case study: lean concepts - embraer-evora wing assembly · pdf filecase study: lean concepts -...
TRANSCRIPT
ID34.1
CASE STUDY: LEAN CONCEPTS - EMBRAER-EVORA WING ASSEMBLY LINE
Andre B. De Carvalho1, Daniel Carlos da Silva1, Gustavo B. Guimarães1, José C. Mantovani Jr.1, Júlio C. S. Araújo1
¹ EMBRAER – Empresa Brasileira de Aeronáutica S.A., São José dos Campos, Brazil.
Email: [email protected], [email protected], [email protected], [email protected], [email protected]
Abstract
Up to recent years aircraft production, especially the assembly of large structural components has always been compared more to a crafted shipyard labor than a highly productive automotive line. This paper aims to describes how lean concepts are helping Embraer to bring new paradigms in this stage by applying these fundaments to its new wing assembly line in Evora, Portugal. Starting from design for manufacturing principles in the product, full application of Production Preparation Process (3P) concept for the line early design planning, going through designed for automation assembly tooling, intense application of manufacturing simulation tools like ergonomic analysis and dimensional management as well as state of the art digital manufacturing execution systems for shop floor management Embraer intends to create a highly efficient work flow. All these developments ultimately will ensure product quality, continuous and stable production rates and a highly efficient use of all available resources.
Keywords: lean manufacturing, automation, manufacturing engineering, aerospace structural assembly
1 Introduction Embraer is the world’s largest manufacturer of commercial jets up to 120 seats, and one of Brazil’s leading exporters. Embraer’s headquarters are located in São José dos Campos, São Paulo, and it has offices, industrial operations and customer service facilities in Brazil, China, France, Portugal, Singapore, and the U.S. Founded in 1969, the Company designs, develops, manufactures and sells aircraft and systems for the commercial aviation, executive aviation, and defense and security segments. It also provides after sales support and services to customers worldwide. (Embraer, 2011).
Embraer is implementing two new plants in Evora, Portugal (Figure 1). The units will be dedicated, respectively, to manufacture machined metal structures and composite material assemblies. The site is under construction and the plants are expected to start operating in 2013. At first moment, the company will produce at metallic plant, wings structural assembly and some components for its new aircraft, Legacy 500.
Figure 1: Embraer plant in Evora, Portugal.
Composites Plant Metallic Plant
ICIEOM 2012 - Guimarães, Portugal
ID34.2
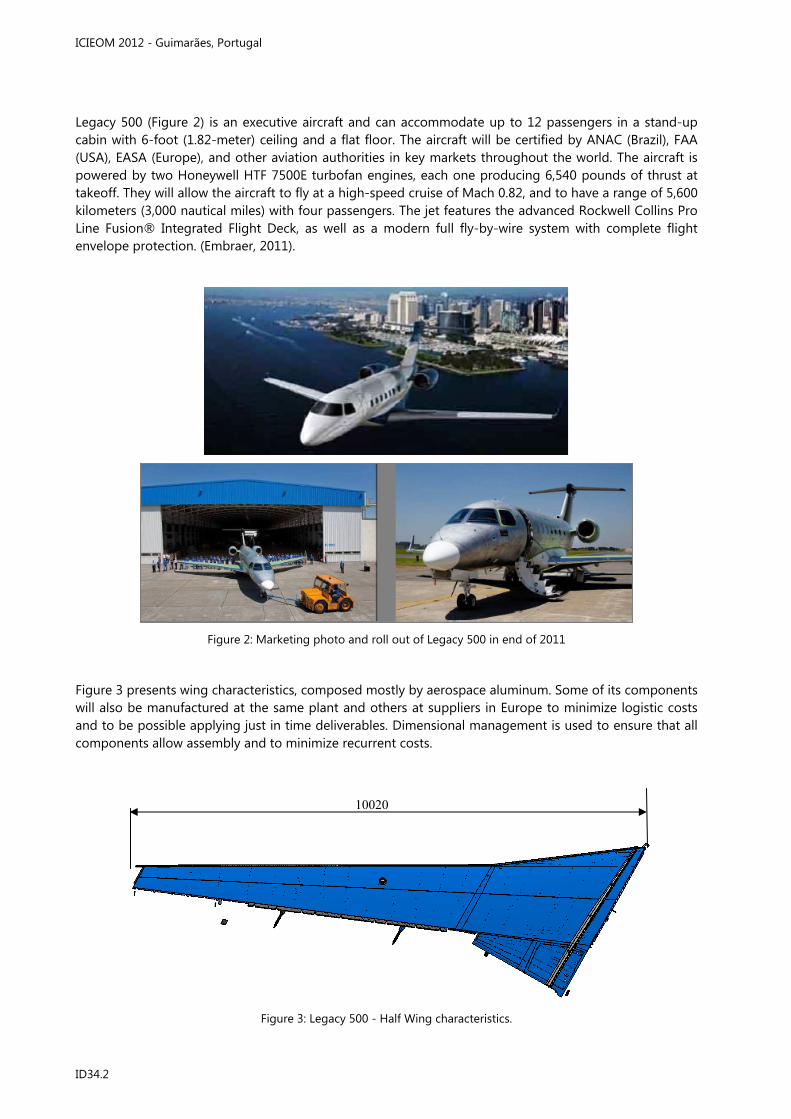
Legacy 500 (Figure 2) is an executive aircraft and can accommodate up to 12 passengers in a stand-up cabin with 6-foot (1.82-meter) ceiling and a flat floor. The aircraft will be certified by ANAC (Brazil), FAA (USA), EASA (Europe), and other aviation authorities in key markets throughout the world. The aircraft is powered by two Honeywell HTF 7500E turbofan engines, each one producing 6,540 pounds of thrust at takeoff. They will allow the aircraft to fly at a high-speed cruise of Mach 0.82, and to have a range of 5,600 kilometers (3,000 nautical miles) with four passengers. The jet features the advanced Rockwell Collins Pro Line Fusion® Integrated Flight Deck, as well as a modern full fly-by-wire system with complete flight envelope protection. (Embraer, 2011).
Figure 2: Marketing photo and roll out of Legacy 500 in end of 2011
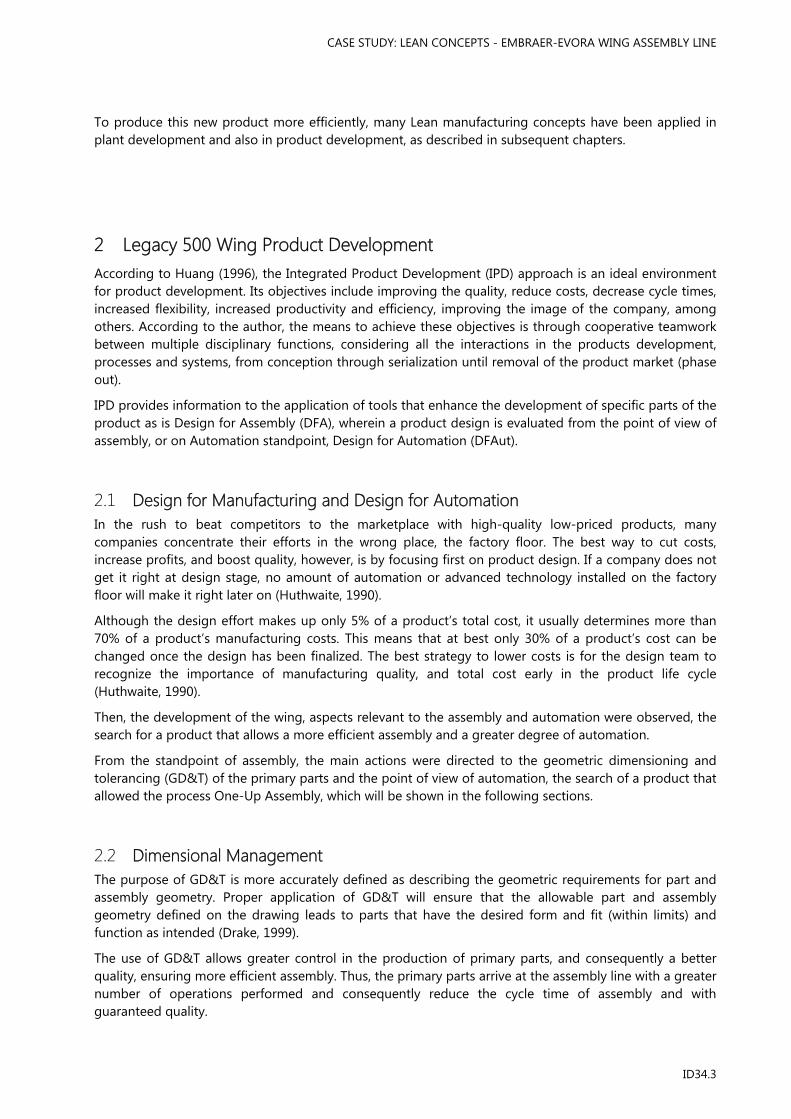
Figure 3 presents wing characteristics, composed mostly by aerospace aluminum. Some of its components will also be manufactured at the same plant and others at suppliers in Europe to minimize logistic costs and to be possible applying just in time deliverables. Dimensional management is used to ensure that all components allow assembly and to minimize recurrent costs.
Figure 3: Legacy 500 - Half Wing characteristics.
10020
CASE STUDY: LEAN CONCEPTS - EMBRAER-EVORA WING ASSEMBLY LINE
ID34.3
To produce this new product more efficiently, many Lean manufacturing concepts have been applied in plant development and also in product development, as described in subsequent chapters.
2 Legacy 500 Wing Product Development According to Huang (1996), the Integrated Product Development (IPD) approach is an ideal environment for product development. Its objectives include improving the quality, reduce costs, decrease cycle times, increased flexibility, increased productivity and efficiency, improving the image of the company, among others. According to the author, the means to achieve these objectives is through cooperative teamwork between multiple disciplinary functions, considering all the interactions in the products development, processes and systems, from conception through serialization until removal of the product market (phase out).
IPD provides information to the application of tools that enhance the development of specific parts of the product as is Design for Assembly (DFA), wherein a product design is evaluated from the point of view of assembly, or on Automation standpoint, Design for Automation (DFAut).
2.1 Design for Manufacturing and Design for Automation In the rush to beat competitors to the marketplace with high-quality low-priced products, many companies concentrate their efforts in the wrong place, the factory floor. The best way to cut costs, increase profits, and boost quality, however, is by focusing first on product design. If a company does not get it right at design stage, no amount of automation or advanced technology installed on the factory floor will make it right later on (Huthwaite, 1990).
Although the design effort makes up only 5% of a product’s total cost, it usually determines more than 70% of a product’s manufacturing costs. This means that at best only 30% of a product’s cost can be changed once the design has been finalized. The best strategy to lower costs is for the design team to recognize the importance of manufacturing quality, and total cost early in the product life cycle (Huthwaite, 1990).
Then, the development of the wing, aspects relevant to the assembly and automation were observed, the search for a product that allows a more efficient assembly and a greater degree of automation.
From the standpoint of assembly, the main actions were directed to the geometric dimensioning and tolerancing (GD&T) of the primary parts and the point of view of automation, the search of a product that allowed the process One-Up Assembly, which will be shown in the following sections.
2.2 Dimensional Management The purpose of GD&T is more accurately defined as describing the geometric requirements for part and assembly geometry. Proper application of GD&T will ensure that the allowable part and assembly geometry defined on the drawing leads to parts that have the desired form and fit (within limits) and function as intended (Drake, 1999).
The use of GD&T allows greater control in the production of primary parts, and consequently a better quality, ensuring more efficient assembly. Thus, the primary parts arrive at the assembly line with a greater number of operations performed and consequently reduce the cycle time of assembly and with guaranteed quality.
ICIEOM 2012 - Guimarães, Portugal
ID34.4
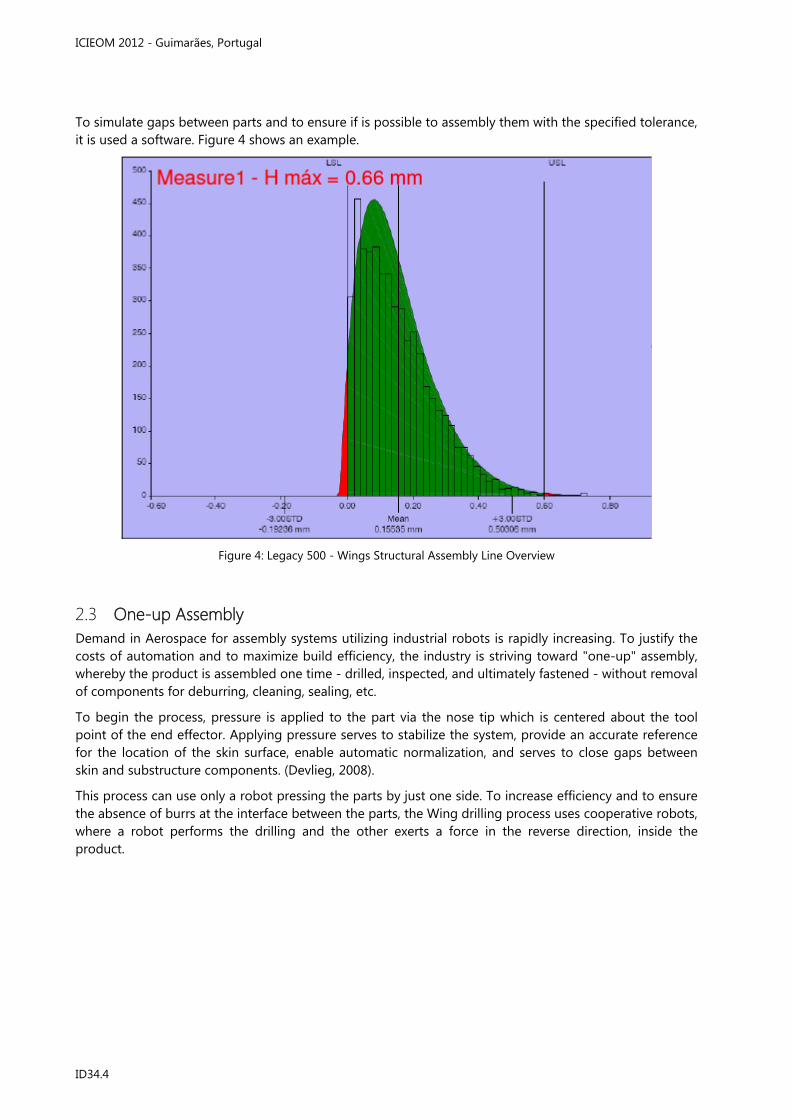
To simulate gaps between parts and to ensure if is possible to assembly them with the specified tolerance, it is used a software. Figure 4 shows an example.
Figure 4: Legacy 500 - Wings Structural Assembly Line Overview
2.3 One-up Assembly Demand in Aerospace for assembly systems utilizing industrial robots is rapidly increasing. To justify the costs of automation and to maximize build efficiency, the industry is striving toward "one-up" assembly, whereby the product is assembled one time - drilled, inspected, and ultimately fastened - without removal of components for deburring, cleaning, sealing, etc.
To begin the process, pressure is applied to the part via the nose tip which is centered about the tool point of the end effector. Applying pressure serves to stabilize the system, provide an accurate reference for the location of the skin surface, enable automatic normalization, and serves to close gaps between skin and substructure components. (Devlieg, 2008).
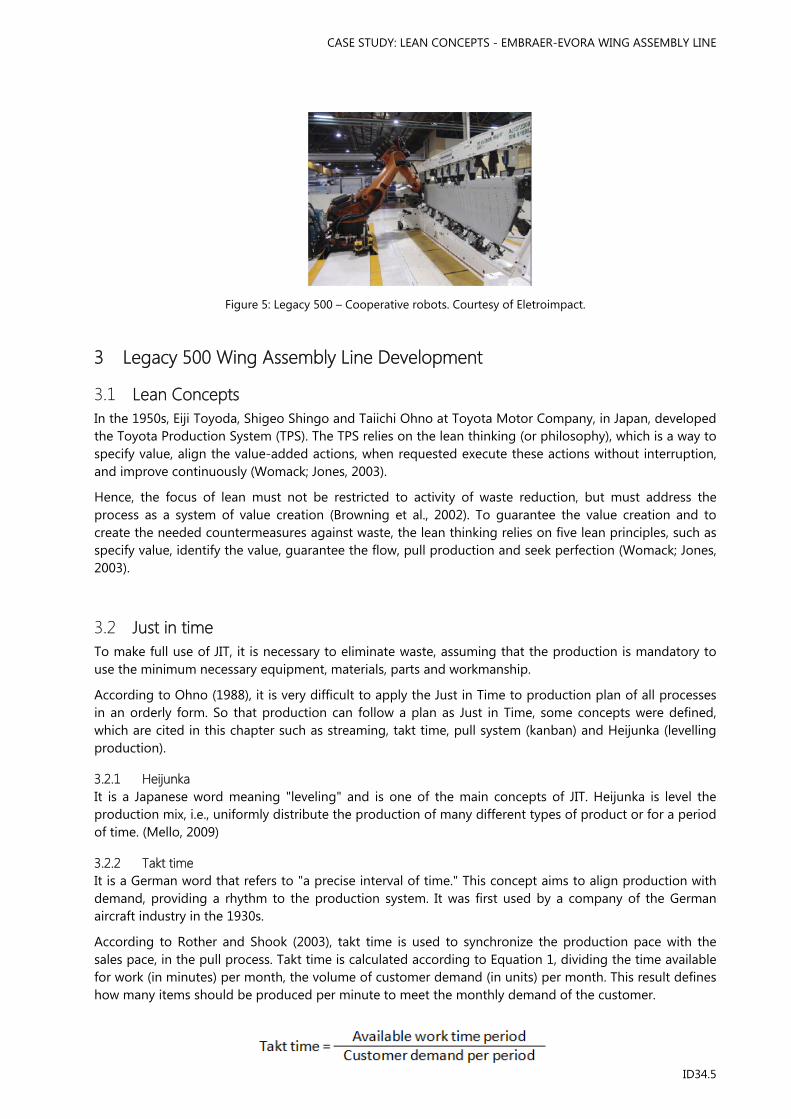
This process can use only a robot pressing the parts by just one side. To increase efficiency and to ensure the absence of burrs at the interface between the parts, the Wing drilling process uses cooperative robots, where a robot performs the drilling and the other exerts a force in the reverse direction, inside the product.
CASE STUDY: LEAN CONCEPTS - EMBRAER-EVORA WING ASSEMBLY LINE
ID34.5
Figure 5: Legacy 500 – Cooperative robots. Courtesy of Eletroimpact.
3 Legacy 500 Wing Assembly Line Development
3.1 Lean Concepts In the 1950s, Eiji Toyoda, Shigeo Shingo and Taiichi Ohno at Toyota Motor Company, in Japan, developed the Toyota Production System (TPS). The TPS relies on the lean thinking (or philosophy), which is a way to specify value, align the value-added actions, when requested execute these actions without interruption, and improve continuously (Womack; Jones, 2003).
Hence, the focus of lean must not be restricted to activity of waste reduction, but must address the process as a system of value creation (Browning et al., 2002). To guarantee the value creation and to create the needed countermeasures against waste, the lean thinking relies on five lean principles, such as specify value, identify the value, guarantee the flow, pull production and seek perfection (Womack; Jones, 2003).
3.2 Just in time To make full use of JIT, it is necessary to eliminate waste, assuming that the production is mandatory to use the minimum necessary equipment, materials, parts and workmanship.
According to Ohno (1988), it is very difficult to apply the Just in Time to production plan of all processes in an orderly form. So that production can follow a plan as Just in Time, some concepts were defined, which are cited in this chapter such as streaming, takt time, pull system (kanban) and Heijunka (levelling production).
3.2.1 Heijunka It is a Japanese word meaning "leveling" and is one of the main concepts of JIT. Heijunka is level the production mix, i.e., uniformly distribute the production of many different types of product or for a period of time. (Mello, 2009)
3.2.2 Takt time It is a German word that refers to "a precise interval of time." This concept aims to align production with demand, providing a rhythm to the production system. It was first used by a company of the German aircraft industry in the 1930s.
According to Rother and Shook (2003), takt time is used to synchronize the production pace with the sales pace, in the pull process. Takt time is calculated according to Equation 1, dividing the time available for work (in minutes) per month, the volume of customer demand (in units) per month. This result defines how many items should be produced per minute to meet the monthly demand of the customer.
ICIEOM 2012 - Guimarães, Portugal
ID34.6
(Eq. 1)
3.3 Jidoka According to Jones, and Hazlehurst (2003), an ideal factory has a single moving line that connects a cell assembly to the next cell. Along these lines, parts, tools and equipment are positioned along the moving line so that the operators have only the necessary to produce, where and when they need to perform all activities.
As Ghinato (2009), as well as Just In Time works towards reducing the product lead time, the Jidoka is continually seeking quality assurance, based on four key points: (1) utilization of preventive inspection, (2) use of 100% inspection, instead of sampling inspection, (3) reducing the time between detection of an abnormality and implementation of corrective action, (4) recognition that workers are not infallible, with the application of the fail-safe devices (poka-yoke).
Using the full strength of staff is the main goal of Jidoka, which is performed by a system built of respect for the human, with emphasis on the following points: (1) elimination of unnecessary movement by operators, (2) considerations for the operator safety and (3) bet on the ability of employees, trusting them responsibility and authority.
In view of Sugimori, Kusunoki, Cho, and Uchikawa (1977), the reasons that make Jidoka so important are:
- prevention of excess production, if the equipment is built to stop when the required amount is produced, not to have production in excess of demand;
- easy control of abnormal situations, which should only happen when improvements are still needed to meet the equipment stop and the worker who made the stop request.
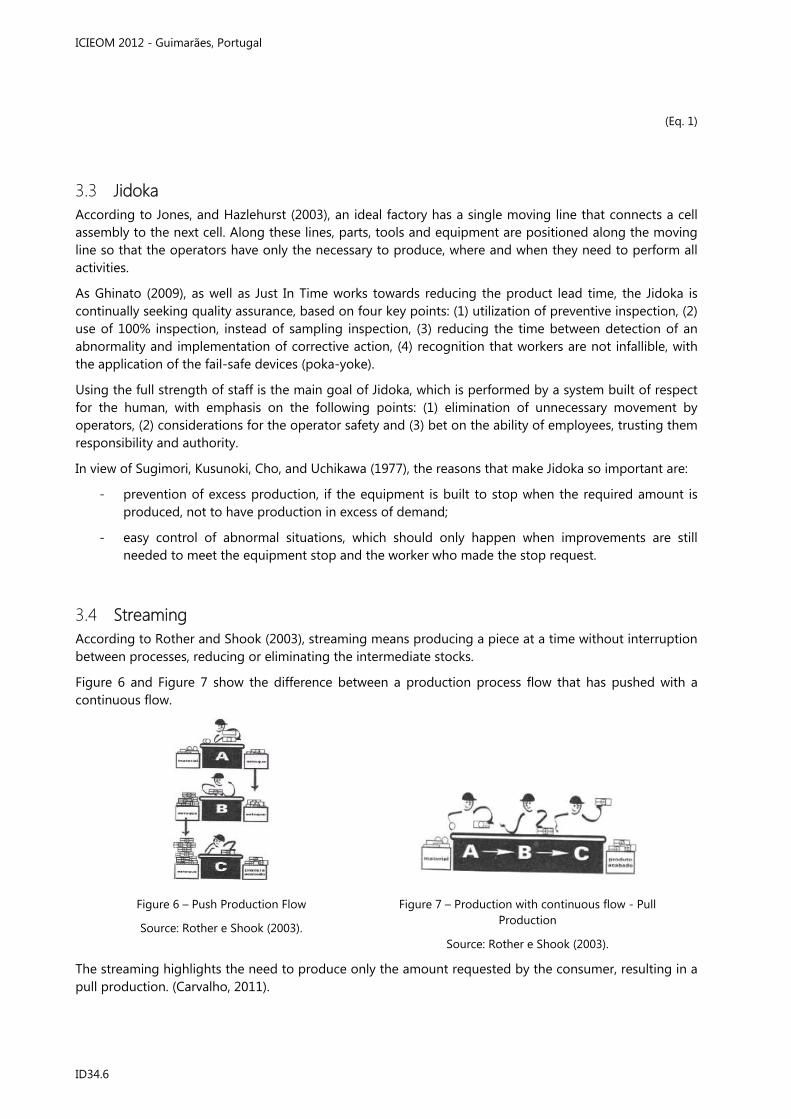
3.4 Streaming According to Rother and Shook (2003), streaming means producing a piece at a time without interruption between processes, reducing or eliminating the intermediate stocks.
Figure 6 and Figure 7 show the difference between a production process flow that has pushed with a continuous flow.
Figure 6 – Push Production Flow
Source: Rother e Shook (2003).
Figure 7 – Production with continuous flow - Pull Production
Source: Rother e Shook (2003).
The streaming highlights the need to produce only the amount requested by the consumer, resulting in a pull production. (Carvalho, 2011).
CASE STUDY: LEAN CONCEPTS - EMBRAER-EVORA WING ASSEMBLY LINE
ID34.7
3.5 3P (Production Preparation Process) To perform a 3P, it is necessary to have a theme and a defined scope. Subsequently, it is necessary to elaborate ideas, and it is recommended that there be seven ways to solve the distinct purpose outlined.
Then, it is essential to set relevant criteria for choosing the best solution, and the proposals should be scored according to note for each criterion.
The 3P aims to make a workshop that is present in all areas involved in the new production process. The Production Preparation Process should be performed when a new production plant will be created, or when there is change in the design of a product, or even when the variation of the rate of production, or when a new product is introduced in the company.
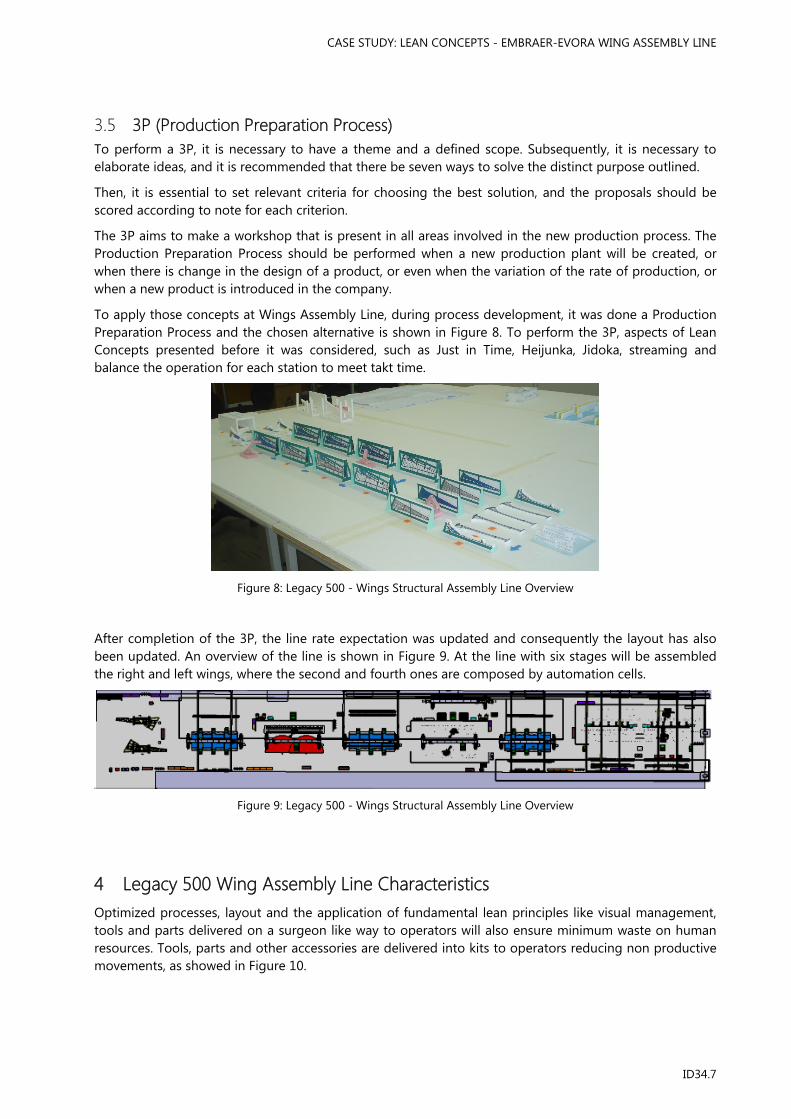
To apply those concepts at Wings Assembly Line, during process development, it was done a Production Preparation Process and the chosen alternative is shown in Figure 8. To perform the 3P, aspects of Lean Concepts presented before it was considered, such as Just in Time, Heijunka, Jidoka, streaming and balance the operation for each station to meet takt time.
Figure 8: Legacy 500 - Wings Structural Assembly Line Overview
After completion of the 3P, the line rate expectation was updated and consequently the layout has also been updated. An overview of the line is shown in Figure 9. At the line with six stages will be assembled the right and left wings, where the second and fourth ones are composed by automation cells.
Figure 9: Legacy 500 - Wings Structural Assembly Line Overview
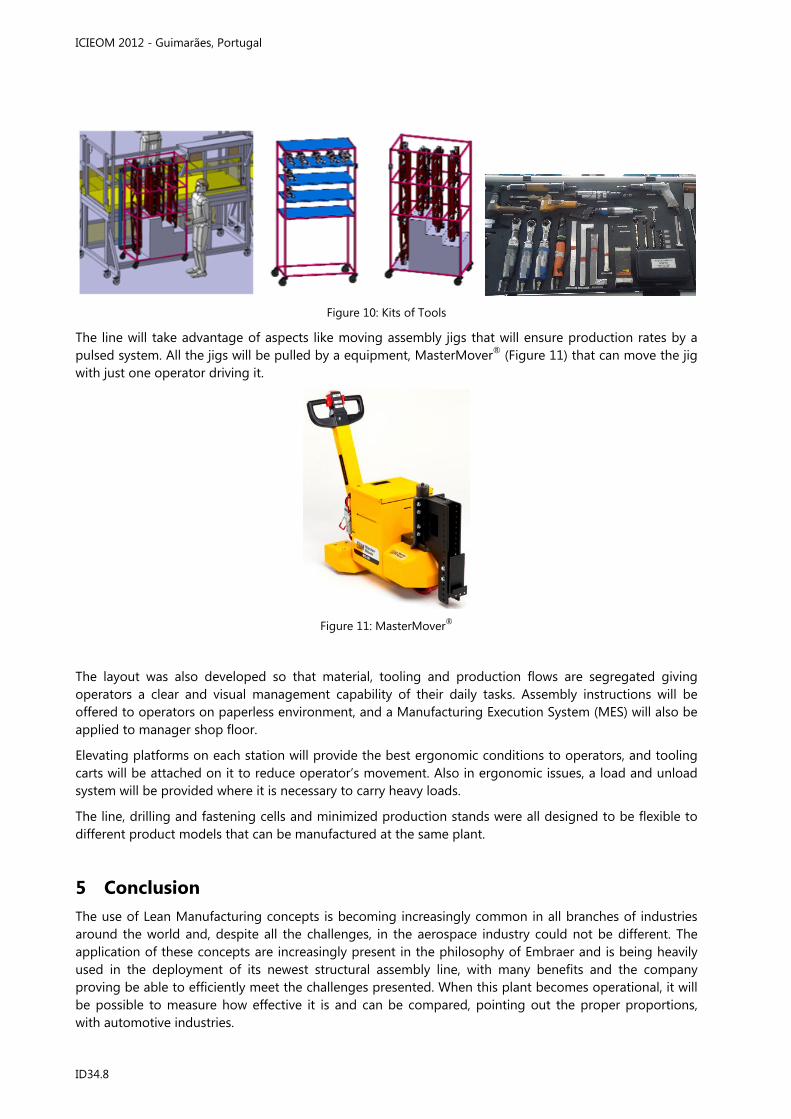
4 Legacy 500 Wing Assembly Line Characteristics Optimized processes, layout and the application of fundamental lean principles like visual management, tools and parts delivered on a surgeon like way to operators will also ensure minimum waste on human resources. Tools, parts and other accessories are delivered into kits to operators reducing non productive movements, as showed in Figure 10.
ICIEOM 2012 - Guimarães, Portugal
ID34.8
Figure 10: Kits of Tools
The line will take advantage of aspects like moving assembly jigs that will ensure production rates by a pulsed system. All the jigs will be pulled by a equipment, MasterMover® (Figure 11) that can move the jig with just one operator driving it.
Figure 11: MasterMover®
The layout was also developed so that material, tooling and production flows are segregated giving operators a clear and visual management capability of their daily tasks. Assembly instructions will be offered to operators on paperless environment, and a Manufacturing Execution System (MES) will also be applied to manager shop floor.
Elevating platforms on each station will provide the best ergonomic conditions to operators, and tooling carts will be attached on it to reduce operator’s movement. Also in ergonomic issues, a load and unload system will be provided where it is necessary to carry heavy loads.
The line, drilling and fastening cells and minimized production stands were all designed to be flexible to different product models that can be manufactured at the same plant.
5 Conclusion The use of Lean Manufacturing concepts is becoming increasingly common in all branches of industries around the world and, despite all the challenges, in the aerospace industry could not be different. The application of these concepts are increasingly present in the philosophy of Embraer and is being heavily used in the deployment of its newest structural assembly line, with many benefits and the company proving be able to efficiently meet the challenges presented. When this plant becomes operational, it will be possible to measure how effective it is and can be compared, pointing out the proper proportions, with automotive industries.

CASE STUDY: LEAN CONCEPTS - EMBRAER-EVORA WING ASSEMBLY LINE
ID34.9
References Browning, T.; Deyst, J.; Eppinger, S.; Whitney, D. Adding value in product development by creating information and
reducing risk. IEEE Transactions Engineering Management, New York, v. 49, n. 4, p. 443–458, 2002. Carvalho, André Barbosa de Araújo. Automação do processo de fabricação de empenagens de compósito na fase de
protótipos. 2011. 93f. Dissertação de Mestrado Profissionalizante – Instituto Tecnológico de Aeronáutica, São José dos Campos.
Devlieg, R; Feikert, E. One-Up Assebly with Robots. SAE Technical Paper, AMAF, 2008. North Charleston, USA. Drake JR, Paul J. Dimensioning and Tolerancing Handbook. McGraw-Hill, New York, 1999 Embraer. (2011). Market Outlook, Obtido em 20 de 12 de 2011, de Embraer Investor Relations:
http://ri.embraer.com.br/default.aspx?linguagem=en Huang, G. Q. Design for X: concurrent engineering imperatives. London, UK: Chapman & Hall, 1996 Huthwaite, Bart. Checklist for DFM, Machine Design. P.163-167, 1990. Mello, João Marcos Gomes de. Proposta de melhoria no fluxo de produção da montagem de material compósito pela
abordagem lean manufacturing. 2009. 102f. Dissertação de Mestrado Profissionalizante – Instituto Tecnológico de Aeronáutica, São José dos Campos.
Rother, Mike; Shook, John. Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício. São Paulo, Lean Institute Brasil, 2003. 102p.
Womack, P. James; Jones, T. Daniel. A mentalidade enxuta nas empresas: Lean thinking. 8 ed. Rio de Janeiro: Elsevier, 2004. 408p