chemical engineering 584: polymer processing lecture 7: extrusion and mixing
TRANSCRIPT

Chemical Engineering 584: Polymer Processing
Lecture 7: Extrusion and Mixing
Extrusion• Extruders are used for:
– Mixing– Pumping– Reactions/polymer modification
• Key design parameters for extrusion:– Flow rate– Pressure drop– Residence time distribution

Extruders
• How do we design a melt screw pump?
• Must generate pressure from viscous stresses but in drag flow, no pressure generated
• If close an end partially, fluid is still dragged and pressure is generated
• Take the infinite flat plate and twist it into a barrel and shallow channel by twisting and turning the screw inside the barrel.
V
Pressure build-up
Twist into a screw

Extruders
gear box
hopperfeed
dieConveying section
W = width of channelH = channel depthf = flight clearanceVb = velocity of barrelb=barrel surface angle
{
y
x
z
W
H
f
flight
barrel surfaceVbz
Vbx
Vb
b
Extruders
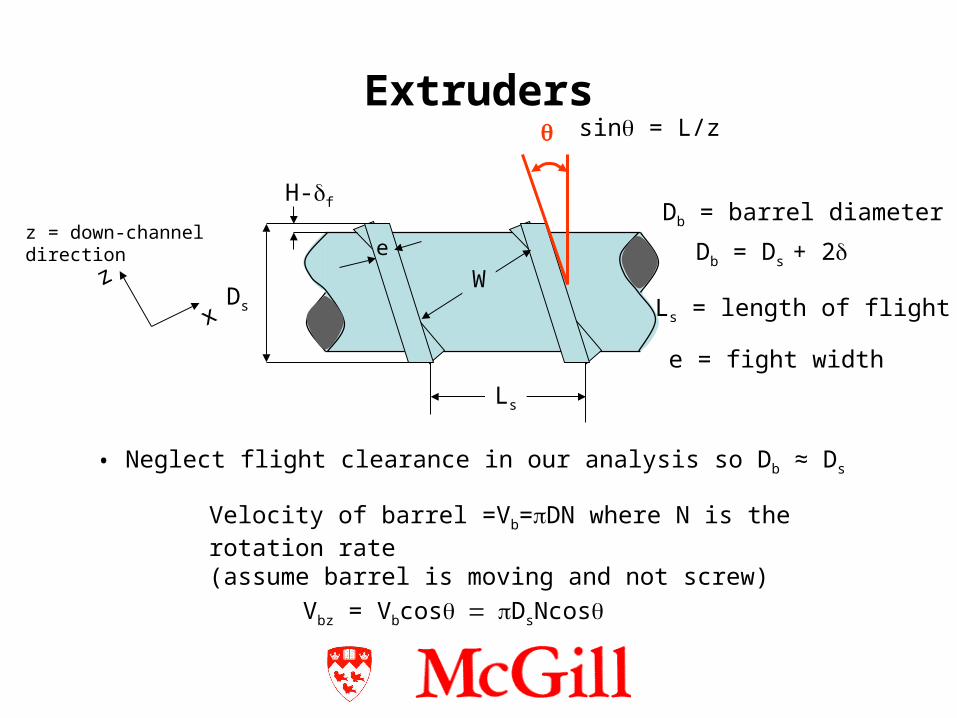
Vbz = VbcosDsNcos
• Neglect flight clearance in our analysis so Db ≈ Ds
Velocity of barrel =Vb=DN where N is the rotation rate (assume barrel is moving and not screw)
Ls
W
e
H-f
Ds
Db = Ds + 2
Db = barrel diameter
z
x
z = down-channel direction
Ls = length of flight
e = fight width
sin = L/z

Extruders• Model for fluid
– Newtonian– Apply the flat plate geometry for the case of drag flow and an
opposing pressure flow
dz
dPWHVHWQ
122
1 3
• However, the melt is moving in the “z” down-channel direction
sinsinsin/
coscos
costancos
L
P
dL
dP
Ld
dP
dz
dP
NDVV
DLW
sb
s
Extruders
L
PHDNHDQ s
sextruder
2
322 sin
12cossin
2
1
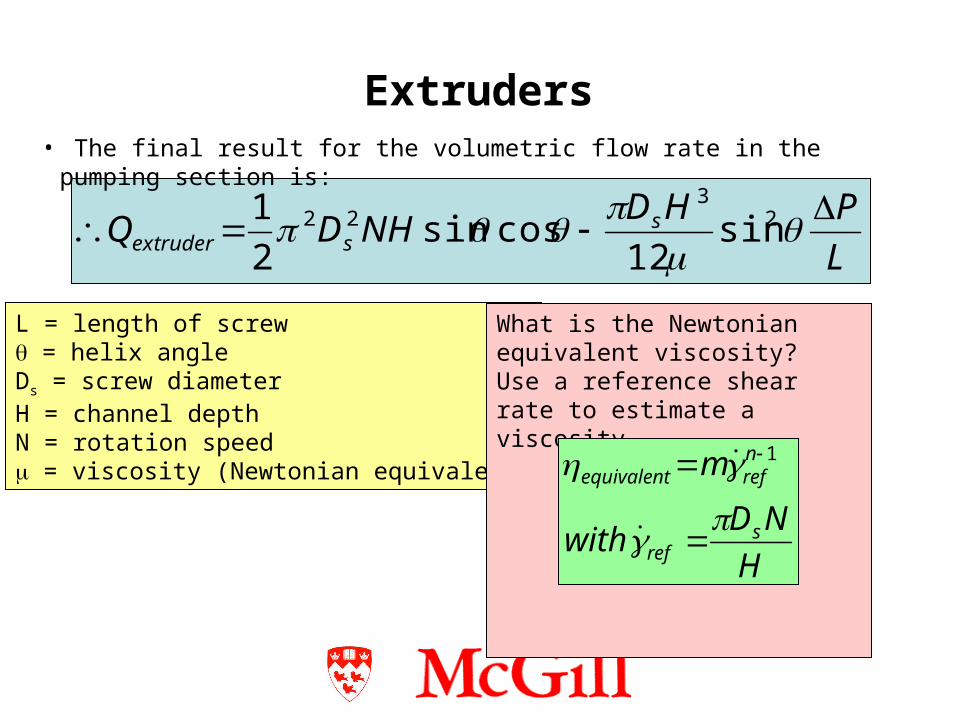
• The final result for the volumetric flow rate in the pumping section is:
L = length of screw = helix angleDs = screw diameterH = channel depthN = rotation speed = viscosity (Newtonian equivalent)
What is the Newtonian equivalent viscosity?Use a reference shear rate to estimate a viscosity.
H
NDwith
m
sref
nrefequivalent
1

Extruders
die
diedie L
PDQ
64
4
• For the volumetric flow rate in the die section for a Newtonian Fluid (Hagen-Poiseuille equation) (assume the die is tubular):
• The expressions for Qdie and Qextruder must be equal. This relationship leads to the operating point for the extruder-die system.
Q
P
operating point
Qmax
extruder
die
Pmax
tan
62
cossin
2max
22
max
H
NLDP
NHDQ
ss
s

Mixing• Extruders (single and twin-screw) are common mixers for polymeric
materials but other mixers used– Static mixers– Roll mills– Batch mixers
• How is mixing characterized?– Uniformity, Texture, Scale, intensity of segregation
• How are mixing processes characterized?– Residence time distribution
• Goal of mixing: Uniform composition

Mixing• Laminar Mixing
– Example: mixing of two viscous liquids.– Interfacial area increases with strain applied.
y
xlinear flow field (eg. drag flow)
vx
At initial time to, the initial area Ao is defined by two vectors 1 and 2:
212
1
2
1 cAo
y
z
x
1
2c
y
z
x
P1 P2

Mixing
A
Ao
cos x
A
Ao
1 2cos x cos y cos2 x2 1/ 2
Ao 1
2cx
2 cy2 cz
2 1/ 2Initially, interfacial area Ao is given by:
At a later time, interfacial area A is given by:
For large deformations,
A 1
2cx
2 cy2 cz
2 2cxcycx22 1/ 2 Note change in position vectors:
x
xyx
ytv
yv
tv
v
v&
Average striation thickness:3
2Lr
L = length of cube side= minor component volume fraction = total strain

Mixing
• Characterization of Mixing– Increase in interfacial area related to strain– Strain distribution function (SDF) describes the strain histories in
a flow field. SDF’s can be determined from velocity distribution
tdtft
yx 0)(
o
o
df
dfF
)(
)()(Cumulative strain distribution function:
Instantaneous strain distribution function:
Mean strain:

Mixing• Example: determine the strain distribution function
(SDF) f()d, the cumulative SDF and the mean strain for drag flow of a Newtonian fluid between parallel plates as shown below.
y
x
Vo
H
L
(Hint: determine the velocity profile and flow rate first)

Mixing
• Besides SDF, the residence time distribution (RTD) function is another important measure of mixing
• Determines time that material spends in the mixer
f (t) E(t)dt dq
qInstantaneous RTD:
Cumulative RTD:
Mean residence time:
F(t) E( t )d t to
t
t tE(t)dtto

Mixing• Example: Determination of the residence time distribution for laminar,
pressure-driven flow in a tube for a Newtonian fluid (see Example 7.8, Tadmor & Gogos)
r
zR
L
(Hint: Given the velocity profile, relate it to the residence time to the given position and the geometry of the tube.)

Mixing • Example: Effect of shear-thinning behavior on strain distribution. Consider a
power-law fluid between two concentric cylinders (Tadmor & Gogos, Example 11.2). Determine the cumulative SDF F(), the SDF f()d and the mean strain and comment on the effect of the power-law parameter “n” on the SDF’s and the mean strain.
Ro
Ri
r
Inner cylinder rotates at constant angular velocity Ω(assuming steady-state, isothermal, laminar flow, no slip and negligible gravity):
ns
R
R
R
r
R
v
i
o
i
ss
ss
i
1;;
122
22
Mixing: Types of Mixers
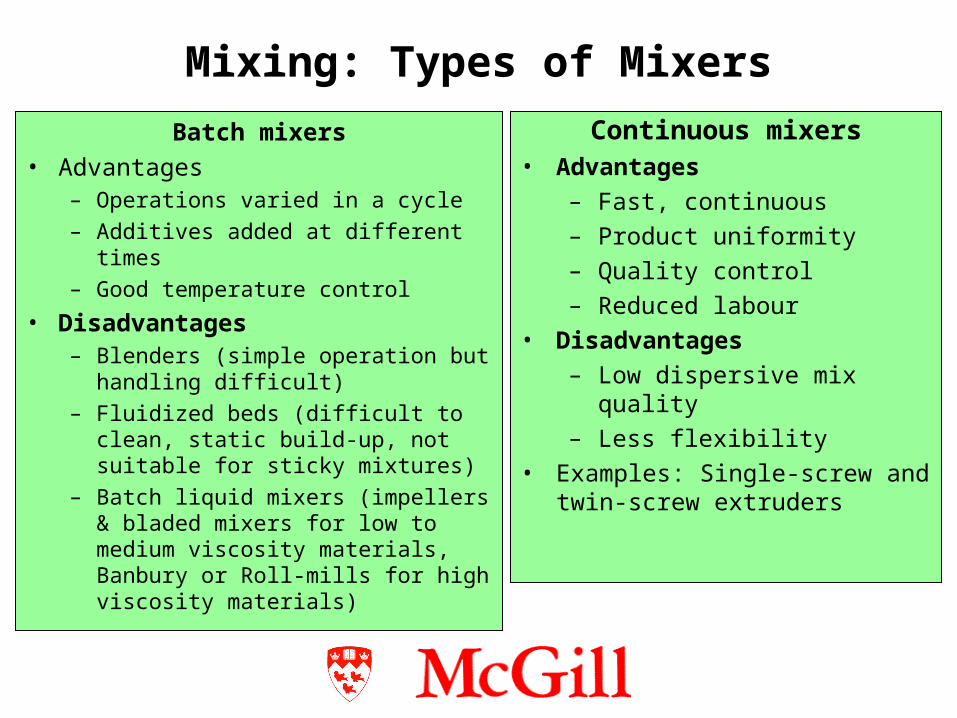
Batch mixers• Advantages
– Operations varied in a cycle
– Additives added at different times
– Good temperature control
• Disadvantages– Blenders (simple operation but
handling difficult)
– Fluidized beds (difficult to clean, static build-up, not suitable for sticky mixtures)
– Batch liquid mixers (impellers & bladed mixers for low to medium viscosity materials, Banbury or Roll-mills for high viscosity materials)
Continuous mixers• Advantages
– Fast, continuous
– Product uniformity
– Quality control
– Reduced labour
• Disadvantages
– Low dispersive mix quality
– Less flexibility
• Examples: Single-screw and twin-screw extruders

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
• Relevant sections: – Baird & Collias, Chapter 8 – Tadmor & Gogos, section 11.10
• Flow is in down-channel direction and is 2-dimensional (vz(x,y)). Barrel surface has velocity component in x-direction to give circulatory flow in the cross-channel direction.
• Assumptions– laminar
– Steady
– Fully-developed
– Isothermal
– Gravity and convection negligible
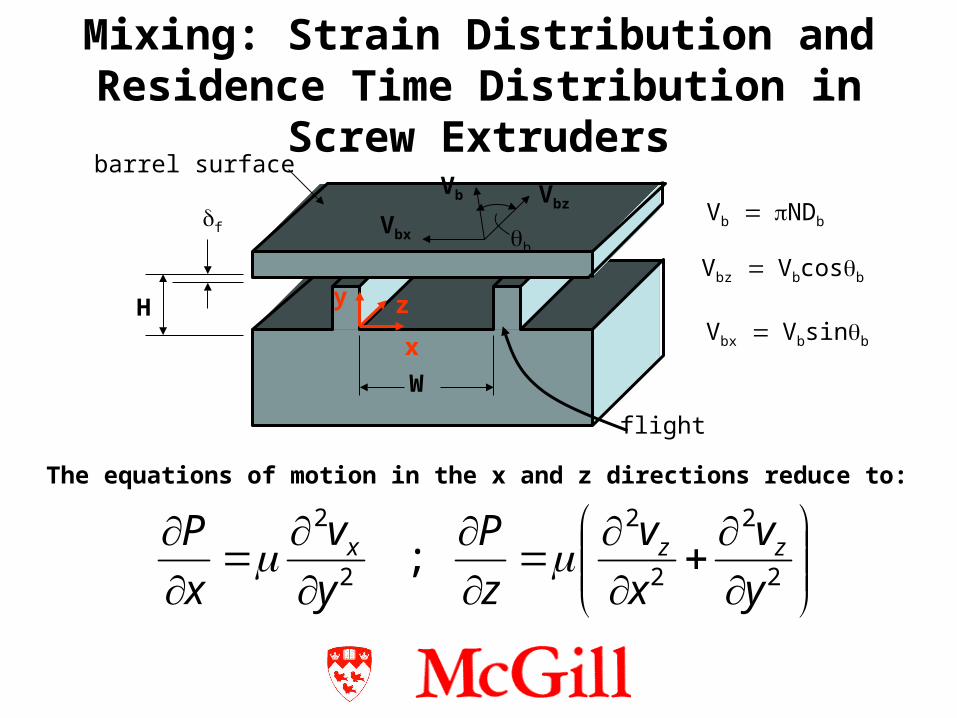
Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
y
x
z
W
H
f
flight
barrel surfaceVbz
Vbx
Vb
b
Vb NDb
Vbz Vbcosb
Vbx Vbsinb
The equations of motion in the x and z directions reduce to:
2
2
2
2
2
2
;y
v
x
v
z
P
y
v
x
P zzx

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
2
2 )(),(
y
yv
x
zxP x
• Since both sides of the equation of motion in the x-direction are independent of each other, vx can be determined by integration subject to the following boundary conditions:
1) vx(0) = 02) vx(H) = -Vbx.
The velocity profile is:
H
yand
V
vuwhere
x
P
V
Hu
bx
xx
bxx
21
2
Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
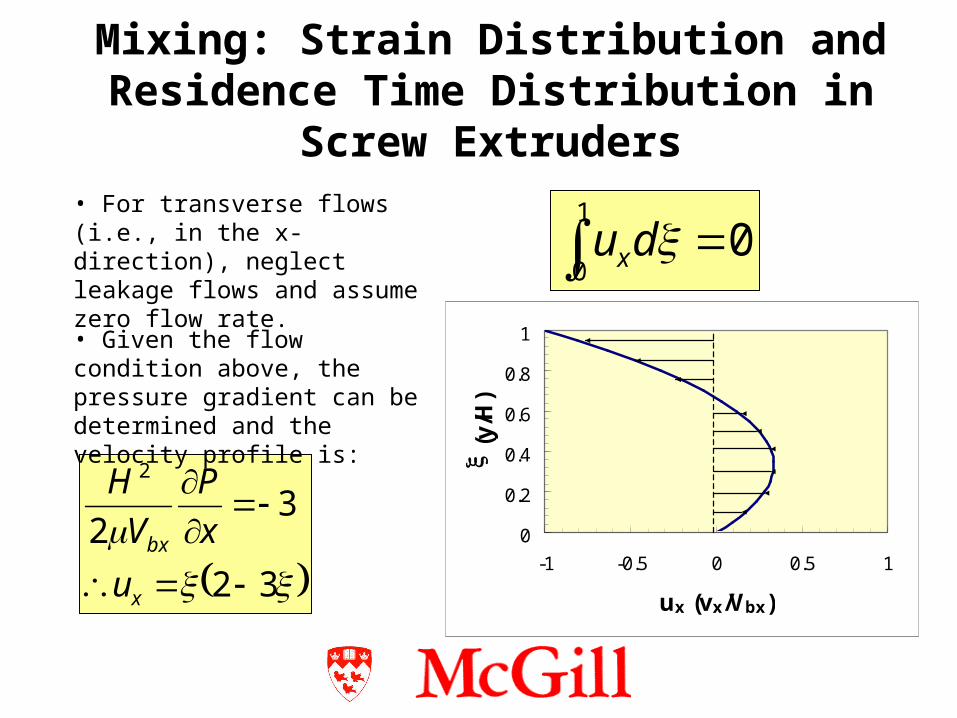
01
0 dux
32
32
2
x
bx
u
x
P
V
H
• For transverse flows (i.e., in the x-direction), neglect leakage flows and assume zero flow rate.
• Given the flow condition above, the pressure gradient can be determined and the velocity profile is:
0
0.2
0.4
0.6
0.8
1
-1 -0.5 0 0.5 1
ux (vx/Vbx)
(y
/H)

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
• For flow in the down-channel direction (i.e. z-direction), the equation of motion in the z-direction is solved by separation of variables subject to the following boundary conditions:
0),(
0),0(
),(
0)0,(
2
2
2
2
yWv
yv
VHxv
xv
y
v
x
v
z
P
z
z
bzz
z
zz

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
• The velocity profile in the z-direction is given by the following equation (see Tadmor and Klein, “Engineering Principles of Plasticating Extrusion”, Van Nostrand, NY, (1970), p. 194).
i
hih
ii
z
P
V
H
ihii
hiu
ibz
iz
sin
2cosh
5.0cosh8
2
sinsinh
sinh4
5,3,1
3
32
2
5,3,1
where uz=vz/Vbz, = x/W and h = H/W.

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
• As in the cross-channel direction, the velocity profile can be integrated to give the volumetric flow rate in the down-channel direction and the pressure gradient can be determined.
1
0
1
0
dduWHVQ zbz
5,3,155
5,3,133
3
2tanh
11921
2tanh
116
122
ip
idpd
bz
H
Wi
iW
HFand
W
Hi
iH
WFwhereF
z
PWHF
WHVQ
drag flow pressure flow
QpQd
Fp and Fd are “shape factors” for pressure and drag flow

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
• The ratio of the pressure to drag flow components of the flow rates is:
d
p
bzd
p
F
F
z
P
V
H
Q
Q
6
2
cossin113
sincos
d
p
b
ll
zxl
Q
Q
V
vu
vvv
• The velocity in the axial direction is given by the components of the cross-channel and down-channel velocities. Note that the velocity cannot be < 0 (no back-flow).

Mixing: Strain Distribution and Residence Time Distribution in Screw Extruders
Velocity profiles in cross-channel, down-channel and axial directions for various Qp/Qd values in shallow, square pitched screws (i.e. = 17.65o)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2
vx/Vb
e (y/H)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2 0.4 0.6 0.8 1
vz/Vb
e(y/H)
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4
vl/Vb
e (y/H)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2
vx/Vb
e (y/H)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2 0.4 0.6 0.8 1
vz/Vb
e(y/H)
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4
vl/Vb
e (y/H)
Qp/Qd = 0
Qp/Qd = -1/3

Mixing in Extruders (Cont.)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2
vx/Vb
e (y/H)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2 0.4 0.6 0.8 1
vz/Vb
e(y/H)
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4
vl/Vb
e (y/H)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2
vx/Vb
e (y/H)
0
0.2
0.4
0.6
0.8
1
-0.4 -0.2 0 0.2 0.4 0.6 0.8 1
vz/Vb
e(y/H)
Qp/Qd = -2/3
Qp/Qd = -10
0.2
0.4
0.6
0.8
1
0 0.2 0.4
vl/Vb
e (y/H)

Residence Time Distributions in Extruders• Operating conditions, melt viscosity and channel depth affect down-
channel but not cross-channel velocity profile• Particle in x-direction re-circulates in upper part of channel (see Fig.
11.27 & 11.28 in Tadmor and Gogos). This is described as follows:
1,3211
2
1
0,32112
1
322
322
1
0
c
cccc
xx duduc
Valid for shallow channels but ignores leakage flows, non-Newtonian effects, thermal effects and flight geometry

Residence Time Distributions in Extruders
xbx uV
W
Fraction of time fluid particle spends in upper part of the channel:
Residence time of fluid particle in upper part of channel:
Residence time of fluid particle in lower part of channel:
cxbx uV
W
ccxbxcxbx
cxbxf
uVW
uVW
uVW
t
3232
1
1

Residence Time Distributions in Extruders
t l
Vbu l l
Vb ul t f ul c 1 t f
t l
3Vb 1Qp
Qd
sin cos
3 1 3 12 32
1 12 32
The axial residence time is given by:
The minimum residence time occurs when ux = 0 ( = 2/3):
t0 3l
2Vb 1Qp
Qd
sin cos
Residence Time Distributions in Extruders
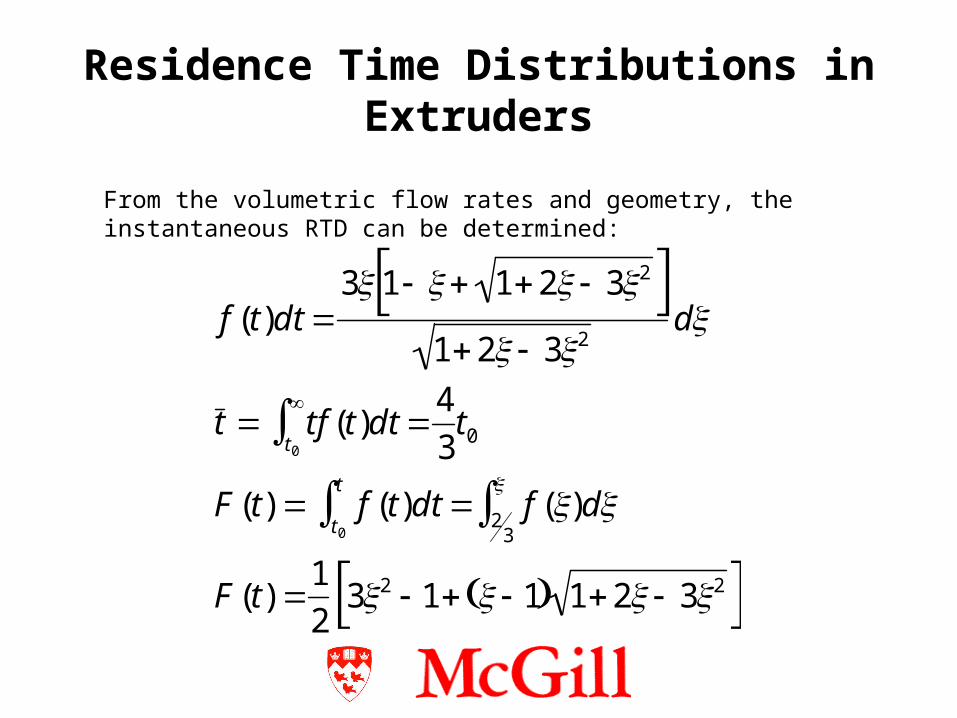
f (t)dt 3 1 12 32
12 32d
t tf (t)dt 4
3t0
t0
F(t) f (t)dt t0
t f ()d2
3
F(t) 12
32 1 1 12 32
From the volumetric flow rates and geometry, the instantaneous RTD can be determined:

Polymer Blends
• Most polymers are sold as blends (> 30%; Utracki et al)• Why blend polymers
– More economic than making a new polymer– Combine synergistic properties– Reduce cost of base material
• Commercial blends available– HIPS (Shell) (poly(styrene)/poly(butadiene))– Nylon ST (DuPont) (nylon/(ethylene-propylene) copolymer
rubber)– Xenoy (General Electric) (poly(phenyleneoxide)/poly(styrene))

Polymer Blends• Consider mixing of liquid-liquid dispersions in Newtonian systems
– Taylor (1934) examined break-up of a single Newtonian drop in a Newtonian matrix
5.2;
44
1914
r
rm
rD
L
B
shear field
BL
B - L n deformatio
m
dr
d
m
ratioviscosity
viscosityphase dispersed
viscositymatrix
rateshear
tensionlinterfacia
diameterdropstablemaximumD

Polymer Blends• Consider mixing of liquid-liquid dispersions in viscoelastic systems
– Wu (1982) related drop size to rheological and interfacial properties using a semi-empirical relation for concentrated, non-Newtonian polymeric fluids
1-s 100 rate shear effective and ionconcentrat
phase dispersed wt%15 withblends forstrictly Applies
forexponentinsign minus
forexponentinsign plus
1)(
1
;4 84.0
r
r
m
rD
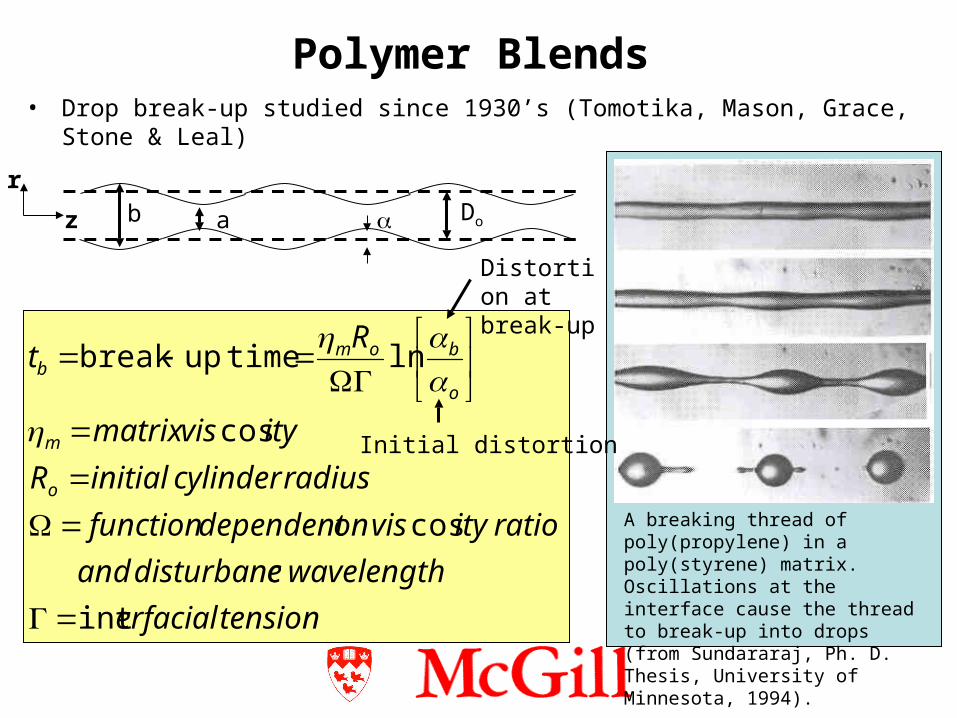
Polymer Blends• Drop break-up studied since 1930’s (Tomotika, Mason, Grace, Stone & Leal)
A breaking thread of poly(propylene) in a poly(styrene) matrix. Oscillations at the interface cause the thread to break-up into drops (from Sundararaj, Ph. D. Thesis, University of Minnesota, 1994).
Doa b
r
z
tensionerfacial
wavelengthedisturbancand
ratioityvisondependentfunction
radiuscylinderinitialR
ityvismatrix
Rt
o
m
o
bomb
int
cos
cos
ln
timeupbreak
Distortion at break-up
Initial distortion
Polymer Blends
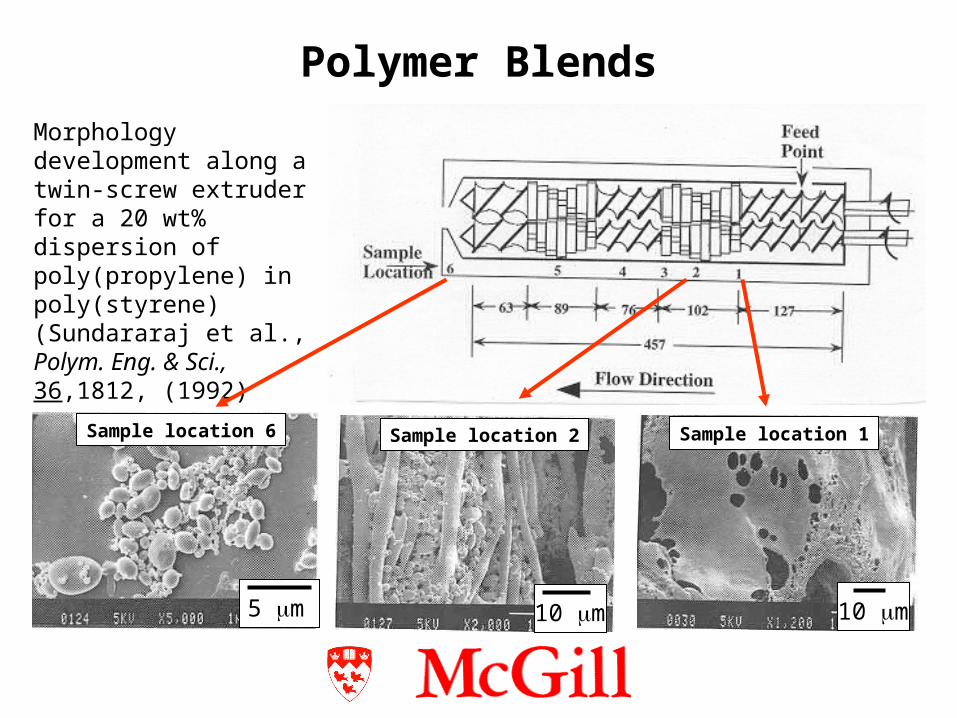
Morphology development along a twin-screw extruder for a 20 wt% dispersion of poly(propylene) in poly(styrene) (Sundararaj et al., Polym. Eng. & Sci., 36,1812, (1992)
Fig10 Macosko et al Macro 1996.htm
10 m
Sample location 1
10 m
Sample location 2
5 m
Sample location 6

• Morphology development in polymer blends (Macosko et al, Macromolecules, 29, 5590, (1996)).
Fig10 Macosko et al Macro 1996.htm
Polymer Blends
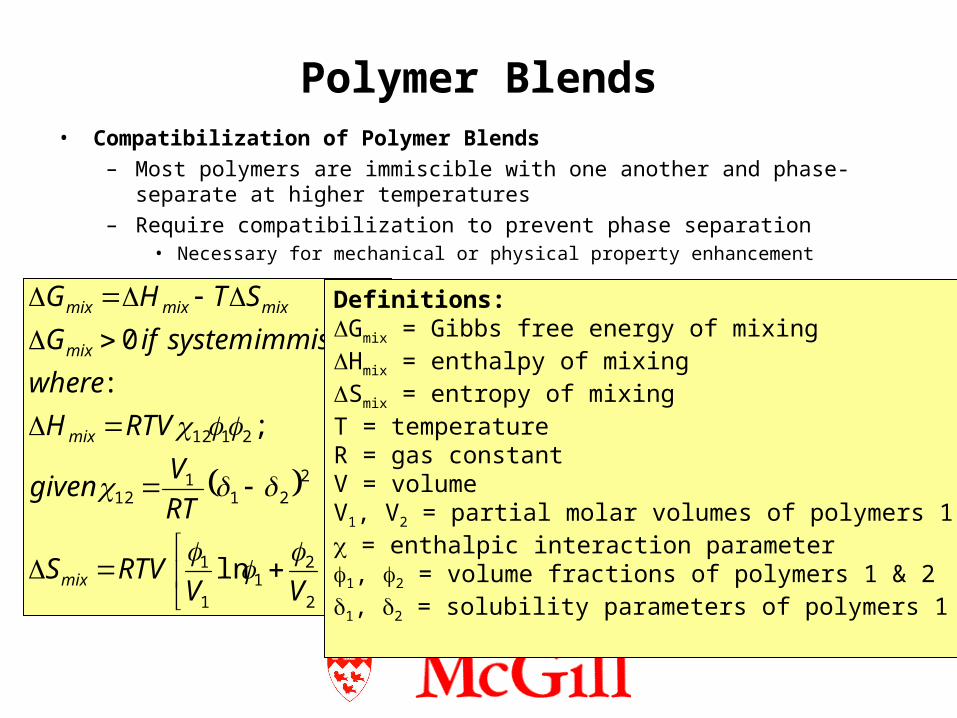
Polymer Blends• Compatibilization of Polymer Blends
– Most polymers are immiscible with one another and phase-separate at higher temperatures
– Require compatibilization to prevent phase separation• Necessary for mechanical or physical property enhancement
22
21
1
1
221
112
2112
lnln
;
:
0
VVRTVS
RT
Vgiven
RTVH
where
immisciblesystemifG
STHG
mix
mix
mix
mixmixmix Definitions:Gmix = Gibbs free energy of mixingHmix = enthalpy of mixingSmix = entropy of mixingT = temperatureR = gas constantV = volumeV1, V2 = partial molar volumes of polymers 1 & 2 = enthalpic interaction parameter1, 2 = volume fractions of polymers 1 & 21, 2 = solubility parameters of polymers 1 & 2

Polymer Blends• Methods to compatibilize polymer
blends– Pre-made block copolymer
addition– Reactive blending
Magnify interface
Reactive blending
B
BAA
B A
pre-made block copolymer addition
Advantages• Copolymer formed at interfaceDisadvantages• Functionalizing homopolymers
Advantages• small amount requiredDisadvantages• micelles• slow copolymer diffusion rate to interface
Polymer A Polymer B
Functional groups A + B react at interface
Block copolymer micelle
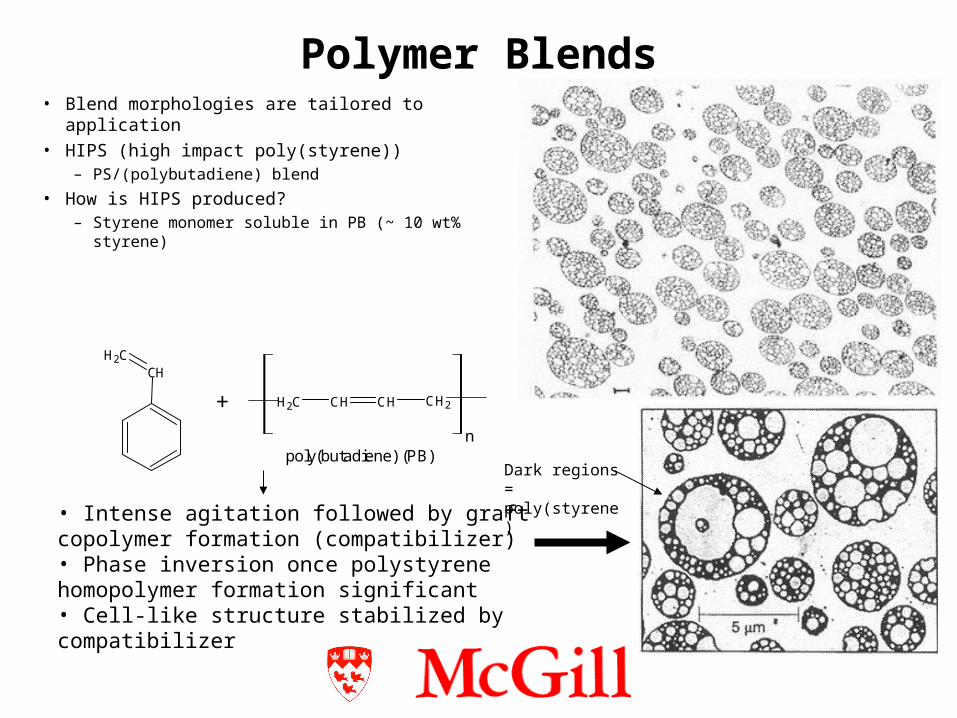
Polymer Blends• Blend morphologies are tailored to application• HIPS (high impact poly(styrene))
– PS/(polybutadiene) blend
• How is HIPS produced?– Styrene monomer soluble in PB (~ 10 wt% styrene)
CHCH2
CH2 CH CH CH2
npoly(butadiene) (PB)
+
• Intense agitation followed by graft copolymer formation (compatibilizer)• Phase inversion once polystyrene homopolymer formation significant• Cell-like structure stabilized by compatibilizer
Dark regions = poly(styrene)
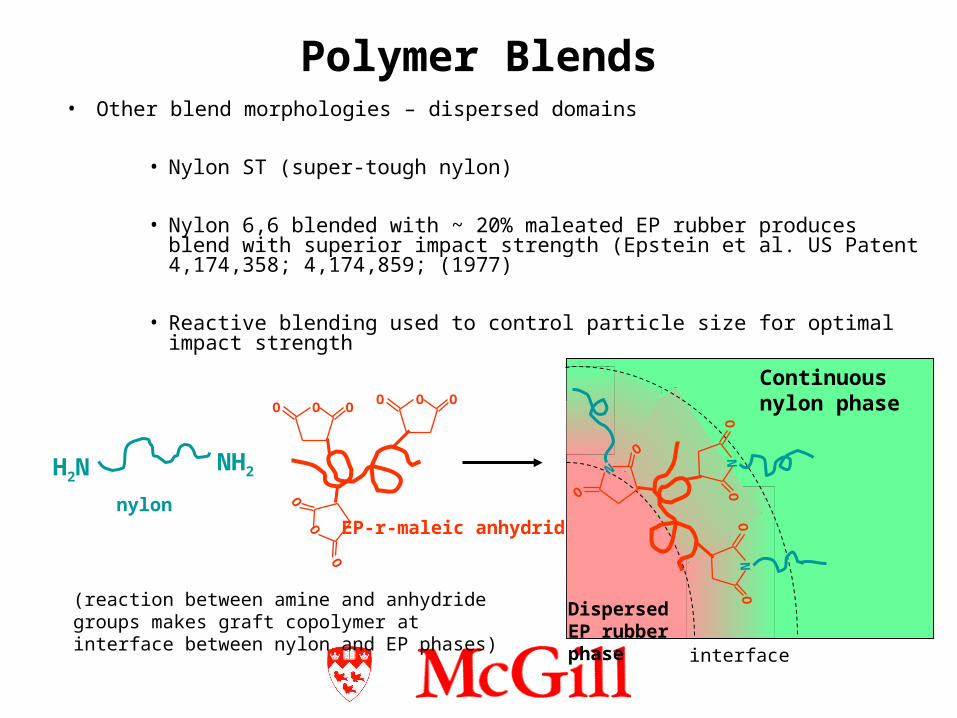
Polymer Blends• Other blend morphologies – dispersed domains
• Nylon ST (super-tough nylon)
• Nylon 6,6 blended with ~ 20% maleated EP rubber produces blend with superior impact strength (Epstein et al. US Patent 4,174,358; 4,174,859; (1977)
• Reactive blending used to control particle size for optimal impact strength
(reaction between amine and anhydride groups makes graft copolymer at interface between nylon and EP phases)
OO OOO O
O
O
O
NH2H2N
nylonEP-r-maleic anhydride
Dispersed EP rubber phase
Continuous nylon phase
NO
ON
OO
N
O
O
interface

Polymer Blends
Taken from Gonzalez-Montiel et al. Polymer, 24, 4587, (1995).
• Rubber toughened nylons can have morphology controlled by varying level of reaction
• Many examples in literature – see adjacent figure for example
• All blends in figure are 80 wt% nylon 6 with 20 wt % dispersed poly(propylene) (PP) phase)
• Nylon 6 stained dark in micrographs; PP is white
• More reactive rubber added, finer dispersion of EP in nylon
5 m
10% EPMAno EPMA
15% EPMA 25% EPMA
5 m
5 m 5 m