cfd modelling of chalcopyrite heap leaching · the main contribution of this project is that a new...
TRANSCRIPT

CFD Modelling of ChalcopyriteHeap Leaching
a thesis presented for the degree of
Doctor of Philosophy of Imperial College London
and the
Diploma of Imperial College London
by
Liping Cai
September 2016
Department of Earth Science and Engineering
Imperial College London

Abstract
Heap leaching is widely applied to recover metals from ore. The behaviour of the uid
and chemical species inside heaps, which involves many coupled physico-chemical phenom-
ena, are highly variable and complex. Computational Fluid Dynamics (CFD) simulation can
provide an ecient approach to investigate these phenomena and oer guidelines to improve
heap design.
Stagnant zones exist in the packed bed with multiphase ow, however, the conventional
advection-dispersion model (ADE) failed to capture this phenomenon, therefore, the mobile
immobile model (MIM) is employed to model the mass transport and heat transfer instead of
the conventional ADE. For predicting the mineral dissolution in heap leaching, we developed
a new semi-empirical model which is an alternative to the traditional shrinking core model
(SCM), but is more exible in ability to t with various dissolution kinetics proles. The key
assumption of this semi-empirical model is validated, and it is calibrated with experiments
for chalcopyrite leaching.
The software Fluidity, which is an unstructured mesh based nite element/control nite
volume modelling, is further developed to implement the reactive mass transport and heat
transfer simulation for heap leaching. The numerical schemes for multiphase ow models are
control volume nite element method (CVFEM) for spacial discretization and the implicit
pressure explicit saturation algorithm (IMPES) for temporal discretization. The mass trans-
port and heat transfer equations are solved implicitly by using the control volume method.
Before the implementation of various heap leaching simulations, the MIM is validated
by experiments and the liquid-solid phase heat transfer models are veried by method of
I
manufactured solution (MMS). Then the reactive transport model for chalcopyrite leaching,
which includes the semi-empirical model for predictions of mineral dissolution, is validated
by three separate experiments.
Various heap leaching simulations are implemented to analyse the leaching performance
and eciency. Four groups of 1D simulations are implemented to evaluate the eects of
the bacterial activity, the form of the mass transport model, solution temperature, Fe3+
concentrations and solution pH on the leaching system. The large scale 2D simulations for
leaching with a heap of trapezoid shape were implemented to evaluate the eects of oblique
walls on the leaching performance. There dierent wall slopes, which are 30, 45 and 60,
are investigated in the 2D simulations.
The main contribution of this project is that a new semi-empirical model and the mobile
immobile model are developed and integrated into a chalcopyrite leaching simulator, the
simulation results of those models approach to the real physical world better than the con-
ventional models. In conclusion, an improved numerical scheme is provided in this project
to investigate and optimise the process of chalcopyrite leaching for industrial purpose.
II

Originality Declaration
I hereby declare that this work is original research undertaken by me and that no part
of this thesis has been submitted for consideration towards another degree at this or any
other institution, and further, that any work which is not my own has been appropriately
referenced.
Liping Cai
September 2016
Copyright Declaration
The copyright of this thesis rests with the author and is made available under a Creative
Commons Attribution Non-Commercial No Derivatives licence. Researchers are free to copy,
distribute or transmit the thesis on the condition that they attribute it, that they do not use
it for commercial purposes and that they do not alter, transform or build upon it. For any
reuse or redistribution, researchers must make clear to others the licence terms of this work.
III

Acknowledgements
I would like to thank my supervisor Prof Stephen Neethling for accepting as his PhD
student and guiding me throughout my research. He is always patient and willing to support
me with helpful suggestions. I would also like to thank my co-supervisor, Dr Gerard Gorman,
for his supervision. I am really grateful to all of my current and past group mates from
both FFLRG and AMCG groups, I have been receiving lots of help from them in these
years. Particular thanks to Dr Frank Milthaler and Dr Simon Mouradian for sharing their
knowledge and experience in Fluidity and helping me to solve the problems I met when I was
developing code. I really appreciate all of my family members and friends for their numerous
supports and encouragements during my PhD.
IV

Table of Contents
Abstract I
Contents V
List of Figures X
List of Tables XVI
NOMENCLATURE XVIII
1 Introduction 1
1.1 Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Thesis Outline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Literature Review 6
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.2 Scales in Heap Leaching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.3 Copper Leaching mechanism . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.3.1 Factors Eect Leaching . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Eect of Grain Distribution . . . . . . . . . . . . . . . . . . . . . . . 10
Eect of Particle Size . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Eect of Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . 14
V

Eect of Acid Concentration . . . . . . . . . . . . . . . . . . . . . . . 15
Eect of Ferric Ion . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Eect of Redox potential and Iron . . . . . . . . . . . . . . . . . . . 15
2.3.2 Passivation and Hindering Dissolution . . . . . . . . . . . . . . . . . 19
2.3.3 Rate Limiting Steps of Copper Dissolution . . . . . . . . . . . . . . . 22
2.3.4 Kinetics of Mineral Dissolution . . . . . . . . . . . . . . . . . . . . . 23
Avrami Equation for Heterogeneous Reactions . . . . . . . . . . . . . 23
Shrinking Core model (SCM) for Solid-Fluid System . . . . . . . . . 24
Diusion through uid Film Control . . . . . . . . . . . . . . . 27
Mass transport through ash layer control . . . . . . . . . . . . 27
Chemical Reaction control . . . . . . . . . . . . . . . . . . . . 28
Mixed Control . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
2.4 Reactive Transport in Porous Media . . . . . . . . . . . . . . . . . . . . . . 29
2.4.1 Model for Single Porous Pellet with Homogeneous Grain Distribution 30
2.4.2 Model for Multiple Porous Pellets in Porous Bed . . . . . . . . . . . . 32
2.5 Previous Models for Bulk Scale and Heap Scale Leaching . . . . . . . . . . . 34
2.6 The Current State of The Art . . . . . . . . . . . . . . . . . . . . . . . . . . 37
2.7 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
3 Mathematical Formulation 40
3.1 Multiphase Flow in Porous Media . . . . . . . . . . . . . . . . . . . . . . . . 40
3.1.1 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.1.2 Capillary Pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
3.1.3 Permeability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
3.2 Mass Transport and Heat Transfer With Mobile- Immobile Model . . . . . . 43
3.2.1 Mass Transport Model . . . . . . . . . . . . . . . . . . . . . . . . . . 43
VI

3.2.2 The Liquid-Solid Heat Transfer Model . . . . . . . . . . . . . . . . . 46
3.2.3 The Parameters of The Mass Transport and Heat Transfer Model . . 47
3.3 Chemistry basis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.3.1 Reaction of Chalcopyrite Leaching . . . . . . . . . . . . . . . . . . . 50
3.3.2 Bioleaching model . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3.3.3 Chemical Reaction Rate Kinetics . . . . . . . . . . . . . . . . . . . . 53
3.4 Basis of The Model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
3.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4 Analysis of Base Experiment 59
4.1 Experiment Error . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.1.1 Copper Extraction and Concentration . . . . . . . . . . . . . . . . . . 61
4.1.2 pH,Eh and Iron Concentration . . . . . . . . . . . . . . . . . . . . . . 64
4.2 Dissolution Kinetic Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
4.2.1 Analysis with SCM . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
4.2.2 Analysis with Avrami Equation . . . . . . . . . . . . . . . . . . . . . 67
4.3 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
5 A New Semi-empirical Model for Leaching 71
5.1 Theoretical Basis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Grain scale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Rock scale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Bulk scale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
5.2 Validation of The Separability Assumption . . . . . . . . . . . . . . . . . . . 74
5.3 Calibrating The Model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
5.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
6 Numerical Scheme and Model Validation 81
VII

6.1 Numerical Framework . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
6.1.1 Multiphase Flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Spatial Discretization . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Time Discretization . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
6.1.2 Mass Transport and Heat Transfer . . . . . . . . . . . . . . . . . . . 83
Spatial Discretization . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Time Discretization . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
6.2 Verication and Validation of Code . . . . . . . . . . . . . . . . . . . . . . . 87
6.2.1 Validation of The Mobile-imobile Model . . . . . . . . . . . . . . . . 87
6.2.2 Validation of Semi-empirical Model . . . . . . . . . . . . . . . . . . . 92
6.2.3 Verication for Two Phase Heat Transfer . . . . . . . . . . . . . . . . 98
6.3 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
7 1D Simulations and Sensitivity Analysis 107
7.1 Model Description-1D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
7.2 The Eect of Bacteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110
7.3 The Eect of MIM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
7.4 Sensitivity Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
7.4.1 The Eect of Solution Temperature . . . . . . . . . . . . . . . . . . . 124
7.4.2 The Eect of Fe3+ and pH . . . . . . . . . . . . . . . . . . . . . . . . 132
7.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
8 Heap Scale 2D Modelling 142
8.1 The Eect of The Heap Wall Slope . . . . . . . . . . . . . . . . . . . . . . . 154
8.2 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159
9 Conclusion and Future Work 160
9.1 Future Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163
VIII

References 165
Appendix A Experimental Data 180
IX

List of Figures
1.1.1 The illustration of the heap leaching process [113] . . . . . . . . . . . . . . 2
2.3.1 A conceptual 4-stage dissolution model [78] . . . . . . . . . . . . . . . . . . 22
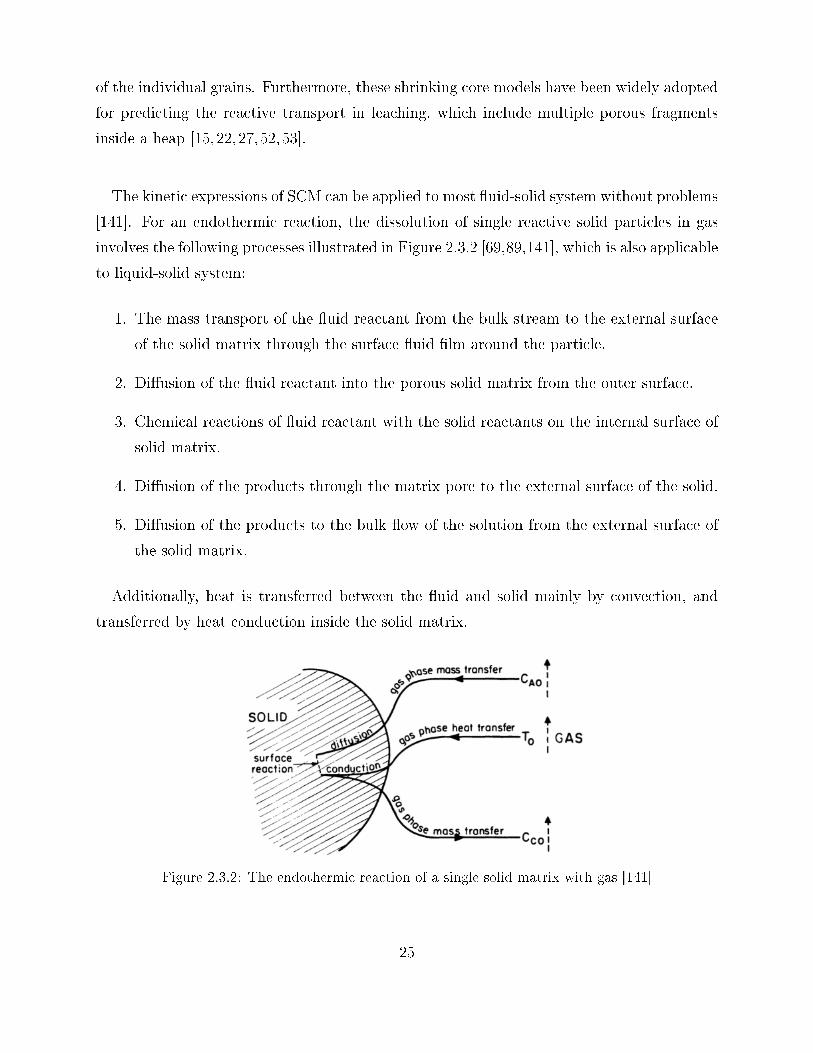
2.3.2 The endothermic reaction of a single solid matrix with gas [141] . . . . . . . 25
2.3.3 The shrinking core models; (a) The dissolution rate is controlled by mass
transport through the uid layer; (b) The dissolution rate is controlled by
mass transport through the ash layer; (c) The dissolution rate is controlled
by chemical reaction rate [89] . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.2.1 The Axial Dispersion Coecient for Mobile-Immobile Model [70] . . . . . . 49
3.3.1 The growth rate temperature dependence of mesophile versus temperature [85] 52
4.0.1 Micro-CT scan of a single rock, showing the change of extraction of the
mineral grains within a rock. [92] . . . . . . . . . . . . . . . . . . . . . . . . 60
4.1.1 The mean and experimental errors in the Copper concentration and extrac-
tion calculated from K1, the vertical lines indicate the intervals used to cal-
culate the mean and errors. . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
4.1.2 The mean and experiment error of Eh, Fe concentration and Ph calculated
from K1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
4.2.1 Kinetic analysis with SCM, the solid line is SCM with diusion control, while
the dashed line is SCM with reaction control . . . . . . . . . . . . . . . . . 67
4.2.2 Kinetic analysis of the experiment results with Avrami Equation. . . . . . . 68
X

5.2.1 Optimisation of n′ for the new explicit model over a wide range of κc, with
associated extraction errors . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
5.2.2 Extraction curve for the worst case with κc = 10 . . . . . . . . . . . . . . . 77
5.2.3 The peak errors over a range of non-dimensional external concentrations and
selected intrinsic reaction orders . . . . . . . . . . . . . . . . . . . . . . . . 78
5.3.1 The semi-empirical curve interpolated by cubic spline, dεdt
1κVersus ε, of copper
extraction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
6.1.1 The equivalent control volume dual mesh (solid line) constructed on a piece-
wise linear continuous nite element parent mesh (dashed mesh) [5] . . . . . 82
6.1.2 The piecewise constant, element centred shape function of lowest order dis-
continuous Galerkin method [5] . . . . . . . . . . . . . . . . . . . . . . . . . 84
6.2.1 The experimental setup of the tracer test for the immobile-mobile model [70] 88
6.2.2 Comparison of the CFD simulation results for the mobile-immobile model
with the experiment results . . . . . . . . . . . . . . . . . . . . . . . . . . 90
6.2.3 The order of convergence of mobile-immobile model . . . . . . . . . . . . . 91
6.2.4 Comparison of the CFD simulation results for the mobile-immobile model,
conventional advection-dispersion model with the experiment results. . . . . 91
6.2.5 The comparison of simulation and experiment data for copper extraction . . 93
6.2.6 The comparison of simulation and experiment data for copper concentration
in leachate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
6.2.7 The comparison of simulation and experiment data for redox potential of
leachate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
6.2.8 The comparison of simulation and experiment data for iron concentration in
leachate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
6.2.9 The comparison of simulation and experiment data for pH of leachate . . . 97
6.2.10 The l2-norm of the errors along with various temporal and spatial discretiza-
tions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
XI

6.2.11 Convergence analysis for temporal discretization with 800 mesh elements, the
plot of absolute errors for time steps of 2,1,0.5,0.25,0.125 and 0.0625s . . . . 102
6.2.12 Convergence analysis for spatial discretization with ∆t = 0.0625s, the plot of
absolute errors for mesh with 10, 25, 50, 100, 200, 400, 800 elements. . . . . 104
6.2.13 The order of convergence for temporal discretization, with the mesh of 800
elements. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
6.2.14 The order of convergence for spatial discretization, with the time step of
0.0625s. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
7.2.1 The comparison between the base model and the bioleaching model; (a)
The average copper extraction of the whole heap; (b) The average copper
concentration in the solutions inside the heap. . . . . . . . . . . . . . . . . . 111
7.2.2 The average heat production of dierent reactions; (a) Base model; (b) Bi-
oleaching model. Note LHS scale is much smaller than RHS. . . . . . . . . 111
7.2.3 The comparison between the base model and the bioleaching model; (a)
Average rock and liquid temperature of the whole heap; (b) Average bacteria
population in the liquid; (c) Average ferric concentration in the heap; (d)
Average ferrous concentration in the heap; (e) Average pH in the heap; (f)
Average copper concentration in the heap. . . . . . . . . . . . . . . . . . . . 112
7.2.4 The variables along the height of heap with time; (a) chalcopyrite extrac-
tion; (b) Heap temperature (average of rock and liquid temperature); (c)
Ferric concentration; (d) Ferrous concentration; (e) Mesophiles population;
(f) Moderate thermophiles population; (g) pH; (h) Jarosite concentration. . 116
7.3.1 The comparison between the base model and the bioleaching model; (a)
The average copper extraction of the whole heap; (b) The average copper
concentration in the solutions inside the heap. . . . . . . . . . . . . . . . . . 118
7.3.2 The comparison between the conventional ADE model and the MIM; (a)
Average rock and liquid temperature of the whole heap; (b) Average ferric
concentration in the heap; (c) Average ferrous concentration in the heap; (d)
Average pH in the heap; (e) Average copper concentration in the heap. . . . 119
XII

7.3.3 The variables along the height of heap with time of the MIM, (the con-
centrations are based on the mean of the mobile and immobile value); (a)
Chalcopyrite extraction; (b) Average copper concentration inside the heap;
(c) Average dierence between the mobile and immobile copper concentra-
tion; (d) Average concentration of jarosite inside the heap; (e) Average pH
inside the heap; (f) The average dierence between the mobile and immobile
pH. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
7.3.4 The variables along the height of heap with time of the MIM, (the concentra-
tions are based on the mean of the mobile and immobile value); (a) Average
ferrous concentration inside the heap; (b) Average dierence between the
mobile and immobile ferrous concentration; (c) Average ferric concentration
inside the heap; (d) Average dierence between the mobile and immobile
ferric concentration; (e) Average temperature inside the heap; (f) Average
dierence between the mobile and immobile temperature. . . . . . . . . . . 123
7.4.1 Comparing the models with three dierent solution temperature applied from
heap top; (a) Chalcopyrite extraction; (b) Average copper concentration in
the heap; (c) Average temperature of the heap. . . . . . . . . . . . . . . . . 125
7.4.2 Comparing the models with three dierent temperature; (a) Average pH in
the heap; (b) Average jarosite concentration in the heap. . . . . . . . . . . . 126
7.4.3 Comparing the models with three dierent temperature; (a) Average ferrous
concentration in the heap; (b) Average ferric concentration in the heap; (c)
Average ferrous oxidation rate. . . . . . . . . . . . . . . . . . . . . . . . . . 127
7.4.4 The comparison of the variables between to high temperature and low tem-
perature; (a) Copper extraction; (b) Copper concentration; (c) Heap tem-
perature; (d) pH. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
7.4.5 The comparison of the variables between to high temperature and low tem-
perature; (a) Ferrous concentration; (b) Ferric concentration; (c) Ferrous
oxidation rate; (d) The concentration of jarosite. . . . . . . . . . . . . . . . 131
XIII

7.4.6 The comparison of the copper extraction; (a) Comparing the copper extrac-
tion of high and low pH/Fe3+ models with the base case; (b) Comparing the
spatial and temporal variation of the copper extraction in the high Fe3+ and
low pH cases. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134
7.4.7 The comparison of the ferric concentration; (a) Comparing the average ferric
concentration of high and low pH/Fe3+ models with the base case; (b) Com-
paring the spatial and temporal variation of the ferric concentration in the
high Fe3+ and low pH cases. . . . . . . . . . . . . . . . . . . . . . . . . . . 135
7.4.8 The comparison of the pH; (a) Comparing the average pH of high and low
pH/Fe3+ models with the base case; (b) Comparing the spatial and temporal
variation of the pH in the high Fe3+ and low pH cases. . . . . . . . . . . . . 136
7.4.9 The comparison of the jarosite precipitation; (a) Comparing the average
jarosite concentrations of high and low pH/Fe3+ models with the base case;
(b) Comparing the spatial and temporal variation of the jarosite concentra-
tions in the high Fe3+ and low pH cases. . . . . . . . . . . . . . . . . . . . . 137
7.4.10 The comparison of the heap temperature; (a) Comparing the average heap
temperature of high and low pH/Fe3+ models with the base case; (b) Com-
paring the spatial and temporal variation of the heap temperature in the high
Fe3+ and low pH cases. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
8.0.1 The forced aeration driven from the heap bottom. . . . . . . . . . . . . . . 143
8.0.2 The liquid ow and saturation inside the heap with 45 slope. . . . . . . . . 147
8.0.3 Day 10, the copper extraction and iron concentrations inside the heap with
45 slope. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 148
8.0.4 Day 25, the copper extraction and iron concentrations inside the heap with
45 slope. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149
8.0.5 Day 231, the copper and pyrite extractions and copper concentration inside
the heap with 45 slope. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
8.0.6 Day 231, The mobile and immobile iron concentrations inside the heap with
45 slope. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151
XIV

8.0.7 Day 231, the rock, mobile liquid, immobile liquid temperature and total
bacteria population inside the heap with 45 slope. . . . . . . . . . . . . . . 152
8.0.8 Day 231, The liquid pH inside the heap with 45 slope. . . . . . . . . . . . . 153
8.1.1 The liquid saturation inside the heap with 30 and 60 slope on Day 231. . 155
8.1.2 The dynamic Ferric concentrations, pH and liquid temperature inside the
heap with 45 and 60 slope on Day 231. . . . . . . . . . . . . . . . . . . . 156
8.1.3 The chalcopyrite, pyrite extractions and dynamic copper concentrations in-
side the heap with 45 and 60 slope on Day 231. . . . . . . . . . . . . . . . 157
8.1.4 The total extractions of chalcopyrite and pyrite of the heap with 45 and 60
slope. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
A.0.1 The calculated extraction of chalcopyrite and pyrite of column experiment
K1 from experimental data. . . . . . . . . . . . . . . . . . . . . . . . . . . . 180
A.0.2 The experimental data of the repeated experiments of K1 . . . . . . . . . . 181
XV

List of Tables
2.1 Schematic representation of sub-processes scales in heap leaching [57] . . . . 8
2.2 Factors that aect heap leaching [57] . . . . . . . . . . . . . . . . . . . . . . 10
2.3 The classication of mineral grains according to their accessibility to solutions
[57] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.1 Empirically derived rates of chemical reaction, and the heat of reactions. All
concentrations, denoted by square brackets, have units mol/m3. PO2 is the
partial pressure of oxygen, and DO is the molal concentration of dissolved
oxygen. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
3.2 Main mineral species within ore sample from the experiments used for model
developing and calibration. The data is based on volume percentages [93]. . . 57
4.1 Column and Rock Condition . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.2 The condition of the column experiments . . . . . . . . . . . . . . . . . . . . 60
4.3 The tted parameters of Equation 4.1.3 for average copper extraction and
average copper concentration . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
4.4 The experiment errors of the column leaching tests, the relative errors from
the means are indicated in parentheses. . . . . . . . . . . . . . . . . . . . . . 64
4.5 The tted parameters against Avrami Equation . . . . . . . . . . . . . . . . 67
6.1 Column and Rock Condition . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.2 Simulation Conditions and Parameters . . . . . . . . . . . . . . . . . . . . . 100
XVI

7.1 The Conditions of Base Model and Common Parameters . . . . . . . . . . . 108
7.2 Parameters and Conditions for Bacteria Leaching . . . . . . . . . . . . . . . 109
7.3 The Parameters and their respective values used in the sensitivity study . . 109
8.1 The Conditions of Heap Operations . . . . . . . . . . . . . . . . . . . . . . . 144
8.2 Parameters and Conditions for Bacteria . . . . . . . . . . . . . . . . . . . . . 145
8.3 Initial and Boundary Conditions for solution concentrations, temperature and
partial pressure (ppO2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146
XVII
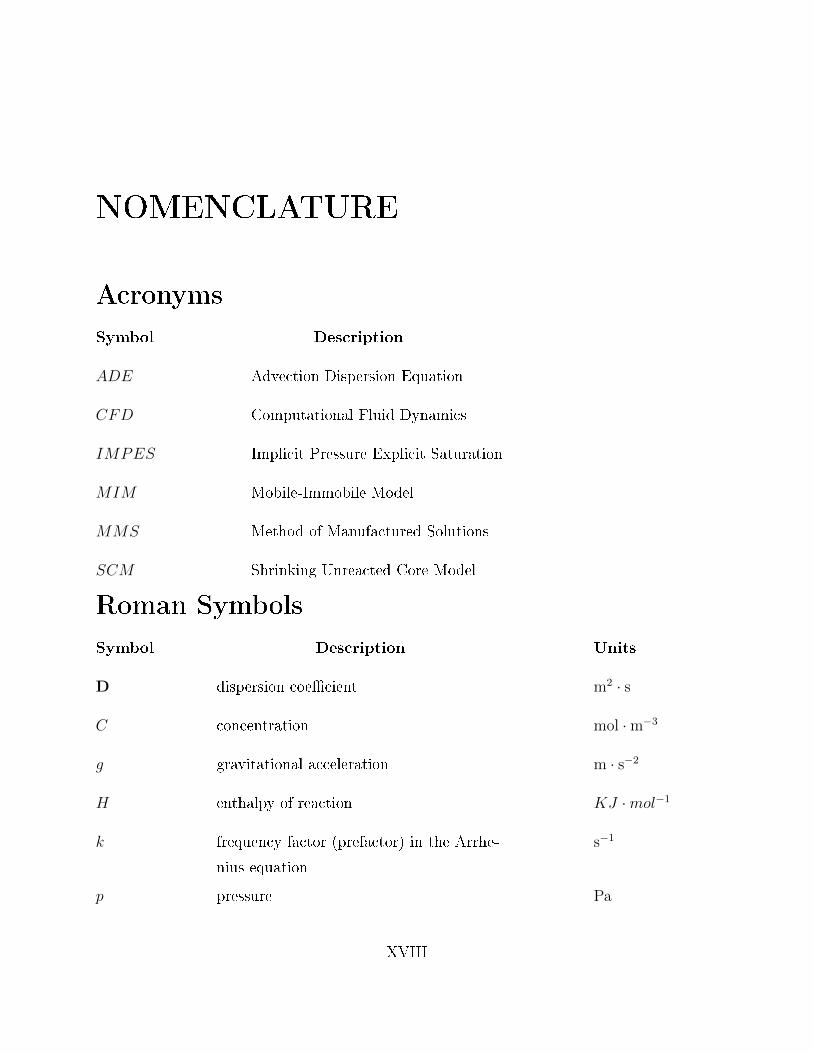
NOMENCLATURE
Acronyms
Symbol Description
ADE Advection Dispersion Equation
CFD Computational Fluid Dynamics
IMPES Implicit Pressure Explicit Saturation
MIM Mobile-Immobile Model
MMS Method of Manufactured Solutions
SCM Shrinking Unreacted Core Model
Roman Symbols
Symbol Description Units
D dispersion coecient m2 · s
C concentration mol ·m−3
g gravitational acceleration m · s−2
H enthalpy of reaction KJ ·mol−1
k frequency factor (prefactor) in the Arrhe-
nius equation
s−1
p pressure Pa
XVIII

Q the heat source/sink term from chemical
reaction
Kw ·m−3
R the source/sink term from chemical reaction mol ·m−3 · s−1
r radius of particle m
s saturation -
T temperature K
t time s
z heap length m
K eective permeability m2
u advection velocity m · s−1
v Darcy velocity m · s−1
Greek Symbols
Symbol Description Units
α mass/heat transfer coecient between the
mobile and immobile phase
s−1
κ reaction rate constant mol ·m−2 · s−1
λ thermal diusivity m2 · s−1
µ dynamic viscosity N · s ·m−2
ω weighting constant (a ratio of mo-
bile/immobile mass to the total mass)
-
φ porosity -
Ψ bacteria population attached to ore bacteria · kg ore
ψ bacteria population in solution bacteria ·m−3
ρ density kg ·m−3
XIX

θ the volumetric content of uid -
ε the extraction of mineral -
ϕ rst order growth rate constant s−1
Dimensionless Numbers
Symbol Description Denition
β stoichiometric ratio φbCA0
CB0
κc shrinking core reaction modulus Damkohler II
number
ksr0Cn−1A0 Cm
B0
bDe
τ dimensionless time ttD
C dimensionless reagent concentration CC0
ξ dimensionless particle radius rr0
ξc dimensionless particle core radius rcr0
Ga Galileo number d3pρ2l gφ
3
µ2l (1−φ)3
Pr Prandtl number µlCplλ
Re Reynolds number (characteristic length scale
is the particle diameter)
ulρldpµl
Re∗ Reynolds number (modied by including the
heap porosity)
Rel1−φ
Subscripts
Symbol Description
Xj the X of uid phase j
XA the X of reagent A
Xa the X of air
XB the X of reagent B
XX

Xb the X of bulk solution inside heap
Xim the X of immobile liquid phase
Xi the X of species or bacteria i
Xl the X of liquid phase
Xm the X of mobile liquid phase
Xnw the X of non-wetting phase uid
Xn the X of nth chemical reaction
XT the X of temperature
Xw the X of wetting phase uid
Superscripts
Symbol Description
Xn time step n in Chatper numerical discretization OR the
Xo, Xm order of reaction
Xn+1 time step n+1
Other Symbols
Symbol Description Units
δHt volumetric heat transfer rate between solid
and liquid phases
Kw ·m−3
δHm,im volumetric heat transfer rate between mo-
bile and immobile phases
Kw ·m−3
ηt wetting eciency of trickle bed −
s experimental errors (variance) −
at specic liquid-solid interface m2 ·m−3
XXI

C0 reference concentration mol ·m−3
Cp specic heat capacity KJ ·Kg−1 ·K−1
dp harmonic mean diameter of the particle size m
Eh redox potential mV
Ea activation energy kJ ·mol−1
ht heat transfer coecient between solid and
liquid phases
Kw ·m−2 ·K
k1 rate constant of attachment of bacteria s−1
k2 rate constant of detachment of bacteria s−1
ka absolute permeability -
kr relative permeability m−2
kdeath death rate constant of bacteria s−1
KM Monod parameter kg ·m−3
n′ nonlinear scaling -
pc capillary pressure Pa
pH numeric scale of acidity) −
r0 initial radius of particle m
rc radius of unreacted core of particle m
se eective saturation -
swr residual saturation of wetting phase -
tD characteristic diusion time s
we Lagrangian nite element basis function -
wv control volume basis function -
XXII

Chapter 1
Introduction
1.1 Motivation
For thousands of years, copper has been one of the most important metals that people
have mined. Being one of the most abundant copper-bearing minerals, chalcopyrite (CuFeS2)
accounts for more around 70% of the world's copper population [90]. Approximately 80-85%
of copper is recovered through pyrometallurgical processes, which are the traditional pro-
cesses that consist of concentrating chalcopyrite to a certain grade by otation followed by
smelting [59,90,126]. However, it is not economical to treat low grade ores by these processes
due due to high cost of grinding the material relative to the amount of copper. Alternative
technologies that do not require as much comminution are thus gaining popularity, with heap
leaching being the most widely used alternative [127].
In heap leaching, crushed ore is piled onto large scale heaps with a typical depth of tens
of meters and width of hundreds of meters (see Figure 1.1.1). Leaching solution is then
applied from the top the of heap, and the solution percolates through the rocks, dissolving
metals. After this, valuable metals are recovered from the collected pregnant solutions, via a
process called solvent extraction/electro-winning (SX/EW) [113]. After the copper has been
extracted, the solution is recycled to irrigate the heap. Air is sometimes injected into the
base of heaps, especially in sulphide leaching and is delivered into heap via forced aeration,
which can improve heap bioleaching by promote the bacteria activity [152].
1

Figure 1.1.1: The illustration of the heap leaching process [113]
While chalcopyrite is the most commonly minded copper mineral, it is seldom heap leached
because the leach kinetics are extremely slow with heap leaching being more commonly used
for copper oxides and secondary sulphides [90]. The kinetics and performance of chalcopy-
rite leaching is still not fully understood due to the presence of complex physicochemical
phenomena during leaching. The leach eciency of the system is controlled by various fac-
tors which can be classied into physicochemical parameters, microbiological parameters,
properties of the mineral ore and the processing approaches [21]. All of these factors can
aect the leach kinetics and copper extraction rate. Therefore it is desirable to study the
phenomena behind those factors and thus develop methods and understanding that can be
used to optimise these complex systems.
Developing computational models for chalcopyrite heap leaching is an economical approach
to study and optimize leach kinetics. The main advantages of the computational modelling
is being repeatable, saving time and reducing the need for costly large scale experimental
studies. The modelling of the heap of width and depth of hundreds of meters for years
2

may just take several hours, and the parameters can be adjusted repeatedly to analyse the
trends [103]. By doing computational modelling, dierent leach strategies can be explored to
optimize the heap, while doing heap scale experiment for leach optimization is not practical.
The aim of this project is to develop a numerical model to simulate the reactive mass
transport in chalcopyrite heap leaching. A new semi-empirical model is developed to pro-
vide an alternative to the traditional shrinking core model for leaching modelling. While
various researches have produced heap leach models, this work aims to improve on these by
relaxing some of the assumptions and by incorporating improved sub-models. This model
aims to incorporate a new semi-empirical leach model, the mobile-immobile model for mass
transport, unsteady mixed kinetics of chemical reactions for multiple reactants and bacterial
catalysis into one single model. Finally, the developed model will be applied to realistic heap
leaching simulations for industrial design.
1.2 Thesis Outline
Chapter 2 reviews the copper leaching mechanism and the reactive transport models for
porous systems. The factors that will aect chalcopyrite leaching including mineral grain
distribution in the ores, and particle size and their distributions inside the heap. The eect
of solution concentrations is also reviewed. Also, previous research into the hindering phe-
nomena and rate limiting steps in copper leaching are discussed. The dierent kinetic models
proposed by the previous researchers are also presented in this chapter. The mathematical
formulations and model investigations from previous literature are also discussed.
Chapter 3 presents the mathematical formulations used to simulate the leaching system
in this project. The model is based on and further developed from an open source code,
Fluidity. This model is composed of three main parts, including the multiphase ow model
in porous media which is governed by Darcy's Law, the mass transport and liquid-solid
phase heat transfer model which is formulated in a mobile-immobile approach instead of the
conventional advection dispersion equation, and nally the chemical reaction models which
combine a new semi-empirical model with the existing empirical reaction rate equations to
3

generate the source/sink term in the transport models.
In Chapter 4, the base experiments used to calibrate our models are analysed in detail.
The experimental conditions and data are presented, and the experimental errors for the
copper extraction and dierent species in the solution are calculated in this chapter, which
is used in the later chapter to evaluate the modelling results. Furthermore, the experiment
results are calibrated to the shrinking core model and Avrami equation to determine the rate
controlling steps in the base experiments.
Chapter 5 presents a new semi-empirical model, which can be incorporated into the compu-
tational model to predict the sulphide dissolution rate. This framework directly incorporates
laboratory scale experimental data to predict the heap scale performance, which is compu-
tational ecient and more exible than the traditional shrinking core model in its ability to
t to various dissolution kinetics proles. After the theoretical description, the key model
assumptions are validated.
In Chapter 6, the numerical scheme is described. The model is solved using the control
volume nite element method along with the implicit pressure, explicit saturation algorithm
for the ow model. The route to implement the chemistry model and how the chemical
sources/sinks are coupled with the mobile-immobile model are described in the numerical
discretization part of the transport model. Then, the mobile-immobile model and semi-
empirical model are validated with several experiments, while the two-phase heat transfer
model is veried using the method of manufactured solutions due to a lack of laboratory data.
The sensitivity of the leach performance to various factors are studied in Chapter 7. Sev-
eral 1D simulations are implemented and analysed in detail. In the 1D simulations, the
inuence of the bacterial eect on the ferrous oxidation and the eect of the immobile liquid
on the leaching kinetics are evaluated. The results are compared with a base simulation
which excludes the bacterial eect and is implemented using the conventional advection dis-
persion formulation. Then, the sensitivity analysis of the applied solution concentrations
(pH and Fe3+) and temperature are carried out and they are also compared with the same
base simulation.
4

In chapter 8, the 2D heap scale simulations with traditional trapezoid shapes are im-
plemented and analysed, the simulations are repeated for dierent wall slopes to examine
their eect on the copper extraction. The last Chapter summarizes the main conclusions of
this work as well as providing some thoughts as to the future direction that this work may
take.
5

Chapter 2
Literature Review
2.1 Introduction
The main objective of this study is to model and simulate the phenomena and eciency
of chalcopyrite heap leaching. However, signicant challenges in doing computational mod-
elling have arisen due to the presence of complex physical phenomena that occur during
leaching. These phenomena comprise the coupling of physico-chemical processes within a
multiphase ow inside heaps, such as the transport of solution and air, which is interrelated
with uid-solid reactions, along with the production and transfer of heat energy. The popu-
lation of bacteria, which acts as a catalyst, can also inuence the chemical reactions. These
challenges are particularly signicant inside large heaps with low grade ore [16]. Also, other
external and operational factors can inuence the heap leaching performance, such as the
heap geometry, weather conditions, ore size and shape, etc.
In this chapter, the basic study of hydrometallurgy, especially for the copper industry, is
reviewed. The heap leaching processes can be divided into dierent scales, and those scales
are introduced in Section 2.2. Then, the mechanism of copper leaching are reviewed in detail
in Section 2.3, which focuses on the eects of dierent factors on the chalcopyrite leaching,
and the rate limiting factors for copper dissolution. Then, some well known kinetic models
for reactive solid uid systems, such as shrinking core models and the Avrami equations,
are introduced. Finally, the dierent mass transport models for reactive uid-solid systems,
6

ranging from particle scale models which focuses on an single ore particle to the large scale
models which accounts for the transport in the bulk solution inside packed bed, are reviewed
in Sections 2.4 and 2.5.
2.2 Scales in Heap Leaching
As is illustrated in Table 2.1 [57], the heap leaching processes can be divided into sev-
eral sub-scales, ranging from grain scale, particle scale, meso scale up to macro or heap
scale [39, 57]. The sub-processes within the heap are complex and the interactions between
them are still not clearly understood.
At the scale of the mineral grain, the leaching kinetics are dominated by the chemical
and electrochemical reactions at the grain surface [60]. The chemical reactions are governed
by the temperature and concentrations of reactant, and the dependence of reaction rate on
the temperature are represented by Arrhenius' equation which is characterised by activation
energy [125].
At the particle scale, the topological eect, which refers to the distribution of mineral
grains within a single particle, governs leaching. The leachability of the target minerals is
directly decided by the distribution and accessibility of mineral grains within particles. The
mineralogy of the gangue matrix can also interfere with mineral leaching and biological ac-
tivities in low-grade ores, which can have a signicant eect on leaching eciency [116]. For
example, leaching solution can reach some mineral grains only through the pores and cracks,
the structure of those pores can inuence the leaching rate, and the mineral grains inside
the gangue matrix which are not connected to the pore are not reachable by the solution.
Furthermore, the process of transport of the chemical species to and from the reaction sites
within the particle also plays an important role at the particle level. The size and porosity
of the particle, the diusivity of the reaction species, as well as the diusion gradient are all
important factors within the process [57].
7

Table 2.1: Schematic representation of sub-processes scales in heap leaching [57]
Scale Sub− processes Illustration
Grain scale
(Mineral grain)
Ferric reduction
Mineral oxidation
Sulphur oxidation
Surface processes
Particle scale
(Ore particle)
Topological eects
Intra-particle
diusion
Particle size
distribution
Pure mineral
particle
Particle with
mineral grains
at surface
Porous
particle with
mineral inclu-
sions
Meso scale
(Stagnant cluster)
Gas adsorption
Inter-/ intra-particle
diusion
Microbial growth
Microbial attachment
Microbial oxidation
gas adsorption
inter-particle diusion
intra-particle diusion
attached and oating micro-organisms
Macro scale
(Heap)
Unsaturated solution ow
Gas advection
Water vapour transport
Heat balance
solution ow
internal heat
generation
gas ow
8

At the meso scale of clusters of ore particles, the leaching kinetics are inuenced by the
combined eects of gas and liquid ow, intra- and inter-particle diusion in the stagnant
zones, and oxidation as well as the growth of bacteria. Important processes at this aggregate
level are the dissolution of the oxygen from the air space to the solution phase, and the
diusion of the reactants and reaction products through the inter-particle pores, and the
microbial activity. In heap bioleaching, the crucial reactant is oxygen, since the extent of
the ferrous oxidization by microbes and the reduction of sulphur species are decided by the
availability of oxygen in the system [57].
The largest macro-scale processes are mainly the `ow' processes within the heap, which
are the solution, gas and heat ow through the heap. The kinetics at this level are governed
by the transport of the species and energy into, across, and out of the heap [57].
2.3 Copper Leaching mechanism
The copper leaching chemistry and associated mechanisms are widely studied, and the
complex physico-chemical phenomena have been discussed and argued by various researchers.
In this section, the copper leaching mechanism is reviewed, the factors that will inuence
the leaching mechanism are discussed in Section 2.3.1. Then the controversial phenomena
of passivation and hindering eects, are reviewed in Section 2.3.2. The rate limiting steps
in chalcopyrite leaching are presented in Section 2.3.3, and nally, some kinetic models for
mineral dissolution are reviews in Section 2.3.4.
2.3.1 Factors Eect Leaching
The extent of metal extraction in heap leaching are aected by factors such as environ-
mental conditions, biological and physico-chemical phenomena, which are listed in Table
2.2 [3,47,57,99,126,132]. To make the leaching system function properly, the correct chem-
ical and physical conditions are necessary, which involves reasonable ore particle sizes, the
accessibility of the mineral grains to the solution and oxygen, minimal precipitation to avoid
the blockage of the percolation channels, reduced consumption of acid, etc [37, 112]. Dur-
9

ing the leaching process, the pore structure of the heap continually evolves and varies both
temporally and spatially, since the physical, chemical and biological reactions can cause dis-
solution, deposition and solute transfer. Natural subsidence also occurs under irrigation [77].
Table 2.2: Factors that aect heap leaching [57]
Physical and chemical Biological Mineral properties Processing
Redox potential (Eh) Microbial diversity Mineral type Leaching mode
Temperature Bacteria population
density
Acid consumption Pulp density
pH Spatial distribution
of bacteria
Porosity Heap geometry
Mass Transfer Bacteria activity Surface area etc.
Oxygen availability Metal tolerance Hydrophobicity
Pressure Attachment of
bacteria to
ore particles
Grain size
Presence of inhibitors etc. Formation of
secondary mineral Ferric concentration Galvanic
interactions Water potential etc.
Nutrient availability
carbon dioxide
content Light
surface tension
etc.
Eect of Grain Distribution
The distribution of mineral grains within each ore particles decides their accessibility to
the leaching solution. Five classes of distributions are illustrated in Table 2.3 [57]. The class
(d) and (e) do not contribute to the leaching rate unless new cracks and ssures are created
in the gangue due to the prolonged action of the leaching solution [57]. According to the
particle sizes, the leaching rate can be classied into four regimes [130]:
10

Table 2.3: The classication of mineral grains according to their accessibility to solutions [57]
Classes Illustration
(a) Grain exposed to leach solution at the
surface of particles
(b)Grains exposed to the leach solutions
via pores or cracks
(c) Grain which become exposed to the
leach solutions only after other grains have
reacted
(d) Grain from which pores or ssures that
do not extend to the particle surface depart
(e) Grain located inside the particles and
not connected to pores
Particle size is similar to mineral grains In this case, the leaching rate is compa-
rable to the case of the completely liberated grains, and the inert gangue has little
inuence on the leaching rate. The leaching is under surface reaction control, and the
copper is extracted by a shrinking of the particle during reaction.
Particle size is slightly larger than that of mineral grains Most of the mineral
grains are obstructed by impervious inert gangue, and they can access to the leaching
solution only via the pores and cracks in the inert matrix. In this case, the leaching
is still under surface reaction control, but the diusion starts to aect the rate due to
11

the obstructed access of solution to most of the mineral grain surfaces. In this regime,
the particle size does not play an important role in the dissolution rate
The larger particle sizes than the previous case Although overall leaching mech-
anism is still under surface reaction control, the rate is further reduced. Because some
of the mineral grains are not accessible to leaching solution at the initial leaching stage,
the leaching of the inner grains are hindered by the outer grains as well as the inert
matrix.
The largest particle sizes In this case, the leaching kinetics are under diusion con-
trol or mixed control. The major rate limiting step is the diusion of the reactant in
solution through the gangue, the large ratio between the particle size and grain size
eectively lengthens the travelling distance of the reactants to the mineral grains, and
makes it harder for the solution to penetrate through the pores. The overall leaching
rate is dramatically reduced.
Eect of Particle Size
The reactions in mineral heap leaching are mostly heterogeneous, which means the reac-
tions take place at the boundaries between dierent phases, and the interfacial areas aect
the reaction rate [57]. Models, such as shrinking core models, have been established to relate
particle size to dissolution kinetics [7]. Generally, when the reactions are under control of
diusion through the particles, the reaction kinetics are dependent on the particle sizes. In
this transport control process, the diusion rate is proportional to the inverse square of the
initial ore particle radius, while in the chemical reaction control case, the dissolution rate is
proportional to the inverse of the unleached portion of the particle radius [42].
Generally, the smaller the particle sizes, the faster the leaching kinetics [57, 90], how-
ever, there are a lot of studies where the reaction rate is independent of the particle sizes
[37,45,102,140]. Therefore, the information of particle size distribution alone is not enough,
the mineralogical and elemental distribution within the sizes also play important roles. Dur-
ing leaching, it is also possible to form precipitates on the surface of the surfaces, which will
also aect the leaching rate as it will cover the surface area [57].
12

Eect of Particle Size Distribution (PSD)
The grain size distribution inside a particle and the spatial distribution of the ore frag-
ments are important in design and operation of heap leaching, since they will aect the
solution ow through the heap by changing the permeability, and it can also decide the
degree of mineral exposure [106]. The extractable minerals and even the leaching chemistry
may be a function of the PSD [41]. In many large scale heap models, the average particle
size is used to represent the varying particle sizes and assumes an homogeneous distribution
of the particles inside the bed and an homogeneous distribution of grains inside the particles,
an implicit assumption of most shrinking core models [15, 55]. However, the homogeneous
distributions of the grains and spherical particle geometry are mostly not valid and can cause
signicant errors [57,83]. Gbor and Jia [55] have established a model to couple the Gamma
PSD functions developed by Herbst [61] with the SCM of three dierent rate controlling
systems, and concluded that neglecting the PSD could cause erroneous results in the SCM
when the variation of the size distribution is high.
Eect of Particle Shape
Most of models, such as the shrinking core model, assume the ore fragments are spherical.
As is discussed in a later section (Section 2.3.4), the shrinking core model simplies the
shape ore of ore to be round, and the model assumes that the volume of an ore under disso-
lution will shrink along it's radius, with the reacted fraction of the ore, which is the fraction
has shrunk, being calculated from the volume equation of sphere (Equation 2.3.18). Al-
though assuming a spherical geometry for the ore fragments provides a convenient approach
to model the diusion process mathematically, most of the ore fragments are not spheri-
cal [120]. The fragments are degraded during leaching, and the solid matrix will become
more porous due to the generation of cracks and ssures due to the dissolution of the min-
erals [97, 98] The factor called `leaching enhancement' or `sphericity factor' is incorporated
in the eective diusion term to account for the progressive modication of the geometric
characteristics of the fragments during leaching [22, 97, 98]. The mineral grains within the
fragments are also not spherical, and it is dicult to characterize the eect of the shape of
the individual grains in each fragments [98, 141]. In some previous models a shape factor
13

is added to the kinetic rate equations for each minerals grain to provide a correction [97,120].
Eect of Temperature
The reaction kinetics are usually highly temperature dependent [141]. Generally, high
temperature can increase the reaction rates [16]. At low temperature the dissolution rate
will usually be controlled by the chemical reaction. At higher temperature, the rate will
usually be controlled by the mass transport and a sharp boundary between the leached
region and unreacted core is expected [142]. Copper sulphide leaching involves multiple
highly exothermic sulphide oxidation reactions, and the heat transport becomes crucial in
modelling the leaching process at high temperature [40], because the oxidation reactions in
copper leaching are signicantly dependent on the temperature, and the activities of the
bacteria employed in the copper bioleaching are strongly temperature dependent [40]. The
exothermic sulphide leaching reactions also generate heat. A number of researchers have
established models which include the inuence of heat generation and balance in the various
chemical and biochemical reactions during heap leaching [40,85,123].
By observing the dependence of leaching rate on temperature, the activation energy (Ea) of
the mineral dissolutions can be derived, and the leaching mechanism can be determined [75].
When the leaching is under chemical control, the leaching rate can be increased by increasing
the temperature by a small amount. Otherwise, if the process is under diusion control, the
changing of temperature can only weakly inuence the leaching rate [42]. It is suggested
that chemical reaction control has an apparent value of Ea of over 40 kJ mol−1, otherwise, it
implies a process under diusion control [42].
Cordoba et al. [29] observed a change of temperature inuences the leaching rate signif-
icantly within the temperature range between 35 and 68 C, where the leached copper is
raised from less than 3% to more than 80%, and Ea is derived to be 130.7 kJ mol−1. Similarly,
Sokic et al. [139] found that the leaching rate was signicantly enhanced when the tempera-
ture was raised from 70 to 90 C in 1.5M H2SO4 solution. On the other side, Dreisinger and
Abed [42] found that the eect of temperature on chalcopyrite dissolution in acid chloride
solution is only signicant within the range of 60 to 70 C, and the eect is weak when the
14

temperature is within the range of 70 to 90 C .
Eect of Acid Concentration
The acid concentration plays an important role in chalcopyrite leaching, since it directly
decides the leaching mechanisms and economics [42]. Keeping the pH low can signicantly re-
duce the ferric precipitation and hydrolysis [90]. The most common lixiviant for chalcopyrite
leaching is sulfuric acid (H2SO4), and increasing the H2SO4 concentration can signicantly
improve the leaching rate [2, 8, 65,114,135].
It is suggested that a suitable concentration of H+ is in the range range from 0.1 to
1.0M [42]. Antonijevic and Bogdanovic [7] observed promoted passivation when pH is less
than 0.5, since the competition of between Fe3+ and H+ results in iron decient surfaces, and
this phenomena become more signicant with highly concentrated acid at 3 to 5M. However,
when the acid concentration reaches 6.0M, the copper extraction is improved dramatically, it
is suggested this phenomenon is due to the increased redox potential (Eh ) of H2O2 resulting
from the increasing H+ ion concentration [2].
Eect of Ferric Ion
Ferric ions (Fe3+) is the dominant oxidant in chalcopyrite leaching [90]. It has been ob-
served that the Fe3+ concentration can signicantly impact the leaching rates of chalcopyrite
when the Fe3+ concentration is lower than 100mM [64,75,90]. Below this level, adding Fe3+
gives a positive eects on leaching rate, whist increased Fe3+ concentration has hardly any
inuence on the extraction rate when the concentration is above 100mM [64].
Eect of Redox potential and Iron
The redox potential (Eh) and iron concentration has been conrmed to play an impor-
tant role in chalcopyrite leaching. There are various investigations and discussions of the
15

eects of the ferric and ferrous ions on the leaching rates. Generally, ferric ions are consid-
ered to be the oxidant that eectively oxidises the chalcopyrite via acid solution (Equation
2.3.1), and the role of ferrous ions in dissolution is only as a source of ferric ions via ferrous
oxidation(Equation 2.3.2):
CuFeS2 + 4Fe3+ → Cu2+ + 5Fe2+ + 2S0 (2.3.1)
4Fe2+ + O2 + 4H+ → 4Fe3+ + 2H2O (2.3.2)
Some researchers suggested that ferrous ions will suppress the dissolution of chalcopyrite.
For instance, Dutrizac [45] and Hirato et al. [64] observed that an increase in ferrous sulphate
can reduce the leaching rate of chalcopyrite.
However, recently a number of researchers have discovered that the chalcopyrite oxidation
rate does not always increase with increasing ferric concentration (or equivalently, redox
potential). The optimum leaching rates can be attained only within a narrow range of re-
dox potentials. Kametani and Aoki [74] carried out experiments on chalcopyrite leaching
with sulphuric solution at 90 C, and found that the leaching rate initially increased with
increasing potential, while the rate decreased suddenly at a critical potential of about 0.45
V (SCE). Sandstrom et al. [133] suggested that the leaching rate was signicantly higher at
a low potential of 0.42 V compared with the high potential of 0.6 V (Ag, AgCl) for both
chemical leaching and bioleaching in sulphuric acid media. Passivation by jarosite precipi-
tation was observed at high redox potential.
Koleini et al. [80] also suggested that the redox potential plays an important role in leach-
ing rates, with the chalcopyrite oxidation preferring a narrow range of potentials around
0.41-0.440 V (Ag, AgCl). Cordoba et al. [28, 29] reported strong evidence that high redox
potential can promote jarosite precipitation. The critical potential they found is 0.45 V (Ag,
AgCl). Nicol et al. [110] suggested that the chalcopyrite dissolution is enhanced within the
potential window between 0.56 and 0.6 V (SHE) in chloride acid solution.
Hiroyoshi et al. [66] found that in sulphate solution high ferrous ion concentration is
benecial to chalcopyrite leaching, the extraction is greater in higher ferrous/ferric ratio
16

region and lower potential region. Furthermore, the authors observed that the addition of
cupric ions together with ferrous ions can enhance the leaching more than ferrous ions alone,
which can not be explained by Equation 2.3.1. To interpret this phenomenon, they proposed
a two-step model:
CuFeS2 + 3Cu2+ + 3Fe2+ → 2Cu2S + 4Fe3+ (2.3.3)
2Cu2S + 8Fe3+ → 4Cu2+ + S + 8Fe2+ (2.3.4)
The chalcopyrite is dissolved to form the intermediate Cu2S, which is more reactive than
chalcopyrite, in the solution with enough Cu2+ ions and Fe2+ ions (and hence low potential).
The Cu2S is further oxidized by Fe3+, and the summing of Equation 2.3.3 and Equation
2.3.4 form the overall reaction of Equation 2.3.1. However, it was suggested based on these
equations that the ferrous ion will suppress the leaching rate if the Cu2+ concentration is
not high enough, hence Hiroyoshi et al. [66] concluded that the active redox potential (Eact)
for oxidative reaction of chalcopyrite under the conditions of 25C and 1atm follows the laws
below:
Ec > Eact > Eox (2.3.5)
Ec = 0.681 + 0.059log(aCu2+)0.75
(aFe2+)0.25(2.3.6)
Eox = 0.561 + 0.059log(aCu2+)0.5 (2.3.7)
where Ec is the critical potential to form Cu2S, Eox is the oxidation potential of Cu2S, and
a i is the activity of species i.
Later, Hiroyoshi et al. [67] dened a new parameter which is the normalized redox potential
Enor of Equation 2.3.8:
Enor ≡E − EoxEc − Eox
' 0.07 + 0.059log[Fe3+]− 0.059log[Fe2+]− 0.03log[Cu2+]
0.12 + 0.015log[Cu2+]− 0.015log[Fe2+](2.3.8)
17
They found that the copper extraction rate versus Enor is independent of the leaching
environment such as the solution compositions, bacteria , solid/liquid ratio. A fast leaching
rate is obtained when the normalized potential is within the range of 0 to 1. When Enor > 1
(E > Ec) the reaction is slow because the intermediate Cu2S is not formed, and the region
where the normalized potential is larger than 1 is the `passive region'. When Enor < 0
(E < Eox), the dissolution stops because Cu2S is not oxidised. The optimum of Enor to
achieve the maximum leaching rate is found to be 0.43, and the functions for the optimum
redox potential is derived to be dependent on the Cu2+ ions and Fe2+ ions concentrations of
Equation 2.3.9:
Eop = 0.652 + 0.036log[Cu2+]− 0.006log[Fe2+] (2.3.9)
Where [i] is the molarity of species i.
Sandstrom et al. [133] agreed with the suggestions of Hiroyoshi et al. [66] because they
also observed an increase in extraction with increasing copper concentration at low poten-
tials. However, Cordoba [30] opposed the proposal from Hiroyoshi et al. [66]. By producing
X-ray diractograms they pointed out that the chalcopyrite is dissolved via the formation
of an intermediate covellite, CuS rather than chalcocite, Cu2S. Then they proposed a new
two-step dissolution equations (Equation 2.3.10 and Equation 2.3.11) to describe the chal-
copyrite oxidation by ferric, which diers from the one suggested by Hiroyoshi et al. [66]:
CuFeS2 + 2Fe3+ → CuS + 3Fe2+ + S0 (2.3.10)
CuS + 2Fe3+ → Cu2+ + S0 + 2Fe2+ (2.3.11)
This suggestion is supported by the observations from Kametani and Aoki [74] that CuS
was found in the residues of chalcopyrite leaching under low redox potential (0.33 V (SCE)).
Nicol et al. [110] also questioned the suggestion from Hiroyoshi et al. [66], as they claimed
that the Equation 2.3.3 is unlikely to occur at potentials above 0.5 V (SHE). There is lack
of experimental evidence to support that the cahlcopyrite is reduced to form chalcocite at
higher potentials. Cordoba [30] further concluded that the Ferric/Ferrous sulphate leaching
18

solution tend to approach an equilibrium with a critical potential of 0.45 V (Ag, AgCl).
A high initial potential will promote jarosite precipitation reducing the solution potential
towards the critical value.
For bioleaching, Yang [158] concluded that the solution redox potential is more inuential
than the bacteria concentration and activity, and more chalcopyrite was dissolved at lower
potential values. The observations supported the conclusions drawn from Cordoba [30] that
more jarosite accumulated with higher initial redox potentials. Similarly, Third et al. [143]
declared that the Eh is far more crucial than the amount and activity of bacterial cells,
although the bacteria are essential to regenerate oxidant for continuing leaching. They sug-
gested that excessive bacterial ferric ion oxidation, and hence a resultant high Eh, can inhibit
the leaching. Therefore only a limited bacterial activity, which produce the ferric ions at a
rate that meets the consumption by the ore, can favour the chalcopyrite leaching. In addi-
tion, Yu [159] claimed that the jarosite precipitation is not important for bioleaching as long
as the redox potential is lower than 0.65 V (SHE), while increasing ferric ion concentration,
and hence Eh, will slow down the dissolution rates.
2.3.2 Passivation and Hindering Dissolution
The dissolution of chalcopyrite is initially fast but soon declines. There has been a lot
of debate among researchers as to the reason for this phenomenon. It has been suggested
that during chalcopyrite dissolution, the formation of surface lms can lead to the hinder-
ing of the dissolution rate, which is referred to as `passivation' for abiotic or biochemical
chalcopyrite heap leaching [58, 78, 94], though the verication of the exact candidates and
mechanisms of passivation is still a controversial topic. Generally, among the various `pas-
sivation' candidates which can hinder the leaching rate, the following four are of the most
concern: metal-decient sulphides, polysulphides (XSn), elemental sulphur (S0) and jarosite
(XFe3(SO4)2(OH)6) [78].
Fu et al. [51] evaluated the passivation candidates for the bioleaching of copper sulphide
minerals, including chalcopyrite, by using A.Ferrooxidans as the leach organism. In their
19

work they conrmed that the passivation layers for chalcopyrite bioleaching consist of copper-
decient sulphide Cu4S11, elemental sulphur S0, and copper-rich iron decient polysulphide
Cu4Fe2S9, while jarosite was not observed on the surfaces and thus may not be responsible
for hindering the dissolution rate. They concluded that the hindering ability of these surface
lms is Cu4Fe2S9 > Cu4S11 > S0 > jarosite. Similarly, by doing various spectroscopic exper-
iments, some researchers have identied that the metal decient sulphides, including poly-
sulphides, are produced during both chemical leaching and bacterial leaching [59,84,95,105].
In addition, a number of researchers claim that jarosite and elemental sulphur do not play
an important role in passivation, but the metal decient sulphides and/or polysulphides pas-
sivate the rate of chalcopyrte oxidation [25,58,95,101,118,157,158].
In contrast, there are some researchers who support the standpoint that jarosite and sul-
phur are to be blamed for the passivation. Some researchers suggested that the jarosite
precipitation formed on the chalcopyrite surface due to the high concentrations of ferric iron
and sulphates will raise the diusional constraint, hence reducing the chalcopyrite dissolu-
tion rate [17, 68]. Parker et al. [117] investigated the oxidative acid leaching of copper and
iron from chalcopyrite under both abiotic and microbial conditions. They concluded that
the disulphide forms quickly on the dissolving chacopyrite surfaces, and the oxidation of the
disulphide phase likely leads to the formation of thiosulphate intermediates, and the further
oxidation of thiosulphate results in a ferric sulphate which is similar to jarisite, they claimed
that this sulphate is a precursor to the nal jarosite precipitation, which is the key to the
hindered dissolution in the chalcopyrite system.
Furthermore, Dutrizac [46] concluded that about 90% of the elemental sulphur formed by
the chalcopyrite dissolution can not be dissolved during chemical leaching of chalcopyrite
with ferric sulphate, and thus will precipitate around the ore. It was observed that the
chalcopyrite grains are enveloped by the sulphur, and the sulphur layers were progressively
growing during leaching, hence the dissolution is passivated. Klauber et al. [79] also drew the
conclusion that elemental sulphur is the major candidate for initial inhibition of chalcopyrite
with ferrous leaching, as elemental sulphur were found to be the primary surface species pro-
duced in their acid ferric leach. However, in bioleaching sulphur-oxidizing microorganisms
can reduce the elemental sulphur passivation, as well as lowering the pH [29,78], and so the
20

diusion barrier caused by S0 is avoided. Nevertheless, Pradhan et al. [126] mentioned that
the elemental sulphur and jarosite coating may inhibit the transport of bacteria, oxidants to
and from the chalcopyrite surface, and further reduce the chalcopyrite dissolution rate.
Moreover, the passivation caused by metal decient sulphides are strongly argued. Mikhlin
et al. [105] conducted experiments to investigate the spectroscopic and electrochemical char-
acterisation of the surface layers of chalcopyrite dissolved in acidic solution. The results
showed that metal decient layers were formed up to several micrometer thick, but it was
observed that the electronic structure of this layer was similar to that of chalcopyrite, and
the results indicated that this layer can hardly hinder the chalcopyrite dissolution. Similarly,
Acero et al. [1] observed an iron-decient surface layer in their chalcopyrite leaching experi-
ment with both sulphuric and hydrochloric acid, but no inhibition eect was found with this
layer.
Furthermore, Klauber [78] questioned the metal-decient sulphide being a hindered disso-
lution candidate as the physical reality of this layer still remained to be examined, and there
is a lack of consistent evidence. For instance, the author argued against the validity of the
demonstration given by Hackl et al. (1995) [58], which indicated an iron decient sulphide
phase is formed and acts as a passiviation layer in chalcopyrite dissolution. Also, it was
discussed that the investigation provided by Buckley and Woods (1984) [25] and Parker et
al. (1981) are not clear-cut, and that the proposal of metal decient sulphide/polysulphide
lm is speculative [78].
In addition to metal decient sulphides, Kaluber et al. [79] and Parker et al. [117] declared
that the polysulphides are also not responsible for the hindering dissolution. The extremely
reactive nature of polysulphide compounds can hardly allow them to form any surface layer
capable of inhibiting the chalcopyrite dissolution, since they are easily oxidized to elemental
sulphur with air, especially with moisture [79,81,117].
21

2.3.3 Rate Limiting Steps of Copper Dissolution
Generally, three types of copper extraction curves are observed: (i) parabolic with time,
(ii) linear with time or (iii) parabolic in the initial stage and followed by linear [78]. The
parabolic kinetics of the copper extraction indicate the chalcopyrite dissolution is hindered
and the rate becomes very slow [108]. Some researchers deduced that this hindered parabola
suggests that the dissolution rate is under the control of the transport of ions and electrons
through the dense sulphur layer [12,14,44,108]. In this parabolic stage, the activation energy
for chalcopyrite dissolution is reported to be between 38 to 83 kJ mol−1 [64]. On the hand,
the linear kinetics suggest the dissolution is under surface reaction control rather than diu-
sion control, the slow chemical reactions with high activation energy are the limiting steps
of chalcopyrite leaching [30,64,72]. The very high activation energy of chalcopyrite leaching
with this linear behaviour was found to be 130.7 kJ mol−1 by Cordoba [30].
To explain the chalcopyrite dissolution steps, Klaubler [78] presented a conceptual 4-stage
dissolution model, which can logically tie together all the experimental observations dis-
cussed previously into one model, the model is illustrated in Figure 2.3.1:
Figure 2.3.1: A conceptual 4-stage dissolution model [78]
Stage 1: The chalcopyrite surface is clear and fresh, and the initial reaction rate is fast
with a low activation energy Ea.
22

Stage 2: The dense layer of elemental sulphur forms on the chalcopyrite surface, which
hinders the dissolution rate and electron transport, hence causes a parabolic rate curve with
a high Ea, if the thick sulphur layer does not peel away, the parabolic behaviour continues.
Stage 3: The peeling of the thick sulphur layer favours the leaching rate, the reaction
is fast with a high Ea, and the leaching curve exhibits a linear behaviour. If the jarosite
formation is precluded by iron and pH control the linear behaviour continues.
Stage 4: If pH and iron is not under control, jarosite precipitation may occur, if this
coats the chalcopyrite surface the parabolic rate curve reappears due to the inhibited mass
transport and/or reduced surface area.
Furthermore, stage 1 alone or stage 1 and 2 together can be treated as the induction
period, while the appearance of stage 3 and 4 depends on the solution conditions, especially
Fe3+, pH and temperature [78].
2.3.4 Kinetics of Mineral Dissolution
The previous section discussed the dissolution rate limits occurring on chalcopyrite surface,
but in reality, the sulphides minerals are only a small fraction of the ore and the leaching
will also be strongly inuenced by mass transport through the ore particle. The apparent
kinetics are thus a combination of mineral surface kinetics and mass transport in the ore
particle. A number of models have been proposed to model these eects, which are used in
a wide range of applications in many uid-solid reactive system rather than just leaching.
Avrami Equation for Heterogeneous Reactions
The reactions in chalcopyrite leaching are heterogeneous, since the reactants are in mul-
tiple phases, and with growing product layers during dissolution. A wide range of mineral
23

reactions with isothermal kinetics can be described using the following empirical form [128]:
dε
dt= kntn−1(1− ε) (2.3.12)
and by separating the variables along with integrating, and incorporating the term 1/n
into the rate constant k, gives the Avrami equation, Equation 2.3.13:
ε = 1− exp(−kt)n (2.3.13)
where k is a rate constant and has the dimension of time−1, t is time and ε is the extraction,
n is a constant that depends on the reaction mechanism. For diusion controlled dissolution,
n trends to be near 0.5, while for chemical reaction controlled dissolution, n ∼ 1.0 [128,139].
To calculate the values of k and n, the following form is generally used to linearize Equation
2.3.13:
ln [−ln (1− ε)] = n lnk + n ln t (2.3.14)
Plotting the Avrami equation in the form of Equation 2.3.14 gives the linear line of
ln [−ln (1− ε)] against ln t, and the value of n, which is the slope of the plotted straight
line. The value of n can be used as an empirical parameter to check the mechanisms of
mineral dissolutions [128].
Shrinking Core model (SCM) for Solid-Fluid System
The simple idealized models called the shrinking unreacted-core models (SCM) were rst
derived by Yagi and Kunii [155], and are the most commonly used model for non-catalytic
uid-solid reactions of particles with unchanged size [55,89,141], The models have been stud-
ied and extended by Szekely [141] and Levenspiel [89]. The porous rock fragments are mostly
considered to be made up of solid grains which will react with the reagent [149]. Based on the
SCM, the models for reactive transport through a single porous fragment have been further
extended and developed, such as the narrow reaction zone model [9], modied unreacted
core shrinking model [115] and the generalized grain model [141] for the negligible diusion
resistance within the individual grains inside the fragments, the modied generalized grain
model [141] and spherical xed packed-bed model [115] for including the diusion resistance
24
of the individual grains. Furthermore, these shrinking core models have been widely adopted
for predicting the reactive transport in leaching, which include multiple porous fragments
inside a heap [15,22,27,52,53].
The kinetic expressions of SCM can be applied to most uid-solid system without problems
[141]. For an endothermic reaction, the dissolution of single reactive solid particles in gas
involves the following processes illustrated in Figure 2.3.2 [69,89,141], which is also applicable
to liquid-solid system:
1. The mass transport of the uid reactant from the bulk stream to the external surface
of the solid matrix through the surface uid lm around the particle.
2. Diusion of the uid reactant into the porous solid matrix from the outer surface.
3. Chemical reactions of uid reactant with the solid reactants on the internal surface of
solid matrix.
4. Diusion of the products through the matrix pore to the external surface of the solid.
5. Diusion of the products to the bulk ow of the solution from the external surface of
the solid matrix.
Additionally, heat is transferred between the uid and solid mainly by convection, and
transferred by heat conduction inside the solid matrix.
Figure 2.3.2: The endothermic reaction of a single solid matrix with gas [141]
25

In the shrinking unreacted core model (SCM), it is assumed that the uid-solid reac-
tion takes place by surface reaction, the uid and reaction move into the particle with the
completely reacted solids, which are sometimes refer to as `ash' due to the origins of this
model in simulating combustion, behind the reacting surface [89]. If we consider the reaction
described in Equation 2.3.15:
A(fluid) + b B(solid)→ c C + d D (2.3.15)
A pseudo-steady state assumption is made for mass transport, which means that the eect
of accumulation is assumed to be negligible. The uid reactants supplied to the particle are
assumed to be consumed completely by the solid, the change in the volume and radius of
the particle can be related to the variation in the amount of reactant B in the solid [89]:
− dNB
= −b dNA
= −(1− φ)ρBdV = −4π(1− φ)ρ
Br2cdrc (2.3.16)
where φ is the porosity of the particle, ρBis the molar density of the reactant B in pore
free solid, V is the volume of the unreacted spherical particle, b is the stoichiometric factor,
rc is the radius of the unreacted core, NAand N
Bare the amounts of reactant of A and
B. Thus, the relationship between the mass transfer of the reactants and the conversion of
solids is [141]:
b QA
=1
Ap
dNB
dt=VpAp
(1− φ)ρB
dε
dt(2.3.17)
where QAis the ux of reactant A from uid to solid, Ap and Vp are the exterior surface
area and the total volume of the particle respectively, ε is the fraction of the solid reacted,
which is:
ε = 1− (rcR
)3 (2.3.18)
where R is the initial radius of the particle.
According to the resistances of the dierent steps during dissolution, the highest resis-
tance is considered to control the overall dissolution rate. Generally, four dierent kinds of
rate-controlling models are used to approximate the dissolution in uid-solid reactions. By
assuming the particles are spherical, the following four kinetic models are discussed from
Levenspiel and Szekely [89,141].
26

(a) (b) (c)
Figure 2.3.3: The shrinking core models; (a) The dissolution rate is controlled by mass transport
through the uid layer; (b) The dissolution rate is controlled by mass transport through the ash
layer; (c) The dissolution rate is controlled by chemical reaction rate [89]
Diusion through uid Film Control As is illustrated in Figure 2.3.3(a), it is assumed
that there is no reactant at the particle surface for the irreversible reaction under diusion
through the uid layer control. The concentration of reactant in the uid drops from the
bulk value to zero through the layer, thus the concentration driving force is the bulk uid
concentration CAg at the external surface of the uid lm, and the equations for the mass
transfer of the reactants become:
− 1
Ap
dNB
dt= − b
Ap
dNA
dt= b hgCAg (2.3.19)
where hg is the mass transfer coecient between uid and particle.
By combing the Equation 2.3.19 and 2.3.16 and integrating, the time for complete con-
version of the solid reactant at rc=0 is [89]:
tε=1 =(1− φ)ρ
BR
3b kg CAg
(2.3.20)
Then the conversion function, which is the function of extraction and time, for the mass
transport through uid lm control is:
g(ε) =t
tε=1
= εB
(2.3.21)
Mass transport through ash layer control The partially reacted shrinking core particle
under diusion through ash layer control is illustrated in Figure 2.3.3(b). In this system,
27

the uid reactant A is considered to be moving inward with the boundary of the unreacted
core and forming the concentration gradient through the ash layer, but the shrinkage of the
unreacted boundary is much slower than the diusion of A. Under this assumption, it is
reasonable to ignore the movement of the unreacted core at any instant in considering the
diusion along the concentration gradient, and this is the pseudo-steady state approximation
for the mass transport through the ash layer [9]. Then, the reaction rate can be simplied
to be equal to the diusion rate within the ash layer, which can be expressed by Fick's Law:
− 1
4πr2
dNA
dt= Q
A= D
AeffdC
A
dr(2.3.22)
By integrating Equation 2.3.22 across the ash layer with the concentration gradient from
CAg at the external surface of the particle to 0 at the unreacted core, and replacing dN
A
with drc from Equation 2.3.16, the conversion function for diusion through the ash layer
control is derived [89]:
g(ε) =t
tε=1
= 1− 3(1− εB
)2/3 + 2(1− εB
) (2.3.23)
The time for the complete conversion is:
tε=1 =(1− φ)ρ
BR2
6b DAeff CAg
(2.3.24)
Chemical Reaction control The reaction under chemical reaction control is illustrated
in Figure 2.3.3(c). The dissolution rate is controlled by surface reaction around the unreated
boundary and without the diusion resistance across the ash layer, thus the concentration of
the reactants at the reaction surface are the same as the concentration of the bulk uid [141].
The ux of the species is equal to the consumption of the reactant by surface reaction at the
unreacted core:
− 1
4πr2c
dNB
dt= − b
4πr2c
dNA
dt= b k1 CAg (2.3.25)
where k1 is the rst order rate constant for surface reaction. By integrating Equation 2.3.25,
the conversion function for chemical reaction control is [89]:
g(ε) =t
tε=1
= 1− (1− εB
)1/3 (2.3.26)
The time to complete the conversion is:
tε=1 =(1− φ)ρ
BR
b k1 CAg
(2.3.27)
28

Mixed Control Throughout the conversion progresses, the relative eect of dierent resis-
tances vary, and it might not be appropriate to assume that the dissolution is under a single
control [89]. Under the simultaneous eects from the above resistances and based on the
pseudo-steady state assumption, the time to achieve a certain conversion is approximately
the sum of the time required to reach the same conversion by each single resistance control,
and at any instant the conversion rate can be expressed by the function of the combination
of the individual resistance [89,141]:
− 1
4πR2
dNB
dt=
b CA
1kg
+ R(R−rc)rc Deff
+ R2
r2c k1
(2.3.28)
The above Equation 2.3.28 can be approximated to the following simplied equation:
ttotal ' tfilmalone + tash alone + treaction alone (2.3.29)
2.4 Reactive Transport in Porous Media
The important structural feature of most shrinking core models applied to ore-leaching
is that the sub-particles (grains) of minerals are considered to be distributed throughout
the porous particles along with the inert material. The liquid reactants diuse into the
solution-lled channels which surround the grains and react with them [10,122,149]. In the
general case of a porous solid, the sharp boundary between the reacted and unreacted zone
which is described in the shrinking core models in Section 2.3.4 will not occur. Instead the
degree of conversion will change gradually throughout the particles and a partially reacted
zone exists between the completely reacted zone and the unreacted zone [141]. Thus, the
following diusion equations are presented to formulate the reactive transport in porous ore.
For quasi-spherical rocks, the mass transport through the pores of a solid matrix can be
described by the diusion equation for spheres [9]:
θi∂Cj∂t
= Djeff [∂2Cj∂r2
+ (2
r)(∂Cj∂r
)] +Rj (2.4.1)
29
where Cj is the concentration of dissolved solute j in the phase i inside the rock pores, r is
the distance along the radius of the rock. The eective diusion coecient Djeff is dened
by:
Djeff =θiDoi
τ(2.4.2)
where Doi is the diusion coecient for species j in a clear uid i, and τ is the tortuosity,
which accounts for the increased tortuous path. The tortuosity is the actual ow length
divided by the straight path length in clear uid [49,134,137].
Multiple solid reactants exist inside the inert porous solid in many real leaching systems
and the competition between those reactants can eect the dissolution rate [41]. The indi-
vidual kinetics equations for dierent mineral species are discussed by Bradley et al. and
Madsen et al [98,120] to calculate the consumption and generation rate Rj of the species by
chemical reactions in Equation 2.4.1.
The following grain models which assume an homogeneously distribution of the mineral
grains throughout the ores, are generally proposed to model the dissolution process of the
porous solids [9,115,141]. These can normally be reduced to two cases, including or exclud-
ing the diusion resistances of grains.
2.4.1 Model for Single Porous Pellet with Homogeneous Grain Dis-
tribution
There are models in the literature which can describe the leaching system of the particle
scale. As has been mentioned before, mineral grains are distributed throughout each single
ore, and in the following models the mineral grain distribution are simplied to be homoge-
neous. They are also based on the assumption that both fragments and grains are spherical.
In these models the shrinking core description can be applied at both the scale of the particle,
as well as at the scale of the individual grains. Two cases of increasing complexity can thus
be considered.
30

Negligible Intragranular Diusion Resistance of Individual Grains
Under the assumption that the diusion resistances of the product layer of individual
grains are neglected, the mathematical model is simplied to include only the eect of
intrinsic chemical kinetics and the mass transport of species through the pore-solution of the
fragments [115, 141]. If the diusion resistance throughout the pellet is negligible and the
chemical reaction controls the overall leaching rate, then the concentration of the solution
is assumed to be uniform throughout the pellet, and the shrinking core models discussed in
Section 2.3.4 can be applied directly to every individual grain without transport resistances,
and the fragment is considered to be the agglomerate of the those grains which are reacting
simultaneously [141]. If the mass transport of the reactants in the pore-solution controls
the leaching and without chemical reaction limitation, then the shrinking core models of
diusion control discussed in Section 2.3.4 can be directly applied to the pellet [141].
In most reactions of the porous solid, the leaching process is controlled by mixed kinetics
and the sharp discontinuous boundary of the unreacted core will usually not exist. Instead
the reaction will take place in a reaction zone with progressively reacted mineral grains
[10, 115]. Moreover, the reaction rates during leaching will also depend on the degree of
conversion of the individual grains, since the surface area available for the reaction is changing
[141]. Under the pseudo-steady state assumption and neglecting external mass transfer
resistance of the pellet, the mass transport of the species within the porous pellet is simplied
to [10,138]:
0 = DAeff∇2C
A−R
A(2.4.3)
where CAis the uid reactant concentration in a unit volume of pellet, and R
Ais the local
rate of consumption per unit volume of pellet, which depends on the position in the pellet.
The local consumption rate is dependent on the local reaction rate and the local conversion of
the grains. Under rst order reaction kinetics and assuming spherical grains, the relationship
is [138]:
RA
= (1− ε)k1CA
3r2cg
r30g
(2.4.4)
where rcg is the radius of the unreacted core of the individual grain, and r0g is the initial
radius of the grain.
Within each individual grain, the local reaction rate can be expressed by the model of
31

chemical reaction control [138]:
(1− ε)ρB
drcgdt
= bk1CA(2.4.5)
Including Intragranular Diusion Resistance of Individual Grains
If the assumption of negligible diusion resistance within the mineral grain is not valid,
then the intragranular diusion resistance should be included in the model. Papanastassiou
et al. [115] have developed the `spherical xed packed-bed model', which includes the mixed
kinetics of the individual grains, and Szekely et al. [141] have established the modications
to the grain models to include the mass transport resistance of the ash layer of each grain in
the spherical pellet. This model can be applied to grains which are spherical, cylindrical or
at plate-like. In the `spherical xed packed-bed model', the mass transport resistances of
the uid lm outside each grain are neglected, by assuming that the grains are of uniform
size and spherical, the equation of the changing unreacted core radius for the mixed control
is:drcgdt
=−C
A
ρBr2cg[
1Dg
( 1rcg− 1
r0g
) + 1k1r2cg
](2.4.6)
where Dg is the solid state diusion coecient of the mineral grain. Then the source term
in the continuity Equation 2.4.1 will be the summation of local reaction rates of the grains,
which is [115]:
RA
= −Ng ·RAg = −(1− ε4π3r3
0g
) · 4πCA
1Dg
( 1rcg− 1
r0g) + 1
k1r2cg
(2.4.7)
where Ng is the number of grains per unit volume of pellet, and RAg is the local rate of
consumption of A per grain. Thus, the continuity equation for the pore scale becomes:
θwp∂Cjr∂t
= Djeff [∂2Cjr∂r2
+ (2
r)(∂Cjr∂r
)]− (1− ε4π3r3
0g
) · 4πCAr
1Dg
( 1rcg− 1
r0g) + 1
k1r2cg
(2.4.8)
where CAr and Cjr are the concentration of species j and A at the radius of r within the
particle
2.4.2 Model for Multiple Porous Pellets in Porous Bed
The grain models discussed above, which assumes that the mineral grains are packed ho-
mogeneously inside an ore pellet, describes the dissolution and mass transport though a single
32

ore particle. For modelling a porous leaching bed which is packed with a large number of ore
pellets, dierent mathematical models have been developed by many researchers for large-
scale leaching modelling. Chae et al. [27] have developed the large-scale one-dimensional
leaching model for copper oxides with isothermal reactions, which uses the pseudo-steady
state SCM to approximate the kinetics for the ore particles inside the bed during leaching.
Gao et al. [52,53] modelled the in situ leaching of copper, which included the heat and oxygen
balances. In this model the dissolution rates of the particles are approximated by the modi-
ed shrinking model, established by Braun et al. [22], which includes a diuse reaction layer
containing partially reacted grains inside the particle. Bennett et al. [15] developed a model
suitable for the large-scale leaching, in which the simple SCM model developed by Szekely et
al. [141] was applied separately to the kinetics of each mineral in each characteristic particle
size. This model includes the particle size distribution of ore in the bed, and the idea behind
this model is that if the inner particle diusion rate is controlled by the particle size, then
provided that the particle size distribution is correctly included within the formulation, the
overall dissolution rate inside the bed can be captured well.
Instead of using a pseudo steady state shrinking core model for the dissolution rates at
the particle level, Dixon and Hendrix [41] developed the large scale unsteady state model by
including the unsteady state diusions and dissolutions inside the particle. This model is
also suitable for ores with multiple solid reactants [41]. Their models combines the ore scale
diusion model (Equation 2.4.9 and 2.4.10) with the heap scale model for the bulk solutions
(Equation 2.4.12 and 2.4.13) to calculate the reactive transport within the packed bed.
By assuming the dissolution rate of the reactant is controlled by chemical reaction which
is rst order in the reagent concentration and variable order in local solid reactant concentra-
tion, the mass balance for the species j dissolved in the solution within the spherical particle
is [41]:
Djeff [∂2Cjr∂r2
+2
r
∂Cjr∂r
]− ρp(1− ε)kpjCφpjpj CAr = θlp
∂Cjr∂t
(2.4.9)
The mass balance for the reagent inside the particle is [41]:
DAeff [
∂2CAr
∂r2+
2
r
∂CAr
∂r]− ρp(1− ε)
∑j
kpjCφpjpj CAr
bj= θlp
∂CAr
∂t(2.4.10)
The above particle scale equations are connected with the bulk scale models via the bound-
33

ary conditions:
Cjr(R, t) = Cjb (2.4.11a)
CAr(R, t) = CAb (2.4.11b)
where ρp is the density of the fragments, kpj the reaction rate constant per unit mass of
particle for species j, Cpj is the local concentration of solid reactant j at particle radius r,
φpj is the reaction order in the concentration of solid reactant j and bj is the stoichiometric
factor for the reactant j. θlp is the volumetric content of liquid solution inside the particle.
To calculate the mass balance of the dissolved species in the large-scale ow throughout the
bed, the above particle scale models are integrated with the following bulk scale models [41].
The models assume an ideal plug ow and negligible mass transport resistant from the bulk
solution to the inner particle, so that the continuity equation for the species j, which accounts
for the source terms for both the surface reactions and the ux into the particle, is:
− uw∂Cjbdz
+3(1− φ)
R[ksjC
φsjsj −Djeff (
∂Cj∂r
)r=R] = θlh∂Cjb∂t
(2.4.12)
The mass balance equation for the reagent A in the bulk solution is then formulated as:
− uw∂CAb
dz+
3(1− φ)
R[∑j
ksjCφsjsj CAb
bj+D
jeff (∂CAb
∂r)r=R] = θlh
∂CAb
∂t(2.4.13)
where ksj, Csj and osj are the reaction rate constant, the local concentration of solid
reactant and the reaction order on particle surface respectively. Note that this equation
doesn't include the dispersion transport eect of the species throughout the heap. θlp is the
volumetric content of liquid solution inside the heap (i.e. between the particles).
2.5 Previous Models for Bulk Scale and Heap Scale Leach-
ing
In the simulation of heap leaching or bioleaching, one and two dimensional models are the
most normally used, with three dimensional model being less common [86]. The modelling
of heap leaching should account for various variables, such as the spatial and temporal
variations for temperature, concentrations, the uid content, liquid and gas velocity, and
mineral extractions, etc.
34
Most of the bulk scale leaching models, such as column scale and heap scale, assume an
average/representative particle size. The eect of particle topology on leach kinetics is thus
approximated by simplied models such as the shrinking core model described in the previ-
ous Section [16,32,57,63,103,109,136]. Herrera et al. (1989) [63] presented one of the early
bulk scale bioleaching models for copper-sulphide (chalcopyrite), which applied a shrinking
core models to the solid reactions, and assumed that Fe3+ diuses through the gangue of
particles to the reaction front, with Copper ions diusing back to the bulk liquid through the
gangue. Herrera et al. (1989) [63] found that the long term recovery of copper is dominated
by the intraparticle diusion of chemical species towards the reaction front, while the ore
porosity having an important eect on the total achievable copper extraction (increasing
porosity improves the extraction).
Neuburge et al. (1991) [109] then extended the work of Herrera et al. (1989) [63] by
validating a 1D column bioleaching model for chalcopyrite and pyrite with a taller and wider
column experiment. Like Herrera et al. (1989) [63], they used shrinking core kinetics to
describe solid reactions, and considered the oxygen concentration in the Michaelis-Menten
expression, while also including the eect of Fe2 ions. They concluded that the intraparticle
diusion of Fe3 ions to reaction zones is the main factor that controls the bioleaching of the
chalcopyrite. Neuburge et al. (1991) [109] also found that the particle sizes has a signicant
eect on the copper leaching rates. In the early stages of leaching, the extraction rate is
much faster with smaller ore particles as the specic external surface area exposed to the
leaching solution is larger, which means the process is kinetically controlled. However, the
intraparticle diusion eect becomes dominant when the reaction front has moved far enough
into the particles.
Verglio et al.(2001) [147] proposed a kinetic mathematical model of manganiferous ore
dissolution by modifying the shrinking core model, to produce what they called the `variable
activation energy shrinking core model'. Since they account for the complex processes of
degradation reactions by varying the activation energy of the reaction rate as a function of
the metal extraction yield, which is rstly applied by Brittan [23]. They nally concluded
that this model can accurately predict the complex network of chemical reactions that occur
during ore leaching, but it could not describe the eect of the particle size distribution in a
35

satisfactory manner. They found that this modied model can give much better results in
data tting by considering each particle size fraction separately rather than by attempting
to include it within the apparent kinetic model.
Leahy et al. (2007) [85] implemented a non-isothermal model of heap bioleaching of
chalcocite, which is based on a similar shrinking core model to that of Neuburge et al.
(1991) [109]. In the model, the solution was applied from the top of the column, and air was
sparged from the bottom. The model result shows a top-down manner of leaching, where the
mineral on the top and near the bottom are leached faster, while the extraction in the middle
of the column is far slower. They suggested that the cooling liquid temperature feeding from
the top favours the growth of the bacteria, while the temperature in middle of the column
below the reaction front is so high that the bacteria can not survive, hence slow down the
reaction rates. As the reaction rates drop far below the reaction front, the extraction slowly
rises along the length at the lower part of column, since the low temperate regenerates the
bacteria growth.
Although shrinking core models are widely applied in many bulk scale models of heap
leaching, those models which assume average ore sizes show poor prediction of leaching ki-
netics with crushed ore size distribution. However, it is also claimed that the shrinking core
model itself is a useful tool to deal with commercial heap data [57, 106]. Some researchers
have proposed models which include particle size distributions for heap leaching [41, 56].
Dixon and Hendrix (1993) [41] examined the particle size distribution using the concept of
a heap eectiveness factor, with the model being derived in a dimensionless form. In their
model, the Gates-Gaudin-Schuhmann distribution function is used to t the particle distri-
bution of the global heap model. They concluded that the particle size distribution will have
an important eect in the heap only when the ratio of the porous diusion rate to the axial
convection rate of bulk reagent in the heap is low to moderate, and when the kinetics at the
particle level is diusion control.
Gbor and Jia (2004) [56] developed a model that coupled shrinking core model with a
Gamma particle size distribution, which is the particle size distribution function developed
by Herbst ( 1979) [62]. Gbor and Jia (2004) [56] found an erroneous shift in the apparent
36

control regime when the particle size distribution is neglected. For example, the control
regime of chemical reaction controlled will shift to diusion control through inert gangue
and if the reaction is limited by the diusion through liquid lm, the results will shift to
chemical reaction control or inert layer control.
Furthermore, Dixon and co-workers have developed the bioleaching software known as
HeapSim, and they have published several papers based on this modelling [18, 20, 111, 124].
The algorithm of HeapSim modelling is based on the coupled mathematical modelling of four
subprocesses, namely, mineral grain scale, ore particle scale, cluster scale and heap scale. At
the grain scale, the leaching is assumed to be governed by electrochemical interactions at
minerial grain surfaces. At the particle scale, the issue of topology, which is non-homogeneous
grain distribution within a particle is resolved by using an empirical power law function of
the unreacted mineral fraction to predict the current exposed mineral surface area. Then at
the cluster scale, the solution phase interractions such as the gas dissolution, bacterial growth
and oxidation, intra- and inter-particle diusion are considered. Finally, at the macro level,
several transport phenonena, such as liquid, gas ow, and heat ow are considered [124]. In
their modelling results for zinc sulphide leaching, the important factors in designing a heap
leaching system are heap height, spacing of dripper-emitter, irrigation rate, concentration of
feed acid, and the temperature of the applied solution [124].
2.6 The Current State of The Art
The most recent world leading researches on heap leaching modelling are presented by
Leahy et al. [8587] and the HeapSim models from Dixon et al. [20, 124]. These models
have comprehensively included the subprocesses of mineral dissolutions, bacteria growth
and oxidation, multi-chemical reactions, heat transfer and mass transport phenomena. In
the models presented by Leahy et al. [8587], the calculations of mineral dissolutions are
based on shrinking core type kinetics, which assumes that the mineral grains are spherical
and homogeneously distributed within an ore with identical size. However, these assump-
tions are not valid since the distributions of mineral grains within a particle are complex
and may occur as any forms from completed liberated grains to grains hidden in the gangue
matrix, and the grains sizes may vary. The grains within one particle may be under the
37

dierent dissolution rates, thus the assumption that each particle is under a single shrinking
core kinetics may be erroneous.
In the HeapSim models from Dixon et al. [20, 124], a modied shrinking sphere model is
presented to calculate mineral dissolutions. A topological exponent is included in the kinetic
model which accounts for the topological eect of the grain size and distribution within a
particle matrix on the leach kinetics. However, the diusion resistances through particle
pores are neglected in this kinetic model, to include the eect of inter-particle diusion on
the overall leach kinetics, the diusion-reaction equation need to be solved at particle scale,
which could be computationally expensive.
In this thesis, we will present a new semi-empirical model for mineral dissolutions, which
is calibrated with column scale experiments. This new model can capture the eect of the
grain size and distribution and inter-particle diusion resistances on leach kinetics, and is
expected to be more exible to t various dissolution kinetics proles in a computationally
ecient manner.
The stagnant zones exist in the porous heap, and the mass transfer between dynamic and
stagnant liquid is present. In the model developed by Leahy et al. [8587], the eect of
immobile liquid is neglected, while in the HeapSim models [20, 124], the immobile liquid is
assumed to be homogeneously distributed throughout the heap, which is not true in real
world, especially for the trapezoidal heap inside which the ow is not uniform and thus the
mobile and immobile saturation ratios are inhomogeneous. In this thesis, the mass transport
and heat transfer is solved by a mobile immobile model, and by integrating with several
empirical models available from literature, the immobile saturation, mass transfer coecient
and dispersion coecients are solved dynamically and inhomogeneously distributed through-
out the heap.
38

2.7 Conclusion
In this Chapter, the heap leaching process, and the complex factors that inuence the
chalcopyrite leaching have been reviewed. It shows that various factors, such as temperate,
Eh, pH, particle sizes, precipitations, etc. can all inuence the leaching performance. These
couplings and interactions made the modelling of these systems complex, with important
processes occurring at a wide range of length scales. This has meant that researchers have
made a range of dierent assumptions and simplications in order to make the heap scale
modelling tractable. There are thus many aspects still remaining to be studied in chalcopyrite
leaching modelling, and it is worthy of further study to examine these factors. In the next
chapter, both existing and new models for the various sub-processes will be combined to
produce an improved simulation framework for heap leaching, with particular emphasis on
chalcopyrite leaching.
39

Chapter 3
Mathematical Formulation
The ow inside a heap is multiphase, involving the air and liquid solutions owing through
a porous matrix consisting of packed ore fragments, with the ore fragment themselves also
being porous. When solutions trickles down from the top of the heap, the liquid reactant
species will be diused into the porous ore and react with the mineral grains inside the ore.
The multiphase ow and mass transport phenomena of heap leaching will be modelled by
employing a nite element/control volume open source code, Fluidity [5].
In this Chapter, the mathematical algorithms for solving the unsaturated incompressible
ow in porous media are presented in Section 3.1, which are Darcy's law and the law of con-
servation of mass [107]. Then the algorithms for solving the mass transport and heat transfer
are presented in Section 3.2. In our model, the mobile-immobile model is applied instead of
the conventional advection-diusion model. The chemical reactions and the apparent leach
kinetic models are introduced in Section 3.3.
3.1 Multiphase Flow in Porous Media
3.1.1 Governing Equations
The equations of motion of multiphase ow inside porous media can be described by
Darcy's Law [13]:
vj = −Kj
µj
(∇pj − ρjg) (3.1.1)
40

where pj is the pressure of phase j, g is the gravitational acceleration, while vj, Kj, µj and
ρj are the volumetric ux density or Darcy velocity, eective permeability, isotropic viscosity
and density of uid phase j.
The equation which describe the mass conservation for each phase without sinks or sources
is:∂φSjρj∂t
+∇ · (ρjvj) = 0 (3.1.2)
where φ is the porosity of the medium and Sj is the saturation of uid j.
By inserting Equation 3.1.1 into Equation 3.1.2, and then combining it with the equations
for saturation and pressure to complete the system, the problem of multiphase ow reduces
to the following equations [13]:
∂φSj∂t−∇ · [Kj
µj(∇pj − ρjg)] = 0 (3.1.3)
∑j
Sj = 1 (3.1.4)
pnw − pw = pc(Sw) (3.1.5)
where, pnw and pw are the pressure of nonwetting and wetting phase respectively, and pc is
capillary pressure. By summing Equation 3.1.3 for all phases j and combing it with Equation
3.1.4, the global continuity equation is derived [107]:
∇ · [∑j
Kj
µj(∇pj − ρjg)] = 0 (3.1.6)
This equation only contains one independent pressure variable that needs to be solved for
as the pressure dierence between the phases is the capillary pressure, which is a function
of saturation. For a given saturation distribution the pressure distribution can thus be
obtained using Equation 3.1.6, with the evolution of the saturation being obtained by using
the pressure distribution conjunction with Equation 3.1.1 and Equation 3.1.2 for all but one
of the phases (the other being obtained by dierence based on Equation 3.1.4). To do this
models for capillary pressure and permeability as a function of saturation are required.
41

3.1.2 Capillary Pressure
The pressure dierence across the interface between wetting and non-wetting phases is
called capillary pressure. In heap leaching, air is considered to be the non-wetting phase and
the chemical solution is the wetting phase. The capillary pressure is a function of saturation
for the media with various pore sizes. In our scheme, the correlation presented by Brooks
and Corey (1964) [24] is selected for the capillary pressure:
pc = p0(Sw − Swr1− Swr
)1−m (3.1.7)
where p0 is the characteristic entry pressure (a function of pore size and contact angle), which
should be determined by experiment, and m is the parameter tted by pore size distribution.
Sw is wetting phase saturation and Swr is the residual saturation of the wetting phase.
3.1.3 Permeability
Permeability is a measure that denes the ability of a porous medium to let the uids
ow through it. The eective permeability in multiphase ow depends on the properties
of the porous media and the saturations of uids, which can be decomposed into absolute
permeability and relative permeability [13]:
Kj = krjka (3.1.8)
where krj is the relative permeability of uid phase j, and ka is the absolute permeability
which only depends on the properties of the porous matrix [13]. The absolute permeability
can be calculated by the empirical relation for packs with heterogeneous grain size, which
is a function of harmonic mean diameter of the particle size dp and the porosity of the
matrix [54]:
ka = 0.11d2pφ
5.6 (3.1.9)
The relative permeability in multiphase ow is assumed to depend only on saturation [13].
Brooks and Corey (1964) [24] developed a correlation for relative permeabilities of wetting
phase krw and nonwetting phase krnw, which could be applied to porous media with a wide
range of pore-size distributions:
krw = (Se)4 (3.1.10)
krnw = (1− Se)2(1− S2e ) (3.1.11)
42

where Se is the eective saturation dened by [31]:
Se =Sw − Swr1− Swr
(3.1.12)
3.2 Mass Transport and Heat Transfer With Mobile- Im-
mobile Model
In this section, the mathematical model for mass transport and heat transfer will be
introduced. In heap leaching, the transport of liquid through the porous bed will lead to
the stagnant regions in the pores of rock bed as well as in capillary held structures between
the particles, thus, a model which consider the transport phenomena in both the mobile,
actively owing region, as well as the immobile stagnant and near stagnant regions, with
mass transport between the regions is known as a mobile-immobile model. Then, regarding
the heat transfer across the heap, we ignore the heat transfer to/from the air, but consider
the air and liquid to be at the same temperature for convenience. This assumption should
not cause signicant inaccuracy since the air density and heat capacity are much smaller than
those of the liquid solution. The air will thus response to the liquid temperature quickly
with the transfer of a small amount of heat. We also ignore the evaporation phenomena in
this stage, therefore, only the heat transfer between the solid and liquid phase are modelled
in this project, together with heat transport and generation within these phases.
3.2.1 Mass Transport Model
Conventional Convective-Dispersive transport
The mass transport of species i of phase j inside the heap can be described by the conti-
nuity equation for convective-dispersive transport [16] in the form of Equation 3.2.1:
∂(θj,bCi,b)
∂t−∇ · (θj,bD∇Ci,b) +∇ · (uj,bθj,bCi,b) =
n∑Rn,i,b. (3.2.1)
where Rn,i,b are the chemical sources from the nth reaction and D is the dispersion co-
ecient. Since molecular diusion through the heap is much smaller than dispersion, it is
ignored [85]. While diusion has a negligible contribution to the heap scale mass transport,
43

it plays a crucial role in the transport within the particles and is thus a key factor in the
apparent particle scale leach kinetics. uj is the advection velocity of phase j, and θj is the
uid hold-up of phase j:
θj,b = φSj,b (3.2.2)
The transport of species i in Equation 3.2.1 are based on the bulk concentration inside
the heap and by assuming that all of liquid phase within the heap mobile inside.
Mobile-Immobile Model
It has however been suggested that stagnant zones exist in packed beds, and the immobile
liquid will be held around the particles by capillarity, mass transfer between the mobile
fractions and dead zones will occur [70], which cause a delay in the species being transported
out of the beds and thus a long tail for their residence time distribution curves (RTD)
[34,70,146].
Therefore, instead of the conventional advection-dispersion equations, which treats the
total liquid hold-up as the mobile uid, the mobile-immobile model, which takes the two
dierent ow classes into account, is much more appropriate for use in a porous packed
bed [34,70,146]. The mass transport of the gas phase is modelled using the conventional ad-
vection dispersion form, with the mobile immobile model for the liquid phase. The governing
equations of the mobile-immobile model are dened by [34,70,71,146], which are Equations
3.2.3 and 3.2.4:
∂(θl,mCi,m)
∂t−∇ · (θl,mD∇Ci,m) +∇ · (ul,mθl,mCi,m) =
n∑Rn,i,m − δC (3.2.3)
∂(θl,imCi,im)
∂t=
n∑Rn,i,im + δC (3.2.4)
δC = α(Ci,m − Ci,im) (3.2.5)
where δC is the mass transfer between the mobile concentration Cm and the immobile
concentration Cim, α is the mass transfer coecient between the dynamic zone and the
stagnant zone. θl,m and θl,im are the liquid hold-up of the mobile liquid phase and the
44

immobile liquid phase respectively, which are:
θl,m = φSl,m (3.2.6)
θl,im = φSl,im (3.2.7)
where φ is the porosity of heap, Sm and Sim are the mobile and immobile liquid saturation.
The advection velocity ul,m is the liquid velocity in the mobile region, and it is related to
the liquid Darcy ux, vl, by the dynamic liquid hold-up:
ul,m =vl
θl,m(3.2.8)
The chemical source term from the nth chemical reaction for reactant i is Rn,i. We made
the simplication that the local reaction rate of each point in the heap is is calculated by
using the average bulk concentration, Cib, at that point. Since the liquid phase reactants
in both the dynamic and stagnant regions contribute to the reactions with the minerals, a
weighting method is required to assign the depletions of the concentration of the dynamic
and stagnant fractions separately. Here, we weighted the depletion of the concentration by
the ratio of concentration in each part to the total concentration, which are:
Rn,i,m = ωm,iRn,i,b (3.2.9)
Rn,i,im = ωim,iRn,i,b (3.2.10)
ωm,i and ωim,i are the weighting constants for species i, which are:
ωm,i =θl,mCi,mθl,bCi,b
(3.2.11)
ωim,i =θl,imCi,imθl,bCi,b
(3.2.12)
The assumption to propose the above weighting constants is that the contributions of
the species mass in the mobile and immobile regions to the average bulk concentrations are
weighted by the ratios depend on the mobile and immobile liquid-hold ups and the two sepa-
rate concentrations within these two regions. The reactions of the species in the mobile and
immobile regions within each controlled volume are assumed to take place simultaneously,
and their contributions to each reaction are weighted by this ratio.
45

3.2.2 The Liquid-Solid Heat Transfer Model
During leaching, heat will be generated by various reactions in the heap, which will warm
up both the ore and solution. The temperature dierences between ore and solution will
result in heat transfer between the solid and liquid phase. Moreover, since the rates of
chemical reaction depend on temperature, the heat transfer model and chemical reaction
model need to be two-way coupled. The heat transfer from the gas phase was neglected in
this work, and the gas temperature was assumed to be the same temperature as the liquid
phase, which is reasonable since liquid generally carries more heat than gas during heap
leaching [85].
Solid Phase
During heap leaching, the macroscopic heat transfer is dominated by advection rather
than conduction [40], since the temperature gradient in the solid phase is small at the heap
scale, we assume that the heat conduction in the solid phase can be neglected compared with
the advection of heat in the liquid phase.
Therefore, for the solid phase, only the solid-liquid heat transfer and the heat generated
by reactions contribute to the change in its temperature and the solid phase temperature is
calculated by the following equations:
∂(Cpsρs(1− φ)Ts)
∂t= −δHt +
n∑Qn,s (3.2.13)
δHt = htat(Ts − Tl,b) (3.2.14)
where Qn,s is heat from the nth chemical reaction, which is the heat produced by mineral
dissolutions. δHt is the volumetric heat transfer rate between the solid and liquid phases,
ht is the heat transfer coecient between the solid and liquid phases and at is the specic
liquid-solid interface of the packed heap.
Liquid Phase
We assume that all the heat generated by solution phase reactions are added into the liquid
phase. Qn,l is the heat source term produced by the nth liquid phase reaction. Similarly, the
46

heat transfer within the liquid is also formulated as an mobile-immobile model:
∂(Cplρlθl,mTl,m)
∂t−∇·(Cplρlθl,mλl∇Tl,m)+∇·(ul,mCplρlθl,mTl,m) = ωm,T δHt+
n∑Qn,l,m−δHm,im
(3.2.15)
∂(Cplρlθl,imTim)
∂t= ωim,T δHt +
n∑Qn,l,im + δHm,im (3.2.16)
The heat transfer rate between the dynamic and stagnant zone, δHm,im, is related by a
heat transfer coecient αm,im:
δHm,im = αm,im(Tl,m − Tl,im) (3.2.17)
3.2.3 The Parameters of The Mass Transport and Heat Transfer
Model
The hydrodynamic parameters are essential in modelling mass transport and heat trans-
fer, however, reliable parameters have not been properly dened for heap leaching. On the
other hand, a huge number of studies have been carried out for trickle bed catalytic re-
actors [19, 35]. Similar to a down ow trickle bed reactor, the leaching solution in a heap
trickles down throughout the packed bed from the top of the heap, reacting with the both air
and solid phases. Under the unsaturated ow, the particles inside the heap are incompletely
wetted and stagnant zones exist, which are analogous to trickle bed reactors [33,131]. Under
the inspiration of the models derived for trickle bed reactors, some researches have imple-
mented either the tracer tests or mathematical modelling for heap and column leaching, by
incorporating the results from the investigations on trickle bed reactors [19,35,36,131,148].
In the following section we will employ some empirical correlations derived for trickle bed re-
actors to parametrize our leaching model, such as the stagnant and mobile saturations, mass
transfer coecient between stagnant and mobile zones, axial dispersion coecient, wetting
eciency, etc.
47

Dynamic and Stagnant Liquid
The saturations vary both spatially and temporally when the solution propagates in a
heap, and it takes long time for the saturations to achieve steady state. Therefore, it is
necessary to interpolate the mobile and immobile solution saturations according to the new
local ow conditions throughout the heap. Lima (2006) has derived an empirical correlations
for stagnant and dynamic saturations as well as for the mass transfer coecient between
them, which are analogous to the correlations for trickle bed reactors, but specially valid for
heap leaching where the Reynolds number is smaller than one [35]. The ratio of the immobile
liquid saturation to mobile liquid saturation, and the mass transfer coecient are calibrated
using the liquid supercial velocity in the porous bed:
Sl,imSl,m
= 0.137Rel−0.286 (3.2.18)
αm,im = 1.59Re0.578l [1/h] (3.2.19)
Rel =vlρldpµl
(3.2.20)
Axial Dispersion Coecient
The axial dispersion coecients we used in our model is interpolated from the experiment
data of Ilankoon, 2012 [70], which is characterised by the liquid velocity in the mobile region.
The data is presented in Figure 3.2.1.
Solid Liquid Heat Transfer Coecient and specic surface area
The liquid-solid heat transfer coecient is determined based on an empirical correlation
proposed in the following form [82,151]:
ht =λl[2 + 1.1Pr
1/3Re0.6l ]
dp(3.2.21)
Pr =µlCplλl
(3.2.22)
48

Figure 3.2.1: The Axial Dispersion Coecient for Mobile-Immobile Model [70]
The empirical correlation for specic surface of the packed bed was established, which
is based on the geometrical condition of the bed [43, 145]. Because the ow in heaps is
unsaturated, we corrected the liquid-solid interface by the wetting eciency ηt:
at = ηt6(1− φ)
dp(3.2.23)
Wetting Eciency
One of the correlations for wetting eciency in trickle-bed reactors was developed by
Muthanna et al. [4], which is characterised by both the pressure drop, Reynolds and Galileo
number of the reactor bed:
ηt = 1.104Re∗l1/3
[1 + [(∆P/Z) /ρlg]
Gal
]1/9
(3.2.24)
where the Reynolds and Galileo number used here are dened by the following equations:
Re∗l =Rel
1− φ(3.2.25)
Gal =d3pρ
2l gφ
3
µ2l (1− φ)3
(3.2.26)
In heap leaching, the pressure drop contribution in Equation 3.2.24 can be ignored as the
ow is under gravity.
49

3.3 Chemistry basis
3.3.1 Reaction of Chalcopyrite Leaching
The chemistry models for chalcopyrite leaching can be divided into dissolution reactions
and solution phase reactions.
Dissolution reactions
In the presence of ferric ions in the acid solutions, the dissolution of chalcopyrite is often
presented as:
CuFeS2 + 4Fe3+ → Cu2+ + 5Fe2+ + 2S0 (3.3.1)
The oxidization of elemental sulphur produced in Equation 3.3.1 is described by:
2S0 + 3O2 + 2H2O→ 4H+ + 2SO2−4 (3.3.2)
The dissolution of pyrite is described by:
FeS2 + 14Fe3+ + 8H2O→ 15Fe2+ + 2SO2−4 + 16H+ (3.3.3)
Some of the gangue minerals are dissolved by acid. There are lots of gangue minerals in
the chalcopyrite ore, one example is gypsum [87]:
CaCO3 + H+ → Ca2+ + HCO−3 (3.3.4)
Solution phase reactions
The ferrous ions are oxidised to ferric ions through the reaction:
4Fe2+ + O2 + 4H+ → 4Fe3+ + 2H2O (3.3.5)
In bioleaching, the presented iron oxidising bacteria will accelerate the oxidation of ferrous
ions to ferric ions in acid solutions, and thus boosts the oxidation of the sulphide minerals.
This results in an increased generation of ferrous ions as well as elemental sulphur, which is
shown in Equation 3.3.1 [79].
50

Iron hydroxysulphates (jarosites) will precipitate when there are sulphate ions present in
the solution [79]. This reaction is pH dependent and prone to happen within the pH range
of 1.9-2.2 [126] The precipitation of jarosite, which is a non-reversible reaction in our system,
is described by:
3Fe3+ + 2SO2−4 + 6H2O + M+ → MFe3(SO4)2(OH)6 + 6H+ (3.3.6)
where, M = K+, Na+, H3O+ or NH+
4 [90].
3.3.2 Bioleaching model
To include the bacterial eects, we consider the bioleaching model suggested by Leahy et
al. (2007) [85]. In their model, the ferrous oxidation reaction (Equation 3.3.5) are catalysed
by some acidophilic bacteria such as A.ferrooxidans (mesophiles) and Sulfobacillus-like bac-
teria (moderate thermophiles) [156], and the bacterial eect can raise the iron oxidation rate
by a factor of 104 under ambient temperature [104]. The transport of these bacteria in liquid
are formulated by the same advection and dispersion equation with MIM (Equations 3.2.3
and 3.2.4), but instead of using Ci for the species i, we dene the symbol for bacteria i in
the solution as ψi, the unit of it is bacteria m−3. The source term of the bacteria population
in liquid is Rψi.
The source and sink terms R for the transport of bacteria in Equations 3.2.3 and 3.2.4 are
now dened by the net rate of bacterial population growth in solution, which is:
Rψi= (ϕi − kdeath,i)θlψi − k1θlψi(1−
Ψi
Ψmax
) + k2ρs(1− φ)Ψi (3.3.7)
where the unit of Rψiis bacteria m−3s−1, kdeath,i (s−1) is the death rate constant of the ith
bacteria, k1 (s−1) and k2 (s−1) are the rate constant of attachment and detachment respec-
tively. Ψi (bacteria kg ore−1) is the bacteria attached to ore, and Ψmax (bacteria kg ore−1) is
the maximum population of bacteria that can attach to the ore, and ρs is the ore density.
ϕi (s−1) is the rst order growth rate constant for the ith bacteria, which is formulated as:
ϕi = ϕmax,ifi(T )(CDO
KM,DO + CDO)(
CFe2+
KM,Fe2+ + CFe2+) (3.3.8)
51

where KM,DO (kg m−3) and KM,Fe2+ (kg m−3) are the Monod parameter for oxygen and
ferrous ions respectively. ϕmax,i (s−1) is the maximum growth rate constant for the ith bacte-
ria. CDO and CFe2+ are the dissolved oxygen and ferrous ions in the unit of kg m−3. fi(T ) is
the temperature dependence function which decides the change of ϕi with the temperature
variations for ith bacteria, the correlation equation f1(T ) for mesophile is:
f1(T ) = 21830090Texp(−7000/T )
1 + exp(236− 74000/T )(3.3.9)
The shape of this correlation function fi(T ) is shown in Figure 3.3.1 [85], where the maxi-
mum value fi(T ) = 1 achieved at the optimal temperature T ≈ 37.65, and decrease quickly
when the temperature is increased or decreased.
Figure 3.3.1: The growth rate temperature dependence of mesophile versus temperature [85]
The source terms of ferrous oxidation in the solution phase with bioleaching is then mod-
ied to be Equation 3.3.10, where Y is the in the unit of cells(kg Fe2+)−1:
RFe2+,ferrous oxidation = − 1
Y
∑i
(ϕiψi) (3.3.10)
For the other bacterial species which have dierent optimal temperature, their growth rate
temperature dependence curves fi(T ) are adjusted by shifting the optimal temperature of
f1(T ):
fi(T ) = f1(T − Tshift) (3.3.11)
where Tshift is dened as:
Ti,shift = Ti,optimal − T1,optimal (3.3.12)
52

The governing equation to calculate the bacteria population attached to the rock is:
∂
∂t(ρsφΨi) = RΨi
(3.3.13)
Then the net growth rate for the population of bacteria attached to the ore is described
as:
RΨi= (ϕi − kdeath,i)ρs(1− φ)Ψi + k1θlψi(1−
Ψi
Ψmax
)− k2ρs(1− φ)Ψi (3.3.14)
3.3.3 Chemical Reaction Rate Kinetics
Empirical reaction rate equations
All the empirical reaction rate equations are listed in Table 3.1. These rate equations
are applied for the dissolution of Chalcopyrite (Equation 3.3.1) and pyrite (Equation 3.3.3),
ferrous oxidation (3.3.5), jarosite precipitations (Equation 3.3.6) and the function for oxygen
solubility. The dissolution of Chalcopyrite and pyrite are nonlinear functions of concentra-
tions on the mineral surface, and k is the pre-exponential factor in the Arrhenius equation
which is tted by experiments. Where the reaction rate constant κ is the function of bulk
uid conditions and calculated by Arrhenius equation. The κ of chalcopyrite and pyrite
dissolutions will be used in the semi-empirical model of Equation 5.3.1 in Chapter 5.
Jarosite precipitation is a switching function which sets the jarosite precipitation rate to
be a constant if the concentration of Fe3+ is higher than a loglinear relationship with pH.
The formation of elemental sulphur in chemical leaching and bioleaching are signicantly
dierent. In chemical leaching by ferric sulphate, almost more than 94% S0 formed by chal-
copyrite dissolution remains as elemental sulphur rather than being oxidised to sulphate [46].
On the other side, with the assistance of sulphur-oxidizing microorganisms in bioleaching,
almost all of the formed S0 is oxidised to sulphate [58]. Due to these extreme phenomena,
we assume the elemental sulphur formed by the chalcopyrite dissolution of Equation 3.3.1 is
dissolving under a rate being linearly dependent on the S0 production rate by chalcopyrite
53

Table 3.1: Empirically derived rates of chemical reaction, and the heat of reactions. All concentra-
tions, denoted by square brackets, have units mol/m3. PO2 is the partial pressure of oxygen, and
DO is the molal concentration of dissolved oxygen.
Kinetic Rate Model
(mol/m3s)
Ea
(kJ/mol)
∆H
(kJ/mol)
Dissolution reactions
Kimball et al (2010) [76]
κCuFeS2
= 4πr2ke−Ea/RT [H+]0.8 [
Fe3+]0.42 48 8.2
Williamson and Rimstidt (1994) [154]
κFeS2
= 4πr2ke−Ea/RT[Fe3+
]0.93 [Fe2+
]−0.4 50 -18.1
Assumed
κS0
= 2µs0κCuFeS2for µs0 ∈ [0, 1]
_ -623.5
Leahy and Schwarz (2009) [87]
κCaCO3
= υCH+,b
_ -35.4
Solution phase and precipitate reactions
Lowson (1982) [96]
κ = 4πr2ke−Ea/RT[Fe2+
]2PO2 [H+]
−0.2574 -102.3
Leahy and Schwarz (2009) [87]
κjarosite = 5.7× 10−5[Fe3+] if log10(0.056[Fe3+
]) > −1.43 pH + 0.87
_ _
Tromans (1998) [144]
DO = PO2 exp[ T8.3144
(0.046T 2 + 203.35T ln(T/298)
− (299.378 + 0.092T )(T − 298)− 20.591× 103)]
_ _
54

dissolution, and µS0 is the linear rate constant that will be calibrated according to the type
of leaching.
Although there are many types of gangue minerals in the chalcopyrite ore, we assume
that the carbonate gypsum, is the typical one to represent the gangue minerals due to the
fact that it has a much faster leaching rate than silicates [87]. The dissolution rate of the
gangue is assumed to be linearly dependent on the bulk acid concentration [87], due to the
important dependence on dissolved oxygen (DO) of ferrous oxidation, the DO is necessary
to be calculated in the simulation, the equilibrium function for the molal concentration of
dissolved oxygen, DO, is chosen and listed in Table 3.1, which is thermodynamics-based.
The heat generation and consumption of each reaction are also listed in Table 3.1, which
are calculated by using the enthalpy of formation of each reactant in the reactions [26,
100, 150]. The Chalcopyrite dissolution of Equation 3.3.1 is slightly endothermic, while the
pyrite dissolution and gang mineral dissolution are moderately exothermic. Both the ferrous
oxidation and dissolution of elemental sulphur are strongly exothermic, which indicate the
net heat generation is positive in the leaching system.
3.4 Basis of The Model
Our mathematical models comprehensively involve following elements:
(1) The chemical reactions include ferric oxidation of chalcopyrite and pyrite disso-
lutions, gangue mineral and elemental sulphur dissolutions, jarosite precipitation and
the biological reaction of ferrous oxidation.
(2) The biological model for the growth and death of microorganisms.
(3) The heat transfer between the solid and liquid phase.
(4) The liquid phase mass transport and heat transfer in a mobile-immobile formula-
tion.
(5) Air transport in the conventional advection-dispersion formulation, with the mass
transfer of of the oxygen between the air and liquid.
55
Being dierent from the current available models from literature, our model innovated
with the following features:
(1) A new semi-empirical, which will be discussed in detail in Chapter 5, is developed
for mineral dissolution, and this model is expected to be more practical to t various
leach kinetics of real ore with the advantage of being computationally ecient.
(2) The transport model is modied to be able to capture the unsteady and inhomo-
geneous distributed mobile and immobile saturations inside the heap which is based on
the ow distribution, also the mass transfer coecient between the mobile and immo-
bile regions and the dispersion coecients of the owing liquid are modied to change
with the ow.
The model is simplied with the following assumptions:
(1) Chalcopyrite is assumed to be the only copper bearing mineral, which is justiable
since the chalcopyrite is the main copper bearing mineral in our ore sample as is listed
in Table 3.2.
(2) The gangue mineral dissolution rate is assumed to be linearly dependent on the
solution acid with a single rate constant, this equation is initially developed for the
dissolution of gangue mineral gypsum [87], although in our ore sample gypsum is not
the main gangue (shown in Table 3.2), this linear algorithm is still used to calculate
the acid consumption by gangue mineral dissolution, but with a modied rate constant
by calibrating with our experiments.
(3) The air is assumed to be under the same temperature of liquid, since the air
density and heat capacity are much smaller than those of the liquid, the air thus will
response to the liquid temperature quickly with the transfer of a small amount of heat.
(4) We assume that heat conduction of rocks throughout the heap is negligible, since
the heat transfer is dominated by advection.
(5) In this thesis, we ignored the inuence of ambient temperature and the heat loss
via evaporation, though those could be included in the future work.
56

(6) We applied the boundary conditions of liquid ow and solution concentrations
homogeneously along the heap top, with no ux boundary conditions along the heap
bottom. The air are assumed to be pumped from the bottom, and the boundary con-
ditions of air ow and oxygen concentration are homogeneously applied along the heap
bottom, no ux boundary conditions along the heap top.
Table 3.2: Main mineral species within ore sample from the experiments used for model developing
and calibration. The data is based on volume percentages [93].
Mineral type vol.%
Copper containing species 1.05
Chalcopyrite 0.58
Covellite 0.15
Cu oxides 0.03
Other Cu minerals 0.29
Pyrite 4.43
Gangue minerals 94.5
Quartz 51.4
Muscovite 39.9
Clays 1.0
Other gangue minerals 2.2
3.5 Conclusion
In this chapter the mathematical formulations of multiphase ow, mass transport and
solid-liquid phase heat transfer of heap leaching are presented, the ow are governed by
Darcy's law, and the transport equations are formulated in a mobile-immobile manner.
The empirical equations proposed by previous literature for the parameters used in the
ow and transport equations are also discussed in this chapter. To model the chemistry in
chalcopyrite leaching, the dominant chemical reactions are proposed and their rate of reaction
57

laws which will be incorporated with the transport model are discussed. The bacterial eect
on ferrous oxidation are considered in our model, and the equations and the parameters
used to determine the bacterial populations and ferrous oxidation rates with bacteria are
discussed. In the following chapter, the ow model, transport model and chemistry model
will be integrated together to simulate the chalcopyrite heap leaching, and the performance
of the leaching system will be analysed by modifying dierent factors and parameters.
58
Chapter 4
Analysis of Base Experiment
To develop the semi-empirical model in Chapter 5, and validate the model code, experimen-
tal data is needed. To accurately estimate the numerical error when comparing simulation
results with experiment data, it is necessary to analyse the experimental error of the exper-
imental results. In this chapter, the experimental error for various solution concentrations
and extractions from the experiment data will be analysed separately.
Three sets of isothermal column leaching data acquired by Lin (2015) [92] are used for
model development and code validation. In the following sections, the kinetics of this sys-
tem will be studied, including the impact of experimental error and uncertainty, in order to
develop suitable models that can form the basis of numerical simulations. The column and
rock conditions were the same for the dierent leaching experiments, and are listed in Table
4.1. Three dierent feed conditions were used and consisted of a base case (K1) from which
ow rate (K2) and ferric to ferrous ratios (K3) were varied (Table 4.2). In addition, 2 re-
peats of K1 were carried out to allow the variability/uncertainty in the results to be obtained.
For each column leaching test, the volumetric change of the mineral grains during leaching
was captured by the micro-CT scanning, which is illustrated in Figure 4.0.1. It is assumed
that the identied mineral grains are the sulphides comprising of copper bearing minerals
and pyrite. In the modelling, chalcopyrite is assumed to be the only copper bearing mineral,
which is justiable because the chalcopyrite minerals constitute a greater proportion of the
ore than the secondary sulphides and oxides (the chemical assay of main mineral species is
listed in Table 3.2 in Chapter 3) and is of the most concern as the dissolution kinetics of
59

Table 4.1: Column and Rock Condition
Parameter value
Column
Height (m) 0.19
Diameter (m) 0.028
Porosity φ 0.4
Absolute permeability (m2
s) 2.3× 10−9
Saturation of Solutes 0.08226
Temperature (C) 60
Rock
Mean diameter (m) 0.01
Cu grade 0.8%
FeS2 grade 4.5%
Table 4.2: The condition of the column experiments
Column Experiment Feed pHFeed Fe3+/Fe2+
(g/L)
Flow rate
(µL/min)
Temperature
(C)
K1 1.2 5/0 80 60
K2 1.2 5/0 40 60
K3 1.2 1/4 80 60
Figure 4.0.1: Micro-CT scan of a single rock, showing the change of extraction of the mineral grains
within a rock. [92]
60

chalcopyrite is the slowest among these leachable copper minerals [11]. The leaching column
was scanned at various time points over the entire leaching period. After image processing,
the total volume of the grains left in the ore particle was obtained. In addition, the amount
of copper and iron in the leachate was measured using ICP (Inductively Coupled Plasma).
This allowed the chalcopyrite and pyrite extraction to be calculated. The extraction was
calculated by averaging over a certain number of rocks with the same sizes within each
column [92]. The calculated extraction of chalcopyrite and pyrite from experiment K1 are
illustrated in Figure A.0.1 in Appendix. The trend in calculated pyrite extraction is more
variable than that of the chalcopyrite as it is based on the dierence between the copper
extraction and that obtained from image analysis, both of which have uncertainties in their
value.
4.1 Experiment Error
The data from the repeated experiments for K1 from Lin(2015) [92], which is presented in
Figure A.0.2 in Appendix, is used to examine the experiment errors and uncertainty. These
repeated tests were carried out simultaneously under the same conditions and using ore from
the same batch.
4.1.1 Copper Extraction and Concentration
The copper extraction varies rapidly with time and in the repeats the measurements are
not all taken at the same time points. This makes the separation of the actual average change
in the value and its variability problematic. One way to do this is to nd an expression that
ts the average behaviour well and then analyse the variations from this behaviour. Key to
this is ensuring that the calculated uncertainty is due to experimental variability and not
problems with the form of the tted curve. The choice of the form is thus important. In this
analysis a set of splines will be used with each of the intervals obeying rst order kinetics.
The overall eect is thus to t a kinetic curve in which the kinetics change with time, but
are assumed constant over short intervals.
61

We thus assume that the temporal change of the mean of the copper extraction and copper
concentration in the leachate obey the following equation over a short time interval:
dx
dt= −kx (4.1.1)
where x is (1 − ε) for copper extraction, and is CCu for copper concentration. The inte-
gration of Equation 4.1.1 results in Equation 4.1.2:
x = x0 exp(−kt) (4.1.2)
where x0 and k are constants.
To optimise the tting of the mean of the experimental data from the column tests, the
experiments data are divided into several time intervals, as is illustrated in Figure 4.1.1,
and the respective mean of Equation 4.1.2 for each cluster of data of each region are tted
progressively in the order of time. The tted curve needs to be continuous and thus the
equations intersect on the boundary between adjacent intervals. Equation 4.1.2 is thus fur-
ther modied to Equation 4.1.3 for the region j:
xj = x∗j−1 + x0,j [exp(−kjtj)− exp(−kjt∗j−1)] (4.1.3)
where the x∗j−1 is the value on the boundary between the jth and (j−1)th interval where the
time is t∗j−1. It is calculated from tting to the (j− 1)th interval, or it is the initial condition
for the rst interval. Equation 4.1.3 is tted using the least square algorithm available from
SciPy [73]. The ts to Equation 4.1.3 for copper extraction and copper concentration of
K1 are illustrated in Figures 4.1.1, and the tted parameters are listed in Table 4.3. The
kj of copper extraction is decreasing with time, which indicates that the extraction rate is
decreasing as the leaching continue with time.
Both extraction and copper concentration varies signicantly with time, and the deviations
of the data points from the mean changes with time. This means that the experimental errors
tend to change with increasing extraction and the approaching to steady state of the solution
proles. However, the experimental data was not collected at xed intervals, hence the data
points do not contribute to the variance equally, the weights, wi, are necessary to account
62

(a) Average extraction of copper in the
column
(b) Copper concentration in the leachate
form the bottom of the column
Figure 4.1.1: The mean and experimental errors in the Copper concentration and extraction calcu-
lated from K1, the vertical lines indicate the intervals used to calculate the mean and errors.
Table 4.3: The tted parameters of Equation 4.1.3 for average copper extraction and average copper
concentration
Average Copper Extraction
j 1 2 3 4
kj 0.6 0.142 0.024 0.005
x0,j 0.285 0.352 0.465 0.917
x∗j−1 1.0 0.722 0.604 0.424(1− ε∗j−1)
t∗j−1 0 6 17 53
Average Copper Concentration
j 1 2 3 4
kj 1.315× 10−4 3.121 0.234 0.058
x0,j 3.3475× 104 3.82× 103 10.732 2.618
x∗j−1 20.0 11.201 3.772 1.34(C∗cu,j−1)
t∗j−1 0 2 6 17
for the contribution of each data point, i, to the variance:
s2 =
∑Ni=1wi(xi − xi)2∑N
i=1 wi(4.1.4)
63
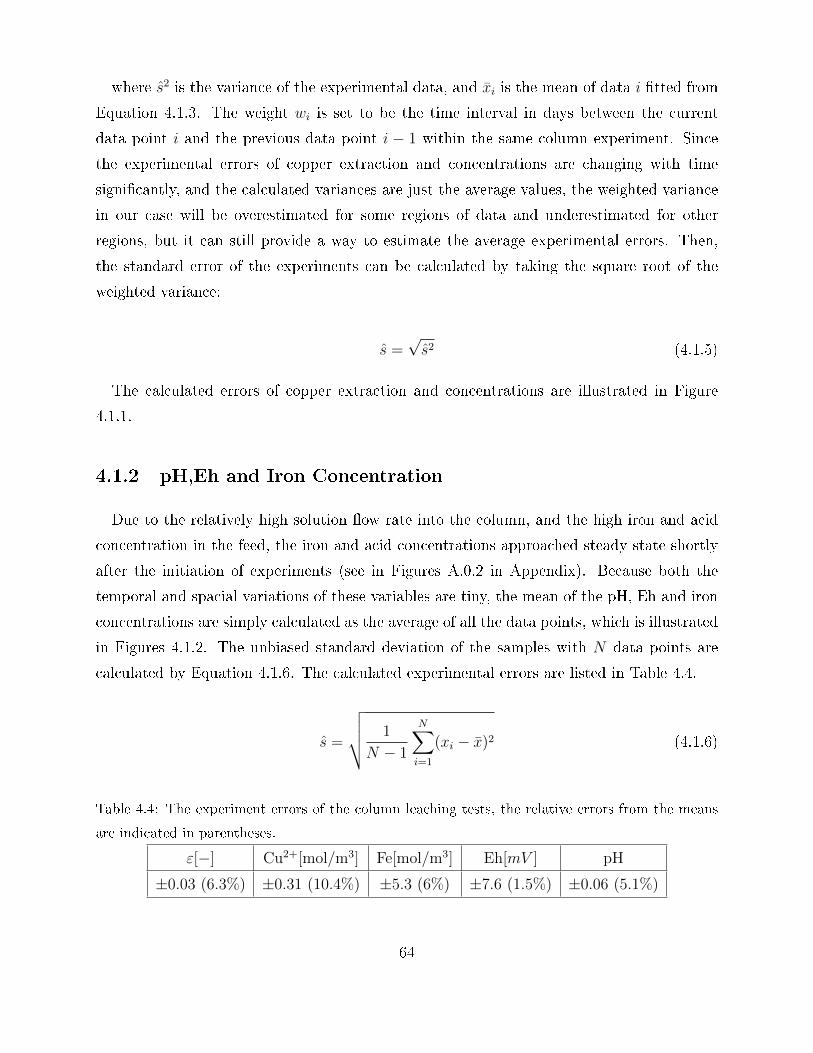
where s2 is the variance of the experimental data, and xi is the mean of data i tted from
Equation 4.1.3. The weight wi is set to be the time interval in days between the current
data point i and the previous data point i − 1 within the same column experiment. Since
the experimental errors of copper extraction and concentrations are changing with time
signicantly, and the calculated variances are just the average values, the weighted variance
in our case will be overestimated for some regions of data and underestimated for other
regions, but it can still provide a way to estimate the average experimental errors. Then,
the standard error of the experiments can be calculated by taking the square root of the
weighted variance:
s =√s2 (4.1.5)
The calculated errors of copper extraction and concentrations are illustrated in Figure
4.1.1.
4.1.2 pH,Eh and Iron Concentration
Due to the relatively high solution ow rate into the column, and the high iron and acid
concentration in the feed, the iron and acid concentrations approached steady state shortly
after the initiation of experiments (see in Figures A.0.2 in Appendix). Because both the
temporal and spacial variations of these variables are tiny, the mean of the pH, Eh and iron
concentrations are simply calculated as the average of all the data points, which is illustrated
in Figures 4.1.2. The unbiased standard deviation of the samples with N data points are
calculated by Equation 4.1.6. The calculated experimental errors are listed in Table 4.4.
s =
√√√√ 1
N − 1
N∑i=1
(xi − x)2 (4.1.6)
Table 4.4: The experiment errors of the column leaching tests, the relative errors from the means
are indicated in parentheses.
ε[−] Cu2+[mol/m3] Fe[mol/m3] Eh[mV ] pH
±0.03 (6.3%) ±0.31 (10.4%) ±5.3 (6%) ±7.6 (1.5%) ±0.06 (5.1%)
64

(a) The redox potential of the leachate
form the bottom of the column
(b) The concentration of iron the
leachate form the bottom of the column
(c) pH of the leachate form the bottom of the col-
umn
Figure 4.1.2: The mean and experiment error of Eh, Fe concentration and Ph calculated from K1
4.2 Dissolution Kinetic Analysis
In the following kinetic analysis of the column leaching, both the horizontal and vertical
variations of solutions and extractions are neglected so that the analysis is based on a zero
dimensional test. The assumption of simplifying the original 3-D test to 0-D test is reason-
able, because the diameter of the column is small and thus the horizontal variations can be
ignored. Given the high solution feeding rate and slow kinetics, the vertical length of the
column is also small and the feeding solution concentration of Fe3+ is much higher than the
consumption rate, hence the leachate condition reached a steady state which is similar to
65

the feeding solution condition quickly, and the transient period is short enough that it can
be neglected compared with the long leaching period, thus the vertical variations can be
reasonably neglected.
4.2.1 Analysis with SCM
In the 0-D model, we can treat the whole column as a a set of particles surrounded by
solution with the out ow concentration. We can therefore directly t the data using the
shrinking core and similar models introduced in the previous chapters. The diusion control
through the ash layer, Equation 2.3.23, and the chemical reaction control, Equation 2.3.26,
versions of this model, which are introduced in Chapter 2, will be studied.
From Figures 4.2.1(a) to 4.2.1(c), it can be seen that all of the column tests (K1, K2, K3)
have a better t using diusion control rather than the chemical reaction control equations.
This implies that in those column tests the surface reaction rates are high compared to the
diusion rate through the ore particles. Previous researchers [62,88] have indicated, though,
that factors such as wide grain size distributions can inuence this interpretation.
(a) The calibration of K1 with SCM.
Blue solid line: diusion control. Red
dotted line: reaction control.
(b) The calibration of K2 with SCM.
Blue solid line: diusion control. Red
dotted line: reaction control.
66
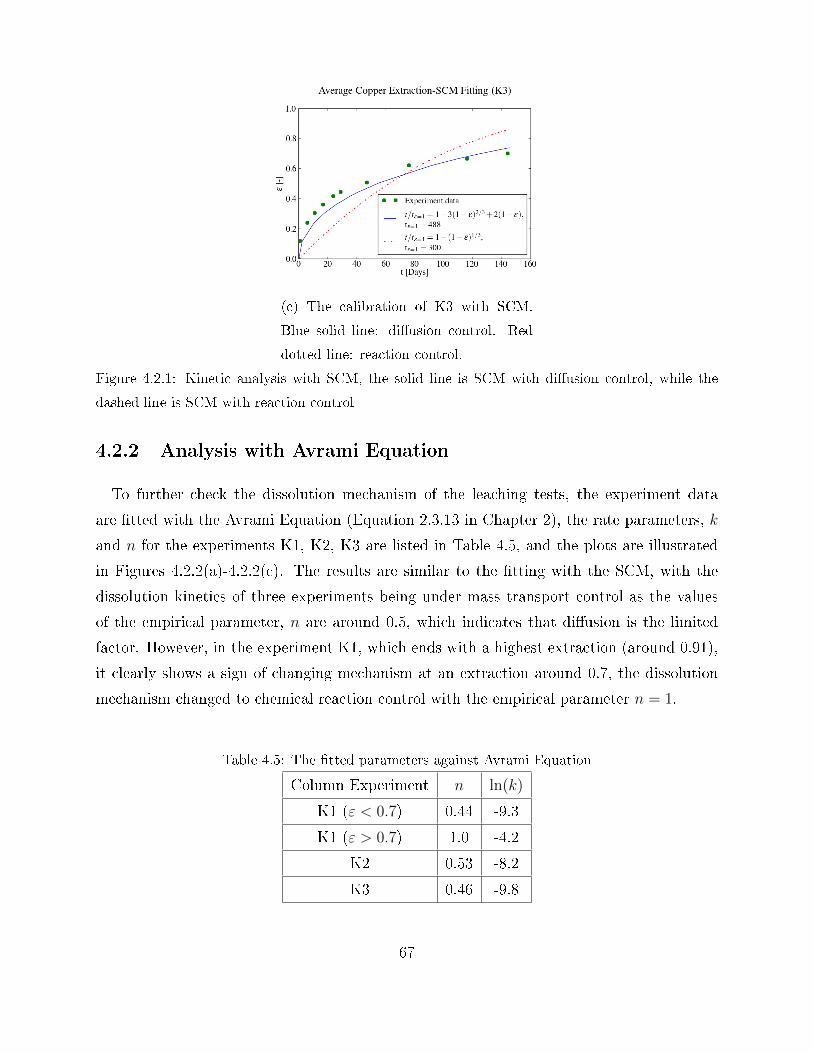
(c) The calibration of K3 with SCM.
Blue solid line: diusion control. Red
dotted line: reaction control.
Figure 4.2.1: Kinetic analysis with SCM, the solid line is SCM with diusion control, while the
dashed line is SCM with reaction control
4.2.2 Analysis with Avrami Equation
To further check the dissolution mechanism of the leaching tests, the experiment data
are tted with the Avrami Equation (Equation 2.3.13 in Chapter 2), the rate parameters, k
and n for the experiments K1, K2, K3 are listed in Table 4.5, and the plots are illustrated
in Figures 4.2.2(a)-4.2.2(c). The results are similar to the tting with the SCM, with the
dissolution kinetics of three experiments being under mass transport control as the values
of the empirical parameter, n are around 0.5, which indicates that diusion is the limited
factor. However, in the experiment K1, which ends with a highest extraction (around 0.91),
it clearly shows a sign of changing mechanism at an extraction around 0.7, the dissolution
mechanism changed to chemical reaction control with the empirical parameter n = 1.
Table 4.5: The tted parameters against Avrami Equation
Column Experiment n ln(k)
K1 (ε < 0.7) 0.44 -9.3
K1 (ε > 0.7) 1.0 -4.2
K2 0.53 -8.2
K3 0.46 -9.8
67

(a) The calibration of K1 with Avrami
Equation
(b) The calibration of K2 with Avrami
Equation
(c) The calibration of K3 with Avrami
Equation
Figure 4.2.2: Kinetic analysis of the experiment results with Avrami Equation.
This transition might indicate that the reaction rates decreased signicantly after the ex-
traction reached 0.7, and the later dissolution rates is limited by a slow down in the reaction
rate. This might be caused by the depletion of the other faster reacting copper bearing
minerals, such as secondary sulphide minerals and oxides copper minerals. As it is listed
in Table 3.2 in Chapter 3, the secondary sulphide minerals, copper oxides and other copper
minerals contributed to around 45% of the total copper bearing mineral in volume. Initially,
the extraction of copper is mainly contributed by the dissolution of these fast reacted copper
bearing minerals, as the dissolution of slowest primary ore (mainly chalcopyrite) is much
slower, thus the extraction rate is fast and the dissolution is under diusion control. With
68

the depletion of these fast reacted copper bearing minerals, the extraction rate of copper de-
clines and the dissolution of the slow reacted primary ore become the major source of copper
extraction, and thus the mechanics of dissolution changes to the reaction control. Due to the
lack of the experimental data from the other two experiments, where highest extractions are
0.73 for K2 and 0.7 for K3, it could not be determined whether this transition is universal
or not. Also, because the Avrami Equation is a semi-empirical model, the law might not
t our experiments well, so it is hard to conrm whether this change is due to a change in
mechanism or the appropriateness of the model.
The results of the analysis with the Avrami Equation indicate that xing of the kinetic
model with either diusion control or reaction control in the simulation might not be ap-
propriate. Although it is possible to change the dissolution mechanism in the numerical
simulation when the extraction reached to a certain point, as done by, for instance, Bennett
et al. [15] in their copper leaching simulation, it is hard to conrm that critical point in
our case. Therefore, a more exible kinetic model is desirable in our simulation, which can
t the dissolution mechanism reasonably whether it is under diusion control, reaction con-
trol or even mixed control, but without the need to manually select the appropriate kinetic
model. To meet this requirement, an innovative semi-empirical model is developed and will
be introduced in the following Chapters.
4.3 Conclusion
In this chapter, the experimental conditions of the base experiments (K1, K2 and K3) are
introduced, the experimental data of the experiment K1 will be used to develop the semi-
empirical model in Chapter 5. The experimental errors of this base experiment are analysed,
which are based on the data collected from three repeated experiments, separate errors are
calculated for copper extraction, copper concentration, Eh, pH and iron concentration. These
experimental errors indicate the accuracy of the experiment operations and measurements,
and measure how these experimental data is to the true value. To validate the developed
computational model, these errors along with the experiment K2 and K3 will be used in
Chapter 6. The dissolution kinetics of the three experiments are analysed with the SCM
and Avrami equation, and the results indicate that changing of the dissolution kinetic might
69
occur during leaching, the traditional SCM which xes the kinetic with either reaction control
or diusion control might not be proper. Therefore, a new semi-empirical model will be
developed in Chapter 5 to provide a more exible approach for numerical modelling of
leaching system.
70

Chapter 5
A New Semi-empirical Model for
Leaching
As discussed in the previous chapter on the kinetic analysis of our experiment (Section
4.2), the Avrami parameters indicate that our experiment might undergo a transition in the
dominant dissolution kinetic mechanism during leaching, thus the conventional SCM with
either diusion alone or reaction alone may not be appropriate for the modelling of this
system. Moreover, real ores contain a range of particle sizes each with a range of grain sizes
within them. Those properties are hard to capture within shrinking core type models. In
this chapter, a framework for directly using laboratory scale experimental data to predict
the heap scale performance in a computationally ecient manner will be presented. This
framework provides an alternative to the shrinking core model that is more exible in ability
to t with various dissolution kinetics proles.
5.1 Theoretical Basis
The key assumption of this modelling approach is that the eect of the bulk uid conditions
(concentrations, temperatures, pH etc.) and the current state of the particles (characterised
by the current extent of extraction, ε) on the leaching rate are mathematically separable,
an assumption shared with most shrinking core type models. This means that the leaching
rate of a particular mineral species at a particular location in the heap can be expressed as
71

follows:dε
dt= κ(C1b, C2b, T, etc)f(ε) (5.1.1)
where κ is a function of bulk uid conditions, subscript b refers to the bulk concentrations.
These concentrations, as well as the extents of reaction of each of the mineral types, will be a
function of time and position within the heap. The chemical dependency could be obtained
experimentally, but literature values will be used in this work. So we calculate κ using the
equations listed in Table 3.1 in Chapter. 3.
The validity of this separability assumption is discussed below. To analyse separability,
we need to consider what is happening at three dierent scales:
Grain scale
If a single grain within the rock is considered, then we can write out the kinetics of
dissolution of that grain, i, in terms of its surface reaction kinetics:
ρmdVidt
= −f(ri)ke−Ea/RTCm11 Cm2
2 (5.1.2)
Where the concentrations are those within the rock at the surface of the grain ρm is the
molar density of the grain, Ea is the activation energy and f(ri) is the surface area of the
grain.
In a more generic form this can thus be written as:dVidt
= −f(ri)κ(C1, C2, T, etc) (5.1.3)
At the scale of a single grain the behaviour is thus mathematically separable. If we now
consider all the mineral grains within a small volume of the rock, that are all experiencing the
same chemical conditions, but which have dierent sizes and surface areas, or equivalently,
consider all these grains within an entire rock that experience the same chemical conditions.
The overall leaching rate of all these grains can thus be expressed as follows:
dV
dt= −κ(C1, C2, T, etc)
N∑i=0
f(ri) (5.1.4)
72

The behaviour is thus still separable for a collection of dierent sized grains all experiencing
the same chemical conditions, where V is the sum of the volumes of the mineral grains.
Rock scale
Within a single rock the chemical conditions can be a function of position due to the
competing eects of surface reaction and diusion. If the position within the particle is
characterised using the vector, X , then the overall behaviour of the individual rock will be
separable if the `driving force', κf , can itself be expressed in a separable form:
κf (X) = κ(C1b, C2b, Tb, etc)g(X) (5.1.5)
Where:
κf (X) = κ(C1, C2, T, etc) (5.1.6)
Importantly, g(X) is not a function of κ. This is actually an assumption and will not
be universally true. It is true, though, if the concentrations are at pseudo-steady state (a
reasonable assumption given the slow kinetics of most heap leaching systems) and the be-
haviour is either reaction limited or the surface reactions are linear or the system is diusion
limited in terms of one of the reagents (though this will change the form of κ). In non-
linear systems which are neither reaction nor diusion limited this assumption will not be
completely true, but the eect of this assumption is still likely to be a smaller eect than
that of, for instance, the grain size and particle size distributions and is thus worth making.
Given enough experimental or small scale simulation data this assumption can be relaxed
by making use of a family of curves rather than a single curve.
Bulk scale
If the behaviour of a single rock particle is separable in terms of the eect of bulk chemistry
and its current state of leaching on its leaching rate, then the behaviour of a collection of
these particles all experiencing the same chemical conditions will also be separable for very
similar reasons to why the overall behaviour of a group of dierent sized mineral grains
experiencing the same chemical conditions are separable.
73

5.2 Validation of The Separability Assumption
To demonstrate that the assumption that the behaviour is separable is reasonable, we will
model the behaviour using shrinking core model with non-linear surface kinetics. Unlike the
standard shrinking core model, which assume linear kinetics, this system is not inherently
separable. This analysis is being carried out as the surface leach kinetics for chalcopyrite is
known to be nonlinear. In this analysis, we consider the following generic leaching reaction
in which reagent A reacts with solid reactant B:
A+ bB → products (5.2.1)
We will validate the separability assumption using a non-dimensionlised version of the
equations to limit the parameter space that needs to be studied [48]. According to Wen
(1968), Dixon and Hendrix (1993) [38, 153], the internal reagent concentrations inside an
ore CA, the solid reactant concentration inside an ore CB, radius r and time t can be
nondenominationalised as:
CA =CACA0
, CB =CBCB0
, ξ =r
r0
, τ =t
tD(5.2.2)
Where CA0 and CB0 are the reference concentrations, r0 is the radius of the ore particle, and
tD is a characteristic diusion time:
tD =φr2
0
De
(5.2.3)
where φ is the porosity of the particle.
We further dene a dimensionless reagent concentration external to the ore particle CAb,
stoichiometric ratio β, shrinking core reaction modulus κc which is the Damkohler II number:
CAb =CAbCA0
, β =φbCA0
CB0
, κc =ksr0C
o−1A0 C
mB0
bDe
(5.2.4)
74

where m and o are orders of reaction, ks is a surface reaction rate constant, and the
reaction modulus κc represents the ratio of reaction rate to diusion rate. The governing
equation for the shrinking core model in dimensionless form may now be written:
∂C
∂τ=
1
ξ2
∂
∂ξ
(ξ2∂C
∂ξ
)(5.2.5)
The governing equation describes the diusion transport through the leached outer portion
of the particle. The boundary and initial conditions for Equation 5.2.5 are:
C = CAb at ξ = 1, (5.2.6a)
∂C
∂ξ= κcC
o at ξ = ξc, (5.2.6b)
∂C
∂ξ= − 1
β
dξ
dτat ξ = ξc, (5.2.6c)
ξc = 1 at τ = 0 (5.2.6d)
where ξc is the dimensionless core radius.
By making a pseudo-steady state assumption, which is generally valid when β is small
[91, 153], we can simplify the Equation 5.2.5 by neglecting the term ∂C/∂τ . The equation
then reduces to an implicit ordinary dierential equation once the boundary and initial
conditions have been applied:
1
β
dξcdτ
+ κc
[CAb + ξc (1− ξc)
1
β
dξcdτ
]o= 0 (5.2.7)
Since Equation 5.2.7 is implicit, it is computationally expensive when coupled with the
heap leaching simulation, especially for a large scale model with numerous elements and
long simulation times. Thus it is desirable to simplify the implicit SCM Equation 5.2.7
into an explicit equation, though it is recognised that this will introduce approximation
inaccuracies. As mentioned in Section 2.3.4, the SCM can be reduced to an explicit model
and solved analytically when it is reaction controlled (κc ≈ 0) with linear reaction kinetics,
or diusion controlled (κc 1), or mixed control with linear reaction kinetics (o = 1).
However, in reality, especially in chalcopyrite leaching, the reaction rate and diusion are
both comparably important, and the reaction kinetics are nonliear [76,98]. While using the
75

assumptions that result in true separability is likely to be inaccurate, an improved explicit
equation which can be used for non-linear reaction kinetics with mixed control is desirable.
We propose a new explicit model which is semi-empirical and is expected to be able to t
the leaching models with various dissolution mechanisms. The key assumption of this model
is that the nonlinear dependence on the bulk uid conditions CAb is separable from the
dependence on the current state of the core ξc. To demonstrate this separability assumption,
we rstly propose that Equation 5.2.7 may be approximated by a modication to the SCM
with linear kinetics, so with o = 1, Equation 5.2.7 reduces to:
1
β
dξcdτ
=CAb
1/κc + ξc(1− ξc)(5.2.8)
Then we suppose that the eects of nonlinearity is now replaced with some nonlinear
scaling, Cn′ext:
1
β
dξcdτ
=Cn′ext
1/κc + ξc(1− ξc)(5.2.9)
Finally, Equation 5.2.9 can be integrated and solved analytically:
τ =1
βCn′Ab
[1− ξcκc
+1− 3ξ2
c + 3ξ3c
6
]=
1
βCn′Ab
[1− (1− ε)1/3
κc+
1− 3(1− ε)2/3 + 3(1− ε)6
] (5.2.10)
Where ε is the current state of extraction:
ε = 1− ξ3c (5.2.11)
From Equation 5.2.10, it can be seen that when κc 1, the equation is reduced to the
SCM with diusion control of Equation 2.3.23 in Section 2.3.4 by neglecting the small term
of 1−(1−ε)1/3κc
. When κc ≈ 0, the term of 1−3(1−ε)2/3+3(1−ε)6
then become much smaller than the
rst term in Equation 5.2.10, and thus it can be approximated to the SCM with reaction
control of Equation 2.3.26 in Section 2.3.4.
Obviously, Equation 5.2.10 is a separable form of 5.1.1. To demonstrate this form is rea-
sonable, it is necessary to analyse the errors arising from the non-linearity of the dissolution.
76

Therefore, n′ in Equation 5.2.10 is computed numerically for a wide range of o, CAb, κc to
achieve the best least squares match to Equation 5.2.7. The Assimulo dierential algebraic
solver [6] is used to integrate Equation 5.2.7 over βτ , and then n′ in 5.2.9 is optimised using
the Brent algorithm in SciPy [73] to obtain the minimum least squares error in ε compared to
the one calculated from Equation 5.2.7. Errors are evaluated over the full range of extraction
(0 ≤ ε ≤ 1).
Figure 5.2.1: Optimisation of n′ for the new explicit model over a wide range of κc, with associated
extraction errors
One example is illustrated in Figure 5.2.1, where o = 0.42 and CAb = 0.2. It shows how
n′ and the associated extraction errors | ε′ − ε | change over the range of κc. The maximumerror occurs around κc = 10, which implies a dissolution mechanism that is non-linear with
mixed control. The maximum error is around 5% and the time-averaged error is around
Figure 5.2.2: Extraction curve for the worst case with κc = 10
77

2% with an R2 coecient of determination of 99%. It also shows that n′ is bounded within
0.42 to 1. n′ approaches 0.42 under reaction control when kc ≈ 0 and approaches 1 under
diusion-control when kc 1. The errors are becoming small when the dissolution is under
either reaction-controlled or diusion-controlled and thus when the SCM is separable as
expected. An average error of 2% and maximum error of 5% under the worst conditions
means that this assumption of separability is reasonable, especially given the other likely
sources of error in the system and the computational cost saving that an explicit equation
allows relative to an implicit one. The extraction curves for the worst case when κc = 10
is illustrated in Figure 5.2.2. Figures 5.2.1 and 5.2.2 show that the approximation of the
new explicit model to the implicit non-linear SCM is satisfactory with small errors even for
the worst case, while the explicit model is much computationally ecient than solving the
model implicitly.
Figure 5.2.3: The peak errors over a range of non-dimensional external concentrations and selected
intrinsic reaction orders
From Figure 5.2.3 for the peak errors for various o and CAb, it can be seen that the
inaccuracy will increase as o and CAb diverge from unity. This means the inaccuracies will
increase with the increasing non-linear eects when the reaction order diers from unity,
and with the solution concentration diering from the the reference calibration value. If
separability is to be assumed it is thus important to use calibration experiments under
chemical conditions close to those that are likely to be experienced by the heap.
78

5.3 Calibrating The Model
As has been mentioned before, in the small scale leaching tests, the volumetric change
of the mineral grains during leaching was captured by the micro-CT scanning. We can
therefore get the extraction as a function of time from the small scale leaching tests. We
choose the data from base experiment of K1 to directly calibrate our model and will use
the other experiments for validation. Under the separability assumption, we can rewrite
Equation 5.1.1 as follows:
dε
dt
1
κ= f(ε) (5.3.1)
Figure 5.3.1: The semi-empirical curve interpolated by cubic spline, dεdt1κ Versus ε, of copper extrac-
tion.
We assume in this work that the form of κ is the same as that for the surface reactions
listed in Table 3.1 in Chapter 3, though this could be obtained experimentally as well. As
this is a small column, it is reasonable to assume that the concentrations at the outlet
are representative of those within the column. Thus by applying the outlet concentrations,
which are changing with time, to the equations of surface reactions (represented by κ), κ is
known as a function of time for the experiment. The dε/dt in the left hand side of Equation
5.3.1 can be obtained by numerically dierentiating the curve of the extraction rate from
experiment (the curves of mineral extraction rate are listed in Figure A.0.1 in Appendix). If
79

the curve of extraction rate had been noisy either smoothing or curve tting would need to
be used. The left hand side of Equation 5.3.1 can thus be calculated and plotted in Figure
5.3.1. The data points in Figure 5.3.1 are interpolated by using a cubic spline interpolation.
This graph thus represents Equation 5.3.1 and is used within the simulation as a lookup
table with interpolation between the points.
5.4 Conclusion
A new semi-empirical model for mineral dissolution is presented in this chapter. Being an
alternative to the traditional SCM approaches, it can t various dissolution kinetics proles
with a single model and thus is more exible than SCM approaches which use dierent
mathematical models for dierent dissolution kinetics. The validity of the key separability
assumption of this model has been veried, and it is suggested that the maximum error
caused by this assumption is less than 5% when the leaching system is under mixed control
and highly non-linear, thus, this model is supposed to be able to predict the leaching system
with any dissolution kinetics satisfactorily. Finally, the experimental data from K1 is used
to calibrate our model, and a tted semi-empirical curve will be used as a lookup table to
predict the dissolution rates in the following chapters. The validation of the numerical model
using this semi-empirical model will be presented in the next chapter.
80
Chapter 6
Numerical Scheme and Model Validation
Before Implementation of numerical modelling, the numerical discretizations of the ow
and transport equations in our model are introduced in this chapter. Also, it is necessary
to verify or validate the code by analytical solutions or experimental data before doing heap
leaching simulations, so that the numerical simulator can be conrmed to be coded in a
proper way and without any bugs that will cause signicant inaccuracy.
6.1 Numerical Framework
Fluidity, an open source code which is an unstructured mesh based nite element/control
volume simulator, is used to model the mass transport and heat transfer within the heap
leaching system [5]. The mass transport and heat transfer model is based on the previous
multiphase ow model developed by Mostaghimi et al. [107] for ow in porous media, in
which the numerical scheme of control volume nite element method (CVFEM) along with
the implicit pressure, explicit saturation algorithm (IMPES) is employed [107].
This chapter starts by describing the discretization of the ow equations, followed by the
scheme used for solving the mass and heat transfer equations. The nal section of this chap-
ter explores a number of verication and validation test cases.
81

6.1.1 Multiphase Flow
Spatial Discretization
For the spacial discretization, the pressure is discretized using a continuous nite element
basis, while the saturation is discretized using a node centred control volume basis, which is
centred on the pressure nodes. By this scheme, the consistency of pressure is achieved, and
the discrete saturation equation is conservative [107]:
p =∑A
pAwe (6.1.1)
S =∑A
SAwv (6.1.2)
where, we is Lagrangian nite element basis, wv is the control volume basis function which
is 1 inside the control volume centred by node A and zero elsewhere. pAand S
Aare the
pressure and saturation at node A.
In the CVFEM of uidity, the control volume discretization uses the dual mesh which is
based on the nodes from the parent nite element mesh, as illustrated in Figure 6.1.1. The
dual mesh of control volumes centred on node A is constructed by connecting the centre of
neighbouring element to the edge mid points [5].
Figure 6.1.1: The equivalent control volume dual mesh (solid line) constructed on a piecewise linear
continuous nite element parent mesh (dashed mesh) [5]
82

The Petrov-Galerkin weighted residual method is used to form the linear system for pres-
sure [107]. To ensure the continuity within each control volume, the global continuity Equa-
tion 3.1.6 in Chapter 3 is weighted by the control volume basis function and integrated over
the whole domain. Since the control volume weighted function is zero everywhere outside
the each local control volume (CV), the integration of the global continuity equation can
be reduced to the integration of the continuity for each local CV. Then by adopting the
divergence theorem the linear system can be further reduced to be the integrations over the
surfaces of the control volumes, which is [107]:∫∂cv
n · [∑i
Ki
µi(∇pi − ρig)] = 0 (6.1.3)
where ∂cv is the surfaces for the control volume, and n is the outward pointing normal. The
linear system for saturation can be obtained by integrating and weighting Equation 3.1.3 in
a similar way, ∫cv
φ(Si)
∂t−∫∂cv
n · [Ki
µi(∇pi − ρig)] = 0 (6.1.4)
where cv is the domain of the control volume.
Time Discretization
The implicit pressure explicit saturation algorithm (IMPES) is used to solve the multiphase
ow in porous media. To solve for the system at time n + 1, the pressure is calculated
implicitly based on the saturation at time n [107]:∫∂cv
n · [∑i
Kni
µi(∇pn+1
i − ρig)] = 0 (6.1.5)
The solved pressure at time n+1 and the saturation at time n are used to solve for saturation
at time n+ 1 explicitly using Equation 3.1.3 in Chapter 3:∫cv
φ(Sn+1i − Sni )
∆t=
∫∂cv
n · [Kni
µi(∇pn+1
i − ρig)] (6.1.6)
6.1.2 Mass Transport and Heat Transfer
In heap leaching, various chemical species in the solution are transported throughout the
packed bed, where several chemical reactions take place, consuming and generating chemical
83

species and heat. To achieve the conservation of mass and heat transport, the nite vol-
ume method is applied, so that the mass and heat are discontinuous through each element.
Within each element of the nite volume, the concentrations and temperature are constant,
and the particles packed within each element are assumed to under the same extraction rate.
Spatial Discretization
The scalar transport of both concentration and temperature are discretized by lowest or-
der discontinuous Galerkin method which is centred on the nite element mesh, so that the
elds are conservative, which is illustrated in Figure 6.1.2. The shape function wdg has value
1 at node A and across each control volume element, but zero elsewhere:
c =∑A
cAwdg (6.1.7)
Figure 6.1.2: The piecewise constant, element centred shape function of lowest order discontinuous
Galerkin method [5]
.
To generate the weak form of the transport Equations 3.2.1 in Chapter 3, the equations
are weighted by the nite volume basis function and integrated over the whole domain, Ω:∫Ω
wdg[∂θc
∂t+∇ · (uθc)−∇ · (¯k · θc)] =
j∑∫Ω
Rj \Qj −∫
Ω
δc (6.1.8)
By integrating by parts of both the dispersion and advection terms, and by adopting the
84

divergence theorem, the linear system for the transport of scalar eld c is formed:∫Ω
[wdg∂θc
∂t−∇wdg ·uθc+∇wdg · ¯k·θc]+
∫∂Ω
wdg[n·uθc−n·(¯k·θ)·∇c] =
j∑∫Ω
Rj \Qj−∫
Ω
δc
(6.1.9)
Since the nite volume weighted function is zero everywhere outside each local nite
volume (fv), the integration of the transport equations can be reduced to the integration of
the continuity for each local fv. Also, because the shape function wdg has value 1 within
each fv, the function is now further reduced to [5, 121]:∫fv
∂θc
∂t+
∫∂fv
[n · uθc− n · (¯k · θ) · ∇c] =
j∑∫fv
Rj \Qj −∫fv
δc (6.1.10)
where c is either concentrations Ci or temperature terms CpρT , where the product, CpρT ,
represents the heat enthalpy per volume, which is a conserved quantity. ¯k is either the
dispersion coecients or thermal diusivity, Rj \Qj is the source terms from the jth reaction,
either amount of reagent i produced per volume or the heat released by the reaction per
volume. δc is the coupled mass or heat transfer terms between mobile-immobile liquid or
solid-liquid phase, as is described in Equation 3.2.5 and Equation 3.2.17 in Chapter 3.
Time Discretization
The coupled system of mobile and immobile concentrations, solid and liquid temperatures
are solved implicitly while the chemical source terms are calculated explicitly, that is:∫fv
(θn+1cn+1m )− (θncnm)
∆t+ Mn+1cn+1
m +
∫fv
δcn+1m =
j∑∫fv
Rnj,m \Qn
j,m (6.1.11)
∫fv
(θn+1cn+1im )− (θncnim)
∆t−∫fv
δcn+1im =
j∑∫fv
Rnj,im \Qn
j,im (6.1.12)
where M is the matrix:
Mn+1 =
∫∂fv
[n · un+1θncn+1m − n · (¯kθn+1) · ∇·] (6.1.13)
The transfer term δc is:
δcn+1m/im = αm,im
(cn+1m − cn+1
im
)(6.1.14)
85

for mass transport equations, or:
δcn+1m/im = (+/−)ωn+1
m/imhtan+1t (cn+1
s − cn+1l ) + αm,im(cn+1
m − cn+1im ) (6.1.15)
for heat transfer equations, where the subscripts m,im represent the mobile and immobile
elds, and s, l represent the solid and liquid phase.
The reaction of chalcopyrite, pyrite and ferrous oxidation, gangue mineral and elemental
sulphur dissolutions are regarded as reacting simultaneously with the same values of concen-
trations. In other words, the rates of these reactions are based on the same concentration at
time step n without any priority, and the calculated reactions are included in the source term
Rj \Qj. The equilibrium of the oxygen dissolution and jarosite precipitations are calculated
when all other reactions have completed and the concentrations have been updated. This is
because we assume that the equilibrium reaction is fast enough to respond to other slower
reactions, and then change the concentrations to achieve equilibrium. Thus, we assume the
dissolved oxygen achieves equilibrium and the solubility of ferrics are based on the pH at
the end of each time step, when all the concentrations have been calculated by the mass
transport equations.
For the reaction of chalcopyrite and pyrite, the rate of extraction, dε/dt , is calculated
explicitly by passing simulated values for the concentrations and extracted fractions into the
semi-empirical model based on Equation 5.3.1. Then the source term in Equation 3.2.1 due
to the dissolution of the chalcopyrite and pyrite will be:
Rnj = [Np npκ
nf(εn)]m=FeS2\CuFeS2
(6.1.16)
Where Np is the total molar amount of the mineral per rock, and np is the number of
rocks per unit volume of the heap. The source terms from other reactions are also calcu-
lated explicitly by using the kinetic rate equations listed in Table 3.1 in Chapter 3. The
coupling between the species are related by the stoichiometric factors from the chemistry
equations, and the corresponding sources are added into the transport equations accordingly.
86

Source Term Linearization
The concentrations in our transport equations are always non-negative values, however,
since the leaching chemistries are strongly coupled, these non-negative quantities may have
both positive and negative source terms, and the resultant net source term can lead the
elds to an erroneous negative value, especially with large time steps. To ensure physically
realistic results as well as to allow a large time step in our model, we modied the chemical
source terms in the transport equations by using source linearization, which is proposed by
Patankar (1980) [119]. The linearization method is as follows:
Assuming that the total source term of species, i, are made up of the positive source terms
R+i and negative source terms R−i :∑
Ri =∑
R+i +
∑R−i where R+
i > 0, R−i < 0 (6.1.17)
The net source term is linearized by the species concentration Ci:∑Ri =
∑R+i +
∑R−iCni
Cn+1i (6.1.18)
where Cni is the current value of concentration, while Cn+1
i is the concentration at the new
time to be solved. By applying the Equation 6.1.18 in the model, the negative source term
can be moved to the left hand side of the matrix and are solved implicitly, which can avoid
negative concentrations.
6.2 Verication and Validation of Code
To ensure the numerical model is properly coded, verication and validation of the model
is necessary. Both the mobile-immobile model and semi-empirical model are validated with
experimental results, while the two phase heat transfer model is veried with the method of
manufactured solutions due to the lack of experiment data.
6.2.1 Validation of The Mobile-imobile Model
The numerical simulation of the mobile-immobile model was solved in a domain representa-
tive of the experimental work presented by Ilankoon et al. [70]. In their column experiments,
87

the 18 mm non-porous glass beads were used as the packing particle and packed in a Perspex
column. The experimental setup is illustrated in Figure 6.2.1. The liquid was rstly intro-
duced to the packed bed in the experiment, and once the liquid ow rate inside the column
achieved steady state, a pulse of calcium chloride (CaCl2), which was used as a tracer, was
injected into the bed from the top of the column. The salt concentration exiting the column
was obtained by measuring the euent conductivity at the outlet of the column. According
to the experiment results, the residence time distribution (RTD) curve captured a long tail,
which disagrees with the convectional advection-dispersion model [70], thus indicating the
requirement for the mobile immobile model. In these simulations the bed dimensions and
porosity, as well as the liquid addition rate and physical properties of the uid were based
on the experimental values, where as absolute permeability and relative amounts of liquid
in the mobile and immobile regions were related as tting parameters.
Figure 6.2.1: The experimental setup of the tracer test for the immobile-mobile model [70]
The residence time distribution (RTD) function, also called exit-age distribution function
E(t), is the function that describes the amount of time that a uid element has resided in the
column, and it denes the age distribution of the euent stream, and has the unit of time−1.
The quantity E(t)dt denes the fraction of a uid element exiting the reaction between t
and t+ dt [50]:
E(t) =C(t)∫∞
0C(t)dt
(6.2.1)
88

The cumulative RTD function (F(t)) is calculated by summing the exit-age distribution
function (E(t)) over all times [50], which are:
F (t) =
∫ t
0
E(t)dt (6.2.2)
This quantity represents the fraction of a uid element that has resided in the column for
less than time t, and F (t) should be equal to 1 if t =∞.
Table 6.1: Column and Rock Condition
Parameter value
Column
Height, z (m) 0.3
Diameter (m) 0.243
Porosity, φ 0.4
Absolute permeability, ka (m2
s) 1.77× 10−9
Liquid
Total liquid hold-up, θw 0.18
Dynamic liquid hold-up, θd 0.11
Darcy velocity, uw (m/s) 1.5× 10−5
Dynamic viscosity, µw (kg/(m · s)) 1.0× 10−3
Air
Pressure, pa (Pa) 1.0× 105
Dynamic viscosity, µa (kg/(m · s)) 1.725× 10−5
The experiment conditions and parameters are listed in the Table 6.1, where the solution
ow is at steady state. The simulation is implemented in 1D since the lateral variations of
the ow could be ignored [70]. As the purpose of these simulations is to test mass transport,
the uid ow boundary conditions and initial values are set to be their steady state values
so that they do not vary with time:
va|z=bottom = 0 (6.2.3)
va|z=top = 0 (6.2.4)
Sw(0, z) =θiφ
= 0.0295 (6.2.5)
89

vw|z=top = −1.5× 10−5 (6.2.6)
where va is the Darcy velocity of air and vw is the Darcy velocity of the liquid. The pressure
of the water is assumed to be purely gravity driven. To solve the mass transport problem,
the initial condition of tracers is set to be:
Cj,im(0, z) = 0 (6.2.7)
Cj,m(0, z) = 0 (6.2.8)
While the boundary condition is set to be the Dirac delta function, in order to introduce a
tracer pulse from the top of the bed at the beginning of the simulation:
Cj,m(t, 0) = δ(t) (6.2.9)
Figure 6.2.2: Comparison of the CFD simulation results for the mobile-immobile model with the
experiment results
The simulation results are compared with experiment result from Ilankoon et al. [70],
which is illustrated in Figure 6.2.2. Six dierent simulation mesh sizes are used in the sim-
ulations, which are 0.16, 0.08, 0.04 and 0.02, 0.01, 0.005 (m). It can be observed that the
mobile-immobile model approximates the experiment result well, and the simulations con-
verge to the experiment when increasing the resolution of the mesh. According to Figure
6.2.3, the calculated l2-norms of simulation errors showed that the simulation converged to
experiment results with an order of approximately 0.8 when the mesh is rough, and then
became constant when further increase in the mesh resolution. The likely reason for this
convergence behaviour is that at low resolution it is the numerical convergence that is being
90

Figure 6.2.3: The order of convergence of mobile-immobile model
observed, while at the highest resolutions it is underlying discrepancy between the physical
model and the experiments that is dominating.
Simulations of the conventional advection-dispersion model are also carried out and com-
pared with the experiment and the mobile-immobile model, which is shown in Figure 6.2.4.
Obviously, the convectional advection-dispersion model could not capture the long tail of
the experiment result. The time to nish the drainage of all the tracer is much faster than
the experimental observations, while the mobile-immobile model corrects the deciency of
the conventional one and captures the long tail.
Figure 6.2.4: Comparison of the CFD simulation results for the mobile-immobile model, conventional
advection-dispersion model with the experiment results.
91

The analysis of validation for MIM shows that the model behaves properly as it converges
to experimental results as rening the space resolution and the results are satisfactory with
nest mesh. The order of convergence is 0.8, which is close to the expected value of 1 as a rst
order convergence is expected for the control volume method. The comparison of MIM model
with conventional model shows that MIM is more suitable for pack bed leaching systems and
can accurately catch the long tail of mass transport in the system while conventional model
failed to do so.
6.2.2 Validation of Semi-empirical Model
To validate the numerical model represented in Section 6.1, including the validity of the
semi-empirical leach kinetic model represented in Chapter 5, we carried out simulations for
experiments K1, K2, K3, which are described in Table 4.2 in Chapter 4, and compared the
results with the experimental data. The model is simplied to a 1-D model with the same
length of column as in the experiment. The high aspect ratio means that the horizontal
variations can be neglected. The applied solution ow and concentrations are set to be the
same as the experiment conditions listed in Tables 4.1 and 4.2 in Chapter 4. The Dirichlet
boundary condition of solution concentration are applied at the top of the column and with
a free ux (zero gradient Neumann boundary conditions) at the bottom. This means that
the dissolved species are assumed to be carried out at the same velocity as the uid (no gra-
dient to make them diuse/disperse out relative to the uid). The diusivity/dispersivity
of all the species in the solution are assumed to be 2.2× 10−06 m2/s, which is based on the
calibration of the model. The air inside the column is set to be at hydrostatic equilibrium.
The experiment of K1 is used to calibrate the simulation model for some parameters which
are not available in the experiment data or from the literature, such as the dispersivity of
each species. Then, the same parameters are used for the simulations of K2 and K3.
The results of the extractions and concentrations in the leachate are compared with the
experimental data, which are illustrated in Figures 6.2.5 to Figures 6.2.9. The error bars
represented one standard deviation of the experimental error/variability as determined in
Section 4.1. The results shows that the model can t the extractions in a satisfactory manner.
All the experiments have more than 65% of the data within the one standard deviation bound
of the simulations. Overall, the concentrations also approach to the experiments data well,
92

(a) K1
(b) K2
(c) K3
Figure 6.2.5: The comparison of simulation and experiment data for copper extraction
93

(a) K1
(b) K2
(c) K3
Figure 6.2.6: The comparison of simulation and experiment data for copper concentration in leachate
94

(a) K1
(b) K2
(c) K3
Figure 6.2.7: The comparison of simulation and experiment data for redox potential of leachate
95
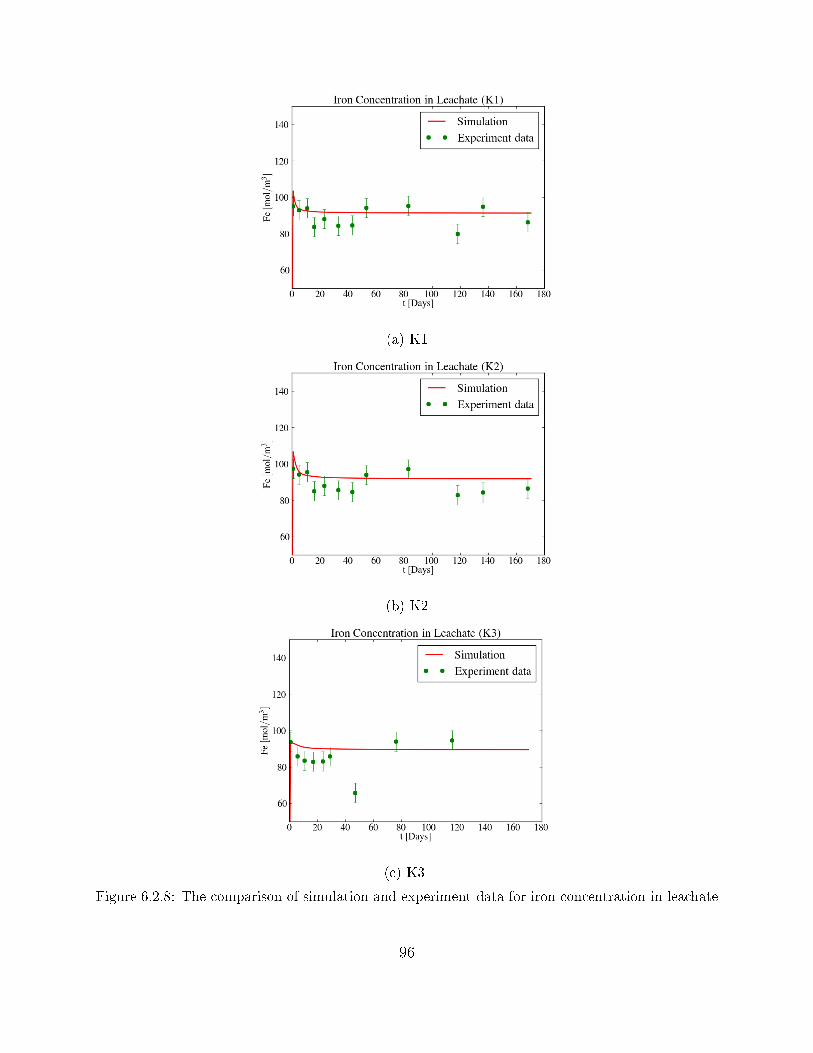
(a) K1
(b) K2
(c) K3
Figure 6.2.8: The comparison of simulation and experiment data for iron concentration in leachate
96

(a) K1
(b) K2
(c) K3
Figure 6.2.9: The comparison of simulation and experiment data for pH of leachate
97

except for the pH and iron concentrations which uctuated markedly in the experiments and
our model can not capture this uctuation. This may be due to the precipitation reactions
in our model which are assumed to be under constant precipitation rate or could simply be
experimental inaccuracy. The jump in the concentrations of iron, pH and Eh around day 35,
which can be observed in experiment K3, was due to experimental problems. The feed to the
column was stopped for a month and, while this period is ignored in the leach time, reactions
will still have continued over this one month period, albeit at a much slower rate. Due to
the lack of alternative experimental data, K3 is still used to provide a reference for validation.
6.2.3 Verication for Two Phase Heat Transfer
To verify the code for the coupled two phase heat transfer model, the method of man-
ufactured solutions (MMS) is used, as there is a lack of appropriate experimental data or
analytical solutions. The MMS can provide an approach to generate a non-trivial analytical
solution for code verication when a reliable exact solution for the model does not exist.
The analytical solution of the MMS need not be physically realistic and the code is veried
in a purely mathematical way [129].
Firstly, considering a simple 1-D case, we can rewrite the equations of two phase heat
transfer (Equation 3.2.13 and 3.2.15) as an operator of temperature, which is Equation
6.2.10. We assume that there is no immobile liquid or heat source/sink when verifying the
two phase heat transfer model.
L(Ts) ≡∂(Cpsρs(1− φ)Ts)
∂t+ heff (Ts − Tl) = 0 (6.2.10a)
L(Tl) ≡∂(θlTl)
∂t−∇ · (θlλl∇Tl) +∇ · (ulθlTl)−
heffCplρl
(Ts − Tl) = 0 (6.2.10b)
Then two arbitrary continuum solutions are chosen to be the analytical solutions for the
coupled liquid and solid heat transfer, those solutions can be independent of the model and
hosted equations, so that any solutions can be chosen [129]. The following two 1-D transient
solutions of Equation 6.2.11 are chosen for the liquid and rock temperature respectively. In
our case, the exponential and trigonometric functions are chosen because they have an innite
98

sum of terms when expanded as polynomials via Taylor expansion, although theoretically
any form of solutions can be chosen in MMS.
Ts = 303.16− exp (A1x) + cos (Bt) (6.2.11a)
Tl = 333.16− exp (A2x) + sin (Bt) (6.2.11b)
where,
A1 =1
x0
, (6.2.12a)
A2 =ulλlx0
, (6.2.12b)
B =1
2t0(6.2.12c)
The source terms Qs(t, x) and Ql(t, x) should be generated for the two coupled heat
transfer equation, adding the source terms to equations 6.2.10, the solutions that Ts(t, x) =
Ts(t, x), and Tl(t, x) = Tl(t, x) will be produced. The source term can be derived by operating
T with L:
Qs(t, x) = L(Ts(t, x))
=∂(Cpsρs(1− φ)Ts)
∂t+ heff (Ts − Tl)
= −B Cpsρs(1− φ) sin(Bt)
+ heff [−30− exp (A1x) + cos (Bt) + exp (A2x)− sin (Bt)]
(6.2.13a)
Ql(t, x) = L(Tl(t, x))
=∂(θlTl)
∂t−∇ · (θlλl∇Tl) +∇ · (ulθlTl)−
heffCplρl
(Ts − Tl)
= B θl cos (Bt) + A22 θlλl exp (A2x)− A2 · θlul · exp (A2x)
− heffCplρl
[−30− exp (A1x) + cos (Bt) + exp (A2x)− sin (Bt)]
(6.2.13b)
Finally, the source terms from Equation 6.2.13 are added to the hosted equations,
L(Ts) ≡∂(Cpsρs(1− φ)Ts)
∂t+ heff (Ts − Tl) = Qs(t, x) (6.2.14a)
L(Tl) ≡∂(θlTl)
∂t−∇ · (θlλl∇Tl) +∇ · (ulθlTl)−
heffCplρl
(Ts − Tl) = Ql(t, x) (6.2.14b)
99

If Equation 6.2.14 is now solved, it should return Equation 6.2.11 if the code is written
correctly.
The 1-D simulations have been tested with MMS for several mesh sizes and time steps.
The simulation set-ups and parameters are listed in Table 6.2. The meshes are discretized
into 10 to 800 elements, and time steps of 0.0625s to 2s are selected. The absolute errors of
simulated liquid and rock temperatures are calculated by comparison with their analytical
solutions (Equations 6.2.11).
Table 6.2: Simulation Conditions and Parameters
Parameter Value Unit
1-D ow and Column Geometry
Length (x0) 400 m
Porosity (φ) 0.4 -
Absolute permeability (K) 2.3× 10−9 m2/s
Darcy Flux (ul) 2.17× 10−6 m/s
Liquid
Saturation (Sl) 0.08226 -
Liquid hold-up (θl) 0.033 -
Density (ρl) 983 kg/m3
Heat Capacity (Cpl) 4.185 kJ/kg ·KLiquid Thermal Diusivity (λl) 5.5−7 kW/mk
Rock
Density (ρs) 1940 kg/m3
Heat Capacity (Cps) 0.8 kJ/(kg ·K)
Eective Heat transfer coecient (heff) 0.02 kW/(m3 ·K)
The l2-norm of the errors E are calculated using Equation 6.2.15. Plots of the l2-norm of of
the errors for liquid and rock temperatures along with temporal and spatial discretizations are
shown in Figure 6.2.10. It can be observed that both liquid and rock temperatures approach
to their analytical solutions as the temporal resolution is increased from ∆t = 2 to 0.0625s.
While the convergence of rock temperature is independent of the spatial discretization due
to the fact that the spatial heat conduction terms are neglected. The liquid temperature
100

converges with improving mesh resolution. Above a certain resolution there is a limit to
further decrease in the error as it is dominated by the error associated with the temporal
discretizations:
| E |=
√√√√ n∑ele=1
(Eele)2 (6.2.15)
(a) The l2-norm of the error for liquid
temperature.
(b) The l2-norm of the error for rock
temperature.
Figure 6.2.10: The l2-norm of the errors along with various temporal and spatial discretizations.
To further analyse the convergence, instead of l2-norm , the absolute errors (the dierence
between simulated value and the exact value) of each element of the column are analysed
for both temporal and spatial discretization. When analysing temporal discretization error,
the temporal resolution is varied with the xed ne mesh of 800 elements, which is shown
in Figure 6.2.11, for spatial discretization. When analysing spatial discretization, the mesh
resolution is varied with the time step being xed to be ∆t = 0.0625s, which is shown in
Figure 6.2.12. These plots shows similar behaviour and support the observed results of plots
6.2.10. For the time discretization, the absolute errors of both liquid and rock tempera-
tures for all the elements are reduced by reducing the time step, and those errors are almost
constant along the column for each time step, which is illustrated in Figure 6.2.11(a) and
6.2.11(b). Figure 6.2.11(c) and 6.2.11(d) show that the absolute error of liquid temperature
of an individual element is almost constant along simulation time, while the absolute errors
of rock phase temperature is slightly increasing with simulation time.
101

(a) The absolute errors for liquid tem-
perature along the length of column
when t=1000s.
(b) The absolute errors for rock temper-
ature along the length of column when
t=1000s.
(c) The absolute errors for liquid tem-
perature in the middle of the column
(x=200) along simulation time.
(d) The absolute errors for rock tem-
perature in the middle of the column
(x=200) along simulation time.
Figure 6.2.11: Convergence analysis for temporal discretization with 800 mesh elements, the plot of
absolute errors for time steps of 2,1,0.5,0.25,0.125 and 0.0625s
102

(a) The absolute errors for liquid temperature along the
length of column when t=1000s.
(b) The absolute errors for rock temperature along the
length of column when t=1000s.
103

(c) The absolute errors for liquid temperature in the middle
of the column (x=200) along simulation time.
(d) The absolute errors for rock temperature in the middle
of the column (x=200) along simulation time.
Figure 6.2.12: Convergence analysis for spatial discretization with ∆t = 0.0625s, the plot of absolute
errors for mesh with 10, 25, 50, 100, 200, 400, 800 elements.
For mesh discretization, Figure 6.2.12(a) and 6.2.12(c) show that the absolute errors for
liquid temperature with ne meshes converges to a small values and the further reduction
of the errors by rening the mesh is signicantly retarded, which coincides with the plot
104

6.2.10(a). Furthermore, the absolute errors of both liquid and rock temperatures increase
along the column with a signicant increase near the end of the column, but this phenomena
is improved by rening the mesh. Figures 6.2.12(d) and 6.2.12(b) demonstrate the conclusion
that the absolute errors of rock temperature is almost independent of the mesh discretiza-
tion, and that they increase with simulation time. The order of convergence is calculated and
ploted in Figure 6.2.13 for time, and Figure 6.2.14 for space. As is expected, Figure 6.2.14(b)
shows that the convergence of the rock temperature is independent of the space resolution
with an order of zero. The liquid temperature is approximately rst order accurate in both
time and space, which is consistent with what is expected from a control volume method.
From this analysis it has been shown that the heat transfer models are well behaved as im-
plemented and exhibit rst order spatial and temporal convergence, as expected for a nite
volume based method. The exception is the rock temperature, which does not converge with
changes in spatial resolution, though it does with temporal resolution. This is because solid
phase heat conduction is not included in the model and there are thus no spatial derivatives
in rock temperature.
(a) The order of convergence for tempo-
ral discretization of liquid temperature.
(b) The order of convergence for tempo-
ral discretization of rock temperature.
Figure 6.2.13: The order of convergence for temporal discretization, with the mesh of 800 elements.
105
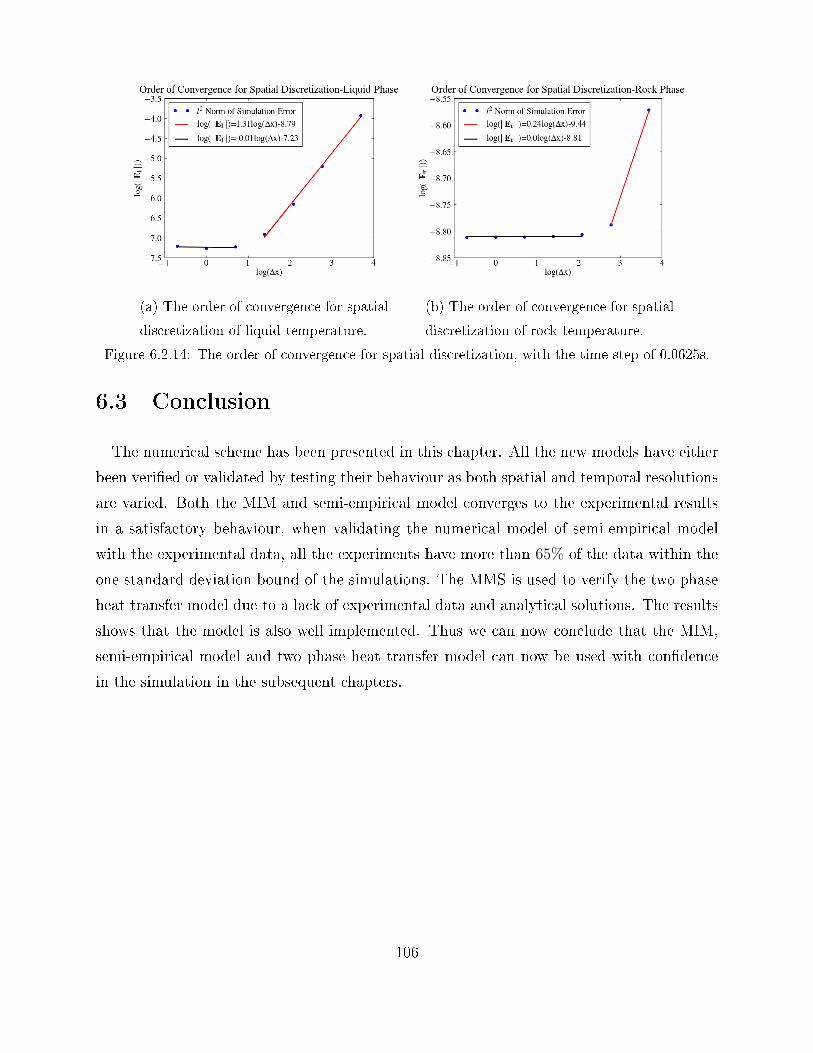
(a) The order of convergence for spatial
discretization of liquid temperature.
(b) The order of convergence for spatial
discretization of rock temperature.
Figure 6.2.14: The order of convergence for spatial discretization, with the time step of 0.0625s.
6.3 Conclusion
The numerical scheme has been presented in this chapter. All the new models have either
been veried or validated by testing their behaviour as both spatial and temporal resolutions
are varied. Both the MIM and semi-empirical model converges to the experimental results
in a satisfactory behaviour, when validating the numerical model of semi-empirical model
with the experimental data, all the experiments have more than 65% of the data within the
one standard deviation bound of the simulations. The MMS is used to verify the two phase
heat transfer model due to a lack of experimental data and analytical solutions. The results
shows that the model is also well implemented. Thus we can now conclude that the MIM,
semi-empirical model and two phase heat transfer model can now be used with condence
in the simulation in the subsequent chapters.
106

Chapter 7
1D Simulations and Sensitivity Analysis
In order to design an ecient heap, it is essential to investigate the extent to which
dierent factors will inuence the leaching. In this chapter, Some 1D simulations have been
implemented to analyse the following factors on chalcopyrite heap leaching: the bacteria
eect, the eect of immobile liquid, the solution temperature, and the solution concentration
including Fe3+ and pH.
7.1 Model Description-1D
Five sets of 1D models with dierent solution or geometry conditions have been carried
out to analyse the leaching performance under dierent conditions. Firstly, the eects of
bacteria and mobile-immobile liquid are investigated. Then, the dierent conditions of solu-
tion temperature and concentrations are analysed separately. All these models are compared
with a base model which does not include the MIM and bacterial eects. The common pa-
rameters set for all these models and the boundary and initial conditions of the base model
are listed in Table 7.1. The conditions of bacteria applied to the bioleaching model are listed
in Table 7.2, these parameters are from the bacteria leaching model presented by Leahy et
al. (2007) [85]. The conditions of the other sets of models for sensitivity analysis of dierent
solution conditions are listed in Table 7.3. All the mass and heat boundary conditions are
applied from the top of the heap, with zero gradient conditions applied at the bottom.
107
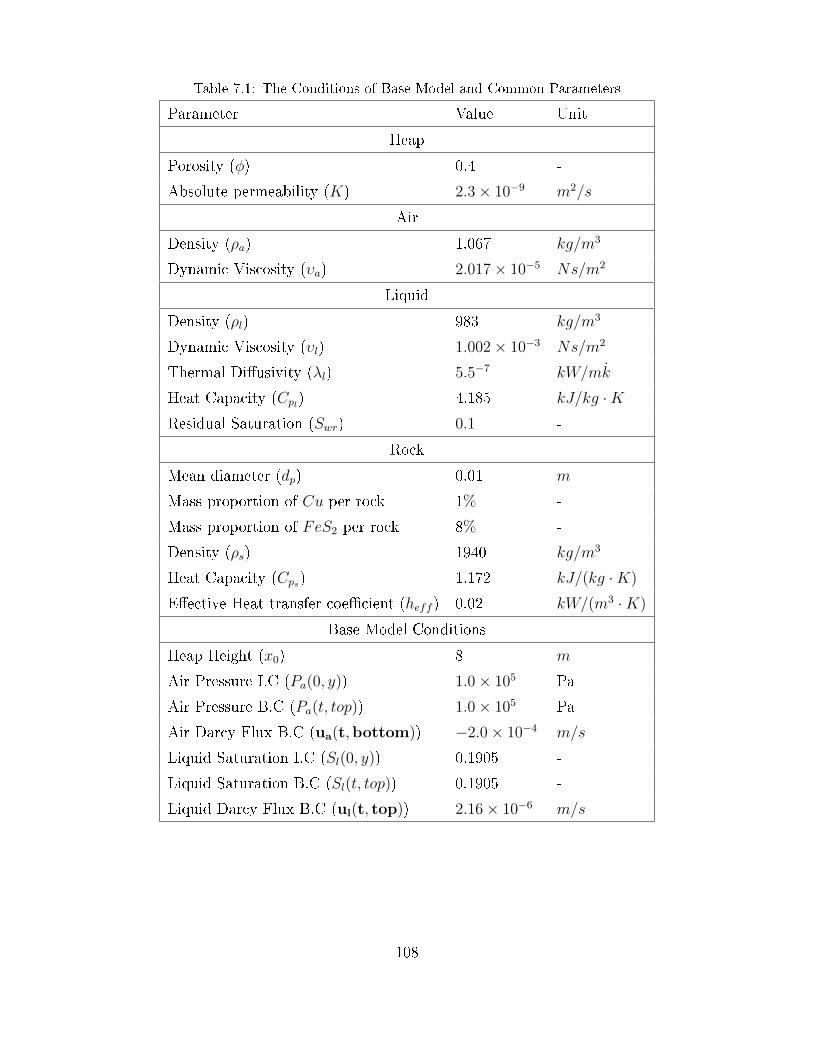
Table 7.1: The Conditions of Base Model and Common Parameters
Parameter Value Unit
Heap
Porosity (φ) 0.4 -
Absolute permeability (K) 2.3× 10−9 m2/s
Air
Density (ρa) 1.067 kg/m3
Dynamic Viscosity (υa) 2.017× 10−5 Ns/m2
Liquid
Density (ρl) 983 kg/m3
Dynamic Viscosity (υl) 1.002× 10−3 Ns/m2
Thermal Diusivity (λl) 5.5−7 kW/mk
Heat Capacity (Cpl) 4.185 kJ/kg ·KResidual Saturation (Swr) 0.1 -
Rock
Mean diameter (dp) 0.01 m
Mass proportion of Cu per rock 1% -
Mass proportion of FeS2 per rock 8% -
Density (ρs) 1940 kg/m3
Heat Capacity (Cps) 1.172 kJ/(kg ·K)
Eective Heat transfer coecient (heff ) 0.02 kW/(m3 ·K)
Base Model Conditions
Heap Height (x0) 8 m
Air Pressure I.C (Pa(0, y)) 1.0× 105 Pa
Air Pressure B.C (Pa(t, top)) 1.0× 105 Pa
Air Darcy Flux B.C (ua(t,bottom)) −2.0× 10−4 m/s
Liquid Saturation I.C (Sl(0, y)) 0.1905 -
Liquid Saturation B.C (Sl(t, top)) 0.1905 -
Liquid Darcy Flux B.C (ul(t, top)) 2.16× 10−6 m/s
108

Table 7.2: Parameters and Conditions for Bacteria Leaching
Parameters
Y 3.7× 1013 cells(kg Fe2+ consumed)−1
KM,O 1.6× 10−3 kg m−1
KM,Fe2+ 5.58× 10−3 kg m−1
Mesophiles
k1 7.1× 10−5 s−1
k2 4.0× 10−7 s−1
kdeath 3.5× 10−6 s−1
ψmax 7.8× 1012 cells(kg ore)−1
µmax 3.0× 10−5 s−1
Tshift 0.0 C
Moderate Thermophiles
k1 7.1× 10−5 s−1
k2 4.0× 10−7 s−1
kdeath 4.0× 10−6 s−1
ψmax 7.8× 1012 cells(kg ore)−1
µmax 2.5× 10−5 s−1
Tshift 8.0 C
Initial and boundary conditions for both bacteria
ψ(0, y) 0 cells(kg ore)−1
φ(0, y) 0.5× 1014 cells(m3 liquid)−1
φ(t, top) 0 cells(m3 liquid)−1
Table 7.3: The Parameters and their respective values used in the sensitivity study
Parameter Lower Base Higher Unit
pH(t, top) 0.6 1.2 2.4 mol/m3
CFe3+(t, top) 9 18 36 mol/m3
Tl(t, top) 12.5 25 50 C
109

7.2 The Eect of Bacteria
To investigate the bacteria-temperature dependence, and their eect on leaching eciency,
two bacterial populations are considered in the bioleaching model, which are mesophiles (op-
timal temperature is 37.65C) and moderate thermophiles (optimal temperature is 45.65C)
and their parameters are listed in Table 7.2. The algorithm of the bio-leaching model and
the explanation of the parameters are described in Section 3.3.2 in Chapter 3.
As is illustrated in Figure 7.2.1(a), the average copper extraction of the heap with bacteria
is signicantly higher than the base case without any bacteria. This is in agreement with
what is observed in industry where bacterial action is a critical factor in sulphide leaching.
As is shown in Figures 7.2.3, the rock and liquid temperature of bioleaching is much higher
than the base case, since both mesophiles and moderate thermophiles promote ferrous oxi-
dation which will release large amounts of heat. Ferrous oxidation in bioleaching accounts
for a signicant part of the total heat production in the heap, while in the base model, the
reaction of ferrous oxidation is so slow that the heat released by it can be neglected (Figure
7.2.2). As the result of higher ferrous oxidation rate in bioleaching, the average concentra-
tion of Fe3+ in the bacteria case is much higher than that in the base model (Figure 7.2.3(c)).
The dissolution of sulphides, especially the pyrite, results in acid production, which ac-
counts for a lower outlet pH in the bio-leaching simulation. A disadvantage of the increased
leaching and ferrous oxidation rate is that the increased Fe3+ encourages the formation of
jarosite (Figure 7.2.3(e) and 7.2.3(f)). In the real system these precipitates have been impli-
cated in passivation of the mineral surfaces, though this eect is not well understood and the
phenomenon is not included in the current modelling. On the other side, the encouragement
of the jarosite precipitation can produce acid and lower the pH, which is benecial to copper
leaching.
Obviously, all the phenomena discussed above in bioleaching, which include increased heap
temperature, increased Fe3+, decreased pH are benecial for leaching copper from the rock,
which can be easily derived from the kinetic rate equation for chalcopyrite dissolution in
Table 3.1 in Chapter 3. Because we assume the non-accumulation of elemental sulphur, the
110
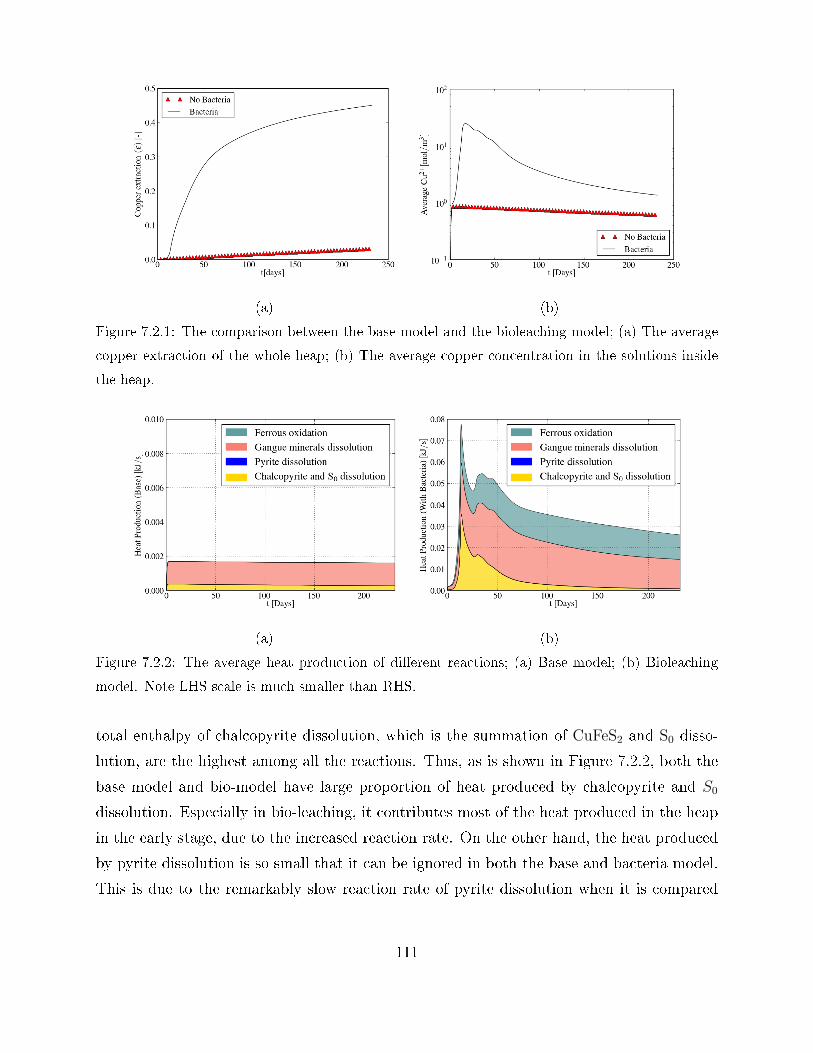
(a) (b)
Figure 7.2.1: The comparison between the base model and the bioleaching model; (a) The average
copper extraction of the whole heap; (b) The average copper concentration in the solutions inside
the heap.
(a) (b)
Figure 7.2.2: The average heat production of dierent reactions; (a) Base model; (b) Bioleaching
model. Note LHS scale is much smaller than RHS.
total enthalpy of chalcopyrite dissolution, which is the summation of CuFeS2 and S0 disso-
lution, are the highest among all the reactions. Thus, as is shown in Figure 7.2.2, both the
base model and bio-model have large proportion of heat produced by chalcopyrite and S0
dissolution. Especially in bio-leaching, it contributes most of the heat produced in the heap
in the early stage, due to the increased reaction rate. On the other hand, the heat produced
by pyrite dissolution is so small that it can be ignored in both the base and bacteria model.
This is due to the remarkably slow reaction rate of pyrite dissolution when it is compared
111

(a) (b)
(c) (d)
(e) (f)
Figure 7.2.3: The comparison between the base model and the bioleaching model; (a) Average rock
and liquid temperature of the whole heap; (b) Average bacteria population in the liquid; (c) Average
ferric concentration in the heap; (d) Average ferrous concentration in the heap; (e) Average pH in
the heap; (f) Average copper concentration in the heap.
112

with the other reaction. In the real system, though, the bacterial leaching can also promote
the pyrite dissolution rate and thus produce more ferric ions that leach the copper. In our
current model, the eect of bacteria on pyrite leaching is neglected and only the bacterial
eect on ferrous oxidation is considered, though this would be a topic for future work.
The gangue minerals also produce signicant heat in both the base and bacteria case,
especially when the other reactions are slow. However, due to our initial assumption that
the gangue minerals are dissolving at a constant rate based on the pH (Table 3.1 in Chapter
3), the high heat production from dissolving the gangue mineral might need to be calibrated
more accurately against experiment.
The average copper concentration in solutions for the bacteria leaching reaches a peak
after about 20 days of leaching, and then it drops. It can be observed that the time that
peak copper concentration occurs coincides with the time that the average heap tempera-
ture reached around 38C, which is the optimal temperature for the mesophiles. Also, the
population of mesophiles and Fe3+ concentration in liquid reach their rst peak, and the pH
of liquid reaches its rst nadir around the same time (near the 20th day). After that time,
Fe3+ concentrations and the acidity of the liquid drops slightly as the temperature is keeping
increasing and shifting far from the optimal point for the mesophiles. The dropping of Fe3+
concentrations and the acidity of the solution is relieved when the temperature is increasing
towards the optimal point of moderate thermophiles, and then Fe3+ concentrations and the
acidity starts increasing again when the leaching runs for around 30 days when the tem-
perature reached around 44C, which means the moderate thermophiles have the optimal
activity and their populations have grown to the peak value.
When the leaching time passed 50 days, where the average copper extraction achieved 0.3
in the bioleaching model, the copper extraction rate is further decreasing. This is due to
the reduced accessibility of mineral grains inside the ore as the extraction continues, Figure
5.3.1 in Chapter 5 shows the apparent kinetics of copper leaching as a function of extraction,
and it indicates that the extraction rate decreases as the extracton increases. The heap
temperature also starts to drop around the same time, with the average temperature having
reached a maximum of around 47C. Since the total enthalpy released by dissolving the
113
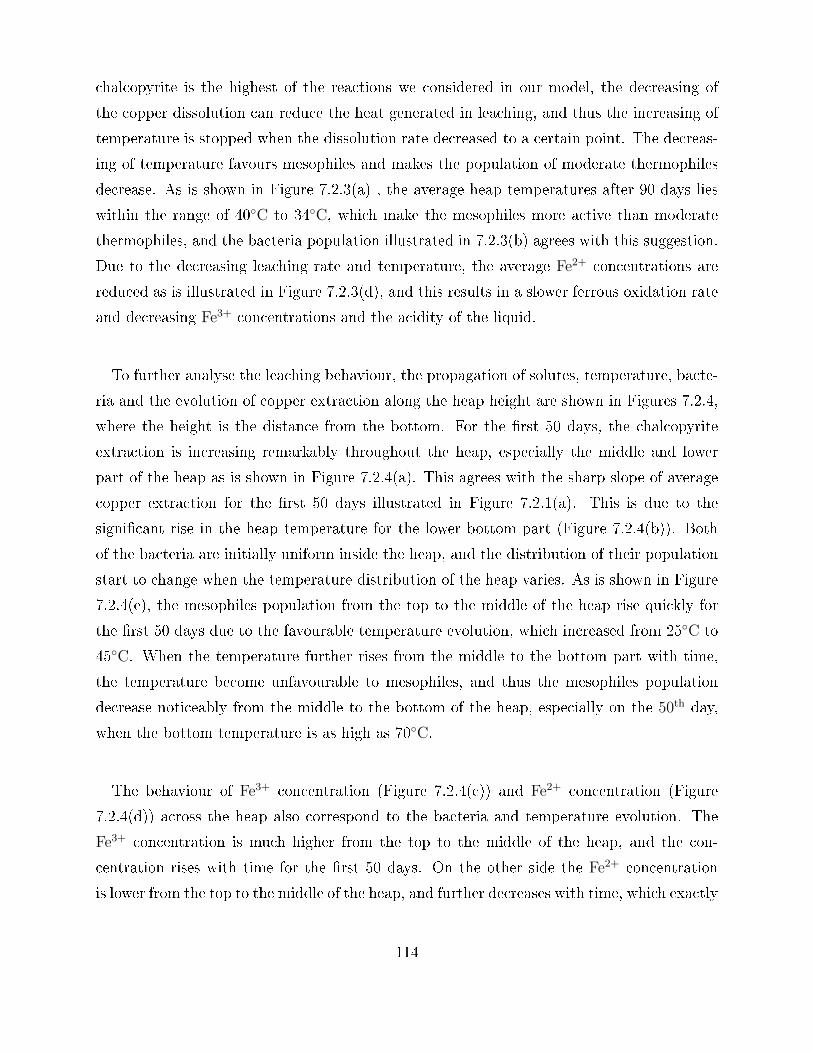
chalcopyrite is the highest of the reactions we considered in our model, the decreasing of
the copper dissolution can reduce the heat generated in leaching, and thus the increasing of
temperature is stopped when the dissolution rate decreased to a certain point. The decreas-
ing of temperature favours mesophiles and makes the population of moderate thermophiles
decrease. As is shown in Figure 7.2.3(a) , the average heap temperatures after 90 days lies
within the range of 40C to 34C, which make the mesophiles more active than moderate
thermophiles, and the bacteria population illustrated in 7.2.3(b) agrees with this suggestion.
Due to the decreasing leaching rate and temperature, the average Fe2+ concentrations are
reduced as is illustrated in Figure 7.2.3(d), and this results in a slower ferrous oxidation rate
and decreasing Fe3+ concentrations and the acidity of the liquid.
To further analyse the leaching behaviour, the propagation of solutes, temperature, bacte-
ria and the evolution of copper extraction along the heap height are shown in Figures 7.2.4,
where the height is the distance from the bottom. For the rst 50 days, the chalcopyrite
extraction is increasing remarkably throughout the heap, especially the middle and lower
part of the heap as is shown in Figure 7.2.4(a). This agrees with the sharp slope of average
copper extraction for the rst 50 days illustrated in Figure 7.2.1(a). This is due to the
signicant rise in the heap temperature for the lower bottom part (Figure 7.2.4(b)). Both
of the bacteria are initially uniform inside the heap, and the distribution of their population
start to change when the temperature distribution of the heap varies. As is shown in Figure
7.2.4(e), the mesophiles population from the top to the middle of the heap rise quickly for
the rst 50 days due to the favourable temperature evolution, which increased from 25C to
45C. When the temperature further rises from the middle to the bottom part with time,
the temperature become unfavourable to mesophiles, and thus the mesophiles population
decrease noticeably from the middle to the bottom of the heap, especially on the 50th day,
when the bottom temperature is as high as 70C.
The behaviour of Fe3+ concentration (Figure 7.2.4(c)) and Fe2+ concentration (Figure
7.2.4(d)) across the heap also correspond to the bacteria and temperature evolution. The
Fe3+ concentration is much higher from the top to the middle of the heap, and the con-
centration rises with time for the rst 50 days. On the other side the Fe2+ concentration
is lower from the top to the middle of the heap, and further decreases with time, which exactly
114

(a) (b)
(c) (d)
(e) (f)
115
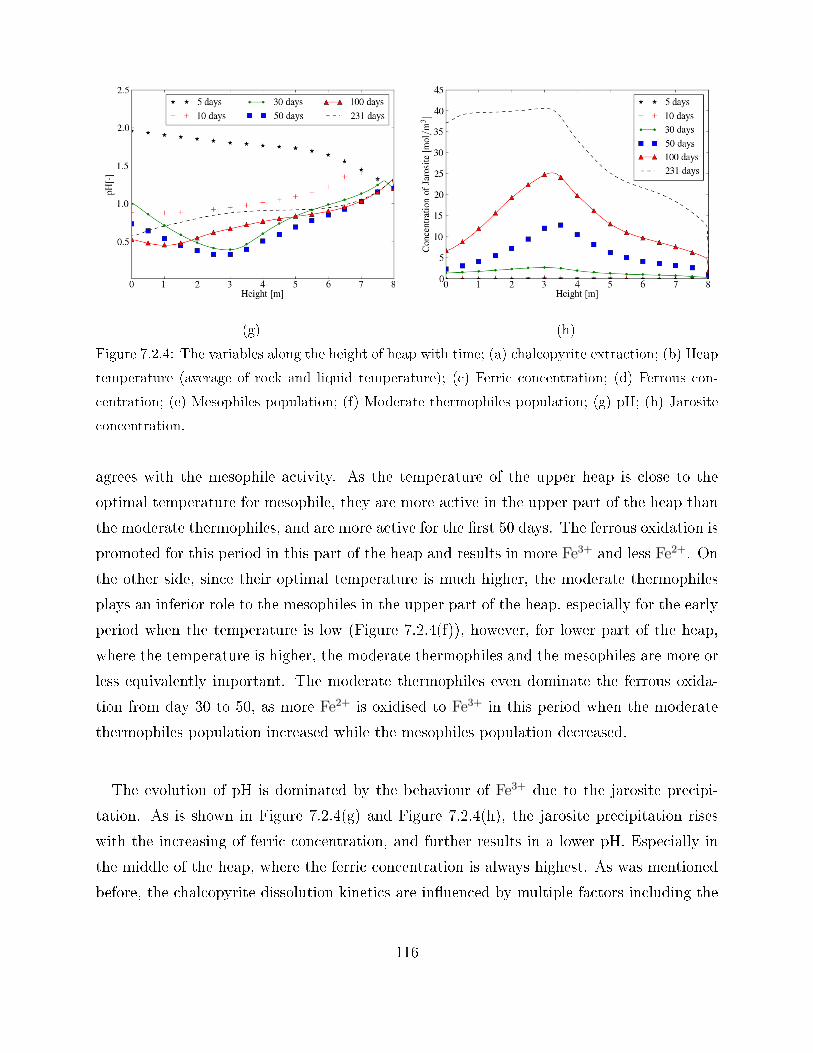
(g) (h)
Figure 7.2.4: The variables along the height of heap with time; (a) chalcopyrite extraction; (b) Heap
temperature (average of rock and liquid temperature); (c) Ferric concentration; (d) Ferrous con-
centration; (e) Mesophiles population; (f) Moderate thermophiles population; (g) pH; (h) Jarosite
concentration.
agrees with the mesophile activity. As the temperature of the upper heap is close to the
optimal temperature for mesophile, they are more active in the upper part of the heap than
the moderate thermophiles, and are more active for the rst 50 days. The ferrous oxidation is
promoted for this period in this part of the heap and results in more Fe3+ and less Fe2+. On
the other side, since their optimal temperature is much higher, the moderate thermophiles
plays an inferior role to the mesophiles in the upper part of the heap, especially for the early
period when the temperature is low (Figure 7.2.4(f)), however, for lower part of the heap,
where the temperature is higher, the moderate thermophiles and the mesophiles are more or
less equivalently important. The moderate thermophiles even dominate the ferrous oxida-
tion from day 30 to 50, as more Fe2+ is oxidised to Fe3+ in this period when the moderate
thermophiles population increased while the mesophiles population decreased.
The evolution of pH is dominated by the behaviour of Fe3+ due to the jarosite precipi-
tation. As is shown in Figure 7.2.4(g) and Figure 7.2.4(h), the jarosite precipitation rises
with the increasing of ferric concentration, and further results in a lower pH. Especially in
the middle of the heap, where the ferric concentration is always highest. As was mentioned
before, the chalcopyrite dissolution kinetics are inuenced by multiple factors including the
116

Fe3+ concentration, pH and temperature. The dissolution rate is decided by the superposi-
tion of these eects and thus the middle, around the 3rd meter of the heap has the highest
extraction for the rst 100 days, since at that position, the balance of the ferric, pH and
te,mperature favours the extraction rate. For example, although the temperature is highest
near the bottom of the heap, which can increase the dissolution rate, the Fe3+ and H+ con-
centration there is low.
Beyond 100 days, the heap temperature starts to decrease as can be seen from Figure
7.2.4(b), which is probably due to the depletion of the mineral which is easier to access (e.g.
near the surface) as it is suggested in the previous discussion. Around 231 days, the copper
extraction is dominated by the bottom of the heap (Figure 7.2.4(a)) rather than the middle
part. This is because the initially high Fe3+ and H+ concentration in the middle of the heap
decreases after 100 days, which results in a more uniform ferric distribution throughout the
heap, so the domination of copper dissolution after 100 days is then under the high temper-
ature near the heap bottom.
7.3 The Eect of MIM
As is illustrated in Figure 7.3.1(a) and 7.3.1(b), the copper extraction rate and the cop-
per concentration of the model using conventional advection-dispersion equation (ADE) is
higher than those using mobile immobile model (MIM), which indicates that the stagnant
liquid inside the porous heap may slow the copper extraction rate. The overall dissolution
rate is slow. This is because the low applied solution temperature and the slow ferrous ox-
idation rate due to the assumption of neglecting the bacterial activity. The heap could not
be warmed up due to the slow reaction rates, and the heat generation rate by the reactions
are much slower than the transport rate of the cold solution through the heap.
The curve of chalcopyrite extraction for both models are linear with time (Figure 7.3.1(a) )
is reviewed in Section 2.3.3 of Chapter 2 the linear curve suggests the chalcopyrite dissolution
is under surface reaction control. The reaction control indicates the transport of solution
is much faster than the consumption of solution by chemical reactions, so the dissolution
117

(a) (b)
Figure 7.3.1: The comparison between the base model and the bioleaching model; (a) The average
copper extraction of the whole heap; (b) The average copper concentration in the solutions inside
the heap.
kinetics is governed by the reaction kinetic rate equations listed in the Table 3.1 in Chapter
3. Thus the solution concentrations around the rock are the critical factors that decide the
extraction rates. As is listed in the Table 3.1, chalcopyrite dissolution rate positively corre-
lates to the H+ and Fe3+ concentrations, and the reaction order with respect to H+ and Fe3+
are 0.8 and 0.42 respectively, which means that the H+ concentration aects the dissolution
rate more than Fe3+ concentration.
By observing the average concentrations of H+ and Fe3+ in Figures 7.3.2(d) and 7.3.2(b), it
can be seen that the pH of conventional ADE is much lower than that of MIM, and the Fe3+
concentration of conventional ADE is slightly lower than that of MIM. This is mainly due to
the faster copper dissolution rate of conventional ADE will produce signicant acid by the
total reaction of Equations 3.3.1 and 3.3.2, also, the net heat consumption and generation
of these two dissolution reactions can produce signicant heat, therefore the average tem-
perature of the conventional model are higher than the MIM (7.3.2(a)), which also further
increased the reaction rate of conventional model. Furthermore, the lower dissolution rate
of MIM leads to a slower depletion of Fe3+ concentration. Also, although more Fe2+ concen-
trations are produced by the dissolution reactions of conventional model, most of them are
unable to be converted to Fe3+ due to the slow ferrous oxidation reaction. Thus, the faster
Fe3+ consumption rate and slower ferrous oxidation rate makes the Fe2+ concentrations are
118

(a) (b)
(c) (d)
(e)
Figure 7.3.2: The comparison between the conventional ADE model and the MIM; (a) Average rock
and liquid temperature of the whole heap; (b) Average ferric concentration in the heap; (c) Average
ferrous concentration in the heap; (d) Average pH in the heap; (e) Average copper concentration in
the heap.
119

much higher in the conventional ADE model, and its Fe3+ concentrations are slightly lower.
Less jarosite is thus precipitated in the conventional ADE due to the low pH and Fe3+ con-
centration, which is illustrated in Figure 7.3.2(e).
In additional to the faster dissolution rate of the conventional ADE model producing more
H+, another more intrinsic reason that make the MIM have a higher pH is that the existence
of the stagnant liquid will dilute the average concentrations of the solution. Although the
applied concentrations, supercial velocity, volume ow rate and total liquid hold-up are
exactly the same for both models, the actual mobile liquid hold-up of the MIM is less than
that of the conventional ADE. As is described in Equation 3.2.8, under the same darcy ux,
the actual advection velocity of MIM is faster with a lower dynamic liquid hold-up. Although
the concentrations of reactants (Fe+ and H+) applied from the heap top and the total liquid
hold-up inside the heap are the same for both models, the concentration of each reactant in
the stagnant liquid is much smaller than that in the dynamic liquid when using MIM. Thus,
the lower concentration of H+ in the immobile region dilutes the concentrations in mobile
liquid, and thus lowers the average concentrations in the total liquid hold-up when using
MIM, while the average concentrations in the total liquid hold-up when using conventional
model are the same with those in the dynamic liquid. Therefore, this leads to a higher pH
and slower copper dissolution rates when using MIM, then the slower copper dissolution
rates further leads to a lower production of acid, which result in a much higher pH of the
MIM than the conventional ADE (Figure 7.3.2(d)).
The further evidence that the immobile liquid will dilute the H+ concentration of heap
are shown in Figure 7.3.3(f), the pH of immobile region is always higher than that of the
mobile liquid from the heap top (length=8m) to the bottom (length=0m) throughout the
whole leaching period, causing the mean pH of the mobile and immobile liquid to always be
lower than that in the dynamic liquid. The mean pH illustrated in Figure 7.3.3(e) shows
that the H+ concentration is reducing from top to the bottom. This suggests that when
the solution is propagating along the heap the H+ concentration is consumed by a domi-
nant reaction, probably the ferrous oxidation reaction of Equation 3.3.5. This results in a
slower copper extraction rate from the bottom half of the heap, which is shown in Figure
7.3.3(a). The kinetic equation for ferrous oxidation in Table 3.1 suggests that the oxidation
120

(a) (b)
(c) (d)
(e) (f)
Figure 7.3.3: The variables along the height of heap with time of the MIM, (the concentrations
are based on the mean of the mobile and immobile value); (a) Chalcopyrite extraction; (b) Average
copper concentration inside the heap; (c) Average dierence between the mobile and immobile
copper concentration; (d) Average concentration of jarosite inside the heap; (e) Average pH inside
the heap; (f) The average dierence between the mobile and immobile pH.
121

rate is positively dependent on Fe2+ but negatively dependent on H+ concentration. Figures
7.3.3(e) and 7.3.4(a) shows that the Fe2+ concentration is increasing and H+ concentration
is decreasing along the heap, which cause the oxidation rate to rise along the heap, therefore
more H+ ions are consumed. On the other hand, the jarosite precipitation in Figure 7.3.3(d)
is much faster in the top half of the heap, which can make up for the H+ concentration loss.
Like H+ concentration, Fe3+ concentration shown in Figure 7.3.4(c) is consumed and re-
duces along the heap, and with both varying slightly with time. The slow chemical reactions
inside the heap lead the change of the mass to equilibrium and mass transport achieves
steady state quickly. By comparing the dierence of the mobile immobile eld, both of the
mobile H+ and Fe3+ concentrations are slightly higher than their immobile eld, which is
illustrated in Figures 7.3.3(f) and 7.3.4(d). As is shown in Figure 7.3.1(a), the coper dissolu-
tion rate is almost constant but with a slightly decreasing trend along the time, the reducing
of the chemical reaction rates then relief the reactant consumption and make the H+ and
Fe3+ concentration slightly increased with time, this suggestion can be support by Figure
7.3.4(c), Figure 7.3.3(e), Figure 7.3.2(b) and Figure 7.3.2(d). As the immobile liquid plays a
role in reducing the mass transport rate, the immobile concentrations always lag temporally
behind the mobile concentration, thus the reducing mass consumption of H+ and Fe3+ leads
the mobile mass more advanced. Furthermore, since the mass consumption of H+ and Fe3+
are more signicant in the top half of the heap, more H+ and Fe3+ ions are consumed in this
region. Since the solution is applied from the top, the chemical consumptions of the upper
heap are recharged quickly, so the mobile concentrations and their gradients are steepest
near the top. Therefore, the dierence between the mobile and immobile concentrations are
more in the upper heap due to the temporal lag.
The Cu2+, Fe2+ and temperature are generated by the net reactions, as is shown in Figure
7.3.3(b), Figure 7.3.4(a) and Figure 7.3.4(e), all of them increases along the heap with a
decreasing rate. The temperature and Cu2+ concentration rstly increased with the initial
reactions, where the wave of the mass that propagated down the heap can be observed for
the initial leaching period, and the Cu2+ concentration achieved a steady spacial distribution
quickly. Then the overall concentrations started to decrease after mass propagation wave
passed the heap bottom, and the spacial concentration dissolution became steady. Since the
122

(a) (b)
(c) (d)
(e) (f)
Figure 7.3.4: The variables along the height of heap with time of the MIM, (the concentrations are
based on the mean of the mobile and immobile value); (a) Average ferrous concentration inside the
heap; (b) Average dierence between the mobile and immobile ferrous concentration; (c) Average
ferric concentration inside the heap; (d) Average dierence between the mobile and immobile ferric
concentration; (e) Average temperature inside the heap; (f) Average dierence between the mobile
and immobile temperature.
123

temporal lag of the immobile concentrations, the mobile temperature and copper concentra-
tions are much more than their immobile mass, especially near the wave front of the mass
propagation, when the leaching is before 30 days for temperature (Figure 7.3.4(f)) and before
5 days for Cu2+ (Figure 7.3.3(c)). When the overall concentrations started to reduce, the
temporal lag leads the immobile mass more than the mobile eld, which are shown in Figure
7.3.4(b) for Fe2+, Figure 7.3.3(c) for Cu2+ after 5 days, and Figure 7.3.4(f) for temperature
after 30 days.
As is discussed above, the neglecting of the stagnant liquid in heap leaching simulation can
cause errors in predictions of ether extractions or concentrations. Being dierent from the
sensitivity analysis presented in the following sections, which only evaluates the eects of dif-
ferent parameters on leaching behaviour, the analysis of the MIM evaluates the inaccuracies
accompanied with the model when using traditional ADE and determines the importance of
the inuence of the stagnant zones on the leaching performance. Thus, we can conclude that
it is necessary to replace the conventional ADE with the MIM in heap leaching modelling to
improve the accuracy, while in all the previous studies available in literature the conventional
ADE were applied to the sulphides heap leaching modelling.
7.4 Sensitivity Analysis
In heap leaching, various factors can inuence the performance of the system. Thus, it
is desirable to carry out the sensitivity analysis to evaluate how important each parameter
can aect the leaching. The results of sensitivity analysis is useful for optimizing the heap
operations.
7.4.1 The Eect of Solution Temperature
In this model, the initial temperature of the heap is kept to be 25 C, while the temper-
ature of the solution applied from the top are varied to be 12.5 C for a lower case, and 50C for a higher case. The results listed in Figure 7.4.1(a) shows that increasing the tem-
perature can improve the copper extraction rate, and thus a higher copper concentration
in the solutions(Figure 7.4.1(b) ). But due to the absence of bacterial activity, the overall
124

(a) (b)
(c)
Figure 7.4.1: Comparing the models with three dierent solution temperature applied from heap top;
(a) Chalcopyrite extraction; (b) Average copper concentration in the heap; (c) Average temperature
of the heap.
copper extraction of the three cases are low. It can be seen from Figure 7.4.1(c) that the
temperature of the solution in the high temperature case is only increased by around 2 C
by the heat produced by the chemical reactions even though the overall reaction rates are
increased due to the higher temperature.
Figure 7.4.3(c) of the ferrous oxidation rates shows that the oxidation rates were signi-
cantly increased by the higher temperature of 50 C. This is because in the reaction kinetic
125

of ferrous oxidation (listed in Table 3.1), the activation energy of the oxidation without the
bacterial eect is high and so the oxidation rate is very sensitive to temperature changes.
However, although the high solution temperature improves the ferrous oxidation rate, the
rate is still slow when it is compared with the chalcopyrite dissolution rate, which has a much
smaller activation energy. Thus most of the Fe2+ produced by the chalcopyrite dissolution
could not be oxidised to Fe3+, but accumulated in the solution, especially for the high tem-
perature case, which is illustrated in Figure 7.4.3(a). The increase of the copper extraction
results in a much higher Fe2+ concentration in the solution.
Since the chalcopyrite dissolution rates are much higher than the ferrous oxidation rates
for the high temperature case, the Fe3+ consumption rates are much faster than the genera-
tion rates, thus the amount of Fe3+ inside heap is much smaller for the high temperature case
than the other lower temperature cases, which are shown in Figure 7.4.3(b). The excess Fe3+
in the low temperature cases precipitated into jarosite, though in these simulation this could
be due to the speed of precipitation being simplied to be a constant rate which dependents
on the Fe3+ concentration. This also results in a high H+ concentration and low pH for the
low temperature models (Figure 7.4.2(a)), since the jarosite precipitation rate can release
large amounts of acid.
(a) (b)
Figure 7.4.2: Comparing the models with three dierent temperature; (a) Average pH in the heap;
(b) Average jarosite concentration in the heap.
126

(a)
(b)
(c)
Figure 7.4.3: Comparing the models with three dierent temperature; (a) Average ferrous concen-
tration in the heap; (b) Average ferric concentration in the heap; (c) Average ferrous oxidation
rate.127

(a)
(b)
128

(c)
(d)
Figure 7.4.4: The comparison of the variables between to high temperature and low temperature;
(a) Copper extraction; (b) Copper concentration; (c) Heap temperature; (d) pH.
129

(a)
(b)
130

(c)
(d)
Figure 7.4.5: The comparison of the variables between to high temperature and low temperature; (a)
Ferrous concentration; (b) Ferric concentration; (c) Ferrous oxidation rate; (d) The concentration
of jarosite.
131

The detail of spatial change of the species for the high and low temperature cases are
shown in Figures 7.4.4 and 7.4.5. It shows that both the temporal and spatial changes of
solution concentrations and copper extractions are more signicant with higher tempera-
tures. The highest copper extraction, which is illustrated in Figure 7.4.4(a), are near the
heap top for both the high and low temperature cases, which is reasonable because the solute
concentration of Fe3+ and H+ are highest when the solutions are applied from the top. The
temperatures of both cases are relatively uniform along the heap after 50 days, and remained
temporally unchanged. This is because the low reaction rate and thus low heat gains inside
the heap due to the absence of bacteria, and the temperature proles settled down quickly.
For the initial 30 days, the copper extraction simply decrease with depth for the high
temperature case, however, with the propagation of solution, the extraction near the bot-
tom started to increase after 50 days, while the extraction for the low temperature case was
just monotonously decreasing with depth for the whole leaching time. According to Figure
7.4.5(b), the increase in the copper extraction for the high temperature case near the heap
bottom was caused by the rise in the Fe3+ concentration in this region, which is resulted by
a faster ferrous oxidation rate around the bottom. It can be seen that the Fe3+ concentra-
tion initially decreased with depth as it was consumed by the chalcopyrite dissolution and
jarosite precipitation. On the other side, the Fe2+ concentration increased signicantly with
depth due the chalcopyrite dissolution, which has a positive eect on the ferrous oxidation
rate according to it's rate kinetic equation. When the Fe2+ concentration increased to a
certain point around the heap height of 5 meter (Figure 7.4.5(a)), the ferrous oxidation rate
surpassed the chalcopyrite dissolution rate and thus the Fe3+ concentration increased over
this lower portion of the heap.
7.4.2 The Eect of Fe3+ and pH
To evaluate the eects of leaching solutions, two sensitivity analysis have been separately
carried out for pH and Fe3+ concentrations, and they are compared with the same base case.
In these models, the applied pH and Fe3+ concentrations from the heap top are either halved
or doubled. Then both the temporal and spatial evolutions of chalcopyrite extraction, mass
and temperature for these ve dierent models (high and low Fe3+ concentrations, high and
132

low pH, and base case) are compared and shown in the following gures.
From Figure 7.4.6, it can be observed that either halving the pH or doubling the Fe3+ con-
centrations can increase the overall copper extractions within 231 days leaching to a similar
extent, while by halving the Fe3+ concentrations or doubling the pH the extraction can be
reduced to a similar extent. Which indicates that the copper extraction rate in our model
is similar sensitive to Fe3+ and pH. In our kinetic model of chalcopyrite which is listed in
Table 3.1, the chalcopyrite dissolution rate is 0.8 order with respect to H+ concentration and
0.42 order with respect to Fe3+ concentration, which means the dissolution rate itself should
be more sensitive to the change of pH than Fe3+ according to the rate equation. To further
examine extraction variations along the heap, the spatial distributions of copper extraction
are listed in Figure 7.4.6(b). The two optimum cases where the pH is halved or the Fe3+
concentration is doubled are compared together. It can be seen that the extraction decreases
more from top to bottom for the low pH case. At the top where the solutions are applied,
more copper is extracted in the low pH case than the high Fe3+ case, which agrees with
the kinetic equation used in our model. However, the extraction of the low pH model drops
faster with depth and thus results in a lower extraction near the heap bottom in the low pH
model than that in the high Fe3+ model. Therefore, the total extractions of the whole heap
are similar for the two cases.
To explain the fast drop in extraction rate for the low pH case, the temporal and spatial
change in the Fe3+ and pH are shown in Figure 7.4.7 and Figure 7.4.8. It shows that the
increasing in Fe3+ concentration can reduce the average pH of the whole heap in Figure
7.4.8(a), while the average Fe3+ concentration in the heap of the low pH case are lower than
the higher pH cases (Figure 7.4.7(a)) . Figure 7.4.8(b) shows that although the solution near
the heap top is more acid in the low pH case than the high Fe3+ case, the faster increasing
of the pH in the low pH case results in a lower acid solution near the heap bottom than that
of the Fe3+ case. This is because the jarosite precipitations are more signicant in the high
Fe3+ case which is shown in Figure 7.4.9, since the jarosite precipitation rate in our model is
linearly dependent on the Fe3+ concentration. Thus the high Fe3+ concentration with a slow
chalcopyrite dissolution rate in the model leaves more excess Fe3+ to be precipitate, and thus
more acid is produced inside the heap by the precipitation. On the other side, a lower pH
133

(a)
(b)
Figure 7.4.6: The comparison of the copper extraction; (a) Comparing the copper extraction of high
and low pH/Fe3+ models with the base case; (b) Comparing the spatial and temporal variation of
the copper extraction in the high Fe3+ and low pH cases.
134

(a)
(b)
Figure 7.4.7: The comparison of the ferric concentration; (a) Comparing the average ferric concen-
tration of high and low pH/Fe3+ models with the base case; (b) Comparing the spatial and temporal
variation of the ferric concentration in the high Fe3+ and low pH cases.
135

(a)
(b)
Figure 7.4.8: The comparison of the pH; (a) Comparing the average pH of high and low pH/Fe3+
models with the base case; (b) Comparing the spatial and temporal variation of the pH in the high
Fe3+ and low pH cases.
136

(a)
(b)
Figure 7.4.9: The comparison of the jarosite precipitation; (a) Comparing the average jarosite
concentrations of high and low pH/Fe3+ models with the base case; (b) Comparing the spatial and
temporal variation of the jarosite concentrations in the high Fe3+ and low pH cases.
137

(a)
(b)
Figure 7.4.10: The comparison of the heap temperature; (a) Comparing the average heap tempera-
ture of high and low pH/Fe3+ models with the base case; (b) Comparing the spatial and temporal
variation of the heap temperature in the high Fe3+ and low pH cases.
138

can increase the extraction rate near the heap top, and thus more Fe3+ is consumed than in
the higher pH models when the solution propagates from the top to the bottom, therefore
the average Fe3+ concentrations of the low pH case is lower than both the base and high pH
models (left of Figure 7.4.7(a)). This also reduces the jarosite precipitation rate in the low
pH case. The lack of Fe3+ concentration in the low pH case inhibits the sulphide leaching
resulting in a slow acid generation. Thus the generation of acids are slow and the low pH
can not be sustained.
Furthermore, Figure 7.4.10(a) shows that the change in pH can inuence the heap tem-
perature more than that of Fe3+ concentration. This is because we assume that the gangue
mineral dissolution rate in our model is linearly dependent on the bulk acid concentration
and it is an exothermic reaction(Section 3.3 in Chapter 3). Since the bacteria eects are
excluded in these models, the ferrous oxidation rate and the copper extraction rates are very
slow, this makes the other exothermic reactions slower than the gangue mineral dissolution
rate and thus the change in the temperature is more dependent on the pH. This situation
may not valid in the real system, thus the rate of gangue mineral dissolution may need to
be further calibrated.
7.5 Conclusion
In conclusion, 1D simulations have been implemented in this chapter to examine the ef-
fect of 5 factors: the bacterial eects, MIM, temperature, Fe3+ and pH. The eect of the
bacteria and MIM were simply examined by turning the factors on and o in the models,
while temperature, Fe3+ and pH were examined by sensitivity analysis in which their values
are doubled and halved in the models. All of these models were compared with a same base
model.
It is found that the bacteria has the most signicant eect on our leaching system. In the
presence of bacteria, the leaching rate is improved remarkably due to the increased ferrous
oxidation and heat generation. In our model, the bacterial eect on the pyrite leaching,
which should improve the copper leaching by generating more Fe3+, has not been accounted
139

for.
All other factors have a minor eects on the leaching in the absence of bacteria, and the
nal extractions after 231 days of all these models without bacterial eects are smaller than
0.1. This indicates that the ferrous oxidation rate, which can be improved signicantly by
the bacteria, is the key factor that can improve the leaching rate in our model. In other
models, most of the Fe2+ leached out during the sulphide dissolution could not be converted
to Fe3+ and accumulated in the leachate, so that the leaching eciency is low due to the
slow ferrous oxidation.
The presence of a stagnant regions in the MIM model can slow the extraction rate in our
model, since the temporal lag between the mobile mass and immobile mass exist so that the
immobile liquid can delay the solution transport by transferring mass between the mobile
and immobile region.
The eect of Fe3+ and pH on extraction rate are similar. Although the kinetic equation
of chalcopyrite dissolution indicates that the rate should be more sensitive to H+ than Fe3+.
The low pH from the applied solution could not be sustained in a slow leaching system, and
so the eect of the low feed pH did not penetrate deep into the heap.
An increased feed of the temperature can improve the leaching system as it increases the
ferrous oxidation rate, it has a higher impact than Fe3+ or pH over the ranges exterminated.
However, due to the high activation energy of the ferrous oxidation without the bacterial
eect, the solution temperature as high as 50 C could still not meet the Fe3+ generation rate
that can signicantly improve the sulphide leaching. However, further increasing the applied
solution temperature may not be practical in real large systems due to cost considerations .
Due to the neglecting of the bacterial eect on the pyrite leaching, the pyrite extraction
rate is extremely slow compared with the chalcopyrite leaching, so although the pyrite leach-
ing reaction has been included in our 1D models, the behaviour of the pyrite extraction is
our 1D models were not analysed .
140

The investigations in this chapter showed that our integrated model is working properly,
and the complexly coupled physical-chemical phenomena, which are represented by the cou-
pled physical, chemical and bacterial models, have been well captured. In the next chapter,
the developed model will be used to further investigate the leaching system in 2D.
141

Chapter 8
Heap Scale 2D Modelling
Large scale heaps are not typically uniform in horizontal cross-section, often being trape-
zoid in shape. 1D simulations are not always suitable and it is necessary to implement some
2D simulations with dierent heap shapes. Three dierent heap scale 2D models with trape-
zoid shapes are implemented. The wall slopes of these models are respectively 30, 45 and
60. The heap volume of these three models are xed to be 673 m3 per meter of the depth
of the heap, the length of the heap top is kept at 50 m and the irrigation rate of solution is
xed at 400 l/hr, therefore, the supercial velocity of the liquid applied from the heap top
is 2.22 × 10−6m/s. All the model set ups and parameters are set to be the same for the
three models and both the mobile and immobile model and bacterial eects are included in
these 2D simulations. Three mesophiles are included in the modelling, which have optimum
temperatures of 27.65C, 36.65C and 44.65 C.
The activation energy of chalcopyrite dissolution used in these 2D models was modied
to be −38(kJ/mol) rather than the higher value listed in Table 3.1 in Chapter 3. Reducing
the activation energy results in a faster dissolution rate so that the limitation of the reaction
rate on the leaching process is less and the eect of the solution dispersion on the leaching
performance becomes more notable. The eect of the heap geometry, which can inuence
the dispersion of the solution inside heap thus becomes more obvious. Figure 8.0.1 shows
the forced aeration being driven into the heap from the heap bottom. It is achieved by
setting a pressure dierence between the heap bottom and top. All the parameters of the
heap operation conditions, bacterial models, initial and boundary conditions for solution
142

Figure 8.0.1: The forced aeration driven from the heap bottom.
concentrations are listed in Tables 8.1, 8.2 and 8.3 respectively.
To analyse the inuence of the trapezoid heap shape on the leaching behaviour, the de-
tailed results of various elds and extractions of the simulation with wall slope of 45 are
shown in the following Figures. The solution saturation and supercial velocity of this base
model are illustrated in Figures 8.0.2(a) and 8.0.2(b). Since the heap is a trapezoid shape,
the solution velocity, which is driven by gravity, is highest in the middle of the heap (the
rectangular region) and then decreases quickly towards two sides of heap walls (the trian-
gular regions), the liquid velocity near the heap wall is neglectable. As a result, the liquid
saturation is highest is the middle and lowest near the two heap sides. The liquid in the
triangular regions are driven towards the walls mainly by capillary action. The immobile
saturation is highest in the triangular region with low liquid velocity, and in these region the
mobile saturation is so low that almost all the liquid is stagnant (Figure 8.0.2(c) and 8.0.2(d)).
Due to the behaviour of the liquid ow inside the trapezoid heap, the transport of the
mass and heat horizontally are mainly by dispersion, and the species supplied from the heap
top are spread extremely slowly horizontally towards the two sides compared with the ver-
tical transport in the middle of the heap. Especially near the two bottom corner, where the
liquid velocity is nearly zero and the liquid can hardly reach, the mass concentrations and
liquid temperature are signicantly lower than elsewhere, and the chalcopyrite and pyrite are
hardly extracted in these regions by the end of the leaching simulation (Figures 8.0.5 to 8.0.8).
143

Table 8.1: The Conditions of Heap Operations
Parameter Value Unit
Heap
Porosity (φ) 0.3 -
Absolute permeability (K) 2.3× 10−9 m2/s
Air
Density (ρa) 1.067 kg/m3
Dynamic Viscosity (υa) 2.017× 10−5 Ns/m2
Liquid
Density (ρl) 983 kg/m3
Dynamic Viscosity (υl) 1.002× 10−3 Ns/m2
Thermal Diusivity (λl) 5.5× 10−7 kW/mk
Heat Capacity (Cpl) 4.185 kJ/kg ·KResidual Saturation (Swr) 0.18 -
Rock
Mean diameter (dp) 0.01 -
Mass proportion of Cu per rock 1% -
Mass proportion of FeS2 per rock 8% -
Density (ρs) 1940 kg/m3
Heat Capacity (Cps) 1.172 kJ/(kg ·K)
Eective Heat transfer coecient (heff ) 0.02 kW/(m3 ·K)
Base Model Conditions
Heap Volume 673 m3
Heap Top width 50 m
Air Pressure B.C (Pa(t, bottom)) 1.0001× 105 Pa
Air Pressure B.C (Pa(t, top)) 0.9988× 105 Pa
Liquid Saturation I.C (Sl(0, y)) 0.22 -
Liquid Darcy Flux B.C (ul(t, top)) 2.22× 10−6 m/s
Irrigation rate 400 l/hr
144

Table 8.2: Parameters and Conditions for Bacteria
Parameters
Y 1.0× 1013 cells(kgFe2+consumed)−1
KM,O 1.6× 10−3 kg m−1
KM,Fe2+ 5.58× 10−3 kg m−1
Mesophiles I
Tshift -10 C
Mesophiles II
Tshift -1 C
Mesophiles III
Tshift 7.0 C
I.C, B.C and common parameters for all bacteria
k1 7.1× 10−3 s−1
k2 4.0× 10−4 s−1
kdeath 5.0× 10−7 s−1
ψmax 10× 1014 cells(kg ore)−1
µmax 5.0× 10−3 s−1
ψ(0, y) 0 cells(kgore)−1
φ(0, y) 0 cells(m3 liquid)−1
φ(t, top) 0.5× 1014 cells(m3 liquid)−1
The simulations modelled the heap leaching for 231 days, the mass, temperature and ex-
tractions distributions inside heap on the 10th, 25th and 231st days are shown below. As
illustrated in Figures 8.0.3 and 8.0.4, the change in the solution concentrations (Fe2+ and
Fe3+) across the heap are signicant in the initial leaching period (before 25 days), while
the solutions was hardly spread to the heap sides. It can be seen in Figure 8.0.3 that the
chalcopyrite extraction evolves from the top to the bottom of the heap as the solution prop-
agating through the heap from the top. Fe2+ is leached out quickly and accumulated in the
solution, while Fe3+ is depleted quickly in the middle rectangular zone of the heap. This
indicates that the dissolutions of sulphide mineral (chalcopyrite and pyrite) is much faster
than the ferrous oxidation in the initial leaching period, so that most of the Fe2+ leached
out could not be converted to Fe3+, and most of the Fe3+ generated by ferrous oxidation
145

is consumed immediately by the sulphide dissolution. This is because the dissolution rate
is highest in the early stage, when the mineral grains which can be easily accessed by the
solution have not been depleted. On the other side, the bacteria population which can pro-
mote the ferrous oxidation was still growing and not having a signicant eect by day 10,
therefore the ferrous oxidation rates are much slower than the sulphide dissolution in the
initial leaching period.
Table 8.3: Initial and Boundary Conditions for solution concentrations, temperature and partial
pressure (ppO2)
I.C and B.C
ppO2(0, bottom) 0.21 (−)
CFe3+(0, y) 0 mol/m3
CFe3+(t, top) 18 mol/m3
CFe2+(0, y) 0 mol/m3
CFe2+(t, top) 18 mol/m3
pH(0, y) 7 mol/m3
pH(t, top) 1.2 mol/m3
CCu2+(0, y) 0 mol/m3
CCu2+(t, top) 0 mol/m3
As is shown in Figures 8.0.4, the copper extraction of the whole heap increased consider-
ably from day 10 to day 25, and the Fe2+ concentration throughout the heap drops quickly,
while the Fe3+ concentration is increasing from the heap top to the bottom. The region
with the highest Fe2+ concentration moved from the middle at the heap on day 10 to the
bottom of the heap on day 25, where the sulphide extractions are smaller and the extraction
rates are faster than those of the upper heap. This indicates that as the extractions continue
growing, the sulphide dissolution rates are decreasing due to the depletion of the minerals
near the ore surface, and the competition between the sulphide dissolution and ferrous ox-
idation reversed. The higher ferrous oxidation rate and lower sulphide dissolution rates in
the upper heap result in a fast depletion of Fe2+ and an increase in the Fe3+ concentration
in these upper regions. When the leaching ends on the 231st day, the sulphide dissolution
rates are so slow that Fe2+ can hardly be accumulated, and almost all of the Fe2+ supplied
from the heap top and leached out are consumed immediately by ferrous oxidation, and the
146

(a)
(b)
(c)
(d)
Figure 8.0.2: The liquid ow and saturation inside the heap with 45 slope.
147

(a)
(b)
(c)
Figure 8.0.3: Day 10, the copper extraction and iron concentrations inside the heap with 45 slope.
148
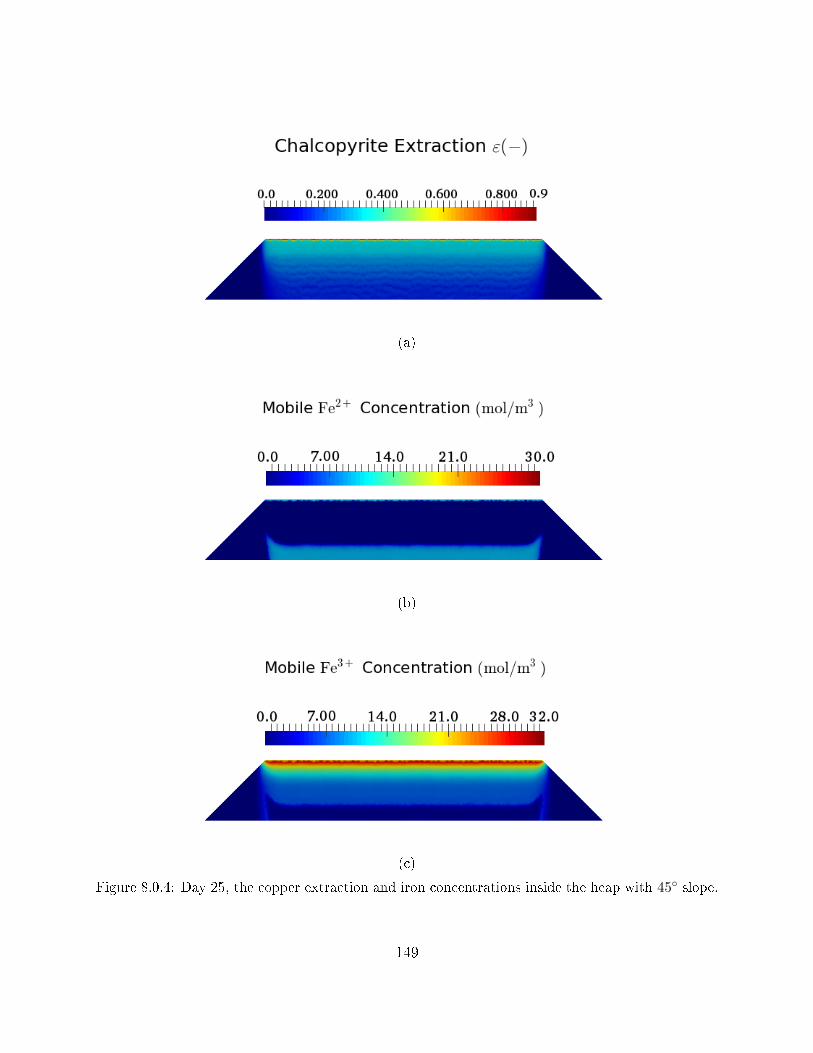
(a)
(b)
(c)
Figure 8.0.4: Day 25, the copper extraction and iron concentrations inside the heap with 45 slope.
149

(a)
(b)
(c)
(d)
Figure 8.0.5: Day 231, the copper and pyrite extractions and copper concentration inside the heap
with 45 slope.
150

(a)
(b)
(c)
(d)
Figure 8.0.6: Day 231, The mobile and immobile iron concentrations inside the heap with 45 slope.
151

(a)
(b)
(c)
(d)
Figure 8.0.7: Day 231, the rock, mobile liquid, immobile liquid temperature and total bacteria
population inside the heap with 45 slope.
152

Fe3+ ions are accumulated from the top to the bottom heap (Figures 8.0.6).
(a)
(b)
Figure 8.0.8: Day 231, The liquid pH inside the heap with 45 slope.
At the end of leaching (day 231), the chalcopyrite near the top of the heap are completely
extracted (Figure 8.0.5(a)), which may dier from the real system because some mineral
grains are likely to be completely inaccessible to the leaching solution. These grains would,
in reality, only be leached if additional pores or cracks were created. As is shown in Figures
8.0.5(a) and 8.0.5(b), the extraction of pyrite is lower than chalcopyrite, which is because
the lower dissolution rate of pyrite than chalcopyrite. Both the extraction of chalcopyrite
and pyrite are highest at the heap top and decrease from the top to the bottom, while the
extractions are extremely small near the two side walls due to the solution being almost
stagnant in those triangular zones. This is because the recants (Fe3+ and acid), bacteria
and heat are hardly transported into the triangular regions near the two walls for the whole
leaching period (Figures 8.0.6 to 8.0.8), and the heap temperature in those two regions is
153

always much colder than the middle rectangular region (Figures 8.0.7), which can result in
extremely slow reaction kinetics near the two heap walls. Most of the reactants are consumed
by the reactions in the middle rectangular region before they are dispersed to the two sides.
Figures 8.0.5(c) and 8.0.5(d) show that the copper concentration is highest in the two
triangular regions near the walls when the leaching ends. This reveals that copper ions
extracted in the earlier period , when the extraction rates were fast and the copper con-
centrations are high in the rectangular zone, are dispersed to the triangular regions by the
large concentration dierence, when the copper concentrations were signicantly lower in
the triangular zones. The two triangular regions act like `reservoirs' when the leaching rate
in the heap is fast, and the copper ions dispersed to these regions are trapped in both of the
dynamic and stagnant solution near the two walls, since the Darcy velocity is negligible in
those two regions Figure 8.0.2(b)). When the copper dissolution rates are decreased signi-
cantly, most of the copper ions extracted in the earlier period are transported to the leachate,
so the copper concentration in the middle rectangular region is decreased signicantly, and
the amount of mass left in the side triangular regions are higher. Then, the transport of the
copper ions in those regions is remarkably slow, since the rate at which the `reservoirs' release
the copper ions is mainly dependant on the slow dispersion by the concentration dierence
between the side triangular regions and the middle rectangular region. Thus, the existence
of the oblique slopes can cause a delay in the recovery of the extracted copper.
8.1 The Eect of The Heap Wall Slope
As is discussed above, due to the existence of the oblique walls, the rock near the walls
is hardly extracted, and some of the copper ions will be `stored' near the walls rather than
being delivered to the leachate. It is important to evaluate that the eect of the wall slope
on leaching. Two other simulations with walls slope of 30 and 60 are implemented, the
results when the leaching ends (on day 231) are shown in the following gures.
As is illustrated in Figures 8.1.1, the total liquid saturation near the two heap walls in-
creases with with increasing steepness of the slope. More dynamic liquid and less stagnant
154

liquid in the two triangular regions near the sides are present when the wall is steeper. It
can be observed that the heap with a 30 slope contains the most stagnant liquid as the
volume of the triangular regions are largest among the three dierent slope cases. While for
the heap with 60 slope, only the liquid near the two bottom tips are highly immobile since
the heap shape is closer to the natural spread angle of the liquid in this system.
(a) (b)
(c) (d)
(e) (f)
Figure 8.1.1: The liquid saturation inside the heap with 30 and 60 slope on Day 231.
The reactant concentrations for the three dierent slope cases distribute in the similar
prole from the top to the bottom when the leaching ended, for example Fe3+ concentra-
tions are highest near the heap top, but it is depleted quickly along the heap height (Figures
8.1.2(a) and 8.1.2(b)), and the pH is lowest when the fresh solution is supplied from the top
and the acidity is reduced vertically through the heap(Figures 8.1.2(c) and 8.1.2(d)), thus
155

(a) (b)
(c) (d)
(e) (f)
Figure 8.1.2: The dynamic Ferric concentrations, pH and liquid temperature inside the heap with
45 and 60 slope on Day 231.
indicating that changing the wall slope has little eect on the leach behaviour in the actively
owing central zone. However, as a result of the less stagnant and more dynamic liquid near
the wall of the steeper heap, more reactants can be transported to the two triangular zones
when increasing the wall slope. Especially when comparing the pH of 30 and 60 slope
models, it can be seen that the acid can be hardly distributed to the two sharp bottom tips
of the 30 model for the whole leaching period and the pH of the liquid in these corners
are near neutral. While in the model with 60 slope, the acids are transported to the two
corners, with the pH of the liquid in the two bottom tips being strongly acidic (around pH
of 4.5).
156

Since it is easier for the reactants access to the triangular regions of the heap with steeper
wall, the reactions in the regions around the two walls are promoted when increasing the
wall slope, as the results, more sulphide located in the triangular regions can be leached
(Figures 8.1.3(a) to 8.1.3(d)). Although the heap volume and total ore mass are kept the
same for the 30 , 45 and 60 slope models, the proportion of the volume in the triangu-
lar regions is more if the wall slope is shallower, more of the ore particles are within this
virtually unleached region and thus the overall extraction is lower. As a results, although
the vertical distributions through the middle rectangular region of either the chalcopyrite or
pyrite extraction are similar for the three slope cases, which is decreasing from the top to
(a) (b)
(c) (d)
(e) (f)
Figure 8.1.3: The chalcopyrite, pyrite extractions and dynamic copper concentrations inside the
heap with 45 and 60 slope on Day 231.
157
bottom, the dierent leachability of the triangular zones results in dierent total extractions
of the heap. The comparison of average total extraction of the whole heap are illustrated in
Figures 8.1.4, which shows that the total extractions for either the chalcopyrite and pyrite
are increasing with the increasing of the heap wall slope, although for the pyrite extraction
it is less noticeable as the dissolution rates of pyrite is highly dependent on the iron concen-
trations (Table 3.1 in Chapter 3), and the iron concentrations are depleted quickly and more
uniformly distributed throughout the whole heap when comparing with other species.
(a) (b)
Figure 8.1.4: The total extractions of chalcopyrite and pyrite of the heap with 45 and 60 slope.
By the end of leaching, the liquid temperature is more uniformly distributed in the heap
with 60 slope, with only the small tips of the two bottom corners remaining cold, while in
the case of 30 slope almost the entire triangular zones are unheated (Figures 8.1.2(e) and
8.1.2(f)). This is due to more reactions taking place near the walls in the steeper heap, and
also because the horizontal heat transfer is promoted by the more dynamic liquid ow. As
is illustrated in Figures 8.1.3(e) and 8.1.3(f), although less copper ions are trapped in the
whole triangular zones of the 60 model, the copper concentrations trapped in the two tips
of the bottom corners are very high, since these two tips are the only area that the liquid
is highly immobile thus the copper ions are concentrated in these small volumes. However,
since the liquid inside the whole triangular zones of the 30 case is highly immobile, the
trapped copper ions are more widely distributed in the triangular regions and thus at a
lower concentration, and they are hardly transported to the bottom tips due to the reduce-
ing concentration dierence towards the corner tips. Therefore, it indicates that the copper
158
ions are easier to transport to the leachate when increasing the wall slope since the volume
of the regions that can store the ions are reduced, and the liquid in most of the triangular
zones are more dynamic.
8.2 Conclusion
Three 2-D simulations of the trapezoid shape heap with three dierent wall slopes, which
are 30, 45 and 60, have been carried out. It was found that the oblique wall of the heap
can cause the liquid in triangular zones near the wall to be highly immobile, and thus the
vertical mass transport and heat transfer through these regions mainly depend on dispersion
rather than advection. This results in large `blank' zones near the wall to be unleached.
It was then found that by increasing the wall slope, that is making the heap shape closer
to a rectangle can promote the ow near the walls, and therefore more ore in the area of the
triangular zones can me extracted. It should be noted that in practice the slope of these walls
is limited by the stability or angle of repose of the packed particles of which the heap is com-
posed. It might therefore be worth investigating if the support measures that might required
to create steeper walls would be worth the economic benet of the additional copper recovery.
The investigations in this chapter showed that the mobile-immobile model works properly
to capture highly immobile zones near the triangular sides. The high immobile saturations
near the sides are found, which implicitly means that the axial dispersions near the sides
would deviate from those of a conventional ADE formulation signicantly. Therefore, the
investigations of the 2D heap scale modelling suggested that the mobile-immobile model
which can include the inhomogeneous distributions of immobile saturations and dispersions
would work better in predicting the leaching performance of a trapezoid heap.
159

Chapter 9
Conclusion and Future Work
The primary aim of this project was to develop a novel simulator and to use it to con-
duct computational modelling of mass transport and heat transfer phenomena in large scale
heap leaching. Fluidity, which is an open source simulator based on nite element and
control volume method was further developed to include the mobile-immobile model and
leaching chemical model for leaching simulation. Then mathematical formulations of our de-
veloped simulator is presented in Chapter 3, Darcy's law is applied to model the multiphase
ow inside the porous heap bed. To model the transport of the species inside heap, the
mobile-immobile model is employed instead of the conventional advection dispersion model
due to the presence of the stagnant liquid zones when the liquid is percolating through the
packed bed. Six main chemical reactions are considered for chalcopyrite leaching, which are
chalcopyrite dissolution, pyrite dissolution, oxidation of elemental sulphur, gangue mineral
dissolution, ferrous oxidation and jarosite precipitations. To include the bacterial eect, the
bio-leaching model which treats the bacterial activities as a catalytic eect on ferrous oxi-
dation is presented as an alternative to the traditional pure chemical ferrous oxidation. All
of the rate equations for these reactions are based on the previous literature.
The traditional methods in modelling mineral dissolutions of a porous ore are by the
shrinking core model (SCM), which normally classify the dissolution kinetics into three cat-
egories: chemical reaction control alone, diusion control alone and mixed control by both
reaction and diusion. However, by analysis of the base column leaching experiments in
Chapter 4, it was found that the the transition of the leaching mechanics from diusion
160

control to reaction control exists during leaching, and thus it might not be appropriate to
represent the dissolution kinetics by a xed SCM which is either reaction control or diusion
control. A newly developed semi-empirical model is then presented to be an alternative to
the traditional SCM. This model is more exible than the SCM approach of the diusion or
reaction control in ability to t with various dissolution kinetics proles, and dierent from
the mixed control type SCM approach, the new model does not need to over complicate the
mathematical formulation. The key assumption of this modelling approach is that the eect
of the bulk uid conditions (concentrations, temperatures, pH etc.) and the current state
of the particles (characterised by the current extent of extraction) on the leaching rate are
mathematically separable. It assumes that the non-linearities don't cause serious errors in
the separability. This separability assumption is validated in Chapter 5, with the maximum
error in the worst case being 5%, indicating that even if the leaching system is under mixed
control and highly non-linear, the error produced by making this assumption is still small.
The experimental conditions and data from experiments K1, K2 and K3 are also listed in
Chapter 4. The experiment K1 was used to calibrate the semi-empirical model in Chapter
5 and experiments K2 and K3 were used for validation of the numerical model. The exper-
imental errors in the extractions and solution concentrations were evaluated by analysing
the three repeat tests of K1. Then, to validate the numerical model, three 1D simulations
were implemented and compared with the laboratory results of K1, K2 and K3 separately
in Chapter 6. The results shows that the simulations can t the three experiments in a
satisfactory manner for both the extractions and solution concentrations, the simulations
and experiments were within the determined experimental uncertainty of one another. Also,
in Chapter 6, the solid-liquid heat transfer model was veried against the method of man-
ufactured solutions(MMS), and the mobile-immobile model is validated by the laboratory
tests. Separate convergence analyses were carried out for these two models, and he numer-
ical results converge to the analytical solutions or experimental results properly when the
temporal and spatial resolutions are rened. Thus, the new numerical models for leaching
are either validated or veried and can be used to implement various simulations.
The sensitivity analysis is necessary to evaluate the inuence of various factors on the
leaching system before an ecient heap can be designed. In Chapter 7, ve sets of 1D sim-
161

ulations were carried out to analyse the eects of bacterial activity, the form of the mass
transport model, solution temperature, Fe3+ concentrations and solution pH, and all of these
simulations are compared with a same base model. It is observed that the bacterial eect is
the most dominant eect among these 5 factors. The leaching rate can be improved signi-
cantly if the bacteria exist to play a catalyst role in ferrous oxidation. Due to the increased
production of Fe3+ by ferrous oxidation, the chalcopyrite extractions are increased by a large
amount, and the heap can be heated up signicantly by the large amount of heat released
by the increased ferrous oxidation rate and the net chalcopyrite dissolution rate. All of the
other 4 factors have minor eects on leaching if the bacterial eect is absent in the system,
and the nal copper extractions of the whole heap are little. Most of the Fe2+ in these 4
sets of models without bacteria just accumulated in the leachate without being converted to
Fe3+ , which indicates that the ferrous oxidation rate is a key factor in chalcopyrite leaching.
By comparing the leaching models with and without the eect of stagnant solutions, it
was found that the existence of stagnant zones can slightly slow the extraction rates, this is
caused by the temporal lag of the solution concentrations between the dynamic and stagnant
regions. The mass transfer between the mobile and immobile liquid can delay the solution
transport through the heap and thus lower the extraction rates. Except for the bacterial
eect, the increasing temperature can increase the leaching extractions most among the 4
factors, and raising the liquid temperature to as high as 50C can greatly improve the fer-
rous oxidation and thus promote the extraction rates. However, this improvement in Fe3+
generation is still tiny since the activation energy of ferrous oxidation is very high without
the bacterial catalyst, and the oxidation rates at a temperature of 50C still can not pro-
duce enough Fe3+ to signicantly improve copper extractions. The inuence of the Fe3+ and
solution pH are similar by doubling either the uid acidity or the Fe3+ concentrations of the
solutions applied from the top, the extractions can be improved to a similar extent.
Finally, the 2D simulations for the large scale leaching with a heap of trapezoid shape
are implemented in Chapter 8. To investigate the eect of the oblique walls on the leaching
performance, the leaching systems with three dierent wall slopes, 30, 45 and 60, are
evaluated. The applied liquid volumetric ow rate, the heap top area and the heap volume
are kept the same, and the applied simulation conditions and parameters are also kept the
162

same for these three models. It was then observed that the liquid inside the triangular re-
gions near the two oblique walls are highly immobile. This is because the liquid applied
from the heap top is mainly driven by gravity, while the horizontal spread of the liquid from
the middle rectangular region of the trapezoid heap to its triangle sides is mainly dependent
on the capillary actions of the porous bed, thus the saturation of the liquid near the two
walls is small. The reagents are mainly transported towards the walls by slower dispersion
rather than the faster advection. This results in negligible reactant concentrations within
the triangular regions so that large area near the walls remained unleached. Also, the tri-
angular region will act as a reservoir for some of the extracted copper ions. Those copper
ions are mainly dispersed to the immobile triangular zones via large concentration dierence
between the triangular zones and rectangular zone in the initial leaching period when the
dissolution rates are fast and copper concentrations inside the rectangular zone are large.
This can delay the gathering of the copper in the leachate since the releasing of copper ions
from those highly immobile regions is slow. By varying the walls slopes, it can be concluded
that the steeper the wall is, the more copper extraction can be achieved, that is the heap
performance is better if the trapezoid shape is closer to a rectangle and the volume of the
triangular zones are smaller.
9.1 Future Work
Most of the parameters and the rate equations used in the chemical models are from
literature which are not specically designed for leaching , so they might not be ideal for
application in leaching modelling since the conditions of the leaching system might dier sig-
nicantly from the conditions of the experiments used to obtain these parameters and rate
equations. Thus, it is desirable to calibrate the various reactions specically for the leaching
system. Also, the rate equations of jarosite precipitation, elemental sulphur oxidation, and
gangue mineral dissolution in our model are simply formulated to be linearly dependent on
the solution concentrations, which might be over simplied, thus more accurate formulations
are needed to optimize the numerical model.
One of the concerns in using the new semi-empirical model is that each calibration of
163

the model is only valid for a certain type of the ore with certain size. The curve of the
semi-empirical model represents the apparent kinetics of the dissolutions of the ores in the
base experiments used for calibrations, however, the apparent kinetics might vary largely if
the size and the type of the ore are changed. Since the distributions of mineral grain and
grade inside an ore fragment is dependent on the type of the ore, and the size and the shape
will also inuence the grain distributions and the leachablety of the ore, thus, it might be
erroneous to use only one calibrated semi-empirical curve to predict the real world leaching
which contains dierent ore fragment sizes throughout the heap. Therefore, it is desirable
to calibrate the semi-empirical model with dierent ore sizes, and even dierent ore types
if the investigations of the leaching performance with dierent ores are required. Then, for
each specic type of ore, a complete semi-empirical model with a catalogue of semi-empirical
curves for dierent ore sizes can be used in the real leaching system with the considerations
of the particle size distributions inside the heap.
Finally, when the chemical models are newly calibrated and also the semi-empirical model
is completed by calibration with dierent ore sizes, the optimisation of heap leaching system,
perfectly in 3D modelling, can be carried out. The extent to which each factor will inuence
heap leaching will be analysed in detail rather than the simple sensitivity analysis in this
thesis, and under the consideration of the industry issues, a practical optimised combination
of the parameters which can improve the leaching eciency could be determined. Ideally this
would be coupled within an economic model so that the costs and benets of each change
can be quantitatively assumed.
164

References
[1] Acero, P., Cama, J., and Ayora, C. Kinetics of chalcopyrite dissolution at ph 3.
European Journal of Mineralogy 19, 2 (2007), 173182.
[2] Adebayo, A., Ipinmoroti, K., and Ajayi, O. Dissolution kinetics of chalcopyrite
with hydrogen peroxide in sulphuric acid medium. Chemical and biochemical engineer-
ing quarterly 17, 3 (2003), 213218.
[3] Ahonen, L., and Tuovinen, O. H. Bacterial leaching of complex sulde ore samples
in bench-scale column reactors. Hydrometallurgy 37, 1 (1995), 121.
[4] Al-Dahhan, M. H., and Dudukovi¢, M. P. Catalyst wetting eciency in trickle-
bed reactors at high pressure. Chemical Engineering Science 50, 15 (1995), 23772389.
[5] AMCG. Fluidity Manual. Department of Earth Science and Engineering, South Kens-
ington Campus, Imperial College London, London, 2012.
[6] Andersson, C., Führer, C., and Åkesson, J. Assimulo: A unied framework for
ode solvers. Mathematics and Computers in Simulation 116 (2015), 2643.
[7] Antonijevi¢, M., and Bogdanovi¢, G. Investigation of the leaching of chalcopy-
ritic ore in acidic solutions. Hydrometallurgy 73, 3 (2004), 245256.
[8] Aydogan, S., Ucar, G., and Canbazoglu, M. Dissolution kinetics of chalcopyrite
in acidic potassium dichromate solution. Hydrometallurgy 81, 1 (2006), 4551.
[9] Bartlett, R. W. Simulation of ore heap leaching using deterministic models. Hy-
drometallurgy 29, 1 (1992), 231260.
[10] Bartlett, R. W. Solution mining: Leaching and uid recovery of materials. Psy-
chology Press, 1998.
165

[11] Bartlett, R. W. Solution mining: Leaching and uid recovery of materials. Psy-
chology Press, 1998.
[12] Baur, J., Gibbs, H., and Wadsworth, M. Initial-stage sulric acid leaching
kinetics of chalcopyrite using radiochemical techniques. united states bureau of mines.
Report of Investigations USBM RI 7823 (1974).
[13] Bear, J. Dynamics of uids in porous media. Dover Civil and Mechanical Engineering
Series. DOVER PUBN Incorporated, 1972.
[14] Beckstead, L., Munoz, P., Sepulveda, J., Herbst, J., Miller, J., Olson, F.,
and Wadsworth, M. Acid ferric sulphate leaching of attritor-ground chalcopynte
concentrates. In Intern. Symp. On Copper Extraction and Rening, Las Vegas, Nevada
(1976), vol. 11, pp. 611633.
[15] Bennett, C., McBride, D., Cross, M., and Gebhardt, J. A comprehensive
model for copper sulphide heap leaching: Part 1 basic formulation and validation
through column test simulation. Hydrometallurgy 127 (2012), 150161.
[16] Bennett, C., McBride, D., Cross, M., Gebhardt, J., and Taylor, D. Sim-
ulation technology to support base metal ore heap leaching. Mineral Processing and
Extractive Metallurgy 115, 1 (2006), 4148.
[17] Boon, M., and Heijnen, J. Mechanisms and rate limiting steps in bioleaching of
sphalerite, chalcopyrite and pyrite with thiobacillus ferrooxidans. Biohydrometallurgi-
cal Technologies 1 (1993), 1993217.
[18] Bouffard, S. C. Application of the heapsim model to the heap bioleaching of the
pueblo viejo ore deposit. Hydrometallurgy 93, 3 (2008), 116123.
[19] Bouffard, S. C., and Dixon, D. G. Investigative study into the hydrodynamics
of heap leaching processes. Metallurgical and Materials Transactions B 32, 5 (2001),
763776.
[20] Bouffard, S. C., and Dixon, D. G. Modeling pyrite bioleaching in isothermal test
columns with the heapsim model. Hydrometallurgy 95, 3 (2009), 215226.
166

[21] Brandl, H., Rehm, H., and Reed, G. Biotechnology, special processes. Wiley-
VCH, Weinheim 10 (2001), 191.
[22] Braun, R. L., Lewis, A. E., and Wadsworth, M. E. In-place leaching of primary
sulde ores: Laboratory leaching data and kinetics model. Metallurgical Transactions
5, 8 (1974), 17171726.
[23] Brittan, M. Variable activation energy model for leaching kinetics. International
Journal of Mineral Processing 2, 4 (1975), 321 331.
[24] Brooks, R. H., and Corey, A. T. Hydraulic properties of porous media. Hydrology
Papers, Colorado State University, March (1964).
[25] Buckley, A. N., and Woods, R. An x-ray photoelectron spectroscopic study of the
oxidation of chalcopyrite. Australian Journal of Chemistry 37, 12 (1984), 24032413.
[26] Cemi£, L., and Kleppa, O. High temperature calorimetry of sulde systems. Physics
and chemistry of minerals 16, 2 (1988), 172179.
[27] Chae, D., and Wadsworth, M. In situ recovery of minerals. Engineering Founda-
tion, New York, NY (1989), 121.
[28] Córdoba, E. Nuevas evidencias sobre los mecanismos de lixiviación química y biológ-
ica de la calcopirita. PhD thesis, PhD Thesis. Universidad Complutense de Madrid,
2005.
[29] Córdoba, E., Muñoz, J., Blázquez, M., González, F., and Ballester, A.
Leaching of chalcopyrite with ferric ion. part i: General aspects. Hydrometallurgy 93,
3 (2008), 8187.
[30] Córdoba, E., Muñoz, J., Blázquez, M., González, F., and Ballester, A.
Leaching of chalcopyrite with ferric ion. part II: Eect of redox potential. Hydromet-
allurgy 93, 3 (2008), 8896.
[31] Corey, A. T. The interrelation between gas and oil relative permeabilities. Producers
monthly 19, 1 (1954), 3841.
167

[32] Cross, M., Bennett, C., Croft, T., McBride, D., and Gebhardt, J. Com-
putational modeling of reactive multi-phase ows in porous media: Applications to
metals extraction and environmental recovery processes. Minerals Engineering 19, 10
(2006), 10981108.
[33] de Andrade Lima, L. A mathematical model for isothermal heap and column
leaching. Brazilian Journal of Chemical Engineering 21, 3 (2004), 435447.
[34] de Andrade Lima, L. Liquid axial dispersion and holdup in column leaching. Min-
erals engineering 19, 1 (2006), 3747.
[35] de Andrade Lima, L. Liquid axial dispersion and holdup in column leaching. Min-
erals Engineering 19, 1 (2006), 3747.
[36] Decker, D., and Tyler, S. Evaluation of ow and solute transport parameters for
heap leach recovery materials. Journal of Environmental Quality 28, 2 (1999), 543555.
cited By 19.
[37] Deveci, H. Eect of particle size and shape of solids on the viability of acidophilic
bacteria during mixing in stirred tank reactors. Hydrometallurgy 71, 3 (2004), 385396.
[38] Dixon, D., and Hendrix, J. A general model for leaching of one or more solid
reactants from porous ore particles. Metallurgical Transactions B 24, 1 (1993), 157
169.
[39] Dixon, D., and Petersen, J. Comprehensive modelling study of chalcocite column
and heap bioleaching. In Copper (2003), vol. 6, pp. 493516.
[40] Dixon, D. G. Analysis of heat conservation during copper sulphide heap leaching.
Hydrometallurgy 58, 1 (2000), 2741.
[41] Dixon, D. G., and Hendrix, J. L. A mathematical model for heap leaching of one
or more solid reactants from porous ore pellets. Metallurgical Transactions B 24, 6
(1993), 10871102.
[42] Dreisinger, D., and Abed, N. A fundamental study of the reductive leaching of
chalcopyrite using metallic iron part I: kinetic analysis. Hydrometallurgy 66, 1 (2002),
3757.
168

[43] Dullien, F. A. Porous media: uid transport and pore structure. Academic press,
2012.
[44] DUTIZAC, J., MAC, D., and Ingraham, T. The kinetics of dissolution of synthetic
chalcopyrite in aqueous acidic ferric sulfate solutions. TRANS MET SOC AIME 245,
5 (1969), 955959.
[45] Dutrizac, J. The dissolution of chalcopyrite in ferric sulfate and ferric chloride media.
Metallurgical and Materials Transactions B 12, 2 (1981), 371378.
[46] Dutrizac, J. Elemental sulphur formation during the ferric sulphate leaching of
chalcopyrite. Canadian Metallurgical Quarterly 28, 4 (1989), 337344.
[47] Dwivedy, K., and Mathur, A. Bioleachingâour experience. Hydrometallurgy
38, 1 (1995), 99109.
[48] Ferrier, R. J., Cai, L., Lin, Q., Gorman, G. J., and Neethling, S. J. Models
for apparent reaction kinetics in heap leaching: A new semi-empirical approach and
its comparison to shrinking core and other particle-scale models. Hydrometallurgy 166
(2016), 2233.
[49] Flury, M., and Gimmi, T. F. 6.2 solute diusion. Methods of Soil Analysis: Part
4 Physical Methods, methodsofsoilan4 (2002), 13231351.
[50] Fogler, H., and Brown, L. Distributions of residence times for chemical reactors.
Elements of Chemical Reaction Engineering (1992), 708758.
[51] Fu, K.-b., Lin, H., Mo, X.-l., Wang, H., Wen, H.-w., and Wen, Z.-l. Compar-
ative study on the passivation layers of copper sulphide minerals during bioleaching.
International Journal of Minerals, Metallurgy, and Materials 19, 10 (2012), 886892.
[52] Gao, H., Sohn, H., and Wadsworth, M. A mathematical model for the solution
mining of primary copper ore: Part i. leaching by oxygen-saturated solution containing
no gas bubbles. Metallurgical Transactions B 14, 4 (1983), 541551.
[53] Gao, H., Sohn, H., and Wadsworth, M. A mathematical model for the solution
mining of primary copper ore: Part ii. leaching by solution containing oxygen bubbles.
Metallurgical Transactions B 14, 4 (1983), 553558.
169

[54] Garcia, X., Akanji, L. T., Blunt, M. J., Matthai, S. K., and Latham, J. P.
Numerical study of the eects of particle shape and polydispersity on permeability.
Phys. Rev. E 80 (Aug 2009), 021304.
[55] Gbor, P. K., and Jia, C. Q. Critical evaluation of coupling particle size distribution
with the shrinking core model. Chemical Engineering Science 59, 10 (2004), 19791987.
[56] Gbor, P. K., and Jia, C. Q. Critical evaluation of coupling particle size distribution
with the shrinking core model. Chemical Engineering Science 59, 10 (2004), 19791987.
[57] Ghorbani, Y., Becker, M., Mainza, A., Franzidis, J.-P., and Petersen, J.
Large particle eects in chemical/biochemical heap leach processes-A review. Minerals
Engineering 24, 11 (2011), 1172 1184. Special Issue : Bio and Hydrometallurgy.
[58] Hackl, R., Dreisinger, D., Peters, E., and King, J. Passivation of chalcopyrite
during oxidative leaching in sulfate media. Hydrometallurgy 39, 1 (1995), 2548.
[59] Harmer, S. L., Thomas, J. E., Fornasiero, D., and Gerson, A. R. The evolu-
tion of surface layers formed during chalcopyrite leaching. Geochimica et Cosmochimica
Acta 70, 17 (2006), 43924402.
[60] Harneit, K., Göksel, A., Kock, D., Klock, J.-H., Gehrke, T., and Sand,
W. Adhesion to metal sulde surfaces by cells of acidithiobacillus ferrooxidans,
acidithiobacillus thiooxidans and leptospirillum ferrooxidans. Hydrometallurgy 83, 1
(2006), 245254.
[61] Herbst, J. A. Rate processes in multiparticle metallurgical systems. In Rate processes
of extractive metallurgy. Springer, 1979, pp. 53112.
[62] Herbst, J. A. Rate processes in multiparticle metallurgical systems. In Rate processes
of extractive metallurgy. Springer, 1979, pp. 53112.
[63] Herrera, M. N., Wiertz, J. V., Ruiz, P., Neuburg, H. J., and Badilla-
Ohlbaum, R. A phenomenological model of the bioleaching of complex sulde ores.
Hydrometallurgy 22, 1 (1989), 193 206.
[64] Hirato, T., Majima, H., and Awakura, Y. The leaching of chalcopyrite with
ferric sulfate. Metallurgical Transactions B 18, 3 (1987), 489496.
170

[65] Hiroyoshi, N., Kuroiwa, S., Miki, H., Tsunekawa, M., and Hirajima, T. Syn-
ergistic eect of cupric and ferrous ions on active-passive behavior in anodic dissolution
of chalcopyrite in sulfuric acid solutions. Hydrometallurgy 74, 1 (2004), 103116.
[66] Hiroyoshi, N., Miki, H., Hirajima, T., and Tsunekawa, M. Enhancement of
chalcopyrite leaching by ferrous ions in acidic ferric sulfate solutions. Hydrometallurgy
60, 3 (2001), 185197.
[67] Hiroyoshi, N., Tsunekawa, M., Okamoto, H., Nakayama, R., and Kuroiwa,
S. Improved chalcopyrite leaching through optimization of redox potential. Canadian
Metallurgical Quarterly (2013).
[68] Howard, D., and Crundwell, F. A kinetic study of the leaching of chalcopyrite
with sulfolobus metallicus. Process Metallurgy 9 (1999), 209217.
[69] Hsu, P., and Murr, L. A simple kinetic model for sulfuric acid leaching of copper
from chrysocolla. Metallurgical Transactions B 6, 3 (1975), 435440.
[70] Ilankoon, I., Cole, K., and Neethling, S. Measuring hydrodynamic dispersion
coecients in unsaturated packed beds: Comparison of PEPT with conventional tracer
tests. Chemical Engineering Science 89, 0 (2013), 152 157.
[71] Iliuta, I., Thyrion, F., and Muntean, O. Axial dispersion of liquid in gas-liquid
cocurrent downow and upow xed-bed reactors with porous particles. Chemical
Engineering Research and Design 76, 1 (1998), 6472.
[72] Jones, D., and Peters, E. Leaching of chalcopyrite with ferric sulfate and ferric
chloride. Extractive Metallurgy of Copper. 2 (1976).
[73] Jones, E., Oliphant, T., Peterson, P., et al. SciPy: Open source scientic
tools for Python, 2001. [Online; accessed 2016-09-16].
[74] Kametani, H., and Aoki, A. Eect of suspension potential on the oxidation rate
of copper concentrate in a sulfuric acid solution. Metallurgical Transactions B 16, 4
(1985), 695705.
[75] Kaplun, K., Li, J., Kawashima, N., and Gerson, A. Cu and fe chalcopyrite
leach activation energies and the eect of added fe 3+. Geochimica et Cosmochimica
Acta 75, 20 (2011), 58655878.
171

[76] Kimball, B. E., Rimstidt, J. D., and Brantley, S. L. Chalcopyrite dissolution
rate laws. Applied Geochemistry 25, 7 (2010), 972983.
[77] Kirjavainen, V., and Heiskanen, K. Some factors that aect beneciation of
sulphide nickelcopper ores. Minerals Engineering 20, 7 (2007), 629633.
[78] Klauber, C. A critical review of the surface chemistry of acidic ferric sulphate
dissolution of chalcopyrite with regards to hindered dissolution. International Journal
of Mineral Processing 86, 1 (2008), 117.
[79] Klauber, C., Parker, A., van Bronswijk, W., and Watling, H. Sulphur
speciation of leached chalcopyrite surfaces as determined by x-ray photoelectron spec-
troscopy. International Journal of Mineral Processing 62, 1 (2001), 6594.
[80] Koleini, S. J., Aghazadeh, V., and Sandström, Å. Acidic sulphate leaching
of chalcopyrite concentrates in presence of pyrite. Minerals Engineering 24, 5 (2011),
381386.
[81] Kougianos, A., van Bronswijk, W., Klauber, C., et al. Characterisation of
metal polysulphides. Chemeca 2000: Opportunities and Challenges for the Resource
and Processing Industries (2000), 80.
[82] Kuwahara, F., Shirota, M., and Nakayama, A. A numerical study of interfacial
convective heat transfer coecient in two-energy equation model for convection in
porous media. International journal of heat and mass transfer 44, 6 (2001), 1153
1159.
[83] Lakatos, B., and Blickle, T. Eect of particle size distribution on liquidâsolid
reaction kinetics in solutions. Acta Chimica Hungarica 127, 2 (1990), 395405.
[84] Lara, R. H., Vazquez-Arenas, J., Ramos-Sanchez, G., Galvan, M., and
Lartundo-Rojas, L. Experimental and theoretical analysis accounting for dier-
ences of pyrite and chalcopyrite oxidative behaviors for prospective environmental and
bioleaching applications. The Journal of Physical Chemistry C 119, 32 (2015), 18364
18379.
172

[85] Leahy, M., Davidson, M., and Schwarz, M. A model for heap bioleaching of
chalcocite with heat balance: mesophiles and moderate thermophiles. Hydrometallurgy
85, 1 (2007), 2441.
[86] Leahy, M. J. Temperature and air ow eects in the modelling of bacteria in heap
bioleaching of chalcocite. PhD thesis, 2006.
[87] Leahy, M. J., and Schwarz, M. P. Modelling jarosite precipitation in isothermal
chalcopyrite bioleaching columns. Hydrometallurgy 98, 1 (2009), 181191.
[88] LeBlanc, S., and Fogler, H. Population balance modeling of the dissolution of
polydisperse solids: rate limiting regimes. AIChE journal 33, 1 (1987), 5463.
[89] Levenspiel, O. Chemical reaction engineering (3rd edition). TY: GEN.
[90] Li, Y., Kawashima, N., Li, J., Chandra, A., and Gerson, A. A review of the
structure, and fundamental mechanisms and kinetics of the leaching of chalcopyrite.
Advances in colloid and interface science 197 (2013), 132.
[91] Liddell, K. C. Shrinking core models in hydrometallurgy: what students are not
being told about the pseudo-steady approximation. Hydrometallurgy 79, 1 (2005),
6268.
[92] Lin, Q. Use of X-ray Computed Microtomography to Measure the Leaching Behaviour
of Metal Sulphide Ores. Published PhD thesis. Imperial College London, 2015.
[93] Lin, Q., Neethling, S., Courtois, L., Dobson, K., and Lee, P. Multi-scale
quantication of leaching performance using x-ray tomography. Hydrometallurgy 164
(2016), 265277.
[94] Linge, H. Reactivity comparison of australian chalcopyrite concentrates in acidied
ferric solution. Hydrometallurgy 2, 3 (1977), 219233.
[95] Liu, H.-c., Xia, J.-l., and Nie, Z.-y. Relatedness of cu and fe speciation to chal-
copyrite bioleaching by acidithiobacillus ferrooxidans. Hydrometallurgy 156 (2015),
4046.
[96] Lowson, R. T. Aqueous oxidation of pyrite by molecular oxygen. Chemical Reviews
82, 5 (1982), 461497.
173

[97] Madsen, B., GROVES, R., and WADSWORTH, M. Application of a mixed
kinetics model to the leaching of low grade copper sulde ores. Trans. Soc. Min. Eng.
AIME 258, 1 (1975), 6974.
[98] Madsen, B., Wadsworth, M., and of Mines, U. S. B. A mixed kinetics dump
leaching model for ores containing a variety of copper sulde minerals. Report of
investigations. U.S. Dept. of the Interior, Bureau of Mines, 1981.
[99] Malik, A., Dastidar, M. G., and Roychoudhury, P. Factors limiting bacte-
rial iron oxidation in biodesulphurization system. International Journal of Mineral
Processing 73, 1 (2004), 1321.
[100] Masterton, W., and Hurley, C. Chemistry: principles and reactions. Cengage
Learning, 2015.
[101] Mateos, F. B., Pérez, I. P., and Mora, F. C. The passivation of chalcopyrite
subjected to ferric sulfate leaching and its reactivation with metal suldes. Hydromet-
allurgy 19, 2 (1987), 159167.
[102] Mazuelos, A., Palencia, I., Romero, R., Rodriguez, G., and Carranza, F.
Ferric iron production in packed bed bioreactors: inuence of ph, temperature, particle
size, bacterial support material and type of air distributor. Minerals Engineering 14,
5 (2001), 507514.
[103] McBride, D., Croft, T., Cross, M., Bennett, C., and Gebhardt, J. Op-
timization of a cfdheap leach model and sensitivity analysis of process operation.
Minerals Engineering 63 (2014), 5764.
[104] Meruane, G., and Vargas, T. Bacterial oxidation of ferrous iron by acidithiobacil-
lus ferrooxidans in the ph range 2.57.0. Hydrometallurgy 71, 1 (2003), 149158.
[105] Mikhlin, Y. L., Tomashevich, Y. V., Asanov, I. P., Okotrub, A. V., Varnek,
V. A., and Vyalikh, D. V. Spectroscopic and electrochemical characterization of
the surface layers of chalcopyrite (cufes 2) reacted in acidic solutions. Applied Surface
Science 225, 1 (2004), 395409.
[106] Miller, G. Ore geotechnical eects on copper heap leach kinetics. Young, CA, et
al.(Ed.), Hydrometallurgy (2003), 329342.
174

[107] Mostaghimi, P., Tollit, B. S., Neethling, S. J., Gorman, G. J., and Pain,
C. C. A control volume nite element method for adaptive mesh simulation of ow in
heap leaching. Journal of Engineering Mathematics 87, 1 (2014), 111121.
[108] Munoz, P., Miller, J. D., and Wadsworth, M. E. Reaction mechanism for the
acid ferric sulfate leaching of chalcopyrite. Metallurgical Transactions B 10, 2 (1979),
149158.
[109] Neuburg, H. J., Castillo, J. A., Herrera, M. N., Wiertz, J. V., Vargas,
T., and Badilla-Ohlbaum, R. A model for the bacterial leaching of copper sulde
ores in pilot-scale columns. International Journal of Mineral Processing 31, 3 (1991),
247 264.
[110] Nicol, M., Miki, H., and Velásquez-Yévenes, L. The dissolution of chalcopyrite
in chloride solutions: Part 3. mechanisms. Hydrometallurgy 103, 1 (2010), 8695.
[111] Ogbonna, N., Petersen, J., and Dixon, D. G. Heapsimunravelling the mathe-
matics of heap bioleaching. In Computational analysis in hydrometallurgy, 35th annual
hydrometallurgy meeting. CIM-MetSoc, Montreal (2005), pp. 225240.
[112] Olubambi, P., Ndlovu, S., Potgieter, J., and Borode, J. Eects of ore min-
eralogy on the microbial leaching of low grade complex sulphide ores. Hydrometallurgy
86, 1 (2007), 96104.
[113] Padilla, G. A., Cisternas, L. A., and Cueto, J. Y. On the optimization of
heap leaching. Minerals Engineering 21, 9 (2008), 673678.
[114] Padilla, R., Pavez, P., and Ruiz, M. Kinetics of copper dissolution from suldized
chalcopyrite at high pressures in h 2 so 4o 2. Hydrometallurgy 91, 1 (2008), 113120.
[115] Papanastassiou, D., and Bitsianes, G. Modelling of heterogeneous gas-solid
reactions. Metallurgical Transactions 4, 2 (1973), 477486.
[116] Park, J., and Levenspiel, O. The crackling core model for the reaction of solid
particles. Chemical Engineering Science 30, 10 (1975), 12071214.
[117] Parker, A., Klauber, C., Kougianos, A., Watling, H., and Van Bronswijk,
W. An x-ray photoelectron spectroscopy study of the mechanism of oxidative dissolu-
tion of chalcopyrite. Hydrometallurgy 71, 1 (2003), 265276.
175

[118] Parker, A., Paul, R., and Power, G. Electrochemistry of the oxidative leaching
of copper from chalcopyrite. Journal of Electroanalytical Chemistry and Interfacial
Electrochemistry 118 (1981), 305316.
[119] Patankar, S. Numerical heat transfer and uid ow. CRC press, 1980.
[120] Paul, B. C., Sohn, H., and Mccarter, M. K. Model for ferric sulfate leaching of
copper ores containing a variety of sulde minerals: Part i. modeling uniform size ore
fragments. Metallurgical Transactions B 23, 5 (1992), 537548.
[121] Peiró, J., and Sherwin, S. Finite dierence, nite element and nite volume
methods for partial dierential equations. In Handbook of materials modeling. Springer,
2005, pp. 24152446.
[122] Petersen, J. Modelling of bioleach processes: Connection between science and en-
gineering. Hydrometallurgy 104, 3â4 (2010), 404 409. <ce:title>18th Interna-
tional Biohydrometallurgy Symposium, IBS2009, Bariloche-Argentina, 13-17 Septem-
ber 2009</ce:title>.
[123] Petersen, J., and Dixon, D. Systematic modelling of heap leach processes for opti-
misation and design. In EPD Congress 2002 and Fundamentals of Advanced Materials
for Energy Conversion as Held at the 2002 TMS Annual Meeting (2002), pp. 757771.
[124] Petersen, J., and Dixon, D. Modelling zinc heap bioleaching. Hydrometallurgy
85, 2â4 (2007), 127 143.
[125] Petersen, J., and Dixon, D. G. Modeling and optimization of heap bioleach
processes. In Biomining. Springer, 2007, pp. 153176.
[126] Pradhan, N., Nathsarma, K., Rao, K. S., Sukla, L., and Mishra, B. Heap
bioleaching of chalcopyrite: a review. Minerals Engineering 21, 5 (2008), 355365.
[127] Prasad, S., and Pandey, B. Alternative processes for treatment of chalcopyrite-a
review. Minerals Engineering 11, 8 (1998), 763781.
[128] Putnis, A. An Introduction to Mineral Sciences. Cambridge University Press, 1992.
[129] Roache, P. J. Code verication by the method of manufactured solutions. Journal
of Fluids Engineering 124, 1 (2002), 410.
176

[130] Rossi, G. Biohydrometallurgy. McGraw-Hill, 1990.
[131] Sanchez-Chacon, A., and Lapidus, G. Model for heap leaching of gold ores by
cyanidation. Hydrometallurgy 44, 1 (1997), 120.
[132] Sandström, Å., and Petersson, S. Bioleaching of a complex sulphide ore with
moderate thermophilic and extreme thermophilic microorganisms. Hydrometallurgy
46, 1 (1997), 181190.
[133] Sandström, Å., Shchukarev, A., and Paul, J. Xps characterisation of chalcopy-
rite chemically and bio-leached at high and low redox potential. Minerals Engineering
18, 5 (2005), 505515.
[134] Scanlon, B. R., Nicot, J. P., and Massmann, J. W. Soil gas movement in
unsaturated systems. Handbook of soil science (2000), A277A319.
[135] Senanayake, G. A review of chloride assisted copper sulde leaching by oxygenated
sulfuric acid and mechanistic considerations. Hydrometallurgy 98, 1 (2009), 2132.
[136] Sidborn, M., Casas, J., Martnez, J., and Moreno, L. Two-dimensional dy-
namic model of a copper sulphide ore bed. Hydrometallurgy 71, 1 (2003), 6774.
[137] Smith, J. M. Chemical engineering kinetics. McGraw-Hill, 1981.
[138] Sohn, H., and Szekely, J. A structural model for gas-solid reactions with a moving
boundary-III: A general dimensionless representation of the irreversible reaction be-
tween a porous solid and a reactant gas. Chemical Engineering Science 27, 4 (1972),
763778.
[139] Soki¢, M. D., Markovi¢, B., and ivkovi¢, D. Kinetics of chalcopyrite leaching
by sodium nitrate in sulphuric acid. Hydrometallurgy 95, 3 (2009), 273279.
[140] Strömberg, B., and Banwart, S. A. Experimental study of acidity-consuming
processes in mining waste rock: some inuences of mineralogy and particle size. Applied
Geochemistry 14, 1 (1999), 116.
[141] Szekely, J. Gas-solid reactions. Elsevier, 2012.
177

[142] Szekely, J., and Themelis, N. J. Rate phenomena in process metallurgy. John
wiley & Sons Inc., New York, (1971).
[143] Third, K., Cord-Ruwisch, R., and Watling, H. The role of iron-oxidizing
bacteria in stimulation or inhibition of chalcopyrite bioleaching. Hydrometallurgy 57,
3 (2000), 225233.
[144] Tromans, D. Oxygen solubility modeling in inorganic solutions: concentration, tem-
perature and pressure eects. Hydrometallurgy 50, 3 (1998), 279296.
[145] Vafai, K., and Sozen, M. Analysis of energy and momentum transport for uid
ow through a porous bed. Journal of Heat Transfer 112, 3 (1990), 690699.
[146] Van Swaaij, W., Charpentier, J., and Villermaux, J. Residence time distri-
bution in the liquid phase of trickle ow in packed columns. Chemical Engineering
Science 24, 7 (1969), 10831095.
[147] Veglio, F., Trifoni, M., Pagnanelli, F., and Toro, L. Shrinking core model
with variable activation energy: a kinetic model of manganiferous ore leaching with
sulphuric acid and lactose. Hydrometallurgy 60, 2 (2001), 167179.
[148] Villanueva, I., Heresi, N., Henriquez, P., and Vega, P. Tracer techniques
in the study of ow patterns in leaching tanks. International Journal of Radiation
Applications and Instrumentation. Part 41, 10-11 (1990), 11591163. cited By 2.
[149] Wadsworth, M. Rate processes in hydrometallurgy. In 2nd Tutorial Symposium on
Extractive Met., University of Utah (1972).
[150] Wagman, D. D., Evans, W. H., Parker, V. B., Schumm, R. H., and Halow,
I. The nbs tables of chemical thermodynamic properties. selected values for inorganic
and c1 and c2 organic substances in si units. Tech. rep., DTIC Document, 1982.
[151] Wakao, N., and Kagei, S. Heat and mass transfer in packed beds, vol. 1. Taylor &
Francis, 1982.
[152] Watling, H. The bioleaching of sulphide minerals with emphasis on copper sulphides-
A review. Hydrometallurgy 84, 1 (2006), 81108.
178

[153] Wen, C. Noncatalytic heterogeneous solid-uid reaction models. Industrial & Engi-
neering Chemistry 60, 9 (1968), 3454.
[154] Williamson, M. A., and Rimstidt, J. D. The kinetics and electrochemical rate-
determining step of aqueous pyrite oxidation. Geochimica et Cosmochimica Acta 58,
24 (1994), 54435454.
[155] Yagi, S., and Kunii, D. 5th symposium (international) on combustion. Reinhold,
New York (1955), 231.
[156] Yahya, A., and Johnson, D. Bioleaching of pyrite at low ph and low redox poten-
tials by novel mesophilic gram-positive bacteria. Hydrometallurgy 63, 2 (2002), 181
188.
[157] Yang, Y., Liu, W., and Chen, M. A copper and iron k-edge xanes study on
chalcopyrite leached by mesophiles and moderate thermophiles. Minerals Engineering
48 (2013), 3135.
[158] Yang, Y., Liu, W., and Chen, M. Xanes and xrd study of the eect of ferrous and
ferric ions on chalcopyrite bioleaching at 30° c and 48° c. Minerals Engineering 70
(2015), 99108.
[159] Yu, R.-L., Tan, J.-X., Peng, Y., Jing, S., Ouyang, X.-J., and Dai, Y.-J. Eps-
contact-leaching mechanism of chalcopyrite concentrates by a. ferrooxidans. Transac-
tions of Nonferrous Metals Society of China 18, 6 (2008), 14271432.
179

Appendix A
Experimental Data
The calculated extraction of chalcopyrite and pyrite from experiment K1 are illustrated
in Figure A.0.1:
(a) Average extraction of copper in the column (b) Average extraction of pyrite in the column
Figure A.0.1: The calculated extraction of chalcopyrite and pyrite of column experiment K1 from
experimental data.
The data from the repeated experiments for K1 from Lin(2015) [92] are listed in Figures
A.0.2:
180

(a) Average extraction of copper in
the column
(b) Copper concentration in the
leachate form the column bottom
(c) The redox potential of the
leachate form the bottom of the col-
umn
(d) The concentration of iron in the
leachate form the bottom of the col-
umn
(e) pH of the leachate from the bot-
tom of the column
Figure A.0.2: The experimental data of the repeated experiments of K1
181