clamping technology - putzin maschinenbau hydraulic fixture ... turning/grinding of the bore and...
TRANSCRIPT

1
CLAMPING TECHNOLOGYIndividual special clamping tools

2 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Know-how, the highest quality and first class engineering.
We see ourselves as a „system supplier“ and offer our customers a full service, covering design & development, production of various individual components, prototypes and small series as well as the assembly of component parts and complete machines and installations.
Putzin Maschinenbau GmbH was formed in 1958 as a one-man operation in Pegnitz, Germany. Under the leadership of company founder Herbert Putzin, the company has grown rapidly and substantially. Today, more than 50 years since its formation, the internationally operating company is managed by the third generation of the family.
We produce quality products for nearly all industries on an area of more than 4,500m2 at two sites in the easily accessible (via motorway A9) town of Pegnitz.
Q U A L I T Y S I N C E 1 9 5 8

3Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
The ever-growing quality requirements on man, machine and production require increasingly precise clamping devices.
Putzin Maschinenbau GmbH has taken this into account and expanded the clamping technology sector to include „individual special clamping tools“.The range covers all clamping tools for all processing modes.
Our experienced and highly qualified employees design and develop, in close cooperation with your production team, optimal solutions for your requirements and problems.
Clamping devices from Putzin can be adapted and used on all machine tools.
All clamping devices from Putzin are protected against overload of the clamping element.
All products are, of course, compliant with the new machine guidelines.
We offer:• Specification analysis• Preparation of engineering designs• Creation of the approval drawing and the production documentation• Quality assured production and assembly• Documented in-house acceptance• Technical documentation according to the new machine guidelines• Commissioning
Let us know your requirements.We will draw up a solution that is tailored to meet your requirements.We are flexible and systematically address your individual needs.
Challenge us, we will convince you!
C L A M P I N G T E C H N O L O G Y

4 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Chucks• Diaphragm chuck ............................................ page 6 / 7
• Bolt chuck ........................................................... page 8
• Pivoting jaw chuck .......................................... page 9
• Collet chuck ........................................................ page 10
• Face clamping chuck ...................................... page 11
Clamping mandrels• Mandrel with special threads .................... page 12
• Taper mandrel ................................................... page 13
P R O D U C T O V E R V I E W
Fixtures• Hydraulic fixture ................................................. page 14
• Manual fixture ..................................................... page 14

5Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Workpiece Description of workpiece Process Clamping range Suitable clamping system Page
„Clamping at the tooth profile; turning/grinding of the bore and plane surface“
„Clamping at the tooth profile; turning/grinding of the bore and plane surface“
25 - 100 mm Diaphragm chuck GR175
6/750 - 175 mm Diaphragm chuck GR250
175 - 275 mm Diaphragm chuck GR320
„Cylindrical cast blanks / steel components, high clamping force assumed“
„Clamping on the outside diameter; heavy-duty turning and drilling“
10 - 60 mm Bolt chuck GR160
850 - 110 mm Bolt chuck GR220
110 - 210 mm Bolt chuck GR320
„Cylindrical cast blanks / steelcomponents, smallinstallation space“
„Clamping on the outside diameter; heavy-duty turning and drilling“
80 - 130 mm Pivoting jaw chuck GR250
9130 - 200 mm Pivoting jaw chuck GR320
„Shafts and shaft-like workpieces; chucked components“
„Clamping on the outside diameter; turning/grinding of diameters; milling/grinding of external tooth profiles“
12 - 35 mm Collet chuck GR01
1035 - 55 mm Collet chuck GR02
55 - 75 mm Collet chuck GR03
„Symmetrical and asymmetricalworkpieces; additional centringpossible“
„Clamping with pivoting clamping fingers; turning and drilling processes“
„depending on the componentgeometry“
Face clamping chuck 11
„Gears made from steel/cast iron;high precision requirements“
„Clamping inside the bore/internal diameter; milling/grinding of external tooth profiles“
25 - 38 mm Mandrel with special thread GR03
1238 - 52 mm Mandrel with special thread GR04
52 - 62 mm Mandrel with special thread GR05
63 - 82 mm Mandrel with special thread GR06
81 - 100 mm Mandrel with special thread GR07
100 - 122 mm Mandrel with special thread GR08
”Cylindrical workpieces;high precision requirements“
“Clamping inside the bore/internal diameter;turning/drilling/grinding of the workpiece”
25 - 38 mm Mandrel with special thread GR03
1238 - 52 mm Mandrel with special thread GR04
52 - 62 mm Mandrel with special thread GR05
63 - 82 mm Mandrel with special thread GR06
81 - 100 mm Mandrel with special thread GR07
100 - 122 mm Mandrel with special thread GR08
“Cylindrical workpieces“
“Clamping inside the bore/internal diameter;turning/drilling/grinding of the workpiece”
25 - 38 mm Taper mandrel GR03
1338 - 52 mm Taper mandrel GR04
52 - 62 mm Taper mandrel GR05
63 - 82 mm Taper mandrel GR06
81 - 100 mm Taper mandrel GR07
100 - 122 mm Taper mandrel GR08
„Cast components““Clamping with hydraulic clamps; complete machining on horizontal and vertical machine tools”
500x500x500 mm Hydraulic clamping device 14
„Cast components“„Manual clamping of the workpiece; complete machining on horizontal and vertical machine tools”
500x500x500 mm Manual clamping device 14
P U T Z I N „ C L A M P I N G F I N D E R “
6 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
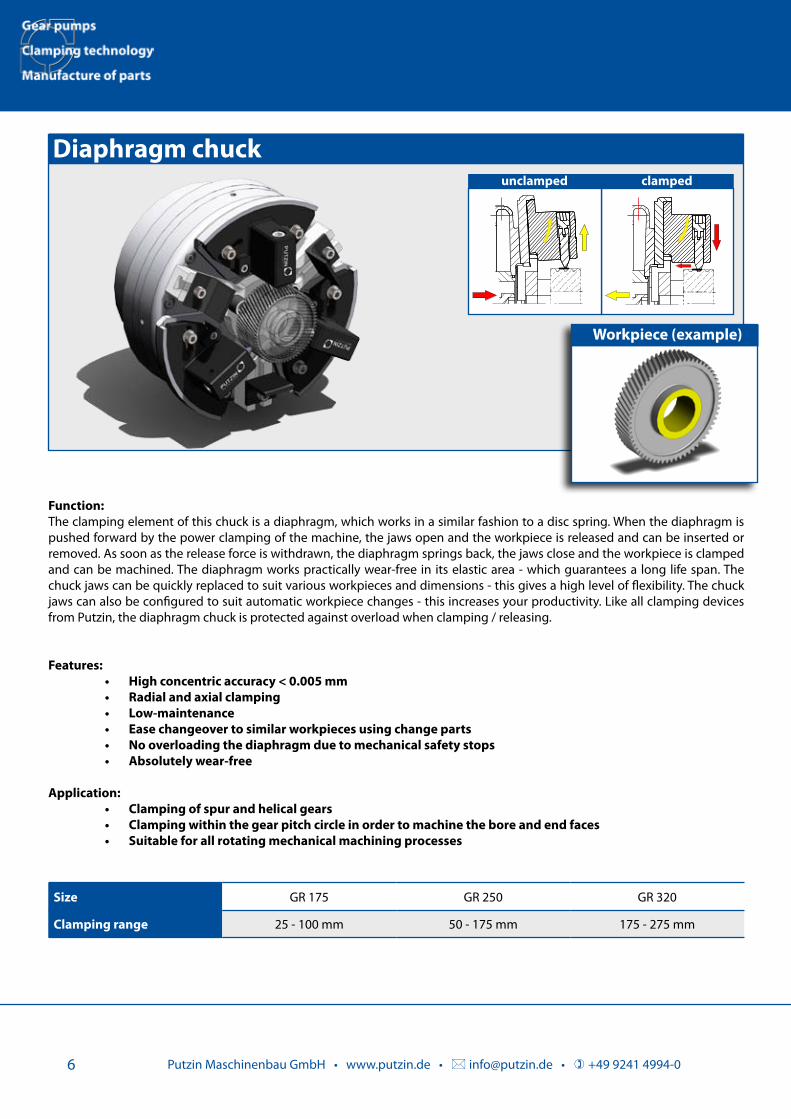
Function:The clamping element of this chuck is a diaphragm, which works in a similar fashion to a disc spring. When the diaphragm is pushed forward by the power clamping of the machine, the jaws open and the workpiece is released and can be inserted or removed. As soon as the release force is withdrawn, the diaphragm springs back, the jaws close and the workpiece is clamped and can be machined. The diaphragm works practically wear-free in its elastic area - which guarantees a long life span. The chuck jaws can be quickly replaced to suit various workpieces and dimensions - this gives a high level of flexibility. The chuck jaws can also be configured to suit automatic workpiece changes - this increases your productivity. Like all clamping devices from Putzin, the diaphragm chuck is protected against overload when clamping / releasing.
Features:• High concentric accuracy < 0.005 mm• Radial and axial clamping• Low-maintenance• Ease changeover to similar workpieces using change parts• No overloading the diaphragm due to mechanical safety stops• Absolutely wear-free
Application:• Clamping of spur and helical gears• Clamping within the gear pitch circle in order to machine the bore and end faces• Suitable for all rotating mechanical machining processes
Size GR 175 GR 250 GR 320
Clamping range 25 - 100 mm 50 - 175 mm 175 - 275 mm
Diaphragm chuck
Workpiece (example)
unclamped clamped

7Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Function:The diaphragm chuck may also be used with master jaws, which are directly fitted to the diaphragm. Various workpiece-specific change jaws can be screwed onto the master jaws to cater for components of different geometries.
Features:• High concentric accuracy < 0.005 mm• Radial and axial clamping• Low-maintenance• Ease changeover to similar workpieces by means of change parts• No overloading the diaphragm due to mechanical safety stops• Absolutely wear-free
Application:• Clamping of cylindrical workpieces in order to machine the bore and end faces• Suitable for all rotating mechanical machining processes
Size GR 175 GR 250 GR 320
Clamping range 25 - 100 mm 50 - 175 mm 175 - 275 mm
Diaphragm chuck
Workpiece (example)
unclamped clamped
8 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
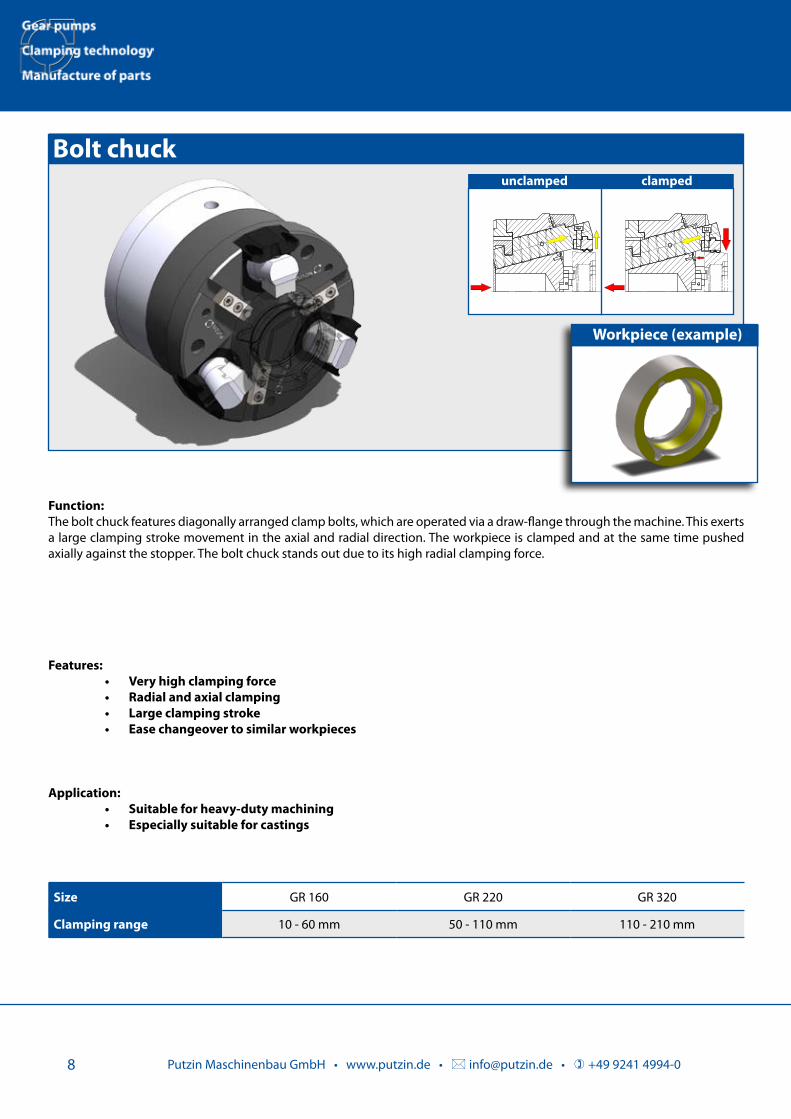
Function:The bolt chuck features diagonally arranged clamp bolts, which are operated via a draw-flange through the machine. This exerts a large clamping stroke movement in the axial and radial direction. The workpiece is clamped and at the same time pushed axially against the stopper. The bolt chuck stands out due to its high radial clamping force.
Features:• Very high clamping force• Radial and axial clamping• Large clamping stroke• Ease changeover to similar workpieces
Application:• Suitable for heavy-duty machining• Especially suitable for castings
Size GR 160 GR 220 GR 320
Clamping range 10 - 60 mm 50 - 110 mm 110 - 210 mm
Bolt chuck
Workpiece (example)
unclamped clamped

9Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Function:The pivoting jaw chuck is characterised by the three supported, pivoting jaws. They are operated via a draw-flange through the machine. A radial and an axial clamping force are exerted onto the workpiece via the lever action.
Features:• High clamping force• Radial and axial clamping• Compact and short design• Ease changeover to similar workpieces
Application:• Suitable for heavy-duty machining• Especially suitable for castings
Size GR 250 GR 320
Clamping range 80 - 130 mm 130 - 200 mm
Pivoting jaw chuck
Workpiece (example)
unclamped clamped
10 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
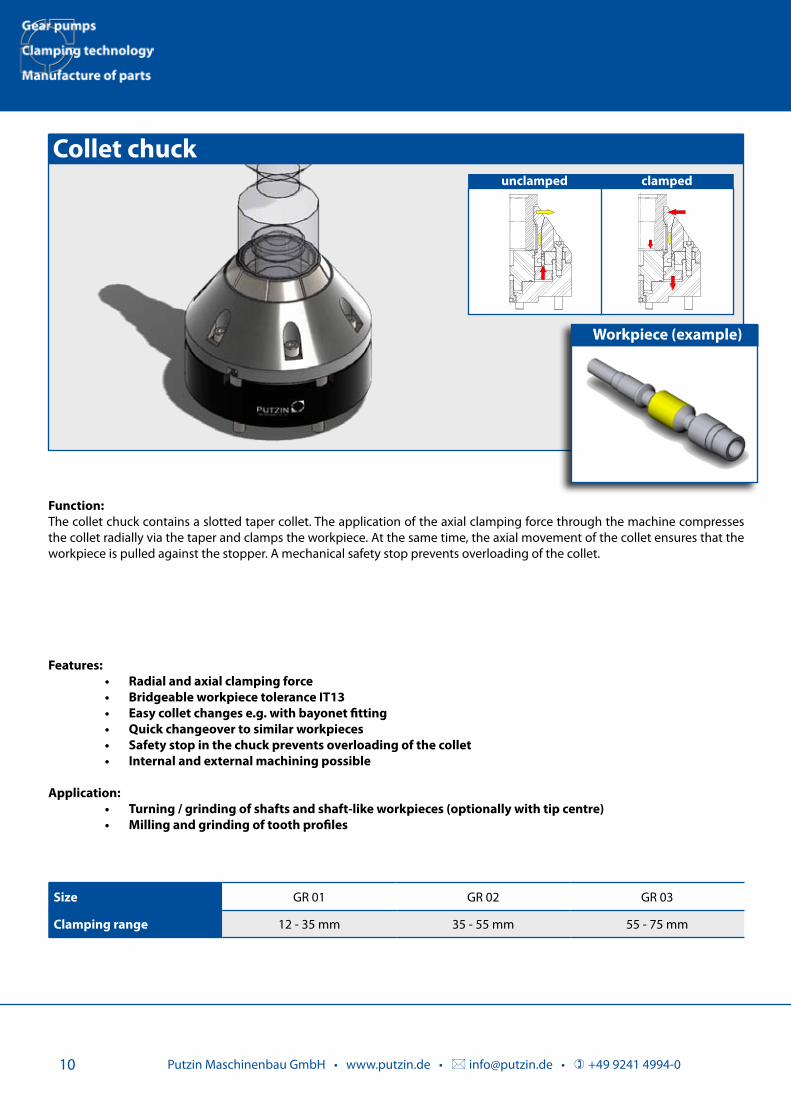
Function:The collet chuck contains a slotted taper collet. The application of the axial clamping force through the machine compresses the collet radially via the taper and clamps the workpiece. At the same time, the axial movement of the collet ensures that the workpiece is pulled against the stopper. A mechanical safety stop prevents overloading of the collet.
Features:• Radial and axial clamping force• Bridgeable workpiece tolerance IT13• Easy collet changes e.g. with bayonet fitting• Quick changeover to similar workpieces• Safety stop in the chuck prevents overloading of the collet• Internal and external machining possible
Application:• Turning / grinding of shafts and shaft-like workpieces (optionally with tip centre)• Milling and grinding of tooth profiles
Size GR 01 GR 02 GR 03
Clamping range 12 - 35 mm 35 - 55 mm 55 - 75 mm
Collet chuck
Workpiece (example)
unclamped clamped

11Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Function:The face clamping chuck has face clamping fingers that can be arranged as required. This versatility also allows you to accurately clamp asymmetric workpieces. The application of the axial clamping force through the machine moves the face clamping fingers into position and the workpiece is clamped with a high axial clamping force. Centring of the component is also possible.
Features:• High axial clamping force• Easy loading by moving of the clamping fingers• Clamping of asymmetric workpieces• Versatile
Application:• Suitable for all rotating mechanical machining processes• Chuck size is determined by the workpiece
Face clamping chuck
Workpiece (example)
unclamped clamped
60°

12 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Function:These clamping mandrels have a slotted clamping sleeve with a special thread, which is simply screwed on and secured on the base mandrel. When the force is applied onto the clamping sleeve in an axial direction, it expands in the radial direction. The workpiece is clamped. At the same time, the axial movement of the sleeve ensures that the workpiece is pushed against the stopper. A mechanical safety stop prevents overloading of the clamping sleeve.
Features:• Transmission of large torques• High radial clamping force• High concentric accuracy• Absolute centric expansion• Radial and axial clamping force• Bridgeable workpiece tolerance IT13• Easy collet changes• Quick changeover to similar workpieces
Application:• Especially suitable for high precision requirements• Flange or pointed centring mandrels can be used
Size GR 03 GR 04 GR 05 GR 06 GR 07 GR 08
Clamping range 25 - 38 mm 38 - 52 mm 52 - 62 mm 63 - 82 mm 82 - 100 mm 100 - 122 mm
Mandrels with special threads
Workpiece (example)
unclamped
Workpiece (example)
clamped

13Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Function:This clamping mandrel has a slotted taper collet, which is simply pushed onto the base mandrel. When the force is applied onto the collet in an axial direction, it expands over the taper in the radial direction and clamps the workpiece. At the same time, the axial movement of the collet ensures that the workpiece is pushed against the stopper. A mechanical safety stop prevents overloading of the collet.
Features:• Transmission of large torques• High radial clamping force• Absolute centric expansion• Radial and axial clamping force• Bridgeable workpiece tolerance IT13• Easy collet changes• Quick changeover to similar workpieces• Two independent clamping positions possible
Application:• Turning and grinding of cylindrical parts• Flange design or pointed centring mandrels can be used
Size GR 03 GR 04 GR 05 GR 06 GR 07 GR 08
Clamping range 25 - 38 mm 38 - 52 mm 52 - 62 mm 63 - 82 mm 82 - 100 mm 100 - 122 mm
Taper mandrel
Workpiece (example)
clamped

14 Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
Function:Clamping devices can be provided for any workpiece geometries and machining modes. This may include a manual, hydraulic or pneumatic clamping mode. Hydraulic clamping can be achieved through the machine or an external unit.
Features:• Manual, pneumatic or hydraulic clamping mode• External hydraulic unit optionally possible
Application:• Complete machining of castings on horizontal or vertical machine tools
Hydraulic clamping device
Workpiece (example)
Manual clamping device
Workpiece (example)
15Putzin Maschinenbau GmbH • www.putzin.de • [email protected] • +49 9241 4994-0
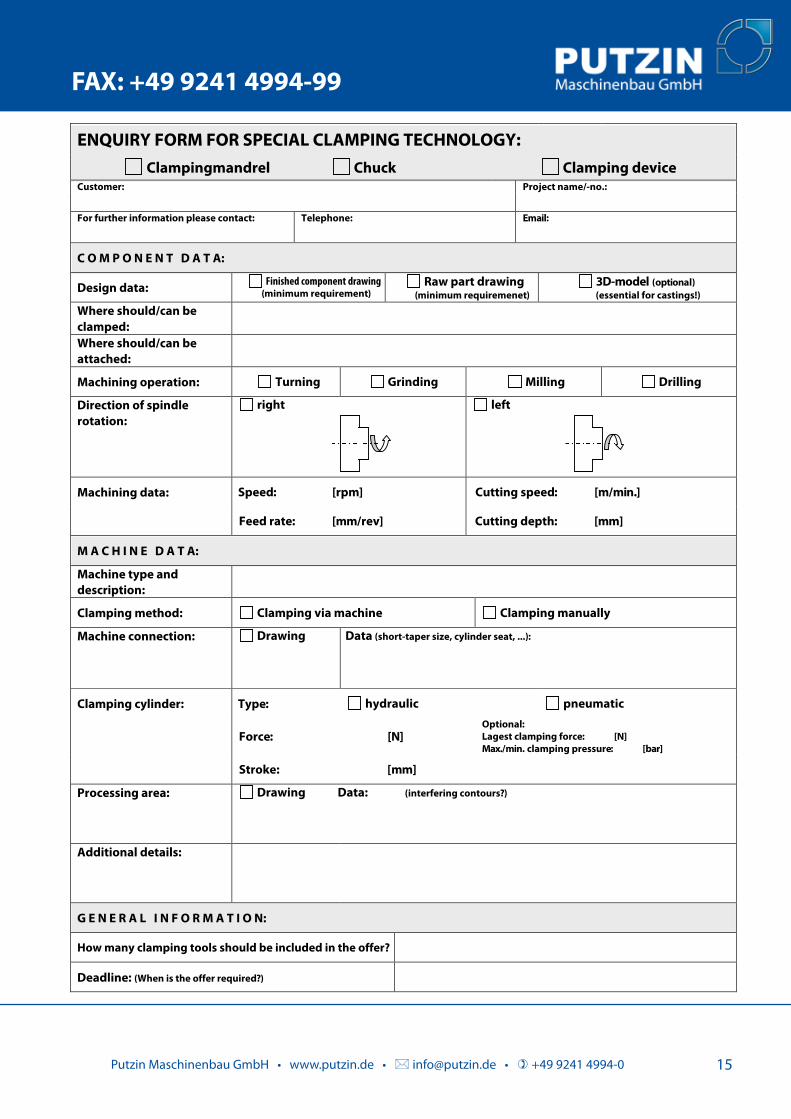
ENQUIRY FORM FOR SPECIAL CLAMPING TECHNOLOGY:Clampingmandrel Chuck Clamping device
Customer: Project name/-no.:
For further information please contact: Telephone: Email:
C O M P O N E N T D A T A:
Design data: Finished component drawing(minimum requirement)
Raw part drawing(minimum requiremenet)
3D-model (optional) (essential for castings!)
Where should/can beclamped:Where should/can beattached:
Machining operation: Turning Grinding Milling Drilling
Direction of spindle rotation:
right left
Machining data: Speed: [rpm] Cutting speed: [m/min.]
Feed rate: [mm/rev] Cutting depth: [mm]
M A C H I N E D A T A:
Machine type anddescription:
Clamping method: Clamping via machine Clamping manually
Machine connection: Drawing Data (short-taper size, cylinder seat, ...):
Clamping cylinder: Type: hydraulic pneumatic
Force: [N]Optional:Lagest clamping force: [N]Max./min. clamping pressure: [bar]
Stroke: [mm]
Processing area: Drawing Data: (interfering contours?)
Additional details:
G E N E R A L I N F O R M A T I O N:
How many clamping tools should be included in the offer?
Deadline: (When is the offer required?)
FAX: +49 9241 4994-99

16
Wilhelm-Busch-Strasse 3-5D-91257 Pegnitz
Tel.: +49 9241 4994 - 0Fax: +49 9241 4994 - 99Email: [email protected]: www.putzin.de
Subject to technical modifications and error. Dimensions are non-binding. Version 1.0