� ����������������������� ������������
����������������?��'���� ������� ����∆∆∆∆∆��� ��∆∆∆∆∆��������������"��
���������������������������
BB
BB
A'A'
A'A'
AA
AA+X
+Z
Both linear and circularinterpolation are possible
U(-) ...W(+).....
U(+) ...W(+)..... U(+) ...W(-).....
U(-) ...W(-).....
!�����������"�� ���� ���R��������������� �������#�"����%�� ��� �����
S O�� ����� ��%������%����� ��� ��������#������������� ��� ���?��'����� � ����
����������
!�����������"�� ��R���L����������������� ������ ������������� ������
� ����:�� ��?��'���
$� ������������"�� ���� ���R������������������%��A%������� ����� �
��R��������������� �%��A%��������������������
�3#1#1�����H�����!��� ���� ��@%�1/
!����������������������%����'��������� �������������������� ����������
��:��'���

9 6��������
����������������������������������������
45°
e
(F) (R)
(R)
(F)
A'
∆d
A
C
Tool path
Programcommand
∆u/2
B∆w
�����- %�1�*@∆∆∆∆∆$/�&@�/D
%�1�+@ /�J@ �/�2@∆∆∆∆∆�/�*@∆∆∆∆∆�/�(@�/��@/��@�/D
!����� � �����∆∆∆∆∆$ �� � � � �∆∆∆∆∆� �∆∆∆∆∆� �� ��� ����������������������� �%���
!�������"� ���������� ������ ���� ������ ����������������������� ��������
��������������������:��'���� ������� ����∆∆∆∆∆��� ��∆∆∆∆∆��������������"��
��������������������
B
B
B
B
A
A
A'
A'
A
A
A'
A'
+X
+Z
Both linear and circularinterpolation are possible
U(-) ...W(+).....
U(+) ...W(+)..... U(+) ...W(-).....
U(-) ...W(-).....

9 7 ��������
!�����������"�� ���� ���R��������������� �������#�"����%�� ��� �����
S O�� ����� ��%������%����� ��� ��������#������������� ��� ���:��'����� � ����
����������
!�����������"�� ��R���L����������������� ������ ������������� ������
� ����:�� ��?��'���
$��������� ����� ������R�����%������%����������������� ������������� �
��"�� ����� ���R���������������� �����7P�=�7�
( ���� ������ ��� ��� �������#���"�����%�� ��� �����������S O���S �O�����
�� ������������ �����������%95�� ��%9������������ ����������� ������� ������
��������������� ��������
$����-
�#�$�������∆∆∆∆∆$�� � ∆∆∆∆∆����������������������������2������� � ������������
������������ ������������� ���������������+�� ��J�
1#�!������������ � ������������������%�������� ��"��+�� ��J������������ �
( ���� ������ ��� ��"������������������ ������������� ����"�� ���� �
��� ��L������ ����������$� �� ����� ������ �� ����������������� ������
���������%95����%9������� ������������� ������������� ����"�� ���� �
��� ��L������ ����������� ��������������� �%�������#�������������������#���
���������
"#�!��������������� � �����������������������#���"�� ���%�� ��� �����
�7 7�� ��7 �7�
�3#1#"�+����� ������� ��@%�"/
!����� ��� ������������'������� �����������"�������� ���� ��������������
�������!������������������������"��#�"����������������������� ���������������
���� � �������� �������

9 8��������
��������������������������
B
A'
(R)
A
C
∆w
∆ ∆k+ w
∆/2u
∆u/2
∆w
∆∆
i+u/
2
!�������������������������������������"��
%�"�2@∆∆∆∆∆/�*@∆∆∆∆∆H/�&@$/D
%�"�+@ /�J@ �/�2@∆∆∆∆∆�/�*@∆∆∆∆∆�/�(@�/��@/��@�/D
����-
∆∆∆∆∆� ���� ���� ��������� ������������ �:��'����!�������� ��� ���������
� ����� ���� ����� ���� ������������������ ������������������
�� ����������������������������+��<7D��� ���������������
�� ���������������������� ��
∆∆∆∆∆H� ���� ���� ��������� ������������ �?��'����!�������� ��� ���������
� ����� ���� ����� ��������������������� ������������������
�� ����������������������������+��<=8��� ���������������
�� ���������������������� ��
$� �� �����������������!������������������� ����� ���� ���
� ����� ������������������ ��������������������� ����������������
�����������+��<=7�� ������������������ ����������������
����� ��

9 9 ��������
� ��%�� ��� ��������������������#��������������������� ��� ������
�� ��%�� ��� �������������������#���������������������� ��� ������
∆∆∆∆∆�� ���� ���� ��������� ������ ��� ������"� ���� �:��'��
∆∆∆∆∆�� ���� ���� ��������� ������ ��� ������"� ���� �?��'��
�3#1#3�( � ���=����@%��/
������������� �����%�� �%�1����%�"����������%������������ ��� ����� ��
!������������������������������"��
%���+@ /�J@ �/D
����-
� ��%�� ��� ��������������������#���������������������� ��� �
����
�� ��%�� ��� �������������������#���������������������� ��� ������
� ���� ������ ��� ���� � ����������� �����#������������� �%�������
%�"�

9 :��������
�������������ø
140
ø10
0 ø60
ø40
72
80
X axis
Z axis2
100
220
0
40 20 20 10 20 30 30 10
End point
Start point
�����%4��:1��#��?11�#�D
�����%���:�5�#��?�6�#�D
���1�%���2�#��&�#�D
���"�%���+��3�J�1��23#��*1#��(�#"��44D
���3�%���:3�#��(�#�4��46D
���4�%���*�3�#�D
���5�:5�#��*�"�#�D
�����*�1�#�D
���6�:���#��*���#�D
���9�*�1�#�D
��1��:�3�#��*�1�#�D
��1��%���+��3�J�1�D
;'������������������ ����������������������������@%�� �%��/

9 = ��������
;'������������������ ����������������������������@%�� �%�1/
�����%4��:11�#��?��9�#�D
�����%���:��5#��?�"1#�D
���1�%�1�*�#��&�#�D
���"�%�1�+��3�J��9�23#��*1#��(�#"��44D
���3�%���?46#���46D
���4�%���:�1�#��*�1#��(�#�4D
���5�*��#�D
�����:6�#��*���#�D
���6�*1�#�D
���9�:"5#��*�11#�D
��1��%���+��3�J��9D
Start point
88
110
7
ø40
ø80
ø12
0
ø16
0
60 10 10 10 20 20 2
190
Z axis
X axis

9 >��������
�3#1#4�� $���������H�$��� ���=����@%�3/
!���������������������������������������� ������" �� ��������������"��(�
:@2/�� ��+������������������� �� ���� �?��'������������������������������� ��
�������
∆k'
∆d
∆k ∆k ∆k ∆k
∆i
∆i
∆i'
(R) (R)
(F) (F) (F) (F) (F)
(R) (R) (R) (R)
[ 0 < k' k]∆ ≤ ∆
[ 0 < i' i]∆ ≤ ∆
B
X
U/2
eZ W
CA
�����-
%�3�&@�/D
%�3�:@2/CCC?@*/CCC+@∆∆∆∆∆/�J@∆∆∆∆∆H/�&@∆∆∆∆∆$/�(@�/D
����-
�� ���� �����
!�������� ��� ����������� ������������ ����������������������� ����
���������������� ����������������������������+��<==�� ������������
����� ���������������������� ��
:� ?������ � ������� �L
2� � ����� ������� ����������L

: ? ��������
?� ?������ � ������� ��
*� � ����� ������� �����������
∆∆∆∆∆� ������ ����� �� �:�������� �)"������� *
∆∆∆∆∆H� ����������� �?�������� �)"������� *
∆∆∆∆∆$� ����������� ����������������� ������
�� ��������
�3#1#5�)����A ��� ���$�������$��� ���=����@%�4/
!�������������%������ ���%�3��'������:����������������?��'��
�������������������������
∆d∆k
∆i
(F)
(F)
(F)
(F)
(F)
(R)
(R)
(R)
(R)
(R)
U/2
Z W
A
e
X

: <��������
�����-
%�4�&@�/D
%�4�:@2/CCC?@*/CCC+@∆∆∆∆∆0/�J@∆∆∆∆∆H/�&@∆∆∆∆∆$/�(@�/D
����-����������������������������� ���%�3
�3#1#���������������$����� ���=����@%�5/
!���������� ���������� ��������������������%�5������ �������" ��
���������
���������������∆d
k
B
AE
D
C
(F)
(R)
(R)
(R)
r
WZ
U/2
i
X
������������ ��
a
B
Tool tip
1st
2nd
3rdn-th
d
∆d
∆√
dn
k

: 5 ��������
�����- %�5�+�@�/�@�/�@�/�J@∆∆∆∆∆$�� /�&@$/D
%�5�:@2/CCC�?@*/CCC�&@/�+@H/�J@∆∆∆∆∆$/�(@�/D
����-
�� ��������� �� ��� ��� ��)7���DD*
!������������������� ������������ ���� ������������������ ���������
����������� ����������������������������+��<=H��� ���������������
�� ���������������������� ��
�� ������� ������
$� �����������������'����������������������������� �������������#����
9#9��� �8�7�� ����� ��!����������� ��������������������������+��78D�
�� � �������������
/ �������'���#� ������� �����C8G��I8G��BBG��H8G��=DG� ��8G��� ������������
!����������� �������� ���� ��������������������������+��<=P�
� ���� ����������������������������� ��������������
∆∆∆∆∆$� ���� �������� �����
$� ���������� ����������� ������� ������������� ������� ��������
����������������� ���������������� ����������������������������
!�������� ��� ����������� ���� ��������������������������+��<=B�
$� �� ��� ������"� ��
!�������� ��� ����������� ���� ����������������������������+��<=I�
� ������� �����������������
(����≠ 8���������������� ��������
H� �������������
!����������������������������������� �?��'���������� �
∆∆∆∆∆$� ����������� ��������
�� ����������

: 6��������
;'������������������ ����������������������������@%�5/
%�5�+����5��J����&1���D
%�5�:5�53��?14����+"56��J�6���(5#��D
���������
X axis
Z axis
6
25 105
0
ø63
ø60
.64
1.8
1.8
3.68
�3#1#6�����������������������!���=����@%������%�5/
@�/ ��������������� ��������� � ������������������%�� �%�1����%�" �%��
���%��������������������������� ����
@1/ ������������:<0�:5�����:6��������������������
@"/ �������������������������������������������� � �����������B���
�����"� ������� ����� � ���������������
��� �����%�������'��������%�3
�����������%�������'��������%�� �%�� �%�1�� ��%�"
���5�������%�����
���96�A��99�����
��������� ��� ����� �� ��&

: 7 ��������
�3#"�������� ��� $���� ���&
��������������� ����� ����� ��������"�� �"������#��"���� �������������
� ������������"��"������� ��&���"���������������������������
+x
+x
+z
+z
-x
-x
-z
-z
45°
45°
45°
45°
b
b
b
b
c
c
c
c
c-i
c
c
d
d
d
d
a
a
a
a
Start point
Start point
Start point
Start point
Moves as
(For -X movement, -i)a d c→ →
Moves as
(For -X movement, -r)a d c→ →
Moves as
(For -Z movement, -r)a d c→ →
Moves as
(For -Z movement, -k)a d c→ →
-k +k
r
r
-r
-r
G01Z(W) b/ C ;Specifies movement to point b withan absolute or incremental commandin the figure on the right.
↑ ±i
G01X(U) b/ C ;Specifies movement to point b withan absolute or incremental commandin the figure on the right.
↑ ±k
G01Z R ;Specifies movement to point b withan absolute or incremental commandin the figure on the right.
b ±r↑
G01X R ;Specifies movement to point b withan absolute or incremental commandin the figure on the right.
b ±r↑
ChamferingZ X→
ChamferingX → Ζ
Corner RZ X→
Corner RX → Ζ

: 8��������
��������������������������
530.0
270.0
N3 C3
N2
R6N1
X
ø86
0
ø26
8 Z
(Diameter programming)N1 Z270.0 R6.0 ;N2 X860.0 C-3.0 ;N3 Z0 ;
!������������� ������������ �������� ���&������������������� ������ ��� �
�'����!������ �������� ��������� ������ �����'�������� ������������������
������ �
������� ���� ����� ���&��� � ����������� ����������� ������#�
��������)$�"��##��'&�� &�������#�
@�/ *��,����� ��������������������@���� ������������ � �����������
%��) .8BP*�
@1/ #��������������������@� ��������������� ���,�����������������
�����'3&66(�
@"/ $� ������������������������������ ������������������������ � �����
��%�������� ��) .8B7���� .8B=*�
$� ���� ��&����������������������������#�� �%���������������� ������
������������������������
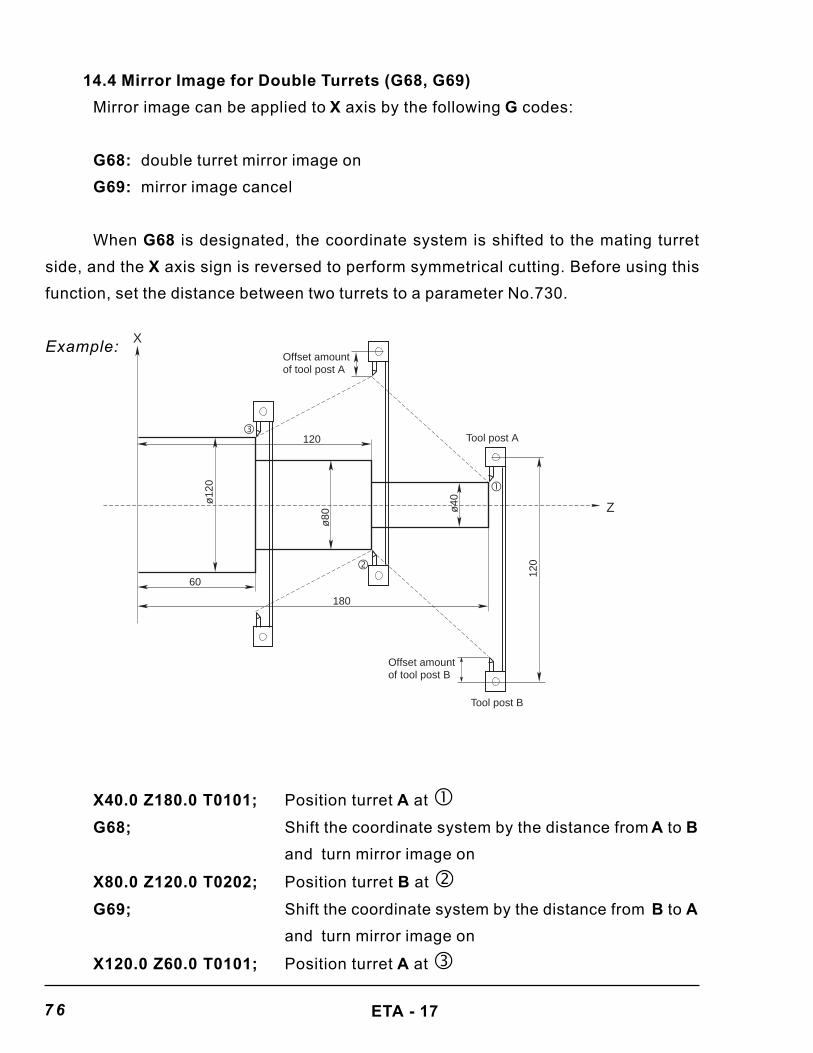
: 9 ��������
�3#3�������,���������0��<����������@%56 �%59/
&�������������� ��������������:��'�������������"� ��%�������
%56� ��������������������������
%59� ��������������� ���
$� �%56��������� ������������� ������������������������� ������
������� ����:��'������ ������������������������������������� ���2��������� ����
�� ��� ����������� �����"�� �"���������������������+��<H8�
, ����-
:3�#��?�6�#�������D ����� �����������%56D .����������� ������������������ ������������L
� ����� ���������������
:6�#��?�1�#����1�1D ����� ������L����%59D .����������� ������������������ ���������L����
� ����� ���������������
:�1�#��?5�#�������D ����� �����������
120
60
180
ø12
0
ø80
ø40
Offset amountof tool post A
Offset amountof tool post B
Tool post A
Tool post B
X
Z
�
�
�
120

: :��������
�3#4�0�����0��� ��0�� � �+������� �
� ����� ��� ������ �� ���� ������� �� ������� ��� ��� ��� �� �� ������ � �� ���
���� ��� ����������� ����� � �����"� ����� ��������������������������� ��� �����
�������
:@;1/�?@F
1/��@�
�/D�����������������������������@�
�/��@�
�/D
:@;"/�?@F
"/�&@�
1/��������������������������������:@;
"/�?@F
"/��@�
1/�&@�
1/D
:@;3/�?@F
3/D���������������������������������������:@;
3/�?@F
3/D
Commands Movement of tool
X
X
X
Z
ZZZZZZZZZ
Z
Z
(X , Z )2 2
(X , Z )2 2
(X , Z )2 2
(X , Z )3 3
(X , Z )3 3
A
A1
A1
A2
A2
(X , Z )1 1
(X , Z )1 1
(X , Z )1 1
R
1
2
3
X ___ (Z ___) A___;2 2
A ___;X ___ Z ___ A ___;
1
3 3 2
X ___ Z ___ R ___;X ___ Z ___;
or
A ___ R ___;X ___ Z ___ A ___;
2 2 1
3 3
1 1
3 3 2
Commands table
r
(x ,z )3 3(x .z )4 4
c1
(x , z )2 2(x , z )1 1
Start point
a1
a3
a2
+X
+Z

: = ��������
Commands Movement of tool
X
X
X
X
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
Z
(X , Z )2 2
(X , Z )2 2
(X , Z )2 2
(X , Z )2 2
(X , Z )3 3
(X , Z )3 3
(X , Z )3 3
(X , Z )3 3
(X , Z )4 4
(X , Z )4 4
(X , Z )4 4
(X , Z )4 4
A1
A1
A1
A1
A2
A2
A2
A2
(X , Z )1 1
(X , Z )1 1
(X , Z )1 1
(X , Z )1 1
R5
6
7
8
X ___ Z ___ R ___;X ___ Z ___ R ___;X ___ Z ___;orA ___ R ___;X ___ Z ___ R ___;X ___ Z ___;
2 2 1
3 3 2
4 4
1 1
3 3 2
4 4
X ___ Z ___ C ___;X ___ Z ___ C ___;X ___ Z ___;orA ___ C ___;X ___ Z ___ A ___ C ___;X ___ Z ___;
2 2 1
3 3 2
4 4
1 1
3 3 2 2
4 4
X ___ Z ___ R ___;X ___ Z ___ C ___;X ___ Z ___;orA ___ R ___;X ___ Z ___ A ___ C ___;X ___ Z ___;
2 2 1
3 3 2
4 4
1 1
3 3 2 2
4 4
X ___ Z ___ C ___;X ___ Z ___ R ___;X ___ Z ___;orA ___ C ___;X ___ Z ___ A ___ R ___;X ___ Z ___;
2 2 1
3 3 2
4 4
1 1
3 3 2 2
4 4
R2
C2
C2
C1
R1
R
C1
X
Z(X , Z )2 2
(X , Z )3 3
A1
A2
(X , Z )1 1
C1
4
X ___ Z ___ C ___;X ___ Z ___;
or
A ___ C ___;X ___ Z ___ A ___;
2 2 1
3 3
1 1
3 3 2
Continued

: >��������
�����*���(&0�����$�$�"��$&($�'��!��"��##$�"0$&���!��#$���' &�"����
@�/��������� �����������
@1/��������������
@"/������������������� ������?7�
@3/�?5�����?6�������
!��� �����������8G��D8G��7C8G�� ��=<8G�������� �������
�������� ��"��� ������������������ ���� ��1!/�������� ������
, ����- �����%4��:�#��?�#�D
��1��%���:5�#���9�#����#��(6�D
���"�?�"�#����6�#��&5#�D
���3�:���#���9�#�D
���4�����#��&1�#�D
���5�:"��#��?��6�#�����1#��&�4#�D
�����?�1"�#��?�6�#�D
#
#
#
X axis
Z axis
R15 R20
R6
ø60
ø10
0
ø30
0
22°
10°
1x45°
180

= ? ��������
�4#�)�+�����,)���(2���,)��
�4#�������)����
!�����������������������������������
�4#�#��L��������)����
!������������������������� ����������������� ���"� �������������������
�������������������� ������������� ���������� ��)�� �����������������*
���������������
Standard tool
Actual tool
Offset amount on Z axis
Offset amount on X axis
�4#�#1�������������=�������� $����������������
!����������������������������������� ����������������!������"���
��������������������� ���������� ����"����
!�� ���� �������� ������ ����� �� ������ ��� ������ "���� �������� �� �
������ ��!������������������������������ �������������"��"���� ��� ���
!������"����������������������� ���������� ��������������
����������������������������������
Z axis wear offset value
X axis wearoffset value
Z axis geometry offset value
X a
xis
geom
etry
offs
et v
alue
Imaginary tool
Actual tool
Point of theprogram

= <��������
��������������������������������������������
Offs
et a
mou
nt o
n X
axi
s
Point of theprogram
Offset amount on Z axis
����4#�#"�����$����������������
!�������������������������������"� ����� � ���
@�/ #����������������������������������������������� � ���������������
������������ � ���������������)���������+��87H�6/�1=F8*
���������������������������
0
0 0
0
0 0
Geometry and wear offset number
Geometry and wear offset number
Tool selection
Tool selection
T
T
For T(1 + 1) (Parameter No. 0014, T2D = 1)
For T(2 + 2) (Parameter No. 0014, T2D = 0)
@1/ #������������� ������ � ������"�� ������������������������������ �
���� � ��������� �������������������)���������+��87H�6/�1=F7*�
����������������������������������0 0
Geometry and wear offset number
Tool selection
T
For T(1 + 1) (Parameter No. 0014, T2D = 1)

= 5 ��������
�������������������������������0 0 0 0
Geometry and wear offset number
Tool selection
T
For T(2 + 2) (Parameter No. 0014, T2D = 0)
�4#�#3������������
!������������� �������������������� ������������5������������� �����
�������-���� ���������������� ������"�� �������������� � ������� ��������
�4#�#4�)����� ��<��
!�������� �������������� �� ���������� ������� ���"������������� ���
�����-���������� ��������� ����� ������ ����� ��0,�������������� ����� ��� ��
��������� ������������������������� ��������������������� ������� ������������
�� �������
�4#�#5�)����
�4#�#5#��*���������
!�����������������������:�� ��?�����������������������������������!�
���������� ����������� �� ������ ����������������������������������������������
�������� �������� �����������������������#�
������������������������
Offset path
This block contains the offsetcommand with T code
Programmed path
Compensation by offset X, Z(offset vector)

= 6��������
/���������� �������"� �������������� ������������������������������� ����
���� �����������#������������������������,����
���:4�#��?���#����1�1D
�1�?1��#�D
�"�:���#��?14�#����1��D
�������
Offset path
Programmed path
N3
N2
N1
(An offset value is assumed to have been entered in the 02 offset memory OFX, and OFZ, respectively.)
$� ���&�����#���� ����0,�� ����������������������� ������� ������
�������������� �������������������� �������� ��������+��887�!/���� ���������
����������"���� ������� ���������������� ����&�����#��������������� ���
$� ������������������������ �������#�� ������������������������"���������
������"���������������� ���!�������� ������������������������������� �688
�����
!������"���� �������� ��������"� ������#�
%4��:@;/�?@F/��CCCCD
!�������� ���������"����������� ������ ��������� ���:�� ��?��!������������
������� ������������� ����"������������������������ �� ������������ �����
����������� ����������

= 7 ��������
�4#�#5#1�%������=������
$���������������������"��#������� ��������������������� ����:�� ��?
�'���
����������� Offset path
Programmed path
Absolute command
Offset amount by offsetin X and Z axis (offset vector)
���"�������"������������������������������������ �����������������+��87H
6&/�.�"���������������������������������� ����� ������������#�
���&���������
@�/�%������ ���������������������������������������������������������
� � ������������� )���������+��87H�6/�1F8*�� ���������� ���� �����������������
�������� �� ���������!���������� �������������� ������������������+��87H�6/��F7�
, ����-
���:4�#��?���#����1�1D
�1�?1��#�D
�"�:���#��?14�#����1�D
�Offset path
Programmed path
Absolute commandN3
N2
N1
Work zero pointshift cancel
Work zeropoint shift
(Assume that there are offset amounts set at OFGX and OFGZ of the No. 02 geometry offset memory)

= 8��������
@1/ #������������������ ����� �������������������� ����������)��������
+��87H6/�1=F7*
, ����-
���:4�#��?���#��������1�1D
�1�:1��#�D
�"�:���#��?14�#����1��D
���� Offset path
Programmed path
Absolute command N3
N2
N1
Work zeropoint shift
(Assume that there are offset amounts set at OFGX and OFGZ of the No. 02 geometry offset memory)
Geometry offsetisnt cancelled
�4#1����������&�$������� ��� �@%3�����%31/
!�������������������������������������������������������������������� ���
��� � �����( ��������������� ���������������� ���� ��� ��� ���������������������
������� Tool nose
The tool path without compensation
The tool path with compensation
R
Work
Error
The tool nose path withouttool nose radius compensation

= 9 ��������
�4#1#��,��� ��=������ ��
!������ ������������ �������� �����������'������������ �������� ������
��%�������������������������� �� �� �������� ���������� ��������� � ��������
���� �����$� ������ �������� ������������������� ����������� ���� ������� �������
� ���������� ��
( ������� ��"���������� ������ ������ �������� ���#����������� ����� ���
��������������������� ��!������ ������������� �������� ����� ����������
�� ������������� �������� ��������������������������������!������������������
�������� �������� ������������� ����������������� �
����������������
OFZ (Tool offset in Z axis) OFZ (Tool offset in Z axis)
OF
X (
Tool
offs
et in
X a
xis)
OF
X (
Tool
offs
et in
X a
xis)
When the turret center is placed over the start point
@�/ ������� ����� ����������������������
���� Tool nosecenter path
Tool nosecenter path
Programmed path
Programmed path
Start-up
Unless tool nose radius compensation isperformed, the tool nose center path isthe same as the programmed path
If tool nose radius compensation is used,accurate cutting will be performed

= :��������
@1/�������� ����� ��� �� �������������
���Imaginary toolnose path
Imaginary toolnose path
Programmed path Programmed path
Start-up
Unless tool nose radius compensation isused, the imaginary tool nose path isthe same as the programmed path
If tool nose radius compensation is used,accurate cutting will be performed
�4#1#1�0����� ������� ��=������ ��
!��������� � ��� �� ����� ���� ���� ���� ���"��� ����� �� ���� ���� �� ��� ��
������ ��������������� �������������� ����� ���!���������� ������������ ����� ��
���"����������������������
!��������� ��� ������������� ���������������� ������������"� �� �������
( ���������������� ���������������� ���� ����� ����������������������
� ��"�������������� ��
)(&E)(%&8)(*&
$� � ���������������� ���������������� �� ���� ������� �� ��� ������ ��
������� �������������"����������������� ���������������� ���� �������� �����
��������� ��"�����������

= = ��������
Imaginary tool nose number 3
Imaginary tool nose number 5 Imaginary tool nose number 6
Imaginary tool nose number 8Imaginary tool nose number 7
Imaginary tool nose number 1 Imaginary tool nose number 2
Imaginary tool nose number 4
X
Z
�4#1#"�)����� ��<��
!�������������������#��������
!���� ���������������� ����

= >��������
Offsetnumber
OFX(Offset amount
on X axis)
OFZ(Offset amount
on Z axis)
OFR(Tool nose radius
compensationamount)
OFT(Direction ofimaginarytool nose)
01
02
.
.
.
31
32
Max. 32 pairs
0.040
0.060
.
.
.
0.050
0.030
0.020
0.030
.
.
.
0.015
0.025
0.20
0.25
0.12
0.24
.
.
.
1
2
6
3
.
.
.
This value is set from the MDI according to the offset number
Geometryoffset
number
OFGX(X-axis geometryoffset amount)
OFGZ(Z-axis geometryoffset amount)
OFGR(Tool nose radiusgeometry offset
amount)
OFT(Iimaginarytool nosedirection)
G 01
G 02
G 03
G 04
G 05
.
10.040
20.060
0
.
.
.
50.020
30.030
0
.
.
.
0
0
0.20
.
.
.
1
2
6
.
.
.
Geometry Offset
Wearoffset
number
OFWX(X-axis wear
offset amount)
OFWZ(Z-axis wear
offset amount)
OFWR(Tool nose radius
wear offsetamount)
OFT(Iimaginarytool nosedirection)
W 01
W 02
W 03
W 04
W 05
.
0.040
0.060
0
.
.
.
0.020
0.030
0
.
.
.
0
0
0.20
.
.
.
1
2
6
.
.
.
Wear Offset

> ? ��������
( ���������������� ���������������� ���� ����� ����������������������
� ��"�������������� ��
)(&�E�)(%&�8�)(*&
$� � ���������������� ���������������� �� ���� ������� �� ��� ������ ��
������� �������������"����������������� ���������������� ���� �������� �����
��������� ��"�����������
, �����
����1D
)(&E)(%&��8)(*&�1D
)(�E)(����
!���� ������������������������
������������������������ Offset amount 0 - ±999.999mm 0 - ±99.9999inches
mm input inch system
�4#1#3�*��H����� �� $���!������� $
( ����� ���������������� ���� ���������� ������"��#������� �����������
���������������������
�����������
G code Work position Tool path
G 40
G 41
G 42
(Cancel)
Right side
Left side
Moving along the programmed path
Moving on the left side of the programmed path
Moving on the right side of the programmed path

> <��������
!��������������������������������������������"��#������
����������������������������
G42
G41
Workpiece
X axis
Z axis
��������������������������
G40 G40
The imaginary tool nose ison the programmed path
The tool nose center ison the programmed path
Imaginary tool nosenumber 1 ~ 8
Imaginary tool nosenumber 0
!�������� ������"��#������� ������������������ ������ ���������� ���
������ ���������
�������������������������
G41 (The workpieceis on the left side)
G42 (The workpiece ison the right side)
Workpiece
X axis
Z axis

> 5 ��������
(�������� ���������������� ���� ���������� ����������"��#������������ ���
�� ����
!��������%3� �%3��� ��%31�����������
�������������������������
G41 X . . . . . . . . . . Z . . . . . . . . . . . ;X . . . . . . . . . . Z . . . . . . . . . . . ;X . . . . . . . . . . Z . . . . . . . . . . . ;
G42 X . . . . . . . . . . Z . . . . . . . . . . . ;X . . . . . . . . . . Z . . . . . . . . . . . ;
G40 X . . . . . . . . . . Z . . . . . . . . . . . ;X . . . . . . . . . . Z . . . . . . . . . . . ;
G41 mode
G42 mode
G40 mode
3������� ����������%3��"����� ���%3��������(����������������� ���� ���
����������������%31�������������������
@�/ ������������������ ������� � ����������������
$� �������������� ��������� ������� �� ���� ���"����"��#������
�����������������Enlarged
diagram
(G42)
(G42) (G42) (G42)
(G42)
(G42)(G42)
@1/ ��������������� ������� � ��������
!��"��#������������ ����� ���������� ����������� ������������������
��������" �� ��������������"�
�����������������������������B
A
C
Workpieceposition
G41
G42Workpiece position
Programmed path from A to B: G41Programmed path from B to C: G42

> 6��������
��������"��#����������� ���'���� ��������������������������������
�����������������'��� ��������"��#������������������ ��������� ���������
L��!��"��#������������ ����� ������� ����� �������#� �'��������:�������#��(
���������'����������������#��������� ������ ����������L�"��������:�������#���
�������"����� ������������������ ����" �
@"/ &������
!������#�� �"������������ ������6P7���6P=������6P8����������������:
�������#�
%3�CCCCD
%3�CCCCD
������CCCCD
������CCCCD
!�� ��� ����������� ��������������������������� ������:�������#��( �������#
����������:�������#�������� ������ ������������ ���������������������������
������������#������������ �
����������������������������������������
G40
G42(Start-up)(G42)

> 7 ��������
@3/ *�����������
!������#�� �"������������ ������%3�������%3�����%31�������������������
�� ��������#�
%3�CCCCD
������CCCCD
%3�CCCCD
!������ ������ ������������������� ���������������������������� ��
����#������������ ��������#��!��������������� �������� ����� �� ����������� ���
����#�)%3�*�������" �����"�
��������������������������������������������
End point
Programmedpath
G40
(G42)
@4/ �����������7<1�75� ������ � ���� �� ���7<1�75�����
( ��������������� ������ ������������ �������������������������������
������������� ������#������ ����� ������������� ������#�
������������������������������������������������� G42
G42W-500.0U-500.0 ;
( �������#������������������%3�A%31���������������� � ����������� ���
�� ������ ������������
).��:�������#*

> 8��������
@5/ %������ ���� ���� �������������� ���������� �� ����������7?
������� ��� ����������������� ���� �������������� ����
$� �����"��� �������� �� ���� � � ��������� ��������������:@2/�� ��?@*/
�� ����� �������� ���������������� ���� �����������������"� ������#�
%3��:@2/CCCC?@*/CCCC,CCCC.CCCCD
��������������������������������������
U, WMoving direction of toolG40
G42
I, K
G40U___W___I___K___;
!������������,�� ��.�� ��������"��#������� ��������������������"���
%3������� ��� �������#��$� ������������������"��%�1����%�"�����������������
��������� �������������� ������� ���
����������������������������G40 X__Z__I__K__;
G40 G02 X__Z__I__K__;
Tool nose radius compensation
Circular interpolation
!��"��#������������ ������������������������,�� ��.����������������� ��
������� ������#��(��,�� �9���.��������������"��%3��� ����� ������������,�� �9���.���
�� �����
%3��%���:CCCC?CCCCD
%3��%���:CCCC?CCCC,CCCC.CCCCD
!�� �������������"� ��,�� ��.���������"����������������������������������

>9 ��������
@�/ , ����-
�����������������������������
��
�
6.0
dia
30.0
dia
012
.0 d
ia
20.0
dia
X
Z
3.0 15.0
(In G40 mode, radius programming)G42 G00 X3.0;G01 X6.0 W-15.0 F1;G40 G00 X15.0 W15.0 I4.0 K-3.0;
�
�
�
�4#1#4������� ��������$������� ���
@�/ #������������������� ����������������������������������������
�������� �����
2���#��"���������������� �������
� ��4D ����$�
� �1�D ����$�
� %�3�:����D $����
� %���2�D ���$�$�� ������F���
� %96D %���$��� �=
� %���+���:����?1���&4��J1D ��������� ��
(��"�������������������������#������������������ ��%�� ������������� ���
�� ������������������� ��������������������������������� �������������� �
����#��0�"��������� �������� ������ ���������������)P������*������������������
������ ���"��� ������#�� ���

>:��������
�����������
N6 N7N8
Programmed tool path
Tool nose center path
(G42 mode)
N6W1000.0;N7S21;N8M04;N9U-1000.0W1000.0;
Overcutting occurs in this example.
N9
@1/�0������� ���� ���>?�����>7
!���� ���������������� ���� �"��%9�A%93������������"��
;#��$�������$#�"$���-������&�
������������ ����������������� ������ ��������������������������������
���
���
� � �, , � � �, ,
� � �, , � � �, ,
� �, , � �, ,
In all casesIn all cases
� � �, ,� � �, ,
� � , ,� � , ,
� � �, ,
� � �, ,
� ��
� �
� �
� �
� �
� �
� �
Imaginary tool nose number
Tool nosecenter path
Tool nose centerpath
Path 1Path 2
Programmed path Programmed path
G90 G94

>= ��������
��������&��'$����$������� �������� ��������������"�����������������%3�A%31
����
�����
G90 G94
����#!��&��$��)$���:<0�:5���:6
���.���7P�=�7�
;)����:7���:9���:=$&&!��$�$�'
!���� ���������������� ���� ���� ������������� ���������
;)������#���$�"$&!�����#�'
&����� ����������� ���� ������" �����"�
�������������������������������������
Next block
G42
G41
Programmed path

>>��������
;)�������������$&$�&����'
&����� ����������� ���� ������������"��
���������������������������������
G42
G41
Programmed path
;)������*���($&&!��$�$�'���#�����
!���� ���������������� ���� ���� ������������� ���������
;)���#���$�$�"����$�&$'�������&#������������������&���'$ &
( ������������� ������������������"����������� �������� ����!������"��������� �
������) .P7*�"�����������������4������������ ���� �'�����#��(����.(+6�;��2�/�M
.$(!�0����� ��������"������������� ����� ������������� ������#�
�����������������������������
Tool nose center pathCorner movement
Stop point
Programmed path
Tool nose center pathif the tool did not stop
The stop point whenthe single block switch is on
Corner arc smaller thantool nose radius
Overcutting
Overcutting

<?? ��������
;#���$�$�"�"���/�&#������������������&���'$ &
� �������� ��"����������"� ����� � ��� ���������������������������������
� ������� ������������( ����������������)+A�3�*��������������� �������� ������
��������������������������������
Tool nose center path
Tool path direction is thereserve of the programmedpath direction
Tool nose center pathin the tool didn’t stop
Stop point
Overcutting
;)���#���$�$�"�&��!&#������������������'$ &��'��$&&��!$&������
������������ ����������������������� ���������������������������������� �
( ���������������������������� ������� ���������������� �������������� �������
������ ��!���������������������� ������.(+6�;��2�/�M�������� ��(����������
����������"�� �� �� ��� �� ������ ��� ��������� ����������"���� �� ���� �� � � ������
)0�"������� ������������� *�
�����������������
S
Linear movement End point of single block
Tool center path
Programmed path
Circularmaching
Center ofcircular machining
The first vectoris ignored
An overcutting will result if the first vector is not ignored

<?<��������
�4#1#5�0�����$�$������ ��������� �����$������� ���
@�/ ��������������������������������
!��������������"������ ��� ����������%������������������������������� ��
��������� ���������������� ����+���(������ ��� ��� ��������#��������#�������� �
�������������� ��!���������������)������������������������ ����*����� �� ����
�������������� ����� �������%����������������������� ��� ���������������������
"���'���������)������� ����������*�����������������������!������������������
�������� ��
!��� ������ ��"���� ������� ���� �� ���� ��� �� ���� ���� ����� !�� ������
� ����� �� �������������������� ����������������������� ��
@1/ �7?0�7<0�75
%3� �%3�����%31������������� ������������������������!������������������������
"��%�� �%�� �%�1 �%�"����%""������������������������������ �
����������������������
G code
G 40
G 41
G 42
Function
Tool nose radius compensation cancel
Left offset along tool path
Right offset along tool path
Workpiece position
Neither
Right
Left
%3��� ��%31���������� �������������"����%3�������������� ������� ����������
�/�0���������
!��������� �������� �����������������������������"������ ���� ��"�
��5;.;!���� ������������������������������������ ������'���� ����1�����"���(
������������������������,������ �������������� ���������� ������� ������"�
����������������
;���������������� ��� ��� ����������(����� ���� ��������������������
�� ����������� �������� ����� ��� ����������������������� ����������� �
�"����������� ����� �

<?5 ��������
</�&������
$� �������#���������������������"� ���� ���� ������'������� ��� �����������������
� ������������������!���������� ��������������:���
��%3�����%31� ����� �� ���� �������#����������� �����������������
��������%3�����%31�����
���������� �������������� ���������������� ���� ���� ��88
��:����?���������������������� �������#�� ����������� ������ ��,���
������������ �������� ���� ������"���� ����:����(������������������������) .HP*
"����������
!"������#��������������� �������:����!�����������#�����'�������� �������� �
����#����� ������ �������� ���������������� ���� ���������( ���.(+6�;��2�/�M
������"������#������������ ��"� ��������� ������'������������� �������
!����� � �����7 ������ ��8�� ��7������� ��8����������������������"���� �� ������
� ������� ����������� "������#��������������� ��� ��� ��������� ����� 7 ������ ��8
"� �����������7C8G�� ��7������� ��8��"� �����������8G���7C8G�
@�/�����;&$'�
�������������
αWorkpieceProgram
180° ≤ α
@1/� ���;&$'�
�������������αWorkpiece
Program
0° 180°≤ <α

<?6��������
Linear Linear→
Programmed path
Programmedpath
G42G42
S
SL
L
L
LL
L
CTool nose center path
Tool centernose path
Linear Circular→
rr
b) Machining an outer wall (at an obtuse angle 90° 180°)≥ α <
r
Point of intercection L
(Note) The intersection is the point of the offset pathsof the two blocks where the programmed pathsare offset by r.
.
Intersection
αα
c) Machining an outer wall (at an acute angle < 90°)α
Programmed path
Programmed path
Programmedpath
G42G42
G41
(G41)
SS
S
L
LL
LL
L
L
L
L
LTool center
path
Tool center path
Tool center path
rr
d) When machining an outer wall at a sharp corner (less than 1°) in linear-linear motion ( < 1°)α
r
α - Less than 1°
αα
α
a) Machining an inner wall (180° )≥ α
Linear Linear→
Programmed path
Programmedpath
r: Offset amountG42
G42S S
LL
L
C
Tool nose center path
Tool center path
Hereafter, in the figuresS means a single block stop point.L indicates a straight line.C indicates circular interpolation..
Linear Circular→
r
αα α

<?7 ��������
@"/����&��#�'�
( ������������������������� ��������������� ����� �������� � �������"������
�� ����� ������������ �������� ��( ��������������#��"������ ��������������������
)�������� ����� ��� �����"��������#*����� ����������������� ��%�� ��*��/��"����
������� ������ �������� ���� ��"����������
Linear Linear→
Circular Linear→Programmed path
Programmedpath
Programmed path
Tool nose center path
Tool nose center path
Tool nose center path
S SLIntersection
point
Intersectionpoint
C
C
C
Circular Circular→
When machining the inner wall at a sharp corner (less than 1°) and the offset vector is abnormallyenlarged:
Offset vector
S
r
r
α α
Linear Circular→Circular Linear→
Circular Circular→
Consider the following in the same way:
b) Machining an outer wall (at an obtuse angle, 90° < 180°)≤ α
Linear Linear→
Programmedpath
Programmedpath
Tool centerpath
Tool nose center pathL
LL
L
SS
Intersecting point Intersectingpoint
Linear Circular→
α
α
a) Machining an inner wall ( 180° )α ≤
Linear) → Linear Linear Circular→
Programmed path
Programmedpath
Tool nose center path
Tool nose center path
L�S
LL
Intersectionpoint
Intersectionpoint
C
α α

<?8��������
r
rr
�
LL L
LL
LL
Programmedpath
Programmedpath
Tool nose center path
Tool nose center path
Circular Linear→ Circular Circular→
CC
C
SS
α α
Programmed pathProgrammed
pathTool nose center path
Tool nosecenter path
L LL L
S
S
Intersecting point
Intersectingpoint
Circular Linear→ Circular Circular→
rr
C
C
α α
r r
r r
L L
L L
L L
S
L L
L
Programmed path
Programmed pathTool nose center path
Tool nose center path
c) Machining an outer wall (at an acute angle, a < 90°
Linear Linear→ Linear Circular→
αα
End of arc
Imagenary circle
Programmed path
rr
r
LLL
SR
R
Center
Tool c
enter
path
When the end point is not on the arc
d) Exceptional case
When the line drawn to the arc end pointexists, the CNC assumes the imaginaryarc shown in the above figure and anvector is created for the imaginary arcand is compensated.Accordingly, the tool path differs from thecompensated path parallel to the linedrawn to the end of the arc.The same concept can be considered inarc to arc motion.

<?9 ��������
����������In the case of a circular arc in which the center and the start point or the end point coincide.
Tool center path
Programmed path
r
N5 N6
N7
In the case, alarm No.38 is indicated and thetool stops at the end of the earlier block.
(G41)N5 G01 W1000;N6 G02 W1000 I0 K0;N7 G03 U-100C I-1000;
3/���&��������
$� �������#�"������������� ������������"� ���� ���� ������'������� ��
��������������������� �������� ����������!���������� ��������������������� ����
��%3��������������
���������������������������� ������������� ���������������� ����
/������� ������� ����� ���������������� ����������������� ��)%�1 �%�"*��(�
�����������������+��HP�"�������� �������
��������
a) Machining an inner wall ( 180°)α ≤
Linear Linear→ Circular Linear→
Programmed path
Programmedpath
Tool nose center path
Tool nose center path
rr
L
LL
S SG40
G40
C
α α
The center ofthe arc A
The center of the arc BAn alrm occuresand the tool stops
When tool noseradiust is large
When tool nose radiusCenter of arc is small
Programmed path
A B
P
r r
When an inside intersection point is not present
In the figure to the left, when the toolnose radius value is small, theintersection of the offset path of an arcexists but when the radius becomeslarge, the intersection may not exist.The tool stops at the end of previousblock and alarm will be indicated.

<?:��������
���������
b) Machining an outer wall (at an abtuse angle 90° < 180°)≤ α
c) When machining an outer wall (at an acute angle < 90°)α
�������� ���
Programmed path
�������������� ���
Tool nose center path
���
�
�
�
��
��
���
�����
Linear Linear→ Circular Linear→
���������� Intersection
αα
Linear Linear→
Programmed path
Programmed path
Programmedpath
G40
G40
G42
SS
S
L
L
L
L
L
L
L
L
L
LTool nose center path
Tool nose center path
Tool nose centerpath
Circular Linear→
rr
d) When machining is outer wall at sharp corner of less than 1degree linear in linear - linear motion(a < 1°), an inner wall is assumed.
rLess than 1 deg.
α
α
α
C
4/,���"������&��'$����$��$����&��#�'�
!�� ������� � ��� ������ ��� ������ ��� ��� �� ���� ���� ������� ����� ����
%������)%3� �%31*�� ������� ������������������
���������������������������
Sign of offset valueG code
+ -
G41 Left offset Right offset
Right offset Left offsetG42
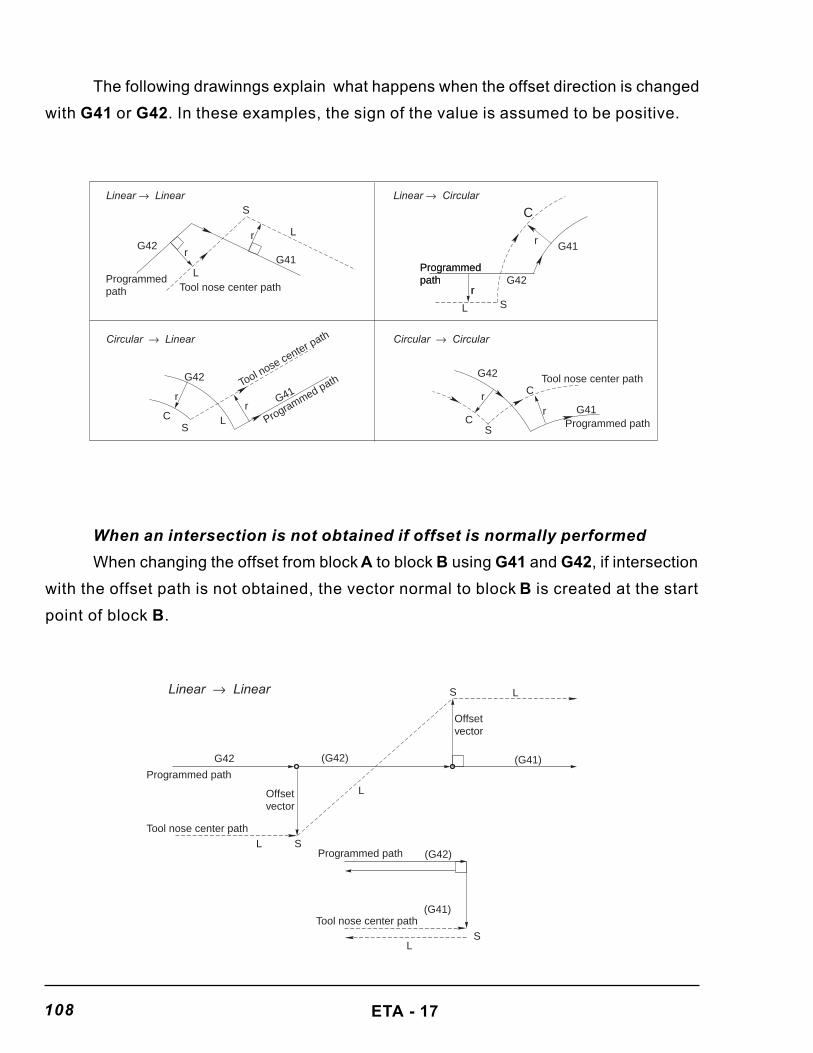
<?= ��������
!�������"� �����"� ����'���� ��"������ ��"� ���������������� ������ ���
"��%3�����%31��( ������'������������� ������������������������������������
���������
r
r r
rr
G42
G42L
L
S
S
G41G41
L
L
Programmedpath
ProgrammedpathProgrammedpath
Tool nose center path
Linear Linear→
Circular Linear→ Circular Circular→
Linear Circular→
C
rr
G42
S
G41
Programmed path
C
Tool nose center path
rr
G42
S
G41Programmed pathC
CTool nose center path
3�����$����&���$��$&����*��$��'$����&��$&���#���-!�����#�'
$� ��� �� �������������������#���������#�L���� ��%3��� ��%31������ �������
"���������������� ������ ������������ ������������#�L������������������
��� ��������#�L�
���������������������
G42
S
S
S
L
L
L
L
Programmed path
Programmed path
Tool nose center path
Tool nose center path
Linear Linear→
(G42)
(G42)
(G41)
(G41)
Offsetvector
Offsetvector

<?>��������
�����������������������
L
Linear Circular→
r
G42
S
S
G41Programmed path
C
Tool nose center path
���������������r
r
r
C
G42
(G42)
G42
An arc whose end pointis not on the arc
L
L S
Tool nose center path
Programmed path
Center
Center
Circular Circular→
5/���#!����-���&��������
(��������� ������"��������������� ���������������������������������� ������
�'������� �������������������"������������������������������������

<<? ��������
%�16��������������� ��������� ������
(��%16� ������������� � �������������������"��������� ��������� �� � ��������
��� ��� ���������������"������������������������������������� ���������� ��
��� �
�������������
r
SG00
S
S
Intermediate pointG28
r
(G42 G00)
Reference point
Point S is a stop point insingle bock operation
S
�/�,�##��'����#!����$�-'��������/�����
$� ��������"� ������� ������������������ ���������� ����������������
����������������������������������� ��������������"���������������������������
( �������������������� �������� ���� ���'������������� ������������ ��������
������������������ ��������������������������� ������� ��������������� �
�C�8?;������� ��������������)������ ��
����������������������������
S S
L
L
N8 N9N6N5
SS
rr
Programmed pathTool
nos
e ce
nter
pat
h
Block of G50N7
L

<<<��������
@%3�/
�4�%���2"��#��*���#�D
�5�2�"��#��*5��#�D
���%4��2���#��?1��#�D
�6�%���23��#��?6��#�D
*C�>?0�>50�>7;0�����������
%�����%�5�&����������������������
��������������������������
N7
(G41) N6
S
N8
r
N5
STool nose center path
Programmed path
@%31/
�4�%���%9��24��#��*5��#�D
�5�*�6��#�D
���%9��2�5��#��*�6��#��,�"��#�D
�6�%���2�1��#��*4��#�D
�C�;��������������������
'C�+�������������� ����� �������!�����'�9=1�9>(

<<5 ��������
6/��*���(���&!��$�-$�"����#�/�#���
!�������"� ������#����� ��������������������� ��( ���������#���������"���� �
�������� �������� ���������������� ���� �����������
��4D
�1�D
%�3�:���D
%���2�D
%96D
%���+���:���?1��&���J��D
�C��������� � ������������
(��������#� ���������� ������������ ����� ��������:��������������������� �
���������
��������������������������������������������������
N6
N7
N8
SS
S
N9
%3�####
#
#
#
�5�2����#��*����#�D
���%3��2�D
�6�2����#�D
�9�2�����#��*����#�D

<<6��������
*C��������� � ��� �������������
$� �������#� ���������� ������������ ����� ���� ����������������������
� ������ ������ �����������������������������#�"��� ������������
���������������������
N7 N8
SS N8N6
N6
Block N7 is executed here
N6 G91U2000W1000;
N7 G04P1000;
N8 W1000;
$� �������#� ���������� ������������ �)������������ ������,����*����� ���
������#� ��������������� ����� �������� � ��� ���������� �������� � �� ������#� �
�������� ������������ �
��������������������
N7 N8
SSN6
N6 G91U2000W1000;
N7 U0;
N8 W1000;
r
!"��������������#�� ���������� ������������ ������� ������ ����� ����������
��������"������ ������%��������������������������������� ��� ������������� ����
�������� �� ���������� ������#��!���������� �������� ���������������
������������������
N7N7 N8 N9
SSS
N9
N6
Block N7 and N8 are executed here
N6 G91 X100.0 Y200.0;
N7 S21;
N8 G04 X1.0;
N9 X100.0;
(Note 4)
SSS means that tool stops three times by single block operation.

<<7 ��������
�C��������� � ���� ���������������������
$� �������#� ���������� ������������ ����� ���"��� ��������� ��������� ��
��������"������ ������%��������������������������������� ���������� � ���������
�������� ����������� � ���������� ������#��!��������� ����� �������"� ��� �'
����� ������'������
���������������������������
N7 N8
SSN6
N6 U100.0W100.0;
N7 G40;
N8 U0W10.0;
>C3����*���($��� '�&�7?��'�DDDEDDDF
� ��������������������������#����%3�����%31 ���������������������
�������� ����� ������������������#������� ������������ ���������� ����), �.*�
�����������������������������������
SX
N2(I, K)
(I, K)
r
r
N1
(G42 mode)
Center of tool goes to Xin (G42) block
Programmed path
E (a,b)
Tool comes here by G40 block
N1 (G42 mode)
N2 G40X a Z b I___ K___ ;

<<8��������
( ����������� �� ������� �������� �����������������"����� �����������"���
���� � ���������������
�������������������������
X
S
r
r
G40
E
(I, K)
G42
Tool nose center path
Programmed path
$� �� �� ������� ��� � ��������� �������������������������� � �������
��������������������� �������������������#�
�������������������������������� r
r
X
S
E
G40
(I, K)
Tool nose center path
Programmed path
<?C,�����#�/�#���
$� �"����������������������������������� �����������#�������������
�� ������������� ����������� �����(���������������������� ����������� ���������
��� ������������� �������������������� �����
(�������I;�≤≤≤≤≤�0I
������ $���I
F��≤≤≤≤≤�0I���
��

<<9 ��������
������������������ ������!������������0I����
��������������������������+��BB<
�5�����(���������������� ���������������������������������� ������ ���
!������������ ����������������#�
��������������������
VX
VZ
This vector is ignored,if V V limit, V V limit∆ ≤ ∆ ∆ ≤ ∆X Z
�������������������
S
N6 N7
This move belongs to block N7, thus,the feedrate is equal to that specified in block N7.
If the block N7 is G00 mode, the toolis moved at the rapid traverse rate, whileif it is in G01, G02, G03, the tool is movedat the cutting feed rate.
<<C����������������(
!����������� ������������S ������� ���S��!��� ������ ������#��� ��� ����#�
��������������� ��� ����� ����!��� ������ ������#����������������� ����������� �
����� ��������
�C�/������������� � �������� �����������
�/� !�� ������� � ��� �� ���� ���� �� ��� ��� � � ���� ���� ������
����� ���� ����������� ���������������������������

<<:��������
1/�!��� ������"�� ���������� �� ��� ����� �� ������� ���
�� ������ ���%����������� � ���������"�� ���������� �� ��� ����� �� ��
��������������� ����������� �������� �
, ������������ � ���<C-
��������������������������������
Programmedpath
Tool nosecenter path
The directions of these twopaths are quite different(180° to each other)
r
�������������������
Tool nose center path
Programmed path
The directions of these two paths arequite different (180° to each other)

<<= ��������
, ������������ � ���5C-
������������������������
r2r1
N6N5
N7
Circle center
8246
Programmedpath
Tool nose center path
@%3����$�/
�4�%���21����*6������D
�5�%�1�2��5���*"1���,�6����.�1�����1D
���%���2�4����*1���D
&�E=888�:����� ���������������� ���� �������������
&1EI888�:����� ���������������� ���� ������������1
( ����������'������������������������ �����#�+I������������ ��������%����� �
2����������� ���������������� ���� �������������������������%����� ��

<<>��������
*C�0������ ������ ������������ �������
�/�/���������������������� ������ �����������
$� ����� ���������������� ���� ����������������������#��� �L�� ����:�I�� �I
1
I"�� � ��I
3� � ��I
4� �I
5� �I
��� � ��I
6� �������������"�� �L� � ���� �������������� �
��������������������#���������(��� �� ������ �������������������� ������2������
�������������� ������������ ������ ��������������������������� ��������� � �
����� �����
( ������ ������#���"�� ��������I3�� ��I
4��( ������ ���I
3�� ��I
4������� �����
( ������ ������#���"�� ��������I"�� ��I
5��( ������ ���I
"�� ��I
5������� �����
( ������ ������#���"�� ��������I1�� ��I
���( ������ ���I
1�� ��I
�������� �����
( ������ ������#���"�� ��������I��� ��I
6��( ������ ����� � ������� �����
(��"�������#� ����������"�� ��� ������ �������������������%�� �������
���� �����#����(������#�L��������������������� ������ ���������� �����������������
������������ ��������
, �����<C��!�������������� �����������I����I
6
����������������������
V1
V V7 2
V8
V6
SS
V3
C
C
r
A
C
V5 V4
B
Tool nose center path
Programmed path
V , V : InterferenceV , V : InterferenceV , V : InterferenceV , V : No interfere
4 5
3 6
2 7
1 8
O O1 2
r

<5? ��������
, �����5C�!�������������� ��������������"��
��������I��→→→→→�I
1�→→→→→�I��→→→→→�I
6
� � � � � � � � � � � � � � � � � � � �
V1 LV V2 7
S
L V8
V6
S
V3
C
C
r
A
C
V5 V4
B
Tool nose center path
Programmed path
V , V : InterferenceV , V : InterferenceV , V : No interfere
4 5
3 6
2 7
O O1 2
1/� ����� ������������������������������� ���9(������������������
����'3&:9(� �� �� ����
�����������������
�
Tool nose center path
Programmed path
Stopped here
V6
V V5 2
V1
C
A
V , V : InterferenceV , V : Interference
2 5
1 6

<5<��������
�C�0��� ��� ������������������ ����������������������������������
!���������� ���'������������� �� ����������"� ��
�/��������"��������������� ������� ����������
��������������������
Stopped here
CB
A
Tool nose center pathProgrammedpath
������� ������ �������� �������������������������"��������+��P7��������
��������� ���������������� ����������������������������
1/������������������������ ������� ����������
����������������������
Stopped here
AB C
Tool nose center path
Programmedpath

<55 ��������
<5C,������$��$����#���$�"��'���������&
�C� �������� ������������������ ���������� �� ����������� ����� ���
� ����������������"� �� ����� ����� ������� ��'����������� ����( ��������� ���
�����������:�������#����"� ��'�� �� ����������������� ������� ���� ��� � �
��������������� �������+��HD����� �������� ������������������
*C���� ���������� ������ ����������������������������� �������������� ��
���������������������� ������� ����������������������������������"��� ������
+��HD�
���������������������������������������
Stoppedhere
Stoppedhere
Tool nose center path
Programmedpath
�C�#���� �� ��� �� ��������������������������� ������������������
� ������������ ������� ����������������������������������� ��������
�������������������������������������������
When this angle is 1° or less, thealarm is not generated.

<56��������
'C�%����� � ��������� ��
�/�#�������� ���� ������������� � ������� �����������
���
����������������������Tool nose center path
Programmed pathwith chamfering
L1
r
r
L222 5°
Machining arearemaining
( �� ���������� �������������� ����������������������� ������������
������� ��������� ��������"� ���� ����� �������� �����������"��������� �
���������������������
L2
A
B
C
Work
Tool nose
Circle
LEnlarged view on the remained machining area.

<57 ��������
1/��.������85���88� �����������-
��������������������������������� P1
P2
The alarm is displayedat this path
Limit of programmed pathwith chamfering
Start point
Programmedpath
Tool nose center path
Tool nose center pathwithout chamfering
Tool nose center pathwith chamfering
( ������������� ��"��� ��������������������������� �����������������
������ ��������� ����� ������"����� ������� ���� ��+�����+1�"����������� �
������������������������� �������������(����������� ����������������� �������
��������������������������+�4�����+�41�"�������� �������
<6C������&���'$ &��#!��&��$�������$�! �
����� ���� ���� ������������� �����������0�"������"� ����������������
��������������������������.(+6�;��2�/�M��� ��� ���0,�������� ��������������
� ������������������� ���������� ����������������������"��
( ������������������������������ ������ �'�����#������� ������� ���
����������������������������� �'�"������#��
VB2
V'B2
V'B1
VB1
PB'
PB
PA
PC
V
�
�
VC1
V
V'C1
�
MDIoperation
Programmed path inabsolute command
Programmed path
Tool nosecenter path

<58��������
$� ���� ��+T�
�+L�� ��+
������������������� �������������� �����������
������������.(+6�;��2�/�M��� ��� �������'���� ��������#������+����+
L�� ���
�����������������0,�������� ���������IL���� ��I
L1������� ��������IR
L��� ��IR
L1��� �
������������������������������������������I���� ��I
�1���"�� �����#�+
L���+
���� �
+����+
0��0�"�������� ���������IR
L1���� ���������������� ������� ���� �������������
������������������ �+���
<7C�������!���� �$��&������&���!����$��&
�C���� �����������������
( ��� ������������������������� ����� ��� �������������"� ��� �� ��������(�
������������������� ����� �������������������������� ����� ����������#���
���������������� �"��������������!������� �������� ������� ������������ �����
������ ����� ��������"���
����������������������������������������
N6
N7
N8
Calculated from offsetvalue in block N7.
Calculated from offsetvalue in block N6.
*C������� ��������������������������������������������
$� ��� �����������������������������������������������'����������'�� �� �
%3������%31����%31�����%3������������� � ��� �� �����������"�������� ��������
� ���� �������������
$� �����������������������������������" �� ��/��������"��������������"
� �</������ ����������������������������� �������������
��������������������������������������Programmed path
(a)

<59 ��������
��������������������������������������
Programmed path
(b)
�4#"���� � ����������)��������� ��@%��/
/�������������� ����� ������������������� ���������"� ������� ��
%��� +CCCC:CCCC?CCCC&CCCCJCCCCD
��
%��� +CCCC2CCCC*CCCC�CCCCJCCCCD
����-
+ :������ �����
����"�������������� �� F"���������� �����
���������������������� ��� F788>��������������� �����
: ����������������������� �:��'��
? ����������������������� �?��'��
2 ��� ����� ���������������� �:��'��
* ��� ����� ���������������� �?��'��
& ������ �����������������������)�������*
� ������ �����������������������)� ����� ��*
J ������� �������� ���� �����
( �� �������������� ����������������������� �����������:�� ��?������������
�������������������� �� ������������ ���������������������������+�
( �� �� ����� �������� ���������������������� �����������2�� ��*���������
��������� ��������������������� �� ������������ ������

<5:��������
�5#�����2&�����
�5#���H���� ��� �@%"�/
.����� ��� ������"� ��%"�������������� ����� �������� ����� �%����( �������
�#������ ������� ���'����� ������������ ��� ����������������������#�� ���'�����
�� �'�����#��%"������ �� �:�������� ���!������ ������� ���������#������ ��
���� ���� �"������ �'�����#��� �� ��� �� ����� ������������������� ��
�/�%�������� ������������ ����� ����������������
!������ ������ �'�����#����� ����� ����������� �������������� �
, ����- %96�%"��*���#��(���D
*4�#�D
�������������
50.0
100.0
The skip signal is input here
Actual motionMotion without skip signal
</�%�������� ������������ �������������������
!��������������� ���������������'����������������������� ��!�������� ���
�������'�������� ������������"� ����#������ ���"���� ���
, ����- %"��?1��#��(���#�D
:���#�D
������������ The skip signal is input here
Actual motion
Motion without skip signal
(X=100.0)
(Z=200.0)

<5= ��������
�/�%��� ��� �� �� ������ ���� ��� �� �������� ������� ���� �� ��� ���
��
!�������������������������������� ���������������� ���������#������ ���
, ����- %"��?1��#��(���#�D
:���#��?"��#�D
������������������
The skip signal isinput here
Actual motionMotion without skip signal
100 200 300
(100, 300)
X
Z
!���������������� ������������� ��������������������� �"�������#��
��� ���"������������� ����������������� �����������������U4�5��� ��U4�51�����
������������
U4�5����:�����$ ����!����
U4�51���?�����$ ����!����
!��%"���� � ���������� ����"� ������� ���������������� ���� ���������
$� � �� �������� ���������� � � ���� �� ��� ����� ��� ��� �� ���������� �������
���������� 9���������� ����������� ���53�51+������ ������
�5#1���������������)�����@%"5 �%"�/
$� ����������������������������������� �������'����� ����������� �
���� � ���+��� ���+����������������������� ��������� �����"�� � �������
������ ���������� ���������� ������������������������������ �� �������������
���������� ������������!������� ������������������������������������

<5>��������
�/�0���� ����������
$� ����������������������� ���������������� ���������� ������������
������� ����� ���
</�2����������������������� � ��
�������� � ������������������� � ������������������������ �� � � ���0,���
�2�)��������������"��
%"5�:;�D
��
%"��?F�D
( ��������������������������� ����������;�����F
��)������������� �*
;'����� ������������ �������������������������������������"������
��������������� �� ��"���� �� �����������"���� � ��� � ���� ������� ��� ��� �
��������� ����� ����������������� ��� ����� ������������$� ����������������
����������� ������� ���������� ��� ����� ��� �������� ��������+��"��
�����������
�/�*�����
!�� �"������������������������������ ������������ ����������� �����"��
�������� ���������)�����<*�"� ���������������������������������� �� ���
���������;�����F
������������� �%"5�:;
�����%"��?F
��
/��������� �:�F������ ����������� �:�8@�ααααα���;�/
/��������� �?�F������ ����������� �?�8�@βββββ���F�/
$/���������������
������������������������������������
S(xs.zs)
(xa.za)Ixa-xzI.Iza-zsI
A R C DT U V
FpFrX or Z
Startingposition r
l γ
Predicted measurement position
Fr: Rapid traverse rateFp: Measurement feedrate
(set by parameter)
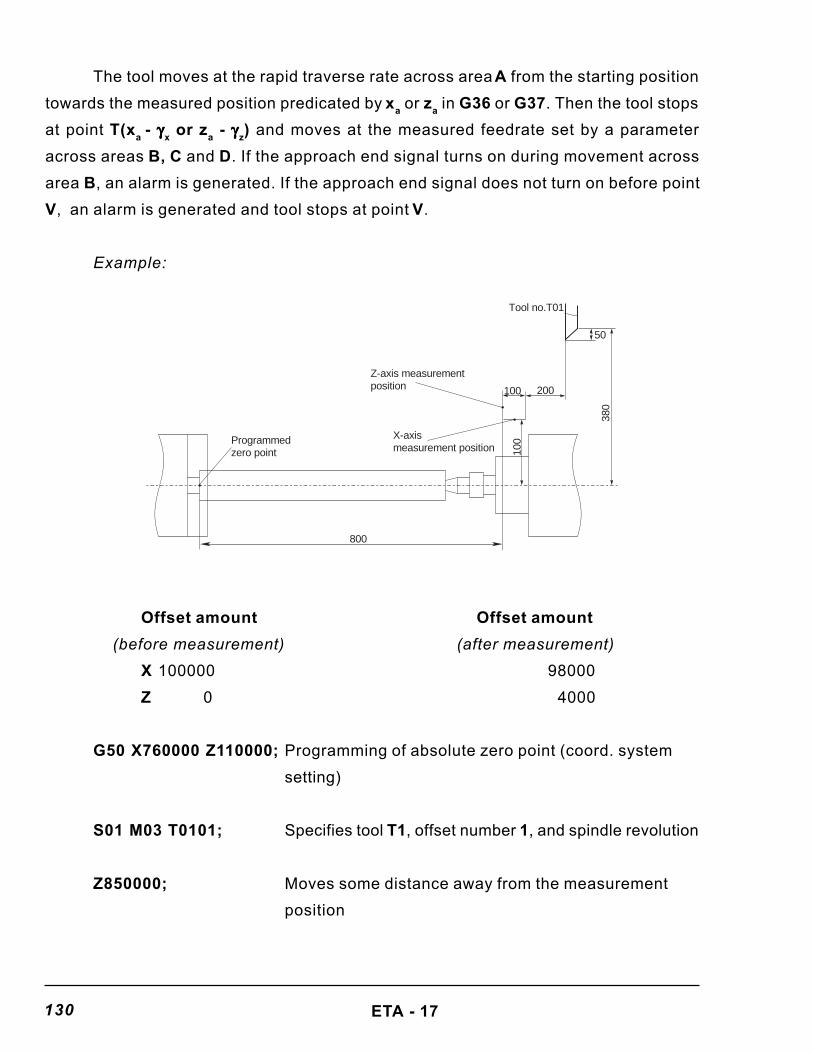
<6? ��������
!����������������������������������������������������������� ��������
�"���������������������� ��������������;�����F
��� �%"5����%"���!� �����������
����� ��@;��
��γγγγγ;����F
����γγγγγF
/�� ���������������������������������������������
�������������L ���� ��0��(������������� ����� ����� ��� ����� �������� �������
�����L��� ������������ �������(������������� ����� �������� ���� �� �����������
I���� ������������ ������� ���������������� �I�
, ����-
���������������������
100 200
50
380
Tool no.T01
Programmedzero point
X-axismeasurement position
Z-axis measurementposition
800
100
)��������� � )��������� �
����'�����������������( ������'���������������(
:�788888 �����DC888
?�����������8�������������������������������������������������������������������������P888
%4��:�5�����?������D �������� �������������,������� �)������������
��� �*
������"������D .����������������������� ���������� ����� ������������
?64����D &�������������� ����"�������������������
������

<6<��������
%"5�:1�����D &������������������������ ��(����������
�������� ��������������� ���?7DC88���� ����
���������������� ������� ����=88������������
���� ��������������7DC�8�:�=88�8F�:�=�8���
%���:1�3���D 5���������������� ����:��'���
%"��?6�����D &���������?��'������������ ������� ��(�������
��������� ������������������ ���@C8P888���
���������� ��������������C8P�8�:�C88�8FP���
�����D ������������������������ �����!�� �"�����
���������������"� ��������������������������� �
$� � ���� ��� ���� ����� ����� �� �������%"5� ���%"��� � � ������ +��C7� ��
�� ������
$� ������������������������ ������������#����%"5����%"���� �������+��C=���
�� ������
&�������� �������� γ γ γ γ γ��� �� ε ε ε ε ε�����������������������εεεεε�� ��γγγγγ���������������
��������������γ γ γ γ γ Q ε ε ε ε ε Q���
2������ ��� �� � ��%"5� � ��%"��� �� ���� ���� ������� ����� ���� ����� ��
�� �������
�5#"�0�������� ������������������� ��� �!����
!�������"� ���������������������� ���������������� ���� �������)�
���� �����"�� ����� ����� ���:��� �� ���������� ��� �������� ���*�
������������������������������������� Z
X
β
α
z
Surface B
Surface A

<65 ��������
�/�( ��� ��������������������������������
</� ���������������� ����:��'���"�������� ����� ����?��'���� �������
��� ����
�/�&������������� ���βββββ���"�� ����� ����� ���:��� �� ��������������
$/�.������������ �E/��.;!.E�� �������� �������������������������������
�������V?W�#����� ������������������ ���βββββ�� ����������S(+.;5!T�#���
�/�( ��� ���������������������������������L�
�/� ���������������� ����?��'���"�������� ����� ����:��'���� �������
��� ����
�/�&���������������������"�� ����� ����� ���:��� �� ������������2�
�/�.������������ �E/��.;!.E�� �������� �������������������������������
�������V:W�#����� ������������������ ���α α α α α � ����������S(+.;5!T�#���
�5#3#�0�������� �������������$ ����=��������!����#
���������Z
X
β
α
z
Surface B
Surface A
x
O
O'Moving
X-Z: Coordinate system usedin programming
x-z: Current work coordinatesystem
Null-pointin programming
�/�( ��� ��������������������������������
</� ���������������� ����:��'���"�������� ����� ����?��'���� �������
��� ����
�/�&������������� ���L���"�� ����� ����� ���:��� �� ��������������
$/�.������������ �E�//5�(+�!;�.3.!;&�.0(�!E�� �������V?W�#����� ��
��������������� ���β β β β β � ����������S(+.;5!T�#���
�/�( ��� ������������������������������L�
�/� ���������������� ����?��'���"�������� ����� ����:��'���� �������
��� ����
�/�&�����������������ααααα���"�� ����� ����� ���:��� �� ������������L�
�/�.������������ �E�//5�(+�!;�.3.!;&�.0(�!E�� �������V:W�#����� ��
��������������� ���ααααα�� ����������S(+.;5!T�#���

<66��������
��#��2��)������&)
!��������������� ������ �������� ��� ��"��������������������������
������������������� ����������� ��������������(���������� �� ������������ ������
���������������������������������������������� ��"����� ���������������
����������� ����������������� ��������� �����������������
!�������������� � ������ ���� ������������ � �������������"����� ���
����� ������������ ���96�
����������������������������������������������Custom macro
instruction
A group ofinstructionsfor a certain
function
Custom macro body
Regularprogram
��#��I���<��
������������� ��������� ������� ���������� ���������� �������$� ��������
����'������������������������������������������������ �����!������������"��
�� ������������������� ����������������� �������
��#�#���;���� ����!���<��
!���������������'�����������U������"����������������� ��������������"��
U�@E� �1� �"� �3 �#####/
, ����- U4 �U��9 �U���4
��#�#1�&����� ������!���<��
!��������������������������������� ������ ������������������ �������������

<67 ��������
, �����-
(U��" �%������ ����7H�"� �U78HF7H
?��U��� �%������ ���@:=B8�"� �U778F=B8
%U�"� �%������ ���68H�"� �U7H8F8H
!������������������������������������ ������������ ���U9���� � �������
UU���#
, ����-
$� �U788F78B�� ��U78B�F�:�B88
?UD788�����%������ ���?�:�B88
?U:�D788�����%������ ���?B88
������������� ������ � ���������������������� ������������������(��������������
������� ������������'����� ������'���������� ����������������������������������
, ����- �U"������������ U"�E�1�
��#�#"�0���=�� $���� �����!���<���!����
������������������� ��������������� ��������� ������ ���������������������
������ �����0,�#�����.������������-���� ���
��#1�. $����!���<��
����������������������� ������� ������������ ������������������������� ���
����������� �������
��#1#������� �!���<���U�������U�"��� $�U4������U4"�
��������� ����������� �������������� �������� ���� ��������������� ���
������������� �������������
����� �����������U���� ���"��������� ��S�O� ���������������� ����"��� ��
�� ���� �
����� �����������U4�����U4"���������� ���"� �����"�������������

<68��������
��#1#1��=����!���<��
��������� ����������������������������'���� ���������
@�/���������� ������ �����G<???���<?<8�G<?65
���
UI15 UI14 UI13 UI12 UI11 UI10 UI9 UI8 UI7 UI6 UI5 UI4 UI3 UI2 UI1 UI0
21 5 21 4 21 3 21 2 21 1 11 0 29 28 27 26 25 24 23 22 21 20
DI
#1015 #1014 #1013 #1012 #1011 #1010 #1009 #1008 #1007 #1006 #1005 #1004 #1003 #1002 #1001 #1000
Input signal Variable value
Contact closed 1
Contact opened 0
����� ������ ������ �������������������� �����������������U��"1#
���������������������������������������������������U U) *1032i
15100 i x2iF >Σ
=0
��������� ��������� ������������������������U���������"1�
0%�������2�����2��
0%�������2�6���2��4
.���������������U���������"1��� ��������������� �������� �������� ����
�� ��� �
@1/������������������ �����G<<??����G<<<8����G<<65
����
U015 U014 U013 U012 U011 U010 U09 U08 U07 U06 U05 U04 U03 U02 U01 U00
21 5 21 4 21 3 21 2 21 1 11 0 29 28 27 26 25 24 23 22 21 20
DO
#1115 #1114 #1113 #1112 #1111 #1110 #1109 #1108 #1107 #1106 #1105 #1104 #1103 #1102 #1101 #1100
Output signal Variable value
Contact closed 1
Contact opened 0

<69 ��������
������������ ������ ������ ��������� � �����������������������������U��"1#
�����U U) *1131132i
15100 i x2iF >Σ
=07
$� ���������������� ������S�O����S�O���������������������������������U����
��U���4�������������������������S�O��(�����������������������������������������������
U����� ��U��"1��.���������������U����� ��U���4��� ����������������������� ����
�� ��� �
0%��15���2�����2��
0%��1����2�6���2��4
@"/�#����������������������������� ����������� � ������������������ ����
G5??<����G5>65�
���
Tool ofset number Tool offset amount Wear offset number Geometry offset amount
X
Z
R
T
1to32
1to32
1to32
1to32
#2001to
#2032
#2101to
#2132
#2201to
#2232
#2301to
#2332
#2001to
#2032
#2101to
#2132
#2201to
#2232
#2301to
#2332
#2701to
#2732
#2801to
#2832
#2901to
#2932
#2301to
#2332
, ����- U"�EU1��4
����� ���:��'����������������� ����������+��B������������U"���$� ��������
���� ����7�B�����U"�E�#4
@3/�3�� � ��� ������ ���G8??<���G8<55
!�������� �� ������� ��� ����# �" ��������� ������������������U4������4�11�
!��� �����8�887����� ������������������ ���������� ��8�8887�� ��� ���� �
��������� ��������

<6:��������
��������
Systemvariable Position information
Read duringmovement
Tool nose radius compensation,tool offset
#5001#5002
#5041#5042
#5061#5062
#5081#5082
#5121#5122
X-axis block end coordinate (ABSIO)Z-axis present coordinate
X-axis present coordinate (ABSOT)Z-axis present coordinate
X-axis skip signal position (ABSKP)Z-axis skip signal positionX-axis skip signal position (ABSKP)Z-axis skip signal position
X-axis tool offset or wear offset amountZ-axis tool offset or wear offset amount
X-axis geometry offset amountZ-axis geometry offset amount
Possible
Impossible
PossiblePossible
Impossible
Possible
Not considered.Tool nose position (programmedcommand position)
Considered.Tool standard point (same asABSOLUTE display of POS page)
Considered.Tool standard point.Considered.Tool standard point.
��������� � ���������� �������������������U4������U4�11#
��#"������� ������ �@%54/
;�����������- %54�-��+U�JUX�&UHD
����-
�� &������� ��� ������� ����������87���DD
U� ��������� ����"��������������� ����������� ����
UX� ��������� ����7������������&�������� ��
UH� ��������� ����=������������&�������� ��
, ����-
�F8=
U788�VU787�5U78=���������������������������������� U788FU787>U78=
U788�VU787�57B�������������������������������������� U788FU787>7B
U788�V:788�5U78=����������������������������������� U788F�:788>U78=
U788�V7=8�5B8���������������������������������������� U788F7=8>B8
U788�V:U787�5U78=��������������������������������� U788F�:U787>U78=
����������� ��� � ��������������������������������
� �� ������������ ����� ��������� �797888��������� ����� ��������7GF7888�

<6= ��������
G code H code Function Definition
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
G65
H01
H02
H03
H04
H05
H11
H12
H13
H21
H22
H23
H24
H25
H26
H31
H32
H33
H34
H80
H81
H82
H83
H84
H85
H86
H99
H27
H28
Definition, substitution
Addition
Substraction
Multiplication
Division
Logical sum
Logical multiplication
Exclusive OR
Square root
Absolute value
Remainder
#i = #j
#i = #j + #k
#i = #j - #k
#i = #j x #k
#i = #j ÷ #k
#i = #j . OR . #k
#i = #j . AND . #k
#i = #j . XOR . #k
#i = I #j I
#i = #j - trunc (#j / #k)x #k trunc:Discard fractions less than 1
#i = BIN (#j)
#i = BCD (#j)
#i = (#i x #j) (#k)÷
#i = #j . SIN . (#k)
#i = #j . COS . (#k)
#i = #j . TAN . (#k)
#i = ATAN . (#J/#k)
GOTO n
IF #j = #k, GOTO n
IF #j = #k, GOTO n
IF #j > #k, GOTO n
IF #j < #k, GOTO n
IF #j #k, GOTO n≥
IF #j #k, GOTO n≤
P/S alarm number500 + n occurrence
Conversion from BCD to binary
Conversion from binary to BCD
Combined multiplication/division
Sine
Cosine
Tangent
Arctangent
Unconditional divergence
Conditional divergence 1
Conditional divergence 2
Conditional divergence 3
Conditional divergence 4
Conditional divergence 5
Conditional divergence 6
P/S alarm occurrence
Combined square root 1
Combined square root 2
# #i j=
List of Macro Instructions
/
22 k#+j#=i#
22 k#-j#=i#

<6>��������
��#"#��I���<����������������� $
@�/�+�� � � ����������� ��� �������� ����G$HG2
%54�-���+U�JUXD
, ����- 6IB�087�U787�V788B��)U787F788B*
6IB�087� U787�VU778��)U787FU778*
6IB�087� U787�V:U77=��)U787F:U77=*
@1/�.�� � ���G$HG2IG(
%54�-�1�+U�JUX�&UHD
, ����- 6IB�08=� U787VU78=�5U78H�)U787FU78=>U78H*
@"/�.������� ��UEUX���UH
%54�-�"�+UJUXJUHD
, ����- 6IB�08H� U787�VU78=�5U78H�)U787FU78=�:�U78H*
@3/�2��� �� �� ���G$HG2.G(
%54�-�3�+U�JUX�&UH
, ����- 6IB�08P� U787�VU78=�5U78H��)U787FU78=�'�U78H*
@4/�+ � � ���G$HG2÷÷÷÷÷G(
%54�-�4�+U�JUX�&UH
, ����- 6IB�08B� U787�VU78=�5U78H��)U787FU78=÷U78H*

<7? ��������
@5/�<�� �������G$HG2����G(
%54�-���+U�JUX�&UHD
, ����- 6IB�077� U787�VU78=�5U78H��)U787FU78=���/5���U78H*
@�/�<�� ������� �� �� ���G$HG2�����G(
%54�-�1�+U�JUX�&UHD
, ����- 6IB�07=� U787�VU78=�5U78H�)U787FU78=����+����U78H*
@6/�, ���� �����G$HG2�����G(
%54�-�"�+U�JUX�&UHD
, ����- 6IB�07H� U787�VU78=�5U78H�)U787FU78=���?/5���U78H*
@9/�.%����������U U� 4F
%54�-1��+U�JUXD
, ����- 6IB�0=7� U787�VU78= )U U *101 102F
@��/�.�������������G$HG2
%54�-11�+U����JU��1D
, ����- 6IB�0==� U787�VU78=�)787F U78= )
@��/�/�� ������G$HG2;�� ��JG21G(C.G(
%54�-1"�+U�JUX�&UHD
, ����- 6IB� U787�VU78=�5�U78H��)U787FU78=�:��� ��)U78=�9�U78H*'U78H

<7<��������
@�1/�0������ ���������,������ ������G$H���JG2C
%54�-13�+UJUXD
, ����- 6IB�0=P� U787�VU78=���)U787F2(+)U78=*�
@�"/�0������ ��������� ��������,�G$H�,�JG2C
%54�-14�+U�JUXD
, ����- 6IB�0=B� U787�VU78=����)U787F2���)U78=*
@�3/�0��� ����# ��$!�$���$��1'$/$&$��
%54�-15�+U�JUX�&UHD
, ����- 6IB�0=I� U787�VU78=�5U78H����)U787F)U787'U78=*÷U78H
@�4/�0��� ��������������<� U U U� 4 #F >= =
%54�-1��+U�JUX�&UH�
, ����- �6IB�0=<� U787�VU78=�5U78H�� 1��"U81��1UE���U
@�5/�0��� ��������������5��U U U� 4 #F := =
%54�-16�+U�JUX�&UHD
, ����- 6IB�0=C� U787�VU78=�5U78H��� U U U787 78== 78H=F :
@��/�& ��G$HG2.���JG(C
%54�-"��+U�JUX�&UHD
, ����- 6IB�0H7� U787�VU78=�5U78H��)U787F�U78=�'�.(+)U78H**

<75 ��������
@�6/�0�� ����G$HG2.,��JG(C
%54�-"1�+U�JUX�&UHD
, ����- 6IB�0H=� U787�VU78=�5U78H��)U787FU78=�?��/.)U78H**
@�9/�#�������G$HG2.���JG(C
%54�-""�+U�JUX�&UHD
, ����- 6IB�0HH� U787�VU78=�5U78H��)U787FU78=�'�!�+)U78H**
@1�/�.����������G$HG2.��,���JG(C
%54�-"3�+U�JUX�&U.D
, ����- 6IB�0HP� U787�VU78=�5U78H�)U787FU78=�'��5�!�+)U78H**
$� �J����&� �������������������� ���� ������� ���������������������������
S�O�
��#"#1��� ���������� $
@�/�4����� � ����� ��������
%54�-6��+ D����� �����%�� ��� �����
, ����- 6IB�0C8� 7=8������)����������+7=8*
@1/�0��� � ����� ���������<
%54�-6��+ �JUX�&UHD��� ����%�� ��� �����
, ����- 6IB�0C7� 7888�VU787��U78=�
U787FU78=��6/!/� 7888
U787F�U78=��6/!/� �'

<76��������
@"/�0��� � ����� ���������5
%54�-61�+ �JUX�&UHD������� �����%�� ��� �����
, ����- 6IB�0CH� 7888�VU787�5U78=�
U787F�U78=��6/!/��+7888
U787F�U78=��6/!/� �'
@3/�0��� � ����� ���������6
%54�-6"�+ �JUX�&UHD���� ����%�� ��� �����
, ����- 6BI�0CH�� 7888�VU787�5U78=
0787RU78=��6/!/�+7888
0787WU78=��6/!/� �'
@4/�0��� � ����� ��������7
%54�-63�+ �JUX�&UHD������� �����%�� ��� �����
, ����- 6IB�0CP� 7888�VU787�5U78=
0787QU78=��6/!/�+7888
0787XU78=��6/!/� �'
@5/�0��� � ����� ���������8
%54�-64�+ �JUX�&UHD���� �����%�� ��� �����
, ����- 6IB0CB� 7888�VU787�5U78=
U787XU78=��6/!/�+7888
U787QU78=��6/!/� �'
@�/�0��� � ����� ���������9
%54�-65�+ �JUX�&UHD���� �����%�� ��� �����
, ����- 6IB�0CI� 7888�VU787�5U78=
U787XU78=������+7888
U787QU78=������ �'

<77 ��������
@6/��1����������������
%54�-99�+D������������+��B88
, ����- 6IB�0DD� 7B
9.�������B7B�������� ��
��#3������ �� ������������
( ��0,���������������� ������ ���� ��������� �����������������������
� �%54� ��� �������������- �+ �J�� ��&� � � �������� � ������ ��������"������
����� ���������%54�
( �.(+6�;��2�/�M�������������� ������ ������� ����������'����� �����������
� ������ �� (� ��� ��������� �� ������ .(+6�;� � 2�/�M� .!/ � ��� ��� �� � ��������
+���877.2M&�
��#4 ������� ���������������
��#4#������� ������ �
��������������������
α ∆x β
L
Work
h
FeedX axis+ -
Cutter

<78��������
U4���"��#������"���)'*
U4��� ��������#���������)ααααα*
U4�1� ��� ��"���)∆∆∆∆∆;*
U4�"�"��#������������ ������"� ���)βββββ*
U4�3� ���� �������������� ������ �������)�*
, &��##�����
/D778�
6IB�08H� U788�VUB8P�5UB87�
+78�6IB�08H� U787�VUB8P�5U788�
688�?U788�
&=8�������)��� ������� �*
6IB�08H� U788�VU788�5UB8=�
6IB�0CB� :78�VU788�5UB8H�
&DD�
�$�!��"��#�
/888D
6D=�?8�
&DC� D778�
?/�
&8=�
��#4#1�, ��������� ��
5���������:�������� ���2���������������������"��� ����U����
��
21 5 21 4 21 3 21 2 21 1 11 0 29 28 27 26 25 24 23 22 21 20
Used for anotherpurpose
SignData sending signal
102 101 100
DI configuration

<79 ��������
���
28 27 26 25 24 23 22 21 20
D0 configuration
Not used Used for anotherpurpose
Address
Address sending signal
, &��##�����
/D778
6IB�07=� U77H=�VU77H=�5PC8�
6IB�077� U77H=�VU77H=�5=H�
+78�6IB�0C7� 78�VU787H�58�
6IB�07=� U788�VU78H=�5P8DB�
6IB�0=P� U788�VU788�
6IB�0C7� =8�VU787=�58�
6IB�087� U788�V:U788�
+=8�6IB�07=� U77H=�VU77H=�5PDB�
&DD�

O P E R A T I O N

22222
Contents
ETA - 17

3 3 3 3 3
OPERATION CNC 10 T
ETA - 17
Contents
1. GENERAL .......................................................................................................................... 7 1.1 MANUAL OPERATION ............................................................................................................ 7 1.2 TOOL MOVEMENT BY PROGRAMMING - AUTOMATIC OPERATION ................................ 9 1.3 AUTOMATIC OPERATION..................................................................................................... 11 1.4 TESTING A PROGRAM ......................................................................................................... 12 1.4.1 Check by running the machine ....................................................................................... 12 1.4.2 Position display change without running the machine ................................................... 13 1.5 EDITING A PART OF THE PROGRAM ................................................................................. 14 1.6 SETTING AND DISPLAYING DATA ...................................................................................... 15 1.7 DISPLAY ................................................................................................................................. 19 1.7.1 Program display .............................................................................................................. 19 1.7.2 Current position display .................................................................................................. 20 1.7.3 Alarm display .................................................................................................................. 21 1.8 DATA OUTPUT ....................................................................................................................... 22
2. PERIPHERAL DEVICES ................................................................................................. 23 2.1 CRT/MDI PANEL ................................................................................................................... 23 2.2 FUNCTION AND SOFT KEYS ............................................................................................... 26 2.2.1 General screen operations ............................................................................................ 26 2.2.2 Function keys ................................................................................................................. 27 2.2.3 Key input and input buffer .............................................................................................. 27 2.3 EXTERNAL I/O DEVICES ...................................................................................................... 28 2.4 POWER ON/OFF .................................................................................................................... 30 2.4.1 Turning the power on ...................................................................................................... 30 2.4.2 Display of the software configuration .............................................................................. 31 2.4.3 Power disconnection ....................................................................................................... 32
3. MANUAL OPERATION .................................................................................................... 33 3.1 MANUAL REFERENCE POSITION RETURN (ZRN MODE) ............................................... 33 3.2 JOG FEED .............................................................................................................................. 36 3.3 INCREMENTAL FEED............................................................................................................ 39 3.4 MANUAL HANDLE FEED ..................................................................................................... 39
4. AUTOMATIC OPERATION .............................................................................................. 42 4.1 MEMORY OPERATION......................................................................................................... 42 4.2 MDI OPERATION .................................................................................................................. 46 4.3 DNC OPERATION ................................................................................................................. 49

44444
Contents
ETA - 17
5. TEST OPERATION .......................................................................................................... 51 5.1 MACHINE LOCK AND AUXILIARY FUNCTION LOCK ........................................................ 51 5.2 FEEDRATE OVERRIDE ......................................................................................................... 53 5.3 RAPID TRAVERSE OVERRIDE ............................................................................................. 53 5.4 DRY RUN ................................................................................................................................ 54 5.5 SINGE BLOCK ....................................................................................................................... 55
6. SAFETY FUNCTIONS ..................................................................................................... 57 6.1 EMERGENCY STOP .............................................................................................................. 57 6.2 STROKE CHECK ................................................................................................................... 58
7. ALARM AND SELF-DIAGNOSIS FUNCTIONS .............................................................. 60 7.1 ALARM DISPLAY ................................................................................................................... 60 7.2 CHECKING BY SELF - DIAGNOSTIC SCREEN ................................................................... 63
8. DATA INPUT/OUTPUT .................................................................................................... 67 8.1 PROGRAM INPUT/OUTPUT.................................................................................................. 67 8.1.1 Program input ................................................................................................................. 67 8.1.2 Program output ............................................................................................................... 68 8.2 OFFSET DATA INPUT AND OUTPUT ................................................................................... 69 8.2.1 Offset data input ............................................................................................................. 69 8.2.2 Offset data output ........................................................................................................... 69 8.3 PARAMETERS INPUT AND OUTPUT .................................................................................. 71 8.3.1 Parameters input ............................................................................................................ 71 8.3.2 Parameters output .......................................................................................................... 72 8.4 CUSTOM MACRO VARIABLES INPUT/OUTPUT................................................................. 73 8.4.1 Custom macro variables input ........................................................................................ 73 8.4.2 Custom macro variable output ........................................................................................ 73
9. EDITING PROGRAMS..................................................................................................... 75 9.1 INSERTING, ALTERING AND DELETING A WORD ............................................................ 75 9.1.1 Word search .................................................................................................................. 77 9.1.2 Heading a program ......................................................................................................... 81 9.1.3 Inserting a word .............................................................................................................. 81 9.1.4 Altering a word ................................................................................................................ 83 9.1.5 Deleting a word ............................................................................................................... 84 9.2 PROGRAM NUMBER SEARCH ........................................................................................... 86 9.3 DELETING PROGRAMS........................................................................................................ 87 9.3.1 Deleting one program ..................................................................................................... 87 9.3.2 Deleting all programs ...................................................................................................... 87
10. CREATING PROGRAMS............................................................................................... 88 10.1 CREATING PROGRAMS USING THE MDI PANEL ............................................................ 88

5 5 5 5 5
OPERATION CNC 10 T
ETA - 17
11. SETTING AND DISPLAYING DATA .............................................................................. 89 11.1 SCREENS DISPLAYED BY FUNCTION KEY [POS] .......................................................... 94 11.1.1 Position display in the work coordinate system ............................................................ 94 11.1.2 Position display in the relative coordinate system ....................................................... 95 11.1.3 Overall position display ................................................................................................. 96 11.1.4 Display of run time and parts count .............................................................................. 98 11.2 SCREENS DISPLAYED BY FUNCTION KEY [PRGRM] (IN AUTO OR MDI MODE) ........ 99 11.2.1 Program contents display ........................................................................................... 100 11.2.2 Current block display screen ....................................................................................... 101 11.2.3 Next block display screen ........................................................................................... 102 11.2.4 Program check screen ................................................................................................ 103 11.2.5 Program screen for MDI operation............................................................................... 104 11.3 SCREENS DISPLAYED BY FUNCTION KEY [PRGRM](IN EDIT MODE)........................ 105 11.3.1 Displaying used memory and the list of programs ...................................................... 105 11.3.2 Displaying used the list of G codes ............................................................................. 107 11.3.3 Displaying display about short description of concrete G cod. ............................... 108 11.4 SCREENS DISPLAYED BY FUNCTION KEY [MENU] [OFSET] ...................................... 109 11.4.1 Setting and displaying the tool offset value................................................................. 110 11.4.2 Displaying and setting the tool geometry offset value. ................................................111 11.4.3 Work coordinate shift. ............................................................................................... 112 11.4.4 Displaying and setting custom macro common variables .......................................... 113 11.5 SCREENS DISPLAYED BY PRESSING THE FUNCTION KEY [PARAM] ....................... 114 11.5.1 Displaying and setting parameters.............................................................................. 114 11.5.2 Displaying and entering setting data ........................................................................... 117 11.6 SCREENS DISPLAYED BY PRESSING THE FUNCTION KEY [ALARM] ....................... 118 11.6.1 Displaying alarm messages ........................................................................................ 118 11.6.2 Displaying operator messages .................................................................................... 120 11.7 DISPLAYING THE PROGRAM NUMBER, SEQUENCE BLOCK NUMBER, STATUS AND THE WARNING MESSAGES ..................................................................................... 120 11.7.1 Displaying the program number and sequence block number ................................... 121 11.7.2 Displaying the status and the warning messages ....................................................... 121 11.8 SCREEN GROUP GRAPHICS. .......................................................................................... 123 11.8.1 Screen "GRAPHIC PARAMETERS" ........................................................................... 123 11.8.2 Screen "GRAPHICS". ................................................................................................. 124

66666
Contents
ETA - 17

7 7 7 7 7�����������������
��������
���� �������������
� �������������������������������� ����
���������������������������� ����� ���������������������� ������������������
���� � ������������������������� � ��������� � � ������������������� ��������� �
���������������� ����������������������� ����
����������������������������� ���������� �������������������������������
����������� ����� �������� ���� ��������������������� ������
���������������������������
Tool
Reference position
Manual Reference Position
Machine Operator's Panel
�������������������������������������������� ������ �������������������� �
��� ���������� ��������������������������� ���������

88888 ��������
� ���������� ��� ��
� � � � � � � ���������������������������������� �� �������� ���� ������������
�������� ������
��������������������������������
Tool
MPG
Workpiece
The Tool Movement by Manual Operation
Machine Operator's Panel
����������������� �����������������������������
�����������
������������ ������� �������������� ���������� ���� ���
������������������
����������������� ������������������������� ��������������������� ���� ���
����������������
��������� ������������� ��������� ��������������������������������
������

9 9 9 9 9�����������������
��������� ��� ����������� �������� ����
��������
� � � � � � � � �������� �������� ��� � �������� ��� ������� ��������� �� ��� ������
����������������� ���������������������������� �����������
����������������������
Tool
Program
01000M_S_TG00_X_G01 …
.
.
;;;;
� ���������������������� ��� � ����� ���������
� � � � � � � ����� ����������� � � ������� �� ����������������� ���������������� ��
��������������� ����� ����� ������������� ���������� �����������������������
������������������
Memory
CNC
Machine
Memory Operation

1010101010 ��������
� ������������� ������������
���� ������������������������������ ��������������������������� �����
������������������ ������������� �������� ������� �� �������������������
� ������������������������������
� ������������� ���� ���
��������������������� ��������������� ���!������������������������
���������������� �������� ����� ������� �������� �����������
���������������
MDI Operation
CNC MDI keyboard
Ìàchine
�
Manual program input

11 11 11 11 11�����������������
�������� �������������
� ����� ���������
�� ����� ����� ����� ��� �������� � ��� ���� ��� ����� ������ ���!������
����������������������� �� ������������!���������������������������� ����� ������
�������� ������������������������� ���������������� ��������������������
� �������������
"�� ��� ��� ������ ��� �� ����� ��� � � �������� �������� ���� #�
��� ������ ����������������������� �� ���������������� �� �����������
�������� � ������������������� ������������� �����������������������������
$������������������� �� ���������������������������� � ������
�������������������������
Start and Stop for Automatic Operation
Automatic operation
Cycle start
Feed holdReset
Program stopProgram start Stop caused by the program
Start
Stop}
}
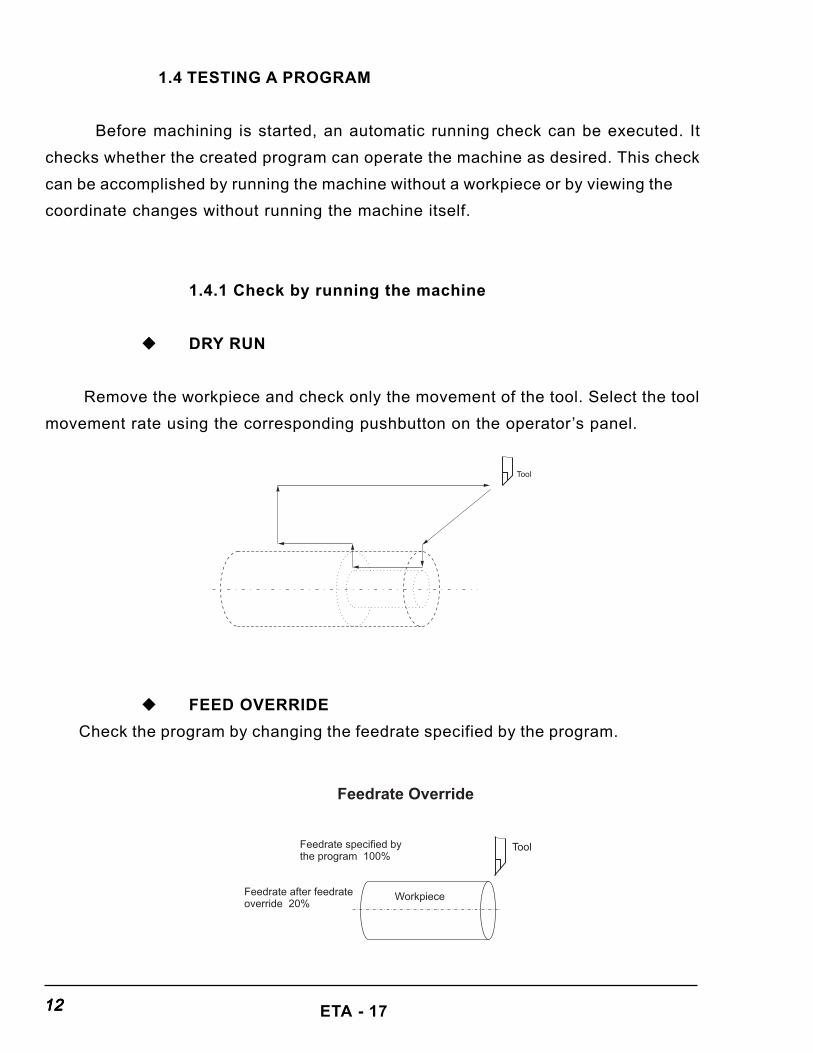
1212121212 ��������
�����������������
� � � � � � � �#�������������� � � ���������������� ���������!���������������� �
����! ����������������������������������������������� ��� ��������� �����!
�������������� ���������������������������������!���������������������
�������������� ����������������������� ����
������� !"#�$%�&'(()(*�+ !�,-" )(!
� ������
��������%������������!�������������!��������������������������&�����������
������������ ����������� �������� ������������������ ������
��������������������������������
Tool
� �������������
��������'���!��������������������������������� �����������������������
��������������������������������������
Feedrate specified bythe program 100%
Feedrate after feedrateoverride 20%
Feedrate Override
Workpiece
Tool

13 13 13 13 13�����������������
� ���������.��/������
$������������ ����� ������ ���� ����������������� ���������������
��� �� ��������� ��#����� ������������ ���������������������� ��������
�������������� �� ������������������������������!������� ������
������������������������
Tool
Cycle start
Cycle start Cycle start
Cycle start
Stop
Stop
StopStop
Single Block
�������01)+)0(�2)134-%�" -(*!�5)+ 0'+�&'(()(*�+ !�,-" )(!
� ��6������.
�����������������������
Machine Lock
TFT/MDI
The tool remains stopped andonly the positional displays ofthe axes change.
Workpiece
Tool
������ �
� � � � � � � ����� �� � ������ � �� ���� ������������ � ��� � � �������(��� �� � ��� ��
������� ����� ����������� � ����� �!����� ��� � ���� ������ ������� ��������
� ���

1414141414 ��������
� ��/�����������������.
��������$����������������� � �����������������������!�������������������!�
���� ���������� ����� � ) ������ ������� ���� ����������� ������ � ����� ���*� ���
�� ���������� �������� ������������������������ �����������������+���������
��������������������
��7������������������6�������
� � � � � � � ����� ������������������ � � ������� ��� ����������� �� �����������������
���������� ������TFT/MDI������
����������� ������������������������ ������,���-���������������������
����������������
CNC
Program registration
CNC
Program correction or modification
Part Program Editing
TFT/MDI
�
RS 232C

15 15 15 15 15�����������������
��8�����������������������
������������������������� ���������������������� � ����������'.'�������������
� ������TFT/MDI������
����������������
TFT/MDI
CNC memory
Screen keys
Data setting
Date display
Displaying and Setting Data
� ������������
������������������
TFT/MDI Memory CNC
Screen keys
Displaying and Setting Offset Value
Setting
Display
Tool compensationnumber 1 12.3
Tool compensationnumber 2 20.0
Compensation
���������� �� ������ ���������� �� �)�������������*��$��������!�����
� ����������������������������������� ���� ����� �� �
� ��� ���� ���� ��� ���� � � �� ����� ������� ����������� ��� ���� ���� �
����������������������� �������������������!������� ��������������������
���� ������������������������������������ �������� ����������� ��������

1616161616 ��������
� ���������������������������6����������
����� ����� �������� �� ����� � � �� ���� ��� � � �� ��� ��� �������� �����
��������� ��� � ���� ������ �������� ������� ��������� �� �� (��� ��������� ��
������������������� �1
����� �������
��2�������
���������������� �������������!"#��� �"$�
������������ TFT/MDICNC memory
Screen keys
Displaying and Setting Operator's Data
Setting
Displaying
Setting data
Offset value
Variables
-
-
Program Automatic operation
Operationalcharacteristics
Movement of machine

17 17 17 17 17�����������������
� ���������������������� �����
� � � � � � � �������� ����� ��������� ������ �������� ������ ��� ������������ !�� ���
������ �
��������������������������� ������������������1
3�%���������� �������������������
����������� ���� � ��
3�'�����������
3�#��!��� ������� ���
��������������� ������������ ���� ����� ������ �����%���������
"������� ����������������������������
���������� CNC memoryTFT/MDI
Screen Keys
Displaying and Setting Operator's Setting Data
Setting
Displaying
Setting data
Inch/Metric switchingSelection of I/O devicesMirror image cutting ON/OFF
.
.
.
.
---
Program Automatic operation
Operationalcharacteristics
Movement of the machine

1818181818 ��������
� ���������������.������������.���
���!����������������������!���� ������������������������ ���������� �� ��
������������������������� ������������� ������������������������������
�������������������TFT/MDI
Screen keys
Data Protection Key
Program
Program edition
Protection key
Registration/modification inhibition
CNC memory

19 19 19 19 19�����������������
�����������
�������&0*&-,�2)134-%
������� ����������������������������� ������������ ���������������
������������� ��������� �������
����������������������

2020202020 ��������
�������'&&!(+�301)+)0(�2)134-%
������������ ��������������� ��� ������������������������� �������� ���
���������������� ���������������� ��������� ������� �������
������������������������������������������z
x
Z
X
Workpiece Coordinate System
���������������������
���������������������� ������������������������� ��� �������

21 21 21 21 21�����������������
�������4-&,�2)134-%
$����������������� ����������������������������������������� �������
�� ������������TFT� ������&����������������������� �������������� ��������
����� ����� ����������� ������ ��������������������������
�������������������������
ALARM MESSAGES O:6677 N:0027
EDITI T0105 S 600
ALARMS OPR
302 - Erase programs in RAM610 - Overtravel to exit (+) stroke limit of X axis
"�� �������� �"�4������"�0��� �������������� ���� �

2222222222 ��������
��9������������
"������ ����� ������� ���������� ��������������������������������
��������������������������������������� ����������� �����������������
������������������� ������������)�-+-�-*�,02!4��� *�
������������������
Memory
Program
Offset
Parameters..........
C N C
Reader/puncherinterface
RS - 232C
PC/AT
DATABAG

23 23 23 23 23�����������������
����� ������������
���� ���������� ����� � �������� ������TFT/MDI� ����� ��������� ������������������������ ����������������� ������������������ � ����� ������������
�������������� �����������������������
���TFT/MDI PANEL
������

2424242424 ��������
����������������
MDI keyboards
������������������
�� ���� �!�������� ������������������������������

25 25 25 25 25�����������������
������������������������
��� �!���� �� ����� ���������������������������������������������������
���������"�#������������������������������������������������ �!���� �� ��� �
���������������������������������������
�������
���� �#�� !�� � ����� ������ � #������� � �������� ��� ���� ���������� �� �����
#������� ������ ��������������������#��������� ������
����� ������������� ��� ����!��
��� ��!�� ������ ������������������������������������������������ �
�����������������
$���������� ������������!���� ���� ������������ ��������������##���������
� � � �������� �������� ���������� ����� ���� ���� #���� ���� ������ !��� ��##��� ��� ���
����� ����������� �������� ������������!���
����������� �!���� �� ��� ���������������#�������������������������
�����������������
��� �!���� �� ��������������� �������������#������������!�����##���
��� ���������� ����������"��������"��������
��� ��!�� ������ ������������������������
������� ������������
������� ���� ������
������� ���������

2626262626 ��������
!������������ �������"���#����
��� ��!�� ������ ����� �����������##������#�������� ����� ���������������
�������#��������!�� ���#�����������������������
��� ���������
���������������##��������� ��������!�� ���������
����� �!���� �� ����������������� ��������#�������������������������
����� �!���� �� ����������������� ������������� ��������������������
�� ����� ����
��������������������������!�� ���������
����� �!���� �� ������������������������������������ ������������
���#���������������
����� �!���� �� ������������������������������������ ������������
�������� �����������
���$����������������$������
����#%&%'�(�)*'%%&�+,%'��-+&)
�� �� ���#���������!������������������������%����������� �#��!�� �������
��������������� ������#��������
�� �� ������#����� �#��!�� ��%� ����������� ������������������������� ��&#
����� ������������ ����������������������������� �����!���#���������������������
&�� ������ � ������������� ��������� �����
.������������ ������� �������������� ����������������'�����������������
� ���� ��������� ����� � #���� ���� ������ ��� ��������� ���� ����� ���� �� ��� ���
� ����������#������������������ �

27 27 27 27 27�����������������
����$/&*�-+&�(��0%1)
����#���������!�� ������ ����� ����� ����������#� ���� �������������� ���
���������#�������#���������!�� �������������������TFT/MDI������
���� �� �� ���� �!������� ���������� ������ ������
��#��� �� �� ���� �!������� ���������������� ������
������
��$���� �� �� ���� �!������� ���������## ��� ������
��#����
������ �� �� ���� �!������� ����������������������� � � ������
����
������� �� �� ���� �!������� ������������� ������
���2�
�#�� � �� �� ���� �!������� ����������������#������� ��#����� � ����
��.��%1�-&,/���&3�-&,/��4/55%'
� $���������������
$���������� �������������!���� ���� ���������������������� ���������
����� !��� � � ������ ����� ���� !��� ������ ��##���� ���� ������� � �#� ���� !��� ������ ��##��� �
� ��������������������#����TFT� ������
(������ ������!�������������������� ����!���� �� �������������� ���
����������������������� ����������������

2828282828 ��������
)�����#������������� �*��������������������������������������!��������
��##����������������#�����������������!�� ������ ������������������ � ��+���
���������!���� ���� ���������������� ������� �� � ����������
�����������������������������
A
K
B
I H
C
P Q
�
BAC
KIH
PQ
�� ��������������!������� ����������� ������������!�����������##����$���
���� ��##��� � � ���� ������� ����� ��� ���� �#� �������� !��� ���� � ���� ���� � �� �����
�����
�.��2������������������
���� � ��� �10���+5���������������� ��������� � ����������#��������.��#���� ���� ������������������������������������������������� ��,��������������#��
�� ������ ������������ #���� �� ��
����#������������ �����������������

29 29 29 29 29
OPERATION CNC10 - T
�����������������
� �����������������������������������
�����������������
RS - 232C
PC/AT
���� �#���������!��������++()������� ���������� ���������������
� ����������#���������6������#7
�������������������
RS - 232CDATABAG
�������� ���� � �� ��� � �� #��� ���� ���� #��� #���� ���� ��� ���� ��������� ��
��������

3030303030 ��������
����#��������������� ���������������������������#��������
����#����
���$$����
�����������
�����������
����8����9����$������2�:�#��.!!����#��;<<=
���������������������������� ��� ��� �#�����#�����#������ ����������������
���� #��������� � ��������������������������� ������������������ ����������������
�>��8�������$$
�>���/'&-&���?%�,+@%'�+&
����������$�������#�� ���8�����
��-���!� ����������������#� ����������������� �����������������!��������
����#���������������� ������� ���
������������������������������������������� ������������������������
.�%#��������������� ���������������!��������������� ������ ������� �� �����

31 31 31 31 31�����������������
����������������������
>�-���!�������������#���������� ����������
"�����#$
$���� ��� ���� ����A�8�����B� !���� �� ���� ������ ���� ������ !�� � ��� ���
�������� ������ ����� ���� �� ������� ��� ���� ����� ������ � � � ������ ,���� �#� ���
!�� � ���� � �� #��������������� ��� ����� ������ ���������� ����� ���$���� ����� ���
��� ��������������������������������� ��
�>���-),(�1�+5��?%�)+5�@�'%�*+&5-�/'��-+&
����������������������

3232323232 ��������
�>.�+@%'�3-)*+&&%*�-+&
��-���!������������������������������������ ��������������������� �������
�##�
��-���!���������������������� ��#��������������������� ������
.�&#�������������������������������� ������������ �����������#�� ��
>� � ������A�8����$$B��������
����$
���������������� � ��� �� ������� ������ ������ ��� ����� �������������
������� ���������

33 33 33 33 33�����������������
������ ����������
���������������������� ����������� �� ������� �
������ ��������������������������
����������
����������� �����
������ ����� ������
������� ������������������������������������
��������� ������������������ ������� ������� �
��� ���� ��� �� ��� ����� � � ����� ��� �������� �� ��� �� ������ ���� ��
���� �� ������ ���� ������ ��� ��� ������ � ����� � � ���� ��� ��� ��������
����������������� ������������ ��������������� ������������� ��������
���� � ��������������� ������������ � ����� ���������� �
���� ��� ����� ��� ������������ ������ � ��� ����� ��� ��!��
��� ����� ��� � ��� ��� ���� �� ������� ��� ���� �� ������ ���� ���������
�������������� � ����
��������������������
Deceleration pointReference position
Rapid traverse motion Deceleration motion
Rapid traverse motion(rapid traverse override iseffective)
FL - speed

3434343434 ��������
������������������ ��������������������������
�����������" ������������������������������� ������������� �������������
���������� �
����������������� ����������� ������������ ������ �������!�����
����� ��� � ��� ��� ���� �� ������ ��� ��������� � ����� � � ���� ������� � ��
������������������
�����������#��� ���������� ������������������������� �����������#������
� �� ���������������������������� ������������� ���������������������
��������������� ����������������� ���������������� � ������������
�� �������$��� � �������������
�����������%������� ���������� ������������� ������ ���
� ��� �� �� ���� ��� �� ���� �������� � � �� ����� ������� �� �� ��
� ���� �� � � ����������� �������� �������������������� �������
����������� ��� ��� ������ � ��� ��� ��� � � �� �� ��� ������� ��� ������� ���&�����
���� ��������������������
����

35 35 35 35 35�����������������
� ����������������������������������
$�� ��� �� ������ � ������ ��� ���������� ��������� � ��� ���� � �
�������������������� � ���� ���������������������������������� �����
���� � ������ $����� ��!�����"��� ������� ��� ����� ������ ������ �� ��
� ��� ����� � ���������������������� � ����������������������� ���������
��������� ���������������������������������� �#$����$ ���$!������%&$"
���������� ����������
���������� �!
� �'����������� �������������
'������������ ������������������������� � �������������������
� ����������������������������������������� ������ ��� �����
� ����������������������������� ������ ��
����������������� ����������������������������� ���������������������������
������� �
������� �������������� ������
��(���� ����� ���� ���� ����
� ������������������������������������������������
�������� �������������������������������� ���������������������
� ����������������������

3636363636 ��������
�����������
$�� ��� )� ������ � �� � �� ��� ��� � ���� �������� ������� ������ ��� ��
������������� ���������� ������������������ ������� ���� �������� ������
�������������
�����������)� ������� � �����������������������
������������������������
%����� �������� ����� %����� �������� �����
����������
*��+���,
$���������
*����+���,
����������
*��+���,
$���������
*����+���,
- - .- /�-
/�- -�-0 12 3�-
3�/ -�4/ 4/5 .�-
.�- -�/ /-- 0�-
1�2 -�3 3/- 4/
4/�5 -�. .-- /-
/- -�0 12- 3-
3/ 4�/ 4/5- .-
����������������)� ����������������������� �������� ���*"'6,����� ���
��������� ������� ������������������������� ������
�
����������������������������� �����
� � � � � � � ����)� ��������������)� ���� �� ������ ������ ��� ��" �� ���
�������� � ��������� �������������������� � ��� ��������� �����������
� ���������������������������� ����������������� ����������

37 37 37 37 37�����������������
������������������������������������
X
Z
��������!������� ������� ��������� ������������������ �������������� ������������
������
����������������������
�����������������������������������
-X
+X
+Z-Z
��" ����)� ����������������������� ������� ����� �
��" ���������� ������������� ������������� ���� �����������������
����� �����������!��������������� �� �������������� ����������� ���������
���������������� ��� ������������� ��� ��

3838383838 ��������
�����)� ������������ ���������� ������ ������� �
��" �� ������������ �����������)� �������� ������������������
��������� �������������������� �������������������� ��������� �� ���$�
���������� ������� � ����������� ��������� ����������� ��������
����������������������� ���)� ������� ������������� ���������������
��������������������������
���������� �!
� ����� �������(���� ���������������������'����
��������������������� ����������������������������������������+��������
������������������ ������ ���� �7--�������� �����������
� ���������������
8� ����� ���������������� �� ������ �������� �� ���������� ����
�������� ������������� ���������� )� � ������� ��� )� ������� ��� �����
��������� �
� ����������'���������������������������������������
$�� ���� �� ������ ���� � � ���� ������ ���� �������� �� ��� � ����
��� ���������� ����� �������� ����� ��� ����� ��� )� � ��������� � ��������
�������� �������� ���� ���������

39 39 39 39 39�����������������
������������ �����
$�����������* ��,������� �� ���������� ���������������� ������
������ �������������������� ��������� ������������ ������� ���� ����
��� � ��� ��� ��������������������������� ����� ��� ����� � ������ � � ��� �� �
��������������(���� ���������4��4-��4--���4---���� ������ ���������������
��� ������ ������������������������ � ������ �������������
����������������������� �����
��" ���� ������������������������� ������������� �
��6��������� ������������������������
��" ���������� ���������������� ������������� ��(����������� �������
� �� �������������� ���� ������������� ���� ���� ����)� ������
��$�������� ����������������� �� �������������� ��� ���� �����
�������� �������������������� �����$���������� ������� � ������
���� ����������������������� ���������
����������������������� ���)� ������� ������������� ���������������
� ����������������������
������� ����� ������
��������$������������������������������������������� �������������� � ����
������������������� �������6���������� ����������������������� ��������
������������ � ������������� �

4040404040 ��������
��������������������� �������������� ����������� �� �������������� � ����
� �9������������ ����������������������������� �������������� ���������
������������� � ������ ������������� �������������4-���� ������ �������
������������� ����������� ������������������*� ������4--���� ,�
��������������������������������
X
Z
+- I
������������������ ����� ������
���������AUTO EDIT MDI ZRN JOG HNDL
��� " � ��� ������� ����� �������� ������ ������� �� ��� ��� ������
������������� �
���6���������� ����������� ��������������� ����� �� ������� � ������
�������

41 41 41 41 41�����������������
��6���� ����� ����������� ��� ��� �� ����� ��� ��� ����� ������� ���� ��
������� ������������� ����������������������� ������������� � ���������
������������� � ����� � � ������������ ��������� � �9���� ��� ��� �� �� �����
�������
������ ��� ��������� � ��� �������� ���� ������ � ����������%������ � ��
������35-�� ���� ���������������� �����9�����������4--� �������� �
����������������������� ���)� ������� ������������� ���������������
� ����������������������
� ��'�� �)� ����������� ��� �����������������������
� � � � � � � � $����������������������������� � ����� � ����������� ���������
�������!�������� ������ �������� � ���������������������������
��������������������
� �'�� �)� ����������� ��� ������������������������
�������
��������$��������������������������������� � ������ ����������� �������
��������
"#� � $!
%������ ����������9���������������� ��� ����������� ����� ��4--���� ���
����������� ������ ������ ��������������
�!
������������������������������� ����������� ������ ��������������
������ �� ������ ��� ��� ���� ��� �������� ��� �������� ��� ����������� �
�������������������������������������������

4242424242 ��������
�������� �������� ��
������������������� �������������������������� �������� ���
�������������������������� !��!"��#��$����! ��%�!&�����!������!�'
�����(������� ��
��������������������������� ����!����"������ � ����
�� ������� ��
����������������������#��$������"%�� �&��� ����#�
���������� ��
�������%������������ ��&���'&�#����"���������� %�� �������(������
�����
��������(������� ��
������ !��� ����!����" �� �&���� � ��� ���")�����*&������% �&�!�
������ ! �!!�#����"��" �&����#�!���� !'���&�� �&� ��&�����������+!����# �!
���!!�",���� �������������!����!��"�&����#�!����#� ����!���
*&���&�%��"&�#"!'���&���&� ��&�����������+!����#�!���!!�""�����
���� �������������,�&����� ��������������!�� ������#�!�����"�*&���&����#�
!�����������!���!!�"�����,�&����� ��������������!��!� �"�
*&���&���!��!'���&���&�TFT/MDI ����#�!���!!�",�&����� ��������������!��� �����"��"�&���!��!�����!!���
&�%�##�'��������"����!��)���!����� �#�� �������#�����������%����
�&� ����#!���#��"���&� ��&������#"���

43 43 43 43 43��������
���������*��������(������� ��
����!!�&��� � �"�!�#�������������
+���#���������� %�� �&�����!����"���!��"��&�!%�##�'�&�!���!��#�'-
+����!!,��-��.��������"�&���&�!�%�$��,� /.�.������!�����
'��&#�!��%�&������� !'�##!&�'���
++��#����&�"�!���"������ �
0���!!�&���� �"�!�#�������������
����!!�&����#�!�������������&� ��&�����������+!����#�&����� ����
��������� !����! ��" �&� ���#� !���� #� � ���! ���*&�� �&� ���� ���� ���������
��� �����!,�&����#�!����#� ����!�%%�
1�!����������# � ������������,%�##�'�&�!���!��#�'-
���������������� ���� �����
���!! �&� %��" &�#" ������ �� �&� ��&��� ��������+! ����#� &� %��" &�#"
#� ����!����"�&����#�!����#� ����!�%%�&� ��&����������!�&�%�##�'���
���������!-
2�3�%�&� ��&����! �)���,%��"���������"���#�����!��"!���!�
243�%"'�##�!���%�� �",���!!�����"�
2�3&�����������������!����%��"���5�6������ ��"�!��������"�
273� �% � ����" ������� ���#� �! �������" /-�85�-0+5�-9+0 �&� ��&���
!���!�%����&�����������%�&��#��$����������-�85�-0+���-9+�
*&���&����#�!�������������&� ��&�����������+!����# �!���!!�"'&�#�
�&�%��"&�#"#� ��!��,�&� ��&�������������!��!� �"�

4444444444 ��������
/�� ������������ ���� �����
���!!,��6��.���������&�TFT/MDI����#�&����� ��������������!��� �����"��"�&���!��!�����!!���*&����!���!
���#��""����� �)� ���, �)� ���"���#�����!��"!���!�
������������
�����(������� ��
�%��� � �������������!!�����",�&�%�##�'����� ��"!����������"-
2�3��#��$�!���"%�� �&�!����%��"������ �
2+3&��#��$�� ��"�!"���"�"�
203&��� ��"����������!!�����"�
2�3&��� ��"���&������#��$�!���"�
2131�%%����� �!�������"�&�! ���! �&�� �&��� ��" �!"���"�" ���##�'
� �"��������������
283���&��%����&������"����#��$�!�������",����������%�&������#��$���
��!�����"�&����!��%���&�!�!�� ��"��%%������
2�3�����%���, � ������������������������"������������&�!���!%��
/20��/30�

45 45 45 45 45��������
6���� �-��������� ��� �-������(������� ��
�� ��� ��������� ��� �� !�����" �!��� ��� �% �&� %�##�'��� �'� ��&�"!-
!����%�����!����� ��"�����!!����$�����&� ��&�����������+!����#�
�&�!����� ��"���#�"�!�::/������ !���0,�:�/�������#!���0��"
�:+��"�0:/������ ��"0�
����� �:+��"�0:�����&����!�����&�����������%�&������� ,
�%�&�!�!!��������� ����/�:�94!������ ����!5
��!��������0�
�&�������'�������!�&������!�"��!��� � ������������-�&�%��"&�#"
��������",��6��.�������
���-����6����2�::3
�� �������������!!�����"�%�����#��$������������::� �!�������"�*&��
�&������� �!!�����",�##���!���� �"�#��%�� ������� ���!���&����"�!��!���#�
�#��$����������&�����������������!� �"�����!!����&����#�!�����������
��������� ��)���"����"������&� ��&������#"��� �� ���"����#!��%�����&�
����#�!!��"���&� ��&������#"���
��� �����6����2�:�3
�� �#��#� ���::, � ��� ��������� �! !�����" �%��� � �#��$ �����������:�
&�!�����������"�&�!��"� �!�%%����)���#�'&���&��������#!���!'���& �� �&�
��&�����������+!����#�!!���������������� ��)���"����"������&� ��&���
���#"��� �� ���"����#!��%�����&� ����#!���#��"���&� ��&������#"���

4646464646 ��������
���-��������2�:+5��0:3
*&���:+���0:�� ��"�!���"/!����%��"���&���"�%�&� ��������� 0,
� �������������!��� �����"��"�&���!��!�����!������"�
*����;���
*&���&�%��"&�#"���������&���������+!����# �!���!!�""����� � ���
���������,�&����#!���!�!�����������'&���-9+5�-�8��"�-0+����������"�
��6��
&� ���� ���� ��������� ��� �� !�����" ��" �&� !�!�� ��� ����� �� ��!��
�"��%������!!���,��6��. $�����%��� �����)������������# ��!��!����#�*&��
��!������������!���#��"���&�!�!�� "���������# �)� ���,�&����#!���!�
��� �����/���<�6< ��2/���<��������*��� ��3
*&���&��������#�#��$!$�����������&� ��&�����������+!����#�!�����"
��,�#��$!!�������'��&!#�!&/)0���������"�
�+��� ������� ��
�� �&��� �"�, �&������� �����������" �� �&�!� � %�� ���!��� �#
������ !��"�������"%�� �&��� ����#�
�� ���������!����!�"%��!� �#���!�!�
&�%�##�'������������!�����)���!����� �#�� �� ���"����#!��%�����&�
����#���)�"�"���&� ��&������#"���

47 47 47 47 47��������
���������*����� ������� ��
�������� =�:1�>+::1
��#������ ��"�#��$�����������"%�� �&�TFT/MDI����#�
����!!�� $��%�� �&� �"�!�#���������!�
+���!!�&�,��-��.�������
0���!!�&�!�%�$��,�� .��"�!�#���!�����'��&�� ���&����#�%��
FG00 MG97 SG69 TG99G21 WX 0.000G40 WZ 0.000G25 SRPM 0G22 SRPM 0
SMAX 32767
Address:
��������?=��:1@���&��""��!!(�� ����$��!�
�1���!!�&�, ���.$���
&�"���=��"�:1�!�������""�!�#���"��%����������������'&�#���������
"���,��%������!!����&�, ���.$��,���!!�&�,���.$����"��������&��������
"����
8�����?>+::1@���&��""��!!(�� ����$��!�
����!!�&�, ���.�������
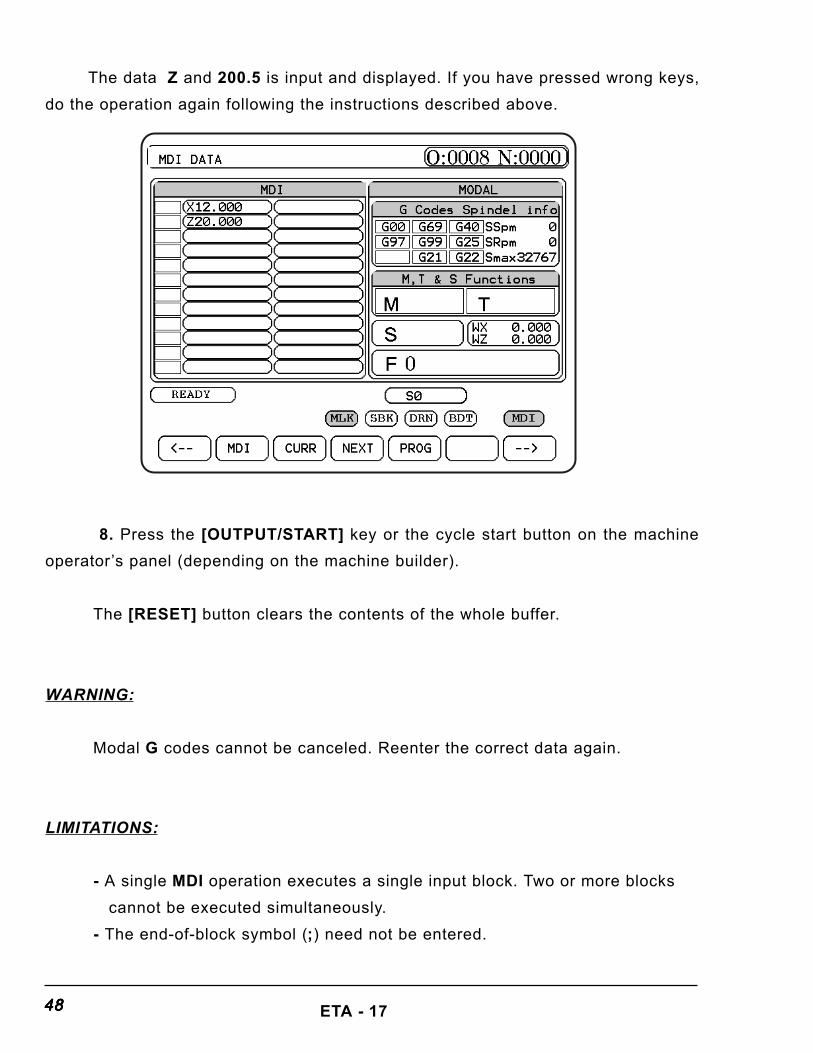
4848484848 ��������
&�"����>��"+::1�!�������""�!�#���"��%���&�)����!!�"'����$��!,
"��&���������������%�##�'����&���!��������!"�!�����"���)��
FG00 MG97 SG69 TG99G21 WX 0.000G40 WZ 0.000G25 SRPM 0G22 SRPM 0
SMAX 32767
Address:
X - 10.500
G00 Z 200.000
A����!! �&� ,����)6����.$���� �&����#�!������������ �&� ��&���
��������+!����#/"����"������&� ��&������#"��0�
&�,��6��.�������#���!�&��������!�%�&�'&�#���%%���
��������
��"�#-��"�!�������������#�"���������&��������"���������
�����������
��!���#��� ����������������!�!���#�������#��$�'��� ����#��$!
���������������"!� �#������!#��
�&���"4�%4�#��$!� ��#/B0���"�����������"�

49 49 49 49 49��������
�� ������!�������� ��##��������!����%��"�
����� ���������!,�&�!�����6��� �-6"���� ���'&��&���&��� ��"!
�����!�#���������� ����#�
�&�������#��$�!�#����"'&���&��� ����������!�� �#���"��'&�������
�!!����%��"�
�0����������� ��
��������������,�&� ��&����!����������"��������� ����!����"���&�
� ��� �% �&����� ��!���", �&� ������ �! ���" "�����#� %�� � ��������"
�����(�����������&�! �"��!�!�"'&���&������� �!���#��������#��"�"���&�
� ����%�&�����
���������*������������� ��
���������&������(����������%������! �������
+ ��#������ �"� ��" ���!! �&� ,��-�. ������ �� "�!�#�� !� � �% �&�
������ !�����!�
0����!!�&�, ���.�������� �!!������&��������%�&�!���������%��!�&�
����!%������������
�*�������#�&� �!!���?�����!������!�@�!"�!�#���"�
1���!!�&����#�!�����������
������������!����!��������!�����"��"��!� �"���&�!� �'���!�&�
� �������������

5050505050 ��������
������������
��������������� �"�,�&�������������� �����##�!�������� ����!����"
�� � ����
��������������� �"�,�&�������������� �����##���!�� �������'�)��,
��������"�����&��!��������!��������!����%��"�
��������������� �"�,�&�������������� �����##���!�� ��������!����"
���&���� � ����
� ����� ��������� �"�, �� ������ �� �&� ��� ������ %�� �&� �������
!�������� �� ����,�!�6������� ����99�CCCC��������!����%��"�
� ����� ��������� �"� �&������� ��������"�!�#���"���#� �&��������
��"�&�%�##�'����#��$!�����"�!�#���"�
4�������������� �"�,�##�&�"���%�� �&������(�����������!��%%���",!�
�&����������������""���!���� �!���)�"�"��"�&��� ��"!����������!!�"��
�&� ��� � !���"� ���&�����!���&���&�)������&��$�"�&�!�����!'��&�������(
�����#��$�������&���"����������&������(������������!�#%,��$��'�&��������#�
�������"������%�&������� �

������������
��������� �����
��� �� ���������� ���������� �������� ����������������������� ����
����������������� �������������������������������� �����
������������������������ ���������������
���� ������� ���
������ ��� ����� ���
� �� ��
���������������������
��������������������������� ���������������
������� ��� ������ �� ��� � ���� � ���� �� � ���� ��� � �� ������ !"#
$%�&
� ����� ���� ������������������������� ���������������
� ������������
���������������� ������ � ����������� ����� ������������ ���� �
� ���������� ���� ��� ���������� ���������������������������� ����
� �����
������
��� ������� ������ �������� ���� ���������� �������������������
����� ��������� ������ !"#� $%�& ������ � ������ ��� ����� ������ �� � ���� �
������� � ������ ����� ��� � ������� ������ � � ��� � ������� �� ���������� �
� ������ �� �������������������� ����������������������������� ���� �
�������

�� ��������
� ������� ���������������
����������������������� �� ������ � ����������� ����� ����������'�
������ ��������������������� ����������! �� ����� ����� �������������
��������������� �� �������� ����������� �������������������������
��� �����&!7�����%��7�4$�����&�������4%��7��
������������
� �'������������������������������������
�'������ ������������������������������ ��������
� ��� ������������� ��� ������ �������������
"����(���() ��*+� ����������������������������������������
� ������������ ���������������������� ���� �� ���� ������������� ���� �
���������������� ���� ������������ ��� �� ��
� ������������� ��������������������������� �
�������������
��� �������++'��+�'��+('��*+'��,)����,,��������������������
��������������� �� ��������

������������
�(����� ������� ���
���� ��������������������������� ����������������������������
���� ����� ������������������� �������� ���������� �����
! ���������������������� �#$$��%��������������������� ������������
��� �������� &$'� ������� ���&$��%����
(����������������������������������������������������� �����
� ����� ���� ����� ������� ���
)�� ��� �������� ������������ ������� �� � ���������� ����� ��� �����
��� �� ���������� ����� ������ ��! �� ��������������� ����������� �����
��������������������
������������
� ��� ���� ����
�� ��������������������������������� �$� #&$'������� �#$'�
�*� ������ ��� ����� ���
�������������������������������� ���������!$�*&'�&$'���#$$'�
Deceleration pointReference position
Rapid traverse motion Deceleration motion
Rapid traverse motion(rapid traverse override iseffective)
FL - speed

�� ��������
������ ��� ����� ���
)����� �� � ��� � �� �������� � � ��� ����� ��������� ! � � �� ��� ����� �
���������������������� ������������� ����������� �������������������������
��� �� ��������� ���������������������������+������������ ����������
���������� ���� ������
������������� �� �� �!!
������������� �� ��"���#���$��� ��$ $%
������������� �� �����&'��(������!
���)��"�%����������� ��
������������� �� ����*��"�%�� + � �$ ����������� �"��
�-�� �� ��
�� � � �� � ��� �� � �������� ��������� �� ��� ����� � ���������� � ���
������������������������ �������������� �������� ������������� ������ �
���� ��������� ���������� ������� ����������
Tool

������������
� ����� ���� �� �� ��
����� ��� ��� ��� ���� � � ��� ������� ����� ��� ����� ������ ��� �����
������ ��
��� �� ���������������������������� ����� �� �����������������
��� ��� ����� �������� ���� �� ! � � �� ��� ����� � ��������� ��� ��� ����� � ���
���� �������������� �������������������������
� � �� ������� ���
�� ��� ��� �������� ������� �� �� �� �� ��� ����� ��� � ��� ����� � ���
����������������� �������� ����� ���������������
+���������������� �
�� ����� �����
+������������ !���
�� +���������������� , ����������������
���, ��������� ������
������������., ���������
.�� , ��������������� ����� ����������������#�
+������������������������������������$�
�������������
������������������� ������ ������������������ ��� ���"�����������
��������� ����������������� ������� ��� ���������������� ��������� ����
�����������(��������� ����������������� ��� ����������������� ��
���� ���

�, ��������
Tool
Cycle start
Cycle start Cycle start
Cycle start
Stop
Stop
StopStop
� ����� ���� ������������
����������������� ������ � ����������� ����� ������������������ �
������ �������� ��������������������� �������������
(���������������������� �� ���������������� ������ ��� �������
����� �������������
! � � �� ��� ����� � ��������� ������ �� �� ������� � ����� � ��� ������
�� �������������������������
� �������������������������� ��� ������������
��� �
��()� �*+� ��������������������������� �������� �����������������
������������� ����
� ��� �� ���������������������������������
)������� ���� ���� ����� ����������� ��� ��������,)�/0��,,0� ��1��
- ������������� ��� ��������������� ���������'�� �������������� ��
�� ������� ��������� ��� ���������,)�/� ��,,� ������

��&�����������������
��������� ������
��������������� ������������������������������������� ������������� �
��� ����� �� ���� ����� ���� ������� �� ���� ������� � ���� ������� ������� ��� �������
��������������������������� ������������������������� ���������������
����������������
���������������������� ������������� �� �������� ������������� ���� ���
��� ������ �����������������
��������������������������������������
EMERGENCY
ST OP
Red
���������� �������������� ���������� ��������������������� �� ��� �������� �
������������������� �� ������������ ���������������� ��
��������� �������� � ��������� ���� ����� �� ��� ����������!����� ��� ��������
������������������������������ ������������
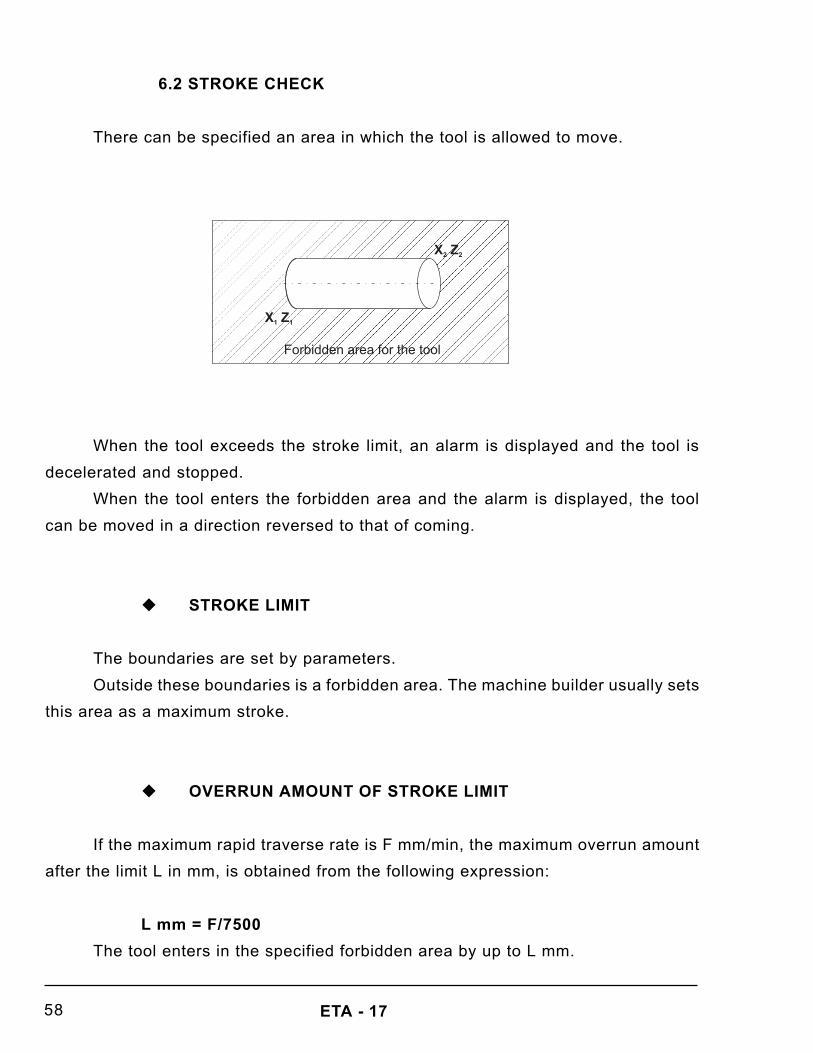
"# ��������
��������������
������� �������������� ����� ���������������������������������
��������������������������������
Forbidden area for the tool
X Z2 2
X Z1 1
$�� � ���� ������������� ����������� ������ ���� ������������ �� ���� ����� ��
����������� ����������
$�� � ���� ������ ����� ���� �������� ���� �� ������� ������������� ���� ����
� ���������� ���������� ����������������������� ��
� �����������
������� ������������������������
%���������������� ������������������ ������������ ���������������������
����������������������
� ����� ����� �����������������
�������������������������������&�'� ���������������� ��� �
��������������(�� ���������� ������������������ ����������� )
�������������
���������� ������ ����������������������� �������������(��

��.�����������������
� ������������������
��� � ������� ������ ��� �������� ����� ������� ���� ����� ���� ���� ��������
���� ���������� ������������������������������������� ��*��������� ����!����
���� �����������
�/��)�
������������������
�"�#$% �$&&'($ �)*+$*+&
�*� �����������,�-* ������������� +�������,-+./�-���������
�*� �����������,��* ������������� +�������,-+./�����������

%& ��������
��������� ����� ������������������
����������������� ���������� ������������ ������������ ���������������
��� ��������������������� � ������� �������� ����������������� ������ � ��
��� ���� � ����������������������������������� ��� �������������� ��� ������
� ���������������� ������������ ���������� ������ ����������� � ���������
��������� �������� ��������� � �������� �
�������� �����
� ���������
����������������� ������������������� ������������ �
�������������������������
ALARM MESSAGES O:6677 N:0027
EDITI T0105 S 600
ALARMS OPR

61 61 61 61 61�����������������
� ������������ ���� �������������
��� ���� � ���������� ����������������� �������� �� ������ ����� ���
�������������������������������� ������
�����������������������
ALARM MESSAGES O:6677 N:0027
AUTO T0105 S 600
ALARMS OPR
ALARM
������ ��� ������� �������������� �������������������� ��� �
������ ��������������������
������ ����� ������������
� ���������������
������� ������ ��� ����������������� �����������������������������
���������������������� ��������� ����������������

%) ��������
� ����� ��
������������ �������� ������� ����� �
������������� �����������
���!������!"" �!���������
���#������#"" �"��������
���$������$�� �#������������
���$������$"" �#��������������
!�������������������������������� �������������� � ��������������$�
� ����� ��� �������������%���
%����������� ������� ��� ������������� ������������� ���&�'���� ��& (��
�������������������� ������������������������� ��
�������������������������
ALARM HELP O:6677 N:0027
AUTO T0105 S 600
ALARMS OPR

63 63 63 63 63�����������������
�!
� � � � � � � � �.�'�%/��$0��'1'%��2/+3)"+�'�*"�#$%�/&�0/&41'5$0�'*0�/*�+3$�"44$%� 1$.+
6)%*$%�*�+�����#,#��-��$&&'($�/&�&$$*7�/+��$'*&�+3'+�'�&5&+$��$%%)%�3'&
#$$*�0$+$6+$0�'*0�."%+3$%��'63/*/*(�/&�4%)3/#/+$0
� � � � � � � ��)*+'6+� +3$�&$%8/6$� +$63*/6/'*&� +)� ./*0�)"+� +3$�6'"&$�9%/+$�0)2*�+3$
$%%)%��$&&'($�#$.)%$3'*0
��������)����%�������� ���������������
���� � ������ ���� � ����������������������������������� �����
�� �������� ��� ��� � �� �� ���� � ������ ��� ��������� �� ���� ����� �� ���� � ��
������� ������ ����������� � ������������������������� ��������� ����������� �
���� ���������� ��������
������ ������������������ �����������
������ ����� �������� ����
!����������� ���� �������� ������������������"���������� ��������������
��������������� �
*�+�&������������������������������������� �
*�+ ����� ��������������
����������������� ����������������� �������
����� �����������������

%. ��������
������������������������
DIAGNOSTICS O:6677 N:0027
MDI T0105 S 600
SET PRM DGN LADDER
No. Value
700 00000000701 00000000710 00000000711 00000000712 00000000
No. Value
800 0801 0802 0803 0820 67824821 10000822 0823 0
DGN. 802 =
�
,� ,$ ,� ,# ,! ,� ,� ,�
���� ���� ��� ��-. ���� � / ���� ����
���������������� �0�1���������� ������� ���� �� �����������
���� �2��2�����%���������� ��������$�������
���� %������������� ��������$�������
� / '������ ��������$�������
���� %������ ������������ ��������$�������
��-. #��������� �()�*���������(+�
��� ��������� ������� ����������
���� "������������� �������� �������� ��$�������
���������������������� ����� ����������� ��� ��� �������

65 65 65 65 65�����������������
,� ,$ ,� ,# ,! ,� ,� ,�
���� ���
��� #�������������������� ��������������� ���������������� �
���������������� ������� ����������$������������
�������� ����������������� �������������� ���� ��, ������������ ������
,� ,$ ,� ,# ,! ,� ,� ,�
���� ��� ��� ��� ��% ���
��� !���������� �� �������������������������� � ��������������
��������������� �
�� $��������� ��� �������� ���������������
�� �������� ��� �������� ���������������
��!�������� �������� ���������������
��-� ���������������TFT/MDI�������� ����������
���������� ������������������������� ����� �3��2
����� ������2����������3����������������� ��
��#����������� �����������
��� ��� �� � ���������$��������� ������������� ������� ����������
�������
��� ��� �� � ��������������������� ���� � �������

%% ��������
��% ��� �� � �������������� ���������� ���
��� ��� �� � ��������������������� ���� ������������������� ���
������� ����������������
�4�� ��������� �4�! ���&��������������� ���������������������$� �
�4�� ��������� �4�! ���.�������� ����������������$� �

6767676767�����������������
�������� ������ ��
��� ��������� ������ ��
���� ������������
����� ������ ����� �� ���� �� ����� �� �������� ������� �� ������ ��������
������� ���������������� ��������������������������������������������
�������� ��� ��������� ��
�������������������������������������
!��������"���#����� ������������������������������
$������������������������� �������!�
%��������" ����#� �����������������������������
&��������"�� ��#� ����
������������������������������������� ������������
�����
���������������� ���������������������
� ��'�� '�� ������(��� ��
"���������������������������������#�������������$���������
�����������������������������

6868686868 ��������
� �������������(�����)�� ��� )���'��*���
��� ��� �� ��� �� �������� ��� �� ����� ��� �������� �� �� ��������� %�� �
���������������������� �#�������������� ��������������� �������������
� ���������(
������������������
���+,� ,-.�������
�/ ������&��������������������������������������������
�! �����������������������������
�$�'�������������������������������������(����������������� �
�% �%������������������ �
��!� �������������
���������������� �����������������������������������������������
�� ������������� ��������������������������������������������
�������� ��� ���������� ��
�����������������������������������
!��������"���#����� ������������������������������
$��������" ����#� �����������������������������
%������������� ���������������������
&���������"��� ��(����#� ����
������������������������������������ ����������

6969696969�����������������
%�� �� "��� ��(����#� ���� ��� ������ ����� �� "�'���#� ���� ��� ��
�����#����������������������������������
�!�� (��������� ��������� ��
�!���00-,��1���������
��������������������������������������������������������������
������� ����������������������������������������������������������������
��������������������
�������� ���� (��������� ��
�������������������������������������
!��������"���#����� ������������������������������
$��������"������ (��#� �����������������"� (#������������
��������������
%��������"�� ��#� ����
��� � � � � �'�������������������������������������������� ��������������
�����
�!!��00-,��1����������
��������������������������������������������������������������
���� ��������������������������������������

7070707070 ��������
�������� ���� (���������� ��
�����������������������������������
!��������"���#����� ������������������������������
$��������"������ (��#� �����������������"� (#������������
��������������
%��������"��� �(����#� ����
��� ��� �����
����������������������������������������
)�����������������
�2�2
���
�23 *������� �
�23 ��������������������

7171717171�����������������
�$� ��������(��� ��������� ��
�$�� ����,�,�-������
�������� ��� ������ ���� �������� ��� ������ ������ ������ ��������
������� ����������������������������������������������������������������
�����������������"�������������������������������������������� �
������������������������������������#������������������������
(���������
�������������������������������������
!���������������� ����"���(� ����#��������������������������
���������������� (������(4������
$�+���,����������������������������������������5 ������ 67�
�������������������� ������������
%���������������" ��#�������������8 ��������(4������
&��������"�� ��#� ����
�������������������������������'����������������������#��
�����������8������ ���4�����������
9�+���/���������������������������������������
����������������������������

7272727272 ��������
�$!� ����,�,�-�������
�������� ��� ����� ����� ������ ������ ������ ��������� �� �� �� ��� �
��������������������������
��������(���� ��
�����������������������������������
!��������"���#����� ������������������������������
$������������������ ����"���(� ����#�������������������������
%��������"��� ��(����#� ����
��������'������������������������������������ ����
��� ��� �����
���������������������������-
�2 2
���
�23 ���������� �
23 ����������������

7373737373�����������������
�%���(����������*�����'�(��� ������ ��
�%����-������.���:����+;,-������
������������������������������� ���5<�//��<�$����1�<&//��<&$�7���
����������������������������������������������������� ����� ����������
�������������������������������������������������������"����������
����������� ���������������������#���������������������������
��(�����������������*�����'�(��� ��
�������������������������������������
!��������"���#����� ������������������������������
$������������������ ����"� (��#�������������8*�����'�(4������
%��������"�� ��#� �����.���� ����������������������������������
�����
�� ������� ��������� ��� � !!� ��"�� ��#� �$ � !!!� �$"�%� ���� �� ��� �� ���
� �� ���������������������������� ������"�����������������������
��� ���������������������

7474747474 ��������
�%!���-������.���:����+;,�������
������������������������������� ���5<�//��<�$����1�<&//��<&$�7������������������������������������������������������ �����������������������5������7�
��(�����������������*�����'�(���� ��
�����������������������������������
!��������"���#����� ������������������������������
$������������������ ����"� (��#�������������8*�����'�(4������
%��������"��� ��(����#� �����.���� �����������������������
�������������
��� ��� �����
���������������������������-
�2*2
���
�23 �.���� ����� �
*23 �.���� �����������

75 75 75 75 75�����������������
������� ���� ����
���������������� ������ ����� ��������� ������� ��� ������������
������� �������� �������������������������������� ������������������������
����� �������� ������ ��� �� ���� ��������� ����� ������ ����� ����� �� �������
��� ������������������ ��������������������������������������������
�����������������������
�������������
Registration
Output Execution
Search for partof program
to be editing
1. Program number search
2. Word search
3. Address search
Inserting, altering,and deleting
programs
1. Inserting, altering and deletig a word
2. Replacing words and addressing
3. Deleting programs
Editing
����������� ��������� ���������� ������
���������������� ���������������������������������������������������
�����������������������������������

7676767676 ��������
��������������������� ��������� ���������� �����
��������������
����������������� ������� �����������������������������
������������������ �����
��������������� �����������������������������������������������
����������������������������� ��
����������������� ���������
�����������
�����������������
���������������������������������������������������
� ����������������������� �����
����������������������������� ������� ������������ ��� ���� ���!�"�����
���������#���������������������� ���������!���������"���������������������
�� ����������������������������
� ���������
��� ����� ��� ������� �� ����� ������� ������� ��� ������� ��� ���� �� �
�������������������������������� ��������������������� ��������������
����������������$����������������������� ��������������������
�����%��������������
�� �������� ���������������������� ���
��������� �����������������

77 77 77 77 77�����������������
��������
����������������������������&����������������������������������
������������������������������������������ ������������������������� ���
�����������������������������������������������������������������������
&����&��������������������������������������������������������������
���������������������������������������� ���������� ���������
������������������������������� ����&����������������
����� !"�#$%!&'
'���������� ������� ����$���������������������������������������&
!��������"�� ���������������� ���������������
�������������������� ������ ���
���������������� ���↓↓↓↓↓��
������������$��������������� ������������������������������
������������������������������������
���������������� ���↑↑↑↑↑��
������������$�� �� ���������� ������������������������������
������������������������������������

7878787878 ��������
��������
����()�������������
�������������������������
��(��������������������� ����↓↓↓↓↓�������↑↑↑↑↑���������������$��������������
�����������������
���������������� ��)↓↓↓↓↓*�������������&��������������������������
������������������
���������������� ��)↑↑↑↑↑*��������������$�������������������������
�����������������������

79 79 79 79 79�����������������
������������������*�� ������
��������
���������������)))
�����������������������
������������������
������������)���)���)��
��� �
��������� ����������������������� �
������������������� ����
������������������� ���↓↓↓↓↓���������������������
�����+�������������������������������������������������������$����)))�
���������������������� ���↑↑↑↑↑������������������ �����������������������
����������$�����������

8080808080 ��������
������������������*�� ���������
��������
���������������+
������������������������
������������������
������������������� ���↓↓↓↓↓�����������������������
��������������+�������������������������������������������������������$����+�
�������������������� ���↑↑↑↑↑������������������ �����������������������
���������$�����������
���������������������
�,%!-./-0$!
$#&!1231 .
�� ������������������ �����������������������

81 81 81 81 81�����������������
����*$%"1.4�%�2! 4!%-
�������������� �,��������� �������������������������������������� �
������������������������
�������������*���� ������ ���
��������������� ������������������������������������������
������������������������������������������������������ ����� �� ��� ��
�������
�����.#$!31.4�%�5 !"
��������������������� ������
��-�������������������� ������������� �������
������������������ �������
�����������
����������������� ����

8282828282 ��������
��������
���������)�))
��-����()�
����������������������
()����������
������������)�������)���)���
����������������� ����
�����������������������
�)�))����������

83 83 83 83 83�����������������
�����,3$!1.4�%�5 !"
�������������������� ������
��-������������� ������
����������������
�����������
����������������� ����
��������
.���������)�))������
��-�����)�))�
����������������������
�)�))����� ��������

8484848484 ��������
�������������������
����������������� ����
���������������������
�)�))����� ���������������
����$,$31.4�%�5 !"
������������������� ������
��-������������� �����
���������������� ��������
����
�������� ���� �� ���������������������� ������ ����������� �����
� ����������� �� ���� ������ ����� ��� ������� ����� ������ �� ��
��� �������� ���������

85 85 85 85 85�����������������
��������
#�����(�
��-�����(��
���������������������
(������ ��������
���������������� ��������
�����������������������
(����������

8686868686 ��������
������ �������6��������*
������������������������������������������������� ������� ����
�������� ��� ��� ���� ��� ��������� �$���� �� ���� ��������� �� �������� ��� �
����������
���������������� �������6��������*
��������
��������������
���������������� ������������������������� ��
������������������$� �����↓↓↓↓↓��
��+����������������������������������������������������$��������
���������������������������������� ������������������������������
�������
��������������
������������������� ������� �������������� �������6�������������
������� ������6���7������
��+�������������$� �������$���������������������������������
�����
'������� �
#��������
/0 �������������������������������� �������

87 87 87 87 87�����������������
��������� ���� ����
����������������������������������� ������������ �������
����������
����$,$31.4� .$�2! 4!%-
�������������������������������������������������������������������������
������������������� �������� ���
��������������
������������������� ������� �������������� �������6�������������
������ ������6���7������
�������121��������������3����� ��
���������������� ����
���������������������������� ���������
����$,$31.4�%,,�2! 4!%-#
����������������������������������������������������������������
��������������
�������������������� �����
��������2���4444������������ ����8�����8�
��'����������������� �����

�� +�'�/�,0
,1��23+'�%45��3*53'��
�������������� ��������������6%��������� ������������� ��������������
�������� �����������
,1�,�23+'�%45��3*53'���7�%45��8+��6%��'4+9
��������������������� �+6%���������� ������+6%����� ������� ����
�������:�
�3*2+673+�)*3�23+'�%45��3*53'���7�%45��8+��6%��'4+9
,��������+6%�������
;��������������� ����������<�353�=�������������������<9%>=����� ���������
�����3*53'��9%>3'3?������
@�������A1A����������������������������������� � ����
B������������<%4�3�=�������
�������������������������������
'9'3�
�������������������
����������
��� �� �
!" ������������������ ��������������

89 89 89 89 89�����������������
������������ � ������� ���
�������
�������������������� �� ������������������������������ ��������TFT/MDI�� ����������������� � �� ����� ���� ��������� ������������ ������ ������������������
���� ���������� �
� � � � � � � �������������������������� ������������ ����������� �������� �� ��� ��������
������������������������������������ ������� ������� ��������������������������
� �������������������
�������� ���� ����� �������� ������� ��� �������� ������ ��� �������������
��� ���� � ������� ���� �������� �� ������ ��� ���� ���� ���� � ���� ����� ���� �� ���
��������� ��������� �� ����������� ����������������������������������������� ��
� �����������������
������� ������������������������� ������������������������������������
� ��������������������� ������������������������������������������ ��������������
� ����������������

9090909090 ��������
������ ����������
���� ���� ����� �������������������� ��� �����������
�������������
���� ���� ����� �������������������� ��� ���������������� ���������� ����
ABS REL ALL
Current position screen
POS
Positiondisplay of work
coordinatesystem
Position displaysrelative
coordinate system
Total positiondisplay of each
coordinatesystem
gg y y
Program Screen
PRGRM
Displayof programcontents
Displayof current blockand modal data
Displayof current blockand next block
Display ofprogram numberand sequence
number
Program being executedAbsolute coordinate value.
Distance to go modal values.
Commandfor MDI operation

91 91 91 91 91�����������������
�������������
���� ���� ����� �������������������� ��� ���������������� �� �����
�����������
���� ���� ����� �������������������� ��� ������������������
EDIT LIB HELP G HELP
Program screen
PRGRM
Programediting screen
Programmemory and
program directory
Representation alist of G commandswhich can be used
Display whichgives short infor-mation for every
command(sintacsis,
examples and ....)
EDIT
WEAR GEOM W. SHIFT
Tool compensation value
MENUOFSET
Displayof the tool wear
offset value
Displayof the geometric
tool compensationvalue
Displaythe shift of the
coordinate system
Displayof the macro
variables
Enteringthe shift of the
coordinate system
Enteringthe geometric tool
compensationvalue
Enteringthe tool wearoffset value
Enteringthe macrovariables
MACRO
AUTO (MDI)

9292929292 ��������
���������� ������������
���� ���� ����� �������������������� ��� �������� ����������
����������������������� OPR
Sceen with error codes
OPRALARM
Displayof the screen withthe error codes
Displayof the operator's
panel
ALARM SCREEN[OPR/ALARM]Screen transition triggered by the functional key
ALARMS
SET PRM DGN LADDER
DGNOSPARAM
Displayof setting data
See 11.5.3
Displayof parameter
screenSee 11.5.1
Displayof diagnostic
screenSee chapter 7.
Displaywith
ladder diagram
Settingof data
See 11.5.3
Settingof parameterSee 11.5.1

93 93 93 93 93�����������������
� �����������
������������������������������������ ��������� �
����������
����� �!"#���!�$�%�%$�$�&���'�(
� ����� ������ �� �� ����������� � �����
������������������ �������� ��������������������������� ����� ������
�!�
" ������ ������ ������ ������ �#�$
$ �%������������� ������������� �����������&' ((�)*�' $"+�,-,�&'#((�)*'#$ +
�!�$
! �.�������� �.�������� �#�
�.������������� ����� ����� �#�"
# ������������������/���� ��
�0������ �������������������� �1�"
1 �2��������� ��������� � �2��������� �������������
�!�"

9494949494 ��������
����������� ����� �)��������������������
.����������� ��� ������������������������������� ��������� �����������������
������� ������������ ������������������������������ ��������� �������������
�������� �������������������*�������� ���������
�������� ������������������������+������ ���������
���+������������ ����������
�������������� ��� ������������������������������ ������ ������ �������
������
��������&!���&��%�!,-$.�����'��/��"&&#%��$���!.!��(
3�������� ���� ���� �� ������� ���� ���� ����� � � ������������� ����� ���� ������
���� ���� �� ������� � �� ���� ��� ���� ����������� ���� ������ ��� ���� ���� ��� ���� ����
� �������������������������� ��������������
����� �������� ������������������������������
����*������������ ���������
���.����������� ��� �������� ������
1��.������������������� ���)��
��������������������

95 95 95 95 95�����������������
�����1��&!���&��%�!,-$.�����'��#�-$��2��"&&#%��$����!.!��(
3���������������� ��������� �������������� ������������������� ���������������
� ���������� ���������������������������������� ��������� ��� ���������������������
�������������������������������� �� �������������������������� ��������������
����� �������� ������������������������������
���������+������ ���������
���.����������� ��� �������� ������
1��.������������������� �������
��������������������������

9696969696 ��������
� �����������+������ ����
�������� ��������� �������������� ������������������� ����������� ������������
3�����������4
����� �����������������4����� ������������
������ ��4
�� 5 ������������������������6��� ���&56�4�����+�� ������������������� ���
���� �
����� �������6������������������������ ���������������6��� ����� ���
� ���������� �������
1� .�������������������� �������������������� �������������6����������
����������������
�����
������������������� �������������� ��������������������
�����7��2�#$--�,&!���&��%�!,-$.
�������� ��������������������� ��������� �4����� ��������� ������������� � ����
��������� ����� ���� ������� ��������� ����� ���� ������ � ����� �� ����� ���
������� ���������� � ������� ���������� ����������������� �
����� �������� ��������+������������ ����������
���.����������� ��� ������������
1��.������������������������

97 97 97 97 97�����������������
���������������������
X 25.000Z 24.000
X 67.824Z 10.000
U 0.070W 0.005
X 0.000Z 0.000
� ���� ����� ����
�������� ��������� ��������������� ������������ ������� ������������������������
��������������4
������� ��������� �� ��������������� ����������&�������������� ����+�
������� ��������� �� ������������������� ����������&�������������� ����+�
������� ��������� �� �������� ������� ���������
��&��� ������� ����+�
��3���� ��������
� �����������
�������� � ������� ���������������� ���������� ��������������� �����
��������������������� ��������� ��������������������

9898989898 ��������
� ����������� ���������
���� �������� �� � ��� �� ����������� ����� ��� ��������������������� � � ���
��� ������� ����������
�����8� �!,-$.�&9�#:����(��$�%�,$#�!�"&:��
������ � ��������� ����� �� ���� ����������� ������������������������
�������� ��������� ������������� �
����� �������� ����������������� ������������������
�������������� ����������
���.����������� ��� ������������������������������� ��������� ������������� �
��������������������
���� ����������� ���������;����<�����������;��������<�� ���������
����;���������<���������������� ������������ ��������� �

99 99 99 99 99�����������������
� ����������
5 ����������� ����������� �������������� ��������� ��� �����������
�31�����73��� ������6�������.�������������������������� ����� ���������������
������ ����
� ��������
��������3���������������������� �������
� ���������
5 ������������� ��������� ������������������ ���6���� ������������ ������
�������������������������������������������� �������������������������
���1������� ����� �)������������������������;�
����������� ��� �<
����� ������� ��������� ���� ���� �� ���������� ��� ������ �� ���� �� ��� ��� ���
�������� � ���������� ���������������� �������� ����������� ������ �������������
�6����� ������������������ ���6�������������� ���������� ������ ����������
���� ���������������� �������������� ��������� �� �� �����
���������������� ����������
��������)����� ����������
��4��)����� ����������
�������������������
������������������� ���������

100100100100100 ��������
���1����#& #$(�"&�����!�%�!,-$.
�!,-$.!��'��":##�����=�":��%�,#& #$(�������������
����� �������� ��������������������������
���.����������� ��� �������� ������������������������������
1��.������������������� ��������
���������������������������� ���������������� ���6�����������
�������������������������

101 101 101 101 101�����������������
���1�1��:##����>-&"0�%�!,-$.�!"#���
3���������������� ���6������������ ����������������� ���������� �����
����� �������� �������������������)����� ����������
���.����������� ��� �������� �������������������������������
1��.�������������������������
���������������� ���6������������ �������������������������
��������������������

102102102102102 ��������
���1�7���=��>-&"0�%�!,-$.�!"#���
3���������������� ���6������������ ������������������6������ �6��
����� �������� �������������4��)����� ����������
���.����������� ��� �������� �������������������������������
1��.���������������������4���
���������������� ���6������������ ������������������6������ �6����������������
�������������������������

103 103 103 103 103�����������������
���1�8��#& #$(�"'�"0�!"#���
3���������������� ���6������������������ ��������� �������������� ����������
������ ����������
����� �������� ������������������������������
���.����������� ��� �������� �������������������������������
1��.������������������� ���������
���������������� ���6������������������ ��������� �������������� ���������������
��������������
�������������������������
� �������� ����
������������ ���6��������������������������� ������� ���6������������������
������

104104104104104 ��������
� �������������� ����
���������������� �� ������������������� �������������� ������������������� ���
������� �� ���� ���� � �� ����� �� ��� ���� � �� ��� ���� �������� � ���� ����������� ���
���������� ������������������ ����������������������������
���1�?��#& #$(�!"#����9&#�� �&,�#$��&�
��������3�������������������� ������������%35��� ���� ����������������� �%35�����
����� �������� ������������������������������
��������
���.����������� ��� �������� �������������������������������
1��.������������������� ��� ��
������������ ������������� ��� ���� ������������������������������
�����������������������

105 105 105 105 105�����������������
���7������� ����� �)�����������������������
��������;��� ���� �<
����� ����� � ��������� ���� ���� �� ���������� ��� ������ �� ���� �� ��� ��� ���
�������� � �� ������������� ��� �������� ��������� � �� ������� ��������
���������������� ������ �� ������������������ �&��������������������� �����������
�����������+�
���7��� �!,-$.�� �:!�%�(�(&#.�$�%��'��-�!��&9�,#& #$(!
3������������ ��������������������������������������� ����������������������
��������
����� �������� ��������� ���������� ����������
�������
���������� ������
1��.����������� ��� �������� ���������
7��.������������������� ���)��
��������������������������

106106106106106 ��������
� �� �������
�#& #$(��:(>�#!�:!�%
���������������������� � ���� ���������������������������&� ���� �
����������+�
!����"#� � 7���������������������� ����������� ����
�����������
�!�%�(�(&#.�$#�$
$���������������%%%% � 8��������������&� �������� � ����������������+�
!����&%%&' � %����������� ����������� ������������������� ������
&� �������� � ����������������+�


108108108108108 ��������
���7�7� �!,-$.�� �$�!'&#���%�!"#�,��&��&9�$�"&�"#�������"&%�
����� �������� ������������������������ �
���������� ������
1��.����������� ��� �������� ���������
7��5 �������@�
8��.������������������� ����������
3������� �������������������4
���������������������
LISPROGRM
1/4
G76 - Thread cutting cycle(multi)
Description:
N__G76 P(m)(r)(a)__Q(dmin)__R(d)__ ;N__G76 X(U)_ Z(W)_R(i)_P(k)_Q(d)_F_ ;
m -r -a -d -
This cycle provides automatic thread cuttingsfor straigth or taper thread. The infeed for each pass ofthreading in this cycle is made along an angle of the thread.
Repetitive times in finishing cut (1 99)Width of thread pull outAngle of the threadFixed amount
÷
?��2������������� �� ��,��� ���� � �������� �� �������� ����������������� ����
��@�
2����������� ��� �������� ������ ������� ���������������������� ��������
���������3����9��������� ��� ������������������� �� ������������������� ��������
������������������/����������� ��� ��6������������� ����������������:���� ���
���������������

109 109 109 109 109�����������������
� ���������)�������
�������������������� �������� ������������������������������������������
���� ���������
�������������������������
LIB
EDIT S 600T 0105
No. Length0007 - (000853)0006 - (000468)0008 - (000866)0004 - (000431)0201 - (000434)0012 - (000547)0852 - (000745)0061 - (000462)4082 - (000411)8013 - (000674)
No. Length9999 - (000154)8068 - (000863)8065 - (000334)4242 - (000020)1122 - (000381)0002 - (000128)0085 - (000092)
�
PRGRM LIB HELP G HELP
017 495Programs Used:
Memory Used: 7863 Free: 57672
Free:
PROGRAM LIBRARY O:0002 N:0008
���8������� ����� �)����������������������
�������
.����������� ��� �������� ������������������������������� ����� ��������
;����������������������������
�'�!�"'$,��#�%�!"#�>�!�'&/��&�%�!,-$.�$�%�!����'��9&--&/�� �%$�$A
�����������+�����
��������������������+�����
*�������������������+�����
�������������������+���)���

110110110110110 ��������
���8�������� �$�%�%�!,-$.�� ��'���&&-�&99!���2$-:�
������� ������������������ ����������������� ����� ������������������������
����� ������������������������� ��������������� ������� ��������� �
����� ���������������� � �����������������
�����������+����
���.����������� ��� �������� ��������
1��.������������������� ��*�����
���������������� �������������������������������
���������������������
W 01W 02W 03W 04W 05W 06W 07W 08
0.001 0.000 0.000 00.000 0.000 0.000 00.000 0.000 0.000 00.000 0.000 0.000 00.000 0.000 0.000 00.000 0.000 0.000 00.000 0.000 0.000 00.000 0.000 0.000 0
No. ZX R T
7����������������� ����� �������� �������������������������� �����4
��%������������������������ ����� ��������������� ������� �����
��������� �������������
��.����������4�������5������� ������ ����������������������� �

111 111 111 111 111�����������������
8��< ����������� ����� �������� ������������������������ �
2����������������������������� ������������������������� ����� ��2�� �4�� �
5������������������������������������ �������� �������������������� ��*�=����������
���8�1� �!,-$.�� �$�%�!����� ��'���&&-� �&(��#.�&99!���2$-:��
������������������������������� �������������������������������������������
� �������������� ������������ �� �������������������������� ��������� �����������
� ��������� �
����� �������� ��������� ������������������������
�����������������+����
���.����������� ��� ��������������
1��.������������������� ��*�����
��������������������������� ����� ������������������������ ��������� �
�������������������������

112112112112112 ��������
7����� �������� �������� ������� ��� ����� � ������ � � ��� �������� ��� ���
������� �����4
=�%�������������������������������� ����� ���������������������� ���
������������������������������ �������� ��� ��������������� ������� ��
=�.����������4������5������� ����� ����������������������� �
8��< ������������������������ �������� ������������������������ ��
2����������������������������� ������������������������� ����� ��2�� �4�� �
5������������������������������������ �������� �������������������� ��*�=����������
���8�7��*��"&&#%��$���!'�9��
����� �������� ��������� �����������*�������� ����
����+����
���.����������� ��� ��������������
1��.�������������������*������
; ��������� �������������4
����������������������

113 113 113 113 113�����������������
7��< ����4;5<�� ��������������
8��.��������������������� �
����� ���������� ����������������������������;*<��������������� ��� �������������������
� �����������7�� (�����2�����������
���8�8� �!,-$.�� �$�%�!����� �":!�&(�($"#&�"&((&��2$#�$>-�!
������ �����������&B�33����B�7��� ��B?33����B?7�+����������������2��
���������������������������� ������������6�����CCCCCCCC��DDDDDDDD��������������
; ���������� ������������������� ������ �������������������������������� ���������
����� ����������
����� �������� ��������� �������������������������
+���)��
���.����������� ��� �������� ��������
1��.������������������� ������������������� �������������4
��������������������

114114114114114 ��������
7��%��������������������������������������������� ����
8��< �������������� ������������������������ �
?���������� ����������������� ����7���33� ����7��� ������ ����������������
����?33����?7���������� ����������� ���������������� ���������
���?������� ����� �)�������������������������
��������
.������������� ��� ���� ��� ������ �� ���� ���������� �� � �� ���� �� ��� �� ��
������� �� � � ������ ��� ������ �����:�� ���� ������������� ��� ���� ����������� � �� ���
�������������������������
������������������������� �������������������� ����� ��� ����.��������
� ����������������� ��6��� ���� ���>�������������
5�� ���� ������� ����� �� ��� ��� ���� ��� ��������� ���� ������� ������� � ���
����������� �����4
������� �%$�$
���$#$(���#!
���-9���%�$ �&!��"�%$�$
���&��#&--�#�-$%%�#�%�$ #$(
���?��� �!,-$.�� �$�%�!����� �,$#$(���#!
.�������������������������� ���������������� ��� ���� ��� ������������ �
� ���������������������:��������������������������������������������������?������� �
���� ���� �������� ������������ ������� ���������������������������������������
������� �����������8��������������������� /�� ���������� ��������������������� ���

115 115 115 115 115�����������������
����� �������� ��������� ����������������
���2�� ������ �������������� ���������� ������������������������������� ���� �>
������� �������������������� �����������������
1��.����������� ��� �������� ����������
7��.������������������� ������������������������� ��������������
��������������������
MDI T 0105 S 600
SET PARAMS DIAGNS LADDER
PARAMETERS (100-119) O: N:0000 0000
No. Value No. Value
100 2101 2102 0103 0104 0105 0106 0107 0108 0109 0
110 0111 0112 0113 0114 0115 0116 0117 0118 0119 0
P.119 =
8��%������������������������������ ������������� ����� �� ���������������� �
����4
��.�����������&������� �� ��� ����������������� ��������� ����������
��������������� �
��%������������������������������ �������� ��������������������
��� ������������� ��������
?�� < ���� ���� �������� ������ ��� ���� ����� ����� � �� ��� � ������ ����������
����� �
@��0��������������������������������������� ��

116116116116116 ��������
����� �����������)���� �)��������������*����
���������� ������������������<���� ������������ �
1��.����������� ��� �������� ���������
7��.������������������� ������������������������������� �
��������������������������
MDI T 0105 S 600
SET PARAMS DIAGNS LADDER
SETTINGS O: N:0000 0000
DATA =
PRM NODIFY = 0INPUT UNIT = 0
INC IN CODE = 0
(0-OFF 1-ON)(0-MM 1-INCH)(0-OFF 1-ON)
8��%�������������� ����������������������� �������������� ���������������
�����
?��.����� ����� �� ��� � ���������������� � ���� ���������� ���0�� ����� �������
� ������ ������������
@��0��������������?������ ��������������������������������������� ����������
� ���������3������ ����������������������� �
���.��������������������� ���������������������� ����� ��5�����������"&%�
73�� �������������� ��� � ��������������� �� ��� �� ����� ��;��������� ��������� ��� ��
���������

117 117 117 117 117�����������������
� �����������������E�����������������*������
������������������ ������������� ���� ���������� ��� ��� �������� ��� �����
������������������������� ���������������������������"&%��73���5 �������������
���������������� �������� ��� ����� �
���?�1� �!,-$.�� �$�%�����#�� �!����� �%$�$
; � ��������� � �������������� �� ����>���������������������� ��� �������
����������� ���������� ��������
����� �������������� ��������
���������� �����
1��.����������� ��� �������� ���������
7��.������������������� ������������������������������� �
��������� �� ������������������������
���������������������������������������������������0 ��6����������������� �
��������� �������� �������
�������������������������
MDI T 0105 S 600

118118118118118 ��������
� ����������*����;������ ��<
< ���������������������������?�������
3A���������
�A�� �����
� ��������
����� ��� �� ����������� ����������
3A�����
�A�� �
� ������������������)������������*
3A���������
�A�� �����
����� �������������##(�
���@������� ����� �)�������������������������
���������
���������������������������������� �������������������������������� ������������������ �
���@��� �!,-$.�� �$-$#(�(�!!$ �!
����� �������� ����������������������
���.����������� ��� �������� �������������

119 119 119 119 119�����������������
1��.������������������� ���������
�������������������������������������������������������
�������������������������
ALARM MESSAGES O:6677 N:0027
EDITI T0105 S 600
ALARMS OPR
071 P/S ALARM
ALARM
7��.������������������� ��� �,��
����������������������������������������������������� �
�������������������������
ALARM HELP O: N:0012 0000
MDI T0105 S 600
ALM OPR

120120120120120 ��������
���@�1� �!,-$.�� �&,�#$�&#�(�!!$ �!
����� �������� ���������������������
�����������.����������� ��� �������� �������������
��������1��.������������������� ������
��������������������
MDI T 0105 S 600
ALARMS OPR
OPERATORS MESSAGES O: 6677 N: 0026
LIMIT SWITCH -X
� ��������������� ��� ���� ��������� ���� ���������� � � ����� ���� �
������������������ ������ ������������������������� ������������������������
������� ����������������������� ����������
����� ����������������������)��6��E������)����
�����)��6�������� �����*�����������
���� ������� ������ ��@�� �� ����� ����� � �� ���� ���� �� ������� ��� ���
������� ������������������������ ��������� ��6������� ����������� ������ ��
� �
�������������������������������� ��������@�� ������� ������ ��������
��������

121 121 121 121 121�����������������
������� �!,-$.�� ��'��,#& #$(��:(>�#�$�%�!�F:��"��>-&"0
������:(>�#
����������� ������ ��������@�� ������� �������������������� ��������
�������� �������������� �������� �������
�������������������������
O002 ;N1 G50 X0 Z0 ;N2 G01 X60. A90. C5. F80;N3 Z-30. A180. R6. ;N4 X100. A90 ;N5 A170. R20. ;N6 X300. Z-180. A112. R15. ;N7 Z-200. X300. ;N8G0 X0 ;N9 Z0 ;N10 M99 ;%
Address:
S 30T 0105
����������� ������ ��������@�� ������� ���������������������������� �
� ��������� �� ��������� �������
5 ���������������� �� �� �����4������������ ���������������� ��������
� ��������@�� �� ��������������������������������������
��������� �����������
����������� ������ ��������@�� �� ������6��������������������� �������
�����1� �!,-$.�� ��'��!�$�:!�$�%��'��/$#��� �(�!!$ �!
�������������������� �� ������������ ��������������������������������� �
��������������������� ����������������������� ������������������ �������������
������������������� ��������� �

122122122122122 ��������
���������������������
����������������������NOT READY
ALARM BT BUF EDIT INPUT
� ���������� �
� A�%� ���������� ���
���� A�0���������������
� � A�%���������� �
�� � A�%� ������ ��������
G�� A�� ��������
�G������ � A������ �����
��� A�� ����� ��� ��������
5�� A�%� ���������� ��������� ������
� ����������
����� A�5 ������������� ���������������
)� A�5 �������������������������������&� ������������+
� ��������������������
��������� A�5 ����������������������� ��� ���
�����4���� A�5 ����������������������� ���6����
)�� A�5 ����������������������������6������ �6�������� ������
������� � A�5 �������������������������� ���������� ������������

123 123 123 123 123�����������������
���H��������������������
���H���"#����I����������������I
0��� ���������� ��� ���� �������� ������ ��� ���� ������������ ��������� ����� ���
������&���������� ����� ������� ������� /���� �������������+������� ����������
���������� ��� ���� �������� ���� (�(( ���� � ����� �� � ����������� � �� (�(((
��� � ����� �� � � � ����� ���� ������� ��� ���� ���� ����� ����� &���������� ��������� � �
��� �+�� ������� �� ��������� �I�����I��� �������������� �������� ��� ��
����I���I�
.����������������������4
"����#�4 ������� �����������4��6���� ������� ����������������������� ���
��������
"����#�5 ������� �����������5��6���� ������� ����������������������� ���
��������
* �� ������ ��������������������������������������������������� ���������
����� ������ ���������������������������������������������������� ����
�������
������������ ���������6���4�� ��5�� ��������������������������������7�� "$�
������������� � �������������������� ����� ������������������������� ���6����4
��������
�<7�<��4�A�= (((((
�<7�<��5�A�= (((((
253�9�A�B(((((
9<5C9��A�#(((((
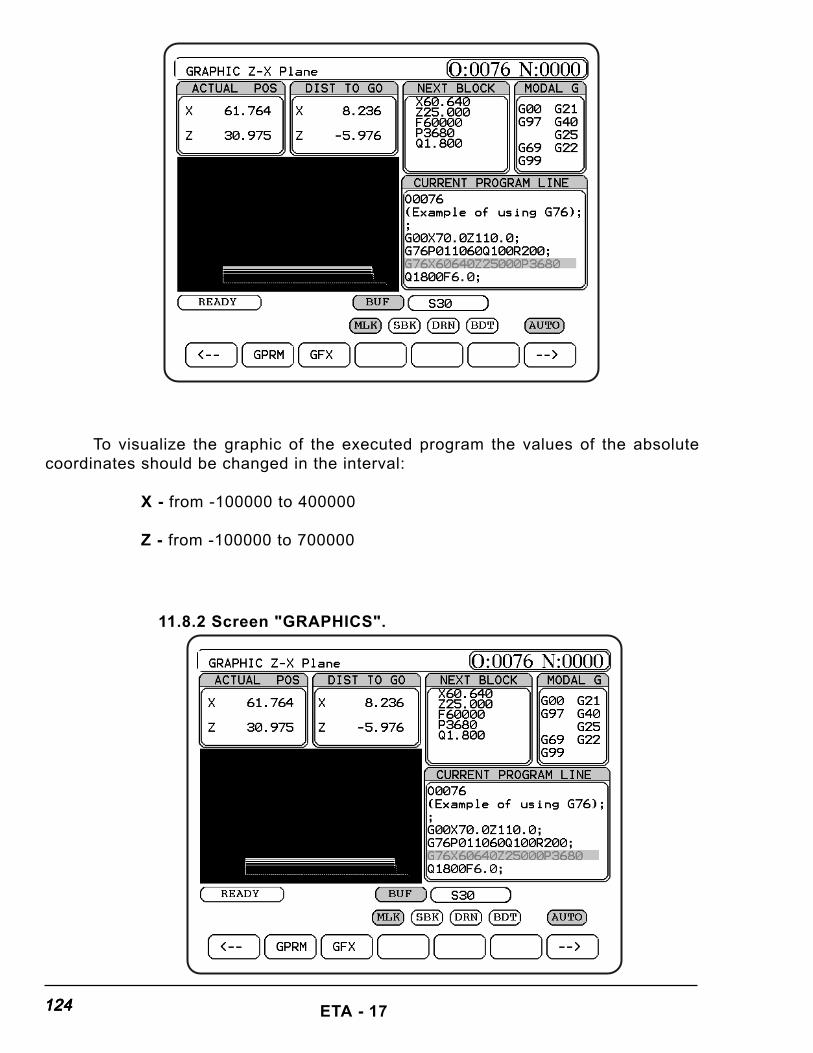
124124124124124 ��������
�������������������������
HE
IDT
H=5
0000
0
��� �������:�� ���� ������� ��� ���� �6������ ������� ���� ������� ��� ���� ������������� ����������������� ����� ������ ������4
4�������= (((((����!(((((
5�������= (((((����D(((((
���H�1�"#����I������I�
�������������������������
125 125 125 125 125�����������������
; � ����� ���� � ���� ����� ��������� � �� ���� �� �� ��� ���� ����� ��� ���� ������ ��
������������ �����������
�����������
���� ����������������� ��������������������������������������������
�5���� ��0���������������������������������������������� ��
������ ����������������������������0��������������������� ��������
���� ��� ��������5������������ ����������� �� ��������� ��2���
������������������������=������� ����� =��������� ������������� ���
������������������ ����������������� ������������� ��������������
����������� [←], [→], [↑][←], [→], [↑][←], [→], [↑][←], [→], [↑][←], [→], [↑]�� ��[↓][↓][↓][↓][↓]��E���������� �����������5����
������������������ ��������������������E�������� ��F�07G����
�����������������
��4��� � ��5 ��������������� ��������������

APPENDIX

22222
List of Functions
ETA - 17
Appendix 1

3 3 3 3 3
OPERATION CNC10 - T
ETA - 17
Appendix 1
LIST OF FUNCTIONS
Some functions cannot be added as options depending on the model.
In the tables below, IP_ presents a combination of arbitrary axis addresses usingX and Z (such as X_ Z_ ).
Functions Illustration Format
IP
IP
Start point
Start point
Start point
Start point
Positioning (G00)
Linear interpolation (G01)
Dwell (G04)
Circular interpolation
(G02, G03 )
G00 IP _ ;
G00 F_IP_ ;
R
RJ
K
K
G02
G03
(Õ, Z)
(Õ, Z)
G02G03
X_P_
R_I_K_
X_ Z_ F_ ;
G04 ;
Change of offset valueby program (G10)
Inch/metric conversion(G20, G21)
Spindle speed fluctoationdetection ON/OFF(G25, G26)
Geometry offset amount
P=100 + Geometry offset amount
Wear offset value
G10 P_X_Z_ R_Q_;
G10 P_X_Z_ C_Q_;P=1Wear offset amount number
Inch input: G20Metric input: G21
G25:G26P_Q_R_;

44444
List of Functions
ETA - 17
Appendix 1
Functions Illustration Format Note
Cutter compensation(G40, G41, G42)
G40G41G42
G41
G42
G40IP_
IP
Start point
Reference point returncheck (G27) G27 IP _ ;
IPStart point
Start point
Start point
Reference point return(G28)
2nd reference pointreturn (G30)
G28 IP _ ;
G30 Ð IP _ ;
Reference point ( )G28
Intermediate point
IPSkip function (G31)
Thread cutting (G32)
G31 IP_ F_ ;
Equal lead thread cuttingG32 IP_ F_ ;
G36XG37X
xaza
Skip signal
F
Depens ona secretparameter
Depens ona secretparameter
Automatic toolcompensation(G36, G37)
Coordinate systemsetting.Spindle speed setting(G50)
G50X_Z_ ;
G50S_ ;
(Coordinate systemsetting)
(Spindle speed setting)
Measurementposition
X
Z
Mirror image for doubleturret
G68 ;
G69 ;
Mirror image for doubleturret on.
Mirror image cancel.
Custom macro(G65)
General format
#j -
G65HmP#iQ#jR#K
m -
#i -
#k -
Specifies macro functions with 01 to 99
Variable number of operation result
Variable number 1 used in operation
(or constant)
Variable number 2nd used in operation
(or constant)
Meaning #i = #j #k: ⊕
G65 HmP#iQ#jR#ê
Compensationamount

5 5 5 5 5
OPERATION CNC10 - T
ETA - 17
Appendix 1
Functions Illustration Format Note
C ± k
R ± k
C ± k
R ± k
G90
G92
G01 X(U)
G01 Z(W)
X_Z_I_F_;
Per-minute feedPer-revolution feed
G98 ..... F _ ;G99 ..... F _ ;
G96S_ ;
G97; .... cancel
mm/min inch/minmm/rev inch/rev
Constant surface speedcontrol ON/OFF(G96, G97) N(rpm)
Chamfering, corner R
R
i
k
Canned cycle(G71 to G76)(G90, G92, G94)
N_G70P_Q_ ;G71U_R_ ;G71P_Q_U_W_F_S_T_ ;G72W_R_ ;G72P_Q_U_W_F_S_T_ ;G73U_W_R_ ;G73P_Q_U_W_F_S_T_ ;G74R_ ;G74X(u)_Z(w)_P_Q_R_F_ ;G75R_ ;G75X(u)_Z(w)_P_Q_R_F_ ;G76P_Q_R_ ;G76X(u)_Z(w)_P_Q_R_F_ ;
G94X_Z_K_F_ ;
m/min or inch/min
Depens ona secretparameter

1
OPERATION CNC10 - Ò
ETA - 17
Appendix 2
RANGE OF COMMAND VALUE
LINEAR AXIS
u IN CASE OF METRIC THREAD FOR FEED SCREWAND METRIC INPUT
Increment system
Least input increment 0.001mm
Least command increment 0.001mm
Max. programable dimension ±9999.999mm
Max. rapid traverse 100000mm/min
Feedrate range 1 to100000mm/min
Least feed 0.001, 0.01, 0.1, 1mm/step
Tool compensation 0 to ±999.999mm
Dwell time 0 to ±9999.999sec
u IN CASE OF METRIC THREAD FOR FEED SCREWAND INCH INPUT
Increment system
Least input increment 0.0001 inch
Least command increment 0.001mm
Max. programable dimension ±999.9999 inch
Max. rapid traverse 100000mm/min
Feedrate range 0.01 to 4000inch/min
Least feed 0.0001, 0.001, 0.01, 0.1inch/step
Tool compensation 0 to ±99.9999 inch
Dwell time 0 to ±9999.999sec

2
Range of Command Value Appendix 2
ETA - 17
u IN CASE OF INCH THREAD FOR FEED SCREWAND INCH INPUT
Increment system
Least input increment 0.0001 inch
Least command increment 0.0001inch
Max. programable dimension ±999.9999inch
Max. rapid traverse 4000inch/min
Feedrate range 0.01 to 4000inch/min
Least feed 0.0001, 0.001, 0.01, 0.1inch/step
Tool compensation 0 tî ±99.9999inch
Dwell time 0 tî ±9999.999sec
u IN CASE OF INCH THREAD FOR FEED SCREWAND METRIC INPUT
Increment system
Least input increment 0.001mm
Least command increment 0.0001inch
Max. programable dimension ±9999.999mm
Max. rapid traverse 4000inch/min
Feedrate range 1 tî 100000mm/min
Least feed 0.001, 0.01, 0.1, 1 mm/step
Tool compensation 0 tî ±999.999mm
Dwell time 0 tî ±9999.999sec
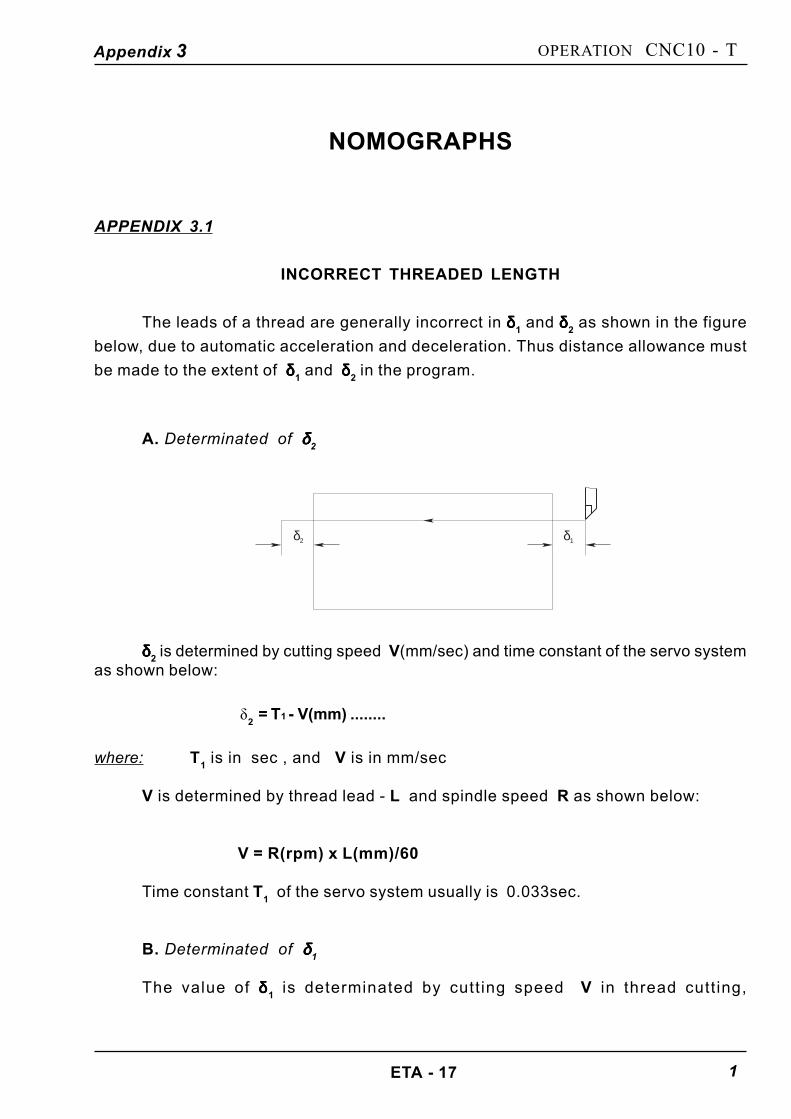
1
OPERATION CNC10 - T
ETA - 17
Appendix 3
NOMOGRAPHS
APPENDIX 3.1
INCORRECT THREADED LENGTH
The leads of a thread are generally incorrect in δδδδδ1 and δδδδδ
2 as shown in the figure
below, due to automatic acceleration and deceleration. Thus distance allowance must
be made to the extent of δδδδδ1 and δδδδδ
2 in the program.
À. Determinated of δδδδδ2
δ2 δ1
δδδδδ2 is determined by cutting speed V(mm/sec) and time constant of the servo system
as shown below:
........ V(mm)- T = 12
ä
where: Ò1 is in sec , and V is in mm/sec
V is determined by thread lead - L and spindle speed R as shown below:
V = R(rpm) x L(mm)/60
Time constant T1 of the servo system usually is 0.033sec.
B. Determinated of δδδδδ1
The value of δδδδδ1 is determinated by cutt ing speed V in thread cutt ing,

2
Nomographs Appendix 3
ETA - 17
time constant T1 for the servo system and the thread accuracy "a", as shoun below.
The lead at the beginning of thread cutting is shorter than the specified lead L.Òhread accuracy "à", as shown below:
)}T
texp(-T + T-{t =
1
111δ (à)
........ )}T
texp(- =
1
á (b)
L
L =Ä
á (c)
When the value of "à" is determined the time lapse until the thread accuracy isattained can be calculated by formula (b).
The time "t" is substituted in the same way as for δδδδδ2.
Since the calculation of δδδδδ1 is rathercomplex. Instructions on how to read the
appropriate δδδδδ1 value on the nomography is shown below:
a
L
L
δ1
3
2
1
0
V=40mm/sec
V=20mm/sec
δ1(V = 10mm/sec)
T1
T2
Time constantof servo system
First specify the class and the lead of the thread. The thread accuracy "à" will beobtained at (1) and depending on the time constant of cutting feed acceleration/deceleration, the δδδδδ1
value when V=10mm/sec will be obtained at (2). Then S1 value at
any speed can be obtained at (3) depending on the thread cutting speed.

3
OPERATION CNC10 - T
ETA - 17
Appendix 3
Simple Calculation of Incorrect Thread Length
δ2 δ1
(mm) *1800
L.R = 2ä
1na)-(-1 *1800
L.R = 1ä
= δδδδδ2 (-1-1na)
"à" - indicates the error allowancesL - thread lead (mm)R - spindle speed (rpm)* - when time constant T of the servo system is 0.033sec. (-1-1na) depending on the following table:
a -1-1na
0.005 4.298
0.01 3.605
0.015 3.200
0.02 2.912

4
Nomographs Appendix 3
ETA - 17
0.00702468(mm)
0.3(inch) 0.2 0.1
0.010 0.015 0.020 0.025
)L
L(=a
3.3 3.0 2.5
5.0 4.0 3.5 3.0 2.5 2.0 1.75 1.5 1.25 1.0 0.9 0.8 0.75(mm) Lead L
2.0 1.5 1.25 1.01.0 0.9 0.75 0.6 0.4 0.3(mm) Lead L
4 5 6 7 8 9 11 13 14 16 18 20
Ridges/inch
Ridges/inch76 8 9 1012 2018161413
Metric threadclass 1class 2
Unifield thread2A3A
d
d
V=40mm/sec(1.57inch/sec)
V=30mm/sec(1.18inch/sec)
V=20mm/sec(0.79inch/sec)
V=10mm/sec(0.39inch/sec)
V=inch/sec
V=2inch/sec
d 1(V=10mm/sec)
V: speed in thread cutting
Servo time cutting
50msec
33msec
g p pp 1
Example:
R = 350 rpm
L = 1mm
a = 0.01
0.194mm = 1800
3500x1 = 2ä
0.701mm = 3.605 X = 21 ää

5
OPERATION CNC10 - T
ETA - 17
Appendix 3
APPENDIX 3.2
TOOL PATH AT CORNER
When servo system delay (by exponential acceleration/deceleration at cutting orcaused by the positioning system when a servo motor is used) is accompanied bycornering, a sligth deviation is produced between the tool path (toolcenter path) and theprogrammed path as shown of the next figure.
Time constant Ò1 of the exponential acceleration/deceleration is fixed to 0.
Slight deviation between the tool path and the programmed path.
θ
V2
V1
Programmed path
Tool center path
This tool path is determined by the following parameters:
� Feedrate (V1, V
2)
� Corner angle (θθθθθ)
� Exponential acceleration/deceleration time constant (T1) at cutting (Ò
1 = 0)
� Presence or absence of buffer register
The above parameters are used to theoretically analyze the tool path.When actual ly programming, the above i tems must be considered and
programming must be performed carefully so that the shape of the workpiece is withinthe desired precision.
In the other words, when the shape of the workpiece is not within the theoreticalprecision, the commands of the next block must not be read until the specified feedratebecomes zero. The dwell function is then used to stop the machine for the appropriate
period.

6
Nomographs Appendix 3
ETA - 17
u ANALYSIS
The tool path shown below on the figure is analysed on the following conditions:Feedrate is constant at both blocks before and after cornering.The controller has a buffer register.
u DESCRIPTION OF CONDITIONS AND SYMBOLS
VVZ2
VX2
ϕ2
ϕ1
VZ1
Vx1
V
θ
0
Z
X
VX1 = Vcos φφφφφ1
VZ1 = Vsin φφφφφ1
VX2 = Vcos φφφφφ2
VZ2 = Vsin φφφφφ2

7
OPERATION CNC10 - T
ETA - 17
Appendix 3
V : Feed rate at the block before and after corneringVX1 : X-axis component of feedrate of preceding blockVZ1 : Z-axis component of feedrate of preceding blockVX2 : X-axis component of feedrate of following blockVZ2 : Z-axis component of feedrate of following blockq : Corner angleφφφφφ 1
: Angle formed by the specified path direction of the preceding block and X-axis
φφφφφ 2: Angle formed by the specified path direction of the following block and X-axis
u INITIAL VALUE CALCULATION
X0
V
0
Z0
The initial value when cornering begins, that is, the Õ and Z coordinates at theend of command distribution by the controller, is determined by the feedrate and thepositioning system time constant of the servo motor.
)T + (T V=
)T + (T V= X
21Z10
21X10
Z
T1: Exponential acceleration/deceleration time constant. (Ò = 0)
T2: Time constant of positioning system. (Inverse of position loop gain.)

8
Nomographs Appendix 3
ETA - 17
u ANALYSIS OF CORNER TOOL PATH
The equations below represent the feedrate for the corner section in Õ axis direction
and Z axis direction..
...........
...........
22
21
121
Z2Z1
X22
21
121
X2X1
X12
21
121
X1X
ZZ
X1X2
V+ )}Tt
exp(-T-)Tt
(- exp{T T - T V- V
= (t)V
V+ )}Tt
exp(-T - )Tt
(- exp{T T - T V- V
=
= ] V+ )}Tt
exp(-T-)Tt
(- exp{T T + T V
-[1 ) V- (V = (t)V
Therefore, the coordinates of the tool path at time t are calculated from the followingequations:
......... t) - T + (T V- } )T
texp(-T - )
T
texp(-{T
T - T
V-V =
= Z -(t)dt V = Z(t)
........ t) - T + (T V- } )T
texp(-T - )
T
texp(-{T
T - T
V-V =
= X -(t)dt V = X(t)
212
2
2
1
1
21
1 2
10 0
21X2
2
2
1
1
21
X1 X2
10 0X
Z22
ZZ
Z
22

9
OPERATION CNC10 - T
ETA - 17
Appendix 3
APPENDIX 3.3
RADIUS DIRECTION ERROR AT CIRCLE CUTTING
When a servo motor is used, the positioning system caused an error betweeninput commands and output results. Since the tool advances along the specified segment,an error is not produced in linear interpolation. In circular interpolation, however, radialerrors may be produced, specially for circular cutting at high speeds.
This error can be obtained as follows:
∆r
r
Programmed path
Actual path
Z
X
.......... r)T + T1/2( = Är V2
22
21
∆∆∆∆∆r : Maximum radius error (mm)
V : Feedrate (mm/s)
r : Circle radius (mm)
T1
: Exponential acceleration/deceleration time constant(sec) at cutting (Ò = 0)
T2
: Time constant of positioning system (sec)(Inverse of position loop gain).
Since the machining radius r(mm) and allowable error ∆∆∆∆∆r(mm) of the workpieceis given in actual machining, the allowable limit feedrate V(mm/sec) is determinated bythe equation above.
Since the acceleration/deceleration time constant at cutting which is set by thisequipment varies with the machine tool builder.

Å Ò À - 17
Appendix 4 OPERATION CNC10 T
1
Table of System Errors for ETA-17 CNC 10,
model Ò, version 3.00
1. P/S alarms
Alarm Contents
003 Data exceeding the maximum allowable number of digits was input.
005 The address was not followed by the appropriate data but was followed byanother address or ÅÎÂ code.
006 Sign (-) input error. Sign (-) was input after an address with which it cannot beused. Or two or more (-) signs were input.
007 Decimal point (.) input error (A decimal point was input after an address inwhich it can't be used. Or two decimal points were input.)
009 Unusable character was input in significant area.
010 An unusable G code was commanded.
011 Feedrate was not commanded to a cutting block or the feedrate wasinadequate.
023 In circular interpolation by radius designation, a negative value wascommanded for address R.
029 The offset value specified by Ò code is too large.
030 The offset number in Ò function specified for tool offset is too large.
031 In setting an offset amount by G10, the offset number following the address Ðwas excessive or it was not specified.
032 In setting an offset amount by G10, the offset amount was excessive.
033 A point of intersection cannot be determined for tool nose radiuscompensation.
034 The start up or cancel was going to be performed in the G02 or G03 modetool nose radius compensation.
035 Skip cutting G31 was specified in tool nose radius compensation mode.
038 Overcutting will occur in tool nose radius compensation because the arc startpoint or the end point coincides with the arc center.
039 Chamfering or corner R was specified with a start-up, a cancel, or switchingbetween G41 and G42 in tool nose radius compensation. The program maycause overcutting to occur in chamfering or corner R.
G40 Overcutting will occur in tool nose radius compensation in a canned cycle G90or G94.

Appendix 4
Å Ò À - 172
Alarm Contents
041 Overcutting will occur in tool radius compensation.
050 Chamfering and corner R are commanded in the thread cutting block.
051 The block next to the block for which chamfering and corner R are commandedis not G01.
052 Improper movement or the more distance of the block next to that for whichchamfering and corner R are commanded.
054 A block in which the chamfering or the corner R was specified includes a tapercommand.
055 In the block for which chamfering and corner R are commanded, the movedistance is commanded less than the corner R amount.
059 The program with the selected number cannot be searched, in external programnumber search.
060 Commanded sequence number was not found in the sequence number search.
061 Address P or Q is not specified in G70, G71, G72 or G73 command.
062 * The depth of cut in G71 or G72 is zero or negative value;* The repetitive count in G73 is zero or negative value;* The negative value is specified to ∆i or ∆k in G74 or G75;* A value other than zero is specified to address U or W, thouh ∆i or ∆k is zero in G74 or G75;* A negative value is specified to ∆i thougt the relief direction in G74 or G75 is determined;* Zero or negative value is specified to the height of thread or depth of cut of 1st time in G76;* The specified minimum depth of cut in G76 is greater than the height of thread;* An anusable angle of tool tip is specified in G76.
063 The sequence number specified by address P in G70, G71, G72 or G73command cannot be searched.
065 * G00 or G01 is not commanded at the block with the sequence number which is specified by address P in G71, G72 or G73 command;* Address X(W) or Z(U) was commanded in the block with a sequence number which is specified by address P in G71 or G72, respectively.
066 An Unallowable G code was commanded between two blocks specified byaddress P and Q in G71, G72 or G73.
067 G70, G71, G72 or G73 command with address P and Q was specified in MDImode.
069 The final move command in the blocks specified by P and Q of G70, G71, G72and G73 ended with chamfering or corner R.

Å Ò À - 17
Appendix 4 OPERATION CNC10 T
3
Alarm Contents
070 The memory area is insufficient.
071 The address to be searched was not found. Or the program with specifiedprogram number was not found in program number search.
072 The number of programs to be stored exceeded 125 (option).
074 The program number is other than 1 to 9999.
076 Address Ð was not commanded in the block which includes an M98 commandor G65 command.
077 The subprogram was called in three or five folds.
078 A program number or a sequence number which was specified by address Ð inthe block which includes an Ì98, Ì99, G65 or G66 was not found.
079 The contents of the program stored in memory did not agree with the tape duringcollation.
080 When the axis reached the area specified by parameter N731, N732, the PMCsignals XAE and ZAE were not output from the machine tool. (Automatic toolcompensation function.)
081 Automatic tool compensation was specified without a Ò code. (Automatic toolcompensation function.)
082 Ò code and automatic tool compensation were specified in the same block.(Automatic tool compensation function.)
083 In automatic tool compensation, an invalid axis was specified or the command isincrementall. (Automatic tool compensation function.)
090 The reference point return cannot be performed normally because the referencepoint is too close to the reference point or the speed is too slow.
092 The commanded axis by G27 (Reference point return check) did not return tothe reference point.
100 PWE is set to 1. Turn it to 0 and reset the system.
111 The calculation result of the macro instruction exceeds the allowable range (-232 ÷ +232).
112 Division by zero was specified. (Including tan 90o)
114 An undefined H code is designated in the G65 block.
115* A value not defined as a variable number is designated.
116 The variable number designated with P is forbidden for assignment.
119 The argument of SQRT or BCD is negative.
125 An unusable address is used in G65 block.
128 The sequence number specified in the branch command was not 0 to 9999.Or, it cannot be searched.

Appendix 4
Å Ò À - 174
Àlarm Contents
200 CONNECT BROKEN: Communication via RS was broken by user.
201 REMOTE DON'T REPLY: The remote device has terminated
202 REMOTE CAN'T OPEN THE FILE: The remote device can't find the specified file.
203 REMOTE CAN'T WRITE: The remote device can't write the received data.
204 LOAD HAS NOT FINISHED: The loading operation has not finished completely..
205DATA ERROR: The data which the device received from remote hasn't correct format.
300 ÐÌÑ-Õ ALARM: ÐÌÑ-Õ not present.
301TURN THE POWER OFF: Some parameter was modified which required turn the power off(reset the system)
302CLEAR MEMORY: The power turned off while rewriting the memory by program edit operation. Reload all data.

Å Ò À - 17
Appendix 4 OPERATION CNC10 T
5
2. Servo alarms
Servo alarm Contents
400:(OVER LOAD) Overload signal turns on X, Z
401:(VRDY OFF) Velocity control READY signal VRDY turns off.
402:(OVER LOAD) 4th - axis overload signal turns off.
403:(VRDY OFF) 4th - axis velocity control READY signal VRDY turns off.
404:(VRDY ON)Position control READY signal ÐRDY turns off, while velocity control READY signalVRDY does not turn off, or velocity control READY signal VRDY turns on, althoughREADY signal ÐRDY is not turned on yet when turning on the power supply.
405:(WRONG ZRN)A position control system error. There is a reference point return failure due to aproblem in the CNC or the servo system.Start operations with the manual reference point return.
410:X AXIS EXCESS ERRORFor X axis, the position deviation amount while stopped is greater than theparameter setting value. Refer to parameter Ð593.
411:X AXIS EXCESS ERRORFor X axis, the position deviation amount while moving is greater than theparameter setting value. Refer to parameter Ð504.
412:X AXIS EXCESS DRIFT Drift amount of X axis is exceed. (Exceed 500 VELO)
413:X AXIS LSI OVERThe contents of the X - axis error register exceed ± 32767 or the velocity commandvalue of DA converter is outside a range of -8192
to +8191. This error is usuallycaused by various parameter setting errors.
415:X AXIS MOTION OVERAn attempt was made to specify a velocity exceeding 511875 detection unit/sec inX axis. This error is usually caused by CMR. setting error.
416:X AXIS DISCONNECT There is an X axis pulse coder position detection system abnormally..
420:Z AXIS EXCESS ERRORFor Z axis, the position deviation amount while stopped is greater than theparameter setting value. Refer to parameter Ð594.
421:Z AXIS EXCESS ERRORFor Z axis, the position deviation amount while stopped is greater than theparameter setting value. Refer to parameter Ð505.
422:Z AXIS EXCESS DRIFT Drift amount of Z axis is exceed. (Exceed 500 VELO)
423:Z AXIS LSI OVERThe position deviation amount exceeds ± 32767 in Z axis or the velocity commandvalue of DA converter is outside a range of -8192
to +8191. This error is usuallycaused by various parameter setting errors.
425:Z AXIS MOTION OVERAn attempt was made to specify a velocity exceeding 511875 detection unit/sec inZ axis. This error is usually caused by CMR setting error.
426:Z AXIS DISCONNECT There is an Z axis pulse coder position detection system abnormally..
430:3 AXIS EXCESS ERRORFor the 3rd axis, the position deviation amount while stopped is greater than theparameter setting value. Refer to parameter Ð595.
431:3 AXIS EXCESS ERRORFor the 3rd axis, the position deviation amount while stopped is greater thanthe parameter setting value. Refer to parameter Ð506.
432:3 AXIS EXCESS DRIFT Drift amount of 3rd axis is exceed. (Exceed 500 VELO)
433:3 AXIS LSI OVERThe position deviation amount exceeds ± 32767 in the 3rd axis or the velocitycommand value of DA converter is outside a range of -8192
to +8191. This erroris usually caused by various parameter setting errors.
435:3 AXIS MOTION OVER An attempt was made to specify a velocity exceeding 511875 detection unit/sec inthe 3rd axis. This error is usually caused by CMR setting error.
436:3 AXIS DISCONNECT An error of the position detection system of the 3rd axis pulse coder

Appendix 4
Å Ò À - 176
Servo alarm Contents
440:4 AXIS EXCESS ERRORFor the 4th axis, the position deviation amount while stopped isgreater than the parameter setting value. Refer to parameter Ð596.
441:4 AXIS EXCESS ERRORFor the 4th axis, the position deviation amount while stopped isgreater than the parameter setting value. Refer to parameter Ð507.
442:4 AXIS EXCESS DRIFT Drift amount of 4th axis is exceed. (Exceed 500 VELO)
443:4 AXIS LSI OVER
The position deviation amount exceeds ± 32767 in the 4th axis orthe velocity command value of DA converter is outside a range of-8192
to +8191. This error is usually caused by various parametersetting errors.
445:4 AXIS MOTION OVERAn attempt was made to specify a velocity exceeding 511875detection unit/sec in the 4th axis. This error is usually caused byCMR setting error.
446:4 AXIS DISCONNECT An error of the position detection system of the 4th axis pulse coder
3. Errors from passing the limits.
Number Content Explanation
6n0 +n Passing the defined limits of the (+) axis.
6n1 -n Passing the defined limits of the (-) axis.
Note: *Parameters P700 - P708 assin the work zone
** Software overtavel limits could be ignored if you press the buttons CAN + P while turn the power on.
4. Overheat alarm
Alarm Content
700 OVER HEAT: CONTOL UNIT
602 OVER HEAT: SERVO MOTOR Overheat of servo motor X-axis.