chapter11 powerpoint presentation on smaw process-new
DESCRIPTION
Chapter11 Powerpoint Presentation on Smaw Process-newTRANSCRIPT

Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
PowerPoint to accompany
WeldingPrinciples and PracticesThird Edition
Sacks and Bohnart
1
Shielded Metal Arc Welding Principles
Chapter 11
11 - 2
Objectives
1. List the percentage of usage of SMAW in the industry.
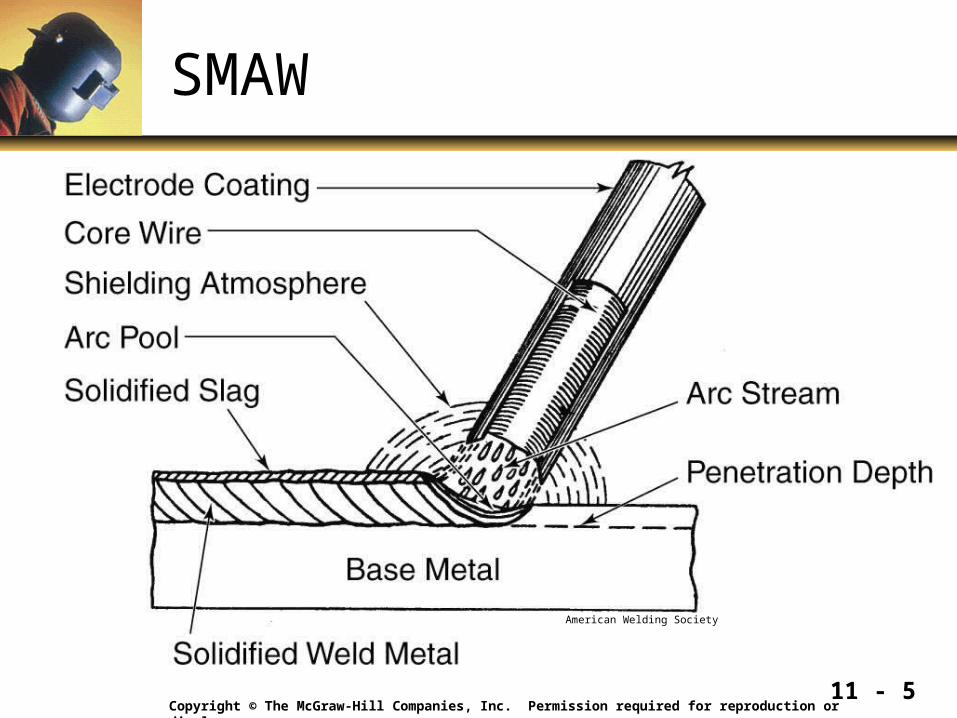
2. Name the components that make up the schematic representation of the shielded metal arc.
3. Know the maximum arc temperature of an SMAW electrode.
4. List the four constant current welding machines.

11 - 3
Objectives
5. List the common type and uses of constant current welding machines.
6. Name the power supply ratings.7. Name the characteristics of the four
basic types of welding machines.8. Choose the correct cable size based
on the application.9. List the welder’s safety equipment.
11 - 4
Shielded Metal Arc Welding(SMAW)
• Manual arc welding– Heat for welding generated by electric arc
established between flux-covered consumable metal rod (electrode) and work
• Called stick electrode welding• Combustion and decomposition of electrode
creases gaseous shield– Protects electrode tip, weld puddle, arc, and highly
heated work from atmospheric contamination• Additional shielding provided by covering of molten
slag (flux)
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
11 - 5
SMAW
American Welding Society
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
11 - 6
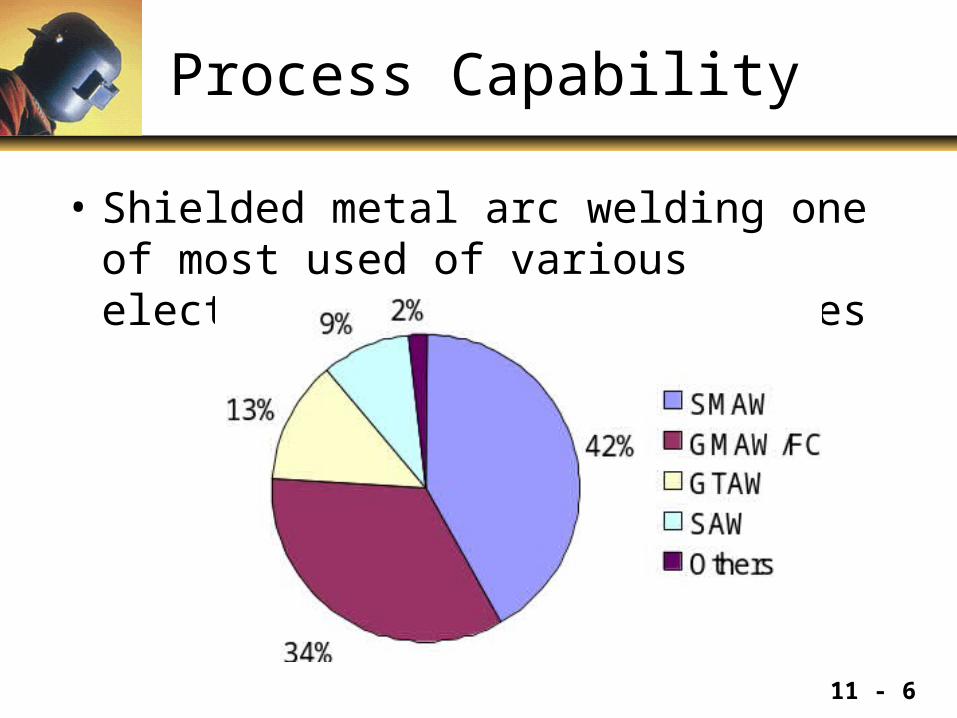
Process Capability
• Shielded metal arc welding one of most used of various electric arc welding processes

11 - 7
SMAW Advantages
• Equipment less complex, more portable and less costly
• Can be done indoors or outdoors, in any location and any position
• Electrodes available to match properties and strength of most base metals– Not used for welding softer metals– Not as efficient in deposition
11 - 8
SMAW Operating Principles
• Sets up electric circuit– Includes welding machine, work, electric cables,
electrode holder and electrodes, and a work clamp
• Heat of electric arc brings work to be welded and consumable electrode to molten state– Heat intense: as high at 9,000ºF at center
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
11 - 9
Welding Process
• Electric arc started by striking work with electrode
• Heat of arc melts electrode and surface of base metal
• Tiny globules of molten metal form on tip of electrode and transferred by arc into molten pool on work surface
• After weld started, arc moved along work

11 - 10
SMAW Operating Principle
American Welding Society
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
11 - 11
Welding Power Sources
• Each type of power source has fundamental electrical differences that best suit particular processes
• Welding machine– Must meet changing arc load and environmental
conditions instantly– Must deliver exact amount of electric current
precisely at right time to welding arc
• Available in wide variety of types and sizes
11 - 12
Welding Power Sources
• Also known as power supplies and welding machines
• Two classifications– Output slope
• Whether constant current or constant voltage
– Power source type• Transformer• Transformer-rectifier• Inverter• Generator

11 - 13
Type of Output Slope
• Two basic types– Constant current
• Referred to as variable voltage
– Constant voltage• Referred to as constant potential

11 - 14
Output Slope
• Relationship between output voltage and output current (amperage) of machine as current increased or decreased– Also called volt-ampere characteristic or curve
• Largely determines how much welding current will change for given change in load voltage– Permits welding machine to control welding heat
and maintain stable arc
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
11 - 15
Output Slope
• Indicates type and amount of electric current designed to produce
• Each arc welding process has characteristic output slope– SMAW and GTAW require steep output slope
from constant current welding machine– GMAW and FCAW require relatively flat output
slope from constant voltage power source– Submerged arc welding adaptable to either slop

11 - 16
Typical Output Slopes
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 17
Four Types of Power Source
• Engine-driven generators– Powered by gas or diesel combustion engine– Can be found with a.c. or d.c. electric motor
• No longer being manufactured and rarely found
• Transformer-rectifiers– Use basic electrical transformer to step down a.c.
line power voltage to a.c. welding voltage– Welding voltage then passed through rectifier to
convert a.c. output to d.c. welding current– May be either d.c. or a.c.-d.c. machines

11 - 18
Four Types of Power Source
• A.C. transformers– Used to step down a.c. line power voltage to a.c.
welding voltage
• Inverters– Increases frequency of incoming primary power
– Constant current, constant voltage, or both
– Produce a.c. or d.c. welding current

11 - 19
Power Sources
• Important to select right power source for each job
• Table 11-1 "Common types and uses of arc welding machines" should be studied
• Study of job indicates whether a.c. or d.c.– Shielded metal arc welding and gas tungsten arc
welding must use constant current machine– Gas metal arc prefers constant voltage machine
11 - 20
Constant Current Welding Machines
• Used for shielded metal arc welding and gas tungsten arc welding– Current remains fairly constant regardless of
changes in arc length
– Called drooping voltage, variable voltage, or droopers
• Load voltage decreases as welding current increases
11 - 21
Constant Current Output Slope
• Constant current welding machines– Steep output slope– Available in both d.c. and a.c. welding current
• Steeper the slope, the smaller current change
• Enables welder to control welding current in specific range by changing length of arc

11 - 22
Constant Current Output Slope
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Some jobs require steep volt-ampere curve
Other jobs use less steep volt-ampere curve
11 - 23
Open Circuit Voltage
• Voltage generated by welding machine when no welding being done– Machine running idle
• Arc voltage – Voltage generated between electrode and work
during welding• Load voltage
– Voltage at output terminals of welding machine when arc is going
– Combination of arc voltage plus voltage drop in welding circuit

11 - 24
Open Circuit and Arc Voltage
• Open circuit voltage runs between 50-100 volts– Drops to arc voltage when arc struck
• Arc voltages– Range: 36 volts (long arc) to 18 volts (short arc)– Determined by arc length held by welder and type
of electrode used
• Arc lengthened, arc voltage increases and current decreases

11 - 25
Open Circuit and Arc Voltage
• Open circuit voltage on constant current machines higher than on most constant voltage machines
• Arc voltage depends on physical arc length at point of welding and controlled by welder– Shielded metal arc welding – Gas Tungsten arc welding
• Arc voltage much lower than open circuit voltage

11 - 26
Motor Generator Welding Machines
• Usually supply only direct current– Can be made to supply a.c.
• Most constant current type
• Used chiefly for shielded metal arc welding and gas tungsten arc welding
11 - 27
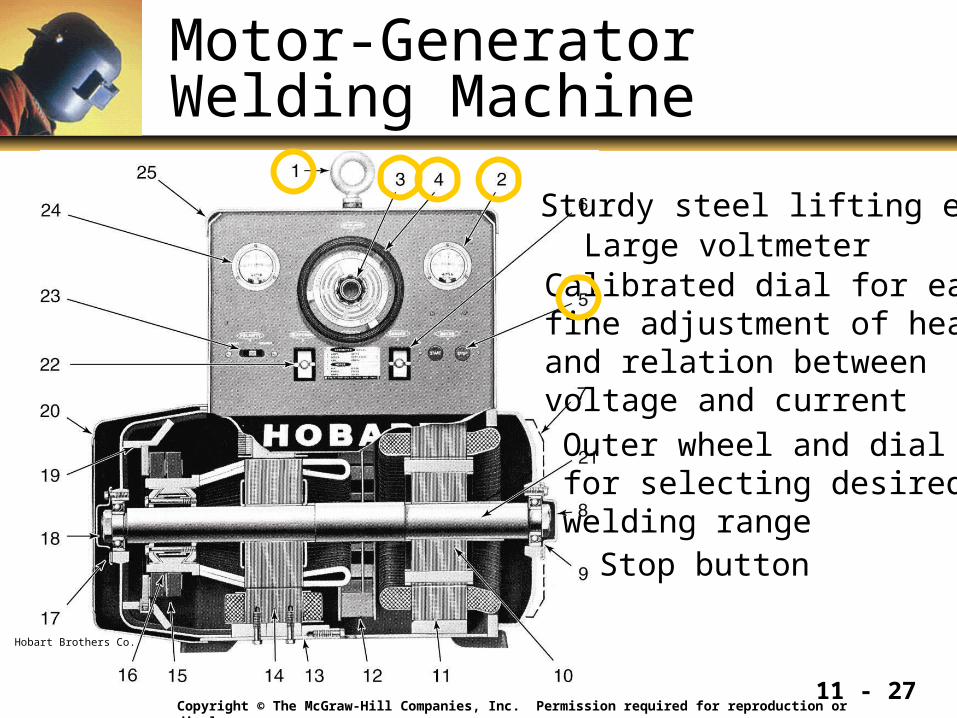
Motor-Generator Welding Machine
Hobart Brothers Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Sturdy steel lifting eye Large voltmeter Calibrated dial for easy,fine adjustment of heatand relation betweenvoltage and current
Outer wheel and dialfor selecting desiredwelding rangeStop button
11 - 28
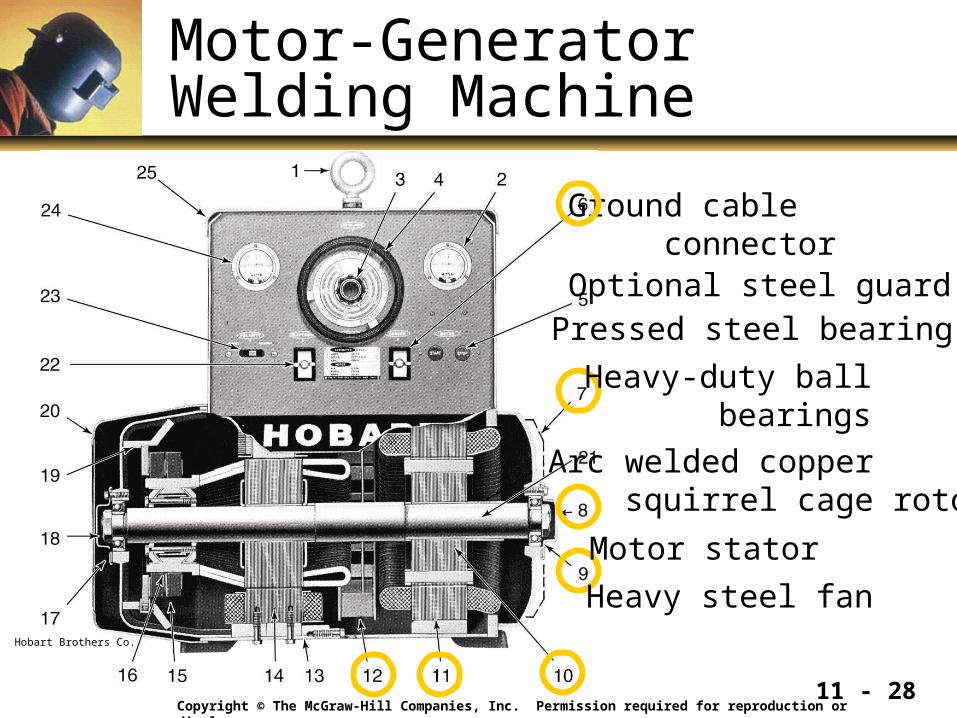
Motor-Generator Welding Machine
Hobart Brothers Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Ground cable connector Optional steel guard
Heavy-duty ball bearings
Pressed steel bearing cap
Arc welded copper squirrel cage rotor
Motor stator
Heavy steel fan
11 - 29
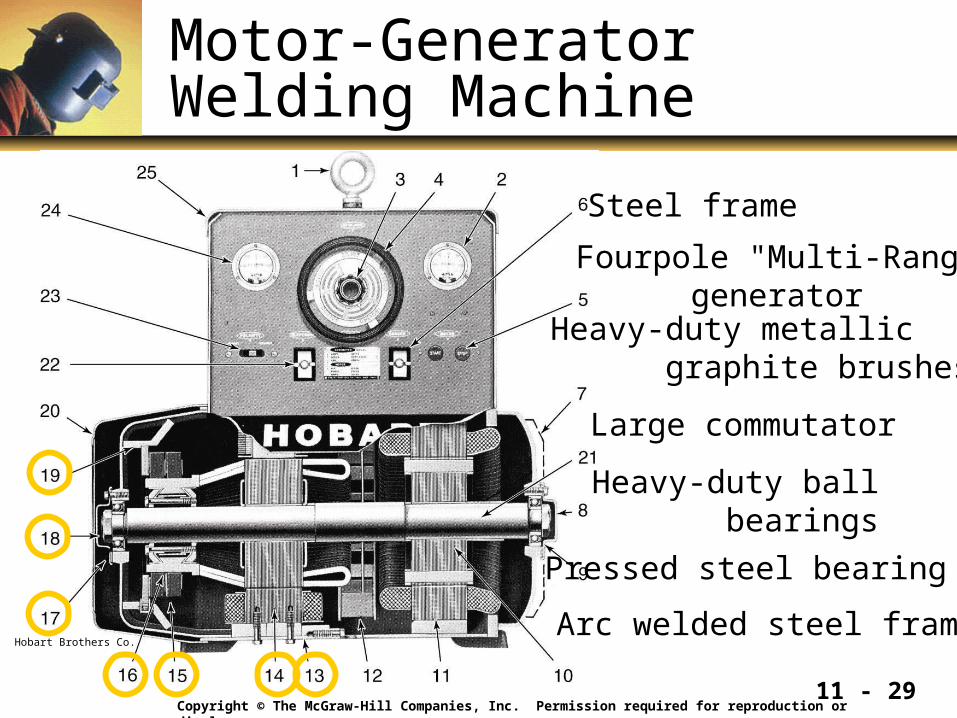
Motor-Generator Welding Machine
Hobart Brothers Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Steel frame
Fourpole "Multi-Range" generator
Large commutator
Heavy-duty metallic graphite brushes
Heavy-duty ball bearings
Pressed steel bearing cap
Arc welded steel frame
11 - 30
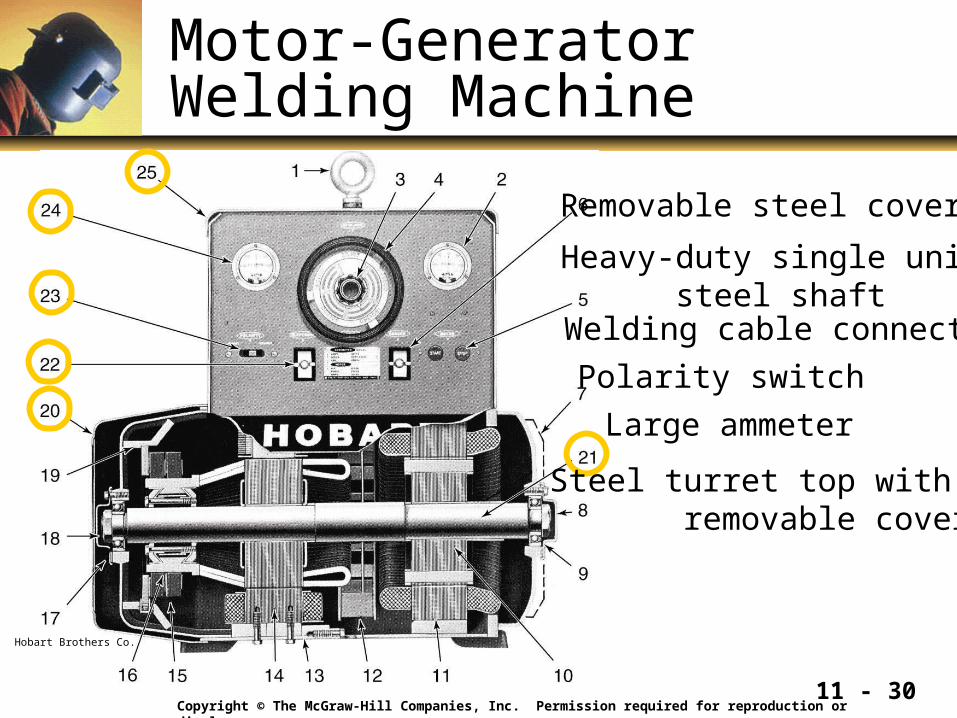
Motor-Generator Welding Machine
Hobart Brothers Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Removable steel covers
Heavy-duty single unit steel shaft
Polarity switch
Welding cable connector
Large ammeter
Steel turret top with removable cover
11 - 31
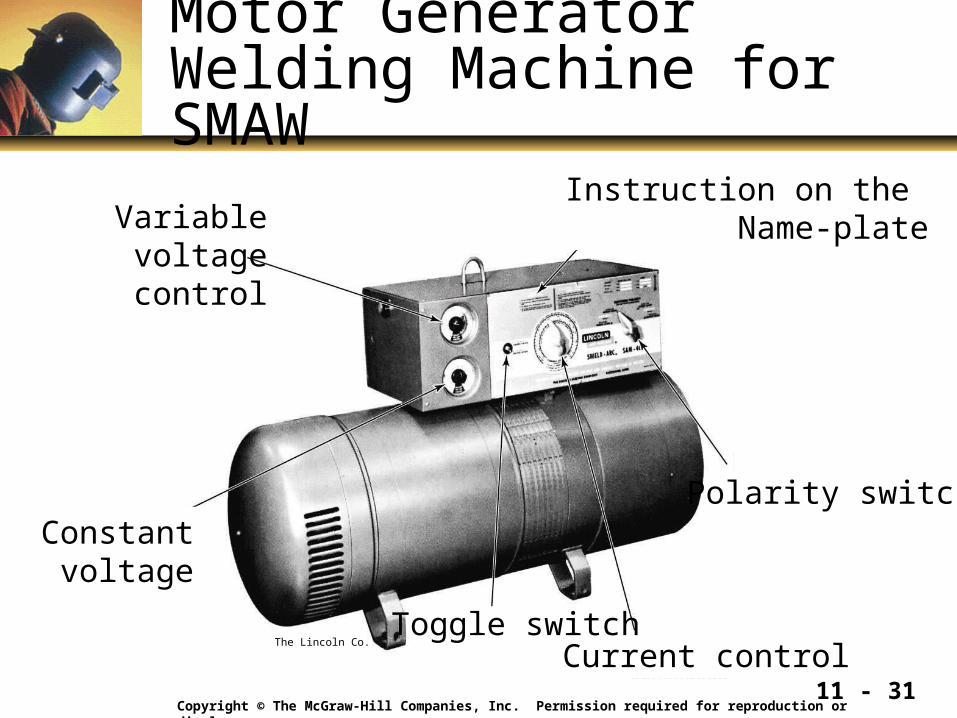
Motor Generator Welding Machine for SMAW
The Lincoln Co.
Variablevoltagecontrol
Instruction on the Name-plate
Polarity switch
Current controlCopyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Toggle switch
Constantvoltage

11 - 32
External Construction of d.c. Motor Generator Welding Machine
The Lincoln Electric Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 33
Internal Construction of a D.C. Motor Generator Welding Machine
The Lincoln Electric Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 34
Motor Generator Desirable Characteristics
• Have forceful penetrating arc
• Versatile– Can be used to weld all metals that are weldable by
arc process
• Flexible– With proper electrode, can be used in all positions
• Durable and have long machine life
11 - 35
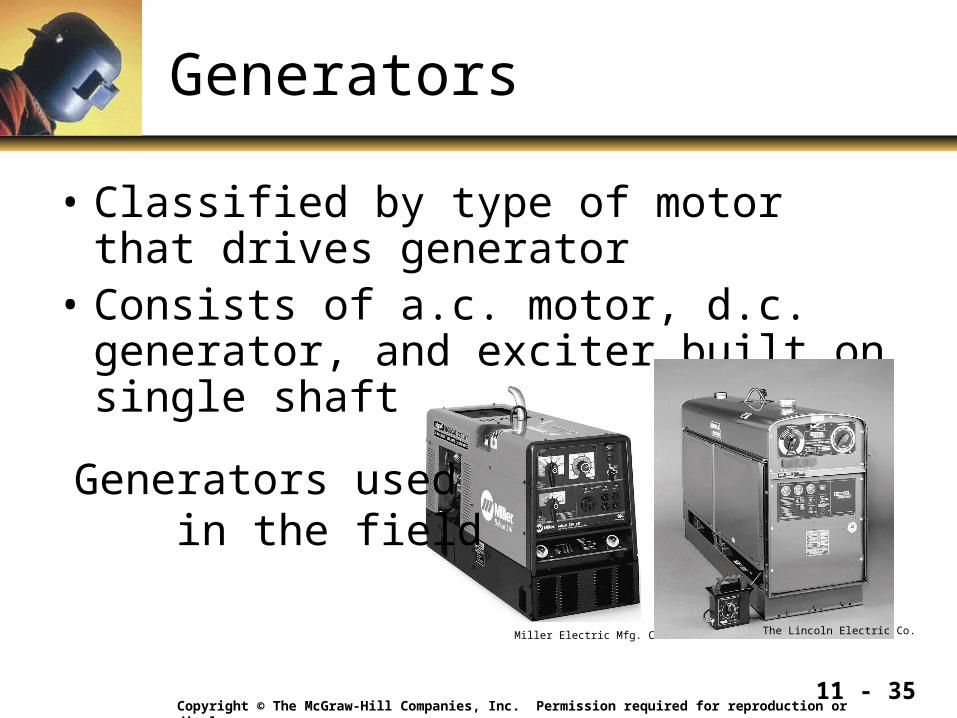
Generators
• Classified by type of motor that drives generator
• Consists of a.c. motor, d.c. generator, and exciter built on single shaft
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Miller Electric Mfg. Co. The Lincoln Electric Co.
Generators used in the field

11 - 36
Sizes
• Determined on basis of amperage• Range
– 100-ampere rated for home – 1,500 ampere rated for use with automatic
submerged arc welding equipment
• Manual welding machine idle sometimes• Automatic power supply units 100% duty cycle
– Should not be used at or beyond max over extended period
11 - 37
Maintenance
• Contacts of starter switch and control rheostat should be inspected, cleaned frequently and replaced when necessary
• Brushes need frequent inspection for wear– Check commutator for wear or burning
• Rewound and turned on lathe
• Main bearings on shaft inspected and greased at each 6-month period– Clean old grease out of bearing housings

11 - 38
Start and Stop Buttons
• Purpose of starting and stopping the motor
• Start button black
• Stop button red
• Important buttons be engaged firmly

11 - 39
Polarity Switch
• Electrode negative and electrode positive used in d.c. welding
• DCEN (d.c. electrode negative)– Electrode connected to negative terminal of power
source and work connected to positive terminal• DCEP (d.c. electrode positive)
– Electrode connected to positive terminal of power source and work connected to negative terminal
• Switch changes to either electrode positive or electrode negative
11 - 40
Volt-Ampere Meters
• Sometimes serve dual purpose– Can indicate polarity as well as current– Others, individual meters for volts and amperes– Some, single meter that indicates both volts and
amperes• Button engaged to get individual readings• Would need second person for monitoring
• Increased demand for additional devices so meters have been discontinued by some manufacturers
11 - 41
Current Controls
• Amperage– Quantity of current– Determines amount of heat produced at weld
• Voltage– Measure of force of current– Determines ability to strike an arc and maintain its
consistency• Two types of dual control generators
– Tapped-step current control– Continuously variable current control
11 - 42
Dual Tapped-Current Control
• Coarse adjustment dial selects current range– Called steps or taps– Impossible to secure current value between two
steps by setting dial between them
• Fine adjustment dial trims current between steps– Whether set high or low depends on type and
size of electrode, thickness of metal, soft or digging arc required, arc starting, restricting characteristics, and Position of welding
11 - 43
Dual Continuous Control
• Coarse adjustment dial continuously adjusts current
• Fine dial adjusts both current(amperage) and open circuit voltage– Operator adjusts output slope for given current
setting by manipulating both coarse and fine adjustment dials together
• Wheel or knob on both amperage and voltage setting devices gives welder continuous control of both

11 - 44
Engine Driven Generator
Miller Electric Mfg. Co.
Miller Electric Mfg. Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Capable of SMAW, GTAW,SMAW, FCAW and PAC.

11 - 45
Remote Control
• Welding machines may be installed in remote part of plant
• Welder may adjust current without leaving job
• Timesaving on work– Welder does not have to leave fabrication to
readjust current
11 - 46
Air Filters
• Wear in arc welding machines costly– Cost of replacement parts and labor– Loss of production due to nonuse of machine
• Bearing wear critical– May be reduced through use of air filter fitted on
suction end of motor generator machine
• Filter cleaned regularly– High pressure air, commercial solvent or steam
11 - 47
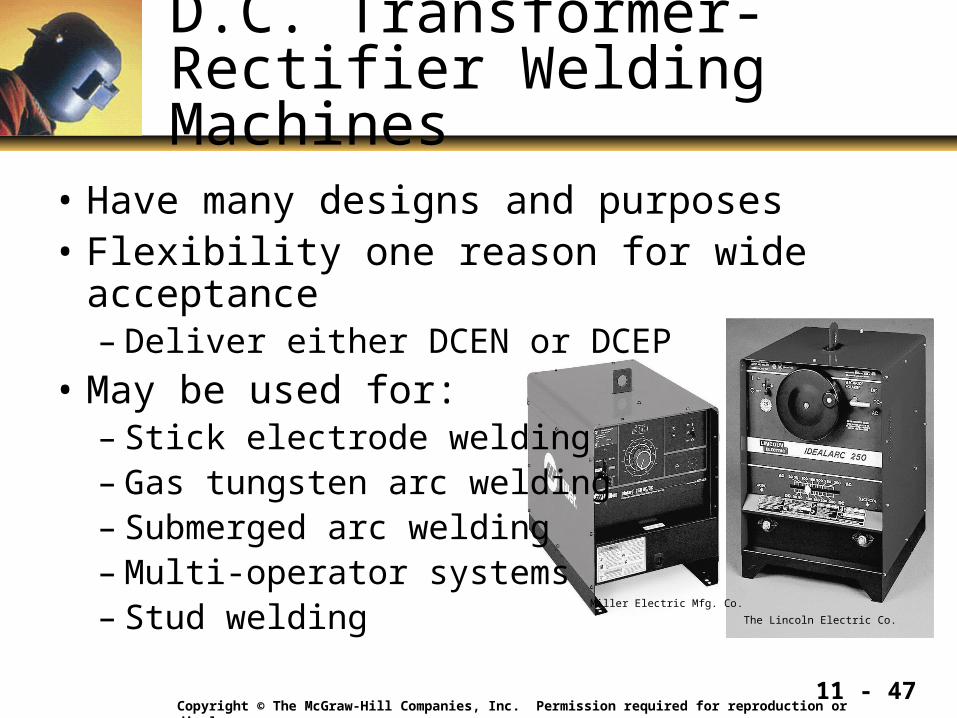
D.C. Transformer-Rectifier Welding Machines
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
The Lincoln Electric Co.
Miller Electric Mfg. Co.
• Have many designs and purposes• Flexibility one reason for wide acceptance
– Deliver either DCEN or DCEP
• May be used for:– Stick electrode welding– Gas tungsten arc welding– Submerged arc welding– Multi-operator systems– Stud welding
11 - 48
Transformer-Rectifier Machines
• Have two basic parts– Transformer for producing and regulating
alternating current that enters machine– rectifier that converts a.c. to d.c.
• Third important part is ventilating fan– Keeps rectifier from overheating
• Design improves arc stability and makes it easy to hold short arc which is soft and steady
• No major rotating parts so consume little power

11 - 49
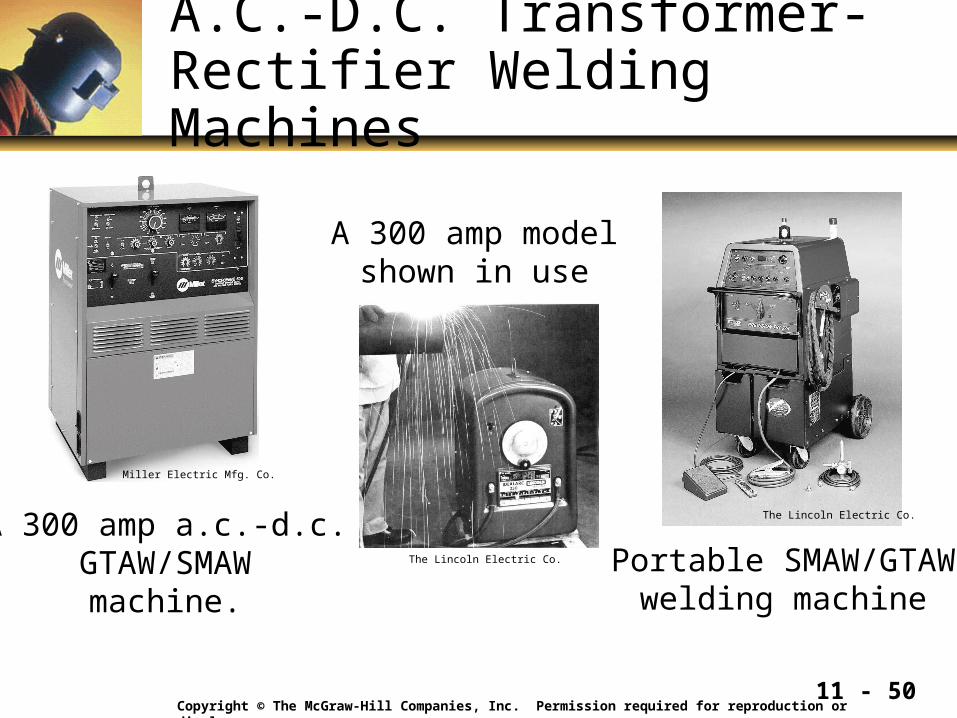
A.C.-D.C. Transformer-Rectifier Welding Machines
• Permit welder to select either a.c. or d.c. and electrode negative or electrode positive
• Switch– Permits welder to use only transformer part of
machine for a.c. welding– Flipping switch then output current directed
through rectifier which converts it to d.c. welding • High frequency arc-starting devices,
water/gas flow controls, balance controls for a.c. operation, remote control often built into machine
11 - 50
A.C.-D.C. Transformer-Rectifier Welding Machines
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
The Lincoln Electric Co.
The Lincoln Electric Co.
Miller Electric Mfg. Co.
A 300 amp a.c.-d.c.GTAW/SMAW
machine.Portable SMAW/GTAW
welding machine
A 300 amp modelshown in use

11 - 51
A.C. Transformer Welding Machines
• Most popular a.c. welding machine
• Function of transformer– Step down high voltage of input current to high
amperage, low voltage current required for welding
• Especially suitedfor heavy work
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
The Lincoln Electric Co.Miller Electric Mfg. Co
11 - 52
Advantages of a.c. Power Sources
• Reduces tendency to arc blow• Can use larger electrodes
– Resulting in faster speeds on heavy materials
• Lower cost• Decreased power consumption• High overall electrical efficiency• Noiseless operation• Reduced maintenance
11 - 53
D.C. and A.C.-D.C. Inverter Welding Machines
• Portable, lightweight, and versatile
• May be either constant current, constant voltage or both
• Can perform several different processes
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Miller electric Mfg. Co.The Lincoln Electric Co.
11 - 54
Cost Comparisons: Arc Power Sources
• Three main areas – Cost of purchasing equipment (nearly equal)– Operating efficiency
• Motor generator machine: 52-65%
• Transformer-rectifiers: 64-72%
• Inverters: 85%
– Maintenance• Motor generator machine: replacing parts, lubrication
• Transformer-rectifiers and inverters have no moving parts
See Table 11-2for more comparisons

11 - 55
Multiple-Operator Systems
• Can be installed away from work site and be connected to control panels close to welding operator
• When using direct current, all welders must weld with same polarity
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Miller Electric Mfg. Co.
• Most installations are d.c.• Power: 600-2,500 amperes• Cost less, saves space and
cable, lowers operating cost

11 - 56
Power Supply Ratings
• Standards set – The National Electrical manufacturers Association– Occupational Safety and Health Administration
• Provide guidelines for manufacture and performance of power sources
• Rated by– Current output– Open circuit voltage– Duty cycle
– Efficiency of output – Power factor

11 - 57
Current Output
• Rated on basis of current output in amperes
• Amperage range– 200 amperes or less for light or medium work
– Over 2,000 amperes for submerged arc welding
11 - 58
Open Circuit Voltage
• Maximum allowable used for manual welding– 80 volts for a.c. or a.c.-d.c. machines– 100 volts for d.c. machines
• Very smooth output (less than 2% ripple)
• Automatic machine welding– Some constant current machines rated up to 125– Constant voltage types normally rated from
15 to 50
11 - 59
Duty Cycle
• Percentage of any given 10-minute period that machine can operate at rated current without overheating or breaking down– Rating of 100% means machine can be used at
rated amperage on continuous basis• Required by continuous, automatic machine welding
– Rating of 60% means machine can be used at its capacity 6 out of every 10 minutes without damage
• Satisfactory for heavy SMAW and GTAW

11 - 60
Efficiency
• Relationship of secondary power output to primary power input– Indicated in percent
• Determined by losses through machine when actually welding at rated current and voltage
• Average efficiencies– Motor generator welding machines: 50%– Transformer-rectifier: 70%– Inverter: 85%

11 - 61
Power Factor
• Measure of how effectively welding machine makes use of a.c. primary line power– Primary power used divided by amount total drawn– Expressed in percent
• Three-phase d.c. transformer-rectifiers: 75%
• Single-phase a.c. power units: 55%
• Welding machines can be purchased with power factor correction

11 - 62
Power Cable
• Conductors of ample capacity and adequately insulated for voltage transmit power
• Necessary to ground frame of welding machine– Portable cable with extra conductor fastened to
machine frame on one end and solid ground on other
• Important cable adequately insulated with tough abrasion-resisting insulation– Stand up under rough usage in welding shops

11 - 63
Electrode and Work Cable
• Required to complete electric circuit between welding machine and work– Electrode cable (welding cable) attached to
electrode holder– Work cable attached to work
• Rubber-covered multistrand copper cable generally used– Must have high flexibility
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
The Lincoln Electric Co.

11 - 64
Cable Core Construction
• Woven of thousands of very fine copper wire– Greater the number of strands the more flexible
• ComponentsA. Wires stranded for extra flexibilityB. Paper wrapping around wires
allows conductor to slip withinrobber covering when bent
C. Extra strength from open-braidedreinforcement of extra cotton cords
D. Special composition and curing of heavy rubber covering
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
11 - 65
Work Cable
• Not necessary to have flexibility of electrode cable– Usually same cable used
• Important considerations – Amperage of welding machine – Distance from work
• Larger cable– Greater the amperage and greater the distance– Resistance increases as diameter of cable decreases
See Table 11-3 to helpchoose the right size of
welding cable
11 - 66
Cable Lugs
• Required on both electrode cable and work cable– Soldered or fastened mechanically– Connections MUST be tight and secure
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 67
Work Clamps
• Variety of structures to be welded; many types of clamps may be used– Copper hook, heavy metal weight, C-clamp – Specialized work clamps
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Lenco dba NLC. Inc.
Lenco dba NLC. Inc.
Spring loaded C-clamp
Rotarytype
Lenco dba NLC. Inc.
This clamp stops twisting and turning of welding cable where work rotates. Clamp welded to part, thus permits work clamp to be attached in seconds. It is generally used in fabricating tanks, pressure vessels, and on weld positioners.

11 - 68
Quick Connector
• Attached to ends of different lengths of cables
• Allow quick and easy attachment to any length cable
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Lenco dba NLC. Inc.
This connector has cam-type action that ensures positive stop and lock and cannot come loose or accidentally fall apart.

11 - 69
Metal Electrode Holders
• Device used for holding electrode mechanically
• Conveys electric current from welding cable to electrode
• Insulated handle protects hand from heat
• Jaws of holder grip electrode at any angle
• Made of metal with high electrical conductivity and ability to withstand high temperatures
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Lenco dba NLC. Inc.
11 - 70
Metal Electrode Holders
• Jaws can be replaced with new ones
• Should be light in weight, well-balanced and have comfortable grip
• Size of holder must be in line with size of welding machine
• Fully insulated so stays cool even with high duty cycles

11 - 71
Spring Type Electrode Holder
Lenco dba NLC. Inc.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 72
Short-stub Electrode Holder
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Cable connections
Special extruded copper-alloy body
High welding current conductanceOne-ton pressure contact
Lifeguard insulation
Entirely insulatedBernard Welding Equipment Co.
Holds electrodes burned to very short stub.Twist-type locking device permits electrode-gripping power in excess of 2,000 pounds.
11 - 73
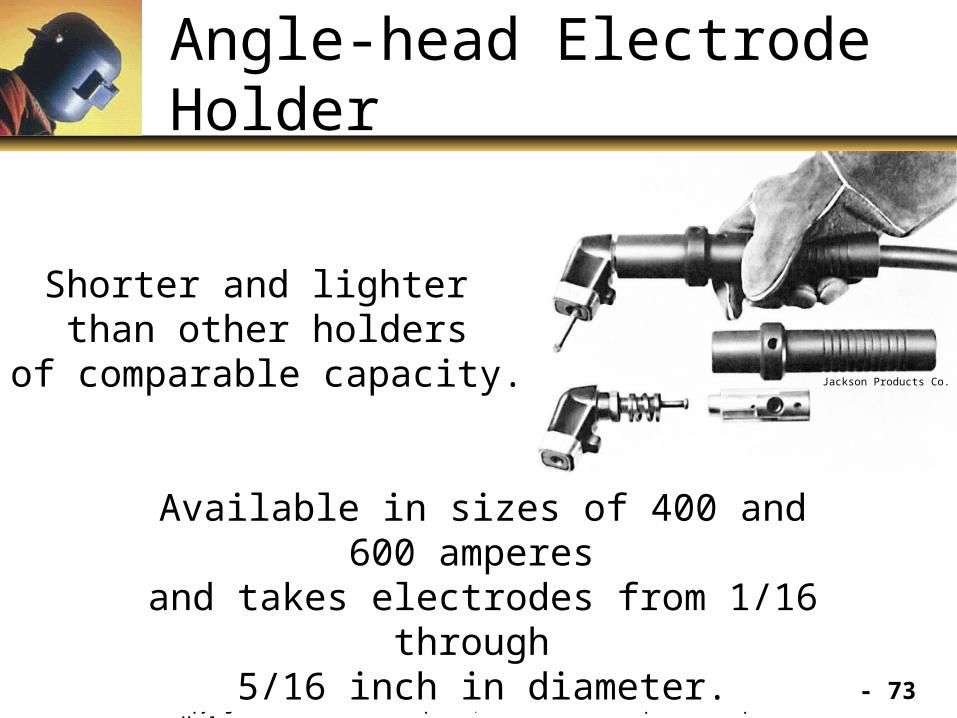
Angle-head Electrode Holder
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Jackson Products Co.
Available in sizes of 400 and 600 amperes
and takes electrodes from 1/16 through
5/16 inch in diameter.
Shorter and lighter than other holders
of comparable capacity.
11 - 74
Other Electric Arc processes
• Generates heat for several major welding processes– Gas tungsten arc welding (GTAW)– Gas metal arc welding (GMAW)
• Arc cutting utilizes much of same equipment as arc welding
11 - 75
Carbon Arc Welding
• Welding heat comes from arc formed between base metal and carbon electrode or arc formed between two carbon electrodes– With or without addition of filler rod
• Carbon electrodes available: 1/4, 5/16, 3/8 inch
• Alternating current: 30-125 amperes
• Metal electrode holders not suitable– Carbon electrode hotter than metal electrode
11 - 76
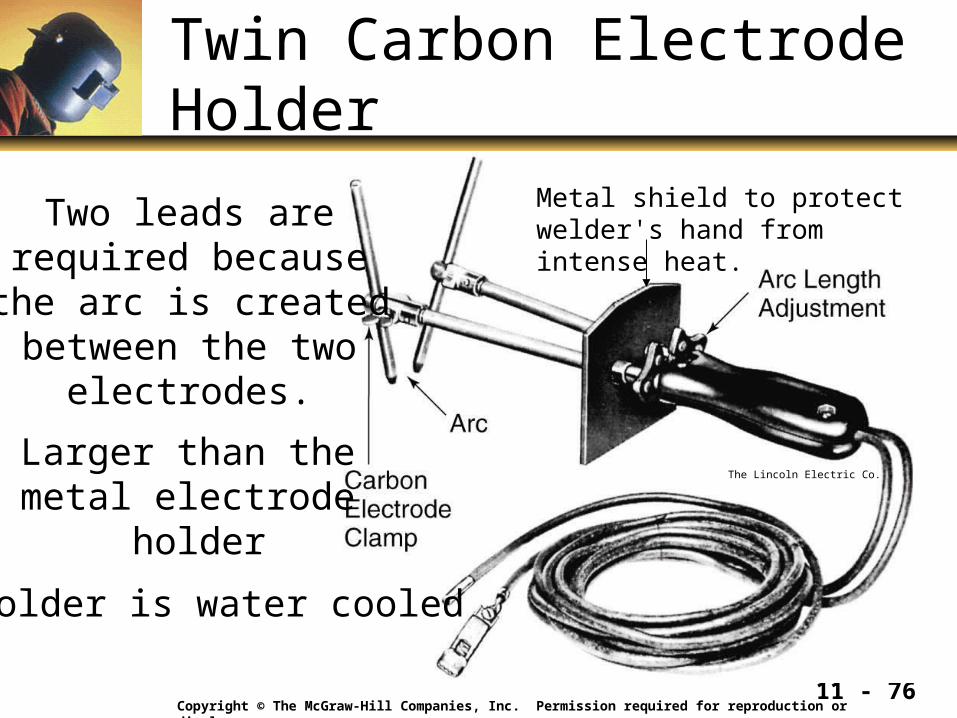
Twin Carbon Electrode Holder
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
The Lincoln Electric Co.
Two leads arerequired becausethe arc is createdbetween the two
electrodes.
Metal shield to protect welder's hand from intense heat.
Larger than the metal electrode
holder
Holder is water cooled

11 - 77
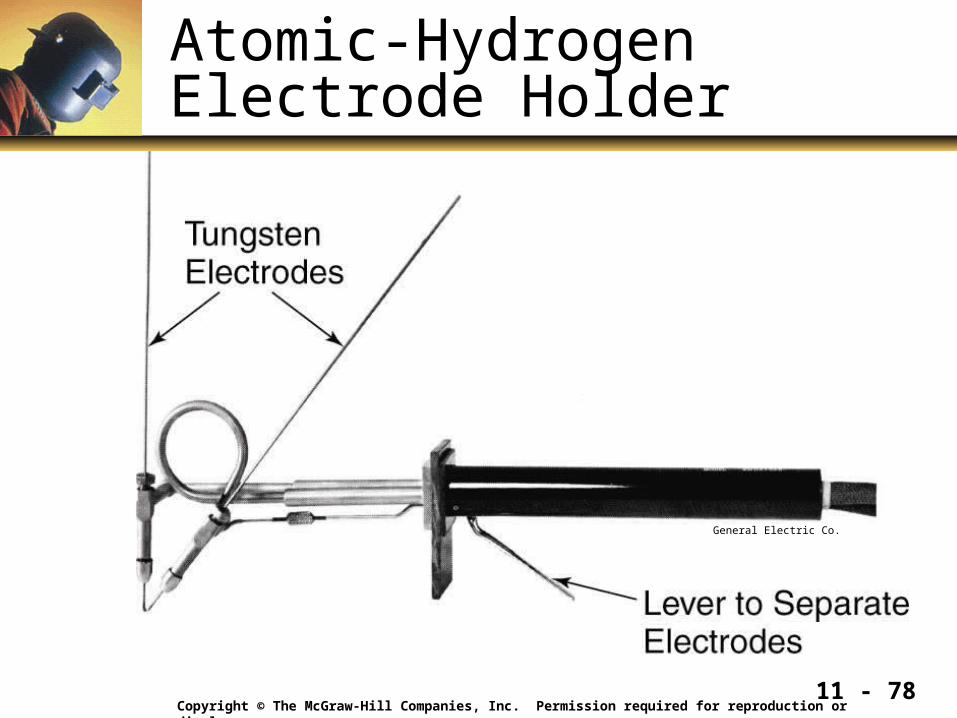
Atomic-Hydrogen Arc Welding
• Process in which electric arc surrounded by atmosphere of hydrogen– Gas shields molten metal from oxidation and
contamination from the air– Transfers heat from electrode to work– Arc formed between two electrodes
• Temperature produced by arc: 7,500ºF• Current supplied by a.c. welding transformer• Hydrogen supplied in cylinders
11 - 78
Atomic-Hydrogen Electrode Holder
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
General Electric Co.
11 - 79
Atomic-Hydrogen Arc Welding
• Metal of same analysis as being welded can be deposited
• Welds may be heat treated– Unusually smooth, ductile, nonporous and free
from impurities– Surface free from scale
• May weld hard-to-weld metals• Advantages: increased production, low
operating cost, and low maintenance cost
11 - 80
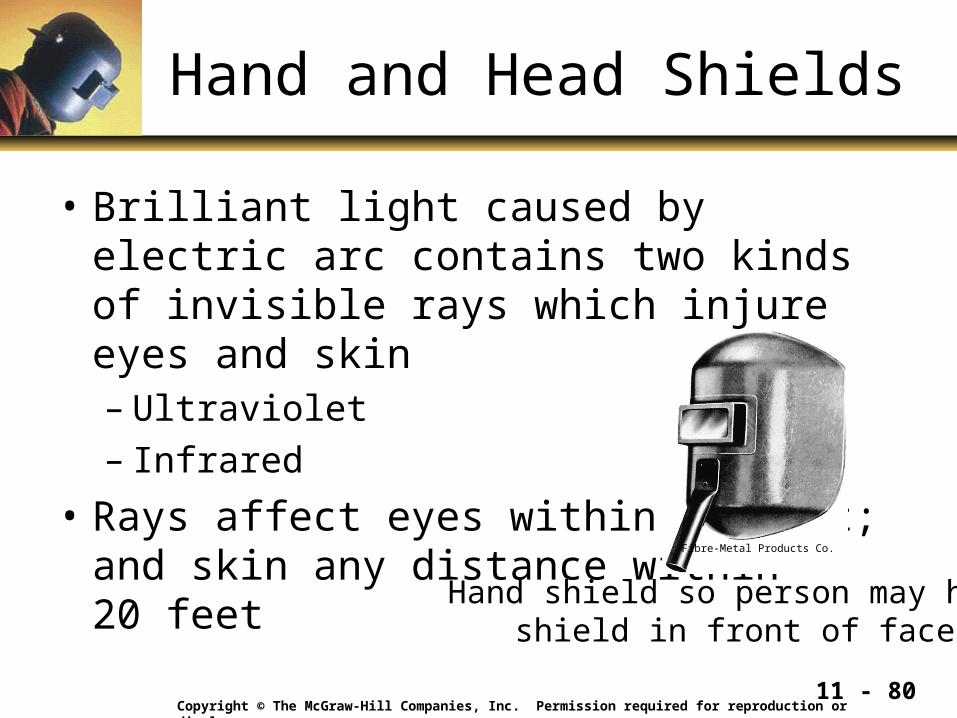
Hand and Head Shields
• Brilliant light caused by electric arc contains two kinds of invisible rays which injure eyes and skin– Ultraviolet– Infrared
• Rays affect eyes within 50 feet; and skin any distance within 20 feet
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Fibre-Metal Products Co.
Hand shield so person may holdshield in front of face
11 - 81
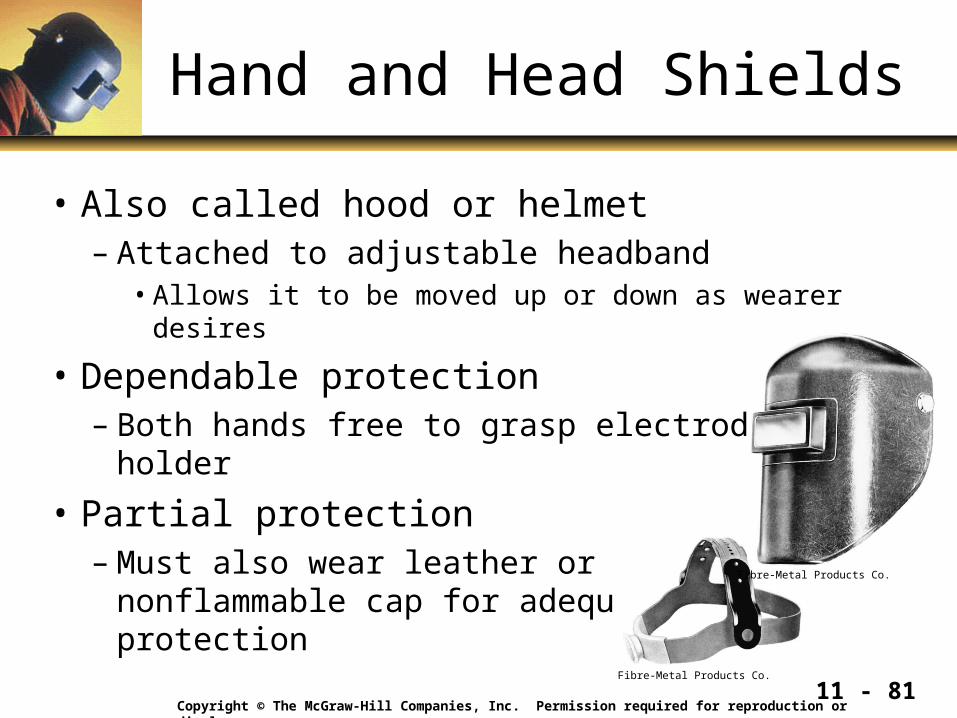
Hand and Head Shields
• Also called hood or helmet– Attached to adjustable headband
• Allows it to be moved up or down as wearer desires
• Dependable protection– Both hands free to grasp electrode holder
• Partial protection– Must also wear leather or
nonflammable cap for adequateprotection
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Fibre-Metal Products Co.
Fibre-Metal Products Co.
11 - 82
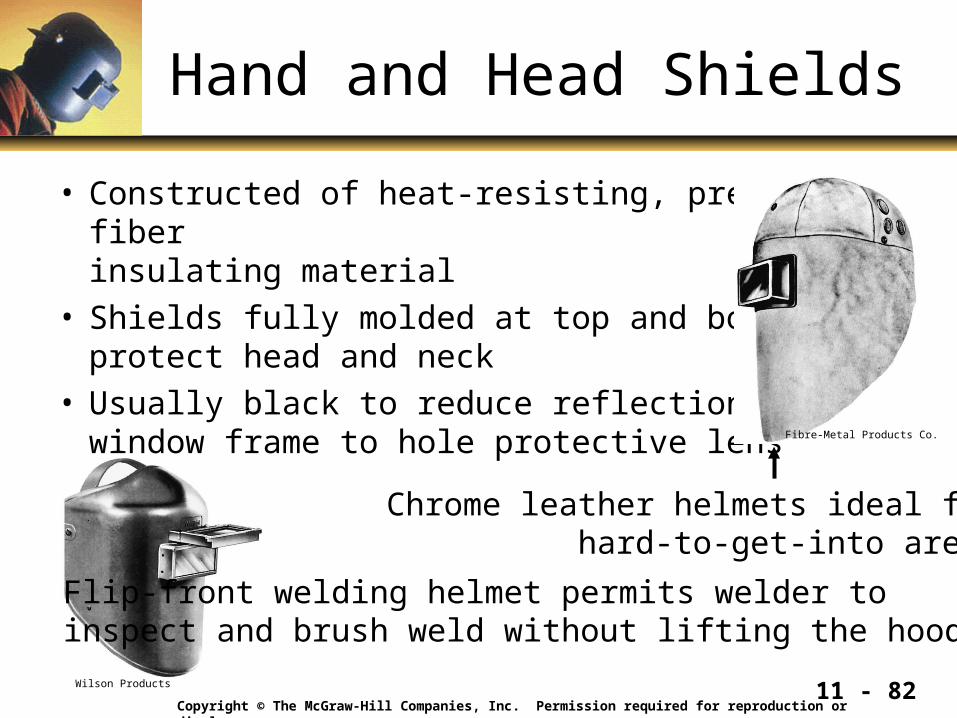
Hand and Head Shields
• Constructed of heat-resisting, pressed-fiber insulating material
• Shields fully molded at top and bottom to protect head and neck
• Usually black to reduce reflection with window frame to hole protective lens Fibre-Metal Products Co.
Wilson Products
Flip-front welding helmet permits welder to inspect and brush weld without lifting the hood.
Chrome leather helmets ideal for hard-to-get-into areas.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 83
Head Shield Lens
• Sizes: 2 x 4.5 or 4.5 x 5.25• Colored to screen out ultraviolet, infrared rays,
and most of visible rays• Variety of shades of color
– Density depends on brilliance of arc– Varies with size of electrode and volume of current
• Side exposed to weld pool protected by clear polycarbonate plastic cover lens– Protect costly filter lens from molten metal spatter
and breakage (replaced when pitted and clouded)

11 - 84
Auto-darkening Electronic Filter Helmet
• Useful when working close quarters, doing high production work, or avoiding inadvertent arc strikes
• Single shade or variable shades• Filter can switch from light to
dark in less than 1/10,000 of a second
• Battery powered– May have solar battery booster
Jackson Products Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
.

11 - 85
Safety Glasses
• Should be worn– Also behind hood to prevent severe arc
flash reaching eyes
• Can Absorb more than 99.9% harmful ultraviolet rays
• Worn by others who work with welders
• Light in weight, well ventilated, and comfortable
• Lenses have light tint (Not dark!) and tented side shields
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
© RobCrandall/The Image Works

11 - 86
Protective Clothing
• Gloves to protect hands– Made of leather or some other type of fire-resistant material
• Leather capes, sleeves, shoulder garments with detachable bibs, aprons
• Split-type apron if sitting down– No place to collect hot particles
• High-top shoes– Leggings and spats
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
Department of Labor

11 - 87
Protective Clothing
• 100% cotton or wool• Thick enough to prevent
injurious untraviolet rays from penetrating to skin
• Long sleeves• Shirts buttoned to neck• Shirttails tucked• Cuffless pants long enough
to cover top of leather bootsMiller Electric Mfg. Co.
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.
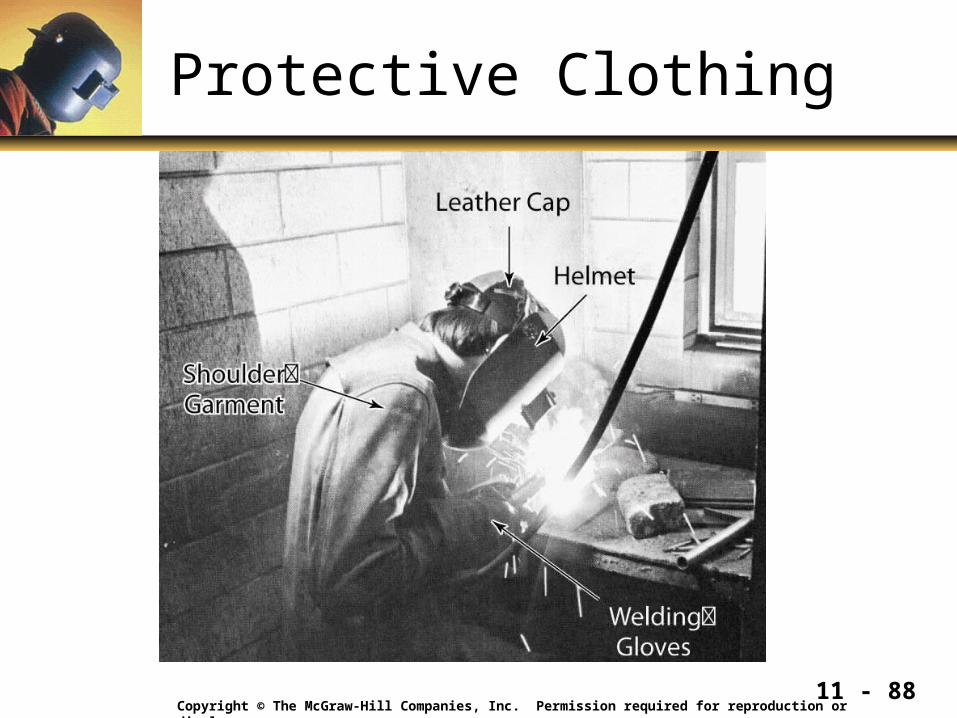
11 - 88
Protective Clothing
Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display.

11 - 89
Further Protection
• Ear Protection– Full ear muffs that cover entire ear or ear plugs– Dangers
• Noise
• Hot weld spatter or slag entering ear canal
• Fume Protection– Always use proper ventilation to keep head out of
fume plume