ch.4 manufacturing & method engineering : advanced. manufacturing... · · 2008-01-04a...
TRANSCRIPT
Part 3 : Acquisition & Production Support.
Ch.4 Manufacturing & Method Engineering : Advanced.
Edited by Dr. Seung Hyun Lee (Ph.D., CPL)IEMS Research Center, E-mail : [email protected]
- 1 -
Logistics in Production.
Blanchard pp 294- 302
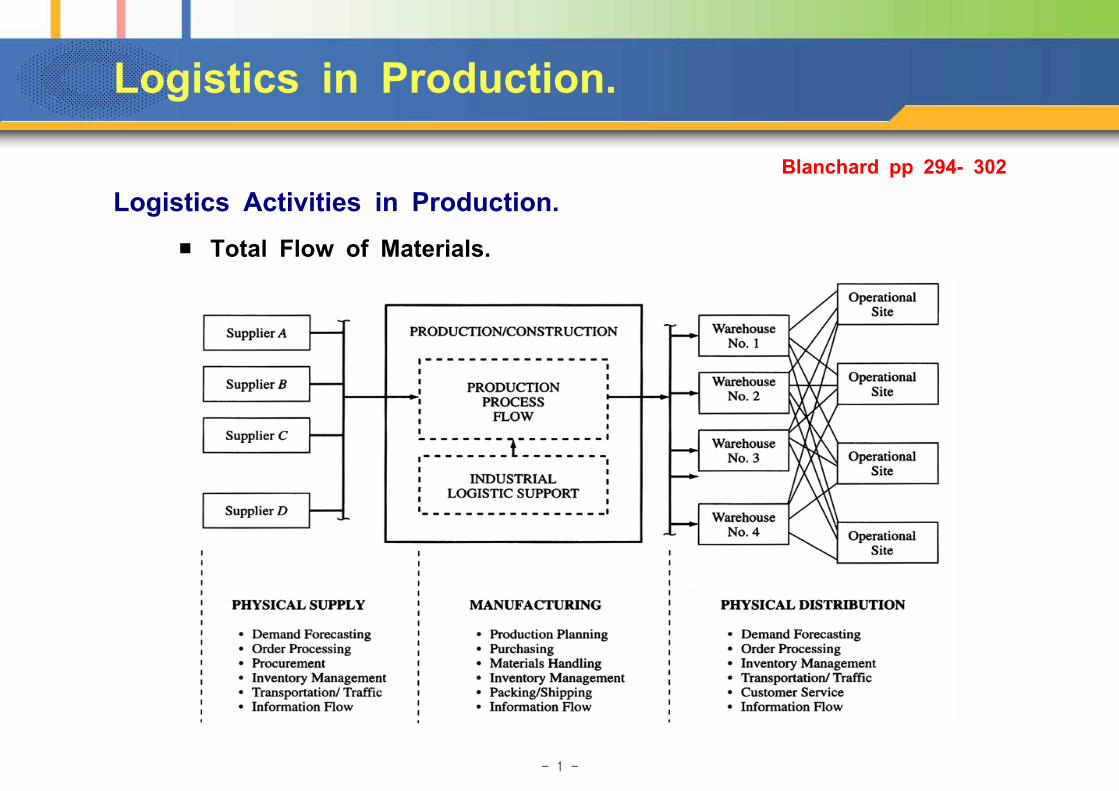
Logistics Activities in Production. ■ Total Flow of Materials.
- 2 -
Logistics in Production.
[Blanchard, pp294 - 302]
Logistics Activities in Production. ■ Several Major Activities of Logistics in the Production Phase. ․ The initial purchasing of items from various suppliers. ․ The flow of materials through the manufacturing facility. ․ The establishment and maintenance of inventories. ․ Packaging and transportation, warehousing, and the ultimate distribution of products for customer use.
- 3 -
Logistics in Production.
[Blanchard, pp294 - 302]
Logistics Activities in Production. ■ Performance Measures of Logistics in the Production Phase. ․ Minimizing the overall response time from the point where a need is first identified to the delivery and the installation of the item at the user's site. ․ Minimizing the number of steps in the decision-making loop. ․ Increasing asset visibility and minimizing inventory requirements, the number of warehouse necessary, and storage space. ․ Minimizing transportation times. ․ Minimizing costs from a life-cycle perspective.
- 4 -
Industrial Engineering.
[Blanchard, pp303-307]
Industrial Engineering. ■ Definitions. ․ The engineering discipline concerned with facilities layouts, methods measurement and improvement, statistical quality control, job design and evaluation, and the use of management science to solve operation problems.
(APICS Dictionary, 9th Edition)
․ Included within the context of industrial engineering are a number of engineering organizations which, in many companies, are involved in the design of production configurations. 1. Plant engineering. 2. Manufacturing engineering. 3. Method engineering. 4. Production control requirements.
- 5 -
Industrial Engineering.
[Blanchard, pp303-307]
Plant Engineering. ■ Definition and Activities. ․ Plant engineering includes the general design, development, construction, operation, and maintenance of production facilities. ․ Some activities. 1. Determine the capacity and location of both production and storage facilities. 2. Determine capital equipment needs : machines, heavy equipment, computer aided manufacturing equipment, large jigs and fixtures. 3. Determine material handling systems. 4. Accomplish plant layout. 5. Establish an integrated plant maintenance capability for the life-cycle support of the production facility and the capital asset.
- 6 -
Industrial Engineering.
[Blanchard, pp303-307]
Manufacturing Engineering. ■ Definitions and Activities. ․ The engineering discipline concerned with designing and improving production processes. ․ Some activities. 1. Evaluate the results of early system design and assist in determining make-or-buy decisions. 2. Evaluate and help select the material(s) to be used in the fabrication of each "make" item. 3. Select the basic process that is to be used in item fabrication. : degree of accuracy, precision, allowable tolerances, repeatability, etc. 4. Establish the process specification. : tolerances and allowable process variations, the support of the quality control and applicable engineering design organizations. 5. Specify the function/task sequences through developing flow diagrams describing these sequences. (with methods engineering)

- 7 -
Industrial Engineering.
[Blanchard, pp303-307]
Manufacturing Engineering. ■ Definitions and Activities. ․ Some activities. 6. Identify the human-machine interfaces. (with methods and plant engineering) : Apply human factors criteria in determining those functions that are to be performed manually versus those that can be automated through the use of CAM, NC, and so on. 7. Select the appropriate machines, tools, jigs, and fixtures for each applicable manufacturing operation and area where the requirements dictate a peculiar need.
- 8 -
Industrial Engineering.
[Blanchard, pp303-307]
Method Engineering. ■ Definitions and Activities. ․ The engineering discipline concerned with analyzing production operations on the basis of effectiveness and cost. ․ Some activities. 1. Establish work methods, and time and cost standards. : Select jobs that can be standardized. : Analyze the jobs in terms of elements, synthesize and evaluate : alternative job approaches. : Establish cost and time standards for each job. 2. Estimate component part costs and the cost of each manufacturing operation. 3. Determine personnel job-skill requirements for all functions, and estimate manufacturing personnel quantities and labor grades.
- 9 -
Industrial Engineering.
[Blanchard, pp303-307]
Production Control Requirements. ■ Some Requirements. ․ Production control are associated with plant engineering, manufacturing engineering, and methods engineering.
․ To enable the necessary production control, the design must consider such questions as 1. Where should the production facility be located ? Is a new facility required, or should an existing facility be modified ? 2. How many production lines should be established, and what capital equipment should be assigned to each line ? 3. What is the optimum production rate and output on a month-to-month basis ? 4. How should the production facility and associated equipment be laid out for optimum output ?
- 10 -
Industrial Engineering.
[Blanchard, pp303-307]
Production Control Requirements. ■ Some Requirements. ․ To enable the necessary production control, the design must consider such questions as 5. Where should inventory stockpoints be located, and what level of inventory should be maintained ? What economic order quantities and procurement cycles are appropriate to adequately support the production flow process ? 6. What functions should be automated and what functions should be accomplished through manual means ? 7. How should maintenance and rework of the item being produced be accomplished ? Where should it be accomplished ? 8. How should maintenance of production equipment, utilities, facilities, and so on, be accomplished ? Where should it be accomplished ? Has a maintenance concept/plan been developed for the production capability ?
- 11 -
Industrial Engineering.
[Blanchard, pp303-307]
Production Control Requirements. ■ Some Requirements. ․ To enable the necessary production control, the design must consider such questions as 9. What methods for materials handling and modes of transportation should be provided in order to support product delivery or maintenance requirements ? 10. How are changes to the production capability implemented ? Changes may be initiated as a result of product changes or for the purpose of improving the production capability ?
- 12 -
Facilities Layouts.
[Other Resources]
Types of Layouts. ■ Fixed Position Layouts. ․ Some products are too big to be moved, so the product remains fixed and the layout is based on the product size and shape. Examples of products requiring fixed position layouts are large airplanes, ships, and rockets. ․ A project layout is similar in concept to the fixed position layout. This would be appropriate for large construction jobs such as commercial buildings or bridges.
■ Product Layouts. ․ In a product layout (or product flow layout) machines are organized to conform to the sequence of operations required to produce the product. ․ The product layout is typical of high-volume standardized production. An assembly line (or transfer line) is a product layout, because assembly facilitates are organized according to the sequence of steps required to produce the item.
- 13 -
Facilities Layouts.
[Other Resources]
Types of Layouts. ■ Process Layouts. ․ Process layouts are the most common for small- to medium- volume manufacturers. A process layout groups similar machines having similar functions. ․ A typical process layouts would group lathes in one area, drills in one area, and so on. Process layouts are most effective when there is a wide variation in the product mix.
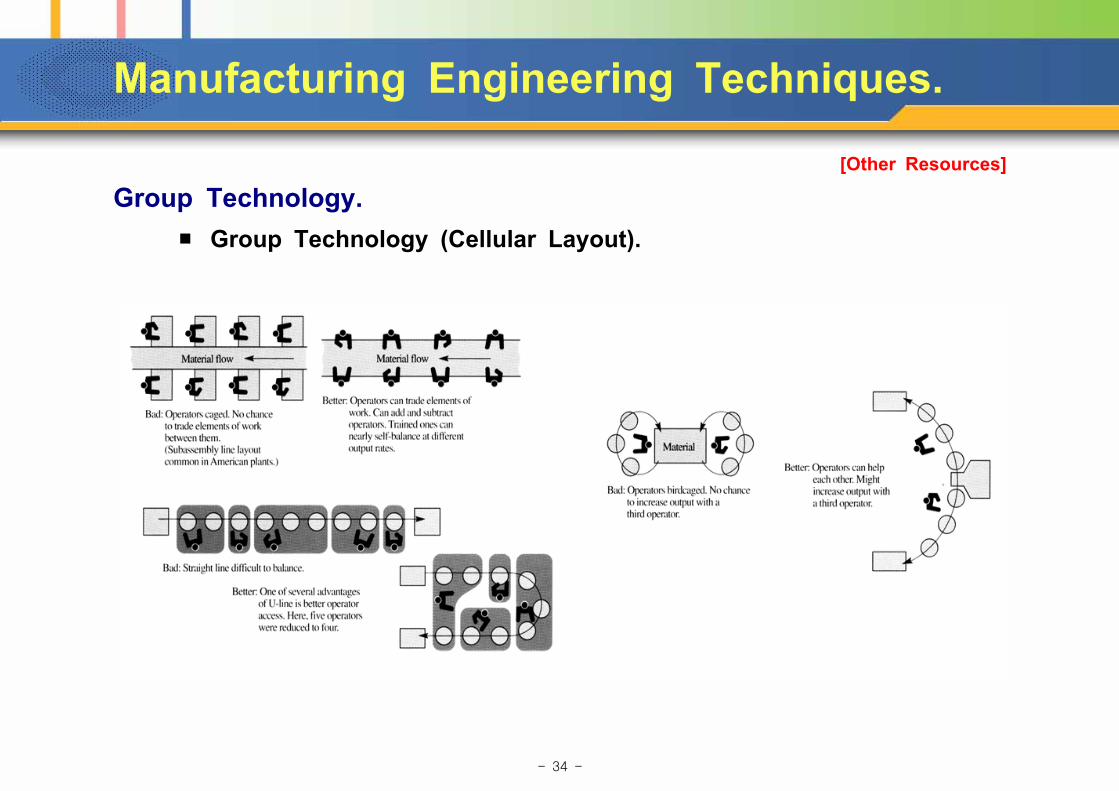
■ Layouts Based on Group Technology (Cellular Layouts) ․ To implement a group technology layout, parts must be identified and grouped based on similarities in manufacturing function or design. ․ Parts are organized into part families. Presumably, each family requires similar processing, which suggests a layout based on the needs of each family. ․ In most cases, machines are grouped into machine cells where each cell corresponds to a particular part family or a small group of part families.
- 14 -
Manufacturing Engineering Techniques.
[Other Resources]
Decision Under Risk and Uncertainty. ■ Decision Making Under Risk. ․ Aspiration level criterion. Some form of aspiration level exists in most personnel and professional decision making. An aspiration level is some desired level of achievement such as profit, or some underdesirable result level to be avoided, such as loss.
․ Most probable future criterion. A basic human tendency is to focus on the most probable outcome from among several that could occur.
․ Expected value criterion. This criterion is viewed with caution only when the payoff consequences of possible outcomes are disproportionately large, making a result that deviates from the expected outcome a distinct possibility.
- 15 -
Manufacturing Engineering Techniques.
[Other Resources]
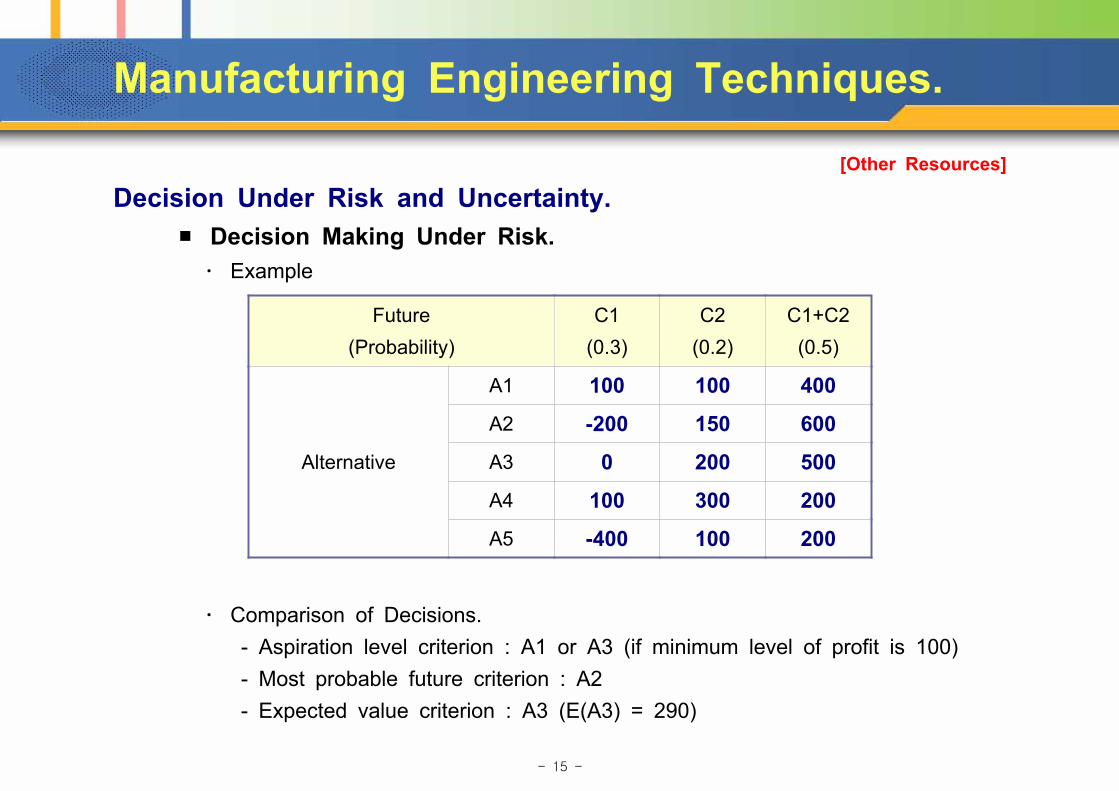
Decision Under Risk and Uncertainty. ■ Decision Making Under Risk. ․ Example
Future(Probability)
C1(0.3)
C2(0.2)
C1+C2(0.5)
Alternative
A1 100 100 400
A2 -200 150 600
A3 0 200 500
A4 100 300 200
A5 -400 100 200
․ Comparison of Decisions. - Aspiration level criterion : A1 or A3 (if minimum level of profit is 100) - Most probable future criterion : A2 - Expected value criterion : A3 (E(A3) = 290)
- 16 -
Manufacturing Engineering Techniques.
[Other Resources]
Decision Under Risk and Uncertainty. ■ Decision Making Under Uncertainty. ․ Equal Likelihood Criterion or Laplace Criterion. Under the equal likelihood criterion we assume that each one of states is equally likely.
․ Maximin Criterion or The Conservative Criterion. Under the conservative criterion, there is again an assumption that there is no knowledge about the respective probabilities of future states. The objective of the criterion is to avoid the worst outcomes.
․ Maximax Criterion or The Gambler's Criterion. The objective of the criterion is to ensure that the highest possible profit is obtained if the associated state of nature occurs.
- 17 -
Manufacturing Engineering Techniques.
[Other Resources]
Decision Under Risk and Uncertainty. ■ Decision Making Under Uncertainty. ․ Minimax Regret for Opportunity Loss Criterion. The objective of the criterion is to ensure that the larger opportunity loss are avoided. To apply the regret criterion we must first convert the decision matrix for the problem from a prior matrix to an opportunity loss matrix.
․ Hurwicz Criterion. Most people have a degree of optimism or pessimism somewhere between the extremes. A third approach to decision making under uncertainty involves an index (or weight factor) of relative optimism and pessimism.
Max { α [ Max Eij ] + (1 - α ) [ Min Eij ] }
- 18 -
Manufacturing Engineering Techniques.
[Other Resources]
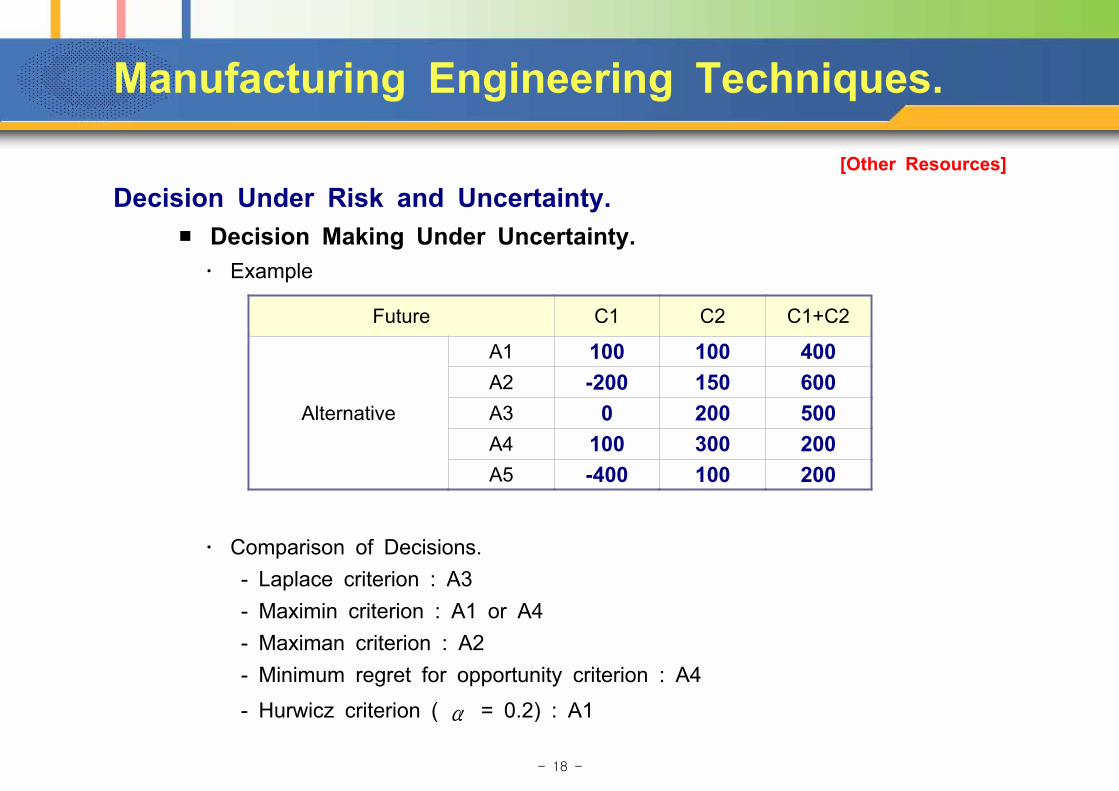
Decision Under Risk and Uncertainty. ■ Decision Making Under Uncertainty. ․ Example
Future C1 C2 C1+C2
Alternative
A1 100 100 400A2 -200 150 600A3 0 200 500A4 100 300 200A5 -400 100 200
․ Comparison of Decisions. - Laplace criterion : A3 - Maximin criterion : A1 or A4 - Maximan criterion : A2 - Minimum regret for opportunity criterion : A4
- Hurwicz criterion ( α = 0.2) : A1
- 19 -
Manufacturing Engineering Techniques.
[Other Resources]
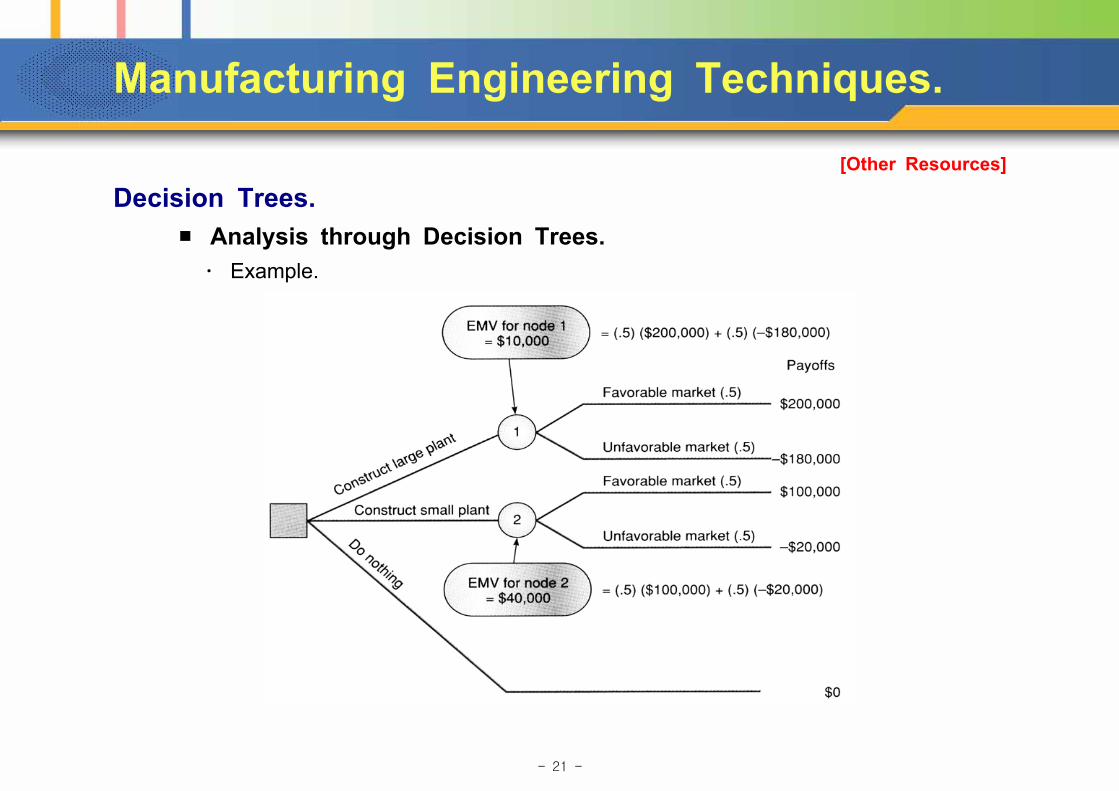
Decision Trees. ■ Analysis through Decision Trees. ․ A decision tree is a graphic display of the decision process that indicates decision alternatives, state of nature and their respective probabilities, and payoffs for each combination of alternative and state of nature.
․ Two symbols are used in decision trees. 1. □ - a decision node from which one of several alternatives may be selected.
2. ○ - a state of nature node out of which one state of nature will occur.
- 20 -
Manufacturing Engineering Techniques.
[Other Resources]
Decision Trees. ■ Analysis through Decision Trees. ․ Analyzing problems with decision trees involves five steps. 1. Define the problem. 2. Structure or draw the decision tree. 3. Assign probabilities to the state of nature. 4. Estimate payoffs for each possible combination of alternative and state of nature. 5. Solve the problem by computing monetary values (EMV) for each state of nature node.
- 21 -
Manufacturing Engineering Techniques.
[Other Resources]
Decision Trees. ■ Analysis through Decision Trees. ․ Example.
- 22 -
Manufacturing Engineering Techniques.
[Other Resources]
Linear Programming. ■ Concepts of Linear Programming. ․ Linear programming (LP) is a widely used mathematical technique designed to help production and operation managers plan and make the decisions necessary to allocate resources.
․ A few examples of problems in which LP has been successfully applied. 1. Selecting the product mix in a factory to make best use of machine and labor hours available while maximizing the firm's profit. 2. Picking blends of raw materials in feed mills to produce finished feed combinations at minimum cost. 3. Determining the distribution system that will minimize total shipping cost from several warehouses to various market locations. 4. Developing a production schedule that will satisfy demands for a firm's product and at the same time minimize total production and inventory costs.
- 23 -
Manufacturing Engineering Techniques.
[Other Resources]
Linear Programming. ■ Linear Programming Properties. ․ LP problems seek to maximizing or minimize some quantity. We refer to this property as the objective function.
․ The presence of restrictions, or constraints, limits the degree to which we can pursue our objective.
․ There must be alternative course of action to choose from. For example, if a company produces three different products, management may use LP to decide how to allocate among them its limited production resources.
․ The objectives and constraints in linear programming problems must be expressed in terms of linear equations or inequalities.
- 24 -
Manufacturing Engineering Techniques.
[Other Resources]
Linear Programming. ■ Linear Programming Example : Maximizing Profit. ․ The Quink Electronics Company produces two products : (1) the Quink PDP TV, and (2) the Quink LCD TV. The production process for each product is similar in that both require a certain number of hours of electronic work and a certain number of labor hours in the assembly department. Each PDP TV takes 4 hours of electronic work and 2 hours in the assembly shop. Each LCD TV requires 3 hours in electronics and 1 hours in assembly.
During the current production period, 240 hours of electronic time are available and 100 hours of assembly department time are available. Each PDP TV sole yields a profit of $70; each LCD TV produced may be sold for $50 profit.
- 25 -
Manufacturing Engineering Techniques.
[Other Resources]
Linear Programming. ■ Linear Programming Example : Maximizing Profit. ․ Determining variables.
x 1 = number of Quink PDP TV to be produced.
x 2 = number of Quink LCD TV to be produced.
․ The objective function.
Maximize profit : $70 x 1 + $50 x 2
․ Constraints.
Electronic time : 4 x 1 + 3 x 2 ≤ 240
Assembly time : 2 x 1 + 1 x 2 ≤ 100
- 26 -
Manufacturing Engineering Techniques.
[Other Resources]
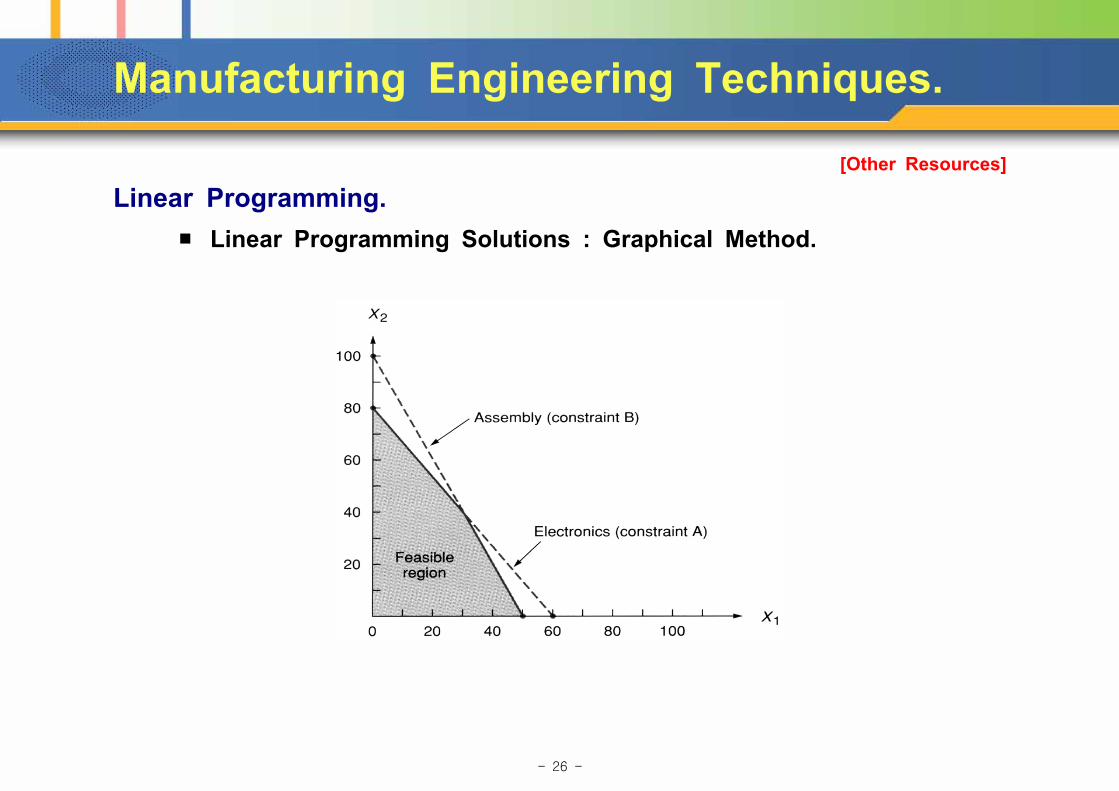
Linear Programming. ■ Linear Programming Solutions : Graphical Method.
- 27 -
Manufacturing Engineering Techniques.
[Other Resources]
Linear Programming. ■ Linear Programming Solutions : Simplex Method. ․ Most real world linear programming problems have more than two variables and thus are too complex for graphical solution. A procedure called the simplex method may be used to find the optimal solution to multivariable problems.
․ The simplex method is actually an algorithm with which we examine corner points in a mathematical fashion until we arrive the best solution - highest profit or lowest cost.
- 28 -
Manufacturing Engineering Techniques.
[Other Resources]
Simulation. ■ Definition of Simulation. ․ Simulation is the attempt to duplicate the features, appearance, and characteristics of a real system. The idea behind simulation is to imitate a real-world simulation mathematically, then to study its properties and operating characteristics, and finally to draw conclusions and make decisions based on the results of the simulation.
■ Procedures of Simulation. 1. Define the problems. 2. Introduce the importance variables associated with the problems. 3. Construct a numerical model. 4. Set up possible courses of action for testing. 5. Run the experiment. 6. Consider the results (possibly modify the model or change data inputs) 7. Decide what course of action to take.
- 29 -
Manufacturing Engineering Techniques.
[Other Resources]
Simulation. ■ Monte Carlo Simulation. ․ The basic of Monte Carlo simulation is experimentation on chance (or probabilistic) elements through random sampling. The technique breaks down into five simple steps : 1. Setting up a probability distribution for important variables. 2. Building a cumulative probability distribution for each variable. 3. Establishing interval of random numbers for each variable. 4. Generating random numbers. 5. Actually simulating a series of trials.
- 30 -
Manufacturing Engineering Techniques.
[Other Resources]
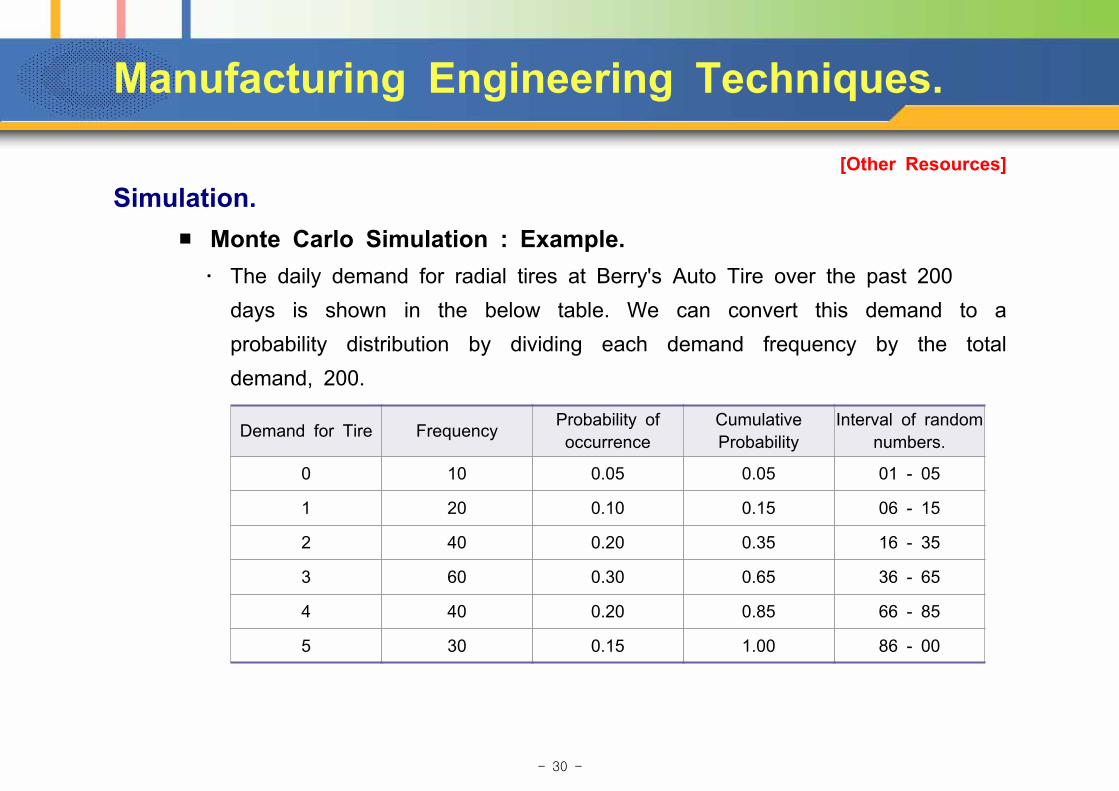
Simulation. ■ Monte Carlo Simulation : Example. ․ The daily demand for radial tires at Berry's Auto Tire over the past 200 days is shown in the below table. We can convert this demand to a probability distribution by dividing each demand frequency by the total demand, 200.
Demand for Tire Frequency Probability of occurrence
Cumulative Probability
Interval of random numbers.
0 10 0.05 0.05 01 - 05
1 20 0.10 0.15 06 - 15
2 40 0.20 0.35 16 - 35
3 60 0.30 0.65 36 - 65
4 40 0.20 0.85 66 - 85
5 30 0.15 1.00 86 - 00
- 31 -
Manufacturing Engineering Techniques.
[Other Resources]
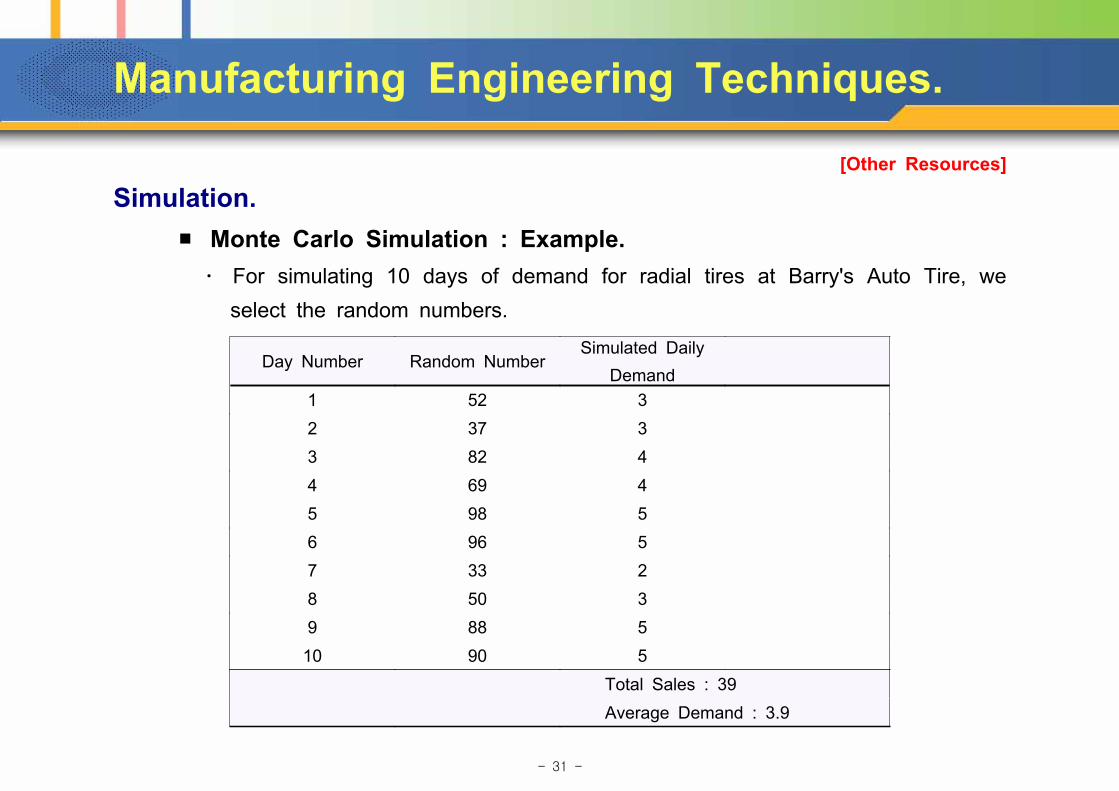
Simulation. ■ Monte Carlo Simulation : Example. ․ For simulating 10 days of demand for radial tires at Barry's Auto Tire, we select the random numbers.
Day Number Random NumberSimulated Daily
Demand1 52 32 37 33 82 44 69 45 98 56 96 57 33 28 50 39 88 510 90 5
Total Sales : 39 Average Demand : 3.9
- 32 -
Manufacturing Engineering Techniques.
[Other Resources]
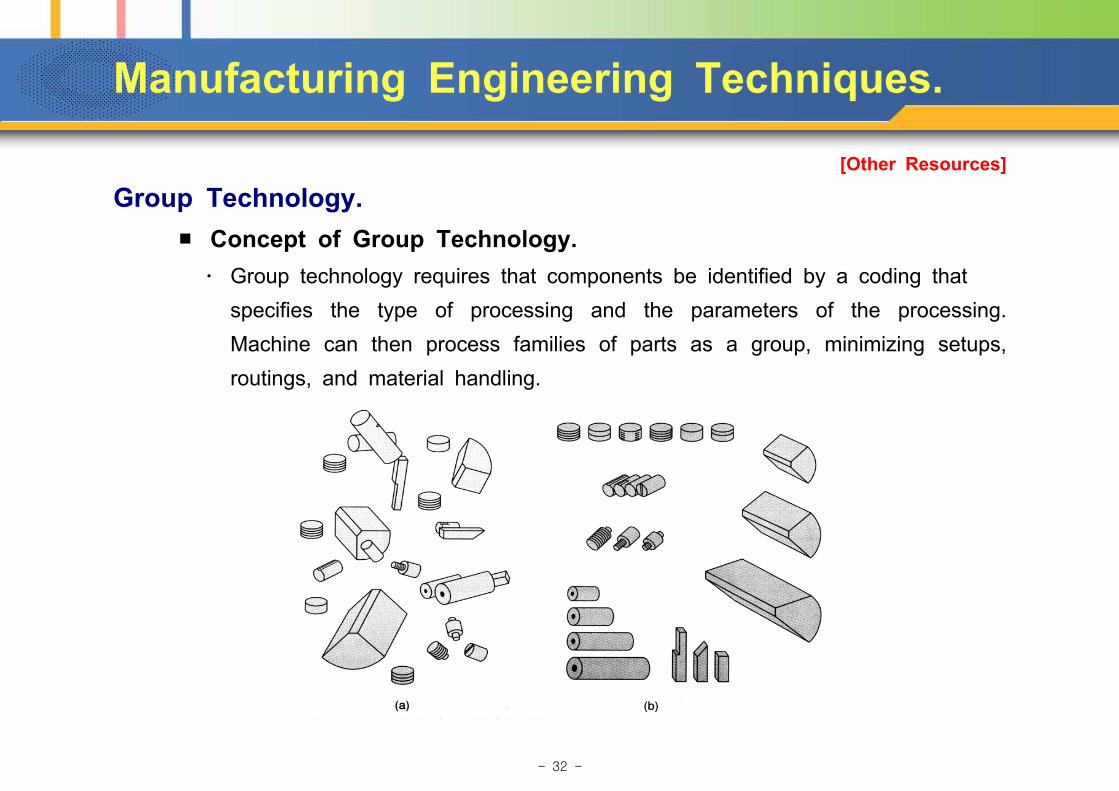
Group Technology. ■ Concept of Group Technology. ․ Group technology requires that components be identified by a coding that specifies the type of processing and the parameters of the processing. Machine can then process families of parts as a group, minimizing setups, routings, and material handling.
- 33 -
Manufacturing Engineering Techniques.
[Other Resources]
Group Technology. ■ Advantages of Group Technology. ․ Improved design because more design time can be devoted to fewer products. ․ Reduced raw material and purchases. ․ Simplified production planning and control. ․ Improved routing and machine loading. ․ Reduced tooling setup time, and work-in-process and production time.
- 34 -
Manufacturing Engineering Techniques.
[Other Resources]
Group Technology. ■ Group Technology (Cellular Layout).
- 35 -
Manufacturing Engineering Techniques.
[Other Resources]
Manufacturing Process Flow Design. ■ Assembly (or Gozinto) Chart. ․ An assembly drawing simply shows an exploded view of the product. An assembly drawing is usually a three-dimensional drawing, known as an isometric drawing.
․ The assembly chart shows in schematic form how a product is assembled. Manufactured components, purchased components, or a combination of both may be shown on an assembly chart.
․ The assembly chart identifies the point of production where components flow into subassemblies and ultimately into a final product.

- 36 -
Manufacturing Engineering Techniques.
[Other Resources]
Manufacturing Process Flow Design. ■ Assembly (or Gozinto) Chart : Example.
- 37 -
Manufacturing Engineering Techniques.
[Other Resources]
Manufacturing Process Flow Design. ■ Assembly Line Balancing. ․ Line balancing is usually done to minimize imbalance between machines or personnel while meeting a required output from the line.
․ To balance a line, management must know the tools, equipment, and work methods used. Then the time requirements for each assembly task must be determined. Management also needs to know the precedence relationship among the activities, that is, the order in which various tasks need to be performed.
- 38 -
Manufacturing Engineering Techniques.
[Other Resources]
Manufacturing Process Flow Design. ■ Assembly Line Balancing Process. ․ Line balancing process involves three steps. 1. Take the demand per day and divided it into the productive time available per day. 2. Calculate the theoretical minimum number of workstations. 3. Perform the line balance by assigning specific assembly tasks to each workstation. An efficient balance is one that will complete the required assembly, follow the specified sequence, and keep the idle time at each workstation to a minimum.
- 39 -
Manufacturing Engineering Techniques.
[Other Resources]
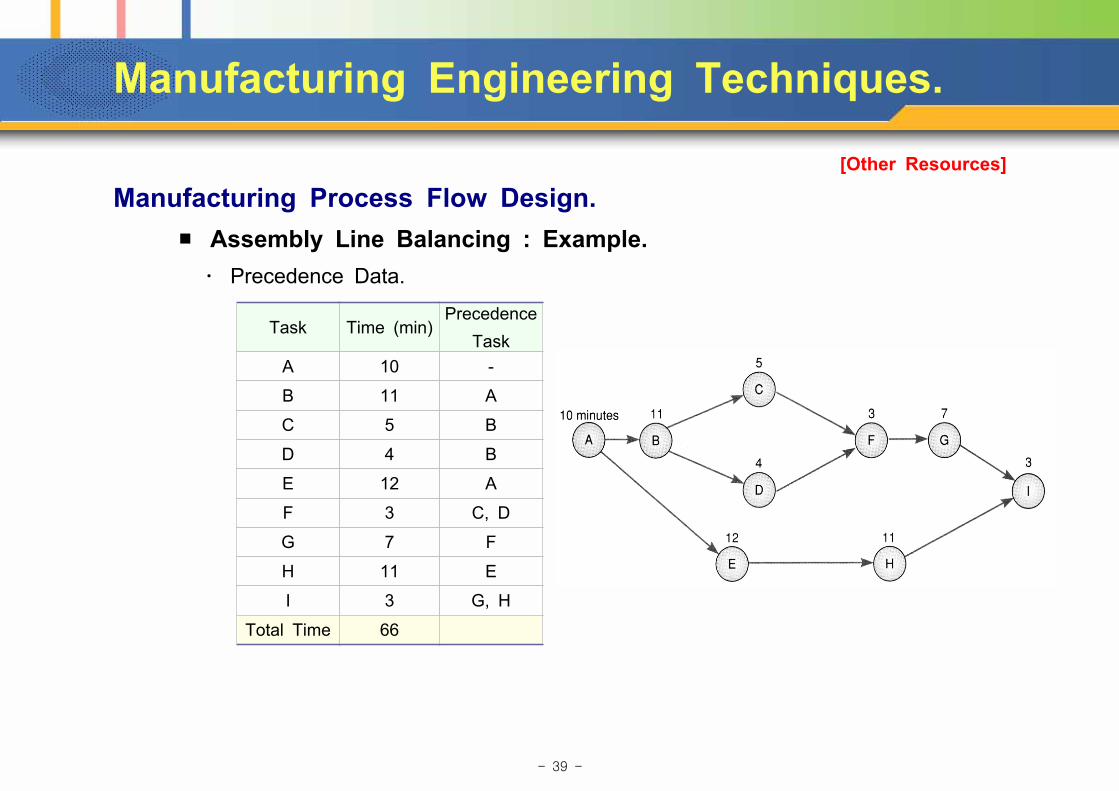
Manufacturing Process Flow Design. ■ Assembly Line Balancing : Example. ․ Precedence Data.
Task Time (min)Precedence
TaskA 10 -
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F
H 11 E
I 3 G, H
Total Time 66
- 40 -
Manufacturing Engineering Techniques.
[Other Resources]
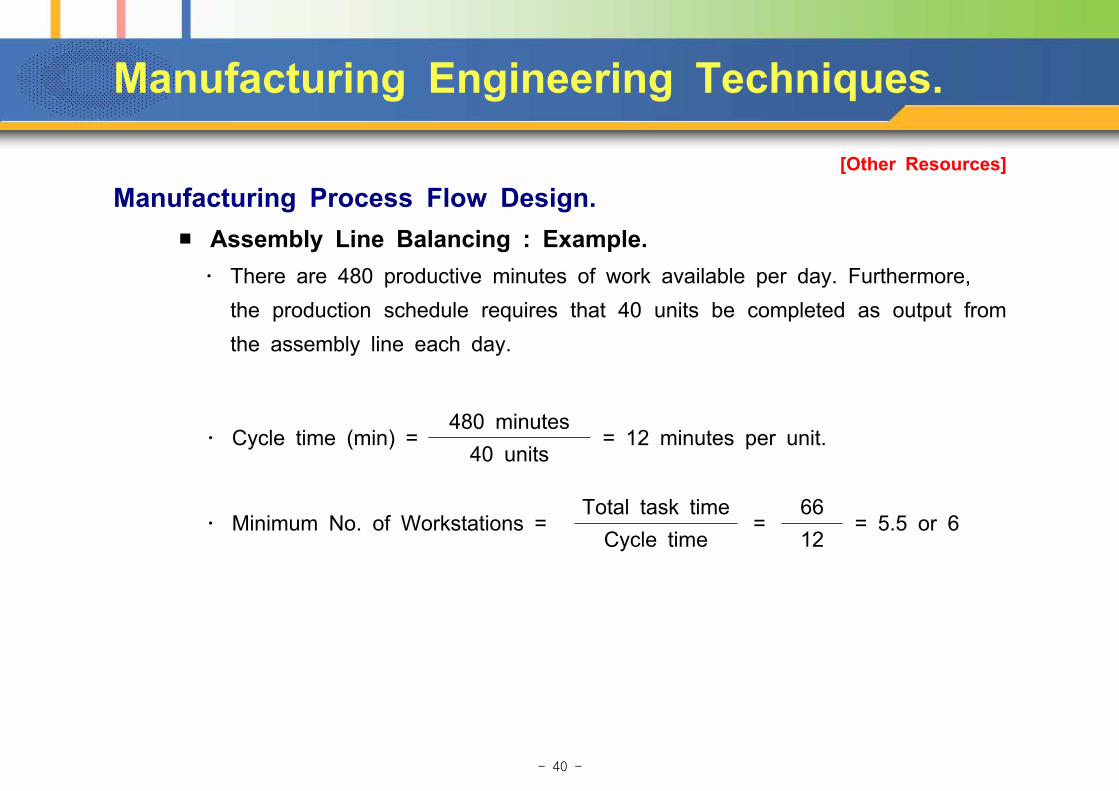
Manufacturing Process Flow Design. ■ Assembly Line Balancing : Example. ․ There are 480 productive minutes of work available per day. Furthermore, the production schedule requires that 40 units be completed as output from the assembly line each day.
․ Cycle time (min) = 480 minutes
= 12 minutes per unit.40 units
․ Minimum No. of Workstations = Total task time
= 66
= 5.5 or 6Cycle time 12
- 41 -
Manufacturing Engineering Techniques.
[Other Resources]
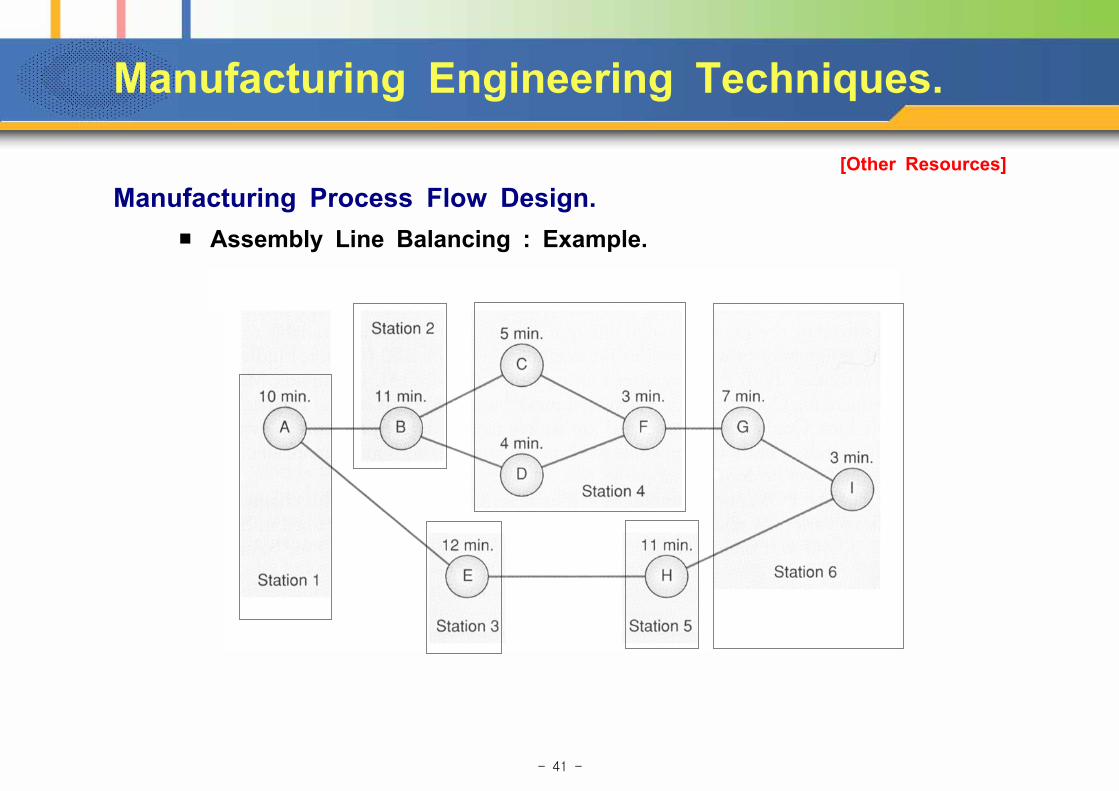
Manufacturing Process Flow Design. ■ Assembly Line Balancing : Example.
- 42 -
Manufacturing Engineering Techniques.
[Other Resources]
Configuration Management. ■ Configuration Management. ․ Configuration management is the systems engineering management process that identifies the functional and physical characteristics of a product during its life cycle, controls changes in those characteristics, reports change processing and implementations status, and records the changes.
․ The purpose of configuration management is to provide for improved supportability, including updated technical manual, identified critical spares, and identical or interchangeable equipment, and to validate product configuration baselines.
․ Configuration management involves four major functions : configuration identification, configuration control, configuration status accounting, and configuration audits.
- 43 -
Manufacturing Engineering Techniques.
[Other Resources]
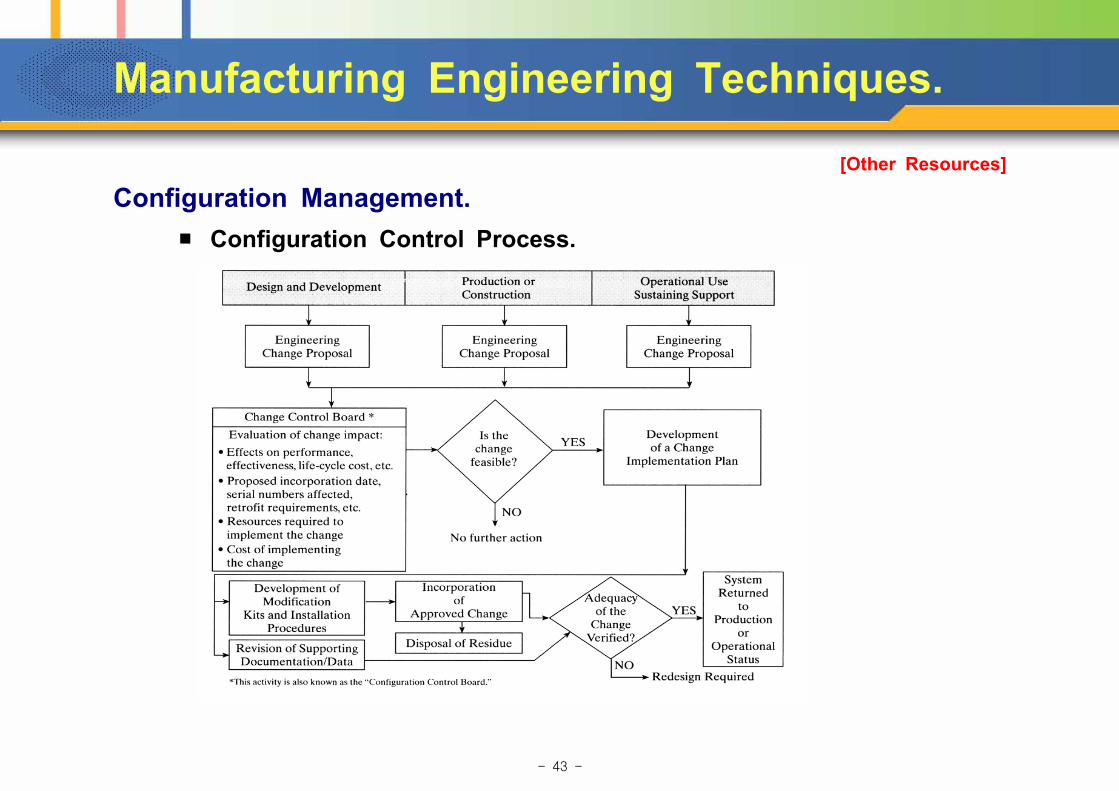
Configuration Management. ■ Configuration Control Process.
- 44 -
Method Engineering Techniques.
[Other Resources]
Work Measurement. ■ Time Studies. ․ A time studies procedure involves timing a sample of a worker's performance and using it to set a standard.
■ Eight steps for time standard. 1. Define the task to be studied. 2. Divide the task into precise elements (parts of a task often take no more than a few seconds) 3. Decide how many times to measure the task.. 4. Time and record the elemental times and ratings of performance. 5. Computer the average actual cycle time. The average actual cycle time is the arithmetic mean of the times for each element measured.
- 45 -
Method Engineering Techniques.
[Other Resources]
Work Measurement. ■ Eight steps for time standard. 6. Compute the normal time for each element. Normal Time = (Average actual cycle time) × (Rating factor)
7. Add the normal times for each elements to develop a total normal time for the task. 8. Compute the standard time. This adjustment to the total normal time provides for allowances such as personal needs, unavoidable work delays, and worker fatigue.
Standard Time = Total normal time
1 - Allowance factor
Personal time allowance are often established in the rating of 4% to 7% of total time.
- 46 -
Method Engineering Techniques.
[Other Resources]
Work Measurement. ■ Predetermined Time Standards (PTS). ․ Predetermined time standards(PTS) divide manual work into small basic elements that already have established times. To estimate the time for a particular task, the time factors for each basic elements of that task are added together. The most common predetermined time standard is methods time measurements (MTM), which is a product of the MTM Association.
․ Predetermined time standards(PTS) are an outgrowth of basic motions called therbligs. Therbligs include activities such as select, grasp, position, assemble, reach, hold, rest, and inspection. This activities are stated in terms of time measurement units (TMUs), which are each equal to only 0.00001 hour.
- 47 -
Method Engineering Techniques.
[Other Resources]
Work Measurement. ■ Work Sampling. ․ Work sampling estimates the percent of the time that a worker spends on various task. The method involves random observations to record the activities that the worker is performing.
․ The sample size of a desired confidence and accuracy.
n = z2p(1-p)
h 2
n = sample size.
z = standard normal deviate for the desired confidence level.
p = estimated value of sample proportion.
h = accuracy level desired, in percent.
- 48 -
Method Engineering Techniques.
[Other Resources]
Work Measurement. ■ Historical Experience. ․ Labor standard can be estimated based on historical experience, that is, how may labor-hours were required to do a task the last time it was performed.
․ Historical standards do have the distinct advantage of being relatively easy and inexpensive to obtain.
․ But they are not objective, and we do not know their accuracy, whether they represent a reasonable or a poor work pace, and if unusual occurrences are included.
- 49 -
Method Engineering Techniques.
[Other Resources]
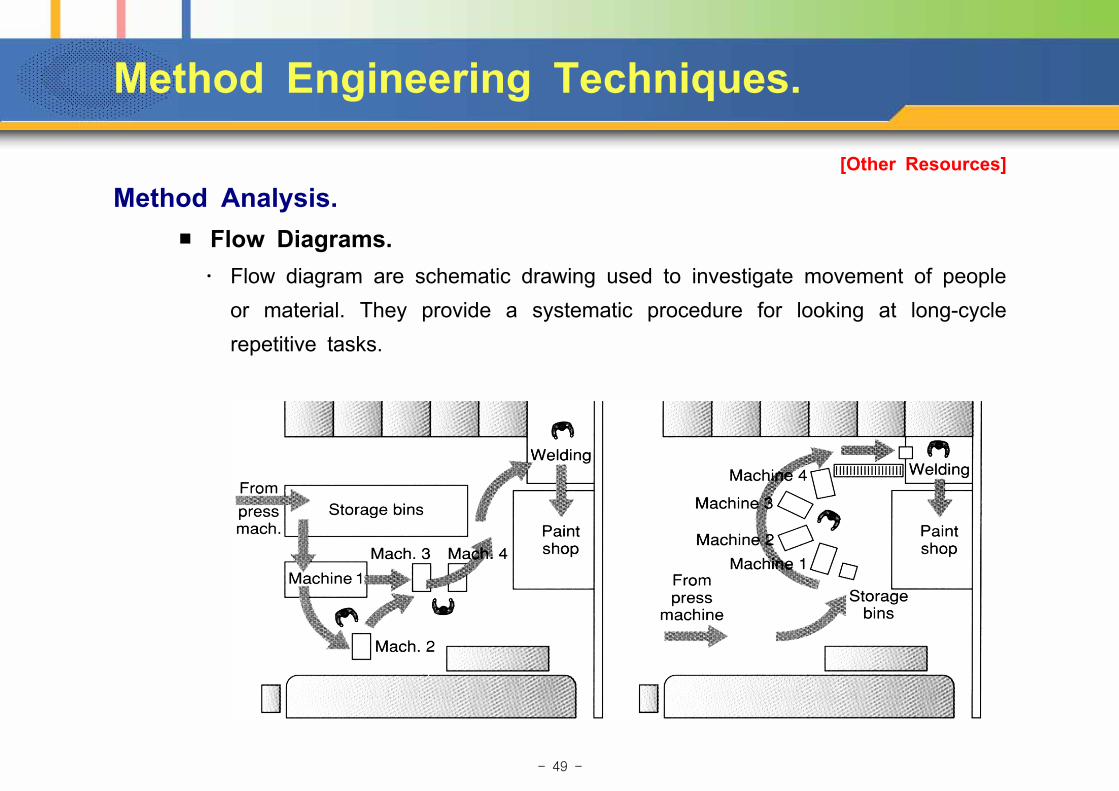
Method Analysis. ■ Flow Diagrams. ․ Flow diagram are schematic drawing used to investigate movement of people or material. They provide a systematic procedure for looking at long-cycle repetitive tasks.
- 50 -
Method Engineering Techniques.
[Other Resources]
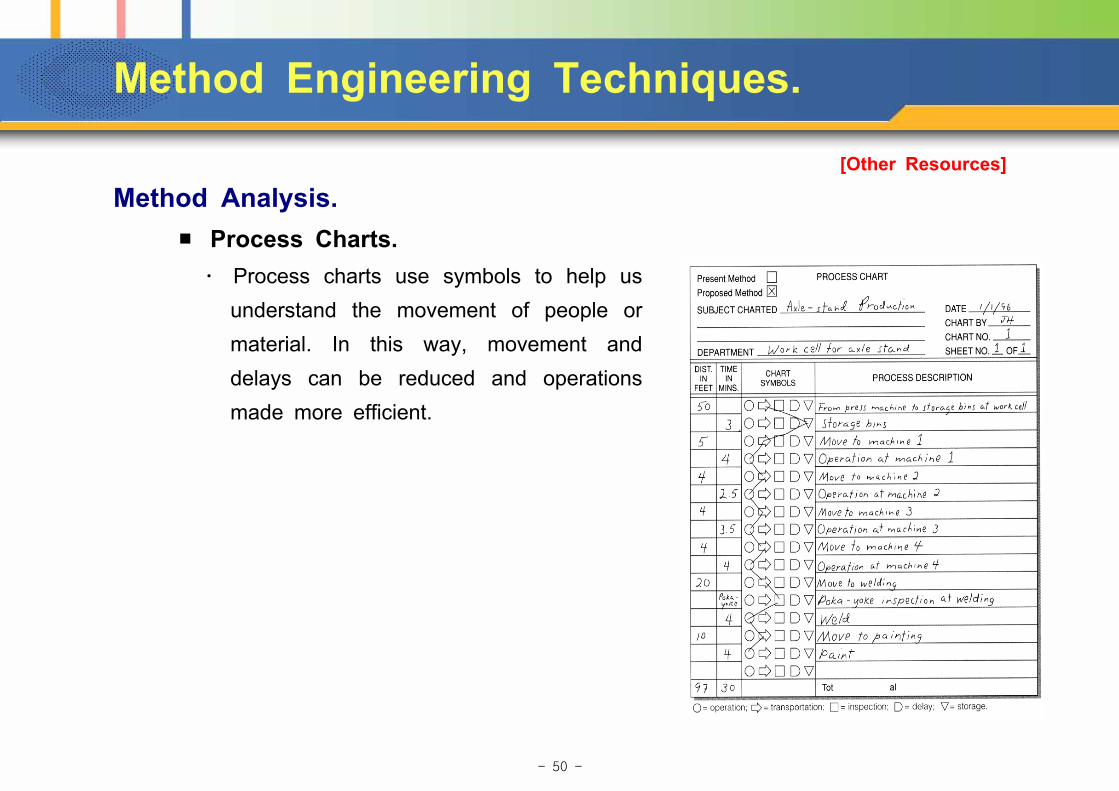
Method Analysis. ■ Process Charts. ․ Process charts use symbols to help us understand the movement of people or material. In this way, movement and delays can be reduced and operations made more efficient.
- 51 -
Method Engineering Techniques.
[Other Resources]
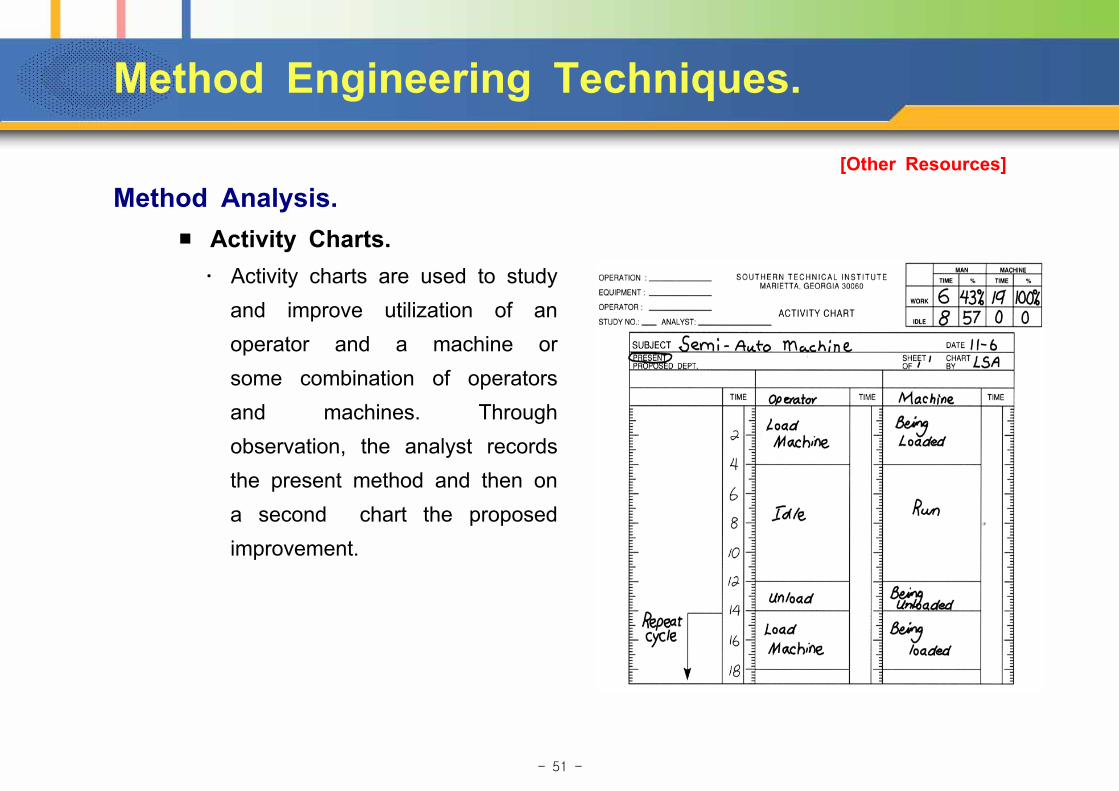
Method Analysis. ■ Activity Charts. ․ Activity charts are used to study and improve utilization of an operator and a machine or some combination of operators and machines. Through observation, the analyst records the present method and then on a second chart the proposed improvement.
- 52 -
Technology In Manufacturing.
[Other Resources]
Technology in Manufacturing. ■ Different Technologies. ․ Computer-aided design (CAD). CAD is the use of computers to interactively prepare engineering drawing.
․ Computer-aided manufacturing (CAM). CAM refers to the use of specialized computer programs to direct and control manufacturing equipments.
․ Numerical Control (NC). CAD/CAM works because much of the machinery can now be controlled electronically. Machinery that can be controlled electronically, usually which magnetic tape, is called numerical control(NC) machines. When machine have their own computer and memory to store part programs, they are called computer numerical control (CNC) machinery.
- 53 -
Technology In Manufacturing.
[Other Resources]
Technology in Manufacturing. ■ Different Technologies. ․ Robots. They are mechanical devices that may have a few electronic impulses stored on semiconductor chips that will activate motors or switches. They may be used effectively to perform tasks that are especially monotonous, or dangerous, or when the task can be improved by the substitution of mechanical for human effort.
․ Automated Storage and Retrieval System (AS/RS). AS/RS provide for the automatic placement and withdrawal of parts into and from designed places in a warehouse.
- 54 -
Technology In Manufacturing.
[Other Resources]
Technology in Manufacturing. ■ Different Technologies. ․ Automated Guided Vehicles (AGVs). AGVs are electronically guided and controlled carts used in manufacturing to move parts and equipment.
․ Flexible Manufacturing Systems (FMSs). The material handling equipment and the workstation may be connected to a common centralized computer facility, which provides the instructions for routing jobs to the appropriate workstation and the instructions fro each workstation. Such an arrangement is an automated work cell or a flexible manufacturing system(FMS)
- 55 -
Technology In Manufacturing.
[Other Resources]
Technology in Manufacturing. ■ Different Technologies. ․ Computer Integrated Manufacturing (CIM). A flexible manufacturing system can be extended backward electronically into the engineering, production, and inventory management department. In this way, computer aided drafting can ultimately generate the necessary electronic code to control a direct numerically controlled machine. If this machine is connected to others and to material handling equipment as a part of a flexible manufacturing system, then the entire system would be computer integrated manufacturing (CIM).
- 56 -
Technology In Manufacturing.
[Other Resources]
Technology in Manufacturing. ■ Different Technologies. ․ Decision Support System (DSS). A decision support system is a logical extension of MIS that aids managers in modeling and decision making. Rather than simply providing information, a DSS allows a manager to perform "what-if" analysis given certain financial or operating parameters. DSS also can incorporate a wide variety of management science models and graphical outputs.
․ Artificial Intelligence. MIS and DSS are supported by recent advance in artificial intelligence. Three tools : expert system, fuzzy logic, and neural networks. Expert system are computer programs that mimic human logic and solve problems much as a human expert would.
- 57 -
Performance Check.
1. Which of the following layout is MOST appropriate for high volume of products or parts with low variety ? A. Dedicated automation layout. B. Cellular manufacturing. C. Flexible manufacturing systems. D. General purpose machinery with automated tool changing.
2. Which of the following is NOT the type of layout for manufacturing process ? A. Fixed position layout. B. Cellular layout. C. Project layout. D. Process layout.

- 58 -
Performance Check.
3. The following decision evaluation matrix gives the expected savings in maintenance costs for three policies of preventive maintenance and three levels of operation equipment.
PolicyLevel of Operation
L1 L2 L3
M1 10 20 30M2 22 26 26M3 40 30 15
Which of the following determine the best policy under uncertainty, using the Laplace rule, the
Maximax rule, and the Hurwicz rule with α = 0.2 ?
Laplace Maximax Hurwicz A. M1 M2 M3
B. M3 M2 M3
C. M3 M3 M2
D. M1 M2 M2
- 59 -
Performance Check.
4. In problem 3, Given the probabilities of each level of operation, P1 = 0.3, P2 = 0.25, and P3 = 0.45, determine the best policy based on the most probable future criterion. A. M1 B. M2 C. M1, M2 D. M1, M3
5. All of the following are about characteristics of linear programming EXCEPT A. Seeking to maximize or minimize the objective function. B. Using non-linear functions of constraints for solving objective function. C. Frequently using heuristic methods for solving problems. D. When having more than two variables, simplex method can be used.
- 60 -
Performance Check.
6. Monte Carlo simulation to evaluate performance of a system from component information can be advantageously used even in situation where : Ⅰ. The system is complex. Ⅱ. The components are interrelated. Ⅲ. A small estimating error is required.
A. l only B. l and lll only C. ll and lll only D. l, ll and lll
7. Which of the following is NOT one of advantages through GT(group technology) in manufacturing engineering ? A. Reduce design change and intensify standardization. B. Reduce time to market and deeply investigate customer needs and wants. C. Simplify manufacturing planning and control. D. Enable short setup time and reduce work-in-process inventories.
- 61 -
Performance Check.
8. Which of the following is a symbol of operation in process chart ?
A. ○ B. □ C. ▽ D. ⇨
9. An assembly line, whose activities are shown in the below table, have an 8-minute cycle time. The minimum number of workstation is
Task A B C D E F G H Total Performance Time (minutes) 5 3 4 3 6 1 4 2 28 Task must follow this task - A B B C C D, E, F G
A. 3 stations. B. 4 stations. C. 5 stations. D. 6 stations.
- 62 -
Performance Check.
10. What is the efficiency of the above line balance ? A. 68.3% B. 72.8% C. 87.5% D. 88.2 %
11. The functional configuration identification of a product is based on documentation which prescribes all the following , EXCEPT : A. Necessary interface characteristics. B. Tests required to demonstrate achievement of specified functional requirements. C. Necessary "form, fit and function" requirements for a configuration item. D. Design constraints, such as envelope dimensions and component standardization.
- 63 -
Performance Check.
12. The purpose of is to provide for improved supportability, including updated technical manuals, identified critical spares, and identical or interchangeable equipment, and to validate product configuration baselines. A. Integrated logistics support. B. Configuration management. C. System engineering drawing and specification. D. MIL-STD-881.
13. A is a formal document providing written authorization granted during engineering development, prior to production, that permits a temporary departure from a particular performance or design requirement stipulated by the functional baseline documentation. A. Deviation. B. Engineering change order. C. Waiver. D. Notice of revision.
- 64 -
Performance Check.
14. Each engineering change kit consists of a publications package and all parts, materials, and specifications required to accomplish the change, including all the following, EXCEPT. A. Estimated technician hours required. B. System elements affected. C. Technical manual changes. D. Completed certification form for reporting the configuration change.
15. The basic member of the configuration control board should include the following disciplines : A. Product engineering. B. Quality engineering. C. Logistics engineering. D. All of the above.
- 65 -
Performance Check.
16. Thomas W. Jones, vice president of manufacturing, asked you to check a labor standard prepared by a recently terminated analyst. Your fist task is to determine the correct sample size. Your accuracy is to be within 5% and your confidence level to be 95%. The standard deviation of the sample is 1.0 and the mean is 3.00. How many sample are needed for your investigation ? A. 165. B. 171. C. 182. D. 204
17. Which of the following technology is MOST appropriate for supporting maintenance activities ? A. Numerical control. B. Expert systems. C. Decision support system. D. Electronic data interchange.
- 66 -
Performance Check.
Solutions.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
A C C A B D B A B C C B A D D B D