chemcad aiuta a ridurre i tempi di sostituzione dei prodotti · figura 1: diagramma di flusso di un...
TRANSCRIPT
orientato alla simulazione di processo
Pagina 1 di 13
CHEMCAD aiuta a ridurre il fuori specifica dei prodotti dovuto alla
variabilità delle materie prime
Introduzione
L'attenzione crescente verso la variabilità delle materie prime ed il risparmio energetico non è
l'unico fattore a rendere attraente agli occhi dei produttori un impianto in grado di realizzare
prodotti diversi. La flessibilità della produzione è una componente fondamentale per il processo di
conversione. Mentre negli ultimi 20-40 anni i cicli di vita degli impianti sono rimasti pressoché
invariati, i cicli di vita dei prodotti si sono invece notevolmente accorciati. Inoltre, in un mondo
sempre più globalizzato, il tipo, la qualità, il prezzo e la disponibilità delle risorse necessarie per la
produzione cambiano sempre più frequentemente. La capacità di un impianto produttivo di reagire
in maniera flessibile a tali cambiamenti, anche eventualmente immettendo sul mercato prodotti
modificati o nuovi, risulta produrre notevoli vantaggi di natura economica.
La simulazione rigorosa e computerizzata dei processi di produzione aiuta ad analizzare e valutare
in breve tempo i diversi scenari che si possono presentare combinando diverse materie prime e
prodotti, tenendo conto in maniera sistematica dei limiti termodinamici e dell’operabilità delle
apparecchiature. Senza la simulazione sarebbero necessari numerosi esperimenti costosi e
dispendiosi in termini di tempo sugli impianti di produzione al fine di verificare i nuovi scenari.
Durante questi esperimenti generalmente gli impianti non possono essere impiegati per la
produzione.
Anche nel caso in cui i singoli parametri di esercizio, ottimizzati per l'impiego ideale di un impianto
di produzione fossero noti per i singoli scenari, durante la conversione da una combinazione
prodotto-materia prima ad un'altra si possono verificare interruzioni della produzione. Ridurre al
minimo le interruzioni della produzione dovute ai tempi di cambio prodotto con l'ausilio del
simulatore di processo CHEMCAD è l'oggetto della presente dissertazione.
Sulla base di un esempio concreto nel campo dell'oleochimica viene dimostrata la capacità di
CHEMCAD di determinare punti di esercizio stazionari ottimali, valutare i parametri non noti
dell'impianto e calcolare, analizzare e ottimizzare gli andamenti delle grandezze di stato dipendenti,
come, ad esempio, le concentrazioni del prodotto.
Esempio pratico: oleochimica
Tradizionalmente, occupandosi del riutilizzo di prodotti naturali e di materiali di riciclo, l'industria
oleochimica deve confrontarsi con composizioni variabili delle materie prime per i propri processi.
Per creare condizioni di alimentazione complessivamente costanti per i processi a valle, è possibile
utilizzare a monte un impianto di distillazione nel quale vengono ridotte le forti oscillazioni della
composizione degli oli che costituiscono le materie prime a un valore predefinito.
Nel presente studio verrà preso in esame un impianto di distillazione di questo tipo. La tabella 1
mostra la composizione di diversi oli (materie prime). Appare subito evidente che perfino gli oli

orientato alla simulazione di processo
Pagina 2 di 13
molto puri offrono un ampio spettro di composizioni chimiche. Utilizzando miscele di oli e
riutilizzando oli riciclati le possibili combinazioni si moltiplicano.
Tabella 1: Composizione di diversi oli da materie prime rinnovabili
Acidi grassi insaturi Monoinsaturi Polinsaturi
Nome
convenzionale
Acido
caprilico Acido
caprinico Acido
laurinico Acido
miristico Acido
palmitico Acido
stearico Acido
arachinico Acido
oleico Acido
linolico Acido
linolenico
Numero CAS 124-07-
2 334-48-5
134-07-
7 544-63-8 57-10-3 57-11-4 506-30-9 112-80-1 60-33-3 463-40-1
CHEMCAD ID 540 545 890 902 912 550 1534 549 548 1529
Tipo di olio C8:0 C10:0 C12:0 C14:0 C16:0 C18:0 C20:0 C18:1 C18:2 C18:3
Olio di
mandorla 7,0% 2,0% 69,0% 17,0%
Olio di noce di
cocco 8,3% 6,0% 46,7% 18,3% 9,2% 2,9% 6,9% 1,7%
Burro di noce
di cocco 25,0% 38,0% 32,0% 3,0%
Olio d'oliva 11,0% 3,6% 75,3% 9,5% 0,6%
Olio di palma 0,1% 0,1% 0,9% 1,3% 43,9% 4,9% 39,0% 9,5% 0,3%
Olio di cardo 0,3% 5,5% 1,8% 0,2% 79,4% 12,9%
Con due colonne di distillazione collegate in serie è tuttavia possibile restringere in maniera efficace
lo spettro dei singoli acidi grassi. Per fare ciò, nella prima distillazione vengono separate le sostanze
basso bollenti indesiderate, mentre nella seconda le sostanze alto bollenti indesiderate.
La Figura 1 mostra il diagramma di flusso di un impianto di distillazione a due fasi di questo tipo.
Figura 1: Diagramma di flusso di un impianto di distillazione a due fasi per il trattamento dell'olio di carica
orientato alla simulazione di processo
Pagina 3 di 13
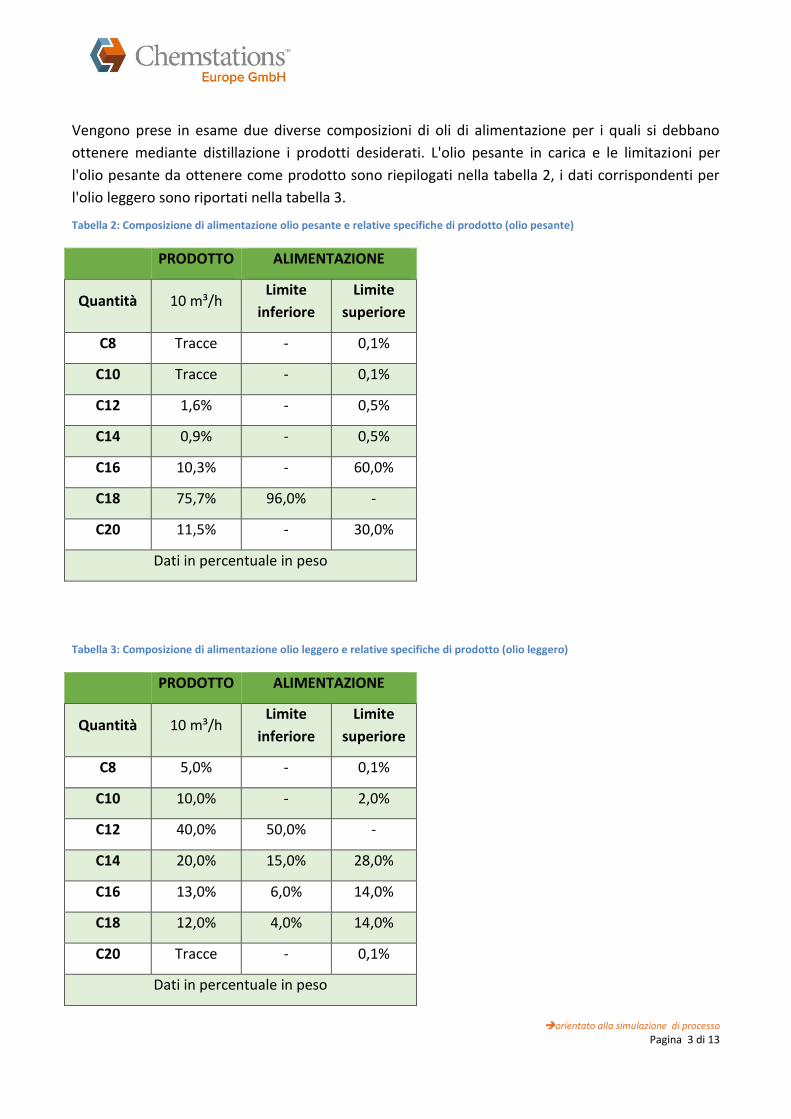
Vengono prese in esame due diverse composizioni di oli di alimentazione per i quali si debbano
ottenere mediante distillazione i prodotti desiderati. L'olio pesante in carica e le limitazioni per
l'olio pesante da ottenere come prodotto sono riepilogati nella tabella 2, i dati corrispondenti per
l'olio leggero sono riportati nella tabella 3.
Tabella 2: Composizione di alimentazione olio pesante e relative specifiche di prodotto (olio pesante)
PRODOTTO ALIMENTAZIONE
Quantità 10 m³/h Limite
inferiore
Limite
superiore
C8 Tracce - 0,1%
C10 Tracce - 0,1%
C12 1,6% - 0,5%
C14 0,9% - 0,5%
C16 10,3% - 60,0%
C18 75,7% 96,0% -
C20 11,5% - 30,0%
Dati in percentuale in peso
Tabella 3: Composizione di alimentazione olio leggero e relative specifiche di prodotto (olio leggero)
PRODOTTO ALIMENTAZIONE
Quantità 10 m³/h Limite
inferiore
Limite
superiore
C8 5,0% - 0,1%
C10 10,0% - 2,0%
C12 40,0% 50,0% -
C14 20,0% 15,0% 28,0%
C16 13,0% 6,0% 14,0%
C18 12,0% 4,0% 14,0%
C20 Tracce - 0,1%
Dati in percentuale in peso

orientato alla simulazione di processo
Pagina 4 di 13
Stati di esercizio ottimali
Una volta definita la pressione della colonna, per ogni colonna rimangono due variabili
indipendenti. In questo esempio le variabili di progetto prescelte sono il rapporto di riflusso e il
carico al ribollitore. I limiti concreti imposti a tali variabili sono dovuti, tra le altre cose, alle superfici
di scambio termico disponibili nel condensatore e nel ribollitore. In questo esempio viene preso in
considerazione il caso più frequente in cui la capacità degli scambiatori di calore rappresenta il
limite prevalente rispetto alla capacità operativa della colonna di distillazione, per cui, ai fini
dell'ottimizzazione, si deve tenere conto solo dei limiti imposti dalla potenzialità del ribollitore e del
condensatore di testa. I limiti e le condizioni secondarie sono riassunti in tabella 4. Altre
caratteristiche dell'impianto sono riportate nella tabella 5.
Tabella 4: Definizione dello scenario per l'ottimizzazione
Limiti e condizioni secondarie
Variabili di progetto Limite
inferiore
Limite
superiore
Rapporto di ricircolo
colonna 1 (R/D 1) 0,1 20
Potenza ribollitore
colonna 1 (QR 1) 0,3 MW 3 MW
Rapporto di ricircolo
colonna 2 (R/D 2) 0,01 20
Potenza ribollitore
colonna 2 (QR 2) 50 kW 500 kW
Condizione secondaria
Potenza di
raffreddamento QC1 nel
condensatore colonna 1
≤ 3 MW
Potenza di
raffreddamento QC2 nel
condensatore colonna 2
≤ 500 kW

orientato alla simulazione di processo
Pagina 5 di 13
Come stato di esercizio ottimale viene qui indicato il punto di esercizio in cui il flusso di prodotto è
massimo. I costi delle utenze vengono quindi trascurati rispetto ai costi delle cariche di
alimentazione.
Tabella 5: Caratteristiche dell'impianto di distillazione a due fasi dalla figura 1.
Caratteristica Colonna 1 Colonna 2
ID Unità 4 5
ID Alimentazione 3 5
ID prodotto di testa 4 7
ID prodotto di fondo 5 6
Pressione 35 mbar (a) 10 mbar (a)
Numero di stadi 18 6
Piatto di
alimentazione 12 6
Modello colonna Rigoroso (SCDS)
Modello stadi Equilibrio (EQ)
Equilibrio L/V UNIFAC
Entalpia Calore latente
Ai fini dell'ottimizzazione viene utilizzato il "Process Optimizer" disponibile in CHEMCAD. Questo
algoritmo è in grado di tenere in considerazione fino a 120 variabili indipendenti e 120 condizioni
secondarie. Oltre all'algoritmo sequenziale SQP, CHEMCAD dispone anche di un algoritmo
simultaneo SQP e di un criterio di ricerca del minimo in accordo al metodo del "Reduced Gradient“.
Simultaneamente significa che il diagramma di flusso viene calcolato in unico passaggio (ossia con
orientamento alle equazioni) e non in modo iterativo. Poiché il diagramma di flusso preso in esame
non contiene flussi di ricircolo, l'algoritmo SQP sequenziale e quello simultaneo danno, in questo
caso, lo stesso risultato. Gli scenari ottimali qui presentati sono stati ottenuti con l'approccio SQP
sequenziale.
I risultati dei calcoli di ottimizzazione sono mostrati nelle figure 2 e 3. Nel caso della colonna
alimentata con olio pesante il 38% della massa di alimentazione riferita al 48% degli acidi grassi C18
viene incluso nel prodotto, nel caso dell’alimentazione con olio leggero il 48% dell’alimentazione

orientato alla simulazione di processo
Pagina 6 di 13
riferita al 63% degli acidi grassi C12 viene incluso nel prodotto. I parametri di esercizio ottimali sono
riportati nella tabella 6.
Figura 2: Modifica della composizione del flusso di sostanze durante il processo per lo scenario ottimizzato "olio pesante materia
prima olio pesante"
Figura 3: Modifica della composizione del flusso di sostanze durante il processo per lo scenario ottimizzato "olio leggero materia
prima olio leggero"
orientato alla simulazione di processo
Pagina 7 di 13
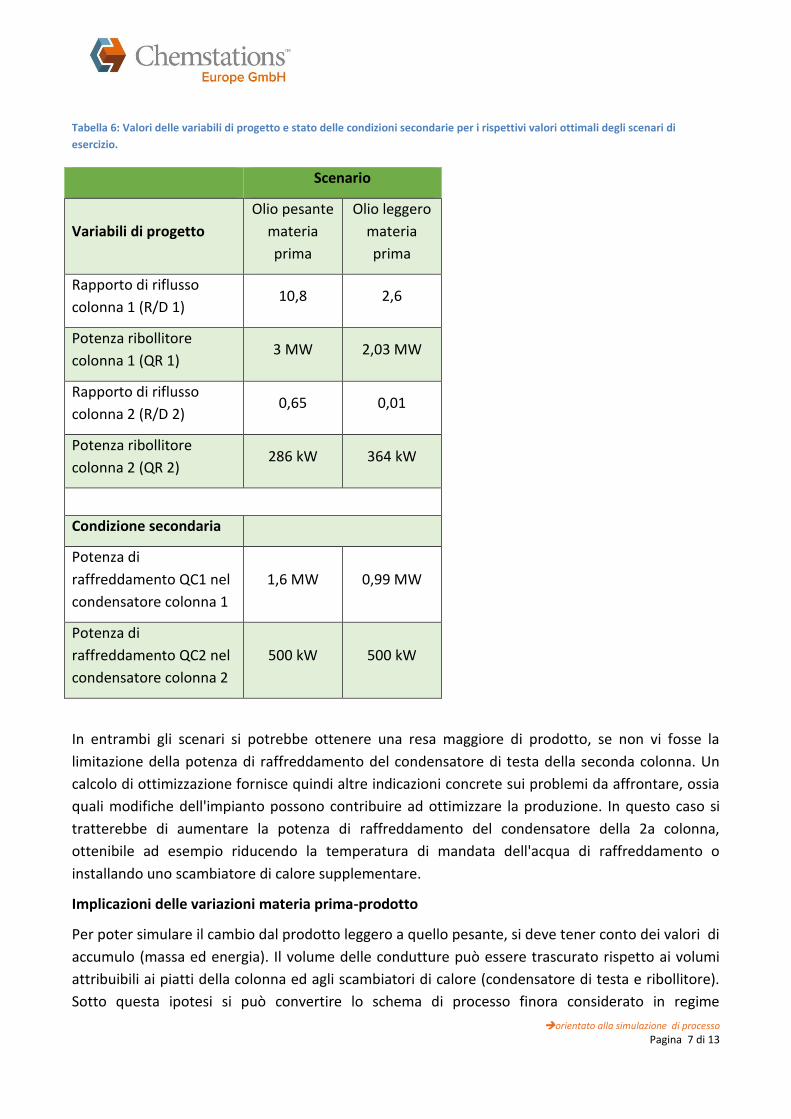
Tabella 6: Valori delle variabili di progetto e stato delle condizioni secondarie per i rispettivi valori ottimali degli scenari di
esercizio.
Scenario
Variabili di progetto
Olio pesante
materia
prima
Olio leggero
materia
prima
Rapporto di riflusso
colonna 1 (R/D 1) 10,8 2,6
Potenza ribollitore
colonna 1 (QR 1) 3 MW 2,03 MW
Rapporto di riflusso
colonna 2 (R/D 2) 0,65 0,01
Potenza ribollitore
colonna 2 (QR 2) 286 kW 364 kW
Condizione secondaria
Potenza di
raffreddamento QC1 nel
condensatore colonna 1
1,6 MW 0,99 MW
Potenza di
raffreddamento QC2 nel
condensatore colonna 2
500 kW 500 kW
In entrambi gli scenari si potrebbe ottenere una resa maggiore di prodotto, se non vi fosse la
limitazione della potenza di raffreddamento del condensatore di testa della seconda colonna. Un
calcolo di ottimizzazione fornisce quindi altre indicazioni concrete sui problemi da affrontare, ossia
quali modifiche dell'impianto possono contribuire ad ottimizzare la produzione. In questo caso si
tratterebbe di aumentare la potenza di raffreddamento del condensatore della 2a colonna,
ottenibile ad esempio riducendo la temperatura di mandata dell'acqua di raffreddamento o
installando uno scambiatore di calore supplementare.
Implicazioni delle variazioni materia prima-prodotto
Per poter simulare il cambio dal prodotto leggero a quello pesante, si deve tener conto dei valori di
accumulo (massa ed energia). Il volume delle condutture può essere trascurato rispetto ai volumi
attribuibili ai piatti della colonna ed agli scambiatori di calore (condensatore di testa e ribollitore).
Sotto questa ipotesi si può convertire lo schema di processo finora considerato in regime

orientato alla simulazione di processo
Pagina 8 di 13
stazionario, senza apportare alcuna modifica, in uno schema di processo di tipo dinamico. Per
riprodurre correttamente il comportamento di accumulo nelle colonne, sono tuttavia necessarie
altre ipotesi e altri dati. Per il condensatore di testa e il fondo colonna includente il ribollitore i
volumi possono essere considerati costanti se si dispone di una regolazione stabile dei livelli
corrispondenti. Il diametro delle colonne può essere valutato con riferimento al massimo valore
ammesso per il % di Flooding in colonna attraverso l’apposita funzionalità integrata in CHEMCAD
(Sizing Tool).
Per calcolare il livello variabile di liquido sui singoli piatti della colonna sono necessari però altri
dati geometrici: anche in questo però per effettuare tale calcolo viene in aiuto la funzione di calcolo
integrata in CHEMCAD (Sizing Tool). I parametri geometrici rilevanti per la simulazione dinamica
sono raggruppati nelle due colonne di tabella 7.
Tabella 7: Parametri geometrici per la simulazione dinamica
Caratteristica Colonna 1 Colonna 2
ID Unit 4 5
Diametro 3,96 m 2,44 m
Distanza fondo 0,61 m 0,61 m
Volume di liquido nel
condensatore / separatore di
riflusso
1,0 m³ 0,5 m³
Volume di liquido
nel ribollitore/fondo colonna 2,0 m³ 1,0 m³
Diametro bocchello di fondo 0,22 m 0,22 m
Altezza della diga dei piatti 0,05 m 0,05 m
La strategia più semplice e meno rischiosa per convertire la produzione consiste nell’attendere il
raggiungimento di uno stato stazionario con la nuova carica e quindi, successivamente, variare i
parametri di esercizio nei valori ottimali per il nuovo scenario materia prima-prodotto. Il cambio di
alimentazione inizia dopo 6 minuti e dura 10 minuti. La modifica della composizione
dell’alimentazione durante il cambio è mostrata nella figura 4. L'andamento temporale della

orientato alla simulazione di processo
Pagina 9 di 13
composizione del prodotto a seguito dell’applicazione di questa semplice strategia conservativa è
visibile nella figura 5. L'impianto si ristabilizza sul nuovo assetto dopo circa 250 minuti.
La conversione dei parametri di esercizio avviene gradualmente (variazione a rampa) in un lasso di
tempo di 30 minuti, sufficiente per non causare variazioni di picco delle grandezze operative e dare
all'operatore la possibilità di intervenire. Con questa strategia le specifiche del prodotto dell’olio
leggero prodotto vengono raggiunte dopo 318 minuti.
Figura 4: Andamento temporale della composizione dell’alimentazione al cambio della tipologia di carica.
Figura 5: Andamento temporale della composizione del prodotto applicando una semplice strategia conservativa.
orientato alla simulazione di processo
Pagina 10 di 13
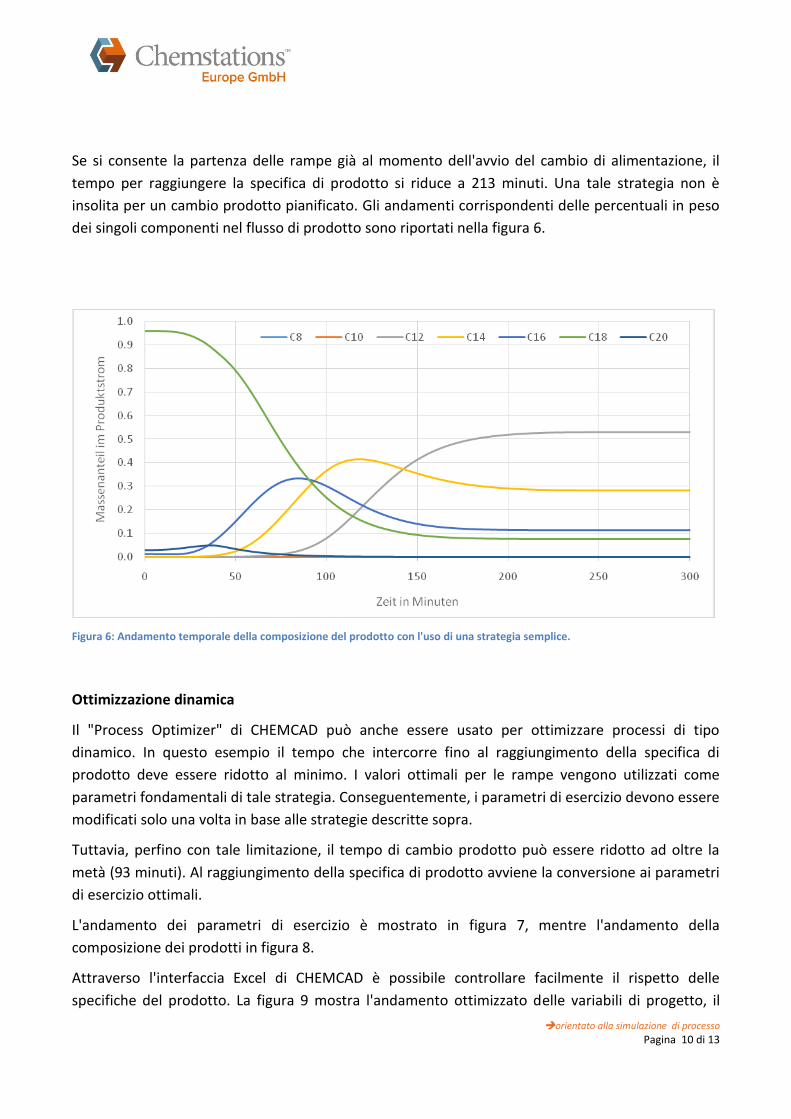
Se si consente la partenza delle rampe già al momento dell'avvio del cambio di alimentazione, il
tempo per raggiungere la specifica di prodotto si riduce a 213 minuti. Una tale strategia non è
insolita per un cambio prodotto pianificato. Gli andamenti corrispondenti delle percentuali in peso
dei singoli componenti nel flusso di prodotto sono riportati nella figura 6.
Figura 6: Andamento temporale della composizione del prodotto con l'uso di una strategia semplice.
Ottimizzazione dinamica
Il "Process Optimizer" di CHEMCAD può anche essere usato per ottimizzare processi di tipo
dinamico. In questo esempio il tempo che intercorre fino al raggiungimento della specifica di
prodotto deve essere ridotto al minimo. I valori ottimali per le rampe vengono utilizzati come
parametri fondamentali di tale strategia. Conseguentemente, i parametri di esercizio devono essere
modificati solo una volta in base alle strategie descritte sopra.
Tuttavia, perfino con tale limitazione, il tempo di cambio prodotto può essere ridotto ad oltre la
metà (93 minuti). Al raggiungimento della specifica di prodotto avviene la conversione ai parametri
di esercizio ottimali.
L'andamento dei parametri di esercizio è mostrato in figura 7, mentre l'andamento della
composizione dei prodotti in figura 8.
Attraverso l'interfaccia Excel di CHEMCAD è possibile controllare facilmente il rispetto delle
specifiche del prodotto. La figura 9 mostra l'andamento ottimizzato delle variabili di progetto, il

orientato alla simulazione di processo
Pagina 11 di 13
momento in cui viene raggiunta una determinata specifica e quanti limiti vengono
complessivamente violati.
Figura 7: Andamento temporale delle variabili di progetto dopo la minimizzazione del tempo di cambio prodotto.
Figura 8: Andamento temporale della composizione del flusso di prodotto dopo la minimizzazione del tempo di cambio prodotto.

orientato alla simulazione di processo
Pagina 12 di 13
Figura 9: Violazione delle specifiche di prodotto; 0: Concentrazione entro i limiti della specifica 1: Concentrazione fuori specifica; 4:
totale di tutti i componenti.
Come si può rilevare dalla figura 9, la specifica di prodotto non viene raggiunta durante la
conversione dei parametri di esercizio ottimali per 3 minuti. La concentrazione degli acidi grassi C18
in questo lasso di tempo scende sotto il limite inferiore del 4%. Per evitare tali effetti, il problema
dell'ottimizzazione può però essere formulato diversamente. Se tali brevi violazioni dei limiti siano
rilevanti e debbano essere prese in considerazione, va però deciso caso per caso.
Inoltre, nello scenario descritto, il tempo minimo di cambio prodotto non corrisponde ad una
situazione ottimale globale. In relazione alle variabili di progetto, il calcolo dei gradienti della
funzione obiettivo (= tempo di cambio prodotto) avviene in modo numerico con un quoziente di
differenza. La scelta degli incrementi nel calcolo dei quozienti di differenza ha quindi un notevole
influsso sul minimo locale trovato con il metodo SQP. Spesso tuttavia non è fondamentale trovare il
minimo matematicamente corretto della funzione obiettivo. Ai fini del funzionamento, il calcolo
dell'ottimizzazione può ritenersi efficace già quando il tempo di cambio prodotto viene ridotto.
Ottimizzazione globale e Process Simulation Cup
Se l'ottimizzazione viene eseguita con un maggiore numero di punti delle variabili di progetto, il
tempo di cambio prodotto può essere ulteriormente ridotto, ma il problema dell'ottimizzazione
diventa più complesso. Con la modalità OTS (Operator Training System) è possibile anche rinunciare
del tutto alle rampe e, in alternativa, impostare liberamente il tempo per le valvole di regolazione
del ricircolo (R/D 1 e R/D 2) e dell'alimentazione di vapore (QR 1 e QR 2).
Di quanto è ancora possibile ridurre il tempo di cambio prodotto e quale sarebbe il potenziale
vantaggio se venisse consentito più di un salto delle variabili di progetto? A queste domande può
rispondere la manifestazione Process Simulation Cup 2015. L'obiettivo per il processo indicato è
trovare il minimo globale del tempo di cambio prodotto. All’indirizzo http://www.process-
simulation-cup.com/ gli studenti possono inserire le loro proposte di soluzioni per le variazioni delle
variabili di progetto e ottenere direttamente il tempo di cambio prodotto calcolato con esse.
orientato alla simulazione di processo
Pagina 13 di 13
Successo nell'attuazione pratica
Il tempo di cambio prodotto e il potenziale vantaggio per la sua riduzione sono diversi per ogni
impianto e ogni scenario di materia prima-prodotto. Inoltre si deve valutare il grado di dettaglio del
modello di processo dinamico, ad esempio in relazione ai dati geometrici. I risultati della
simulazione andrebbero altresì confrontati con i dati effettivi dell'impianto per poter quindi
convalidare il modello di processo. Nella prassi in genere non avviene un semplice trasferimento
delle scale temporali calcolate con l'ottimizzazione dinamica. Inoltre con CC- DYNAMICS possono
essere presi in esame criteri di commutazione che portino a valori di temperatura prefissati per
alcuni fondo-colonna. In base a questi nuovi criteri di commutazione vengono creati schemi ottimali
per i gestori dell'impianto.
Infraserv GmbH & Co. Knapsack KG in collaborazione con Chemstations offre i propri servizi per
realizzare il processo di ottimizzazione descritto. A titolo di esempio lo studio condotto per un
cliente operante nell'oleochimica ha consentito di minimizzare i tempi di cambio prodotto per 12
scenari materia prima-prodotto e attraverso il tempo di produzione extra ottenuto si è ridotto
anche l'uso di materie prime e di energia.
Conclusione
CHEMCAD offre in un unico pacchetto tutti gli strumenti necessari per la simulazione e
l'ottimizzazione stazionaria e dinamica dei processi. Con l'integrazione completa degli strumenti per
l'ottimizzazione dei processi (Process Optimizer), per il dimensionamento delle apparecchiature
(Sizing Tool) e per la simulazione dinamica (CC-DYNAMICS) è possibile calcolare in modo veloce e
semplice gli scenari ed elaborare proposte di miglioramento. I proprietari ed i gestori degli impianti
possono avvalersi in tutte le fasi dell'assistenza e della consulenza di Infraserv GmbH & Co.
Knapsack KG, che ha già aiutato molti clienti a ridurre notevolmente i costi di esercizio della
produzione.
Per ricevere ulteriori informazioni su tutorial, seminari o soluzioni inerenti CHEMCAD inviare una mail a: [email protected] oppure telefonare al numero : +49 (0)30 20 200 600 www.chemstations.eu Autori:
Jan Schöneberger
Moritz Wendt