changeover time reduction case study: canned tuna ... · changeover time and leads to low...
TRANSCRIPT

. . 2556 16-18 2556
:
Changeover Time Reduction
Case Study: canned tuna manufacturing
E-mail: [email protected]*
Ornicha Anuchitchanchai
Department of Industrial and Logistics Engineering, Faculty of Engineering, Mahanakorn University of Technoloby, Bangkok
E-mail: [email protected]*
(Single Minute Exchange of Dies: SMED) 2
Seamer 28.60
10.10 24.78 16.60
SMED
Abstract
This study aims to improve efficiency of canned tuna manufacturing process by reducing changeover
time tin production process. To analysis the problem, it shows that setting up time for changing size and type of product in production process, as it has many works to be done, therefore it causes of long
changeover time and leads to low productivity. This research applies the principle of Single Minute
Exchange of Dies (SMED), purposing to reduce set up process and changeover time. After improvement for two machines, seamer machine and formatting machine, the result indicates that change over time of
those two machines has been reduced. For seamer machine, changeover time has been reduced from 28.60 minutes to 10.10 minutes. For formatting machine, changeover time has been reduced from 24.78
minutes to 16.60 minutes. Moreover, this improvement could be further applied to other production line.
Keywords: Productivity improvement, Waste reducing, SMED
1.

. . 2556 16-18 2556
7 (7-Wastes)
(Changeover Time) (Set up Time)
[1]
(Lot Size) [2]
(Bottle Neck)
Electriv Drive [3]
[4] [5]
2
(SMED) 3 4
5
2.
(SMED: Single Minute Exchange of Die)
(SMED) Shigeo Shingo [6]
10
SMED
2 (Internal Activity)
(External
Activity)
SMED 3
1. (Separate Internal and external setup)
2. (Convert internal to External setup)
3. (Streamline all aspects of the
setup operations)
(ECRS)

. . 2556 16-18 2556
0 10 20 30 40
Seamer setup
Format setup
line
key code
( )
3.
1 2
2g
kT
p m (1)
p k T m
Times New Roman 1
1
Code
Code 2
Seamer Format
Code
2
2 Code
4.
Code Code
Seamer
Format (Work Element)
4 1
- (Value Activity)
- (Non � Value
Actuvity)
- (External Activity)
- (Internal Activity)
1 Format
ONLINE

. . 2556 16-18 2556
1 67
2 ( 1,2) 3
3 2
4 1
5 2
6 ( 3) 2
7 2
8 2
9 3
21 Front Plate 4
23 L1/4 2
24 ( 8) 7
25 Turret Ring 1
26 Turret Ring 1
4.1
U
4.2
ECRS
2
3 19
5.
2 Seamer
28.60 10.10
For Mat 24.78 16.60 2-3
4-5
2 - Format
. . 2556 16-18 2556
16.95
11.65 11.23
17.37
6.3
3.8 3.63
6.47
0
2
4
6
8
10
12
14
16
18
20
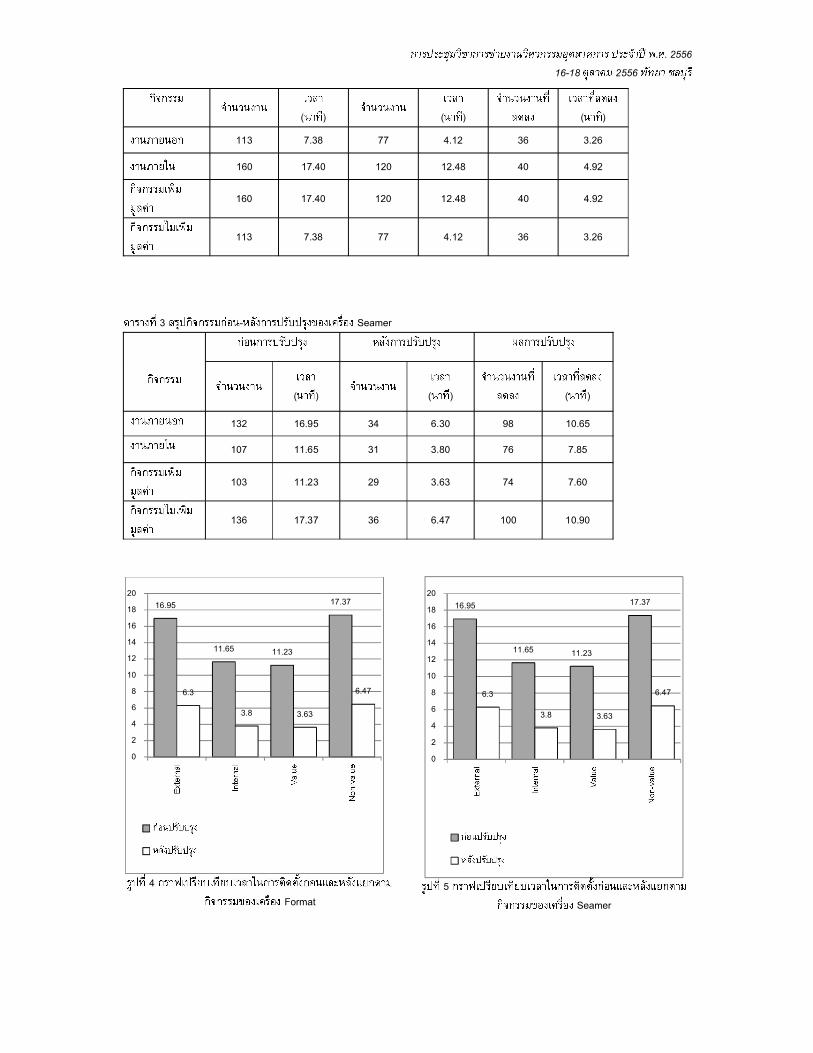
3 - Seamer
( )
( )
( )
132 16.95 34 6.30 98 10.65
107 11.65 31 3.80 76 7.85
103 11.23 29 3.63 74 7.60
136 17.37 36 6.47 100 10.90
4
Format
5
Seamer
16.95
11.65 11.23
17.37
6.3
3.8 3.63
6.47
0
2
4
6
8
10
12
14
16
18
20
( )
( )
( )
113 7.38 77 4.12 36 3.26
160 17.40 120 12.48 40 4.92
160 17.40 120 12.48 40 4.92
113 7.38 77 4.12 36 3.26

. . 2556 16-18 2556
[1] Ferradas, P.G. and Salonitis, K. 2013. Improving changeover time: a tailored SMED
approach for welding cells. Procedia CIRP, 7: 598 � 603.
[2] Goubergen, D.V. and Landeghem, H.V., 2002. Rules for integrating fast changeover
capabilities into new equipment design. Robotics and Computer Integrated
Manufacturing, 18: 205 214. [3] Fritsche, R. 2011. Reducing set-up times for
improved flexibility in high-mix low-volume
electric drives production. 1st International Electric Drives Production Conference 2011,
EDPC-2011 � Proceedings, 74-77. [4] Domingos, R., Fernando, B., Rui, S. and
Carmo-Silva, S. 2011. An application of the smed methodology in an electric power controls
company. Romanian Review Precision Mechanics, Optics and Mechatronics, 40: 115-
122.
[5] Mehmet, C. 2009. Process improvement: Performance analysis of the setup time
reduction-SMED in the automobile industry. International Journal of Advanced
Manufacturing Technology, 41(1-2): 168-179. [6] Shingo, S., 1985. A revolution in manufacturing:
The SMED system. Productivity Press, Stanford, CT.