chapter 26met33800/8_chapter_26/chapter_26.pdf · 10/11/2014 3 abrasive machining chapter 26 - 7...
TRANSCRIPT

10/11/2014
1
Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation.
Chapter 26
Abrasive Machining Processes
MET 33800 Manufacturing Processes
Materials Processing
Chapters 15-17
Chapters 30-33
Chapters 20-27
Chapters 11-13
Chapter 26 - 2
ABRASIVE MACHINING Abrasive Machining – Interaction of abrasive grits and
workpiece at high speeds and shallow penetration.
Chip Removal Process – Chips are formed like other material removal processes.
Chapter 26 - 3

10/11/2014
2
Abrasive Categories:
Free - Lapping, sand blasting.
Coated - Mounted in resin on a belt.
Bonded - Grinding wheel.
ABRASIVE MACHINING
Chapter 26 - 4
Unique aspects:
Depth of cut small - 0.002 to 0.005 inch.
Cutting edges very small.
Several cutting edges can cut simultaneously.
Very hard materials can be machined.
Grinding wheels are self-sharpening.
ABRASIVE MACHINING
Chapter 26 - 5
ABRASIVE MACHINING
Chapter 26 - 6

10/11/2014
3
ABRASIVE MACHINING
Chapter 26 - 7
GRINDING METHODS Abrasive Machining – very rapid metal removal.
Aggressive grinding with hard wheels.
Results in residual stresses, surface cracking, over tempered martensite (steels).
Conventional Grinding – lower feed rates. Soft grinding wheels.
Lower surface stress and no hardness change
Snagging – rough manual grinding Used for casting clean-up
Crush Grinding – form crushed into the grinding wheel during dressing.
Chapter 26 - 8
Natural Materials:
Sand - free abrasive.
Sandstone - 1st abrasive wheels.
Emery - mixture alumina and magnetite used in coated products.
Corundum - aluminum oxide.
Diamond - used as free abrasive, truing wheels, and on bonded wheels.
Quartz Sand - coated and free abrasive.
Garnets - off-color diamonds.
ABRASIVES
Chapter 26 - 9

10/11/2014
4
Artificial Materials:
Diamonds - used to grind carbide and ceramics (superabrasive).
Silicon Carbide (SiC) - very hard and friable, used for brittle materials (ceramics) and low strength materials (aluminum, brass, copper, bronze).
(continued on next slide)
ABRASIVES
Chapter 26 - 10
Artificial Materials (continued):
Aluminum oxide (Al2O3) - softer than SiC but better general purpose abrasive, used for hard high-strength materials (tool steels).
Cubic boron nitride (CBN) - 2nd
hardest substance (superabrasive), used for hard high-strength materials (tool steels, die steel, stainless).
ABRASIVES
Chapter 26 - 11
Hardness: ability to resist penetration measured by Knoop hardness (kg/mm2).
ABRASIVE CHARACTERISTICS
Chapter 26 - 12
10/11/2014
5
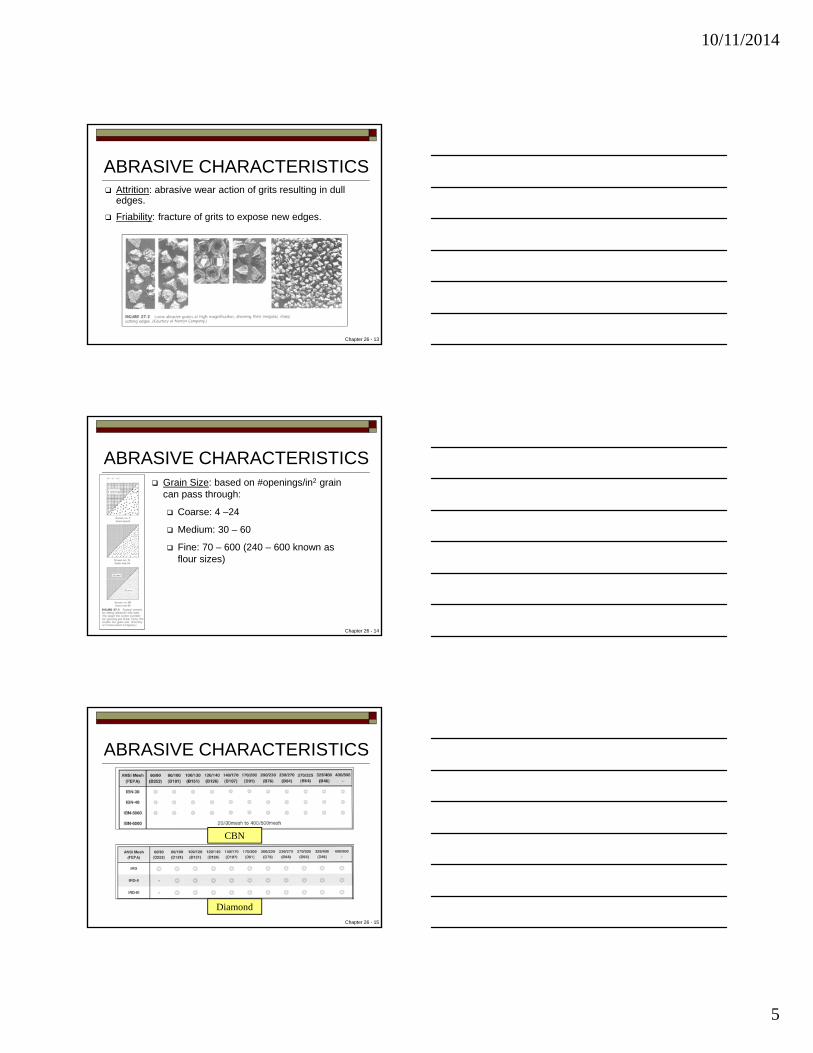
Attrition: abrasive wear action of grits resulting in dull edges.
Friability: fracture of grits to expose new edges.
ABRASIVE CHARACTERISTICS
Chapter 26 - 13
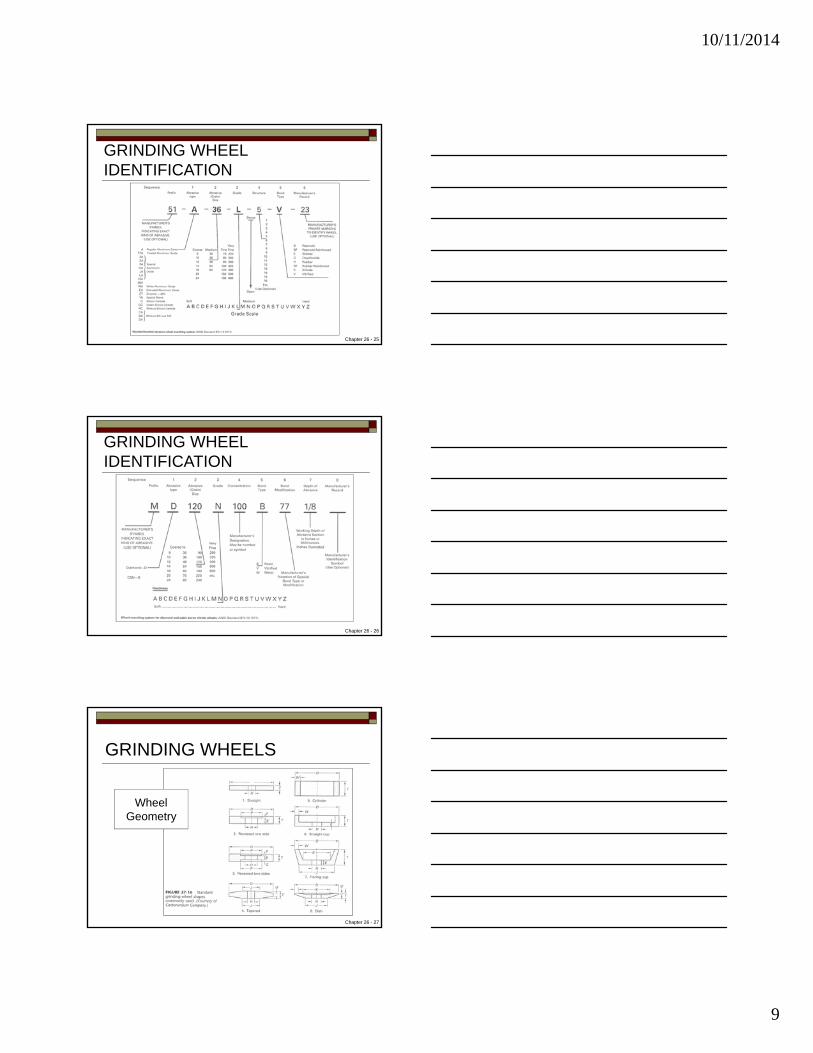
Grain Size: based on #openings/in2 grain can pass through:
Coarse: 4 –24
Medium: 30 – 60
Fine: 70 – 600 (240 – 600 known as flour sizes)
ABRASIVE CHARACTERISTICS
Chapter 26 - 14
CBN
Diamond
ABRASIVE CHARACTERISTICS
Chapter 26 - 15

10/11/2014
6
Grain Size: Affects MRR and surface finish.
ABRASIVE CHARACTERISTICS
Chapter 26 - 16
Grain Shape: determines tool geometry.
Cutting: 95-98% of heat goes into chip.
Plowing: large negative rake angles, high percentage of heat goes into work.
Rubbing: rounded edges, high percentage of heat goes into work.
ABRASIVE CHARACTERISTICS
Chapter 26 - 17
ABRASIVE CHARACTERISTICS
Chapter 26 - 18

10/11/2014
7
ABRASIVE CHARACTERISTICS
Chapter 26 - 19
ABRASIVE CHARACTERISTICS
Chapter 26 - 20
Structure - spacing of abrasive:
Close structure - densely packed, little room for chips, more cutting edges.
Open structure - widely spaced, larger chip cavities, fewer cutting edges.
GRINDING WHEELS
Chapter 26 - 21

10/11/2014
8
GRINDING WHEELS
Chapter 26 - 22
Grade: how strongly grits are held in wheel:
Hard - dislodging force high.
Soft - dislodging force low.
Grinding Ratio (G Ratio):
in3 stock removed : in3 wheel lost
typically 20:1 to 80:1
GRINDING WHEELS
Chapter 26 - 23
Bonding Materials:
Vitrified (clays & ceramics): porous, strong, and rigid.
Resinoid or Phenolic Resins (plastics): some flexibility.
Silicate (waterglass): brittle, soft.
Shellac: thin wheels with some elasticity.
Rubber: high speed with flexibility:
Electroplating: superabrasives plated or impregnated on steel blank.
GRINDING WHEELS
Chapter 26 - 24
10/11/2014
9
GRINDING WHEEL IDENTIFICATION
Chapter 26 - 25
GRINDING WHEEL IDENTIFICATION
Chapter 26 - 26
Wheel Geometry
GRINDING WHEELS
Chapter 26 - 27

10/11/2014
10
Wheel Geometry
GRINDING WHEELS
Chapter 26 - 28
Dressing and Truing: cleans wheel and trues shape.
GRINDING WHEELS
Chapter 26 - 29
Dressing attachments incorporating a template can generate a shape which mirrors desired part profile.
GRINDING WHEELS
Chapter 26 - 30

10/11/2014
11
Crush Dressing: form crushed into grinding wheel.
GRINDING WHEELS
Chapter 26 - 31
Crush Dressing
GRINDING WHEELS
Chapter 26 - 32
Accident causes:
Wrong speed: grinding wheels are speed rated.
Cracked wheels: fracture.
Grinding on side of wheel: some wheels are rated for side grinding.
Improper or removed guarding.
Results: Fragments leaving the wheel at high speed or the wheel disintegrating much like a hand grenade.
GRINDING SAFETY
Chapter 26 - 33

10/11/2014
12
CUTTING FLUIDSUsed for same reasons as other chip removal processes:
Coolant,
Lubricity
Chip removal.
Chapter 26 - 34
SURFACE FINISHNon-Abrasive Processes
Chapter 26 - 35
SURFACE FINISH
Abrasive Processes
Chapter 26 - 36

10/11/2014
13
GRINDING MACHINES
Chapter 26 - 37
CYLINDRICAL GRINDING
Chapter 26 - 38
CYLINDRICAL GRINDING
Chapter 26 - 39

10/11/2014
14
1. Cylindrical between centers – Wheel and work revolve in opposite directions:
Plain Center-Type – cylindrical shapes only.
Universal – wheel can be rotated.
Dead Centers – Used to increase accuracy compared to live centers.
CYLINDRICAL GRINDING
Chapter 26 - 40
CYLINDRICAL GRINDING
Chapter 26 - 41
CYLINDRICAL GRINDING
Chapter 26 - 42

10/11/2014
15
2. Cylindrical chucking type: both internal and external surfaces.
CYLINDRICAL GRINDING
Chapter 26 - 43
CYLINDRICAL GRINDING
Chapter 26 - 44
CYLINDRICAL I.D. GRINDING
Chapter 26 - 45
10/11/2014
16
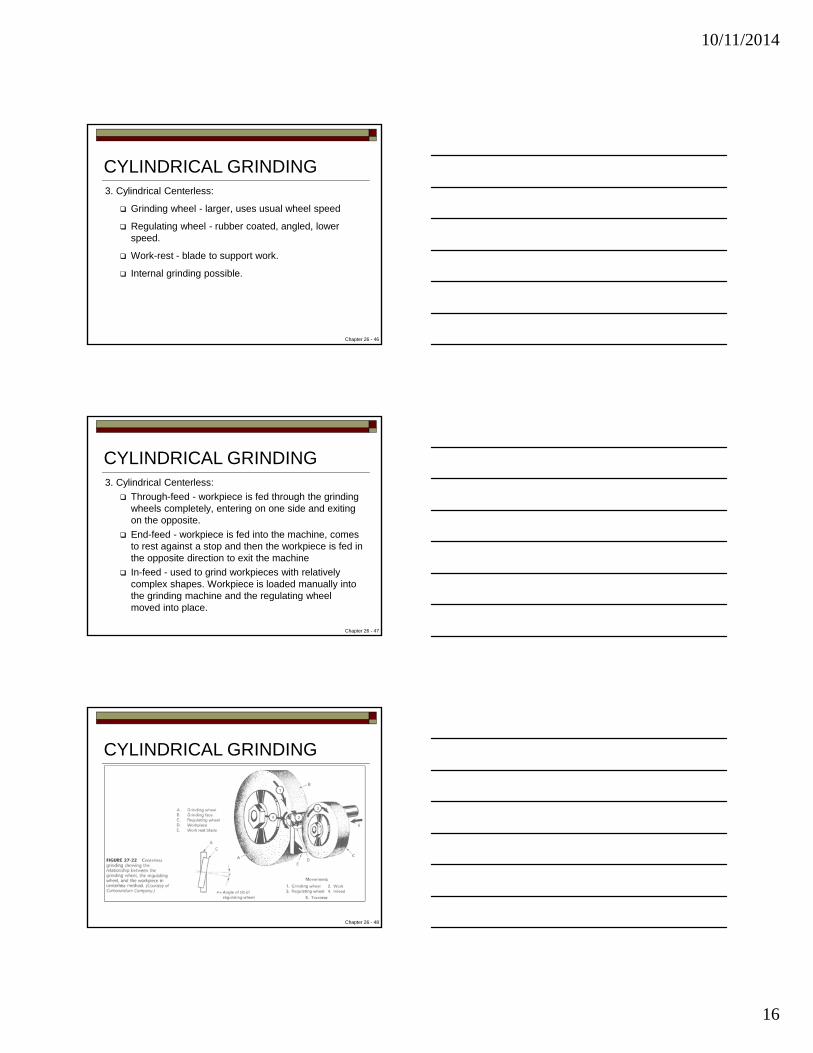
3. Cylindrical Centerless:
Grinding wheel - larger, uses usual wheel speed
Regulating wheel - rubber coated, angled, lower speed.
Work-rest - blade to support work.
Internal grinding possible.
CYLINDRICAL GRINDING
Chapter 26 - 46
3. Cylindrical Centerless:
Through-feed - workpiece is fed through the grinding wheels completely, entering on one side and exiting on the opposite.
End-feed - workpiece is fed into the machine, comes to rest against a stop and then the workpiece is fed in the opposite direction to exit the machine
In-feed - used to grind workpieces with relatively complex shapes. Workpiece is loaded manually into the grinding machine and the regulating wheel moved into place.
CYLINDRICAL GRINDING
Chapter 26 - 47
CYLINDRICAL GRINDING
Chapter 26 - 48

10/11/2014
17
CYLINDRICAL GRINDING
Chapter 26 - 49
CYLINDRICAL GRINDING
Chapter 26 - 50
CYLINDRICAL GRINDING
Chapter 26 - 51
10/11/2014
18
4. Tool post grinders – Lathe attachment. Mounts on the tool post.
CYLINDRICAL GRINDING
Chapter 26 - 52
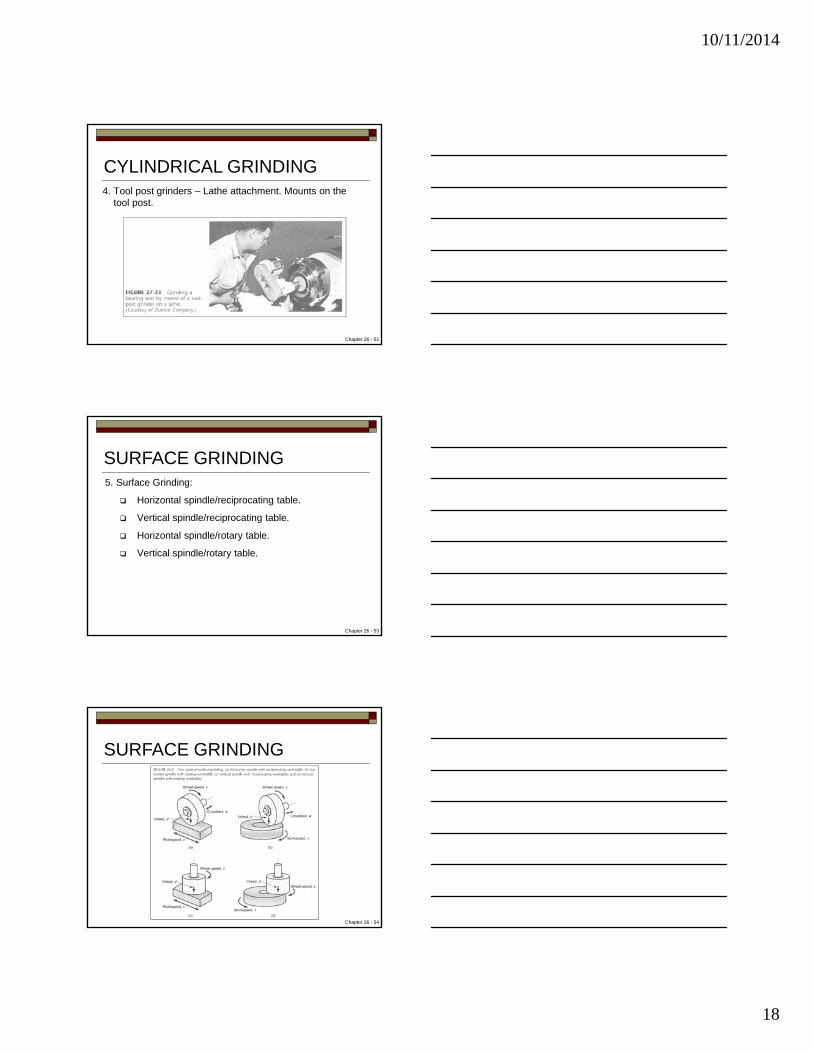
5. Surface Grinding:
Horizontal spindle/reciprocating table.
Vertical spindle/reciprocating table.
Horizontal spindle/rotary table.
Vertical spindle/rotary table.
SURFACE GRINDING
Chapter 26 - 53
SURFACE GRINDING
Chapter 26 - 54

10/11/2014
19
SURFACE GRINDING
Horizontal Spindle/ReciprocatingChapter 26 - 55
SURFACE GRINDING
Horizontal Spindle/Rotary TableChapter 26 - 56
SURFACE GRINDING
Vertical Spindle/Rotary TableChapter 26 - 57

10/11/2014
20
227" Blanchard GrinderLargest in the nation with
80" height capacity, vacuum chuck, 400 HP, AC,
main spindle motor and 200" table.
SURFACE GRINDING
Chapter 26 - 58
6. Creep feed grinding - Single pass, very slow feed and large depth of cut. Frequently used with profile grinding operations.
CREEP FEED GRINDING
Chapter 26 - 59
CREEP FEED GRINDING
Chapter 26 - 60

10/11/2014
21
CREEP FEED GRINDING
Chapter 26 - 61
CDCF – Continuous Dress Creep Feed
7. Tool grinding: special machines, universal tool and cutter grinders.
TOOL GRINDING
Chapter 26 - 62
8. Off-hand grinding: bench and pedestal grinders.
OTHER PROCESSES
Chapter 26 - 63

10/11/2014
22
9. Disk grinders: two large wheels, grinding on two surfaces
OTHER PROCESSES
Chapter 26 - 64
10. Jig grinders: high precision, vertical spindle machines. Similar application to jig bores.
OTHER PROCESSES
Chapter 26 - 65
11. Hand grinders:
Electric or pneumatic.
Deburring and mold work.
Mounted wheels and points.
OTHER PROCESSES
Chapter 26 - 66

10/11/2014
23
12. Gear Grinding:
OTHER PROCESSES
Chapter 26 - 67
13. Thread Grinding:
OTHER PROCESSES
Chapter 26 - 68
Chapter 26 - 69
14. Profile Cylindrical Grinding
OTHER PROCESSES

10/11/2014
24
Abrasive glued to cloth or backing paper.
Available in sheets, rolls, endless belts, disks.
COATED ABRASIVES
Chapter 26 - 70
COATED ABRASIVES
Chapter 26 - 71
COATED ABRASIVES
Chapter 26 - 72

10/11/2014
25
Fine abrasive stones.
Very small amount of material removed.
Used for truing, sizing and lay patterns.
HONING PROCESS
Chapter 26 - 73
HONING PROCESS
Chapter 26 - 74
HONING PROCESS
Chapter 26 - 75

10/11/2014
26
HONING MACHINES
Chapter 26 - 76
Chapter 26 - 77
HONING MACHINES
Lapping: Free particles (diamond) allowed to become embedded in softer material that is used to remove very small amounts of stock from workpiece.
FREE ABRASIVE PROCESSES
Chapter 26 - 78

10/11/2014
27
LAPPING MACHINES
Chapter 26 - 79
Processes
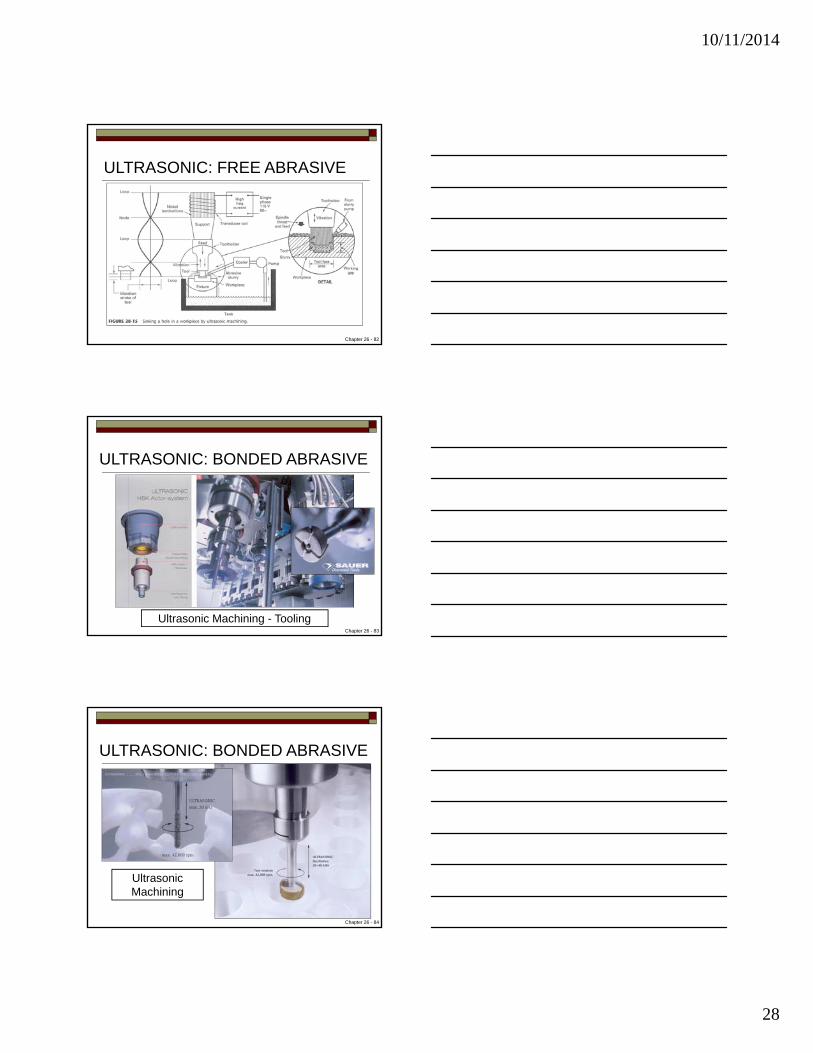
Ultrasonic Machining uses abrasive slurry or bonded abrasives with ultrasonic vibrations.
Waterjet Cutting/Hydrodynamic Machining high-velocity jet (3000 ft/sec) at high pressure (60,000 psi)
Abrasive Waterjet Cutting addition of abrasives.
Abrasive Jet Machining inert gas rather than water.
Abrasive Flow Machining semisolid liquid or gel with abrasives for finishing.
Chapter 26 - 80
FREE ABRASIVE PROCESSES
Chapter 26 - 81
FREE ABRASIVE PROCESSES
10/11/2014
28
ULTRASONIC: FREE ABRASIVE
Chapter 26 - 82
Ultrasonic Machining - ToolingChapter 26 - 83
ULTRASONIC: BONDED ABRASIVE
Ultrasonic Machining
Chapter 26 - 84
ULTRASONIC: BONDED ABRASIVE

10/11/2014
29
Ultrasonic Machining – Example PartsChapter 26 - 85
ULTRASONIC: BONDED ABRASIVE
Ultrasonic Machining – Example PartsChapter 26 - 86
ULTRASONIC: BONDED ABRASIVE
Chapter 26 - 87
WATERJET PROCESS

10/11/2014
30
Chapter 26 - 88
WATERJET PROCESS
Abrasive Waterjet: Multi-point cutting or erosion as material removal process.
ABRASIVE WATERJET
Chapter 26 - 89
Abrasive Waterjet CuttingChapter 26 - 90
ABRASIVE WATERJET

10/11/2014
31
Waterjet Cutting
Chapter 26 - 91
ABRASIVE WATERJET
Chapter 26 - 92
Waterjet Cutting
ABRASIVE WATERJET
Chapter 26 - 93
ABRASIVE WATERJET

10/11/2014
32
Abrasive Jet Machining – Uses inert gas rather than water as medium for abrasive.
Chapter 26 - 94
ABRASIVE JET MACHINING
Chapter 26 - 95
ABRASIVE FLOW
The End – See Oncourse for Videos
Chapter 26 - 96