ceng 5760 advanced physico-chemical treatment …kexhu.people.ust.hk/ceng576/576-01.pdf · ceng...
TRANSCRIPT
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
1
CENG 5760 Advanced Physico-Chemical
Treatment Processes
Instructor: Professor Xijun Hu (Tel: 2358 7134)
Room 5579; Email: [email protected]
www page: http://ihome.ust.hk/~kexhu
Course Objectives:
to understand various waste treatment technologies at an
advanced level.
to enable students to be able to design suitable waste treatment
processes for selected pollution problems
References:
R.E. Hayes and S.T. Kolaczkowski, “Introduction to Catalytic
Combustion”, Gordon and Breach Science Publishers, 1997.
B.K. Hodnett, “Heterogeneous Catalytic Oxidation”, John Wiley
& Sons, 2000.
V.F. Kiselev and O.V. Krylov, “Adsorption and Catalysis on
Transition Metals and Their Oxides”, Springer-Verlag, 1989.
C.J. Geankoplis, “Transport Processes and Unit Operations”,
3rd ed., Prentice Hall, Englewood Cliffs, New Jersey, 1993.
Assessments: Assignments: 20%
Mid-semester test: 40%
Final Exam: 40%

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
2
What to do if you have questions/problems:
Email me: [email protected]
Visit me at my office: Room 5579
Encourages:
Ask & answer questions in the class
Discuss the course materials & homework after class
Preview the course materials before the class
Disciplines:
Turn off all mobile phones in the class
No talks between students in the class
Do not copy other‟s homework (both people copied &
being copied will be penalized)
Do not cheat in the examinations

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
3
Lecture Outlines
Week Contents
1 Introduction
1-5 Advanced Combustion
6-7 Wet air Oxidation
8 Midterm examination (21 March) 10-11 Membrane separation 12 Advanced Oxidation 14 Final examination (9 May)

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
4
Why advanced physio-chemical treatments are needed?
The need for finding solutions to environmental problems in
Hong Kong and its region is more urgent than ever. The
problems are of increasing concern to the Hong Kong SAR
Government, the health authorities and the public. This is
true with both the aquatic and the atmospheric environments.
Conventional remediation technologies do not provide all the
solutions, particularly with regard to problems that are
regional in nature. Innovative technologies to be studied in
this course have the potential to provide supplementary
solutions.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
5
Air Pollutants
Aerosols
Two types of aerosols: volcanoic aerosols, a short-lived spurt in ozone depletion, ↑Cl effectiveness; propellants from pressurized container
Asbestos
Fibrous, heat resistant, ↑ airborne concentration when demolition, repair….
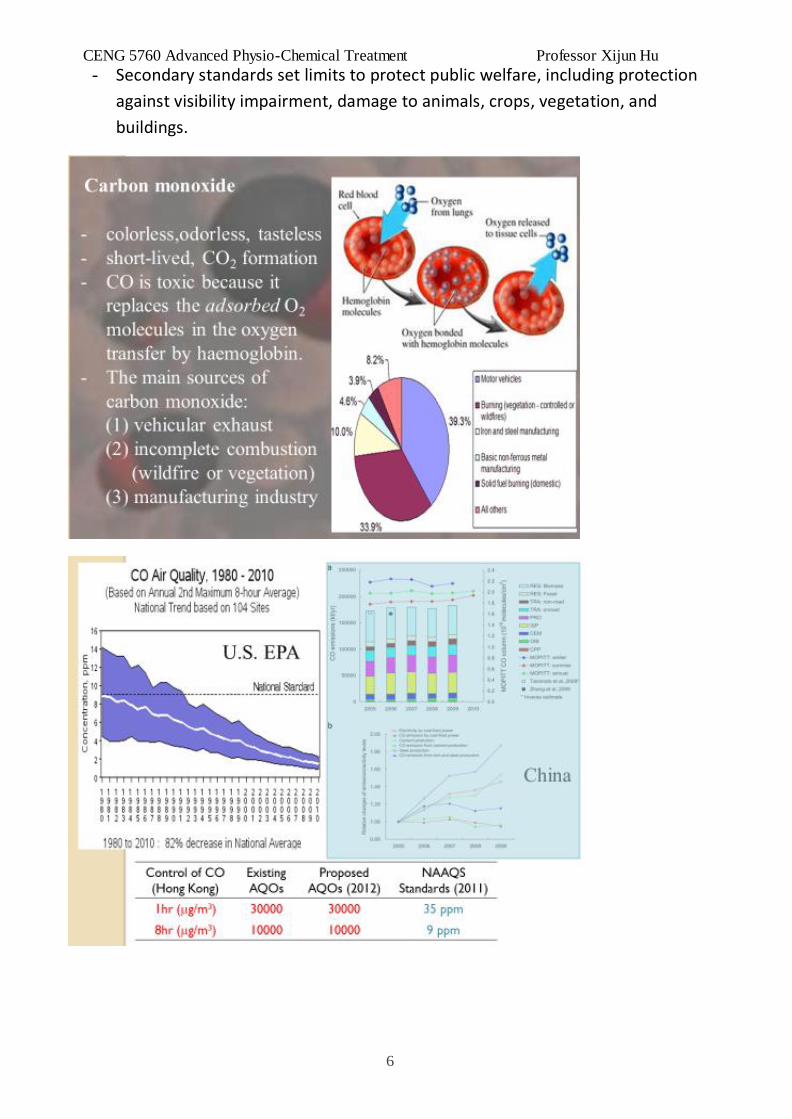
Carbon Monoxide (CO)
Highly toxic, replace oxygen adsorption sites in red blood cells.
Chloroflurocarbons (CFCs); Hydrochloroflurocarbons (HCFCs)
As refrigerants; Ozone-depleting substance, effects measured by ozone depletion potential (typically ranged 0.01-10), CFCs and HCFCs are around 0.01-1.0; halons is up to 10
Ozone (ground level, O3) Upper ozone (protection) and lower ozone (smog), “Good up high, bad nearby”
Hazardous Air Pollutants
187 pollutants, carcinogenic, tetratogenic
Lead (Pb) Lead accumulation, damage to liver, central nervous and peripheral systems
Mercury (Hg)
Emission from fossil-fuel driven power plants (75 tons Hg/yr by coal, 67% to air in 1999)
Nitrogen Oxides (NOx)
NOx (NO2, N2O, NO), acid rain when combined with water in atmosphere
Particulate Matter (PM)
Complex mixture of extremely small particles & liquid droplets
Sulfur Dioxide (SO2) Acid rain formation, originated from fossil fuel combustion
Volatile Organic Compounds (VOCs)
Damage to organs, such as benzene (carcinogenic), formaldehyde from paints
According to The Clean Air Act, the EPA requires to set National Ambient Air Quality
Standards (NAAQS) for six common air pollutants which are CO, NOx, SO2, PM, Pb,
and O3.
In The Clean Air Act, there are two types of national air quality standards.
- Primary standards set limits to protect public health, including the health of
“sensitive populations”.
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
6
- Secondary standards set limits to protect public welfare, including protection
against visibility impairment, damage to animals, crops, vegetation, and
buildings.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
7

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
8

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
9

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
10

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
11
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
12

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
13

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
14
Review of conventional combustion
Combustion systems are designed to destroy organic
compounds of waste. By destroying the organic
fraction and converting it to carbon dioxide and water
vapor, combustion reduces the waste volume and its
threat to the environment. The heat released from
combustion can be used as energy source.
Good combustion is good oxidation of the organic
compounds - carbon and hydrogen. To achieve this,
air, which contains only 21% oxygen by volume,
must be thoroughly mixed with the carbon and
hydrogen of the fuel (waste) to produce a
stoichiometric product of carbon dioxide and water.
The 79% nitrogen in the air is inert and gets in the
way of the combustion process.
Given a completely homogeneous system (a well-
stirred reactor) which requires both Time and
Turbulence, the complete oxidation of carbon and
hydrogen should occur at some prescribed
Temperature. The three Ts of combustion affect the
reaction. Decrease one of these factors requires the
other two be increased to achieve the same degree of
combustion completeness.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
15
For this reason, very few combustion reactions are
complete at their minimum theoretical temperature or
amount of air. As the turbulence (mixing) of the
reactor improves, and the reaction time increases, the
amount of excess air (oxygen) needed in the reaction
decreases.
Typical combustion process reactions are C O2 N2 CO2 N2 O2 HEAT
H2 O2 N2 H2O N2 O2 HEAT
CH4 O2 N2 CO2 H2O N2 O2 HEAT
Example: A waste mixture of 30% toluene, 65%
acetone, and 5% water is to be turned in a liquid
injection type incinerator at a rate of 1000 lb/h using
20% excess air.
Compound Formula Heating value (Btu/lb)
Toluene
Acetone
Water
C6H5CH3
CH3COCH3
H2O
18,252
13,120
0
1. What is the total heat release in the incinerator?
2. What is the percent by volume of each
component in the flue gas?
Solution.
1. Toluene heat release =0.3018,252 = 5,476 Btu/lb

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
16
Acetone heat release =0.6513,120 = 8,528 Btu/lb
Water heat release = 0 Btu/lb
Heat release
per pound of mixture =14,004 Btu/lb
Heat release in the reactor
= 1000 lb/h14,004 btu/lb = 14,004,000 Btu/h
2. C6 H5CH3 9O2 7CO2 4H 2O
The molecular weight of toluene is 92
The weight of toluene is 0.301000 lb/h=300 lb/h
300/92 = 3.26 moles/h of toluene
Constituent MW Moles/h
Toluene
O2
C O2
H2O
92
32
44
18
3.26
29.34
22.82
13.04
The oxygen in the table above is the stoichiometric
amount. An excess amount of 20% has been
specified and this excess will be in the flue gas as O2.
0.229.34 = 5.87 moles/h of O2 in addition to the above.
But air, not oxygen is used in the incinerator, and air
is 79% nitrogen, 21% oxygen. Therefore, all of the
N2 will be in the flue gas.
29.34+5.87=35.21 moles/h of O2 are required, or
79/2135.21=132.45 moles/h of N2.
Using the same approach for acetone: CH3COCH3 4O2 3CO2 3H 2O

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
17
The molecular weight of acetone is 58
The weight of acetone is 0.651000 lb/h =650 lbs
650/58 = 11.21 moles/h of acetone
Constituent MW Moles/h
Acetone
O2
C O2
H2O
58
32
44
18
11.21
44.84
33.63
33.63
Excess O2 = 0.244.84 = 8.99 moles/h
Total O2 = 44.84+8.99 = 53.83 moles/h
Therefore N2 = 79/2153.83 = 202.5 moles/h
In addition to the above is 5% water in the waste, 50
lb/h, or 50/18 = 2.78 moles/h.
By adding the moles of flue gas generated from the
three waste components the total moles of each can
be determined.
CO2 H2O O2 N2
Toluene Acetone
Water
22.82 33.63
13.04 33.63
2.78
5.87 8.99
132.45 202.50
Totals 56.45 49.45 14.86 334.95
Total moles/h =455.71
Mole%=Vol%
Flue gas (%) is
12.39% CO2
10.85% H2O
3.26% O2
73.50% N2

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
18
Regulations
A trial burn and a detailed report including a complete
waste analysis quantifying the hazardous constituents
in the waste to be burned, a detailed engineering
description of the incinerator must be done to obtain a
permit for the incineration facility.
The following performance standards apply to
hazardous waste incinerators in the U.S.
Emissions of particulates - 0.08 grains/dry standard
cubic foot (dscf) (180 mg/dscm) corrected to 7%
O2 in the flue gas.
Emission of HCl - 4 lb/h or 99% control.
Carbon monoxide emissions - 100 ppmv as a 60
minute rolling average corrected to 7% O2
measured on a dry basis.
Metals emissions - Emissions of ten priority metals
must meet risk based guidelines.
Destruction and Removal Efficiency (DRE) - The
incinerator must demonstrate its capability to
achieve a 99.99% DRE on one or more selected
Principle Organic Hazardous Constituents
(POHCs) during a supervised Trial Burn.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
19
DRE Win Wout
100% Win
where Win = Mass feed rate of a particular POHC
Wout = Mass emission rate of the POHC
Oxygen correction - Emissions are corrected to 7%
oxygen in the stack on a dry basis
P P 14
c m 21 Y
where Pc = corrected concentration Pm = measured concentration
Y = O2 concentration in stack (dry basis)
Example: The carbon monoxide (CO) concentration
in the stack from a hazardous waste incinerator is
measured at 20 ppm by volume at a temperature of
175 oF. The oxygen concentration in the stack is
measured to be 12% by volume on a wet basis. The
water content of the stack gas is 10 mole %. In
another test the particulate concentration in the stack
is measured at 20 mg/dscf at a stack oxygen
concentration of 12% measured on a dry basis at 70 oF.
1.What is the corrected CO content in the stack gas?
2.What is the corrected particulate concentration?
3.Would this meet federal regulations?

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
20
1. The oxygen concentration in the stack on a dry
base is 12%/(1-0.1)=13.33%
P P 14
c m
corrected
21 Y
CO 20
14
21 13.33
36.52
ppm
2. The corrected particulate concentration is
20 14
21 12
31.1
mg/dscf
1098
mg/dscm
3. CO < 100 ppm OK
Particulate > 180 mg/dscm exceeds the limit
So this incinerator does not meet federal
regulations

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
21
Example: The mixture described below is being
incinerated at 2000 oF with 50% excess air and a
residence time of 2.1 seconds. Principal Organic
Hazardous Constituents (POHCs) for this waste are
benzene, chlorobenzene, and toluene. The flow rate
of gas from the incinerator is measured at 12,500
dscfm (dry standard cubic feet per minute). The O2
concentration in the flue gas is 7.0%. Particulates out
is 7000 grains/lb.
Compound
Formula
Mol. wt.
Inlet
(lb/h)
Outlet
(lb/h)
Benzene
Chlorobenzene
Ethylbenzene
Toluene
Xylene
Hydrochloric
acid
Particulates
C6H6
C6H5Cl
C8H10
C7H8
C8H10
HCl
78.11
112.5
106.17
92.10
106.17
36.45
2015
1150
2230
637
3040
0
0.537
0.109
0.757
0.022
1.25
10.7
23.4
1.Calculate DRE for all of the organic compounds
2.Determine if this emission meets requirements for:
(a) POHCs
(b) Particulates
(c) HCl
3. Comment on the results
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
22
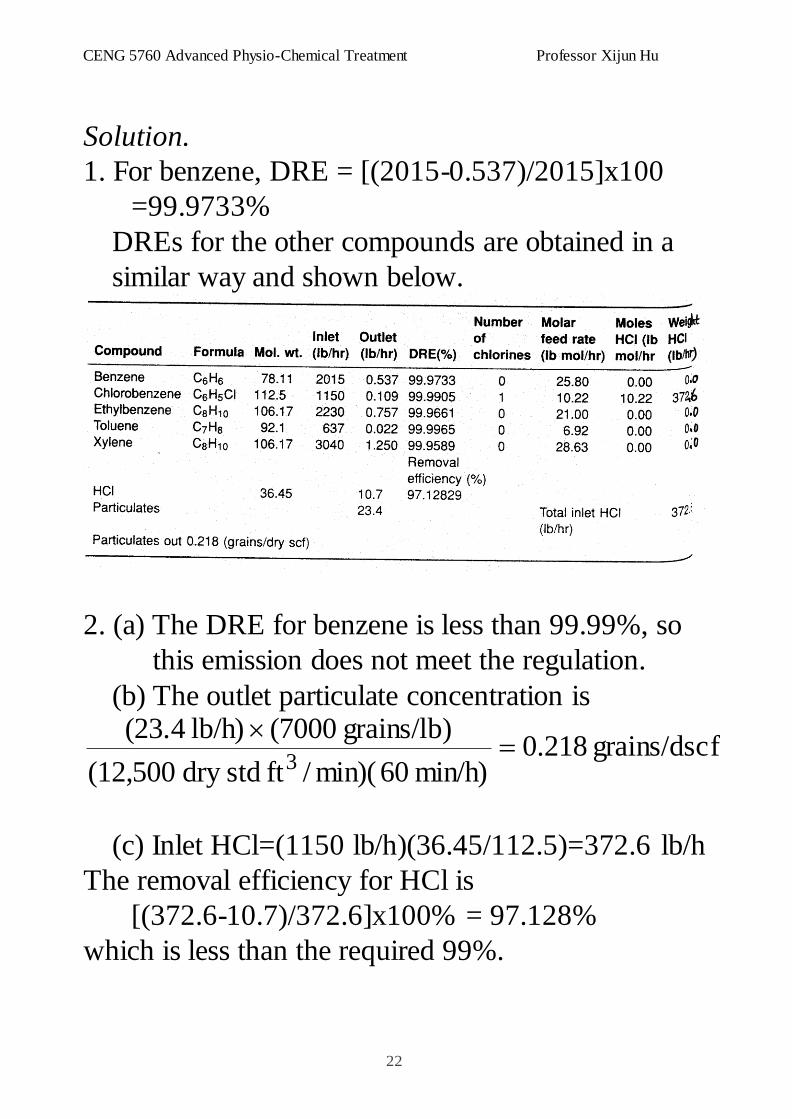
Solution.
1. For benzene, DRE = [(2015-0.537)/2015]x100
=99.9733%
DREs for the other compounds are obtained in a
similar way and shown below.
2. (a) The DRE for benzene is less than 99.99%, so
this emission does not meet the regulation.
(b) The outlet particulate concentration is
(23.4 lb/h) (7000 grains/lb)
(12,500 dry std ft 3 / min)( 60 min/h)
0.218 grains/dscf
(c) Inlet HCl=(1150 lb/h)(36.45/112.5)=372.6 lb/h
The removal efficiency for HCl is
[(372.6-10.7)/372.6]x100% = 97.128%
which is less than the required 99%.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
23
3. The emission from this unit fail to meet any of the
three regulations listed. If these were the results of a
test burn, this unit would not pass.
Excess Air
When organic wastes are burned with a
stoichiometric amount of air (oxygen), the products
of complete combustion should not include any
oxygen. This is known as “perfect combustion”
which is not possible in commercial burners or
incinerators. Incinerators must always utilize excess
air to achieve good combustion.
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
24
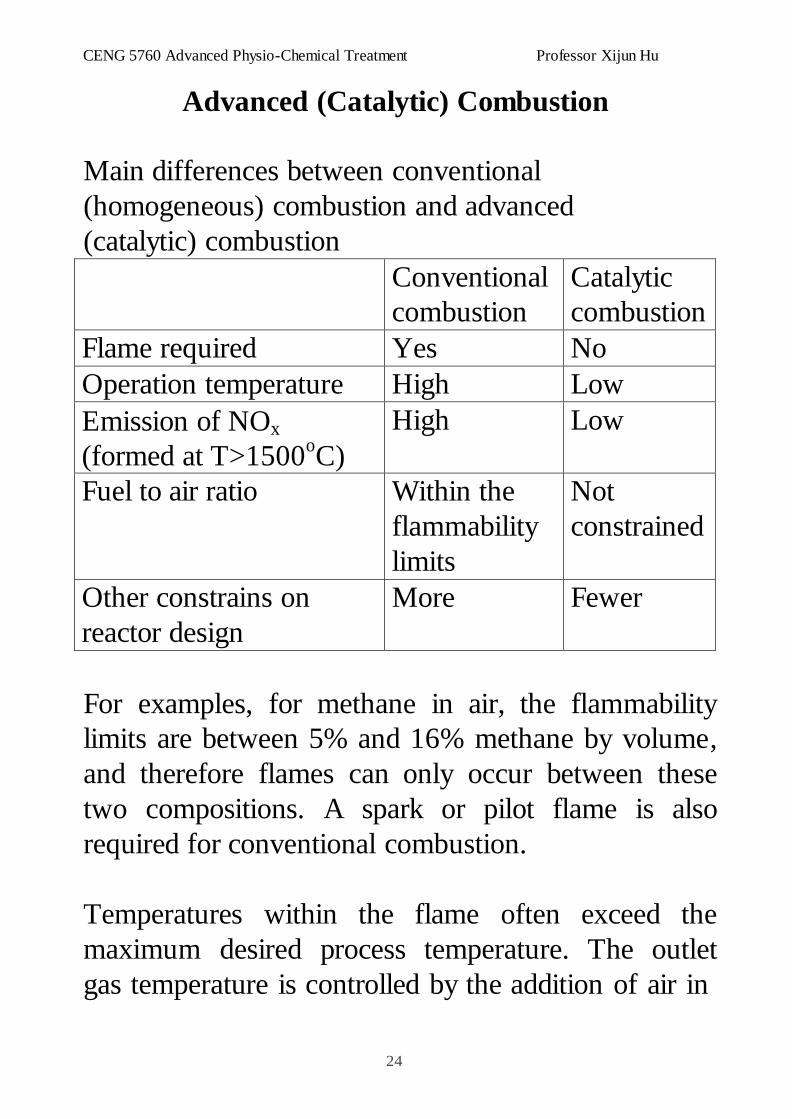
Advanced (Catalytic) Combustion
Main differences between conventional
(homogeneous) combustion and advanced
(catalytic) combustion
Conventional
combustion
Catalytic
combustion
Flame required Yes No
Operation temperature High Low
Emission of NOx
(formed at T>1500oC)
High Low
Fuel to air ratio Within the
flammability
limits
Not
constrained
Other constrains on
reactor design
More Fewer
For examples, for methane in air, the flammability
limits are between 5% and 16% methane by volume,
and therefore flames can only occur between these
two compositions. A spark or pilot flame is also
required for conventional combustion.
Temperatures within the flame often exceed the
maximum desired process temperature. The outlet
gas temperature is controlled by the addition of air in

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
25
excess of that required for complete combustion of
the fuel.
Catalytic combustion does not require the presence of
a flame, nor is it bound by flammability limits, nor is
it penalized by the severity of the conditions within a
flame.
The minimum inlet gas temperature required to
achieve complete combustion depends on the catalyst
used. The maximum temperature in a catalytic
combustion process is usually lower than 1000 oC.
At these low temperatures thermal NOx would not be
formed.
Catalytic combustion is therefore an alternate form of
combustion that provides an opportunity for a cleaner
combustion process. It also makes it possible to
design more compact furnaces and reactors and use
low calorific value fuels that cannot sustain a
conventional flame. Catalytic combustion may also
be utilized to combust volatile organic compounds
(VOC) present at low concentrations in air streams.
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
26
Terminology and conservation equations
Homogeneous reaction – All of the species involved
in the reaction are present in a single phase.
Heterogeneous reaction – More than one phase is
involved in the reaction.
Exothermic reaction – A reaction in which heat is
release. All combustion reactions are exothermic.
Endothermic reaction – A reaction in which heat is
absorbed by the reacting mixture when it reacts.
Rate of reaction – Under specified conditions of
temperature and concentration a chemical reaction
will proceed at a certain rate. The reaction rate is
usually expressed in terms of a unit reactor volume
(mol/m3
s), a unit mass of catalyst (mol/kg s) or
catalyst surface area (mol/m2
s).
Catalyst – A catalyst is a substance which is
introduced to a mixture with the intent to increase the
rate of reaction. The catalyst does this by providing
an alternative reaction pathway that has a smaller
activation energy than the uncatalysed reaction.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
27
Homogeneous catalysts – the catalyst and the
reactants are in the same phase.
Heterogeneous catalyst – the catalyst is in a
different phase than the reactants.
Support – It is often desirable in heterogeneous
catalysis to have a large surface area for reaction. One
method is to spread out the active catalyst on the
surface of a porous support material. The other
benefit of using a support is that the amount of active
ingredient (usually noble metals) so the cost is
reduced. The surface area can be increased from
about 5 cm2/g (unsupported catalyst) to 10 – 1000
m2/g when porous support is used.
The pore size of the support is classified according to
the average width (or diameter):
Micropores – small pores with widths less than 2
nm,
Mesopores – intermediate pores with widths
between 2 nm and 50 nm,
Macropores – large pores with widths more than
50 nm
Diffusion – Diffusion is a mass transfer phenomenon
which occurs at the molecular level.
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
28
F
N
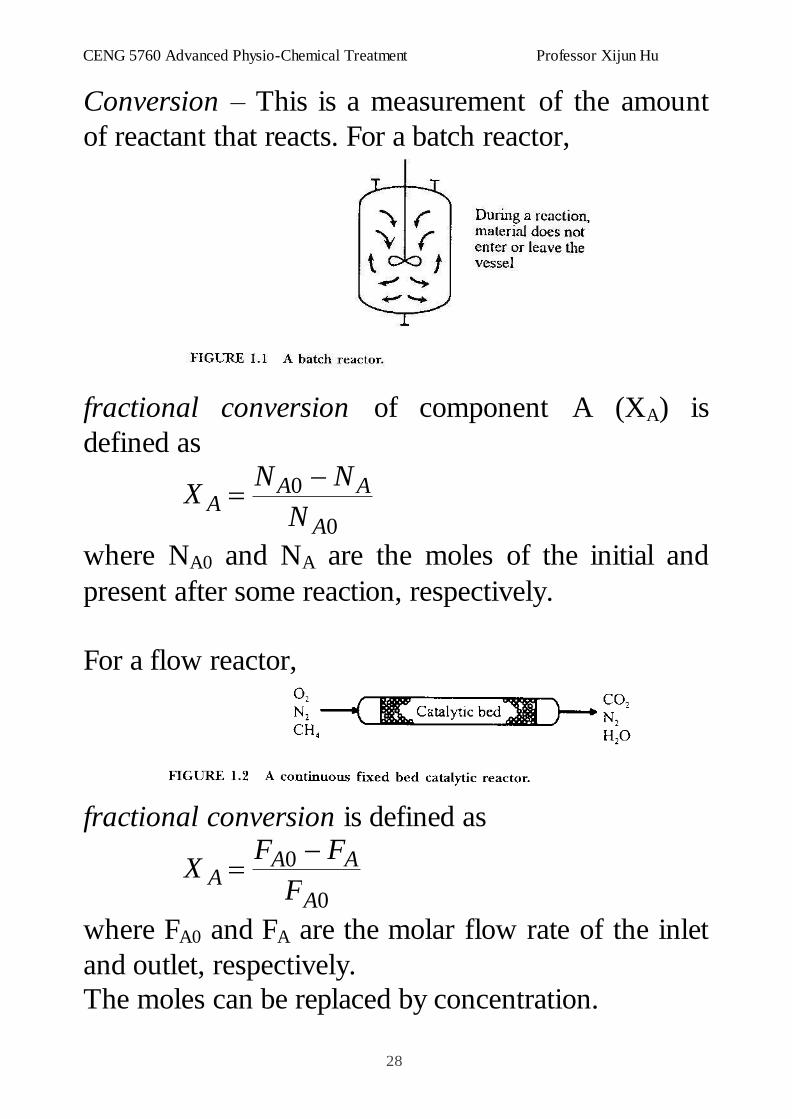
Conversion – This is a measurement of the amount
of reactant that reacts. For a batch reactor,
fractional conversion of component A (XA) is
defined as
X N A0 N A
A A0
where NA0 and NA are the moles of the initial and
present after some reaction, respectively.
For a flow reactor,
fractional conversion is defined as
X FA0 FA
A A0
where FA0 and FA are the molar flow rate of the inlet
and outlet, respectively.
The moles can be replaced by concentration.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
29
Catalytic combustion in a single catalyst coated
channel
Let us consider a gaseous fuel (e.g. methane) and air
mixture flowing inside a circular channel, the walls of
which have been coated with a catalyst.
The oxidation of the fuel occurs on the surface of the
catalyst which in turn is usually dispersed in a high
surface area porous solid. The reaction is
heterogeneous because we have both gas and solid
phases. The role of catalyst is to provide alternative
lower-energy pathways for the reaction which result
in an increase in the rate of reaction.
Catalysts and their associated support systems operate
effectively only for a limited and well defined
temperature range. As temperature increases the
catalytic rates in the catalytic layer increase but the
overall combustion may be limited by the mass
transfer processes.
CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
30
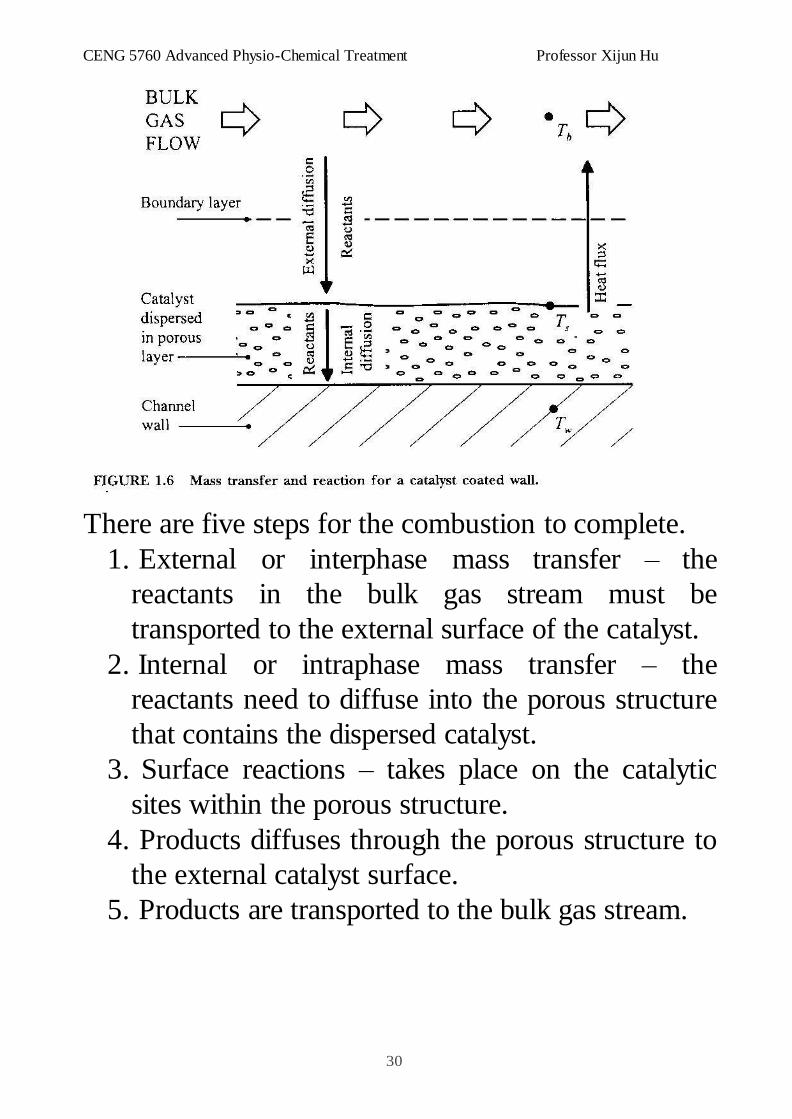
There are five steps for the combustion to complete.
1. External or interphase mass transfer – the
reactants in the bulk gas stream must be
transported to the external surface of the catalyst.
2. Internal or intraphase mass transfer – the
reactants need to diffuse into the porous structure
that contains the dispersed catalyst.
3. Surface reactions – takes place on the catalytic
sites within the porous structure.
4. Products diffuses through the porous structure to
the external catalyst surface.
5. Products are transported to the bulk gas stream.

CENG 5760 Advanced Physio-Chemical Treatment Processes
Professor Xijun Hu
31
Catalyst support systems
Catalysts for combustion may be supported on a
variety of materials, e.g. pellets, honeycomb
monoliths, parallel plates, fibre pads and gauze, and
sintered metals.
Pellets in a packed or fluidized bed
The pellet structure is normally highly porous
providing a large internal surface area on which the
catalyst is dispersed. Surface area can vary from 10 to
200 m2
per gram of catalyst.
As pellets are often made by compressing smaller
particles together, they contain micropores
representing the pores in the particle, and macropores
that represent the space between the compressed
particles.

32
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Multichannel monoliths
The monolith or honeycomb reactor is a commonly
used configuration in catalytic combustion. It
consists of a number of parallel passageways through
which the gas flows, with the catalyst being located
on the channel walls.
The monolith configuration has the following
features:
combination of a high surface-to-volume ratio
with low pressure drop.
The uniformity of the honeycomb matrix helps to
ensure an even flow distribution across the bed
with minimal „channeling‟.
If particulates are present in the gaseous stream
these can pass easily through the reactor,
provided that the diameter of the channel is
greater than that of the particles.

33
'
CENG 576 Advanced Physio-Chemical Treatment Processes
a)
Professor Xijm Hu
.. . .
. .... ' \
( ' ' ',
' " .. .. ·.
' .......;-.
-t·...
PlATE 1.3 A ceramic catalytic monolith.
(a) End view of a 177mm diameter section, channel size approximately 1.1 mm x 1.1 mm.
(b) Magnified photograph of a cross-section that was cut through the monolith (note: in
some of the cells the washcoat has flaked from the surface -this occurred during cutting).

34
Professor X:ijrn Hu CENG 576 Advanced Physio-Cherrical Treatment Processes
a)
b)
PLATE 1.4 A metal catalytic monolith.
(a) End view of a 122 mm diameter section.
(b) Magnified photograph of an end face illustrating the shape of the cells. Approximate
cell size: height 0.9 mm; ·width 1.7 mrn.

35
CENG 576 Advanced Physio-Cherrical Treatment Processes Professor Xi.jtn1 Hu
PLATE 1.5 A magnified photograph of the end face of a monolith with hexagonal shaped
cells coated with catalyst.
PLATE 1.6 Metal monoliths can be assembled in a wide variety of shapes. Photograph
supplied courtesy of Emitec GmbH, Lohmar, Germany.
36
CENG 576 Advanced Physio-Cherrical Treatment Processes Professor Xi.jtn1 Hu
PI.ATE 1.7 Ceramic monoliths can be formed in a wide variety of shapes. Photograph
supplied comtesy of Corning Inc, New York, USA.

37
Professor Xijtm Hu CENG 576 Advanced Physio-Cherrical Treatment Processes
a)
PlATE 1.8 Scanning electron micrograph (SEM) of two types of cordierite support, sup
plied courtesy of NGK-Locke, Inc., Southfield, USA.
(a) wall porosity 35%; wall thickness 0.15 mrn.
(b) wall porosity 28%; wall thickness 0.10 mm.

38
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Macroscopic and microscopic structure of
heterogeneous catalysts
A mixture of hydrocarbon and oxygen passing
through a catalyst bed at elevated temperature
Heterogeneous catalytic combustion (oxidation
reaction) occurs at the gas-solid interface

39
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
industrial reactor, meter scale
pellet (uniform particle size), mm scale
catalyst particles (1-50 m, binder may be used to
form pellet)
surface, nm scale
active site, sub-nm scale

40
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Catalyst dispersion
The catalyst is often dispersed in a support to create a
large number of surface metal atoms. When a catalyst
is highly dispersed the reaction rate should be higher
per unit mass of active ingredient, provided that
reactants can gain access to the catalytic sites.
Catalyst poisoning and fouling
Poisoning and fouling are two mechanisms of
catalyst deactivation: both result in the loss of active
catalyst area. Poisoning is a result of chemisorption of
species that are present in the reactor feed. The
chemisorption is so strong that the active sites
become permanently blocked (irreversible poisoning).
Fouling also blocks access to active sites due to the
physical or chemical adsorption of species formed in
the reactor from side reactions. An example is the
deposition of carbon which can result from the
cracking of methane.
Catalyst promoters
A promoter refers to an additive that enhances the
intrinsic catalytic activity.

41
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Steady state testing of heterogeneous catalysts
gas delivery system (gas flows are controlled by
mass flow controllers)
reactor (to accommodate 0.1 – 5 g of catalyst and
operate at 400 – 1100 K)
analytical system (comprises GC and sometimes
MS analysis)
conversion
selectivity
yield

42
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Transient analysis (temporal analysis of products,
TAP)
inject a gas pulse of very short duration (1 – 10
ms) into one end of reactor and continuously
evaluating the other end
the exit gas pulse (dissipated to a width of ~ 500
ms) travels as a molecular beam
the reactor effluent is analyzed by mass
spectroscopy (MS)

43
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
TAP of propene and oxygen over Bi2Mo06
catalyst at 723 K
0 100
Time (msec) 200
Figure 2.5 TAP experiment showing the emergence of reactants and products during
the reaction of propene and oxygen over Bi2Mo06 at 723 K (Gleaves et al., 1988)
(renroduced bv nermission of Marcel Dekker);

44
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Safety consideration: flammability of
hydrocarbon-oxidant mixtures
Homogeneous combustible gas-air mixtures are
flammable only within a limited range of
compositions, between LFL and UFL.
LFL (LEL) – Lower flammability (explosive) limit
UFL (HEL) – Upper (higher) flammability
(explosive) limit
Generally the LFL for most hydrocarbons is 45 -50
mg/(liter air). Flammability at 298 K can be related to
the stoichiometric composition (CST).
LFL298 = 0.55CST
UFL298 = 0.48CST0.5
UFL298 = 0.65LFL2980.5
Flammability limits widen as temperature and
pressure are increased, narrow as inert gases are
added.
Let’s take an example of methane,
CH4 2O2 = CO2 2H2O
2 mol of O2 = 2/0.21 mol air
So CST = 1/(1+2/0.21) = 0.052 = 5.2%
45
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
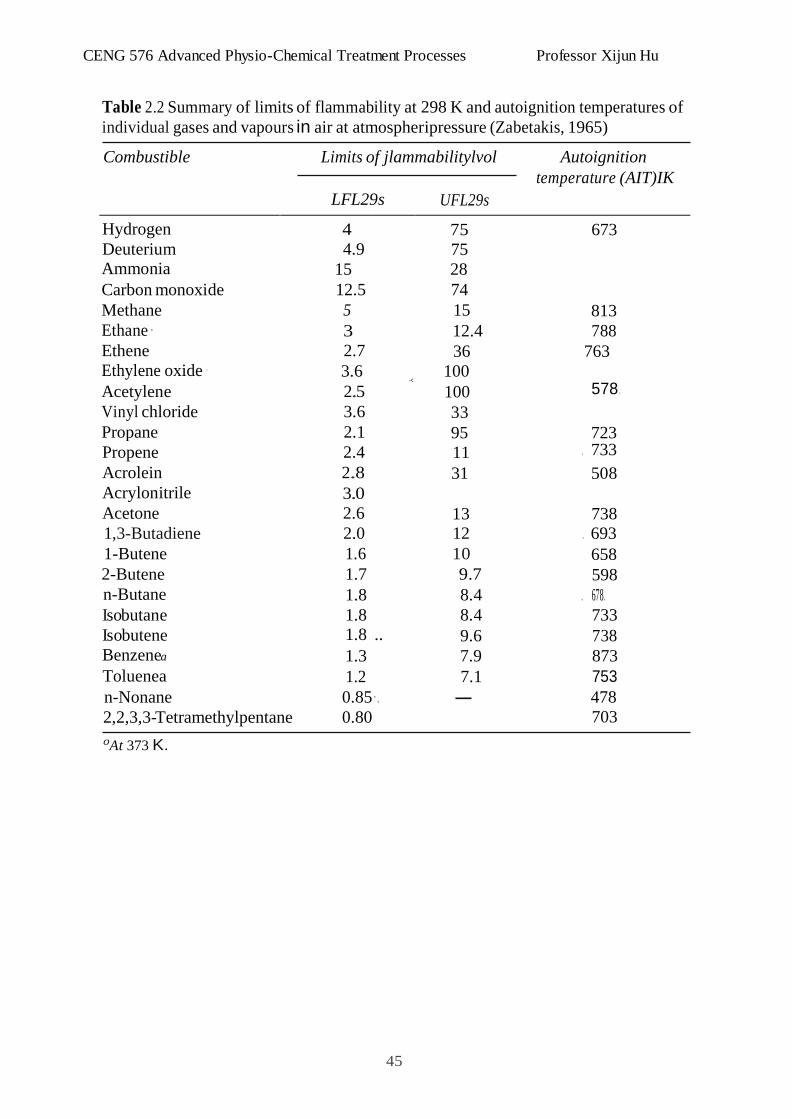
Table 2.2. Summary of limits of flammability at 298 K and autoignition temperatures of
individual gases and vapours in air at atmospheripressure (Zabetakis, 1965)
Combustible Limits of jlammabilitylvol Autoignition
temperature (AIT)IK
LFL29s UFL29s
Hydrogen 4 75 673 Deuterium 4.9 75
Ammonia 15 28
Carbon monoxide 12.5 74
Methane 5 15 813 Ethane · 3 12.4 788
Ethene 2.7 36 763
Ethylene oxide · 3.6 100 -<
Acetylene 2.5 100 578.
Vinyl chloride 3.6 33
Propane 2.1 95 723
Propene 2.4 11 . 733
Acrolein 2.8 31 508 Acrylonitrile 3.0
Acetone 2.6 13 738 1,3-Butadiene 2.0 12 . 693
1-Butene 1.6 10 658
2-Butene 1.7 9.7 598 n-Butane 1.8 8.4 . 678 .
Isobutane 1.8 8.4 733
Isobutene 1.8 .. 9.6 738 Benzenea 1.3 7.9 873
Toluenea 1.2 7.1 753
n-Nonane 0.85·. - 2,2,3,3-Tetramethylpentane 0.80
0At 373 K.
478
703

46
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Influence of temperature on flammability limits
LFLT/LFL298 = 1 – 0.000784 (T – 298 K)
UFLT/UFL298 = 1 + 0.000721 (T – 298 K)
47
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
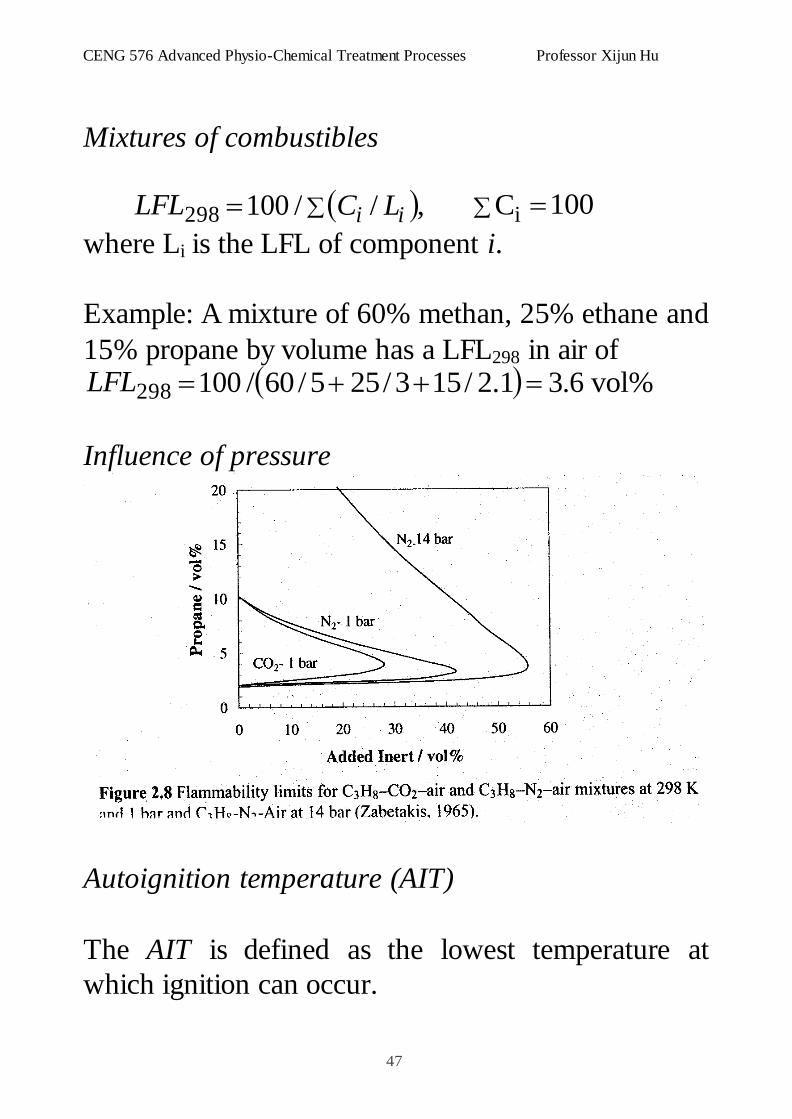
Mixtures of combustibles
LFL298 100 / Ci / Li , Ci 100
where Li is the LFL of component i.
Example: A mixture of 60% methan, 25% ethane and
15% propane by volume has a LFL298 in air of
LFL298 100 /60 / 5 25 / 3 15 / 2.1 3.6 vol%
Influence of pressure
Autoignition temperature (AIT)
The AIT is defined as the lowest temperature at
which ignition can occur.
48
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
Thermodynamics
Open and closed systems
The universe is divided into a system and its
surroundings. The system is the portion of the
universe (e.g. a chemical reactor) and the remainder
of the universe is the surroundings. The system is
separated from the surroundings by the system
boundary.
In a closed system the mass of the total material in the
reactor is constant and no mass can enter or leave the
system, but heat transfer can happen.
In an open system material is allowed to cross the
system boundary.
Equation of state
The standard state for gaseous systems refers to 1
atm and the temperature of the system.
The simplest equation of state is the ideal gas law.
PV = nRT
When non-ideal gas is encountered, a compressibility
factor, Z, is used to correct the equation of state.
PV=nZRT

49
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
M
n
Multicomponent mixtures
Let mi denote the mass of component i in a mixture
containing n components, the total system mass is: n
m mi i 1
For a mixture of volume V the mixture mass density
and the species mass density are:
m
, V
i
mi
V The mass fraction is
w mi
i i
m
Let Mi denote the malar mass of species i, the number
of moles is
n mi
i i
The molar density (or concentration) is
Ci i V
i
M i
The mole fraction of a component i in a gaseous
mixture is

50
CENG 576 Advanced Physio-Chemical Treatment Processes Professor Xijun Hu
C
Yi i C
The partial pressure of a component in an ideal gas
mixture is the product of mole fraction and the total
pressure, viz:
Pi Yi P The average molar mass of a mixture is
n
M m Yi M i i 1
Example: Calculate the molar mass for air with a
composition of 78.08 mol% N2, 20.95 mol% O2 and
0.97 mol% Ar.
28.01 x 0.7808 + 32.00 x 0.2095 + 39.9 x 0.0097
= 28.96 g/mol
The volumetric flow rate (QV) of an ideal gas is PQV FT RT
where FT is the total molar flowrate.