chapter 31: gas flame and arc processes degarmo’s materials and processes in manufacturing
TRANSCRIPT

Chapter 31: Gas Flame and Arc Processes
DeGarmo’s Materials and Processes in Manufacturing

2/61
31.1 Oxyfuel-Gas Welding
Use the flame produced by the combustion of a fuel gas and oxygen as the source of heat
Combustion of oxygen and acetylene (C2H2) produces a temperature of about 3250 ℃(5850oF) in a two-stage reaction.
First stage:
C2H2 + O2 2CO + H2 + heat Second stage:
2CO + O2 2CO2 + heat
H2 + 1/2O2 H2O + heat

3/61
Oxyacetylene Welding Torch
FIGURE 31-1 Typicaloxyacetylene welding torch andcross-sectional schematic.(Courtesy of Victor EquipmentCompany, Denton, TX)

4/61
Oxyacetylene Flame Temperatures
FIGURE 31-2 Typicaloxyacetylene flame and theassociated temperaturedistribution.
Inner cone: the first stage of combustion is complete. Most welding should be performed with the torch positioned this point just above the metal being welded.

5/61
Oxyfuel-gas Welding
FIGURE 31-3 Oxyfuel-gaswelding with a consumablewelding rod.
6/61
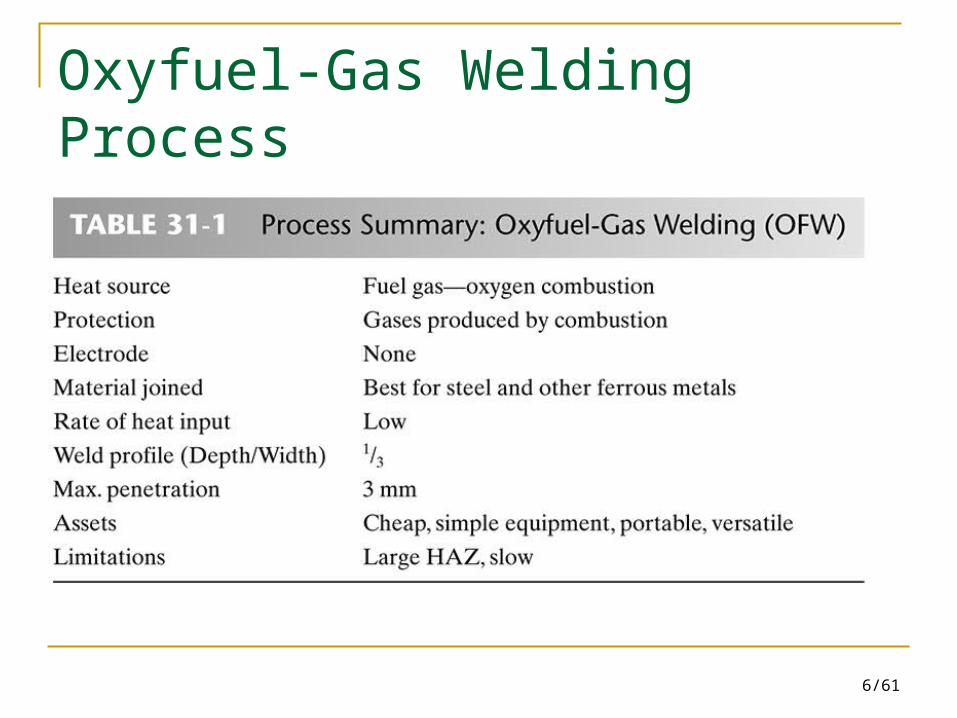
Oxyfuel-Gas Welding Process

7/61
Oxyfuel Application
Monel: Alloy of Nickel, Copper, Iron and Manganese, with antacidity

8/61
31.2 Oxygen Torch Cutting
Oxyfuel-gas cutting (OFC), commonly called flame cutting, is the most common thermal cutting process
When ferrous metal is cut, the process is according to one or more reactions at high temperature above 815 (1500℃ oF)
Fe + O FeO + heat
3Fe + 2O2 Fe2O3 + heat
4Fe + 3O2 2Fe2O3 + heat

9/61
Flame Cutting
FIGURE 31-4 Flame cutting ofa metal plate.

10/61
Oxyacetylene Cutting Torch
FIGURE 31-5 Oxyacetylene cutting torch and cross-sectional schematic. (Courtesy of Victor EquipmentCompany, Denton, TX)
Acetylene is by far the most common fuel used in oxyfuel-gas cutting, the process is often referred to as oxyacelylene cutting (OFC-A)Fuel gases: acetylene (OFC-A), natural gas (OFC-N), propane (OFC-P), and hydrogen (OFC-H)

11/61
Underwater Cutting Torch
FIGURE 31-6 Underwatercutting torch. Note the extra setof gas openings in the nozzle topermit the flow of compressedair and the extra control valve.(Courtesy of Bastian-BlessingCompany, Chicago, IL)
An auxiliary skirt surrounds the main tip, and a additional set of gas passages conducts a flow of compressed air that provides secondary oxygen for the oxyacetylene flame and expels water from the zone where the burning of metal occurs

12/61
31.3 Flame Straightening
Use controlled, localized upsetting as a means of straightening warped or buckled materials

13/61
Flame Straightening
FIGURE 31-7 Schematic illustrating the theoryof flame straightening.

14/61
31.4 Arc Welding
An arc between two electrodes was a concentrated heat souse that could approach 4000°C.
Current 1 to 4000 A (large) Typically range from 100 to 1000 A
Voltage 20 to 50 V (low)

15/61
Arc Welding Schematic
FIGURE 31-8 The basicelectrical circuit for arc welding.

16/61
Arc Welding Polarity
• DCEN: direct-current electrode-negative, or
SPDC -- direct current and straight polarity• Fast melt of electrode, i.e., high metal deposition rate
• Shallow molten pool on the workpiece (weld penetration)
• DCEP: direct-current electrode-positive, or
RPDC -- direct current and reverse polarity• low melt of electrode, i.e., low metal deposition rate
• Break up any oxide films and give deeper penetration
17/61
Arc Welding Electrode
Manual arc welding is almost always performed with shielded (covered) electrodes.
Continuous bare-metal wire can be used as the electrode in automatic or semiautomatic arc welding, but this is always in conjunction with some form of shielding and are–stabilizing medium and automatic feed-control devices.

18/61
Metal Transfer Modes
FIGURE 31-9 Three modes of metal transfer during arc welding. (Courtesy of Republic Steel Corporation, Youngstown, OH)
As the electrode melts, the arc length and the electrical resistance of the arc length vary. To maintain a stable and satisfactory welding conditions, the electrode must be moved toward the work at a controlled rate.

19/61
31.5 Consumable-Electrode Arc Welding Shielded metal arc welding (SMAW) Flux-cored arc welding (FCAW) Gas metal arc welding (GMAW)
MIG Submerged arc welding (SAW)

20/61
Shielded Metal Arc Welding
Low cost equipment Finite-length electrode (1.5 to 6.5 mm in
diameter and 20 to 45 cm in length) Characteristics of shielding materials
Vaporize to provide a protective atmosphere Provide ionizing elements to help stabilize the arc,
reduce weld metal spatter, and increase efficiency of deposition

21/61
Shielded Metal Arc Welding
Act as a flux to deoxidize and remove impurities from the molten metal
Provide a protective slag coating to accumulate impurities, prevent oxidation, and slow the cooling of the weld metal
Add alloying elements Add additional filler metal Affect arc penetration Influence the shape of the weld bead

22/61
Welding Electrode Designation
FIGURE 31-10 Designation system for arc-welding electrodes.

23/61
Shielded Metal Arc Welding
FIGURE 31-11 A shieldedmetal arc welding (SMAW)system.

24/61
Schematic of SMAW
FIGURE 31-12 Schematic diagram of shielded metal arc welding (SMAW). (Courtesy of American Iron and Steel Institute, Washington, DC.)

25/61
Process Summary of SMAW

26/61
Flux-Cored Arc Welding
Overcome some of the shielding metal arc limitations by moving the powdered flux to the interior of a continuous tubular electrode.
Compared to the stick electrodes of the shielded metal arc process, the flux-cored electrode is both continuous and less bulky, since binders are no longer required to hold the flux in place.

27/61
Flux-Cored Arc Welding
FIGURE 31-13 The flux-coredarc welding (FCAW) process.(Courtesy of The AmericanWelding Society, New York.)

28/61
Process Summary of FCAW

29/61
Gas Metal Arc Welding
Use of supplementary shielding gas, such as CO2 flowing through the torch to protect arc and molten metal. No longer a need for the volatilizing flux.
continuous, solid, uncoated metal wire as an electrode (or a continuous hollow tube with powdered alloy additions in the center, known as a metal-cored electrode), or referred to as metal inert-gas welding (MIG).

30/61
Schematic of Gas Metal Arc Welding
FIGURE 31-14 Schematicdiagram of gas metal arcwelding (GMAW). (Courtesy ofAmerican Iron and Steel Institute,Washington, DC.)

31/61
Process Summary of GMAW

32/61
Submerged Arc Welding
No shielding gas is used. Instead, a thick layer of granular flux is deposited just ahead of a solid bare-wire consumable electrode.
Portion of flux melts and acts to remove impurities from the rather large pool of molten metal, while the unmelted excess provides additional shielding.

33/61
Schematic of Submerged Arc Welding
FIGURE 31-15 (Top) Basicfeatures of submerged arcwelding (SAW). (Courtesy ofLinde Division, Union CarbideCorporation, Houston, TX)(Bottom) Cutaway schematic ofsubmerged arc welding.(Courtesy of American Iron andSteel Institute, Washington, DC.)

34/61
Process Summary of SAW

35/61
Stud Welding
Used to attach studs, screws, pins, or other fasteners to a metal surface.
Inserted stud acts as an electrode and a dc arc is established between the end of the stud and the workpiece. After a small amount of metal is melted, the two pieces are brought together under light pressure and allowed to solidify.

36/61
Stud Welding Gun
FIGURE 31-16 Diagram of astud welding gun. (Courtesy ofAmerican Machinist.)

37/61
Stud Welding Examples
FIGURE 31-17 (Left) Types of studs used for stud welding. (Center) Stud and ceramic ferrule.(Right) Stud after welding and a section through a welded stud. (Courtesy of Nelson Stud Welding Co, Elyria, OH)

38/61
31.6 Nonconsumable-Electrode Arc Welding Gas tungsten arc welding
TIG
nonconsumable electrode Gas tungsten arc spot welding Plasma arc welding

39/61
Gas Tungsten Arc Welding Torch Known as tungsten inert-gas (TIG) welding or
Heliarc welding when helium was the shielding gas.
Nonconsumable tungsten electrode provide the arc but not the filler metal.
Tungsten electrode: alloyed with thorium oxide, zirconium oxide, cerium oxide, or lanthanum oxide to provide better current-carrying and electron-emission characteristics and longer electrode life.

40/61
Gas Tungsten Arc Welding Torch Operating in an inert environment using inert gas
as shielding gas, such as argon, helium, or mixture of them, NOT CO2.
Filler metal is optional. When filler metal is required, it is generally selected to match the chemistry and/or tensile strength of the metal being welded.
Maximum penetration is obtained with direct current electrode negative (DCEN) conditions.

41/61
Gas Tungsten Arc Welding Torch
FIGURE 31-18 Welding torch used in nonconsumable electrode, gas tungsten arc welding (GTAW), showing feed lines for power, cooling water, and inert-gas flow. (Courtesy of Linde Division, Union Carbide Corporation, Houston, TX)

42/61
Schematic of GTAW
FIGURE 31-19 Diagram of gastungsten arc welding (GTAW).(Courtesy of American Iron andSteel Institute, Washington, DC.)

43/61
Metal Deposition Rate Comparison
FIGURE 31-20 Comparison of themetal deposition rates in GTAW withcold, hot, and oscillating-hot filler wire.(Courtesy of Welding Journal.)
The hot-wire process is not practical when welding copper or aluminum because it is difficult to preheat the low-resistivity filler wire.

44/61
Process Summary of GTAW

45/61
Gas Tungsten Arc Spot Welding Access it limited to one side of the joint or
where thin sheet is being attached to heavier material.
Weld nugget: Arc spot welding – form at the surface where the
gun makes contact. Resistance spot welding – form at the interface
between the two members.

46/61
Schematic of Inert-Gas-Shielded Tungsten Arc Welding
FIGURE 31-21 Processschematic of spot welding bythe inert-gas-shielded tungstenarc process.

47/61
Example of GTAW
FIGURE 31-22 Making a spotweld by the inert-gas-shieldedtungsten arc process. (Courtesyof Air Reduction Company Inc.,New York, NY)

48/61
Plasma Arc Welding
Arc is maintained between a nonconsumable electrode and either the welding gun (nontransferred arc) or the workpiece (transferred arc).
Characterize as a high rate of heat input and temperatures on the order of 16500 (30000℃ oF).
Offer fast welding speeds, narrow welds with deep penetration (a depth-to-width ratio of about 3), narrow heat-affected zone, less distortion.

49/61
Types of Plasma Arc Torches
FIGURE 31-23 Two types ofplasma arc torches. (Left)Transferred arc; (right)nontransferred arc.

50/61
GTAW versus Plasma Arc Process
FIGURE 31-24 Comparison of the nonconstricted arc of gas tungsten arc welding and the constricted arcof the plasma arc process. Note the level and distribution of temperature. (Courtesy ASM International, Materials Park, OH.)

51/61
Process Summary of PAW

52/61
31.7 Welding Equipment
Power source DC or AC Generally employ the “drooping voltage”
characteristics Jigs or fixtures (also called positioners) are
frequently used to hold the work in production welding.

53/61
Voltage Characteristics
FIGURE 31-25 Drooping-voltage characteristics of typical arc-welding power supplies. (Left) Directcurrent; (right) alternating current.

54/61
Welding Equipment
FIGURE 31-26 Rectifier-typeAC and DC welding powersupply. (Courtesy of LincolnElectric Company, Cleveland, OH)
Most welding uses solid-state transformer-rectifier machines

55/61
31.8 Arc Cutting
Carbon arc and shielded metal arc cutting Use arc from a carbon or shielded metal arc
electrode to melt the metal Remove the molten metal from the cut by
gravity or the force of arc itself Air carbon arc cutting
Arc maintain between a carbon electrode and the workpiece
Blow the molten metal from the cut by the air

56/61
Arc Cutting
Oxygen arc cutting Electric arc and a stream of oxygen are combined to
make the cut Electrode is a coated ferrous-metal tube Expel the molten metal from the cut by a high-
velocity of jet of gas Gas metal arc cutting
Electrode penetrate completely through the workpiece, cutting rather than welding occur.
Expel the molten metal from the cut by a high-velocity of jet of gas

57/61
Arc Cutting
Gas tungsten arc cutting Employ the same basic circuit and shielding gas as used in
gas tungsten arc welding Expel the molten metal from the cut by a high-velocity of jet
of gas
Plasma arc cutting With the nontransferred-type of torch, temperature can
be about 16500℃ With the transferred-type of torch, temperature can be
as high as 33000℃

58/61
Example of Plasma Torch
FIGURE 31-27 Cutting sheetmetal with a plasma torch.(Courtesy of GTE Sylvania,Danvers, MA)

59/61
31.9 Metallurgical and Heat Effects in Thermal Cutting Low rate of heat input, oxyacetylene cutting will
produce a rather large HAZ Plasma arc cutting is so rapid, and the heat is so localized.
Imbalanced residual stress will induce distortion.

60/61
Cutting Process Comparison

61/61
Reference Problems
Review Questions 1 (3), 10, 18, 22, 35, 38, 43, 50, 64,