cabezal de soldadura tubo - placa mwh-70 -...
TRANSCRIPT

FILE: MWH70-spa.DOC Rev 0.0-2002
CABEZAL DE SOLDADURA TUBO - PLACA
MWH-70
Maus Italia F.Agostino & C. s.a.s. s.s.Paullese Km 30 C.F./P.I. 00141010199 26010 Bagnolo Cremasco (CR) Tel. 0039-0373-237001 Fax 0039-0373-649560

FILE: MWH70-spa.DOC Rev 0.0-2002
ÍNDICE 1 DATOS DE IDENTIFICACIÓN DEL PRODUCTO 1.1 Lista de la documentación suministrada 2 ADVERTENCIAS PRELIMINARES 2.1 Límites de responsabilidad. 2.2 Reglas generales de seguridad. 2.2.1 Protección personal. 2.2.2 Protección de terceros. 2.2.3 Prevención incendio y explosión. 2.2.4 Protección contra humo y gas. 2.2.5 Colocación e instalación del sistema. 3 CARACTERÍSTICAS TÉCNICAS 4 DESCRIPCIÓN DEL CABEZAL 4.1 Cuerpo Central y Acoplamiento Rotatorio 4.2 Grupo Alimentador del Alambre de aportación 4.3 Cuerpo delantero y Antorcha 4.4 Grupo de Centrado 4.5 4.5 Sistema de Conexión 5 USO Y MANTENIMIENTO 5.1 Uso del Cabezal de Soldadura MWH-70 5.2 Posicionamiento del Cabezal MWH-70 5.3 Puesta en marcha del Cabezal MWH-70 5.4 Preparación y Sustitución del Electrodo 5.5 Regulación del Diámetro de Soldadura 5.6 Regulación de la Distancia de Soldadura 5.7 Regulación de la Dirección de llegada del Alambre de Aportación 5.8 Sustitución Boquilla del Alambre 5.9 Sustitución de la Bobina 5.9.1 Regulación de los rodillos impulsores 5.10 Desmontaje o Montaje del grupo de alimentación del Alambre de Aportación 5.11 Sustitución de la Vaina de Guía del alambre 5.11.1 Sustitución de la Vaina Delantera 5.11.2 Sustitución de la Vaina Trasera 6 PIEZAS DE RECAMBIO 6.1 Informaciones para el Pedido de Piezas de Recambio 6.2 Lista Piezas de Recambio 6.2.1 Cuerpo Central y Acoplamiento Rotatorio 6.2.2 Alambre de Aportación 6.2.3 Cuerpo delantero y antorcha 7 DIAGRAMA DE CABLEADO

FILE: MWH70-spa.DOC Rev 0.0-2002
1- DATOS DE IDENTIFICACIÓN DEL PRODUCTO FABRICANTE: MAUS Italia F.Agostino & C s.a.s ss Paullese Km 30 26010 Bagnolo Cremasco ( CR) ITALIA PRODUCTO : Cabezal de soldadura MWH-70 Matrícula _______ Año: ___________ Vendido a : ___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ 1.1- LISTA DE LA DOCUMENTACIÓN SUMINISTRADA: Manual de uso/mantenimiento MWH70 Planos y piezas de recambio MWH70 -------------------------------------------------------------- Manual de uso/mantenimiento MW-240 [ Basic ] Manual de uso/mantenimiento MW-280 [ Top ]

FILE: MWH70-spa.DOC Rev 0.0-2002
2- ADVERTENCIAS PRELIMINARES Introducción: La finalidad de este manual es suministrar una descripción detallada acerca de la instalación de soldadora BASIC-S; en él se especifican las características de funcionamiento, las prestaciones y las instrucciones de instalación, uso y mantenimiento. Las versiones especiales no modifican la substancia y la finalidad de la máquina; el manual se completará con integraciones posteriores. Finalidad del manual: Esta publicación está destinada a quienes utilizan el sistema BASIC-S, al personal encargado del mantenimiento y de la reparación y al responsable de la división. Este manual debe conservarse en buen estado y guardarse en un lugar fácilmente accesible para el personal encargado del funcionamiento. Símbolos: Los símbolos utilizados en las siguientes páginas son útiles para especificar el distinto tipo de información y para llamar la atención hacia operaciones que son peligrosas para la seguridad.
SEÑAL DE ATENCIÓN Este símbolo antecede las instrucciones operativas y condiciones que presentan riesgos para la seguridad.
Aténgase escrupulosamente a las indicaciones.
SEÑAL DE INFORMACIÓN Antecede las instrucciones que proveen consejos útiles para el uso y mantenimiento de la máquina.
SEÑAL DE INDICACIÓN Este símbolo indica el procedimiento de mantenimiento que debe ser llevado a cabo por personal especializado o directamente por MAUS Italia. Respete la secuencia operativa descrita.
2.1-LÍMITES DE RESPONSABILIDAD RECORDAMOS QUE LA LECTURA DE ESTE MANUAL NO EXIME DEL RESPETO DE LAS LEGISLACIONES VIGENTES SOBRE LAS NORMAS DE SEGURIDAD. Con relación a todo lo anterior, MAUS Italia no se considera responsable en caso de: - Uso inadecuado. - Defectos de tensión de red. - Conexión incorrecta a la red. - Modificaciones no autorizadas a la máquina. - Inobservancia de las normas vigentes y de seguridad. - Inobservancia de las instrucciones de servicio y de mantenimiento o reparaciones inadecuadas.
i

FILE: MWH70-spa.DOC Rev 0.0-2002
2.2- REGLAS GENERALES DE SEGURIDAD Antes de comenzar cualquier trabajo el usuario tiene que haber leído y comprendido este manual. No realice modificaciones ni trabajos de mantenimiento no descritos. Contacte a personal cualificado o a MAUS Italia s.a.s. en caso de dudas o problemas no tratados en este manual. 2.2.1 PROTECCIÓN PERSONAL El proceso de soldadura es una fuente nociva de radiaciones, ruido, calor y emanaciones gaseosas. Los portadores de equipos electrónicos vitales (marcapasos) deberían consultar al médico antes de acercarse a los trabajos de soldadura. - No utilice lentes de contacto. - Tenga a disposición un botiquín de primeros auxilios
NO SUBESTIME LAS QUEMADURAS
- Utilice indumentaria de protección para proteger la piel de los rayos del arco y de las chispas.
- Utilice máscaras con protecciones laterales para el rostro y filtro de protección idóneo ( NR 10 o superior ) para los ojos. - Utilice auriculares para el ruido si el proceso de soldadura o el entorno originan un ruido
peligroso. - Interrumpa de inmediato los trabajos de soldadura si se advierte la sensación de sacudida
eléctrica. 2.2.2 PROTECCIÓN DE TERCEROS - Coloque un tabique divisorio ignífugo para proteger la zona de soldadura de los rayos,
chispas y escorias incandescentes. - Advierta a las demás personas que no deben mirar la soldadura y que deben protegerse
de los rayos del arco o del metal incandescente. 2.2.3 PREVENCIÓN DE INCENDIO / EXPLOSIÓN El proceso de soldadura puede causar incendio o explosión. - Las botellas de gas comprimido son peligrosas; consulte a su proveedor antes de
manejarlas. Colóquelas protegidas de: - exposición directa a los rayos del sol. - llamas - variaciones de temperatura - temperaturas muy frías. Fíjelas con elementos adecuados a las paredes o a los soportes para evitar que se caigan. - Elimine de la zona de trabajo y de los alrededores los materiales inflamables y
combustibles. - Sitúe cerca de la zona de trabajo un dispositivo de lucha contra incendios. - No realice soldaduras en recipientes cerrados. - No suelde en lugares donde haya polvos, gases o vapores explosivos. - No realice soldaduras en recipientes bajo presión o cerca de ellos.

FILE: MWH70-spa.DOC Rev 0.0-2002
2.2.4 PROTECCIÓN CONTRA HUMO Y GAS El humo, gases o polvo generados por el proceso de soldadura pueden ser perjudiciales para la salud.
IMPORTANTE: no utilice oxígeno para la ventilación.
- Disponga de una ventilación adecuada, natural o forzada, en la zona de trabajo. - Para soldar en lugares pequeños se aconseja contar con la supervisión de un colega
situado externamente. - Coloque las botellas de gas en lugares abiertos o con buena recirculación de aire. - No realice trabajos de soldadura en lugares donde se realizan desengrases o pintura. 2.2.5 COLOCACIÓN E INSTALACIÓN DEL SISTEMA
Observe las siguientes normas: - Fácil acceso a los mandos y a las conexiones. - No coloque el equipo en lugares pequeños. - Nunca coloque el equipo sobre una superficie con una inclinación superior a 10° respecto
del plano horizontal. - Respete las disposiciones locales sobre las normas de seguridad durante la instalación y
realice el mantenimiento del aparato según las indicaciones del fabricante. - El mantenimiento debe ser realizado sólo por personal cualificado, de ser necesario
contacte directamente a MAUS Italia. - Está prohibida la conexión de varios sistemas (en serie o en paralelo). - Desconecte la alimentación eléctrica antes de trabajar en el interior del armario. - Controle que la red de alimentación y la puesta a tierra sean suficientes y adecuadas. - El cable de masa se debe conectar lo más cerca posible a la zona a soldar. - Respete las precauciones acerca del grado de protección del sistema. - Antes de soldar controle el estado de los cables eléctricos y de la antorcha, si estuvieran
deteriorados no los utilice antes de sustituirlos o de repararlos. Este equipo debe utilizarse sólo para fines profesionales en entornos industriales y debe ser utilizado por personal preparado oportunamente para el uso y el mantenimiento.
FILE: MWH70-spa.DOC Rev 0.0-2002
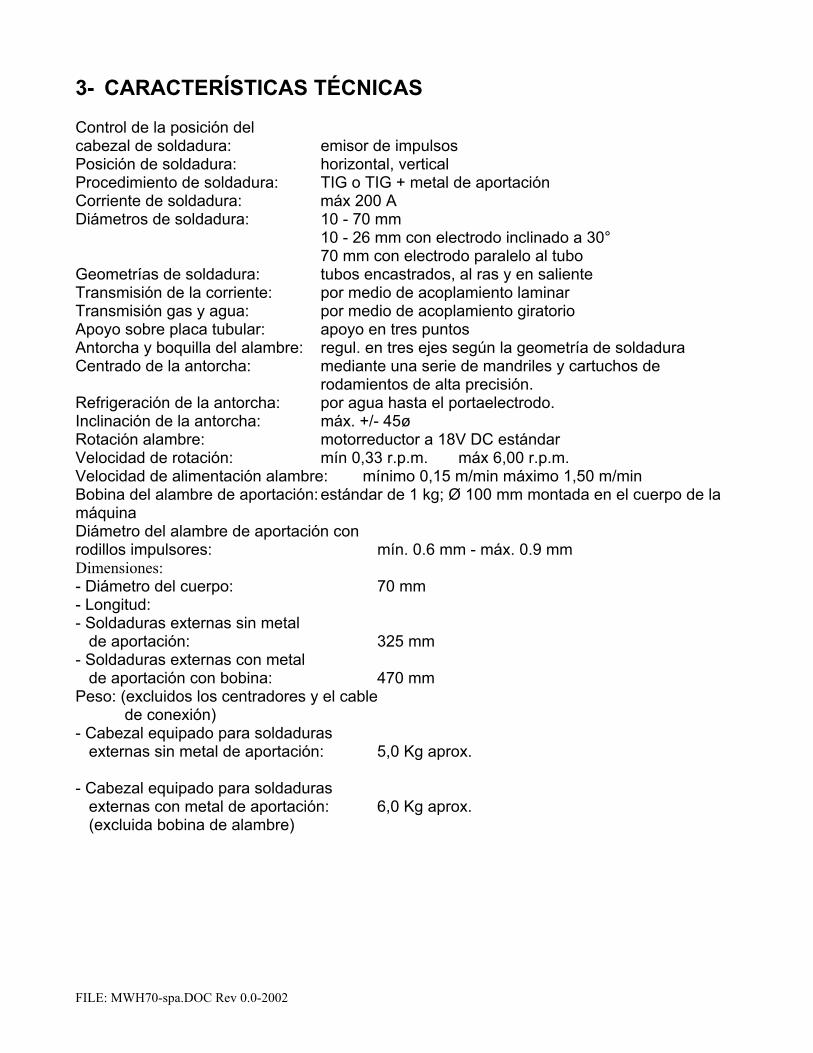
3- CARACTERÍSTICAS TÉCNICAS Control de la posición del cabezal de soldadura: emisor de impulsos Posición de soldadura: horizontal, vertical Procedimiento de soldadura: TIG o TIG + metal de aportación Corriente de soldadura: máx 200 A Diámetros de soldadura: 10 - 70 mm 10 - 26 mm con electrodo inclinado a 30° 70 mm con electrodo paralelo al tubo Geometrías de soldadura: tubos encastrados, al ras y en saliente Transmisión de la corriente: por medio de acoplamiento laminar Transmisión gas y agua: por medio de acoplamiento giratorio Apoyo sobre placa tubular: apoyo en tres puntos Antorcha y boquilla del alambre: regul. en tres ejes según la geometría de soldadura Centrado de la antorcha: mediante una serie de mandriles y cartuchos de rodamientos de alta precisión. Refrigeración de la antorcha: por agua hasta el portaelectrodo. Inclinación de la antorcha: máx. +/- 45ø Rotación alambre: motorreductor a 18V DC estándar Velocidad de rotación: mín 0,33 r.p.m. máx 6,00 r.p.m. Velocidad de alimentación alambre: mínimo 0,15 m/min máximo 1,50 m/min Bobina del alambre de aportación: estándar de 1 kg; Ø 100 mm montada en el cuerpo de la máquina Diámetro del alambre de aportación con rodillos impulsores: mín. 0.6 mm - máx. 0.9 mm Dimensiones: - Diámetro del cuerpo: 70 mm - Longitud: - Soldaduras externas sin metal de aportación: 325 mm - Soldaduras externas con metal de aportación con bobina: 470 mm Peso: (excluidos los centradores y el cable de conexión) - Cabezal equipado para soldaduras externas sin metal de aportación: 5,0 Kg aprox. - Cabezal equipado para soldaduras externas con metal de aportación: 6,0 Kg aprox. (excluida bobina de alambre)

FILE: MWH70-spa.DOC Rev 0.0-2002
4 DESCRIPCIÓN DEL CABEZAL Este cabezal para soldadura automática permite la unión de tubos en placas tubulares por medio de soldadura TIG o TIG + metal de aportación. Si se quieren hacer soldaduras TIG sin metal de aportación se puede desmontar la parte trasera de la máquina obteniendo un peso menor y un tamaño menor, lo que es muy ventajoso cuando se debe efectuar este tipo de soldadura en tubos de diámetro pequeño y delgados. A) El cabezal de soldadura de la pistola puede girar indefinidamente, porque la llegada de corriente, de agua de refrigeración y de gas a la antorcha se realiza a través de un acoplamiento giratorio especial, de esta manera las conexiones de los cables quedan en posición estacionaria. B) El electrodo y la boquilla del alambre se mueven respecto del eje del tubo; lo que permite obtener rápidamente la inclinación ideal del electrodo y el posicionamiento del alambre de aportación. C) Todos los trabajos y el mantenimiento (tal como la sustitución de la bobina, del electrodo, de la vaina y de las conexiones del cable) son sencillos y pueden ser efectuados directamente por el operario. En síntesis, la pistola está formada de los siguientes grupos: - Cuerpo central y acoplamiento giratorio plano de conjunto 20.01.01.00 - Alambre de aportación plano de conjunto 20.02.01.00 - Cuerpo delantero y antorcha plano de conjunto 20.03.00.00 Bajo pedido pueden suministrarse: - Campana con casquillo de apoyo de acero en el caso de soldadura de tubos al ras de la placa. - Grupo de soldadura interna para soldaduras hasta una profundidad de 400 mm, interior del tubo de 9,5 a 80 mm. - Campana delantera de paredes transparentes para doble gas de protección (por ejemplo
para soldaduras de titanio), bajo pedido dotada de apoyo en 3 puntos regulables. Recordamos que MAUS ITALIA puede diseñar antorchas para soldaduras de geometrías especiales (por ejemplo para reactores de urea) y también cabezales largos para soldaduras en zonas difíciles de acceder, según los dibujos de cliente relativos a la geometría de soldadura.

FILE: MWH70-spa.DOC Rev 0.0-2002
4.1 Cuerpo central y acoplamiento giratorio (plano de conjunto 20.01.01.00) El grupo está compuesto de las siguientes piezas o grupos de piezas. - Grupo de racores (pos. 34) de conexión al cable de la máquina para la llegada del agua de refrigeración, de la corriente de soldadura y del gas de protección. - Toma de conexión para la conexión eléctrica de la máquina al programador (pos. 38). - Acoplamiento giratorio (pos. 25) y eje distribuidor (pos. 23) del agua de refrigeración, del gas de protección y de la corriente de soldadura. El contacto eléctrico entre las piezas se obtiene con acoplamiento laminar (pos. 52). - Cojinetes de rozamiento (pos. 13; 12) autolubricantes de soporte del eje distribuidor. - Motorreductor de mando de la rotación estándar (pos. 19). - Acoplamiento corona-piñón (pos. 22; 30) para la transmisión de la rotación del motor al cabezal de soldadura. - Dispositivo contador de impulsos electromecánico para controlar el ciclo de soldadura de acuerdo con la posición de la antorcha. El microinterruptor (pos. 61), accionado por una rueda de 20 levas, envía 60 impulsos para una rotación de 360° de la antorcha. - Cuerpo externo (pos. 02) con el gancho de suspensión (pos. 37) del cabezal (estándar para soldaduras en posición horizontal). - Soporte campana delantera (pos. 01). - Cojinetes de bolas (pos. 49): permiten la rotación de la campana y del grupo delantero de soldadura externa o interna. - Zócalo (pos. 31). - Botón Encendido/Apagado (pos. 59). Sirve para comenzar el ciclo de soldadura o detenerlo en caso de emergencia antes de que el ciclo concluya automáticamente.

FILE: MWH70-spa.DOC Rev 0.0-2002
4.2 Grupo alimentador del alambre de aportación (plano de conjunto 20.02.01.00 ) - Motorreductor de precisión de mando de la alimentación del alambre de aportación (pos. 43). - Par de rodillos impulsores (pos. 20; 21). En la máquina hay montados rodillos para alambre de 0,6 - 0,9 mm de diámetro. - Soporte de la bobina del alambre (pos. 11). Las bobinas estándares tienen las siguientes dimensiones: - diámetro exterior: 100 mm - diámetro mínimo de enrollado del alambre: 40 mm - diámetro del eje de soporte: 16 mm - Dispositivo de bloqueo elástico de la bobina. El dispositivo está provisto de un original sistema antidesenrrollamiento por discos-embrague (pos. 37-38). - Grupo de salida del alambre de aportación. El grupo tiene los grados de ajuste indicados y está compuesto de: - Boquilla de guía (pos. 40) - Boquilla del alambre optoaislada (pos. 03) y guía del alambre en salida (pos. 08) - Guía del alambre en entrada (pos. 39) y racor de entrada trasero (pos. 16) - Vaina trasera de guía del alambre (pos. 09) - Vaina delantera de guía del alambre (pos. 04) - Eje con forro aislante (pos. 28) - Soporte del eje en acero inoxidable (pos. 29)
4.3 Cuerpo delantero y antorcha (plano de conjunto 20.03.00.00)
- Cuerpo de la corredera (pos. 11) en latón con guía de deslizamiento para la corredera del soporte de la antorcha. El cuerpo está perforado para el paso del agua de refrigeración y del gas de protección. De este salen 3 tubos de Viton (pos. 13; 15) que llegan al cuerpo de la antorcha. - Cuerpo de la antorcha (pos. 12) con agujero roscado para alojamiento del difusor de gas (gas lens). El cuerpo de la antorcha está revestido por una pintura especial para obtener el aislamiento total de la pieza embestida por la alta frecuencia. - Soporte de la antorcha (pos. 01) con orificio para regular la distancia de soldadura. El soporte está aislado del cuerpo de la antorcha. Además está dotado de un eje que sostiene el grupo de salida del alambre de aportación. - Dispositivo de regulación (con tornillo micrométrico) de la posición radial de la antorcha (pos. 07). - Cuerpo aislante (pos. 03). - Apoyo en tres puntos (pos. 08; 17; 26; 27)

FILE: MWH70-spa.DOC Rev 0.0-2002
- Campana de soporte del mandril de centrado (pos. 14) Bajo pedido, campana delantera con casquillo de apoyo (plano 20.05.00.00). 4.4 Grupo de centrado para soldaduras exteriores Tiene la finalidad de mantener la máquina con el eje de rotación que coincida con el eje del tubo durante la soldadura. Este consta de un mandril desmontable que se fija por medio de 5 tornillos a la campana situada adelante de la antorcha. En este mandril se montan los cartuchos de centrado que se insertan en el tubo (conexión de bayoneta y bloqueo con bola) El cartucho de centrado, particularmente eficiente por las bolas montadas elásticamente, permite usar la pistola también en tubos ligeramente ovalados o deformados. Los mandriles y cartuchos deben elegirse según el diámetro interior del tubo, de acuerdo con la tabla indicada a continuación.

FILE: MWH70-spa.DOC Rev 0.0-2002
4.5 Sistema de conexión (plano de conjunto: 20.01.01.00) El cabezal de soldadura MWH-70 está provisto de serie de un cable de la máquina (pos. 39) que permite la conexión con un programador /generador de soldadura. El cable es de 8 metros de largo y en su interior contiene: - el tubo de llegada del agua de refrigeración (cinta azul). - el tubo de retorno del agua de refrigeración que contiene en su interior la trenza de la corriente de soldadura (cinta roja). - el tubo de llegada del gas de protección (cinta amarilla). - el tubo para el doble flujo de gas de protección, gas 2. El cable se entrega de serie sin entrerroscas de conexión. - El cable multipolar para la transmisión de las señales de mando del programador a la pistola de soldadura. 5 USO Y MANTENIMIENTO 5.1 Uso del Cabezal de Soldadura MWH-70 La antorcha modelo MWH-70 presenta algunas características particulares que ya fueron parcialmente delineadas, pero que conviene recordar: 1) Posibilidad de inclinar la antorcha +/- 45ø. 2) Posibilidad de realizar soldaduras en tubos que sobresalen o empotrados en la placa
tubular. 3) El diámetro mínimo de soldadura depende solamente de la posibilidad de centrado.
En la versión estándar se suministran centradores para tubos de 10 mm de diámetro interior mínimo .
4) Posibilidad de hacer soldaduras con o sin metal de aportación. Tales características sitúan a este modelo el nivel más alto entre las pistolas de soldadura actualmente presentes en el mercado internacional. Asimismo, los trabajos de regulación y de mantenimiento del cabezal de soldadura MWH-70 son extremadamente sencillos y rápidos y garantizan una absoluta fiabilidad y un excelente grado de reproducibilidad de las soldaduras. Sin embargo, antes de pasar a la etapa de soldadura en producción, es conveniente preparar una cantidad suficiente (50 aprox.) de muestras de soldadura que reproduzcan la geometría deseada. Se recomienda, como regla general, que la distancia entre el alambre de aportación y el electrodo de volframio sea de alrededor de 0,5 - 1,0 mm y que su posición sea perpendicular al eje del electrodo y tangente a la placa.

FILE: MWH70-spa.DOC Rev 0.0-2002
Coloque el cabezal de soldadura sostenido por un balancín elástico: equilibrando el peso de los cabezales un operario solo puede soldar con 2 o varias máquinas contemporáneamente, porque es suficiente introducir y extraer los centradores de las pistolas de los agujeros de los tubos por soldar. El cabezal de soldadura MWH-70 permite realizar una cantidad notable de producción de alta calidad. Dicha potencialidad intrínseca se aprovecha si se prepara y se organiza previamente el lugar de trabajo: - Prepare paquetes de botellas de gas antes que botellas solas, para disminuir el tiempo que se pierde para sustituirlas. - Disponga de:
- Una cantidad suficiente de electrodos W-Th cortados a la medida justa y afilados en los dos extremos
- Boquillas cerámicas y boquillas del alambre de repuesto. - Las herramientas necesarias para las operaciones en la antorcha y para la
sustitución del alambre. Por último, se aconseja limpiar perfectamente los tubos y la placa tubular: es oportuno eliminar el óxido, fragmentos, rebabas de taladrado, grasa, marcas de pintura y de yeso. 5.2 Posicionamiento del cabezal MWH-70 El peso ligero del cabezal y el eficiente dispositivo de centrado permiten un uso sencillo y económico. Para posicionar el cabezal basta con un balancín - colgado de un monocarril - que pueda equilibrar el peso del cabezal y de una parte del cable de la máquina. Para obtener un apoyo eficiente del cabezal sobre la placa tubular se aconseja que el cable de suspensión, de alrededor de 2 metros de largo, forme un ángulo de 10° - 15° con la línea vertical para que así, durante la soldadura, se aplique una fuerza ligera que presione el cabezal contra la placa tubular. 5.3 Puesta en marcha del cabezal MWH-70 (plano de conjunto 20.01.01.00) Al presionar el botón (pos. 59), si el cabezal MWH-70 está conectado a un programador, comienza el ciclo de soldadura (real o simulado según la selección efectuada). Al presionar el mismo botón por segunda vez, se provoca la parada de emergencia, con bloqueo inmediato de todas las funciones, incluido el apagado del arco eléctrico. Véanse las instrucciones de la instalación conectada.
FILE: MWH70-spa.DOC Rev 0.0-2002
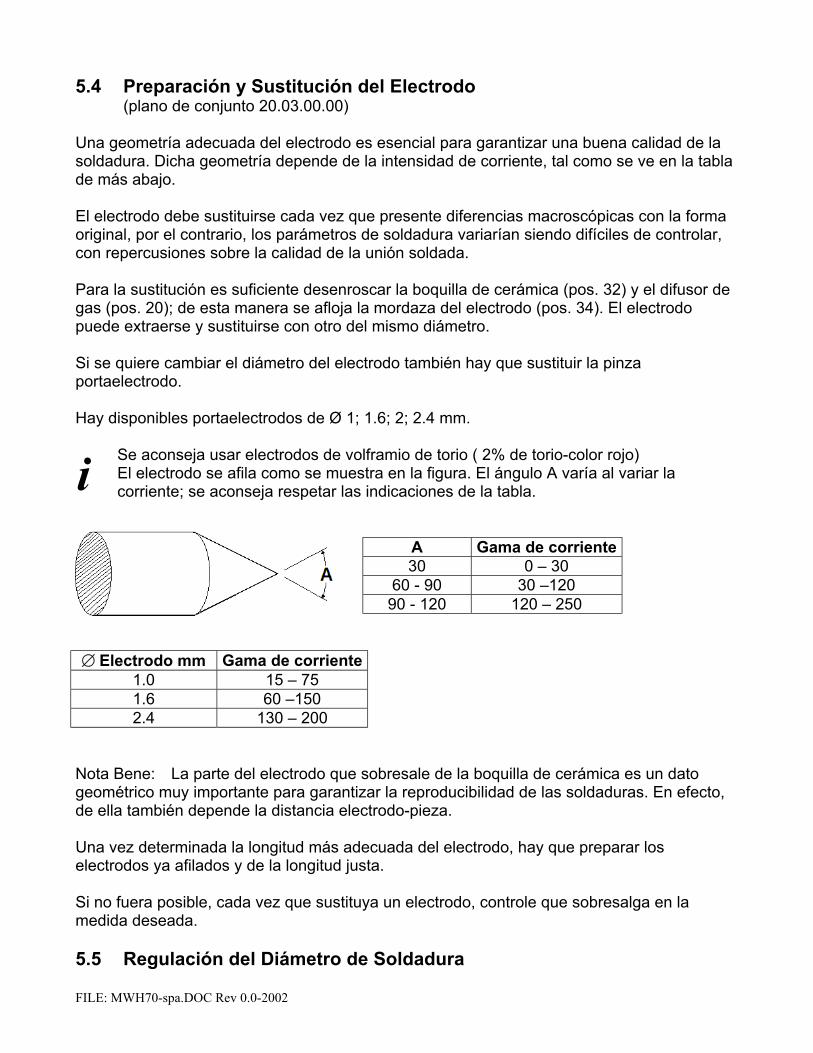
5.4 Preparación y Sustitución del Electrodo (plano de conjunto 20.03.00.00) Una geometría adecuada del electrodo es esencial para garantizar una buena calidad de la soldadura. Dicha geometría depende de la intensidad de corriente, tal como se ve en la tabla de más abajo. El electrodo debe sustituirse cada vez que presente diferencias macroscópicas con la forma original, por el contrario, los parámetros de soldadura variarían siendo difíciles de controlar, con repercusiones sobre la calidad de la unión soldada. Para la sustitución es suficiente desenroscar la boquilla de cerámica (pos. 32) y el difusor de gas (pos. 20); de esta manera se afloja la mordaza del electrodo (pos. 34). El electrodo puede extraerse y sustituirse con otro del mismo diámetro. Si se quiere cambiar el diámetro del electrodo también hay que sustituir la pinza portaelectrodo. Hay disponibles portaelectrodos de Ø 1; 1.6; 2; 2.4 mm.
Se aconseja usar electrodos de volframio de torio ( 2% de torio-color rojo) El electrodo se afila como se muestra en la figura. El ángulo A varía al variar la corriente; se aconseja respetar las indicaciones de la tabla.
A Gama de corriente 30 0 – 30
60 - 90 30 –120 90 - 120 120 – 250
∅ Electrodo mm Gama de corriente 1.0 15 – 75 1.6 60 –150 2.4 130 – 200
Nota Bene: La parte del electrodo que sobresale de la boquilla de cerámica es un dato geométrico muy importante para garantizar la reproducibilidad de las soldaduras. En efecto, de ella también depende la distancia electrodo-pieza. Una vez determinada la longitud más adecuada del electrodo, hay que preparar los electrodos ya afilados y de la longitud justa. Si no fuera posible, cada vez que sustituya un electrodo, controle que sobresalga en la medida deseada. 5.5 Regulación del Diámetro de Soldadura
i

FILE: MWH70-spa.DOC Rev 0.0-2002
(plano de conjunto 20.03.00.00) El diámetro de soldadura puede regularse con el tornillo micrométrico (pos. 07) con la llave entregada. 5.6 Regulación de la Distancia de Soldadura (plano de conjunto 20.03.00.00) En los cabezales de soldadura MWH-70 es posible regular la distancia de soldadura de distintas maneras: - Girando la contratuerca (pos. 10) del apoyo de tres puntos o de la campana delantera se puede modificar la distancia electrodo-placa. - Por medio de los mecanismos de regulación del grupo antorcha: en efecto, al aflojar el tornillo (pos. 35) todo el grupo puede trasladarse paralelamente al eje del cabezal. La regulación en el grupo antorcha permite tener un campo de regulación de la distancia de soldadura de 6 mm. 5.7 Regulación de la Dirección de llegada del alambre de aportación El grupo de orientación de la llegada del alambre de aportación está ensamblado en la antorcha y sigue sus desplazamientos radiales y axiales. Sin embargo, está dotado de otros grados de ajuste. Para realizar tales movimientos hay que aflojar con la llave hexagonal los tornillos M3 situados en las bisagras. La boquilla de guía del alambre se posiciona para obtener la distancia justa entre alambre y electrodo. 5.8 Sustitución de la Boquilla del Alambre (plano de conjunto 20.02.01.00) Esta sustitución es necesaria cuando el orificio de la boquilla de guía del alambre, por el desgaste, adquiere forma ovalada o si su diámetro es muy grande para guiar con precisión el alambre, o bien cuando se quiere utilizar un alambre de otro diámetro. Hay disponibles boquillas para alambres de diámetro 0,6; 0,8; 0,9; 1,0 mm. Para el desmontaje es suficiente aflojar el tornillo Allen M3 (pos. 51), extraer la boquilla acoplada con el anillo aislante, desenroscar la boquilla de la vaina de guía del alambre, quitar el anillo para montarlo en la boquilla nueva, volver a enroscar la vaina, montar y fijar la boquilla en el soporte. 5.9 Sustitución de la Bobina (plano de conjunto 20.02.01.00)

FILE: MWH70-spa.DOC Rev 0.0-2002
Los pasos sustituir y usar una bobina nueva son los siguientes: - Corte el alambre que haya quedado en la bobina. - Por medio del mando manual de la unidad de programación haga avanzar el alambre de
aportación. El alambre saldrá hasta que habrá pasado todo por encima de los rodillos impulsores.
- Quite de la vaina de guía del alambre el trozo de alambre que haya quedado tirando de él con una pinza desde el extremo delantero (salida de la boquilla de guía del alambre).
- Desenrosque el volante (pos. 33) y quite la bobina vacía. - Suelte el alambre anudado en el costado de la bobina nueva y prepare el extremo del
alambre, redondeando con la lima entregada las rebabas hechas por la pinza o durante el estirado, para que no arruinen la vaina de guía (de teflón) reduciendo su duración.
- Introduzca el alambre en la guía que sale por la parte trasera de la máquina, cerca de la bobina.
- Empuje el alambre con atención hasta que encuentre una resistencia. - Ponga atención en lo siguiente: - extraiga del alojamiento la boquilla final del alambre así evitando que el alambre perfore la
vaina en la curva que se forma con la boquilla final del alambre montada. - Si los rodillos de alimentación del alambre de aportación están muy abiertos, el alambre
pasa entre ellos y sale por la vaina delantera. - Si los rodillos están muy cerrados el alambre se detiene adelante de ellos. - En ambos casos es necesario regular el tornillo micrométrico (pos. 65) que ajusta la
posición de los rodillos y la presión que estos ejercen sobre el alambre. - Introduzca la bobina sin superponerla a la vaina flexible que sale del cuerpo de la máquina. - Controle que el perno de arrastre del disco externo del embrague se introduzca en el alojamiento en la misma bobina. - Enrosque de nuevo el volante (pos. 33). - Introduzca la boquilla final en su alojamiento. Nota: el grupo del alambre está dotado de un embrague que permite mantener el metal de aportación bien enrollado y frenado lo suficiente para alimentar siempre una cantidad constante. - Configure en el programador la velocidad de alimentación de alambre, controlando que salga regularmente por medio de un ciclo de simulación - Por último controle la dirección correcta de llegada del alambre de aportación.

FILE: MWH70-spa.DOC Rev 0.0-2002
5.9.1 Regulación de los rodillos impulsores (plano de conjunto 20.02.01.00) Es indispensable que la presión esté regulada correctamente: en efecto, una presión muy baja no asegura una salida uniforme de alambre, provocando deceleraciones o interrupciones. Una presión excesiva esfuerza inútilmente todo el grupo alimentador.
Para regular la presión de los rodillos impulsores hay que seguir estas instrucciones: - Encienda la instalación y colóquela bajo tensión. - Si el alambre se detuviera adelante de los rodillos demasiado cerrados, gire el tornillo (pos. 65) hacia la izquierda para ensanchar los rodillos y para hacer penetrar libremente el alambre hasta que salga por el cabezal de soldadura. - Ajuste de nuevo el tornillo de regulación de la presión de los rodillos manteniendo contemporáneamente apretado el botón de mando manual de la salida de alambre, en el programador o en el telemando (según el tipo de equipo). Tan pronto como se advierta que los rodillos presionan sobre el alambre, gire hacia la derecha otros 180° el tornillo de regulación. La presión ejercida por los rodillos sobre el alambre es la correcta. 5.10 Desmontaje o puesta en funcionamiento del Grupo Alimentador de Alambre de Aportación (plano de conjunto 20.02.01.00) Tal como anticipado, el cabezal de soldadura MWH-70 permite soldaduras TIG con o sin metal de aportación. En el segundo caso es ventajoso, en términos de peso, tamaño y maniobrabilidad general, desmontar el grupo alimentador del alambre de aportación. Para una mayor claridad, a continuación se describirán sólo las operaciones para el montaje; una vez aprendidas dichas metodologías las operaciones de desmontaje no presentarán dificultad alguna: - Monte el grupo delantero de soporte de la boquilla del alambre fijándolo con el tornillo (pos. 57). Nota: el anillo aislante no se debe desmontar. - Quite el tapón de cierre (véase plano de conjunto 20.01.01.00 pos. 04).
- Coloque en posición el grupo alimentador controlando que:
- La vaina de guía del alambre delantero (pos. 04) se sitúe en la ranura específica hecha en el cuerpo de la máquina. - Conecte los conectores eléctricos (pos. 55; 56) para alimentar el motor de arrastre del
alambre. - Fije el grupo alimentador en el cuerpo central por medio de los tornillos (pos. 51; 62).
- Enrosque la boquilla de guía del alambre (pos. 40) en el extremo … de la guía delantera y

FILE: MWH70-spa.DOC Rev 0.0-2002
coloque la boquilla.
- Monte la bobina del grupo alimentador de alambre según el procedimiento antes descrito. 5.11 Sustitución de las Vainas de Guía del Alambre La sustitución de la vaina es necesaria según el desgaste que esta presente. El desgaste es causado, por lo general, por las asperezas de las superficies del alambre de aportación y por los residuos de material (presentes en el alambre) que se depositan en el interior de la vaina. Por lo general, la sustitución puede programarse periódicamente cada 10 -15 bobinas de metal de aportación usadas (depende, naturalmente, de la calidad del alambre empleado) y debe llevarse a cabo fuera del tiempo de producción. Considerado el coste bajo de las vainas se recomienda sustituirlas para evitar inconvenientes durante la soldadura y así perder el capacidad de producción correspondiente al tiempo necesario para su sustitución. A continuación, se ilustrarán por separado los trabajos de sustitución de la vaina delantera y de la vaina trasera; obviamente, si se sustituyen en el mismo momento, hay que considerar las operaciones una sola vez. 5.11.1 Sustitución de la Vaina Delantera (plano de conjunto 20.02.01.00 ) - Corte el alambre cerca de la bobina y hágalo avanzar con el mando manual situado en el
programador o en el telemando. Cuando el alambre termina de pasar entre los rodillos se detiene. Extráigalo por la parte delantera de la máquina, tirando de él con la mano.
- Extraiga la boquilla de guía del alambre (pos. 40) de la torreta de soporte y extráigalo de la
vaina. - Desenrosque los tornillos (pos. 51; 62) y quite todo el grupo alimentador de alambre
procurando separar el cable de alimentación con los conectores (pos. 55; 56). La vaina delantera (pos. 04) se desmonta junto con el grupo.
- Desenrosque la vaina de la boquilla de guía (pos. 03).
- Con un cortaplumas despunte los extremos de la vaina nueva para facilitar su introducción.
- Coloque y enrosque la vaina nueva en la boquilla de guía (la vaina se autoenrosca).
- Para el desmontaje, siga las mismas operaciones en el orden inverso.

FILE: MWH70-spa.DOC Rev 0.0-2002
5.11.2 Sustitución de la Vaina Trasera (plano de conjunto 20.02.01.00 ) - Corte el alambre cerca de la bobina y hágalo avanzar con el mando manual situado en el programador o en el telemando. Cuando el alambre termina de pasar entre los rodillos se detiene. Extráigalo por la parte delantera de la máquina, tirando de él con la mano. - Desmonte la bobina como indicado en el párrafo anterior. - Desenrosque la vaina a sustituir de la boquilla de guía (pos. 39) y quite la boquilla de entrada (pos. 16). - Con un cortaplumas despunte los extremos de la vaina nueva para facilitar su introducción. - Enrosque la boquilla de entrada (pos. 39) en la vaina nueva (la vaina se autoenrosca). - Coloque y enrosque la vaina nueva en la boquilla de guía - Para el desmontaje, siga las mismas operaciones en el orden inverso.
FILE: MWH70-spa.DOC Rev 0.0-2002
6 PIEZAS DE RECAMBIO A causa de las condiciones duras a las que la máquina es sometida durante la soldadura, aconsejamos tener en almacén una cierta cantidad de recambios. Las páginas que siguen contienen una lista de las piezas de recambio con que cuenta MAUS ITALIA para el mantenimiento de su cabezal de soldadura. La cantidad efectiva de cada pieza que se debe tener en el almacén es a elección del cliente y se basa sobre las aplicaciones, el lugar de trabajo y las condiciones de trabajo de la máquina. 6.1 Informaciones para el Pedido de los Recambios Para facilitar la búsqueda en el almacén y para garantizar la rapidez en la entrega, los pedidos de las piezas de recambio deben contener las siguientes informaciones: - Cantidad… - Número del plano - Número de posición en el plano - Descripción (denominación) - Número de matrícula de la máquina Enviar el pedido a: MAUS Italia s.a.s SS Paullese Km 30 26010 Bagnolo Cremasco ( CR ) Tel. 0373/237001 Fax 0373/649560 e-mail: [email protected]

FILE: MWH70-spa.DOC Rev 0.0-2002
6.2 Lista de Piezas de Recambios 6.2.1 Cuerpo Central y Acoplamiento Giratorio Plano de conjunto: 20.01.01.00 De matrícula: 9810359 POS. DESCRIPCIÓN REFERENCIA 01 SOPORTE CAMPANA 20.01.00.01 02 CUERPO MÁQUINA 20.01.00.02 03 CUERPO AISLANTE 20.01.00.03 04 TAPA 20.01.00.04 05 DISCO DE TOPE 16.01.00.10 06 TOMA 04.04.00.03 07 TUERCA 04.04.00.20 08 TUERCA 04.04.00.21 09 TUERCA CON ARANDELA 06.06.00.02 10 MUELLE DE UNIÓN 10.01.00.41.00 11 PROTECCIÓN BOTÓN 10.01.00.70 12 COJINETE ACOPLAMIENTO 13.01.00.24 13 COJINETE ACOPLAMIENTO 13.01.00.29 15 RACOR GAS 13.01.00.41 16 ELEMENTO PROTECCIÓN BOTÓN 13.01.00.46 17 PLACA 13.01.00.49 19 MOTORRED. ROTACIÓN STD 16.01.07.02 20 MOTORRED. ROTACIÓN CON DÍNAMO 16.01.07.05 21 DISTANCIADOR COJINETES 19.01.00.07 22 RUEDA CÓNICA 19.01.00.08 23 EJE DISTRIBUIDOR 19.01.00.10 24 PLACA 19.01.00.11 25 DISTRIBUIDOR 19.01.00.12 26 ANILLO DE CENTRADO 19.01.00.14 27 CASQUILLO 19.01.00.16 28 PROTECCIÓN AISLANTE 19.01.00.17.00 29 SOPORTE MOTORREDUCTOR 20.01.01.01 30 PIÑÓN MOTORREDUCTOR Y CONTATOPS 19.01.00.19 31 ZÓCALO 20.01.01.05 32 GRUPO RACORES 19.01.00.21 33 CASQUILLO CÓNICO 20.01.01.03.00 34 GRUPO RACORES DISTRIB. 20.01.01.02.00 35 TUBO DE PURGA 19.01.00.24 36 TUBO AGUA Y GAS 19.01.00.25 37 ARMELLA 19.01.00.26 38 TOMA 20.01.01.04 39 CABLE MÁQUINA 19.01.00.28 sigue

FILE: MWH70-spa.DOC Rev 0.0-2002
Plano de conjunto: 20.01.01.00 De matrícula: 9810359 continaciòn POS. DESCRIPCIÓN REFERENCIA 41 PROTECCIÓN AISLANTE 19.01.00.30 42 BRIDA SUJETADOR DE CABLE 33.01.00.30 43 SUJETADOR DE CABLE 33.01.00.31 44 TAPÓN AISLANTE 89.01.00.38 48 JUNTA TÓRICA 56.40.01.40.02 49 COJINETE DE BOLAS 55.19.55.32.25 52 ACOPLAMIENTO LAMINAR 68.60.00.39.03 53 JUNTA TÓRICA 56.40.00.40.02 59 BOTÓN START/STOP 63.62.00.39.01 61 MICROINTERRUPTOR 62.25.01.39.02 66 ARANDELA DISTANCIADORA 16.01.07.06

FILE: MWH70-spa.DOC Rev 0.0-2002
6.2.2 Alambre de aportación Plano de conjunto: 20.02.01.00 De matrícula: 9809359 POS. DESCRIPCIÓN REFERENCIA 01 BRIDA 20.02.00.01 02 BRIDA ALAMBRE 20.02.00.02 03 CASQUILLO ALAMBRE 20.02.00.03 04 VAINA GUÍA DEL ALAMBRE 20.02.00.04 05 BRIDA DE CIERRE 20.02.00.05 06 SOPORTE DE FIJACIÓN 20.02.00.06 07 SOPORTE MOTORREDUCTOR 20.02.01.01 08 GUÍA ALAMBRE SALIDA 20.02.00.08 09 VAINA GUÍA ALAMBRE TRAS. 20.02.00.09 10 CUBIERTA ENGRANAJES 20.02.00.10 11 SOPORTE BOBINA 20.02.00.11.00 12 ESPACIADOR SOPORTE 20.02.00.12 13 CUBIERTA MOTOR 20.02.00.13 14 TAPÓN CUBIERTA 20.02.00.14 15 SOPORTE COJINETE 20.02.00.15 16 RACOR TRASERO ENTRADA ALAMBRE 03.04.00.29 17 PERNO 04.05.00.01 18 CASQUILLO 04.05.00.02 19 PERNO 04.05.00.03 20 RODILLO CONDUCIDO 0.6-0.8 04.05.00.04 21 RODILLO CONDUCTOR 0.6-0.8 04.05.00.05 22 PERNO ANILLO ROSCADO 04.05.00.06 23 ARANDELA DISTANCIADORA 04.05.00.07 24 PERNO 04.05.00.08 25 SOPORTE MÓVIL 04.05.00.11 26 CUERPO IMPULSOR 04.05.00.12 28 EJE ALAMBRE 16.03.01.45.00 29 SOPORTE EJE 04.05.00.15 31 ENGRANAJE DOBLE 20.02.00.16 32 PIÑÓN MOTOR 04.05.00.21.00 33 VOLANTE 04.05.00.27 34 TUERCA 04.05.00.28 35 MUELLE 04.05.00.29 36 ARANDELA 04.05.00.30 continúa

FILE: MWH70-spa.DOC Rev 0.0-2002
Plano de conjunto: 20.02.01.00 De matrícula: 9809359 continación POS. DESCRIPCIÓN REFERENCIA 37 DISCO EMBRAGUE 04.05.00.31 38 EMBRAGUE 04.05.00.32 39 GUÍA ALAMBRE ENTRADA 04.05.00.35 40 BOQUILLA FINAL ALAMBRE 33.06.01.08 42 EJE DENTADO 16.02.00.12 43 MOTORREDUCTOR ALAMBRE 16.02.00.14 44 ARANDELA DISTANCIADORA 16.02.00.15 45 TAPÓN ROSCADO 16.01.00.29 46 COJINETE DE BOLAS 55.19.55.32.69 47 COJINETE DE BOLAS 55.19.55.32.55 55 CONECTOR MACHO 86.73.01.39.84 56 CONECTOR HEMBRA 86.73.01.39.85 60 COJINETE DE BOLAS 55.19.55.32.63 61 CHUMACERA DE RODILLOS 55.49.55.61.02 62 ARO DE APOYO 53.20.11.25.03

FILE: MWH70-spa.DOC Rev 0.0-2002
6.2.3 Cuerpo Delantero y Antorcha Plano de conjunto: 20.03.00.00 De matrícula: 9703286 POS. DESCRIPCIÓN REFERENCIA 01 CORREDERA SOPORTE ANTORCHA 20.03.00.01.00 02 CORREDERA REGULACIÓN RADIAL 20.03.00.02 03 CUERPO AISLANTE 20.03.00.03 04 PERNO ROSCADO 20.03.00.04 05 PLACA 20.03.00.05 06 PLACA AISLANTE 20.03.00.06 07 EJE TORNILLO 20.03.00.07.00 08 PIE 20.03.00.08.00 10 TUERCA DE REGULACIÓN 20.03.00.10 11 CUERPO CORREDERA 20.03.00.11.00 12 CUERPO ANTORCHA 20.03.00.12.00 13 TUBO AGUA Y GAS 20.03.00.13 14 CAMPANA SOPORTE MANDRIL 20.03.00.14 15 TUBO GAS 20.03.00.15 16 TUERCA 20.03.00.16 17 TUERCA ORIENTABLE 20.03.00.17 18 MANGUITO DE FIJACIÓN 20.03.00.18 19 FORRO AISLANTE 04.06.00.09 20 DIFUSOR DE GAS LENS 04.06.00.10 21 JUNTA ANTORCHA 04.06.00.15 22 TORNILLO 04.06.00.18 23 TUERCA CON ARANDELA 06.06.00.02 24 ESPIRAL CEBADO ARCO 16.03.00.11.00 25 JUNTA TÓRICA O-RING 56.40.00.40.02 32 BOQUILLA GAS LENS 64.20.03.39.10 34 PINZA PORTAELECTRODO 64.20.02.39.11 40 ANILLO 53.40.39.22.03